Встроенная трубка для удаления воздуха и герметизации стеклопакета с вакуумной изоляцией, стеклопакет с вакуумной изоляцией, включающий в себя встроенную трубку, и связанные с ними способы - RU2774750C1
Код документа: RU2774750C1
Чертежи





Описание
ОБЛАСТЬ ТЕХНИКИ
Определенные примеры реализации данного изобретения относятся к стеклопакетам с остеклением с вакуумной изоляцией (VIG-стеклопакетам) и (или) способам их изготовления. Более конкретно, определенные примеры реализации данного изобретения относятся к встроенной трубке для удаления воздуха и герметизации VIG-стеклопакета; подузлу VIG-стеклопакета вместе со встроенной трубкой; VIG-стеклопакету, изготовленному с использованием встроенной трубки и (или) связанным с ними способам.
ПРЕДПОСЫЛКИ СОЗДАНИЯ И КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Стеклопакеты с вакуумным остеклением (Vacuum Insulating Glass, VIG) в стандартном исполнении обычно включают в себя как минимум две пространственно отделенные друг от друга стеклянные подложки, между которыми находится зазор или полость, из которой удален воздух или где создано низкое давление. Подложки соединены друг с другом по периметру кромочным уплотнением. Обычно между стеклянными подложками имеются дистанционные элементы, которые предназначены для сохранения зазора между подложками и исключения повреждения стеклянных подложек, которое может вызываться присутствием между ними среды с низким давлением. Некоторые примеры конфигурации остекления с вакуумной изоляцией уже раскрыты, в частности, в Патентах США под номерами 5 657 607, 5 664 395, 5 902 652, 6 506 472 и 6 383 580. Раскрываемые в этих патентах сведения в полном объеме включены в настоящий документ посредством ссылки.
На Рис. 1-2 представлены стандартный VIG-стеклопакет 1 и элементы, из которых состоит VIG-стеклопакет 1. Например, VIG-стеклопакет 1 может включать в себя две пространственно отделенные друг от друга преимущественно параллельные стеклянные подложки 2, 3, между которыми заключен зазор или полость 6, из которой удален воздух для создания низкого давления. Стеклянные листы или подложки 2, 3 соединены друг с другом по периметру кромочным уплотнением 4, которое, например, может быть изготовлено из сплавленного стеклоприпоя. Комплект опорных стоек и дистанционных элементов 5 может устанавливаться между стеклянными подложками 2, 3 с целью сохранения зазора между подложками 2, 3 VIG-стеклопакета 1, поскольку между подложками 2, 3 существует пространство или зазор 6, в котором создано низкое давление.
Трубка для удаления воздуха 8 может герметизироваться, например, с использованием стеклоприпоя 9, который помещается в проем или отверстие 10, проходящее от внутренней поверхности стеклянной подложки 2 к нижней части углубления 11, которое может присутствовать на внешней поверхности стеклянной подложки 2, или, в качестве варианта, к внешней поверхности стеклянной подложки 2. Вакуумное устройство подключается к трубке для удаления воздуха 8 с целью создания во внутренней полости 6 низкого давления с использованием метода последовательного откачивания воздуха. После завершения удаления воздуха из камеры 6 часть (например, конец) трубки 8 расплавляется, чтобы сохранить вакуум внутри камеры или зазора с низким давлением 6. Углубление 11, которое может присутствовать в качестве опции, способно удерживать герметизированную трубку для удаления воздуха 8. В качестве опции химический поглотитель 12 может располагаться внутри углубления 13 на внутренней поверхности одной из стеклянных подложек, например, стеклянной подложки 2. Химический поглотитель 12 может использоваться для поглощения или связывания любых остаточных загрязнений, которые могут присутствовать в полости 6 после завершения удаления воздуха и герметизации.
VIG-стеклопакеты с расположенными по периметру кромочными уплотнениями 4 из сплавленного стеклоприпоя обычно изготавливаются методом нанесения стеклоприпоя в виде раствора (например, пасты) по периметру подложки 2 (или на подложку 3). Эта паста из стеклоприпоя образует расположенное по периметру кромочное уплотнение 4. Другая подложка (например, 3) помещается на подложку 2, поверх дистанционных элементов и опор 5 так, чтобы паста из стеклоприпоя оказалась между двумя подложками 2, 3. Затем весь узел в сборе, который включает в себя стеклянные подложки 2, 3, дистанционные элементы и опоры 5, материал уплотнения (например, стеклоприпой в форме раствора или пасты), нагревается до температуры не ниже 500 градусов C, при которой стеклоприпой плавится, увлажняет поверхность стеклянных подложек 2, 3 и образует герметичное периферическое или кромочное уплотнение 4.
После завершения формирования кромочного уплотнения 4 между подложками с использованием трубки для удаления воздуха 8 создается вакуум с целью формирования зазора или камеры 6 с низким давлением между подложками 2, 3. Необходимое давление внутри зазора 6 может создаваться путем удаления воздуха до достижения значения давления, которое ниже атмосферного (например, ниже 10-2 мм ртутного столба). Для поддержания низкого давления внутри зазора или камеры 6 подложки 2, 3 герметизируются. Для сохранения пространственного разделения преимущественно параллельных подложек под воздействием атмосферного давления используются высокопрочные дистанционные элементы или опоры 5. Как указывалось выше, после завершения удаления воздуха из зазора 6 между подложками 2, 3 трубка для удаления воздуха 8 может герметизироваться, например, путем оплавления ее конца при помощи лазера или другого аналогичного способа.
Стандартный процесс установки трубки для удаления воздуха 8 в отверстие или проем 10 включает в себя размещение заранее изготовленной трубки для удаления воздуха 8 внутри отверстия или проема 10, заранее сформированного (например, путем высверливания) в одной из стеклянных подложек 2. После завершения размещения трубки для удаления воздуха 8 в отверстии или проеме 10 на трубку для удаления воздуха 8 наносится адгезивная паста из припоя, обычно на тот участок, где устье отверстия 10 приближается к внешней поверхности стеклянной подложки 2. Как указывалось выше, трубка для удаления воздуха может герметизироваться после завершения удаления воздуха или продувки полости VIG-стеклопакета.
После удаления воздуха из полости и достижения давления ниже атмосферного осуществляется герметизация трубки для удаления воздуха путем нагревания конца этой трубки, которая использовалась для удаления воздуха из полости, таким образом, чтобы отверстие трубки сплавилось. Тем самым герметизируется полость, существующая внутри VIG-стеклопакета. Например, среди прочего, такое нагревание и сплавление может осуществляться путем воздействия лазерного излучения на конец трубки для удаления воздуха.
Иногда трубку для удаления воздуха невозможно надлежащим образом установить внутри отверстия, сформированного внутри стеклянной подложки. В результате трубка для удаления воздуха может наклоняться в одну сторону, отклоняясь от перпендикулярности поверхности стеклянной подложки, в которой сформировано отверстие. Поэтому, в тех ситуациях, когда трубка для удаления воздуха установлена ненадлежащим образом и находится не под необходимым углом относительно стеклянной подложки, может оказаться сложно герметизировать трубку для удаления воздуха, поскольку лазер не может равномерно расплавить конец трубки, например, из-за разницы в расстоянии между источником лазерного излучения и разными участками расположенного под углом конца трубки. Неравномерное плавление конца трубки для удаления воздуха может стать причиной неполной герметизации и наличия утечки воздуха. В зависимости от качества герметизации, такая утечка может возникнуть резко или постепенно с течением времени. Помимо этого, в зависимости от угла наклона трубки, лазер может нагревать стенку трубки вместо ее конца. При нагревании стенки трубки существует потенциальная опасность, что лазер в обход трубки будет нагревать стеклоприпой. Это может стать причиной повреждения стеклоприпоя или нежелательного выделения газов в полость стеклопакета.
Поэтому желательно предложить способ установки трубки для удаления воздуха внутри отверстия в целях предотвращения ее наклона или допущения наклона лишь в пределах допустимого диапазона. С учетом этого предпринимались попытки повышения качества процессов удаления воздуха и (или) герметизации. Например, см. Патенты США № 9 371 683 и 8 833 105, а также Публикацию США № 2013/0306222. Их содержание в полном объеме включается в текст настоящего документа посредством ссылки. Эти способы более совершенны по сравнению с традиционными подходами. Однако авторы заявки, рассматриваемой в данный момент, выявили, что возможны дальнейшие усовершенствования.
Например, даже в случае надлежащей ориентации трубок для удаления воздуха по отношению к подложке, они все равно выступают наружу, за внешнюю поверхность VIG-стеклопакета. Если герметизированная трубка заталкивается внутрь, расшатывается или ломается, полностью и частично, VIG-стеклопакет может терять вакуум быстрее, чем это желательно. Иногда выступающие герметизированные трубки снабжаются колпачками с целью защиты от ударов, которые могут стать причиной поломки или иных аналогичных повреждений. Однако такие колпачки имеют лишь ограниченную эффективность с точки зрения защиты от значительных механических усилий, а также привносят дополнительные этапы обработки и материалы в процесс изготовления VIG-стеклопакетов.
Следует отметить, что было бы желательно полностью исключить необходимость использования отдельной трубки для удаления воздуха, в том числе такой трубки, которая выступает за наружную поверхность VIG-стеклопакета.
Один из аспектов определенных примеров реализации изобретения относится к формированию трубки для удаления воздуха из одной из подложек, которые формируют VIG-стеклопакет, и при непосредственной интеграции с ней. В определенных примерах реализации изобретения отсутствует необходимость использования отдельной трубки для удаления воздуха, которая вставляется в подузел VIG-стеклопакета. Компоновка, используемая в определенных примерах реализации изобретения, упрощает процесс изготовления, например, за счет исключения необходимости предусматривать и герметизировать отдельную, надлежащим образом выровненную трубку.
Еще один аспект определенных примеров реализации изобретения относится к герметизации встроенной трубки для удаления воздуха таким образом, чтобы герметизированная трубка не выступала (например, устанавливалась заподлицо или была утоплена) за внешнюю поверхность VIG-стеклопакета. Такая компоновка предоставляет преимущества в некоторых примерах реализации, поскольку позволяет снизить, а в некоторых случаях вообще исключить, необходимость использования отдельного выступающего защитного колпачка для трубки. Отказ от защитного колпачка, в свою очередь, может рассматриваться как преимущество с точки зрения эстетического вида изделия. Наконец, отказ от защитного колпачка может предоставлять преимущество в форме снижения вероятности повреждения VIG-стеклопакета и упрощения его транспортировки. С точки зрения первого положения, как упоминалось выше, удары по колпачку могут передавать усилие на герметизированную трубку, что может привести к ее смещению и (или) поломке и нарушению качества вакуума внутри VIG-стеклопакета. С точки зрения последнего положения, отсутствие колпачка делает возможным отказ от использования специальных материалов для упаковки и (или) транспортировки, которые изготавливаются с учетом наличия колпачка.
В определенных примерах реализации изобретения предлагается способ изготовления стеклопакета с остеклением с вакуумной изоляцией (VIG-стеклопакета). Предоставляются первая и вторая стеклянные подложки. Встроенная трубка для удаления воздуха формируется в первой подложке таким образом, чтобы в поперечном сечении первая стеклянная подложка включала в себя: (a) первый и второй участки канала, расположенные рядом с противоположными сторонами сквозного отверстия; (b) первый и второй участки уплотнительной стенки между ними. Первая и вторая подложки герметизируются совместно с использованием кромочного уплотнения по периметру первой и (или) второй подложки. Полость определяется первой и второй подложками. Между первой и второй подложками предусматриваются многочисленные дистанционные элементы, которые находятся внутри полости и позволяют поддерживать первую и вторую подложки в преимущественно параллельном положении при наличии их пространственного разделения. Из камеры удаляется воздух с целью создания давления ниже атмосферного. Первый и второй участки уплотнительной стенки предпочтительно нагреваются таким образом, чтобы они наклонились друг к другу и образовали перемычку, перекрывающую сквозное отверстие и герметизирующую VIG-стеклопакет.
В определенных примерах реализации изобретения предлагается способ изготовления стеклопакета с остеклением с вакуумной изоляцией (VIG-стеклопакета). Способ состоит в том, чтобы иметь первую и вторую стеклянные подложки; первую подложку, включающую в себя встроенную трубку для удаления воздуха; первую подложку, которая в поперечном сечении включает в себя: (a) первый и второй участки канала, расположенные рядом с противоположными сторонами сквозного отверстия; (b) первый и второй участки уплотнительной стенки между ними. Первая и вторая подложки герметизируются совместно с использованием кромочного уплотнения по периметру первой и (или) второй подложки. Полость определяется первой и второй подложками. Между первой и второй подложками предусматриваются многочисленные дистанционные элементы, которые находятся внутри полости и позволяют поддерживать первую и вторую подложки в преимущественно параллельном положении при наличии их пространственного разделения. Из камеры удаляется воздух с целью создания давления ниже атмосферного. Первый и второй участки уплотнительной стенки нагреваются таким образом, чтобы они наклонились друг к другу и образовали перемычку, перекрывающую сквозное отверстие и герметизирующую VIG-стеклопакет.
В определенных примерах реализации изобретения предлагается способ изготовления подузла для стеклопакета с остеклением с вакуумной изоляцией (VIG-стеклопакета). Предоставляется первая стеклянная подложка. Встроенная трубка для удаления воздуха формируется в первой подложке таким образом, чтобы в поперечном сечении первая стеклянная подложка включала в себя: (a) первый и второй участки канала, расположенные рядом с противоположными сторонами сквозного отверстия; (b) первый и второй участки уплотнительной стенки между ними. После завершения формирования встроенной трубки для удаления воздуха первая подложка помещается на вторую в следующих целях: совместная герметизация первой и второй подложек в связи с кромочным уплотнением, которое предусматривается по периметру кромок первой и (или) второй подложек, полость определяется первой и второй подложками, а множество дистанционных элементов используется между первой и второй подложками внутри камеры для поддержания преимущественной параллельности подложек и сохранения пространственного разделения между ними; удаление воздуха из камеры для создания в ней давления ниже атмосферного; нагревание первого и второго участков уплотнительной стенки для того, чтобы они наклонились друг к другу и образовали перемычку, перекрывающую сквозное отверстие и герметизирующую VIG-стеклопакет.
В определенных примерах реализации изобретения подложка, предназначенная для использования в стеклопакете с остеклением с вакуумной изоляцией (VIG-стеклопакете), содержит встроенную в подложку трубку для удаления воздуха. В поперечном сечении первая стеклянная подложка включает в себя: (a) первый и второй участки канала, расположенные рядом с противоположными сторонами сквозного отверстия; (b) первый и второй участки уплотнительной стенки между ними.
В определенных примерах реализации изобретения стеклопакет с вакуумным остеклением (VIG-стеклопакет) включает в себя первую и вторую подложки, которые преимущественно параллельны, пространственно отделены друг от друга при помощи герметичного кромочного уплотнения и множества расположенных внутри камеры между первой и второй стеклянными подложками дистанционных элементов. Из камеры удален воздух для создания давления ниже атмосферного, для удаления воздуха используется специальное отверстие, которое не имеет заглушки, но герметично запечатывается при помощи стеклянной перемычки, полученной путем сплавления из участков первой стеклянной подложки, примыкающих к отверстию.
Описанные здесь характеристики, аспекты, преимущества и примеры реализации могут сочетаться в дальнейших примерах реализации.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Эти и другие характеристики и преимущества могут быть лучше и полнее поняты со ссылкой на следующее подробное описание взятых в качестве образца для иллюстрации примеров реализации в совокупности с чертежами, среди которых:
РИСУНОК 1 - схематический чертеж поперечного сечения традиционного стеклопакета с остеклением с вакуумной изоляцией (VIG-стеклопакета).
РИСУНОК 2 - вид сверху традиционного VIG-стеклопакета.
РИСУНОК 3A - вид сверху на подложку, включающую в себя первый пример встроенной трубки для удаления воздуха в соответствии с определенными примерами реализации изобретения.
РИСУНОК 3B - вид сверху на подложку, включающую в себя второй пример встроенной трубки для удаления воздуха в соответствии с определенными примерами реализации изобретения.
РИСУНОК 3C - вид сверху на подложку, включающую в себя третий пример встроенной трубки для удаления воздуха в соответствии с определенными примерами реализации изобретения.
РИСУНОК 4 - поперечное сечение подложки, включающей в себя первый пример профиля, который может использоваться в качестве встроенной трубки для удаления воздуха в соответствии с определенными примерами реализации изобретения.
РИСУНОК 5 - поперечное сечение подложки, включающей в себя второй пример профиля, который может использоваться в качестве встроенной трубки для удаления воздуха в соответствии с определенными примерами реализации изобретения.
РИСУНОК 6 - поперечное сечение подложки, включающей в себя третий пример профиля, который может использоваться в качестве встроенной трубки для удаления воздуха в соответствии с определенными примерами реализации изобретения.
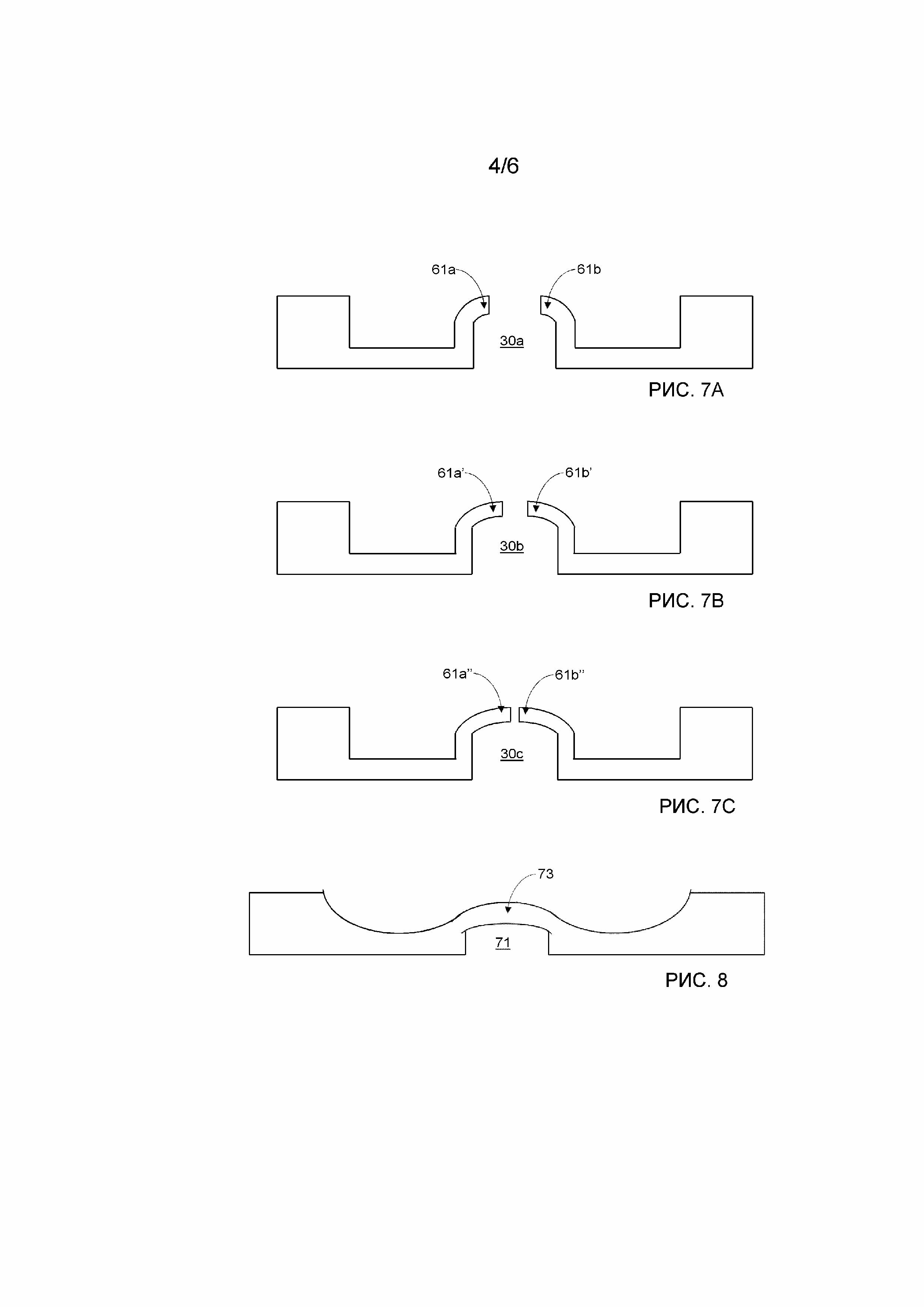
РИСУНКИ 7A-7C - схематическая иллюстрация последовательных этапов избирательного нагревания примера профиля с Рис. 4 для герметизации трубки для удаления воздуха в соответствии с определенными примерами реализации изобретения.
РИСУНОК 8 - поперечное сечение подложки, включающей в себя герметизированную встроенную трубку для удаления воздуха в соответствии с определенными примерами реализации изобретения.
РИСУНОК 9 - диаграмма, на которой представлен пример процесса изготовления VIG-стеклопакета в связи с использованием встроенной трубки для удаления воздуха в соответствии с определенными примерами реализации изобретения.
РИСУНОК 10 - VIG-стеклопакет в сборе в соответствии с определенными примерами реализации изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
Определенные примеры реализации изобретения относятся к усовершенствованным способам удаления воздуха из стеклопакетов с остеклением с вакуумной изоляцией (VIG-стеклопакетов). Более конкретно, определенные примеры реализации данного изобретения относятся к встроенной трубке для удаления воздуха и герметизации VIG-стеклопакета; подузлу VIG-стеклопакета вместе со встроенной трубкой; VIG-стеклопакету, изготовленному с использованием встроенной трубки и (или) связанным с ними способам. После завершения удаления воздуха и последующей герметизации VIG-стеклопакета отверстие для удаления воздуха используется в качестве пути для удаления воздуха. Традиционно герметизация данного отверстия часто осуществляется путем введения трубки с нанесенным на нее стеклоприпоем в высверленное в стекле отверстие, плавления стеклоприпоя вокруг отверстия, застывания стеклоприпоя на месте, герметизации трубки путем оплавления с использованием лазера или другого источника направленной энергии, в результате чего достигается герметизация VIG-стеклопакета. Определенные примеры реализации изобретения совершенствуют данный подход за счет формирования трубки для удаления воздуха непосредственно в самом стекле, например, путем высверливания или другим аналогичным способом. Трубка, которая встроена в подложку, оплавляется с использованием лазера или другого источника направленной энергии. Преимуществом является отсутствие необходимости использования дополнительной трубки или дополнительного стеклоприпоя в определенных примерах реализации изобретения. Увеличение объема выпуска продукции может достигаться за счет исключения необходимости использования дополнительной трубки и осуществления ее герметизации при помощи стеклоприпоя, поскольку желаемая степень герметизации подузла уже обеспечена. Такой подход существенно упрощает процесс вакуумной герметизации остекления за счет исключения этапов сборки и герметизации, а также снижения сложности конструкции готового VIG-стеклопакета.
В определенных примерах реализации изобретения герметизированная встроенная трубка устанавливается заподлицо или утапливается по отношению к внешней поверхности остекления с вакуумной изоляцией. В результате установка на нее колпачка не требуется. Это, в свою очередь, упрощает обработку, в частности, с точки зрения таких вторичных процессов, как ламинирование, изготовление гибридного остекления с вакуумной изоляцией и др. Помимо этого, отказ от использования внешней трубки, которая выступает из подложки, открывает перспективы для усовершенствования используемых подходов к транспортировке, в частности, с точки зрения отказа от использования дополнительных транспортных прокладок для надлежащего пространственного разделения VIG-стеклопакетов с дополнительными выступами. Стандартная, более стандартная упаковка или аналогичные изделия могут использоваться для определенных примеров реализации изобретения.
Существуют несколько вариантов конструкции встроенной трубки, которые могут использоваться с различными примерами реализации изобретения. Профили могут формироваться за счет создания сквозного отверстия и канала или паза вокруг сквозного отверстия. Стекло, которое осталось между сквозным отверстием и каналом, формирует одну или несколько боковых стенок для сквозного отверстия и (или) герметизирующие сегменты для самого VIG-стеклопакета. Эти элементы могут формироваться любым соответствующим способом, например, путем высверливания внутри подложки.
Например, если более подробно рассматривать чертежи, Рис. 3A представляет собой вид сверху на подложку 32, включающую в себя первый пример встроенной трубки для удаления воздуха в соответствии с определенными примерами реализации изобретения. Встроенная трубка для удаления воздуха, хотя бы частично, определяется сквозным отверстием 30 и пазом, каналом или углублением 22, сформированным вокруг сквозного отверстия 30. В примере с Рис. 3A герметизирующий сегмент 20 преимущественно круглый и имеет толщину, которая определяется внутренней и внешней поверхностями стенки 22a, 22b. Толщина герметизирующего сегмента 20 изменяется, например, на основе соотношения размеров паза, канала или углубления 22 и размеров сквозного отверстия 30. Более подробно конфигурация паза, канала или углубления 22 рассматривается ниже. В завершение, герметизирующий сегмент 20 плавится и разрушается над сквозным отверстием 30 и без заглушки герметизирует VIG-стеклопакет.
Рис. 3B представляет собой вид сверху на подложку 32, включающую в себя второй пример встроенной трубки для удаления воздуха в соответствии с определенными примерами реализации изобретения. Конфигурация с Рис. 3B аналогична конфигурации с Рис. 3A. Однако в примере с Рис. 3B на виде сверху сквозное отверстие 30 и паз, канал или углубление 22’ имеют преимущественно прямоугольную форму. В результате боковая стенка 22’, которая определяется внутренней и внешней поверхностями стенки 22a’, 22b’, на виде сверху тоже имеет преимущественно прямоугольную форму.
Рис. 3C представляет собой вид сверху на подложку, включающую в себя третий пример встроенной трубки для удаления воздуха в соответствии с определенными примерами реализации изобретения. Рис. 3C похож на Рис. 3B в том, что сквозное отверстие 30 имеет преимущественно прямоугольную форму. Однако хотя бы первая и вторая боковые стенки или герметизирующие сегменты 20a, 20b располагаются на противоположной стороне от сквозного отверстия 30. Эти боковые стенки формируются в связи с первым и втором пазом, каналом или углублением 22a, 22b. В примере с Рис. 3C герметизирующие сегменты 20a, 20b имеют высоту, которая равна или аналогична высоте сквозного отверстия 30, но меньше высоты первого и второго пазов, каналов или углублений 22a, 22b. Однако в других примерах реализации может использоваться другая конфигурация. Например, некоторые или все значения высоты сквозного отверстия, герметизирующих сегментов и углублений могут быть одинаковыми или разными, в зависимости от конкретных примеров реализации изобретения. Хотя на Рис. 3C показаны два герметизирующих сегмента 20a, 20b и два углубления 22a, 22b, следует отметить, что в других примерах реализации изобретения возможно использование большего или меньшего количества герметизирующих сегментов и (или) углублений.
Хотя на виде сверху на Рис. 3A представлены преимущественно круглые, а на виде сверху на Рис. 3B - преимущественно прямоугольные элементы, следует отметить, что в других примерах реализации изобретения возможно использование тех же элементов другой формы. Например в разных примерах реализации могут использоваться преимущественно квадратные, овальные и (или) иные по форме элементы. Также следует отметить, что возможно использование элементов разной формы в связи с одним и тем же примером реализации изобретения. Например, на виде сверху пример реализации может включать в себя преимущественно круглое по форме сквозное отверстие и преимущественно квадратный, прямоугольный или иной по форме паз, канал или углубление и др. Аналогичным образом, на виде сверху пример реализации может включать в себя преимущественно прямоугольное или квадратное по форме сквозное отверстие и преимущественно круглый, овальный или иной по форме паз, канал или углубление и др. Аналогичные наблюдения также относятся к виду сверху для примера с Рис. 3C. Например, для разных элементов могут использоваться разные формы (как минимум, если рассматривать вид сверху), так, чтобы преимущественно прямоугольные боковые сегменты могли использоваться в связи с преимущественно овальным сквозным отверстием и (или) преимущественно овальными углублениями, каналами или пазами и др.
На Рис. 4-6 представлены поперечные сечения подложки, в которую интегрированы примеры поперечных сечений или профилей, доступные для использования в качестве встроенной трубки для удаления воздуха в соответствии с определенными примерами реализации изобретения. Следует отметить, что на Рис. 4-6 представлен диапазон размеров трубки, при которых стекло данной толщины способно обеспечивать адекватное уплотнение в случае плавления с использованием источника направленной энергии, например, лазера или иного аналогичного источника излучения. Следует отметить, что примеры поперечных сечений или профилей, которые показаны на Рис. 4-6 и описаны в связи с ними, рассматриваются как имеющие несколько участков буртика, несколько вытянутых вверх сегментов, несколько участков уменьшенной толщины и несколько углублений. Следует отметить, что такие участки могут быть отдельными конструкциями (например, как на виде сверху на Рис. 3C и в других аналогичных примерах) или различными частями соответствующих встроенных конструкций (например, как на виде сверху на Рис. 3A и Рис. 3B и в других аналогичных примерах).
На Рис. 4 показан первый пример поперечного сечения. На Рис. 4 встроенная трубка для удаления воздуха 30 представляет собой сквозное отверстие в подложке 32. В поперечном сечении подложка 32 включает в себя участки буртика 34a, 34b, при этом участки буртика имеют толщину, которая соответствует полной толщине подложки 32. Участок уменьшенной толщины 36a, 36b окружает трубку для удаления воздуха 30. Вытянутые вверх сегменты 38a, 38b помогают определить глубину трубки для удаления воздуха 30. В поперечном сечении участки буртика 34a, 34b, участки уменьшенной толщины 36a, 36b и вытянутые вверх сегменты 38a, 38b определяют U-образные углубления 40a, 40b. U-образные углубления 40a, 40b могут формироваться путем высверливания или другим соответствующим способом, при котором вытянутые вверх сегменты 38a, 38b остаются в непосредственной близости от трубки 30 и хотя бы частично определяют ее. Вытянутые вверх сегменты 38a, 38b разрушаются с использованием лазера или другого источника направленной энергии для герметизации трубки 30 и формирования участка перемычки, как более подробно описывается ниже. Таким образом, вытянутые вверх сегменты 38a, 38b имеют толщину, которой достаточно для того, чтоб они могли прогнуться или наклониться друг к другу при нагревании, соединиться и укрыть отверстие 30, образовав заглушку. Толщина такой заглушки является достаточной для того, чтобы герметизировать VIG-стеклопакет и исключить разрушение из-за наличия вакуума.
Отмечается, что в определенных примерах реализации изобретения вокруг сквозного отверстия 30 на Рис. 4 может предусматриваться единственный паз, канал или углубление, которое может включать в себя несколько участков (в том числе участки 40a, 40b). Аналогичным образом, пример реализации с Рис. 4 может иметь одну или несколько боковых стенок, один или несколько герметизирующих сегментов. Таким образом, в разных примерах реализации изобретения вытянутые вверх сегменты 38a, 38b, показанные на Рис. 4, могут просто являться разными частями одной боковой стенки или одного герметизирующего сегмента, разными частями двух или нескольких боковых стенок или герметизирующих сегментов. В отношении Рис. 4 следует отметить, что в поперечном сечении пример с Рис. 4 включает в себя один или несколько преимущественно U-образных по форме пазов, каналов или углублений.
Рис. 5 похож на Рис. 4 в том, что на нем представлены преимущественно прямоугольные по форме участки буртика 34a, 34b, а также участки уменьшенной толщины 36a’, 36b’. Однако сегменты 38a', 38b' имеют преимущественно трапециевидную форму, в результате чего участки уменьшенной толщины 36a', 36b' по существу короче. Преимущественно трапециевидные сегменты 38a’, 38b’ сформированы таким образом, чтобы их высота позволяла определять встроенную трубку для удаления воздуха у сквозного отверстия 30. Основание расширяется в направлении внутренней поверхности VIG-стеклопакета и сужается в направлении внешней поверхности VIG-стеклопакета. Эта форма также помогает определить преимущественно трапециевидные углубления 40a’, 40b’.
Пример компоновки с Рис. 5 может предоставлять преимущества в некоторых примерах реализации изобретения, поскольку в сегментах 38a’, 38b’ имеется больше материала для герметизации встроенной трубки (в частности, по сравнению с примером компоновки с Рис. 4). В определенных примерах реализации изобретения преимущественно трапециевидный профиль может подгоняться (например, с использованием ряда отверстий, которые вырезаются с использованием фрез различного размера), в частности, для формирования ступенчатого шаблона профиля. Например, отверстия меньшего диаметра могут высверливаться ближе к внутренней поверхности подложки, затем, при продвижении к внешней поверхности подложки, диаметр отверстий может постепенно увеличиваться.
Как и в случае с Рис. 4, в определенных примерах реализации изобретения вокруг сквозного отверстия 30 на Рис. 5 может предусматриваться единственный паз, канал или углубление, который может включать в себя несколько участков (в том числе участки 40a’, 40b’). Аналогичным образом, пример реализации с Рис. 5 может иметь одну или несколько боковых стенок, один или несколько герметизирующих сегментов. Таким образом, в разных примерах реализации изобретения вытянутые вверх сегменты 38a’, 38b’, показанные на Рис. 5, могут просто являться разными частями одной боковой стенки или одного герметизирующего сегмента, разными частями двух или нескольких боковых стенок или герметизирующих сегментов. В отношении Рис. 5 следует отметить, что в поперечном сечении пример с Рис. 5 включает в себя один или несколько преимущественно трапециевидных по форме пазов, каналов или углублений.
На Рис. 6 представлен другой пример поперечного сечения, который может использоваться в связи с определенными примерами реализации изобретения. Как показано на Рис. 6, углубления 40a’’, 40b’’, окружающие трубку для удаления воздуха 30, являются более изогнутыми (например, полукруглыми). Это приводит к изменению формы участков буртика 34a’’, 34b’’, участков уменьшенной толщины 36a’’, 36b’’, а также сегментов 38a’’, 38b’’. В некоторых примерах реализации изобретения изогнутые углубления 40a’’, 40b’’ могут быть преимущественно U-образными по форме. В частности, U-образная форма в некоторых примерах может быть искривлена в одну сторону. Например, на Рис. 6 U-образная форма искривлена таким образом, что ее склон круче в направлении трубки 30. В некоторых примерах реализации более вероятным является использование искривления, которое показано на Рис. 5.
Как и в случае с Рис. 4-5, в определенных примерах реализации изобретения вокруг сквозного отверстия 30 на Рис. 6 может предусматриваться единственный паз, канал или углубление, которое может включать в себя несколько участков (в том числе участки 40a’’, 40b’’). Аналогичным образом, пример реализации с Рис. 6 может иметь одну или несколько боковых стенок, один или несколько герметизирующих сегментов. Таким образом, в разных примерах реализации изобретения вытянутые вверх сегменты 38a’’, 38b’’, показанные на Рис. 6, могут просто являться разными частями одной боковой стенки или одного герметизирующего сегмента, разными частями двух или нескольких боковых стенок или герметизирующих сегментов. В отношении Рис. 6 следует отметить, что в поперечном сечении пример с Рис. 6 включает в себя один или несколько преимущественно трапециевидных по форме пазов, каналов или углублений.
Как указывалось выше, Рис. 4-6 представляют собой поперечные сечения. Поэтому следует отметить, что встроенная трубка для удаления воздуха может иметь любой подходящий размер, форму или конфигурацию. Например, в соответствии с Рис. 3A-3C, которые рассматривались выше, встроенная трубка для удаления воздуха на виде сверху может быть преимущественно круглой, овальной, прямоугольной и (или) иметь другую аналогичную форму. Сходным образом, в соответствии с Рис. 3A-3C, которые рассматривались выше, следует отметить, что существует несколько профилей или поперечных сечений, которые позволяют обеспечить необходимые размеры трубки, а в разных примерах реализации изобретения могут использоваться разные профили.
На Рис. 7A-7C схематически представлены последовательные этапы избирательного нагревания примера профиля с Рис. 4 при герметизации встроенной трубки для удаления воздуха в соответствии с определенными примерами реализации изобретения. Примерное описание того, как может осуществляться нагревание, представлено ниже в связи с Рис. 9. Под воздействием лазера или другого источника энергии сегмент или сегменты разрушаются либо наклоняются внутрь, по направлению друг к другу. Таким образом конечные участки 61a, 61b начинают закрывать трубку 30a с Рис. 7A. Дальнейшее нагревание приводит к запечатыванию трубки 30b и еще более тесному сближению концов 61a’, 61b’ на Рис. 7B. На Рис. 7C трубка 30c почти полностью закрыта, поскольку конечные участки 61a’’, 61b’’ наклоняются еще ближе друг к другу.
В определенных примерах реализации изобретения нагревание включает в себя первый или основной этап нагревания, в ходе которого обеспечивается значительное плавление уплотнительной стенки, затем следует второй этап нагревания, в результате которого первый и второй участки уплотнительной стенки наклоняются друг к другу и образуют перемычку. Один или оба эти этапа могут предусматривать предпочтительное нагревание уплотнительной стенки относительно остального подузла VIG-стеклопакета. В разных примерах реализации для осуществления любого из этапов нагревания или обоих этапов может использоваться лазер. Хотя здесь указывается нагревание с использованием лазера, следует отметить, что в связи с любой из процедур нагревания, описанной в настоящем документе, может использоваться нагревание с использованием инфракрасного (ИК) излучения.
Рис. 8 представляет собой поперечное сечение подложки, которая включает герметизированную встроенную трубку для удаления воздуха в соответствии с определенными примерами реализации изобретения. Как видно, трубка на Рис. 8 герметизирована. То есть имеется перемычка или заглушка 73 над углублением 71. Углубление 71 находится внутри VIG-стеклопакета и в вакууме. В определенных примерах реализации изобретения заглушка 73 выровнена заподлицо или преимущественно заподлицо с участками буртика подложки, как видно на Рис. 8. В определенных примерах реализации изобретения заглушка 73 не выровнена заподлицо с внешней поверхностью подложки, но не выступает за ее пределы. В определенных примерах реализации изобретения структурный или неструктурный материал для герметизации может предусматриваться вокруг заглушки 73, например «для заполнения» любого участка, который углублен относительно внешней поверхности подложки.
В определенных примерах реализации изобретения, где предусматривается встроенная трубка, сквозное отверстие может иметь диаметр или основное расстояние 0,5-5 мм, более предпочтительным является диаметр или основное расстояние 1,5-4 мм, еще более предпочтительным является диаметр или основное расстояние 2-3,5 мм. В определенных примерах реализации изобретения толщина боковой стенки может составлять 0,2-0,5 мм, более предпочтительной является толщина 0,25-0,45 мм.
Способы, описанные в Патенте США № 9 371 683 (содержание которого в полном объеме включено в настоящий документ посредством ссылки), могут использоваться для герметизации встроенной трубки, например, путем описывания все меньших по диаметру кругов или других геометрических фигур вокруг трубки, в непосредственной близости от боковой стенки или герметизирующего сегмента (боковых стенок и герметизирующих сегментов), чтобы противоположные кромки боковых стенок (герметизирующих сегментов) наклонились друг к другу и сформировали перемычку (например, как показано на Рис. 8). В тех случаях, когда предусматриваются несколько отдельных боковых стенок или герметизирующих сегментов, последовательные сканирующие движения с сужением траектории могут использоваться для достижения аналогичного эффекта. Например, несколько лазеров могут использоваться для сканирования по длине первого и второго направленных вверх герметизирующих сегментов, чтобы они наклонились друг к другу. Лазеры направляются на линии сканирования, которые располагаются все ближе друг к другу, например, в процессе увеличения наклона при формировании перемычки.
Рис. 9 представляет собой диаграмму, на которой представлен пример процесса изготовления VIG-стеклопакета в связи с использованием встроенной трубки для удаления воздуха в соответствии с определенными примерами реализации изобретения. В ходе этапа S81 профиль встроенной трубки для отведения воздуха формируется в первой подложке, например, при выполнении одной или нескольких операций сверления или в результате применения другого аналогичного способа. Дистанционные элементы и опоры размещаются на второй подложке в ходе этапа S83. На этапе S85 материал стеклоприпоя наносится по периметру на кромки второй подложки. Первая и вторая подложки соединяются на этапе S87 так, чтобы между ними образовалась полость, на этапе S89 формируется герметичное кромочное уплотнение (например, путем нагревания с помощью лазера, печи и (или) иного аналогичного способа). На этапе S91 из камеры удаляется воздух с целью создания давления ниже атмосферного. В качестве опции встроенная трубка может предварительно нагреваться на этапе S93, например, при поддержании вакуума. Это может осуществляться с использованием печи, инфракрасных нагревателей, лазеров и др. Основное нагревание осуществляется на этапе S95, последующее нагревание повторно выполняется на этапе S97 до достижения герметизации (например, как указано на этапе S99). Основной процесс нагревания на этапе S95 обеспечивает массовое плавление, тогда как в ходе последующего нагревания на этапе S97 последовательно обрабатываются небольшие периферические области, участки и (или) иное, например, в зависимости от конфигурации боковых стенок или герметизирующих сегментов, сквозного отверстия, формируемого наклона и др. После завершения герметизации изделие может передаваться для дальнейшей обработки на этап S101.
Следует отметить, что этапы, указанные на Рис. 9 и в примере процесса, могут выполняться в любом приемлемом порядке разными лицами и (или) дальнейшие этапы могут предусматриваться в других примерах реализации изобретения. Например, другие лица могут формировать отверстие, в отличие от тех, кто занимается герметизацией остекления с вакуумной изоляцией и (или) герметизацией отверстия. В определенных примерах реализации изобретения профиль трубки формируется в первой подложке, первая и (или) вторая подложка может быть закаленной, стеклоприпой может наноситься по периметру на кромки первой и (или) второй подложки, могут устанавливаться дистанционные элементы, затем могут выполняться другие этапы, как показано на Рис. 9.
На Рис. 10 представлен VIG-стеклопакет в сборе в соответствии с определенными примерами реализации изобретения. Первая подложка 32’ включает в себя заглушку или перемычку 73, которая изготовлена из встроенной трубки для удаления воздуха, как описывалось выше. Первая и вторая подложки 32’, 2 герметизируются вместе с использованием кромочного уплотнения на основе стеклоприпоя 4, располагаются преимущественно параллельно и отделены друг от друга стойками 5 так, чтобы между ними существовал зазор или полость 6.
Следует отметить, что раскрываемые здесь способы могут использоваться в большом количестве областей применения, включая, например, изготовление окон с VIG-стеклопакетами, продукции для выкладки товаров, ламинированных изделий, гибридных VIG-стеклопакетов (в частности, стеклопакетов, в которых подложка отделена от VIG-стеклопакета с использованием системы дистанционных элементов) и др.
Термины «термообработка» и «тепловая обработка» при использовании в настоящем документе означают нагревание изделия до температуры, достаточной для обеспечения термического отпуска и (или) термической закалки изделия, которое содержит в себе стекло. Это определение включает в себя, например, нагревание изделия с покрытием в духовом шкафу или печи при температуре не ниже 550 градусов C, более предпочтительно не ниже 580 градусов C, более предпочтительно не ниже 600 градусов C, более предпочтительно не ниже 620 градусов C и наиболее предпочтительно не ниже 650 градусов C в течение достаточного периода времени для осуществления термического отпуска и (или) термической закалки изделия. На это может потребоваться не менее двух минут или до 10 минут в некоторых примерах реализации. Эти процессы адаптируются для использования различных значений времени и (или) температуры.
При использовании в настоящем документе термины «на», «на основе» и аналогичные им не должны интерпретироваться в том смысле, что два элемента находятся в непосредственном соседстве друг с другом, если это однозначно не указывается в явной форме. Иными словами, может быть сказано, что первый слой находится «на» или «на основе» второго слоя, даже если между ними имеется один или несколько слоев.
В определенных примерах реализации изобретения предлагается способ изготовления стеклопакета с остеклением с вакуумной изоляцией (VIG-стеклопакета). Предоставляются первая и вторая стеклянные подложки. Встроенная трубка для удаления воздуха формируется в первой подложке таким образом, чтобы в поперечном сечении первая стеклянная подложка включала в себя: (a) первый и второй участки канала, расположенные рядом с противоположными сторонами сквозного отверстия; (b) первый и второй участки уплотнительной стенки между ними. Первая и вторая подложки герметизируются совместно с использованием кромочного уплотнения по периметру первой и (или) второй подложки. Полость определяется первой и второй подложками. Между первой и второй подложками предусматриваются многочисленные дистанционные элементы, которые находятся внутри полости и позволяют поддерживать первую и вторую подложки в преимущественно параллельном положении при наличии их пространственного разделения. Из камеры удаляется воздух с целью создания давления ниже атмосферного. Первый и второй участки уплотнительной стенки предпочтительно нагреваются таким образом, чтобы они наклонились друг к другу и образовали перемычку, перекрывающую сквозное отверстие и герметизирующую VIG-стеклопакет.
Помимо характеристик, описанных в предыдущем пункте, в определенных примерах реализации изобретения участки канала могут быть сформированы так, чтобы стать частями одного канала, окружающего сквозное отверстие, и (или) участки уплотнительной стенки сформированы так, чтобы стать частями одной уплотнительной стенки, окружающей сквозное отверстие.
Помимо характеристик из любого из двух предшествующих пунктов, в определенных примерах реализации изобретения участки канала могут быть сформированы так, чтобы в поперечном сечении хотя бы на начальном этапе они имели преимущественно U-образную форму, преимущественно полукруглую форму, преимущественно трапециевидную форму и (или) иную аналогичную форму.
Помимо характеристик из любого из трех предшествующих пунктов, в определенных примерах реализации изобретения участки канала могут быть сформированы путем сверления.
Помимо характеристик, описанных в любом из четырех предшествующих пунктов, в определенных примерах реализации изобретения предпочтительное нагревание может включать в себя основной этап нагревания для преимущественного плавления участков уплотнительной стенки, за которым следует этап нагревания с использованием лазера для того, чтобы первый и второй участки уплотнительной стенки наклонились друг к другу и вместе образовали перемычку.
Помимо характеристик, описанных в любом из четырех предшествующих пунктов, в определенных примерах реализации изобретения предпочтительное нагревание может представлять собой нагревание при помощи лазера, например, выполняемое таким образом, чтобы оно подразумевало сканирование с сопровождением участков уплотнительной стенки по мере их наклона друг к другу для образования перемычки.
В определенных примерах реализации изобретения предлагается способ изготовления стеклопакета с остеклением с вакуумной изоляцией (VIG-стеклопакета). Способ состоит в том, чтобы иметь первую и вторую стеклянные подложки; первую подложку, включающую в себя встроенную трубку для удаления воздуха; первую подложку, которая в поперечном сечении включает в себя: (a) первый и второй участки канала, расположенные рядом с противоположными сторонами сквозного отверстия; (b) первый и второй участки уплотнительной стенки между ними. Первая и вторая подложки герметизируются совместно с использованием кромочного уплотнения по периметру первой и (или) второй подложки. Полость определяется первой и второй подложками. Между первой и второй подложками предусматриваются многочисленные дистанционные элементы, которые находятся внутри полости и позволяют поддерживать первую и вторую подложки в преимущественно параллельном положении при наличии их пространственного разделения. Из камеры удаляется воздух с целью создания давления ниже атмосферного. Первый и второй участки уплотнительной стенки нагреваются таким образом, чтобы они наклонились друг к другу и образовали перемычку, перекрывающую сквозное отверстие и герметизирующую VIG-стеклопакет.
Помимо характеристик, описанных в предыдущем пункте, в определенных примерах реализации изобретения участки канала могут быть сформированы так, чтобы стать частями одного канала, окружающего сквозное отверстие, и (или) участки уплотнительной стенки могут быть сформированы так, чтобы стать частями одной уплотнительной стенки, окружающей сквозное отверстие.
Помимо характеристик, описанных в любом из двух предшествующих пунктов, в определенных примерах реализации изобретения участки канала могут быть сформированы путем высверливания.
Помимо характеристик, описанных в любом из трех предшествующих пунктов, в определенных примерах реализации изобретения нагревание может включать в себя первый этап нагревания для преимущественного плавления участков уплотнительной стенки, за которым следует второй этап, предназначенный для того, чтобы первый и второй участки уплотнительной стенки наклонились друг к другу и вместе образовали перемычку. Например, второй этап нагревания может осуществляться с использованием лазера и в качестве опции может включать в себя сканирование с сопровождением участков уплотнительной стенки, когда они наклоняются друг к другу и формируют перемычку.
Помимо характеристик, описанных в любом из четырех предшествующих пунктов, в определенных примерах реализации изобретения нагревание представляет собой нагревание с использованием лазера.
В определенных примерах реализации изобретения предлагается способ изготовления подузла для стеклопакета с остеклением с вакуумной изоляцией (VIG-стеклопакета). Предоставляется первая стеклянная подложка. Встроенная трубка для удаления воздуха формируется в первой подложке таким образом, чтобы в поперечном сечении первая стеклянная подложка включала в себя: (a) первый и второй участки канала, расположенные рядом с противоположными сторонами сквозного отверстия; (b) первый и второй участки уплотнительной стенки между ними. После завершения формирования встроенной трубки для удаления воздуха первая подложка помещается на вторую в следующих целях: совместная герметизация первой и второй подложек в связи с кромочным уплотнением, которое предусматривается по периметру кромок первой и (или) второй подложек, полость определяется первой и второй подложками, а множество дистанционных элементов используется между первой и второй подложками внутри камеры для поддержания преимущественной параллельности подложек и сохранения пространственного разделения между ними; удаление воздуха из камеры для создания в ней давления ниже атмосферного; нагревание первого и второго участков уплотнительной стенки для того, чтобы они наклонились друг к другу и образовали перемычку, перекрывающую сквозное отверстие и герметизирующую VIG-стеклопакет.
Помимо характеристик, описанных в предшествующем пункте, в определенных примерах реализации изобретения участки канала могут быть сформированы путем высверливания.
Помимо характеристик, описанных в любом из двух предыдущих пунктов, в определенных примерах реализации изобретения участки канала могут быть сформированы так, чтобы стать частями одного канала, окружающего сквозное отверстие, и (или) участки уплотнительной стенки могут быть сформированы так, чтобы стать частями одной уплотнительной стенки, окружающей сквозное отверстие.
Определенные примеры реализации изобретения относятся к стеклопакету с остеклением с вакуумной изоляцией (VIG-стеклопакету), изготовленному способом, описанным в любом из 14 предшествующих пунктов. Аналогичным образом, определенные примеры реализации изобретения относятся к первой подложке, предусмотренной в соответствии с любым из 14 предшествующих пунктов.
В определенных примерах реализации изобретения подложка, предназначенная для использования в стеклопакете с остеклением с вакуумной изоляцией (VIG-стеклопакете), содержит встроенную в подложку трубку для удаления воздуха. В поперечном сечении первая стеклянная подложка включает в себя: (a) первый и второй участки канала, расположенные рядом с противоположными сторонами сквозного отверстия; (b) первый и второй участки уплотнительной стенки между ними.
В определенных примерах реализации изобретения стеклопакет с вакуумным остеклением (VIG-стеклопакет) включает в себя первую и вторую подложки, которые преимущественно параллельны, пространственно отделены друг от друга при помощи герметичного кромочного уплотнения и множества расположенных внутри камеры между первой и второй стеклянными подложками дистанционных элементов. Из камеры удален воздух для создания давления ниже атмосферного, для удаления воздуха используется специальное отверстие, которое не имеет заглушки, но герметично запечатывается при помощи стеклянной перемычки, полученной путем сплавления из участков первой стеклянной подложки, примыкающих к отверстию.
Хотя изобретение описывается исходя из того, что на настоящий момент считается самым практически целесообразным и предпочтительным примером реализации, необходимо понимать, что изобретение не должно ограничиваться раскрытым примером реализации, но, напротив, призвано охватить различные модификации и аналогичные компоновки, которые по существу и объему включаются в прилагаемые пункты формулы изобретения.
Реферат
Определенные примеры реализации данного изобретения относятся к стеклопакетам с остеклением с вакуумной изоляцией (VIG-стеклопакетам) и (или) способам их изготовления. Встроенная трубка для удаления воздуха формируется в первой подложке таким образом, чтобы в поперечном сечении первая стеклянная подложка включала в себя: (a) первый и второй участки канала, расположенные рядом с противоположными сторонами сквозного отверстия; (b) первый и второй участки уплотнительной стенки между ними. Кромочное уплотнение совместно герметизирует первую и вторую подложки. Полость определяется первой и второй подложками. Дистанционные элементы, которые предусматриваются между первой и второй подложками внутри камеры, помогают поддерживать первую и вторую подложки в преимущественно параллельном положении при сохранении пространственного разделения между ними. Из камеры удаляется воздух с целью создания давления ниже атмосферного. Первый и второй участки уплотнительной стенки предпочтительно нагреваются таким образом, чтобы они наклонились друг к другу и образовали перемычку, перекрывающую сквозное отверстие, герметизирующую VIG-стеклопакет. 2 н. и 3 з.п. ф-лы, 14 ил.

Формула
Документы, цитированные в отчёте о поиске
Теплоизолирующий элемент остекления, его изготовление и применение
Микрофлюидаоьная тонкопленочная структура для дозирования текучих сред
Локальное нагревание краевых уплотнений для вакуумного изоляционного стеклопакета и/или унифицированная печь для осуществления данного стеклопакета
Способы изготовления электрохромных окон
Комментарии