Способы изготовления электрохромных окон - RU2623920C2
Код документа: RU2623920C2
Чертежи
















Описание
ПЕРЕКРЕСТНЫЕ ССЫЛКИ НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Настоящая заявка заявляет о преимуществе приоритета по заявке на патент США №13/456056, зарегистрированной 25 апреля 2012 года под заглавием «ELECTROCHROMIC WINDOW FABRICATION METHODS» и являющейся частичным продолжением заявки на патент США №13/431729, зарегистрированной 27 марта 2012 года под заглавием «ELECTROCHROMIC WINDOW FABRICATION METHODS» и являющейся частичным продолжением заявки на патент США №12/941882, зарегистрированной 8 ноября 2010 года. Заявка на патент США №13/456056 также является частичным продолжением заявки на патент США №13/312057, зарегистрированной 6 декабря 2011 года под заглавием «SPACERS FOR INSULATED GLASS UNITS». Содержание данных заявок включено в настоящую заявку посредством ссылок полностью и для всех целей.
ОБЛАСТЬ ТЕХНИКИ
[0002] Данное изобретение относится к электрохромным устройствам и, в частности, к электрохромным окнам.
УРОВЕНЬ ТЕХНИКИ
[0003] Электрохромизм - это явление, которое заключается в том, что материал демонстрирует обратимые изменения оптических свойств, вызываемые электрохимическим способом, при нахождении в различном электронном состоянии, как правило, под действием изменения электрического напряжения. Оптические свойства обычно включают цвет, коэффициент пропускания, коэффициент поглощения и/или отражательную способность. Одним из общеизвестных электрохромных материалов является оксид вольфрама (WO3). Оксид вольфрама - это катодный электрохромный материал, в котором переход цвета, от прозрачного к синему, происходит посредством электрохимического восстановления.
[0004] Электрохромные материалы могут быть включены в состав, например, окон для бытовых, коммерческих и других сфер использования. Цвет, коэффициент пропускания, коэффициент поглощения и/или отражательная способность таких окон могут изменяться посредством индуктирования изменений в электрохромном материале, то есть электрохромные окна - это окна, которые могут затемняться или осветляться электронным способом. Невысокое напряжение, подаваемое на электрохромное устройство окна, вызовет его затемнение, а изменение полярности напряжения вызовет его осветление. Данное свойство позволяет контролировать количество света, проходящего сквозь окна, и предоставляет возможность применения электрохромных окон в качестве энергосберегающих устройств.
[0005] Хотя явление электрохромизма было открыто в 60-х гг. XX ст., электрохромные устройства и, в частности, электрохромные стекла, все еще имеют различные недостатки и до сих пор не начали полностью реализовывать свой коммерческий потенциал, несмотря на большое количество недавних достижений в области электрохромных технологий, устройств и родственных способов изготовления и/или применения электрохромных устройств.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0006] Описаны способы изготовления электрохромных окон. Электрохромное устройство (ЭХУ) изготовляется таким образом, чтобы покрывать практически весь лист стекла, например полированного листового стекла, а схема раскроя определяется на основании одного или большего количества участков в устройстве, из которых вырезаются одно или большее количество электрохромных оконных стекол. В некоторых вариантах реализации схема раскроя определяется, по меньшей мере частично, лишь после изготовления и определения характеристик электрохромного устройства. В некоторых случаях схема раскроя определяется после принятия в расчет общего качества электрохромного устройства и/или местоположения дефектов в устройстве. Например, электрохромное устройство может быть испытано для определения местоположения всех дефектов либо определенных типов или классов дефектов. Затем места с этими дефектами исключаются из используемых оконных стекол при создании схемы раскроя, что, в результате, обеспечивает изготовление изделия высокого качества и выполнение технологического процесса с большим выходом продукции. В качестве другого примера, выполняется проверка целого листа, содержащего ЭХУ, для определения тока утечки ЭХУ, или удельного сопротивления одного или обоих слоев электродов ЭХУ. Если ток утечки или удельное сопротивление прозрачного проводящего оксидного слоя превышают пороговое значение, размер электрохромных оконных стекол ограничивается, чтобы в результате обеспечить надлежащую функцию стекол, несмотря на высокий ток утечки ЭХУ или высокое удельное сопротивление прозрачного проводящего оксидного слоя.
[0007] В некоторых вариантах реализации изобретения проверка листа стекла и/или отдельных оконных стекол выполняется на одном или большем количестве этапов процесса изготовления. Для испытания изделия могут применять различные оптические, электрические, химические и/или механические метрологические тесты, которые могут проводить, например, после изготовления ЭХУ для определения схемы раскроя листа стекла и/или после раскроя отдельных оконных стекол для их тестирования. Могут быть проверены отдельные слои ЭХУ, подложка и др. Проверка может включать, например, обнаружение дефектов в ЭХУ и/или на краях стекла.
[0008] Один или несколько краевых участков могут быть удалены до и/или во время процесса создания схемы раскроя для устранения возможных дефектов в области краев. Края могут быть дополнительно усилены, например, посредством устранения дефектов стекла при помощи механической и/или оптической обработки. Дефектные участки по всему ЭХУ могут быть устранены или минимизированы по отдельности посредством, например, локализованного лазерного нагрева.
[0009] До либо после резки оконных стекол на отдельные электрохромные оконные стекла может дополнительно выполняться лазерное скрайбирование. Подобным образом, до либо после резки оконных стекол могут быть сделаны токопроводящие шины для подачи электропитания на электроды ЭХУ. Технология, известная как «зачистка кромок» (описано ниже), может также выполняться до либо после резки электрохромных оконных стекол из листа стекла.
[00010] Стеклопакеты изготавливают из отрезанных электрохромных оконных стекол, и, в качестве варианта, одно или большее количество оконных стекол стеклопакета усиливают. В некоторых вариантах реализации изобретения усиление выполняется посредством наслоения стекла или другой усиливающей подложки на отрезанные оконные стекла. В отдельном варианте реализации наслоение выполняется после сборки стеклопакета.
[00011] Способ изготовления одного или нескольких электрохромных оконных стекол может определяться следующими операциями: (а) изготовлением электрохромного устройства на листе стекла; (b) определением схемы раскроя для резки листа стекла для создания одного или большего количества электрохромных оконных стекол, причем схема раскроя определяется, по меньшей мере частично, на основании определения характеристик листа стекла и/или электрохромного устройства по одному или большему количеству физических свойств (характеристик) после изготовления электрохромного устройства; и (с) раскроем листа стекла по схеме раскроя для создания одного или большего количества электрохромных оконных стекол. В одном из вариантов реализации изобретения определение характеристик листа стекла и/или электрохромного устройства включает: выявление одного или большего количества участков с незначительными дефектами, нанесение скрайбером одной или большего количества изоляционных канавок возле одного или большего количества краев листа стекла, проведение временной токопроводящей шины к электрохромному устройству и приведение в действие электрохромного устройства для оценки его дефектности. Другие способы выявления дефектов в ЭХУ, в том числе неоднородных участков, включают применение поляризованного света к оконному стеклу и т.п. В одном из вариантов реализации изобретения сопоставляемые наборы данных создаются на основании одного или большего количества участков с незначительными дефектами и/или неоднородных участков на электрохромном устройстве, и выполняется сравнение наборов данных для доведения до максимума эффективного использования листа стекла.
[00012] В некоторых вариантах реализации во всех электрохромных устройствах применяют непроникающие токопроводящие шины на отдельных электрохромных оконных стеклах. Таким образом, электрохромные оконные стекла предоставляют большую видимую область. Улучшенные электрохромные оконные стекла могут встраиваться в стеклопакет, а одно или большее количество оконных стекол могут содержать усиливающий элемент, например, многослойную подложку из стекла, пластмассы или другого подходящего материала.
[00013] Некоторые варианты реализации изобретения относятся к способам и устройствам для защиты краев стеклопакетов, например, во время погрузки-разгрузки и/или транспортировки. Описаны противоударные устройства, а также способы их изготовления, их преимущества и варианты реализации. Противоударные устройства особенно полезны для защиты стеклопакетов, содержащих отожженное стекло, но также обеспечивают защиту стеклопакетов, содержащих закаленное или упрочненное стекло.
[00014] Различные варианты реализации изобретения включают параметры лазерной изоляции и родственные способы создания схемы раскроя и/или настройки электрохромного устройства на подложке. В некоторых вариантах реализации изобретения применяют зачистку кромок для обеспечения качественного уплотнения между дистанционной рамкой и стеклом в стеклопакете, и таким образом, лучшей защиты электрохромного устройства, уплотненного в стеклопакете. Некоторые варианты реализации изобретения включают ЭХУ без изоляционных рисок (канавок). Также описаны варианты выполнения для защиты края ЭХУ в основном уплотнении и для максимизации видимой области в электрохромном оконном стекле стеклопакета. Эти варианты реализации изобретения равным образом применимы к подложкам из отожженного стекла, упрочненного или закаленного стекла, а также к подложкам из нестеклянных материалов.
[00015] Эти и другие признаки и преимущества будут более подробно описаны ниже, со ссылкой на соответствующие графические материалы.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[00016] Дальнейшее подробное описание будет более понятным при рассмотрении вместе с графическими материалами, на которых:
[00017] Фиг. 1А-В иллюстрируют блок-схемы производственного процесса, описывающие особенности производственных способов реализации изобретения.
[00018] Фиг. 2А-В представляют собой схемы, иллюстрирующие особенности производственных способов реализации изобретения.
[00019] Фиг. 2C-D иллюстрируют особенности устройства защиты кромок.
[00020] Фиг. 3А иллюстрирует процесс наслаивания усиливающего листа на стеклопакет с применением жидкого полимера.
[00021] Фиг. 3В иллюстрирует поперечное сечение многослойного стеклопакета, рассмотренного в отношении Фиг. 3А.
[00022] Фиг. 4А-В представляют собой два вида сбоку электрохромного устройства в поперечном сечении.
[00023] Фиг. 4С представляет собой схематичный вид сверху электрохромного устройства, рассмотренного в отношении Фиг. 4А-В.
[00024] Фиг. 5А представляет собой схему поперечного сечения устройства, рассмотренного в отношении Фиг. 4А-С, которое было встроено в стеклопакет.
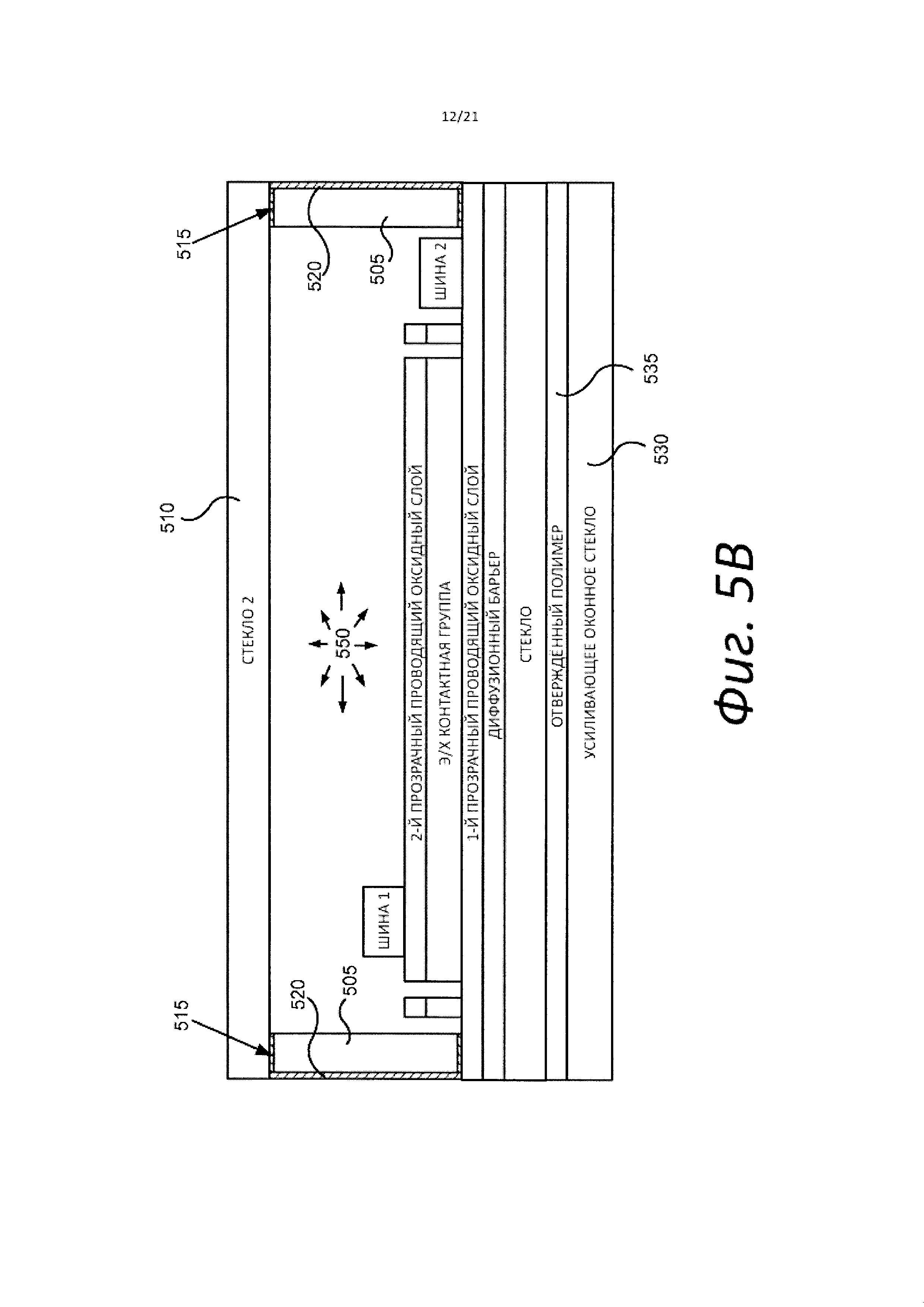
[00025] Фиг. 5В представляет собой схему поперечного разреза стеклопакета, проиллюстрированного на Фиг. 5А, в котором электрохромное оконное стекло усилено ламинированием.
[00026] Фиг. 6А-В представляют собой схемы поперечного сечения электрохромного устройства.
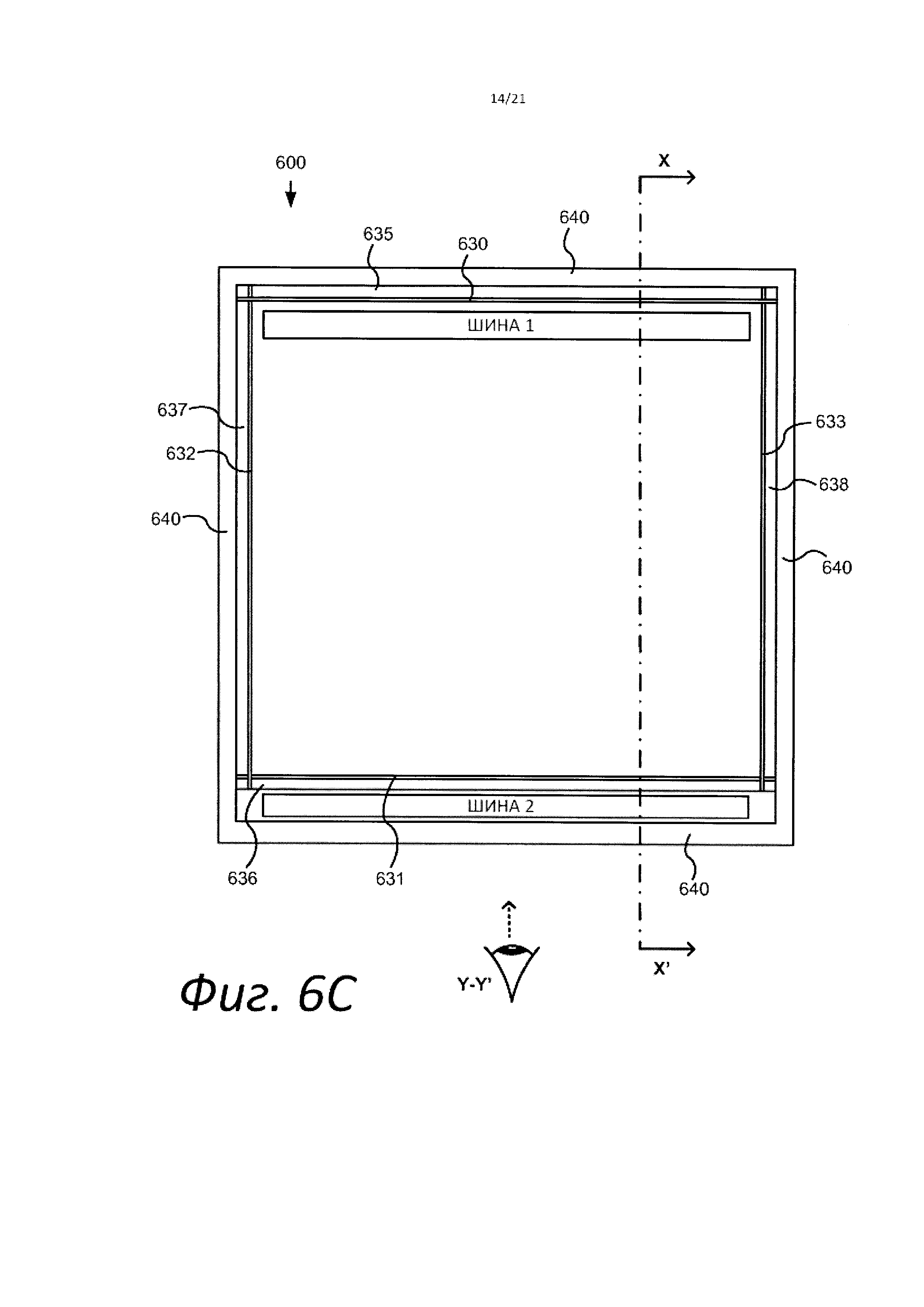
[00027] Фиг. 6С представляет собой схематичный вид сверху электрохромного устройства, рассмотренного в отношении Фиг. 6А-В.
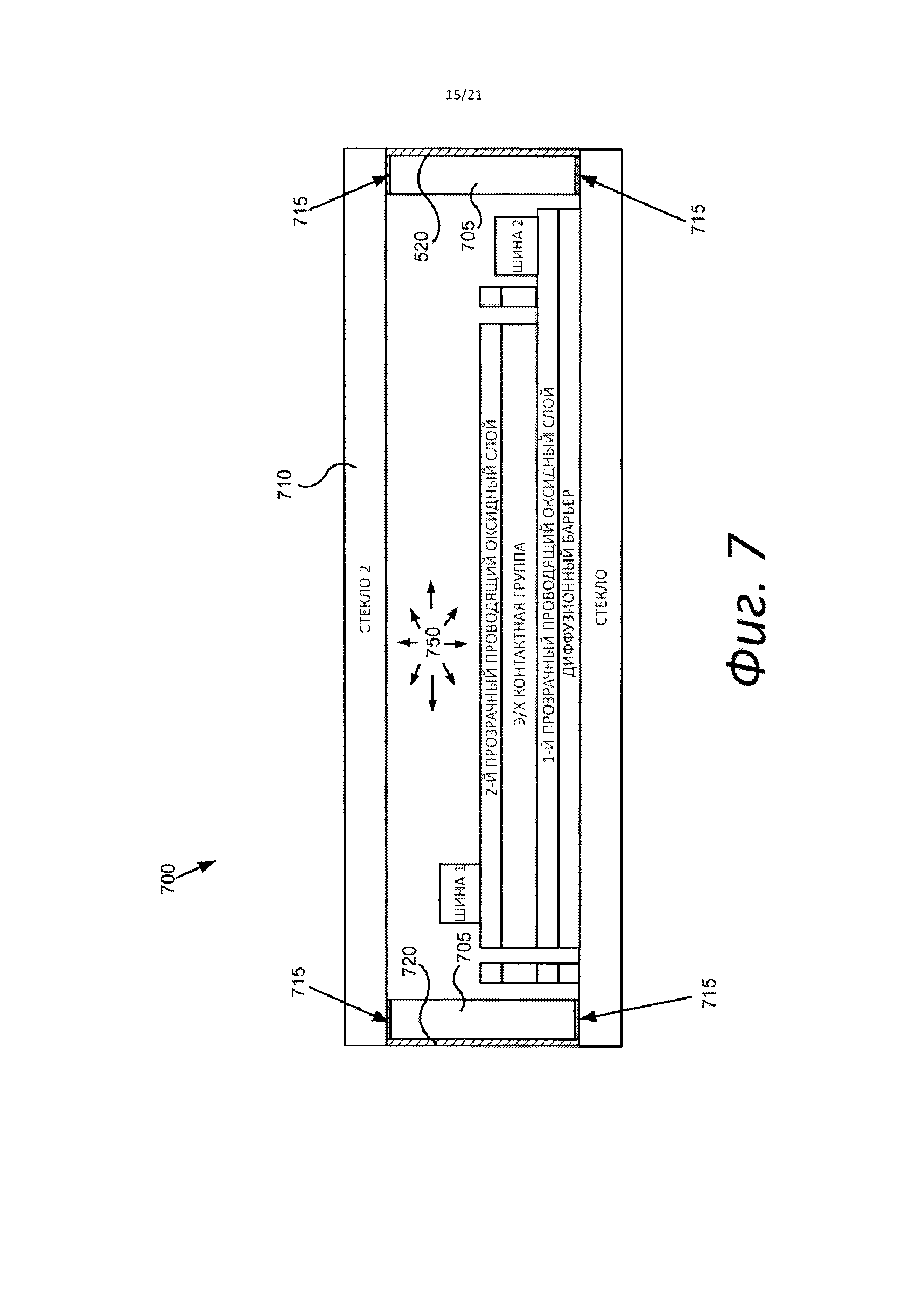
[00028] Фиг. 7 представляет собой схему поперечного сечения устройства, рассмотренного в отношении Фиг. 6А-С, которое было встроено в стеклопакет.
[00029] Фиг. 8А представляет собой схематичный вид сверху электрохромного устройства, рассмотренного в отношении Фиг. 8В-С.
[00030] Фиг. 8В-С представляют собой два вида сбоку электрохромного устройства в поперечном сечении.
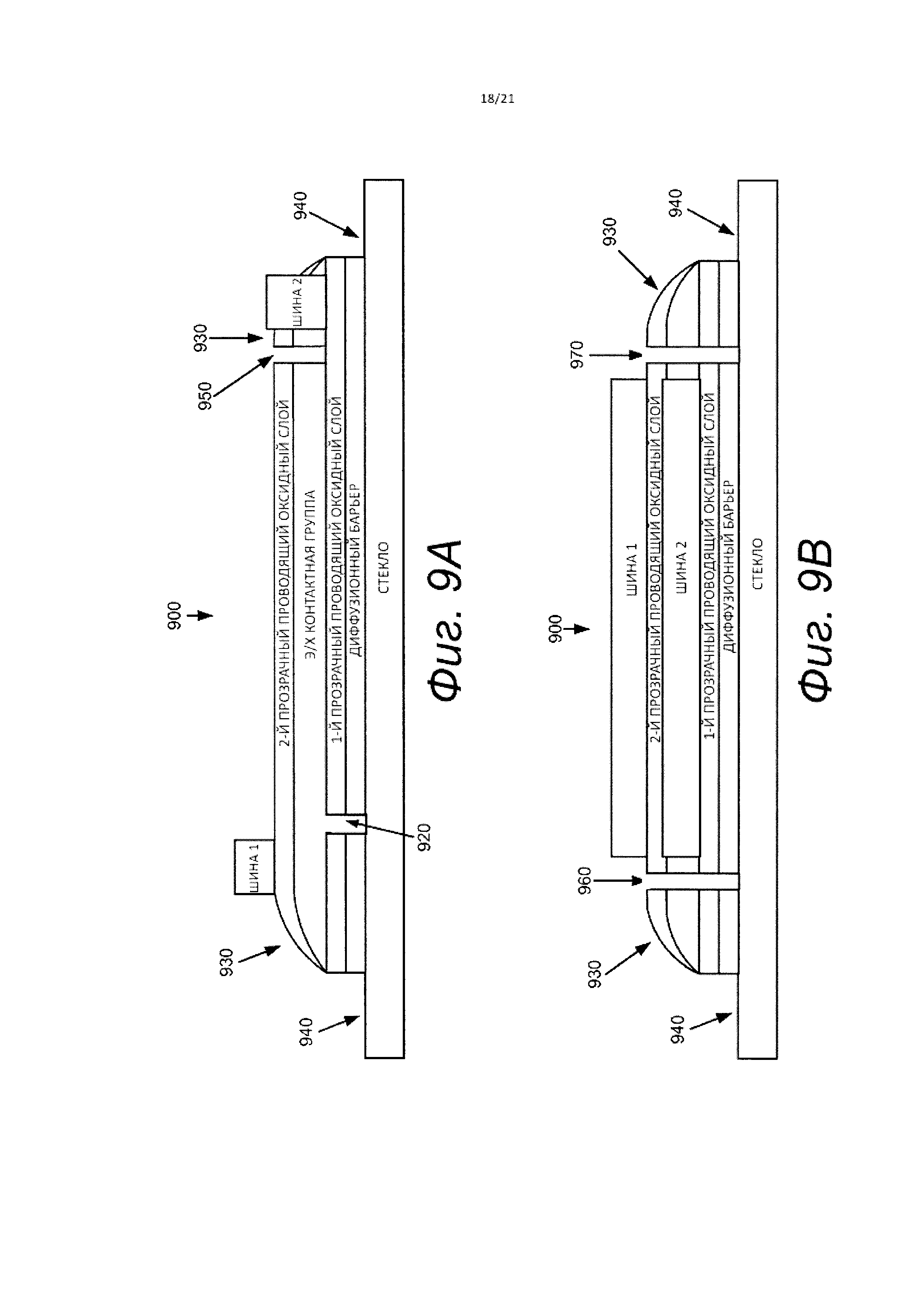
[00031] Фиг. 9А-В представляют собой два вида сбоку электрохромного устройства в поперечном сечении.
[00032] Фиг. 9С представляет собой схематичный вид сверху электрохромного устройства, рассмотренного в отношении Фиг. 9А-В.
[00033] Фиг. 10 иллюстрирует затемненное электрохромное оконное стекло, выполненное с видимыми линиями скрайбирования, в сравнении с затемненным электрохромным оконным стеклом, выполненным со скрытыми линиями скрайбирования.
[00034] Фиг. 11 представляет собой частичное поперечное сечение стеклопакета, на котором проиллюстрированы относительные характеристики стеклянных подложек, электрохромного устройства, токопроводящей шины, дистанционной рамки, основного уплотнения и вспомогательного уплотнения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[00035] Важно, чтобы электрохромные стекла, применяемые в окнах, были прочными, а также относительно свободными от дефектов. Обычно оконные стекла усиливают закалкой. К сожалению, процесс закалки может вызвать дефекты в электрохромном устройстве, поэтому в большинстве технологий производства электрохромных окон применяется такая последовательность изготовления: сначала резка оконного стекла согласно размеру, затем закалка стекла и, наконец, формирование электрохромного устройства на закаленном оконном стекле. Электрохромное устройство обычно формируется посредством последовательного наложения тонких слоев на предварительно отрезанном и закаленном стекле. К сожалению, указанная последовательность резки, а затем формирования э/х устройства часто ведет к производству электрохромных окон низкого качества, т.к. современные производственные процессы часто вызывают один или большее количество видимых дефектов на электрохромном устройстве. Разумеется, производитель может забраковать устройства низкого качества, но браковка стекол низкого качества означает снижение объема производства.
[00036] Различные способы изготовления, рассмотренные в настоящем документе, позволяют повысить объем производства и улучшить качество продукции. Согласно этим способам, вначале изготавливают электрохромное устройство, чтобы оно в достаточной степени покрывало лист стекла. Лишь после этого на листе стекла определяют схему раскроя для нескольких электрохромных стекол. Процесс определения схемы раскроя может учитывать различные соображения, в том числе использование листа, дефекты изготовленного э/х устройства, экономический спрос на определенные размеры и формы э/х оконных стекол, неоднородность устройства и/или листа стекла и т.д.
[00037] Часто проблемные дефекты возникают лишь на очень небольшом или ограниченном участке или участках листа стекла. После обнаружения таких участков они могут исключаться при определении схемы раскроя электрохромных стекол. Таким образом, при составлении схемы раскроя могут учитываться участки листа стекла высокой (или низкой) дефектности. Несмотря на то, что часто является желательным провести испытание э/х устройства на большом листе стекла для выявления и исключения дефектных участков, иногда может являться целесообразным исключить определенные участки без испытаний устройства. Например, иногда замечают, что дефекты сконцентрированы по периметру большого листа стекла, поэтому иногда желательно исключить участок по периметру из схемы электрохромных стекол. В одном примере удаляется от около 1 дюйма до около 10 дюймов по периметру листа стекла после того, как электрохромное устройство было сформировано на стекле. В различных вариантах реализации такие области по периметру, как правило, исключаются, а точный размер исключаемой области по периметру определяется контролем качества четко определенного процесса изготовления продукции.
[00038] Риски и/или токопроводящие шины наносятся на отдельные оконные стекла в определенный момент после определения схемы раскроя. Согласно описанию изобретения, эти элементы могут наноситься на отдельные э/х стекла до и/или после резки листа стекла на одно или большее количество электрохромных стекол по схеме раскроя. Во время самой резки может применяться процедура, которая улучшает прочность конечных нарезанных стекол. Более того, как будет описано ниже, края могут быть «отшлифованы» для уменьшения последствий проблем, производимых резкой. Кроме того, в некоторых вариантах реализации изобретения из отрезанных электрохромных стекол собирают стеклопакеты, и по выбору, одно или большее количество стекол стеклопакета усиливают. Более подробно признаки изобретения описаны ниже со ссылкой на фигуры.
[00039] На Фигуре 1А проиллюстрирован ход процесса 100, который включает последовательность операций для производства одного или большего количества электрохромных оконных стекол. Вначале происходит получение листа стекла, см. 110. Для целей вариантов реализации изобретения, рассмотренных в настоящем документе, лист стекла большого размера предназначен для резки на оконные стекла меньшего размера на более позднем этапе процесса. Обычно оконные стекла предназначены для использования в качестве окон, поэтому физические размеры, а также оптические и механические свойства подложки будут соответствовать предусмотренному виду применения окна. Типичным примером листа стекла большого размера, используемого в операции 100, является стекло, длина которого составляет от около 3 метров до около 6 метров, по меньшей мере на одной стороне. В некоторых случаях стекло является прямоугольным и составляет от около 3 метров до около 6 метров в высоту и от около 1,5 метра до около 3 метров в ширину. В конкретном варианте реализации лист стекла составляет около 2 метров в ширину и около 3 метров в высоту. В одном варианте реализации размеры стекла составляют шесть футов на десять футов. Вне зависимости от размеров листа стекла оборудование для производства э/х оконных стекол выполнено с возможностью приема и обработки большого количества таких листов и изготовления ЭХУ на этих листах, последовательно одного за другим.
[00040] Подходящие типы стекла включают полированное листовое стекло, Gorilla® Glass (торговое название щелочноалюмосиликатного листового стекла, производимого корпорацией Dow Corning, Corp., г. Мидленд, штат Мичиган) и т.п. Специалисту в данной области техники понятно, что возможно формирование ЭХУ на нестеклянных подложках. Рассмотренные в этом документе способы реализации изобретения включают и другие подложки, помимо неорганического стекла, к примеру, в некоторых случаях может также использоваться плексиглас. В целях простоты словосочетание «лист стекла», начиная с этого места, включает все типы подложки стекла, если конкретно не указано иное.
[00041] В одном варианте реализации изобретения листом стекла является полированное листовое стекло, которое может быть покрыто прозрачным проводящим оксидным слоем (ППОС) и барьерным слоем. Примеры таких стекол включают стекла, покрытые проводящим слоем торговой марки ТЕС® Glass, выпускаемые компанией Pilkington (г. Толедо, штат Огайо), и торговой марки SUNGATE® 300 и SUNGATE® 500, выпускаемые компанией PPG Industries (г. Питтсбург, штат Пенсильвания). Размер листа стекла является по меньшей мере равным самому большому э/х оконному стеклу, которое планируют изготовить. TEC® Glass - это стекло, покрытое проводящим слоем из фторированного оксида олова. Обычно такое стекло также содержит барьерный слой между ППОС и полированным листовым стеклом для предотвращения диффузии натрия со стекла на ППОС. В одном варианте реализации изобретения лист стекла не содержит предварительно сформированный на нем ППОС или диффузионный барьер, а первый ППОС, электрохромная прослойка и второй ППОС формируют на одном устройстве в контролируемых условиях внешней среды (см. ниже). Лист стекла может быть закален до формирования на нем электрохромного устройства (ЭХУ).
[00042] Далее в проиллюстрированном процессе на листе стекла подготавливают электрохромное устройство (ЭХУ), см. 120. В случае, если лист стекла содержит предварительно сформированный диффузионный барьер и ППОС, ЭХУ использует этот ППОС в качестве одного из своих проводников. В случае, если лист стекла представляет собой полированное листовое стекло без каких-либо предварительно нанесенных покрытий, то этап 120 обычно включает первоначальное нанесение барьерного слоя, а затем - прозрачного проводящего слоя (обычно ППОС), и после этого формируют остальную часть ЭХУ. Она включает э/х прослойку, содержащую электрохромный (э/х) слой, противоэлектродный (п/э) слой и ионопроводящий (и/п) слой. После формирования э/х прослойки наносится другой прозрачный проводящий слой (обычно ППОС) в качестве второго проводника (для подачи электропитания э/х прослойке). В этот момент времени ЭХУ закончено, и операция 120 завершается. Могут также наноситься один или большее количество защитных слоев. В одном из примеров наносится герметизирующий слой для защиты от попадания влаги в устройство. В другом примере наносится низкоэмиссионное покрытие.
[00043] Специалистам в данной области техники понятно, что существует большое количество различных типов электрохромных устройств, каждое из которых имеет индивидуальную конструкцию, состав электродов, носитель заряда и т.д. Любое из этих устройств можно применять в окнах, рассмотренных в настоящем документе. Некоторые варианты реализации изобретения описаны по отношению ко всем твердотельным и неорганическим электрохромным устройствам. Все подобные твердотельные и неорганические электрохромные устройства и способы их изготовления описаны более подробно в следующих заявках на патент США: №12/645111, под заглавием «Изготовление электрохромных устройств с низким уровнем дефектности» (англ. "Fabrication of Low-Defectivity Electrochromic Devices"), поданная 22 декабря 2009 года, авторы - Марк Козловский и др. (Mark Kozlowski et al.); №12/645159, под заглавием «Электрохромные устройства» (англ. "Electrochromic Devices"), поданная 22 декабря 2009 года, авторы - Жончун Ван и др. (Zhongchun Wang et al.); №№12/772055 и 12/772075, поданные 30 апреля 2010 года, а также №№12/814277 и 12/814279, поданные 11 июня 2010 года; каждая из последних четырех заявок имеет заголовок «Электрохромные устройства» (англ. "Electrochromic Devices"), а их авторами являются Жончун Ван и др. (Zhongchun Wang et al.). Каждая из вышеупомянутых заявок включена в настоящую заявку посредством ссылок для всех целей. В одном варианте реализации изобретения электрохромное устройство является твердотельным неорганическим электрохромным устройством с низким уровнем дефектности, рассмотренным в заявках выше. В одном варианте реализации изобретения ЭХУ изготовляют на листе стекла в устройстве с контролируемыми условиями внешней среды, т.е. в устройстве, в котором нанесение слоев происходит внутри устройства, а также, например, без нарушения вакуума между этапами, что позволяет снизить количество загрязняющих частиц, и в конечном счете, улучшить характеристики устройства. Изготовление таким способом может включать нанесение диффузионного барьера на лист стекла и на ЭХУ, содержащее оба электрода (слои ППО).
[00045] [00044] Как упоминалось ранее, в различные моменты процесса изготовления могут проводиться внутренние проверки. Например, во время обработки могут быть проверены один или большее количество слоев (ППОС, э/х, и/п, п/э). Для определения одного или большего количества параметров слоя могут применяться оптические, электрические, химические или механические проверки. Эти параметры могут включать, например, оптическую плотность, поверхностное сопротивление слоя, толщину, наличие дефектов, морфологию и однородность любого из этих слоев на поверхности подложки стекла. После полного изготовления ЭХУ на поверхности подложки стекла могут отдельно выполняться одна или большее количество проверок. Как описано в различных частях настоящей заявки, такая проверка может определить характеристики дефектов в участках на поверхности и/или участков неоднородности в ЭХУ. Специалисту в данной области техники будет понятно, что в описанном процессе могут быть применены другие оптически переключаемые устройства, помимо электрохромных устройств. Многие такие устройства образованы в виде слоев на нижележащей подложке. Примеры подходящих оптических устройств включают различные жидкокристаллические и электрофоретические устройства, имеющие вращающийся элемент, и устройства, содержащие взвешенные частицы. Любое из этих устройств может быть изготовлено или, в ином случае, размещено на большом стеклянном листе, а затем обработано, как описано в данном документе.
[00046] Обращаясь снова к Фиг. 1А, следует отметить, что после того, как ЭХУ подготовлено, определяется схема раскроя, см. 130. Как было пояснено, определение схемы раскроя после размещения ЭХУ обеспечивает значительную гибкость в определении того, какие участки изготовленного устройства используют, а какие не используют в отрезанных стеклах. Это также придает гибкость процессу определения соответствующих размеров стекол на основании общего качества изготовленного электрохромного устройства. Конечно, существует ряд соображений, которые влияют на схему раскроя, и только некоторые из них относятся к качеству, или состоянию изготовленного устройства. В целом, характеристики, применяемые при определении контура электрохромных оконных стекол на листе стекла, могут включать одно или большее количество следующих: (1) местные дефекты или другой параметр качества участка (к примеру, локальная неравномерность поверхностного сопротивления листа), (2) требование определенных сортов изделия (например, некоторые конечные пользователи указывают конкретный сорт или качество электрохромного оконного стекла), (3) требование определенных размеров и форм изделий, (4) требование переделки (вызванное поломками и/или малым выпуском продукции некоторых типов электрохромных оконных стекол), (5) текущее наличие типов ЭХУ на листах стекла и/или на отдельных электрохромных оконных стеклах, (6) использование площади целого листа стекла и (7) глобальные свойства ЭХУ (например, ток утечки ЭХУ и удельное сопротивление электродов ППОС). Глобальное свойство может требовать подходящий размер или сорт конечного электрохромного оконного стекла (стекол). Например, высокий ток утечки ЭХУ или высокое удельное сопротивление ППОС могут указывать на то, что полученные электрохромные стекла должны быть относительно небольшими (например, не более чем около 20 дюймов). Иными словами, листы стекла, каждое с изготовленным на нем ЭХУ, группируют на основании глобальных свойств.
[00047] В некоторых вариантах реализации изобретения размеры и форма одного или большего количества оконных стекол для схемы раскроя определяются для бытового применения. В некоторых случаях размеры и форма одного или большего количества оконных стекол для схемы раскроя определяются для коммерческих применений.
[00048] На основании вышеприведенных соображений определение схемы раскроя для листа стекла с тем, чтобы создать одно или большее количество электрохромных стекол, может включать характеристику одного или большего количества физических свойств листа стекла и/или ЭХУ после изготовления ЭХУ. В одном варианте реализации изобретения характеристика одного или большего количества физических свойств листа стекла включает в себя по меньшей мере одно из: 1) идентификацию одного или большего количества участков с незначительными дефектами на ЭХУ; 2) идентификацию одного или большего количества участков неоднородности в составе ЭХУ; 3) идентификацию одного или большего количества участков, причем материалы, использованные для создания ЭХУ, были нанесены на обратной стороне листа стекла; 4) идентификацию одной или большего количества эксплуатационных характеристик ЭХУ и 5) идентификацию одного или большего количества дефектов на листе стекла. Идентификация одного или большего количества участков электрохромного устройства с незначительными дефектами будет описана более подробно ниже. Неоднородные участки в составе ЭХУ - это, к примеру, участки, на которых окраска неоднородна из-за различий в толщине слоев ЭХУ, изменение свойств устройства, например, вызвано, например, неравномерным нагревом при формировании э/х прослойки и тому подобное. Неоднородные участки, таким образом, могут быть независимыми от количества, например, коротких смежных оптических дефектов. Возможно, будет желательным удалить эти участки из схемы раскроя или включить их в эту схему, но идентифицировать их как, например, участки, из которых будут вырезаны электрохромные оконные стекла различного качества. Кроме того, в зависимости от условий процесса, материалы, применяемые для изготовления электрохромного устройства, могут быть нанесены на задней стороне листа стекла под действием распыления. Это нежелательно, и, следовательно, нанесенные материалы на обратной стороне листа - полезное свойство стеклянного листа после формирования электрохромного устройства. Участки с нанесенными на задней стороне материалами могут быть очищены от нежелательного материала, и/или эти участки исключают из схемы раскроя. Эксплуатационные характеристики ЭХУ - также важный параметр, характеризующий электрохромное устройство. Как описано выше, например, ЭХУ может быть применено по-разному в зависимости от того, попадает ли оно в определенную категорию спецификации. Идентификация одного или большего количества дефектов в стеклянном листе также имеет важное значение, например, вне зависимости от эксплуатационного качества ЭХУ, может быть дефект в стеклянном листе, подобный пузырьку или трещине в стекле, которые будут исключены из схемы раскроя стекла, из-за их нежелательных оптических свойств.
[00049] В конкретных вариантах реализации изобретения схема раскроя определяется (операция 130 на Фиг. 1А) благодаря первому обнаружению и отображению дефекта устройства на всем листе стекла, а затем исключению или переводу в низший разряд участков высокой дефективности из одного или большего количества электрохромных оконных стекол в схеме раскроя. На Фиг. 1В приведен образец последовательности операций этого варианта реализации изобретения. Сначала, как проиллюстрировано в блоке 131, устройство в составе листа стекла скрайбируют для определения полезной площади, которое по существу является общей площадью устройства, подготовленного на листе стекла. Разметка (скрайбирование) может служить двум целям. Сначала она электрически изолирует два электрода, чтобы обеспечить функционирование устройства, и, во-вторых, удаляет явно выраженные дефектные части стеклопакета. В некоторых случаях уложенные электрохромные пленки в краевых областях листа стекла обнаруживают схождение краев и/или другие дефекты и, таким образом, представляют вполне реальную проблему, вызванную короткими замыканиями. Для решения этой проблемы краевые участки устройства изолируют или удаляют. Методы достижения этого включают скрайбирование (представлено на Фиг. 1В), зачистку кромок или просто удаление листа стекла и связанного с ним устройства на какой-то части периметра.
[00050] После скрайбирования устанавливают временные шины, см. 132. Затем устройство активируют применением электрической энергии для изменения тонирования или изменения оптических свойств устройства, так чтобы устройство можно было охарактеризовать и выявить любые дефекты, см. 133. Затем устройство характеризуют, в том числе определяют любые дефекты и, при необходимости, классифицируют дефекты в отношении типа и/или интенсивности, см. 134. В некоторых вариантах реализации изобретения на этом этапе при определении схемы раскроя также характеризуют и учитывают участки неоднородности в составе ЭХУ. В некоторых вариантах реализации изобретения эта характеристика включает лист стекла, а также ЭХУ на листе стекла. В некоторых вариантах реализации изобретения идентификация и/или классификация осуществляется невооруженным глазом. В других вариантах реализации изобретения эта операция выполняется с помощью автоматизированного сканирующего устройства. В одном варианте реализации изобретения более крупные видимые дефекты, вызванные коротким замыканием, уменьшены путем применения электрической или оптической энергии. В конкретном варианте реализации изобретения такие дефекты очерчивают методом лазерной абляции, чтобы создать более мелкие точечные дефекты. Эти уменьшенные дефекты могут быть включены в подсчет дефектов при идентификации участков с малыми дефектами. В другом варианте реализации изобретения эта абляция или другое уменьшение выполняют после того, как оконные стекла вырезают из листа стекла.
[00051] Следует понимать, что активирование ЭХУ и тщательное исследование устройства - это только один способ для обнаружения и идентификации дефектов. Другие способы включают применение дифракции, отражения или преломления различных форм электромагнитного излучения, которые взаимодействуют с ЭХУ, например, поляризованный свет и/или блокировка в инфракрасной (ИК) термографии. Блокирующая ИК-термография является неразрушающим и бесконтактным методом для пространственно-разрешенного обнаружения малых токов утечки в электронных материалах, который включает применение источника теплоты к материалу (в данном случае ЭХУ) и обнаружение тока утечки, индуцированного изменениями температуры, например, в инфракрасной камере. Таким образом, варианты реализации изобретения включают не только активизацию ЭХУ для опознавания дефектов, но также могут включать, или применять в качестве альтернативы, другие способы идентификации дефективности.
[00052] Как было указано, схема раскроя, определенная на листе стекла, может исключать один или большее количество участков высокой дефективности электрохромного устройства, предоставленного на листе стекла. Таким образом, рассматриваемые здесь последовательности процесса изготовления часто включают выявление участков малой или высокой дефективности до определения схемы раскроя. В некоторых вариантах реализации изобретения участки «малой дефективности» - это участки ЭХУ с меньшим количеством дефектов, чем пороговое значение, или с меньшей плотностью дефектов. Дефекты могут быть идентифицированы и охарактеризованы различными способами. В некоторых вариантах реализации изобретения дефекты обозначают и/или классифицируют, как это описано в заявках на патент США №12/645111 и №12/645159, включенных ранее посредством ссылки.
[00053] В некоторых конкретных вариантах реализации при определении схемы раскроя принимают во внимание только визуальные дефекты. Визуальные дефекты включают дефекты, вызванные коротким замыканием, которые создают светящийся круг, когда устройство темнеет. Светящийся круг является участком внутри устройства, где короткое замыкание в стеклопакете создает область тока утечек и, следовательно, область вокруг места короткого замыкания, которое не темнеет. Эти дефекты, связанные с коротким замыканием, обычно рассматриваются после изготовления ЭХУ, к примеру, луч лазера совершает скрайбирование по кругу для изоляции этих дефектов или их подвергают непосредственно абляции для того, чтобы «резко ослабить» короткое замыкание и удалить этот эффект светящегося круга, который оставляет после себя мелкие точечные дефекты. В типичном примере дефекты, видимые невооруженным глазом, имеют порядка 100 мкм в диаметре. В одном варианте реализации изобретения для дефектов порядка более 100 мкм общее количество видимых дефектов, точечных отверстий и связанных с коротким замыканием отверстий, созданных в ходе изоляции видимых дефектов замыкания, в области малой дефективности составляет менее чем около 0,1 дефекта на кв. сантиметр, в другом варианте реализации изобретения - менее чем около 0,08 дефекта на кв. сантиметр, в еще одном варианте реализации изобретения - менее чем около 0,045 дефекта на кв. сантиметр (менее чем около 450 дефектов на квадратный метр электрохромного оконного стекла). Небольшие дефекты, например, дефекты, невидимые невооруженным глазом (порядка 40 mμ или менее), могут допускать при более высоких плотностях в некоторых вариантах реализации изобретения.
[00054] Обнаруженные и, возможно, классифицированные дефекты листового стекла сопоставляются, см. операцию 135 на Фигуре 1В. Это может быть сделано, например, нанесением маркировки на стекло, для того, чтобы отметить местоположение дефектов, когда устройство отключено, и/или сохранением схемы дефектов в памяти в виде карты. Такие данные сопоставления анализируются с целью обнаружения одного или большего количества участков с уровнем дефектов низкой степени, из которого следует вырезать одно или большее количество э/х стекол, см. 136. В одном из вариантов реализации проиллюстрированного способа схема раскроя задается посредством: (а) создания первого набора данных сопоставления, основанного на одном или большем количестве участков с уровнем дефектов низкой степени на электрохромном устройстве; (b) создания второго набора данных сопоставления, основанного на еще одном или большем количестве участков с уровнем дефектов низкой степени на втором электрохромном устройстве на втором листовом стекле; (с) сравнения первого и второго наборов данных сопоставления и (d) задания схемы раскроя путем сравнения первого и второго наборов данных сопоставления для максимально эффективного использования листового стекла. Например, сопоставление можно использовать для подгонки двух совместимых листов э/х стекла в целях такого использования в одном стеклопакете, чтобы дефекты в соответствующих окнах не совпадали. В одном из вариантов реализации изобретения первый и второй наборы данных сопоставления сохраняются в памяти, и пункты (с) и (d) выполняются с применением соответствующего алгоритма или другой логической схемы. Таким образом, эти наборы данных сопоставления и сравнения этих данных определяют наиболее эффективное использование устройства на листовом стекле. Например, данные сопоставления двух листов стекла могут указывать, что для наиболее эффективного использования стекла, вследствие схемы местоположения дефектов, следует вырезать два листа в соответствии с разными спецификациями заказчика, в противном случае, не будь таких данных в наличии, порезка листов выполнялась бы согласно только одной спецификации заказчика. Помимо этого, согласно логической схеме могут быть заданы разные размеры стекол из каждого листа в целях изготовления электрохромных стекол для разнообразных типов окон и для разных конечных потребителей, например, по размеру стекла, степени наличия дефектов и т.п. Если для задания схемы раскроя используется один или большее количество участков с уровнем дефектов низкой степени, технологическая схема 130 заканчивается.
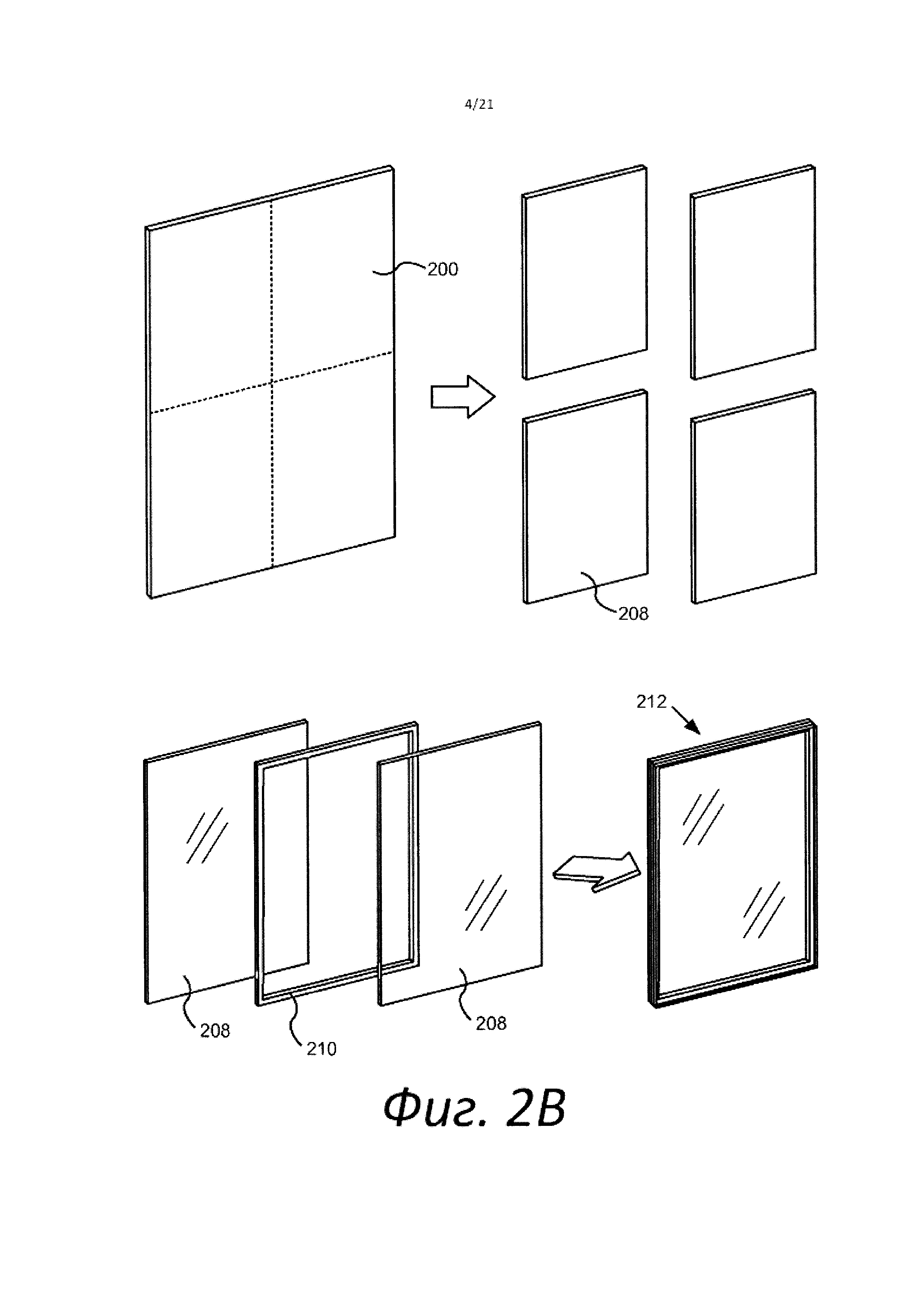
[00055] Фигура 2А иллюстрирует листовое стекло 200, например, размером около 3 на около 2 метра, или около 120 на 72 дюйма, с электрохромным устройством на нем (отдельно не проиллюстрировано). В данном примере задана схема раскроя (обозначена пунктирными линиями) для порезки одного или большего количества электрохромных стекол из листового стекла 200 согласно технологической схеме 100. В зависимости от, например, уровня дефектов, спроса или других параметров, описанных выше, схема раскроя может быть симметричной, такой как схема 202, или несимметричной, такой как схема 204. На схеме 204 проиллюстрированы, например, участки 206а и 206b, которые вместе образуют полосу стекла, подлежащую отбраковке вследствие, например, схождения краев и/или уровней дефектов, более высоких, чем у остального листового стекла. Эти участки периметра также можно удалить вследствие загрязнения материалов электрохромного устройства с обратной стороны из-за пульверизации. В зависимости от потребностей, одно или большее количество э/х стекол, изготовленных из одного и того же листа, могут быть одинакового размера или разных размеров.
[00056] В некоторых вариантах реализации изобретения некоторые или все кромки листа можно удалить перед порезкой листового стекла. В других вариантах реализации изобретения от около 1 до 10 дюймов стекла удаляются по частям периметра листового стекла или по всему периметру. Такая подрезка кромок может выполняться по разным причинам, например, из-за плохого качества электрохромного устройства по периметру листового стекла, причиной которого может быть схождение краев электрохромной прослойки, неровность кромки листового стекла (что может помешать изготовлению электрохромного устройства), распространение этих дефектов кромок (например, трещин) и размеры катодов относительно размеров листового стекла во время наслаивания. Кроме того, из-за осаждения материалов на обратной стороне листового стекла вследствие пульверизации может потребоваться подрезка кромок стекла. Неровности электрохромного устройства могут иметь место вследствие соприкасания с опорным поддоном во время изготовления электрохромного устройства или неравномерного нагрева возле кромок стекла. Некоторые из этих дефектов можно обнаружить без включения электрохромного устройства, и, следовательно, подрезка кромок может быть выполнена до тестирования устройства. Таким образом, подрезка кромок может быть выполнена в ходе работ или в результате, например, выполнения тестовых включений э/х слоя, в ходе которых выявлено, что для соблюдения технологических параметров после изготовления устройства необходима подрезка кромок для удаления неровностей и/или следов пульверизации на обратной стороне.
[00057] Вновь ссылаясь на Фигуру 1А, следует отметить, что после задания схемы раскроя для одного или большего количества э/х стекол линии скрайбирования выполняются согласно необходимости для каждого отдельного э/х стекла, вырезаемого из листового стекла, см. 140. Более детальное описание линий скрайбирования, используемых для изготовления отдельных э/х стекол, приведено ниже в Фигурах 3А-С. В данной технологической схеме линии скрайбирования выполняются до порезки отдельных э/х стекол из листового стекла, что позволяет экономить время и ресурсы, которые бы понадобились в противном случае для скрайбирования отдельных стекол, поскольку в отношении единичного листового стекла рассматриваются возможности самых разнообразных размеров стекол. В других вариантах реализации линии скрайбирования выполняются после порезки листового стекла на отдельные э/х стекла (см. ниже).
[00058] В проиллюстрированном примере после скрайбирования на листовом стекле электрохромные устройства вырезаются из листового стекла согласно схеме раскроя, см. 150. Порезка может быть выполнена при помощи любой соответствующей технологии. В некоторых случаях порезка сопровождается операцией чистовой обработки кромок. При механической порезке, как правило, происходит царапание стекла инструментом, таким как алмазная насадка на колесе, вследствие чего стекло ломается по линии царапины. Таким образом, при механической порезке может иметь место «царапание» и поломка. Иногда в отрасли стекольного производства под термином «царапание» понимают «скрайбирование». Однако во избежание неправильного понимания других операций, описанных в настоящей заявке, использование термина «скрайбирование» будет сохраняться за этими другими операциями.
[00059] При порезке могут образовываться микротрещины и внутренние напряжения вблизи линии реза. Это может привести к скалыванию или поломке стекла, особенно возле кромок. Для уменьшения последствий проблем, производимых резкой, порезанное стекло может подвергаться чистовой обработке кромок, например, механическим и/или лазерным способами. При механической чистовой обработке кромок, как правило, применяют шлифовку с помощью, например, шлифовального диска, в состав которого входит глина, камень, алмаз и т.д. Как правило, во время механической чистовой обработки кромок по кромке течет вода. Получаемая поверхность кромки относительно скруглена и не имеет трещин. При лазерной чистовой обработке кромок, как правило, получают плоскую поверхность, практически без дефектов. Например, первоначальный порез стекла, перпендикулярный к поверхности стекла, может произвести резку практически без дефектов. Тем не менее, кромки с прямыми углами по периметру стекла восприимчивы к поломкам при обработке. В некоторых вариантах реализации изобретения, чтобы получить несколько более скругленную или многоугольную кромку, в процессе обработки для срезания таких кромок с углом 90 градусов применяют лазер.
[00060] Существуют следующие примеры технологий порезки и дополнительной чистовой обработки кромок: (1) механическая порезка, (2) механическая порезка и механическая чистовая обработка кромок, (3) лазерная порезка, (4) лазерная порезка и механическая чистовая обработка кромок и (5) лазерная порезка и лазерная чистовая обработка кромок.
[00061] В одном из вариантов реализации изобретения стекла вырезаются из листового стекла при помощи приема, фактически укрепляющего кромку и/или повышающего качество кромки получаемого стекла. В качестве особого примера, этот прием выполняется с использованием вызванного лазером царапания под напряжением. При таком способе для получения сжимающего напряжения в стекле при нагреве поверхности стекла вдоль линии применяют газовый лазер, например, СО2 лазер с длиной волны 10,6 мкм. Для быстрого охлаждения нагретой линии применяют устройство охлаждения, например газовую и/или водяную струю. При этом на стекле вдоль линии образуется скол. Далее стекло фиксируется вдоль скола, например, стандартным механическим разламывающим устройством. При использовании данного способа срез кромки абсолютно чист, т.е. на стекле если и имеются дефекты, которые могут распространиться и вызвать дальнейшую поломку вследствие усилий, прилагаемых к стеклу, то они минимальны. В одном из вариантов реализации изобретения для создания большего скругления и/или многоугольности кромок, они в процессе обработки подвергаются механической и/или лазерной отделке для зачистки кромок с углом 90 градусов.
[00062] Снова обращаясь к Фигуре 1А, следует отметить, что зачистка кромок дополнительно выполняется на отдельных э/х стеклах, см. 160. Зачистка кромок - это часть технологии изготовления для встраивания электрохромного устройства, например, в стеклопакет, в котором участки кромок электрохромного устройства, например схождение краев (где слои устройства могут соприкасаться вследствие неровности возле кромки, например, защитного материала) и/или в месте резки, удаляются перед встраиванием устройства в стеклопакет или окно. В определенных вариантах реализации изобретения, в которых применяют стекло без защитного материала, удаление покрытия, которое в противном случае доходило бы до нижней дистанционной рамки стеклопакета, выполняется перед встраиванием в стеклопакет. Зачистку кромок также применяют в случае, когда стекло вырезают из листа, поскольку на этих стеклах будет находиться э/х материал, доходящий до кромок стекла. В одном из вариантов реализации изобретения вырезают изолирующие риски и при зачистке кромок изолированные участки электрохромного устройства по периметру стекол удаляют.
[00063] В описанных технологических схемах зачистка кромок может быть выполнена на любом этапе после изготовления электрохромного устройства. В некоторых вариантах реализации изобретения процедура выполнения зачистки кромок представляет собой механический процесс, такой как шлифовка или пескоструйная очистка. Для шлифовки может быть задействован шлифовальный круг. В одном из вариантов реализации изобретения зачистку кромок производят лазером, например, в случаях использования лазера для абляции э/х материала от периметра стекла. Процесс может удалять все слои э/х материала, в том числе нижележащий слой ППОС, либо же он может удалять все слои э/х материала за исключением этого нижнего слоя ППОС. Последний случай подходит для применения, если для обеспечения открытого контакта с шиной, которую необходимо соединить с нижним слоем ППОС, применяют зачистку кромки. В некоторых вариантах реализации изобретения лазерное скрайбирование применяют для изолирования участка нижнего слоя ППОС, доходящего до той кромки стекла, к которой подключается шина во избежание создания токопроводящей дорожки к устройству от кромки стекла, а также для предотвращения попадания влаги в стеклопакет вдоль этой же дорожки, так как слои устройства сами по себе зачастую, хотя и медленно, пропускают влагу.
[00064] В некоторых вариантах реализации изобретения применяют электромагнитное излучение для зачистки кромок и для того, чтобы на краевой области подложки практически отсутствовало электрохромное устройство. В одном варианте реализации изобретения, описанном ниже более подробно, зачистка кромок выполняется по меньшей мере для того, чтобы удалить материал, в том числе нижнюю часть прозрачного проводника. В одном варианте реализации изобретения при зачистке кромок также удаляется диффузионный барьер. В некоторых вариантах реализации изобретения зачистку кромок выполняют до поверхности подложки, к примеру, полированного листового стекла, и возможно, удаляют часть поверхности подложки. Приводимое в качестве примера электромагнитное излучение включает ультрафиолетовое излучение, лазеры и тому подобное. Например, материал может быть удален направленной фокусированной энергией одной из длин волн, включая 248355 нм (ультрафиолетовое излучение), 1030 нм (инфракрасное излучение, например от дискового лазера), 1064 нм (например, Nd:YAG - неодимовый лазер на алюмо-иттриевом гранате) и 532 нм (например, зеленый аргоновый лазер). Лазерное облучение подают на подложку с применением, например, оптического стекловолокна или луча с открытой траекторией. Радиочастотная абляция может быть выполнена или со стороны подложки или со стороны электрохромной пленки, в зависимости от выбора длины волны электромагнитного излучения и, например, параметров обрабатывающего оборудования. Плотность потока энергии, необходимой для снятия части толщины пленки, достигается за счет прохождения лазерного луча через оптическую линзу. Линза фокусирует лазерный луч, придавая ему желаемые форму и размер. В одном варианте реализации изобретения применяют конфигурацию луча с прямоугольными импульсами, например, имеющую зону фокусировки в пределах от около 0,2 мм2 до около 2 мм2. В одном варианте реализации изобретения уровень фокусировки луча применяют для достижения необходимой плотности потока энергии для абляции пакета электрохромной пленки. В одном из вариантов реализации изобретения плотность потока энергии, используемая в процессе абляции, составляет от около 2 Дж/см2 до около 6 Дж/см2.
[00065] Во время процесса зачистки кромок лазерным лучом пятно излучения лазера сканируется на поверхность ЭХУ, вдоль наружных границ. В одном варианте реализации изобретения пятно излучения лазера сканируется посредством сканирующей F тета-линзы. Равномерное удаление электрохромной пленки достигается путем перекрытия пятен излучения лазера во время сканирования от около 5% до около 75%. Например, первое лазерное сканирование в процессе зачистки кромок лазером может быть использовано для удаления части ЭХУ. При втором лазерном сканировании во время зачистки кромок лазером пятно излучения лазера может перекрываться первым сканированием (то есть материал электрохромного устройства уже удален) в пределах от около 5% до около 75%, что помогает равномерно удалить электрохромную пленку. Могут быть применены различные модели сканирования, к примеру, сканирование в прямых или кривых линиях, и различные модели могут быть отсканированы, например, сканируются прямоугольные или другие фигурные участки, которые, в совокупности, образуют крайние удаляемые области. В одном из вариантов реализации изобретения линии сканирования перекрываются от около 5% до около 75%. То есть площадь материала, подверженного абляции, определенная траекторией ранее сканированной линии, перекрывается более поздними линиями сканирования, поэтому существует область перекрытия. В другом варианте реализации изобретения модели перекрываются в соотношении примерно 5% и 50%. То есть площадь модели, подверженной абляции, перекрывается областью последующей модели, подверженной абляции. В вариантах реализации изобретения, в которых применяют перекрытие, может быть использована более высокая частота лазера, например в диапазоне от около 11 кГц до около 500 кГц. Для сведения к минимуму разрушений ЭХУ, вызванных действием теплоты, на открытой кромке (зона термического воздействия или «ЗТВ»), применяют лазеры с меньшей длительностью импульса. В одном варианте реализации изобретения длительность импульса находится в диапазоне от около 100 фс (фемтосекунд) до около 100 нс (наносекунд), в другом варианте реализации изобретения от около 100 фс до около 10 нс и в еще одном варианте реализации изобретения от около 100 фс до около 1 нс.
[00066] Когда необходимо выполнить зачистку кромок, это может быть сделано до или после того, как электрохромные стекла вырезаны из листа стекла. В некоторых вариантах реализации изобретения зачистка кромок может быть осуществлена в некоторых краевых зонах до резки электрохромного стекла, и еще раз после того, как они отрезаны. В некоторых вариантах реализации изобретения весь процесс зачистки кромок выполняется до резки электрохромных стекол. В вариантах реализации изобретения, в которых «зачистка кромок» происходит до резки панелей, участки электрохромного устройства на панели из стекла могут быть удалены там, где предполагается резка (и, соответственно, кромки) вновь созданных электрохромных стекол. Другими словами, нет никакой фактической кромки, только определенный участок, где будет сделан раскрой для создания кромки. Таким образом, «зачистка кромок» означает удаление материала электрохромных частиц на участках, где предполагается наличие кромки.
[00067] Как проиллюстрировано на Фиг 1А, после возможной зачистки кромки проводят шины к одному или нескольким электрохромным стеклам, см. 170. Как и при зачистке кромок, добавление шин может быть выполнено после того, как эти панели вырезаны из листа стекла, или до того, но обязательно после скрайбирования. Выполняя скрайбирование, зачистку кромок и проведение шин до начала резки панелей из стекла, можно избежать специальных этапов обработки электрохромных стекол различных размеров. То есть выполнение различных манипуляций и/или интеграции составных частей, прежде чем отдельные стекла вырезают из листа стекла, позволяет использовать аппарат для обработки листов стекла одинакового размера для достижения максимальной эффективности. Тем не менее, в одном варианте реализации изобретения стеклянный лист разрезают в соответствии с этапом 150, зачистку кромок выполняют в соответствии с этапом 160, и после этого проходит скрайбирование ЭХУ в соответствии с этапом 140. В этом варианте реализации изобретения зачистка кромок выполняется по краям отдельных электрохромных стекол, а затем применяются скрайберы. В другом варианте реализации изобретения стеклянный лист разрезают в соответствии с этапом 150, затем эти устройства скрайбируют в соответствии с этапом 140, а затем удаляют кромки в соответствии с этапом 160. Одним из преимуществ скрайбирования и зачистки кромок после резки является равномерность процесса зачистки кромок, так как удаляется только материал по периметру, где находятся фактические края реза (а не на участках, где по предположению остаются края после резки). Этот способ может включать более высокий контроль качества, так как кромка стеклянной панели может быть использована в качестве направляющей для зачистки кромки.
[00068] После того как панели с полностью собранными ЭХУ укомплектованы, проходит изготовление стеклопакетов с использованием одного или нескольких электрохромных оконных стекол, см. 180. Как правило, стеклопакет образуется путем размещения уплотняющего разделителя, к примеру, прокладки или уплотнения (например, изготовленного из ПВБ (поливинилбутираля), PIB - полиизобутилена или другого подходящего эластомера) по периметру оконного стекла. В некоторых вариантах реализации уплотняющий разделитель содержит металл или иной жесткий материал, дистанционную рамку и герметик между дистанционной рамкой и каждым оконным стеклом. После того как оконные стекла уплотнены к дистанционной рамке, осуществляют вторичное уплотнение по внешнему периметру рамки, например, посредством полимерного материала, который устойчив к воде и который добавляет опору конструкции этого монтажного узла. Обычно, но не обязательно, в структуру или дистанционную рамку стеклопакета в ходе монтажа включают десикант, что необходимо для поглощения влаги. В одном варианте реализации уплотняющий разделитель окружает шины, а электрические вводы к шинам проходят через уплотнение. Обычно, но не обязательно, стеклопакет заполнен инертным газом, таким как аргон. Укомплектованный стеклопакет может быть установлен, к примеру, в каркасной или ненесущей стене и подключен к источнику электрической энергии и блоку управления для работы с электрохромным окном.
[00069] Как проиллюстрировано на Фиг. 2В, можно сказать, что лист стекла 200 разрезают в соответствии со схемой раскроя, описанной в данном документе. В этом примере показано, как производят 4 электрохромные оконные стекла 208. Кроме того, в этом примере два оконные стекла 208 соединены попарно в сочетании с уплотняющим разделителем 210, чтобы образовать стеклопакет 212. В этом примере стеклопакет 212 имеет два электрохромные оконные стекла. Обычно, но не обязательно, оконные стекла размещены так, чтобы внутренние стороны ЭХУ были обращены к стеклопакету и были защищены от воздействия окружающей среды. Электрохромные окна, имеющие два или более электрохромные оконные стекла, описаны в заявке на патент США, №12/851514, зарегистрированной 5 августа 2010 года под заглавием «Multipane Electrochromic Windows», которая включена в данное описание посредством ссылки для всех целей. Способы реализации изобретения, описанные в указанном патенте, особенно полезны для создания одного или большего количества электрохромных стекол для использования в многослойных электрохромных окнах. Одно из преимуществ таких многослойных электрохромных окон состоит в том, что вероятность появления двух дефектов весьма мала при центрировании, под постоянным наблюдением конечного пользователя. Это преимущество увеличивается, когда применяют стекла с незначительными дефектами. В вариантах реализации изобретения, в которых, например, применяют два электрохромных стекла в одном окне, вышеупомянутые наборы данных (о дефекте) могут быть использованы для того, чтобы дополнительно обеспечить отсутствие дефектов на отдельных стеклах, при их учете в стеклопакете. Это еще один критерий, который может рассматриваться при моделировании стеклянного листа.
[00070] В некоторых вариантах реализации изобретения лист стекла бывает до 5 мм или даже до 6 мм толщиной (до 1/4 дюйма). В некоторых вариантах реализации изобретения одно или большее количество стекол усилены. Как проиллюстрировано на Фиг. 1А, одно или оба оконные стекла из стеклопакета (по выбору) усилены, см. этап 190. Например, в одном варианте реализации изобретения усиление подразумевает ламинирование одного или большего количества стекол стеклопакета, например, с использованием полированного листового стекла большей толщины, листа закаленного стекла, полимерного стекла, такого как плексигласе, стекла торговой марки Gorilla® и т.п. В другом варианте реализации изобретения усиление включает применение полимерного покрытия к одному или большему количеству стекол стеклопакета. Примеры таких полимерных покрытий включают полимерные покрытия из органически модифицированных силикатов (эпоксидной смолы, отвердителя из группы амина и силана), золь-гель покрытия, акриловые глазури и другие предохранительные глазури, например, коммерчески доступные глазури, которые соответствуют одному или большему количеству стандартов испытаний на ударную нагрузку. Обращаясь снова к Фиг. 1А, скажем, что после укрепления одного или большего количества стекол стеклопакета последовательность операций 100 заканчивается.
[00071] В некоторых вариантах реализации изобретения торцевой профиль применяется для защиты кромок стекла после их включения в состав стеклопакета. Эта защита позволяет безопасно перевозить стеклопакеты, например, от производителя к месту установки. Защитный торцевой профиль может быть применен при перевозке стеклопакета с усиленными стеклами или со стеклами без усиления. Таким образом, профиль может быть установлен на стеклопакете до усиления одного или большего количества стекол, к примеру, до времени, когда такое усиление будет желательным, когда может быть принято решение о необходимом типе усиления. Применяя способы реализации изобретения, описанные в данном документе, такое решение можно принять в любое время после изготовления стеклопакета. Торцевые профили, описанные в данном документе, обеспечивают обработку, транспортировку и хранение стеклопакета, например, до того, как будет выбран тип усиления. В одном варианте реализации защитный профиль представляет собой колпачок из U-образного профиля, который устанавливают на кромках стекла по периметру стеклопакета. Он может быть изготовлен из эластомера или пластика. В одном из вариантов реализации изобретения он представляет собой виниловый колпачок. Ограничители кромки, описанные в данном документе, пригодны для любого стеклопакета для защиты его кромок. Варианты реализации ограничителя кромки описаны более подробно ниже.
[00072] Как правило, торцевой профиль выполнен с возможностью обеспечивать защиту кромок стекла в стеклопакете. Это имеет особую важность при использовании незакаленного стекла. Повреждение незащищенных кромок стекла вполне возможно при ручном и/или механическом перемещении стеклопакетов на заводе после их изготовления, в ходе транспортировки и во время установки на месте. Особенно уязвимыми являются углы, так как стеклопакеты в большинстве случаев, хотя не обязательно, имеют прямоугольную форму, и, следовательно, углы наиболее часто случайно сталкиваются с другими поверхностями, что приводит к повреждению кромки стекла. Таким образом, торцевые профили должны обеспечивать защиту кромок стекла в стеклопакете в различных вариантах реализации изобретения, в частности, углов. Поскольку торцевые профили, описываемые в настоящем документе, также закрывают по меньшей мере некоторые из каждой лицевой стороны стеклопакета, они обеспечивают некоторую защиту лицевых сторон стеклопакета. Например, если стеклопакет, снабженный торцевыми профилями, кладут лицевой стороной вниз или прислоняют к другой поверхности, поверхность стекла не соприкасается с плоской поверхностью, поскольку торцевой профиль обеспечивает некоторое расстояние между плоской поверхностью и поверхностью стекла. Также, если аналогичным образом защищенные стеклопакеты укладывают в горизонтальном положении друг на друга или прислоняют друг к другу в вертикальном положении, то соприкасаются только их торцевые профили, а стеклопакеты таким образом защищены от соприкасания между собой.
[00073] Торцевые профили, описываемые в настоящем документе, могут быть сделаны из различных материалов, например, пластика, резины, бумаги, хлопчатобумажной ткани, картона, крахмала и т.п. В одном варианте реализации изобретения торцевой профиль сделан из такого пластика, как полиалкилен, например полиэтилен, полипропилен либо их комбинации и т.п.; поливинил, например поливинилхлорид (ПВХ), поливинилфторид, поливинилацетат, их комбинации и т.п.; полистирол; найлон; вискозное волокно; или полиэфир. В одном варианте реализации изобретения торцевой профиль сделан из биоразлагаемого материала, в частности, синтетического или натурального биоразлагаемого полимера. В большинстве случаев биоразлагаемый полимер должен быть предпочтительно нетоксичным, обладать хорошей механической прочностью, т.е. сохранять форму и разлагаться без образования токсических продуктов. Примеры биоразлагаемых полимеров включают полиэфиры, такие как полигидроксиалканаты (ПГА), например, 3-гидроксипропионовая кислота, полимолочные кислоты (ПМК), поли-3-гидроксибутират (ПГБ), полигидроксивалерат (ПГВ) и полигидроксигексаноат (ПГГ); полиангидриды, поливиниловый спирт, полибутилен сукцинат (синтетический), поликапролактон (ПКЛ, синтетический), производные крахмала, эфиры целлюлозы, целлулоид и т.п.
[00074] В одном варианте реализации изобретения торцевой профиль сделан из резины или мягкого гибкого пластика, такого как ПВХ, который сохраняет форму. В этом варианте реализации изобретения торцевой профиль является сплошным с U- или С-образным профилем замкнутой конфигурации, который надевается на стеклопакет и закрывает кромки и по меньшей мере некоторую (крайнюю) часть поверхности оконных стекол по всему периметру. В этом варианте реализации изобретения торцевой профиль растягивают или с ним выполняют другие действия, чтобы надеть его на стеклопакет, почти так же, как в случае с футляром для ручного устройства, такого как смартфон, но при этом должна быть закрыта только внешняя часть каждой стороны стеклопакета по периметру.
[00075] В другом варианте реализации изобретения торцевой профиль сделан из пластика, например, как описано выше, при этом пластик является жестким или полужестким. В одном варианте реализации изобретения торцевой профиль получают экструдированием в виде U- или С-образного профиля, после чего режут по заданному размеру для защиты стеклопакета. В одном варианте реализации изобретения экструдированный профиль режут на отдельные отрезки таким образом, чтобы каждый из них защищал одну сторону стеклопакета. В одном варианте реализации изобретения концы отдельных отрезков профиля отрезают под углом, чтобы после установки всех четырех частей на стеклопакет их концы плотно прилегали друг к другу и обеспечивали защиту углов стеклопакета. В одном варианте реализации изобретения экструдируют сплошной профиль, который загибают вокруг стеклопакета после экструзии. Один такой вариант реализации изобретения проиллюстрирован на Фигурах 2С и 2D.
[00076] Фигура 2С показывает часть профиля 214, который можно использовать для формирования торцевой прокладки, как описано в настоящем документе. Профиль 214 имеет, как правило, U-образное поперечное сечение с более узкой открытой частью профиля, см. размер А (поперечное сечение профиля 214, слева внизу Фиг. 2С), чем основание профиля, см. размер В. Размер А меньше, чем толщина стеклопакета, на который должен надеваться профиль 214, чтобы образовать торцевую прокладку. Поскольку профиль 214, как правило, тонкий, т.е. толщина материала, из которого состоит профиль 214, составляет от около 1 мм до около 10 мм, обычно от около 1 мм до около 5 мм, стеклопакет можно втиснуть в профиль через размер А вплоть до основания профиля, как показано на нижнем правом сечении Фиг. 2С. Кромки стекла 208 (см. также Фиг. 2В) стеклопакета 212 (дистанционная рамка 210 показана с нанесенным на нее первичным и вторичным герметиком и десикантом внутри) могут упираться в основание профиля 214 и защищаются им. Профиль 214 может иметь загиб 216, который позволяет облегчить надевание профиля на стеклопакет, т.е. надевание профиля на кромку стеклопакета облегчается за счет открытого загиба с другой стороны открытой части профиля 214. Также по меньшей мере некоторая часть внутренней поверхности профиля (поверхность внутри профиля) может иметь такую форму, чтобы обеспечивать достаточно параллельное соприкасание со сторонами стекол стеклопакета. В настоящем примере в профиле 214 есть часть 218 его внутренней поверхности, которая стыкуется со стеклом стеклопакета и тем самым обеспечивает более качественное сцепление со стеклом. Вследствие жесткости профиля 214 и размера А обеспечивается пружинящее действие, и профиль 214, таким образом, держится на стекле без сползания. В одном варианте реализации изобретения профиль 214 выполнен из жесткого или полужесткого пластикового материала, например, биоразлагаемого полимера.
[00077] На Фигуре 2D проиллюстрированы аспекты способа выполнения торцевого профиля из материала с бороздками, например, профиля 214, проиллюстрированного на Фигуре 2С, и установки торцевого профиля. Например, изготовлен стеклопакет 212. Экструдируется отрезок профиля 214; длина отрезка приблизительно соответствует длине по периметру стеклопакета 212. В профиле 214 прорезается ряд бороздок 220. Эти бороздки прорезаются в местах, где торцевой профиль будет сгибаться вокруг углов стеклопакета 212. Нижняя часть профиля (см. Фиг. 2С) не прорезается, чтобы обеспечить защиту углов стекла в стеклопакете после сгибания профиля вокруг кромок стеклопакета. Такое сгибание возможно благодаря бороздкам, в то время как материал, оставшийся в нижней части профиля, образует вершину этого сгиба и защищает углы стеклопакета после обрамления. Таким образом, бороздки разделяют подотрезки сплошного отрезка профиля 214; каждый подотрезок профиля будет прилегать вдоль кромки стеклопакета 212. В одном варианте реализации изобретения предусматривается торцевой профиль согласно описанию, снабженный по меньшей мере тремя бороздками для сгиба вокруг углов стеклопакета. Если используются только три бороздки, то концы прокладки будут соединяться в углу, который не будет закрыт прорезанным/согнутым отрезком прокладки. Эти концы можно соединить лентой, чтобы закрепить их на время погрузочно-разгрузочных операций. В варианте реализации изобретения, проиллюстрированном на Фигуре 2D, предусмотрены четыре бороздки, таким образом, концы можно соединить с какой-либо стороны стеклопакета. Это обеспечивает одинаковую защиту углов, поскольку каждый из них защищен отрезком профиля с бороздкой.
[00078] В одном варианте реализации изобретения размеры стеклопакета вводятся в экструдер (или в машину, которая отмеряет ранее экструдированный профиль), и таким образом бороздки 220 могут прорезаться в надлежащих местах в экструдированном профиле, когда он отмеряется. Тем самым достигается экономия времени и средств, поскольку торцевой профиль изготавливается с использованием размеров стеклопакета, применяемых аппаратом по изготовлению стеклопакета, только после того, как стеклопакет фактически изготовлен, и специально рассчитана на соответствие стеклопакету, сходящему с производственной линии. Таким образом, отсутствует необходимость в производстве большого запаса торцевых профилей, ожидающих изготовления ряда стеклопакетов. За счет применения биоразлагаемого материала для торцевых профилей снижается проблематичность их утилизации на месте, например, при монтаже стеклопакетов в здании.
[00079] Вновь обращаясь к Фигуре 2D и двигаясь по фигуре сверху вниз, следует отметить, что на торцевом профиле 214, имеющем соответствующую длину, делаются надлежащие бороздки, и он надевается с одной стороны на кромку стеклопакета 212. Два соседних подотрезка профиля 214 надеваются на кромки, перпендикулярные первой кромке, на которую установлен профиль 214, как проиллюстрировано пунктирными стрелками. В завершение два оставшихся подотрезка загибаются, чтобы закрыть кромку стеклопакета 212, противоположную первой кромке. Это эффективный способ накладывания профиля 214 на стеклопакет, поскольку для него требуется всего две операции сгибания, чтобы закрыть четыре кромки стеклопакета. Эти операции могут выполняться вручную или автоматически, например, когда устройство с вакуумными присосами удерживает, поворачивает и соответственно перемещает стеклопакет, а также когда другие средства, например, манипуляторы, захваты, стойки, стенки, катки и/или другие аналогичные устройства, применяются для облегчения операции сгибания.
[00080] Как отмечено на Фигуре 2D, поверх концов профиля 214 может накладываться лента, обеспечивающая их фиксацию на стеклопакете 212 до тех пор, пока не понадобится их снять. В данном примере кусочек ленты прикреплен к одной стороне стеклопакета, а затем поверх торцевой прокладки - к другой стороне, таким образом, торцевой профиль прикреплен к стеклу по обеим сторонам стеклопакета.
[00081] Специалисту в данной области техники вполне понятно, что возможно выполнение операции сгибания различными способами. Также профиль можно устанавливать на стеклопакет сразу по мере его экструдирования и прорезывания бороздок, а не после отрезания полной длины, прорезывания бороздок и последующей установки.
[00082] В одном варианте реализации изобретения профиль устанавливается путем экструзии горячего или теплого материала, который обладает пластичностью при наложении на стеклопакет. Пластичный экструдируемый материал наносится на каждую кромку стеклопакета по мере поворачивания стеклопакета в плоскости, параллельной поверхности стекол стеклопакета. В углах при нанесении пластичного экструдируемого материала и формовании его вдоль кромок стеклопакета излишки этого пластичного материала, образующиеся при сгибании вокруг углов, загибаются на соответствующие поверхности стекол. В одном варианте реализации изобретения отрезается достаточная длина пластичного экструдируемого материала, чтобы концы целого отрезка этого экструдируемого материала можно было соединить встык или внахлест и скрепить друг с другом. В другом варианте реализации изобретения отрезается достаточная длина пластичного экструдируемого материала, чтобы концы целого отрезка этого экструдируемого материала можно было соединить не встык, а с небольшим зазором (например, как проиллюстрировано на Фигуре 2D, зазор в профиле 214 (закрытый лентой)), чтобы облегчить снятие пластичного материала. Пластичный материал может в определенной степени затвердевать, чтобы удерживать стекло, а также облегчать снятие, т.е. материал может сниматься без образования существенных трещин и разрывов или вообще без них.
[00083] Один вариант реализации изобретения представляет собой способ изготовления стеклопакета, включающий: (а) изготовление электрохромного устройства на прозрачной подложке для создания электрохромного стекла; (b) изготовление стеклопакета, содержащего электрохромное стекло и (с) установку торцевого профиля на стеклопакет. В одном варианте реализации изобретения торцевой профиль содержит U-образный профиль, который надевается на кромки стекла по периметру стеклопакета. В одном варианте реализации изобретения торцевой профиль содержит эластомерный или пластиковый материал. В одном варианте реализации изобретения способ дополнительно включает транспортировку стеклопакета с установленным торцевым профилем с завода-изготовителя до монтажной организации. В одном варианте реализации изобретения способ дополнительно включает усиление электрохромного оконного стекла перед установкой торцевого профиля. В одном варианте реализации изобретения усиление включает ламинирование второго слоя в электрохромном стекле стеклопакета. В одном варианте реализации изобретения установка торцевого профиля на стеклопакет включает сгибание экструдируемого материала, из которого состоит U-образный профиль, по периметру стеклопакета. В одном варианте реализации изобретения в экструдируемом материале делаются бороздки, дающие возможность сгибания по углам стеклопакета. В одном варианте реализации изобретения кусочек клейкой ленты (например, малярной ленты) используется для прикрепления торцевого профиля к стеклопакету. В одном варианте реализации изобретения экструдируемый материал является биоразлагаемым.
[00084] Другой вариант реализации изобретения представляет собой способ изготовления торцевого профиля, включающий: 1) получение размеров стеклопакета от установки, изготавливающей стеклопакет, 2) отрезание соответствующей длины U-образного профиля, чтобы закрыть стеклопакет по периметру, и 3) выполнение бороздок на U-образном профиле для обеспечения его сгибания вокруг углов стеклопакета. В одном варианте реализации изобретения U-образный профиль содержит четыре бороздки и пять подотрезков. Другой вариант реализации изобретения представляет собой способ установки вышеупомянутого U-образного профиля с бороздками, включающий: 1) установку центрального подотрезка U-образного профиля с бороздками на одной кромке стеклопакета, 2) сгибание двух соседних подотрезков вдоль двух кромок, перпендикулярных одной кромке, и 3) сгибание двух оставшихся подотрезков вдоль оставшейся кромки, противоположной одной кромке. В одном варианте реализации изобретения способ выполняется в следующем порядке: 1, 2 и затем 3. В другом варианте реализации изобретения предусматривается устройство, выполненное с возможностью осуществления операций 1, 2 и 3 в автоматическом режиме. В одном варианте реализации изобретения способ дополнительно включает прикрепление U-образного профиля к стеклопакету посредством клейкой ленты.
[00085] В одном варианте реализации изобретения предусматривается устройство, выполненное с возможностью осуществлять описанные в настоящем документе операции по изготовлению торцевого профиля и/или его установке на стеклопакет.
[00086] Варианты реализации изобретения, приведенные в настоящем документе, описываются с точки зрения защиты прямоугольных стеклопакетов. Специалисту в данной области техники ясно, что возможны другие формы для стеклопакетов, а также возможно применение других форм для торцевых профилей, способов их изготовления и установки к стеклопакетам. Например, для трапециевидных, треугольных или других полигональных стеклопакетов подойдут торцевые профили, описываемые в настоящем документе, например, для жесткого торцевого профиля потребуется только соответствующее число бороздок, чтобы установить его по периметру полигонального стеклопакета. Другой пример: для круглого или овального стеклопакета подойдет торцевой профиль, скажем, с большим числом бороздок, если он выполнен из жесткого материала (чтобы образовывать кривые без разрыва прокладки), либо можно использовать более гибкий материал без бороздок.
[00087] Ламинирование электрохромного стекла с использованием усиливающей подложки (или стекла) после включения в стеклопакет имеет много преимуществ. Например, ламинирование после сборки электрохромного стекла в стеклопакет защищает электрохромное устройство в процессе ламинирования и обеспечивает легкость обращения. Особенно это справедливо, если электрохромное устройство находится на внутренней поверхности стеклопакета, т.е. во внутренней изолирующей части стеклопакета, поскольку процессы ламинирования включают контактирование с внешними поверхностями оконных стекол, составляющих ламинированную структуру, при относительно жестких условиях. В таких условиях электрохромное устройство было бы повреждено, если бы оно находилось на внешней стороне ламинированной структуры. Таким образом, стеклопакет защищает устройство во время ламинирования. Если электрохромное устройство находится на наружной поверхности стекла в стеклопакете, то ламинирование электрохромного стекла потребует ламинирования непосредственно на электрохромном устройстве с использованием усилительного слоя и/или клейкой ленты для его (ламинирующего слоя) закрепления. Несмотря на то, что ламинирование можно выполнить без повреждения электрохромного устройства, у этого процесса есть некоторые недостатки. Главным образом, снижается эффективность теплоизоляции стеклопакета, поскольку излучение блокируется только внутри стеклопакета. Кроме того, открытые кромки электрохромного устройства, располагающиеся по периметру стеклопакета, могут приводить к проникновению влаги после монтажа.
[00088] В раскрытых вариантах реализации изобретения можно применять многие различные процессы ламинирования. В числе примеров можно привести прессование валом и автоклавную обработку, формирование с помощью вакуумного мешка и ламинирование полимером - каждый из указанных способов хорошо известен в отрасли по производству окон. В одном варианте реализации изобретения ламинирование жидким полимером применяют для усиления электрохромного стекла после его установки в стеклопакет.
[00089] На Фигуре 3А схематически изображена последовательность технологического процесса при ламинировании полимером стеклопакета 300. На Фигуре 3А стеклопакет 300 проиллюстрирован не так детально, как стеклопакет 212 на Фигуре 2В. В данном примере в стеклопакете 300 имеется электрохромное стекло и неэлектрохромное стекло. Обычно по периметру электрохромного стекла приклеивается двухсторонняя лента 305. В прикрепленной по периметру ленте оставляют зазор 315, например, в углу стекла. Усиливающее стекло 310 крепится к двухсторонней ленте, и таким образом формируется двухкамерный (также см. Фиг. 3В, в данном примере усиливающее стекло ламинируется с электрохромным стеклом стеклопакета, и также имеется неэлектрохромное стекло стеклопакета, которое не является частью ламинирования) стеклопакет 320. Полимер 325 вводится, например, снизу, как проиллюстрировано, в образовавшийся объем между электрохромным стеклом и усиливающим стеклом 310. Это можно выполнить, например, оставив маленькую часть основы ленты при прикреплении стекла 310 к ленте и электрохромному стеклу. Дозирующая насадка в виде тонкой пластины вставляется между стеклом 310 и частью ленты с оставшейся основой. По окончании введения полимера и удаления пластины снимают оставшуюся часть основы ленты, таким образом, единственным выходом для полимера остается зазор 315. Как показано жирными полукруглыми пунктирными стрелками, блок 320 затем поворачивают таким образом, чтобы полимер 325 растекался по направлению к зазору 315 (как показано в нижней левой части фигуры жирной пунктирной стрелкой, направленной вниз). Соответствующее количество полимера вводится в объем таким образом, чтобы после его распределения по всей площади между стеклами в пределах ленты стекла были практически параллельными друг другу. После того, как объем заполнен полимером, полимер отверждается, например, за счет нагрева, катализатора и/или воздействия УФ-излучения, образуя прочную связь между стеклами. При окончательной сборке, как проиллюстрировано в нижней правой части Фигуры 3А, отвержденный полимер обладает необходимыми оптическими, механическими и иными свойствами ламинированного материала. При использовании ламинирования полимером напряжение, воздействующее на электрохромное стекло, является минимальным или отсутствует вообще.
[00090] На Фигуре 3В приведено сечение, подробно иллюстрирующее окончательную сборку 320. Часть стеклопакета 300 содержит первое стекло 301 и электрохромное стекло 302, на котором имеется электрохромное устройство 303. Стекла 301 и 302 отделены уплотнительным разделителем 304, который охватывает весь периметр стекол и имеет прокладки между каждым стеклом. Внутреннее пространство 330 определяется стеклами и уплотнительным разделителем. Лента 305 находится между (и близко к периметру) поверхностью электрохромного стекла, наружной по отношению к внутреннему пространству стеклопакета, и стеклом 310. Внутри объема, образовавшегося между электрохромным стеклом и стеклом 310, находится отвержденный полимер 325.
[00091] Поскольку ламинирование полимером основано на листе или пленке из полимера, находящейся между двумя ламинированными стеклами, выбор типа полимера может повлиять на оптические характеристики окна. В определенных вариантах реализации изобретения полимер может содержать добавки, влияющие на требуемые оптические свойства готового ламинированного материала. Примеры таких оптических свойств включают цвет, непрозрачность, рассеяние и коэффициент отражения. В конкретном случае полимер обуславливает синий цвет. Это может быть особенно полезным при использовании с некоторыми электрохромными устройствами, имеющими естественный желтоватый оттенок. На оптические свойства можно влиять, добавляя окрашивающие вещества, пигменты, рассеивающие свет частицы, металлическую пыль и т.п.в жидкий полимер перед его введением в объем для ламинирования. В определенных вариантах реализации изобретения синий цвет достигается в результате химической реакции, происходящей после введения полимера в объем между стеклами. Например, катализатором реакции может быть та же энергия или реагент, который ускоряет отверждение полимера. В другом варианте реализации изобретения полимер изменяет цвет на синий после отверждения, например, под воздействием обычного внешнего освещения и/или конкретного излучения и/или нагрева после отверждения.
[00092] Отдельные примеры электрохромных стекол проиллюстрированы Фигурами 4А-С. Фиг. 4А представляет собой поперечное сечение электрохромного стекла 400, изготовленного начиная с листового стекла 405, как, например, указано в технологической схеме 100. На Фиг. 4В проиллюстрировано поперечное сечение э/х стекла 400 с другой стороны, а на Фиг. 4С проиллюстрирован вид э/х стекла 400 сверху (Фиг. 4А представляет собой вид изображения на Фиг. 4С справа или слева; Фиг. 4 В представляет собой вид снизу, если смотреть в направлении, указанном на Фиг. 4С). На Фиг. 4А проиллюстрировано одно электрохромное стекло после его порезки из листового стекла, зачистки кромок, лазерного скрайбирования и монтажа шин. На оконном стекле 405 имеется барьерный слой 410, а на барьерный слой нанесен первый прозрачный проводящий оксидный слой (ППОС) 415. Слой ППОС 415 - это первый из двух проводящих слоев, используемых для того, чтобы образовать электроды электрохромного устройства, собранного на листовом стекле. В данном примере листовое стекло состоит из подложки и барьерного слоя. Таким образом, в данном примере формируется барьерный слой, затем первый ППОС, далее электрохромная прослойка, затем второй ППОС. В одном из вариантов реализации изобретения электрохромное устройство (электрохромная прослойка и второй ППОС) изготавливается в системе комплексного нанесения покрытий, при этом листовое стекло находится в системе комплексного нанесения покрытий в течение всего процесса изготовления прослойки. В другом варианте реализации изобретения первый слой ППОС также формируется с применением системы комплексного нанесения покрытий, при этом листовое стекло во время нанесения электрохромной прослойки и (второго) слоя ППОС все время находится в системе комплексного нанесения покрытий. Еще в одном варианте реализации изобретения все слои (барьерный слой, первый ППОС, электрохромная прослойка и второй ППОС) наносятся в системе комплексного нанесения покрытий, при этом листовое стекло в течение всего времени нанесения находится в системе комплексного нанесения покрытий.
[00093] После формирования электрохромного устройства выполняется зачистка кромок и лазерное скрайбирование. На Фиг. 4А проиллюстрированы участки 440, с которых устройство было удалено, в данном примере, с участка периметра вокруг прорезей лазерного скрайбирования 430, 431, 432 и 433, проходящих через второй ППОС и электрохромную прослойку, но не через первый ППОС, сделанных для изолирования сегментов электрохромного устройства 435, 436, 437 и 438, которые могли быть повреждены во время зачистки кромок от работающего электрохромного устройства. В одном из вариантов реализации изобретения лазерное скрайбирование 430, 432 и 433 проходит через первый ППОС для обеспечения изолирования устройства (лазерное скрайбирование 431 не проходит через первый ППОС, иначе оно отрежет электрическую связь шины 2 с первым ППОС и, следовательно, с электрохромной прослойкой). Лазерное устройство или устройства, применяемые для лазерного скрайбирования, как правило, являются устройствами импульсного типа, например, твердотельные лазеры с диодной накачкой. Лазерное скрайбирование может быть выполнено, например, с применением соответствующего лазерного устройства компании IPG Photonics (Оксфорд, Массачусетс) или Ekspla (Вильнюс, Литва). Скрайбирование может быть также выполнено механическим способом, например, резцом с алмазным наконечником. Специалисту в данной области техники понятно, что лазерное скрайбирование может быть выполнено на разную глубину и/или выполнено как однократный процесс, благодаря чему регулируется глубина резания, или не как однократный процесс, при выполнении непрерывной траектории по периметру электрохромного устройства. В одном из вариантов реализации изобретения зачистка кромок выполнена на глубину ниже первого ППОС. В другом варианте реализации изобретения второе лазерное скрайбирование выполнено для изолирования сегмента первого ППОС, например, как проиллюстрировано на Фигурах 4А-С, возле кромки оконного стекла - от нее к внутренней части. Еще в одном варианте реализации изобретения это скрайбирование проходит по меньшей мере вдоль кромки в месте крепления шины 2 к первому ППОС, между шиной 2 и кромкой.
[00094] После выполнения лазерного скрайбирования производится монтаж шин. Ко второму ППОС крепится непроникающая шина (1). Непроникающая шина (2) крепится к участку, на котором устройство не применено (например, от слоя защитного материала, препятствующего нанесению устройства на первый ППОС), соприкасающемуся с первым ППОС или, как в данном примере, там, где зачистка кромок была использована для снятия материала до первого ППОС. В данном примере шина 1 и шина 2 являются непроникающими шинами. Проникающая шина - это шина, которая, как правило, запрессовывается внутрь через электрохромную прослойку для создания контакта с ППОС в нижней части прослойки. Непроникающая шина - это шина, которая не проходит через слои электрохромной прослойки, а создает электрический и физический контакт на поверхности проводящего слоя, например ППОС.
[00095] Слой ППОС может иметь электрическое подключение с использованием нестандартной шины, например, способами нанесения контура на экран литографским способом. В одном из вариантов реализации изобретения электрическая связь устанавливается при помощи прозрачных проводящих слоев устройства способом очистки через шелковый фильтр (или с использованием другого способа нанесения контура) проводящих чернил с последующим тепловым отверждением или спеканием чернил. Преимущества применения вышеописанной конфигурации устройства состоят в простоте изготовления, например, меньшего количества лазерного скрайбирования по сравнению с обычной технологией с применением проникающих шин, а также в том, что электрохромное устройство изменяет цвет до шины 1, в том числе площадь под ней (в отличие от стандартных способов, при которых изолирующая прорезь проходит через устройство в случае, когда шина 1 является проникающей), что обеспечивает большую площадь изменения цвета. Проникающую шину можно применять, например, вместо непроникающей шины 1, однако при этом уменьшается площадь изменения цвета и возникает необходимость нанесения разметки через первый ППОС до изготовления электрохромной прослойки на стекле. В одном из вариантов реализации изобретения рассматривается выполнение этого первого скрайбирования для одного или большего количества электрохромных устройств на листовом стекле до изготовления электрохромного устройства на стекле. В таких вариантах реализации изобретения остальная часть технологического процесса, например, как проиллюстрировано Фигурами 1А и 1В, будет аналогичной.
[00096] Как уже описано выше, устройство после подключения шин встраивается в стеклопакет, в состав которого входит, например, электропроводка шины и аналогичные устройства. В некоторых вариантах реализации изобретения одна или обе шины находятся внутри готового стеклопакета, однако в одном из вариантов реализации изобретения одна шина находится снаружи уплотнения стеклопакета и одна - внутри стеклопакета. На Фиг. 5А проиллюстрировано поперечное сечение э/х стекла, проиллюстрированного Фигурами 4А-С, которое встраивается в стеклопакет 500. Для отделения э/х стекла 400 от другого стекла 510 использована дистанционная рамка 505. Второе стекло 510 в данном примере не является электрохромным, однако изобретение не имеет подобных ограничений. На стекле 510 может находиться электрохромное устройство и/или одно или большее количество покрытий, таких как теплоотражающие и тому подобные покрытия. Между дистанционной рамкой 505 и, в данном примере, первым ППОС электрохромного устройства 400 находится первичное уплотнение 515. Данное уплотнение также находится между дистанционной рамкой 505 и вторым оконным стеклом. По периметру дистанционной рамки 505 находится вторичное уплотнение 520 (для целей подключения к контроллеру электропроводка шины проходит сквозь уплотнение). Эти уплотнения предотвращают попадание влаги во внутреннее пространство 550 стеклопакета.
[00097] На Фиг. 5В проиллюстрирован стеклопакет 500 после ламинирования усиливающим стеклом 530. В данном примере было применено ламинирование жидким полимером, и, следовательно, между усиливающим стеклом и э/х стеклом находится отвержденный полимер 535. Несмотря на то, что изображение отсутствует, специалисту в данной области техники должно быть понятно, что если бы на стекле 2 также имелось электрохромное устройство, его тоже можно было бы ламинировать. В одном из вариантов реализации изобретения имеется стеклопакет, состоящий из двух э/х стекол, разделенных внутренним пространством, в одном примере оба электрохромные устройства находятся во внутреннем пространстве стеклопакета, в котором усилены оба э/х стекла. В одном из вариантов реализации изобретения э/х стекла усилены ламинированием жидким полимером, как указано в данной заявке. В других вариантах реализации изобретения одно или оба э/х стекла усилены или упрочнены посредством нанесения покрытия, как указано в данной заявке.
[00098] Фигуры 6А и 6В аналогичны Фигурам 4А и 4В, иллюстрирующим конструкцию 600, представляющую собой электрохромное устройство, изготовленное на стеклянной подложке. Фиг. 6С представляет собой вид сверху с указанием того, что Фиг. 6А иллюстрирует поперечное сечение Х-Х', а Фиг. 6В иллюстрирует вид Y-Y'. В данном примере участки 640 представляют места, где устройство было удалено, в данном примере, из области периметра возле прорезей лазерного скрайбирования 630, 631, 632 и 633. В данном примере лазерное скрайбирование 630, 632 и 633 проходит через второй ППОС, электрохромную прослойку и первый ППОС и изолирует работающее электрохромное устройство, сегменты электрохромного устройства 635, 637 и 638, которые могли быть повреждены во время зачистки кромок. Лазерное скрайбирование 631 произведено через второй ППОС и прослойку устройства, однако не произведено через нижний ППОС, поскольку он служит в качестве нижнего проводника в электрической связи с шиной 2. В данном примере электрохромная прослойка, первый ППОС и барьерный слой удалены на участках 640 зачистки кромок. Это пример зачистки кромок, выполненной на глубину ниже первого ППОС. Посредством удаления нижнего ППОС и в некоторых случаях барьерного слоя электрохромное устройство, будучи герметизированным в стеклопакете, более эффективно изолируется от воздействия окружающей среды, а именно, кромки ППОС (являющегося частью электрохромного устройства) не контактируют с окружающей средой. Кроме того, первичное и вторичное уплотнения становятся более надежными, т.к. барьерный слой или ППОС не подвержены отслоению, а, напротив, находятся между дистанционной рамкой и стеклянной подложкой. Как проиллюстрировано на Фиг. 6С, участок 640 зачистки кромок проходит по периметру электрохромного устройства, вдоль наружного периметра стекла. На Фиг. 7 проиллюстрировано поперечное сечение, аналогичное сечению на Фиг. 6А, включенное в стеклопакет 700. Для отделения э/х стекла 600 от другого стекла 710 использована дистанционная рамка 705. Второе стекло 710 в данном примере представляет собой неэлектрохромное стекло, однако изобретение не имеет подобных ограничений. На стекле 710 может находиться электрохромное устройство и/или одно или большее количество покрытий, таких как теплоотражающие и тому подобные покрытия. Между дистанционной рамкой 705 и, в данном примере, стеклянной подложкой электрохромного устройства 600 находится первичное уплотнение 715. Данное уплотнение также находится между дистанционной рамкой 705 и вторым оконным стеклом. По периметру дистанционной рамки 705 находится вторичное уплотнение 720 (для целей подключения к контроллеру электропроводка шины проходит сквозь уплотнение). Эти уплотнения предотвращают попадание влаги во внутреннее пространство 750 стеклопакета. Аналогично иллюстрации на Фиг. 5В, стеклопакет 700 можно наслаивать на другой лист стекла с помощью, например, отвержденного полимера.
[00099] Фиг. 8А иллюстрирует вид сверху конструкции 800, состоящей из электрохромного устройства 805 на листовом стекле, аналогичной 600, как проиллюстрировано на Фиг. 6С, но без изолирующих канавок (разметки), производимых в целях изолирования сегментов электрохромного устройства 805 вследствие, например, дефектов устройства по периметру при зачистке кромок. В данном примере зачистка участков кромок 840 по периметру производится с применением лазерной технологии, позволяющей оставлять чистые кромки в районе электрохромного устройства. При этом нет необходимости в последующем выполнении изолирующих канавок (например, использовании лазерных устройств, плотности энергии, точечных конфигураций и т.д., как указано в данной заявке). С введением более жесткого контроля в технологии лазерной абляции, например усовершенствованных компьютерных алгоритмов, подачи элетропитания, способов фокусировки лазерного пучка и способов слежения, подобная чистовая зачистка кромок возможна без необходимости выполнения дополнительных лазерных изолирующих канавок. Один из вариантов реализации изобретения представляет собой электрохромное устройство, изготовленное на прозрачной подложке, где часть периметра (с зачищенными кромками) электрохромного устройства удалена лазерной абляцией. Еще в одном варианте реализации изобретения ширина части периметра составляет от около 1 мм до около 20 мм, в другом варианте реализации изобретения - от около 5 мм до около 15 мм и еще в одном варианте реализации изобретения - от около 8 мм до около 10 мм. В одном из вариантов реализации изобретения дополнительные изолирующие канавки, лазерные или прочие, производимые во время изготовления устройства, отсутствуют.
[000100] Фиг. 8В иллюстрирует поперечное сечение Z-Z', а Фиг. 8С иллюстрирует вид W-W'. Для устройств, изготовленных таким способом, нет необходимости в изолирующем скрайбировании. В частности, электрохромное устройство изготавливается на стеклянной подложке, например, с включением всех описанных слоев. Выполняется зачистка кромок. Кроме того, сегмент электрохромного устройства в направлении к нижнему электроду, в данном примере прозрачный, удаляется в целях создания «площадки» для шины 2. Этот участок площадки иногда называют «открытая контактная поверхность шины» или «ОКПШ», в которой сегмент нижнего проводника открыт таким образом, чтобы на нем можно было расположить шину. Формирование участка зачистки кромок и ОКПШ может быть выполнено в любой последовательности. В одном из вариантов реализации изобретения зачистка кромок выполнена перед ОКПШ. Более подробно различные аспекты ОКПШ описаны ниже.
[000101] Как упомянуто выше, в различных вариантах реализации ОКПШ находится там, где сегмент электрохромного устройства в направлении к нижнему электроду, например, прозрачный проводящий оксидный слой, удаляется в целях создания поверхности для устанавливаемой шины и, таким образом, входит в электрический контакт с электродом. Устанавливаемая шина может быть и паяной, и чернильной и т.п.Как правило, ОКПШ представляет собой прямоугольный участок, но не обязательно; ОКПШ может быть любой геометрической или произвольной формы. Например, ОКПШ может быть по мере необходимости круглой, треугольной, овальной, трапециевидной и прочих многоугольных форм. Форма может зависеть от конфигурации электрохромного устройства, подложки, на которую опирается электрохромное устройство (например, окно неправильной формы), или даже, например, методики более эффективной лазерной абляции, примененной для ее создания. В одном из вариантов реализации ОКПШ практически охватывает одну сторону электрохромного устройства и имеет достаточную ширину, чтобы поместить на ней шину с зазором по меньшей мере между прослойкой электрохромного устройства и шиной. В одном из вариантов реализации ОКПШ имеет практически прямоугольную форму, ее длина приблизительно равна одной стороне электрохромного устройства, а ширина составляет от около 5 мм до около 15 мм, в другом варианте реализации изобретения - от около 5 мм до около 10 мм и еще в одном варианте реализации изобретения - от около 7 мм до около 9 мм. Как уже указывалось, ширина шины может составлять от около 1 мм до около 5 мм, но, как правило, это около 3 мм.
[000102] ОКПШ, как правило, но не обязательно, изготавливается такой ширины, чтобы вместить ширину шины, а также чтобы осталось место между шиной и электрохромным устройством (т.к. предполагается, что шина должна касаться нижнего электрода). Ширина шины может быть больше ширины ОКПШ (таким образом, материал шины касается нижнего проводника и стекла), при условии, если между шиной и электрохромным устройством имеется некоторое пространство. В вариантах реализации изобретения, в которых ширина шины помещается в ОКПШ, то есть шина полностью находится поверх нижнего проводника, внешняя кромка вдоль длины шины может совпадать с внешней кромкой ОКПШ или иметь выступ от около 1 мм до около 3 мм. Аналогично, зазор между шиной и электрохромным устройством составляет от около 1 мм до около 3 мм, в другом варианте реализации изобретения - от около 1 мм до около 2 мм, еще в одном варианте реализации изобретения - около 1,5 мм. Формирование ОКПШ более подробно описано ниже в отношении электрохромного устройства с нижним электродом, представляющим собой ППОС. Речь идет исключительно об удобстве, и электрод может представлять собой любой соответствующий электрод, прозрачный или же непрозрачный.
[000103] Для того чтобы образовать ОКПШ, участок нижнего ППОС необходимо очистить от нанесенного материала так, чтобы шину можно было поместить на ОКПШ. В одном варианте реализации изобретения это достигается лазерной обработкой, избирательно удаляющей слои нанесенной пленки, оставляя при этом нижний ППОС открытым на заданном участке в заданном месте. Еще в одном варианте реализации изобретения для достижения избирательной способности во время лазерной абляции используются абсорбционные характеристики нижнего электрода и нанесенных слоев, а именно, для того, чтобы э/х материалы на ППОС могли быть избирательно удалены, при этом не затрагивая материал ППОС. В некоторых вариантах реализации изобретения в целях обеспечения надлежащего электрического контакта шины верхняя часть слоя ППОС также удаляется, например, с удалением всяческих смесей материалов ППОС и э/х материалов, которые могли образоваться во время нанесения. В некоторых вариантах реализации изобретения, в которых кромки ОКПШ подвергаются лазерной обработке для минимизации повреждения этих кромок, можно избежать необходимости нанесения изолирующей разметочной линии (см., например, описание выше со ссылкой на Фигуры 8А-С) для ограничения токов утечки - при этом исключается технологический этап, с одновременным достижением заданных результатов работы устройства.
[000104] В некоторых вариантах реализации изобретения для изготовления ОКПШ применяется такое же электромагнитное излучение, как описано выше для выполнения зачистки кромок. Излучение (лазер) подается на подложку с использованием оптоволокна или траектории открытого пучка. Абляция может быть выполнена со стороны стекла либо пленки, в зависимости от выбора длины волн электромагнитного излучения. Плотность энергии, необходимой для абляции толщины пленки, достигается за счет прохождения лазерного луча через оптическую линзу. Линза фокусирует лазерный луч на заданные форму и размер, например, «шляпа-цилиндр» с размерами, указанными выше, в одном из вариантов реализации изобретения - с плотностью энергии от около 0,5 Дж/см2 до около 4 Дж/см2. В другом варианте реализации изобретения для лазерной зачистки кромок производится лазерное сканирование ОКПШ, как описано выше.
[000105] При использовании вышеописанных способов реализации изобретения, в которых зачистка кромок и ОКПШ применяются без дополнительной изолирующей разметки, устраняется необходимость в защитных материалах, т.е. скатываемый и/или поврежденный или нежелательный материал по периметру электрохромного устройства удаляется при зачистке кромок. Специалисту в данной области техники будет понятно, что если подложка удерживается на месте при помощи, например, зажимов или прочих средств, на некоторые части подложки покрытие может быть не нанесено. Имеется в виду, что нет необходимости в защитных материалах для нанесения контуров на устройство. Также благодаря тому, что при зачистке кромок на устройстве получаются чистые кромки, нет необходимости в изолирующей разметке для дальнейшей «чистки» кромок, например, когда при зачистке кромок материал не удаляется таким образом, чтобы получить чистую кромку, в которой открыты отдельные слои электрохромного устройства. Еще одно преимущество этих способов реализации изобретения заключается в отсутствии необходимости нанесения контура между нанесением отдельных слоев электрохромного устройства. Например, на подложку последовательно наносятся слои материала, которые образуют электрохромное устройство. После изготовления слоев электрохромного устройства выполняется зачистка кромок и ОКПШ. Эти способы реализации изобретения особенно полезны для технологии «нанеси покрытие-вырежь», описанной в данной заявке, т.е. технологии, при которой электрохромное устройство наносится на отожженное стекло или другую подложку, которую можно подвергнуть резке после нанесения электрохромного устройства. Электрохромное устройство наносится, как, например, указано в данной заявке, и стеклянная подложка вырезается по заданному размеру, как указано в данной заявке. Затем выполняется зачистка кромок и ОКПШ, и, наконец, устанавливаются шины. В некоторых случаях для герметичного уплотнения устройства на всю конструкцию может быть нанесено покрытие уплотнением, вместе с шинами и сторонами устройства, на которых имеются открытые кромки отдельных слоев. Устройство, с таким уплотняющим покрытием или же без него, может быть герметично упаковано в стеклопакет, как проиллюстрировано, например, Фигурой 5А, 5В или 7.
[000106] Одним из вариантов реализации изобретения является способ изготовления ЭХУ, включающий: 1) нанесение на подложку ЭХУ без использования разметки отдельных слоев ЭХУ, 2) зачистку кромок устройства по периметру подложки и 3) снятие части (обнажение контакта шины) ЭХУ, чтобы обнажить нижний проводящий слой, причем ширина участка периметра (снятой кромки) составляет от около 1 мм до около 20 мм, от около 5 мм до около 15 мм или от около 8 мм до около 10 мм.
[000107] Как описано в различных вариантах реализации изобретения в некоторых случаях желательно изготавливать ЭХУ с использованием одной или большего количества лазерных разделительных рисок. На Фиг. 9А проиллюстрировано поперечное сечение U-U', а на Фиг. 9В - сечение V-V, указанные на Фиг. 9С, электрохромного окна 900, которое содержит ЭХУ на листе стекла. Обращаясь к Фиг. 9А, следует отметить, что эта конструкция выполнена, начиная со стеклянной подложки с диффузионным барьером, на которую нанесен первый прозрачный проводящий оксидный слой. Для защиты периферийной области 940 может применяться защитное покрытие, либо область 940 может быть образована снятием кромки, как описано в данном документе. До нанесения э/х прослойки формируется изоляционная риска 920, которая разветвляет слои диффузионного барьера/ППОС на две области (см. Фиг. 9С). Затем формируются э/х прослойка и верхний слой ППОС. В зависимости от параметров нанесения, например, нанесение распылением, слои э/х прослойки и верхнего ППОС могут содержать вещество со схождением краев 930 по периметру зоны, определенной защитным покрытием или процессом снятия кромки сверху первого слоя ППОС. Параллельно формируется изоляционная канавка 950, но на обратной стороне устройства от канавки 920. В одном варианте реализации изобретения применяется обнажение контакта шины, поэтому нет необходимости выполнять изоляционную канавку 950. Обращаясь к Фиг. 9В, следует отметить, что также формируются изоляционные канавки 960 и 970. Изоляционные канавки 950, 960 и 970 выполняются для изоляции основного устройства от подработки краев 930 по трем сторонам периметра. В этом примере канавки 960 и 970 проходят через первый (нижний) слой ППОС и диффузионный барьер, а канавка 950 не проходит через первый слой ППОС. Наносится шина 1, выполненная как непроникающая шина, и шина 2 - проникающего типа (например, паечного типа), которая проникает через второй слой ППОС и э/х прослойку, чтобы обеспечить электрическую связь с нижним (первым) слоем ППОС. В одном варианте реализации изобретения, когда используется обнажение контакта шины для снятия части вещества 930 там, где будет крепиться шина к нижнему электроду (в этом примере - шина 2), применяется непроникающая шина. В данном варианте реализации изобретения снимается только часть 930а (см. Фиг. 9С) при обнажении контакта шины (части 930 вне канавок 960 и 970 остаются нетронутыми). ЭХУ работает нормально, так как какое-либо короткое замыкание, которое может возникнуть из-за контакта вещества со схождением краев 930 с первым (нижним) слоем ППОС, отсечено изоляционными канавками 920, 960 и 970. Изоляционная канавка 920 эффективна, так как она заполнена веществами э/х прослойки, электропроводность которых намного ниже, чем у слоя ППОС. Изоляционная канавка 950 разрывает электросвязь между шинами 1 и 2 через верхний слой ППОС.
[000108] Электрохромные стекла, такие как 900, иногда более предпочтительны из-за того, что, например, в них ЭХУ может наноситься на стеклянную подложку без необходимости применять защитное вещество. Например, слои ЭХУ наносятся на стеклянную подложку без какого-либо защитного вещества или снятия кромки. Снятие кромки применяется для удаления вещества с периферийного участка стеклянной подложки. Изоляционные канавки применяются для изоляции любого схождения краев, и необходимости в обнажении контакта шины нет, так как поверх одной из зон схождения краев, изолированных одной из канавок (например, 950), используется проникающая шина. Однако, как упоминалось, для одного из вариантов реализации устройства, как описано на Фиг. 9А-С, обнажение контакта шины является более предпочтительным по сравнению с изоляционной риской 950.
[000109] Примечательно, что описанные выше изоляционные канавки не меняют цвет или тон при включении ЭХУ. Это происходит из-за того, что канавки либо не содержат вещества ЭХУ, либо, как в случае канавки 920, вещество устройства нарушено в канавке и/или нет контакта с нижним слоем ППОС для создания действующего устройства в области канавки. Если такие канавки располагаются на просматриваемом участке окна, содержащего э/х стекло, то при включении такого окна изоляционные канавки проявятся в виде ярких линий на цветном фоне тонированного окна. Такой сильный контраст возможен из-за того, что э/х окна могут тонироваться и практически полностью блокировать пропускание через окно, становясь практически непроницаемыми. Контраст между линией скрайбирования и тонированным устройством нежелателен с эстетической точки зрения. Необходимо учитывать, что, например, в устройстве, проиллюстрированном на Фиг. 9А-С, изоляционные канавки 920 и 950 находятся в непосредственной близости от шин и расположены выше шины, и поэтому шины не закрывают их от обзора. Необходимо также учитывать, что в вариантах реализации изобретения, описанных в отношении, например, Фиг. 5А, 5В и 7, описаны дистанционные рамки, которые не покрывают никаких частей ЭХУ на стекле окна, а также шин или линий скрайбирования. Авторы приняли во внимание, что при изготовлении стеклопакета э/х окна дистанционной рамке может быть придана такая форма, чтобы заслонять шины и любые изоляционные канавки в собранном стеклопакете. Такие варианты реализации и различные связанные с этим преимущества более подробно описаны ниже. Одним из вариантов реализации изобретения является любое описанное в данном документе ЭХУ, встроенное в стеклопакет, в котором дистанционной рамке придана такая форма, чтобы скрыть шины и любые линии скрайбирования из обозреваемой зоны ЭХУ. В определенных вариантах реализации изобретения наружная кромка ЭХУ герметизируется основным уплотнением. В таких вариантах реализации изобретения, при наличии обнажения контакта шины, обнаженные контакты также могут быть герметизированы основным уплотнением.
[000110] Обычно стараются избегать физического перекрытия металлической дистанционной рамки шинами во избежание короткого замыкания между ними. То есть обычно между дистанционной рамкой и шиной присутствует вяжущее вещество, но так как при формировании стеклопакета его сжимают, существует вероятность короткого замыкания между дистанционной рамкой и шинами. Поэтому дистанционную рамку и шины формируют так, чтобы они не перекрывались. Такое расположении со смещением сокращает видимую область э/х окна. Это не позволяет достичь желаемой цели обеспечить максимальную видимую область э/х окна. Одним из путей решения данной проблемы является применение изолирующей дистанционной рамки, например, дистанционной рамки из полимерного материала (вспененный или невспененный пластик), либо нанесение покрытия на металлическую дистанционную рамку, по меньшей мере на поверхность, обращенную к шинам, с помощью электроизоляционного материала так, чтобы это покрытие являлось промежуточным изолятором между шиной и дистанционной рамкой. Такие дистанционные рамки с нанесенным покрытием описаны в заявке на патент США, №13/312057, зарегистрированной 6 декабря 2011 года под заглавием «SPACERS FOR INSULATED GLASS UNITS», которая включена в настоящий документ посредством ссылки. Дистанционные рамки, описанные в заявке №13/312057, рассматриваются как подходящие для описанных в данном документе вариантов реализации изобретения, поэтому один вариант реализации изобретения представляет собой любой вариант реализации изобретения, представленный в данном документе, в котором описывается дистанционная рамка, причем дистанционной рамкой является дистанционная рамка, рассмотренная в заявке №13/312057.
[000111] Таким образом, с применением соответствующей изоляционной защиты, дистанционная рамка может быть расположена над шиной во избежание короткого замыкания, а также сохранить ценность недвижимости, в которой устанавливается ЭХУ путем сокрытия шин из видимой области э/х окна. Дистанционная рамка может быть расположена таким образом, чтобы скрывать линии скрайбирования, как проиллюстрировано на Фиг. 10. Фиг. 10 иллюстрирует стеклопакет с ЭХУ в состоянии низкого светопропускания (тонировка), в случае, когда дистанционная рамка располагается не над линиями скрайбирования; см. стеклопакет слева на Фиг. 10. Для сравнения приводится стеклопакет, в котором дистанционная рамка расположена так, чтобы скрывать линии скрайбирования; см. стеклопакет справа на Фиг. 10. Очевидно, что видимые линии скрайбирования в затемненном окне смущают пользователя из-за сильного контраста между ними и темным фоном тонированного окна. Скрытые линии скрайбирования визуально не вызывают смущения, так как они скрыты от взора. Одним из вариантов реализации изобретения является стеклопакет, содержащий по меньшей мере одно э/х стекло с одной или большим количеством линий скрайбирования, а остальные линии скрайбирования сокрыты дистанционной рамкой стеклопакета. В одном варианте реализации дистанционная рамка сделана из полимерного материала, например, вспененного или невспененного вещества. В одном варианте реализации дистанционная рамка изготовлена из металла. В другом варианте реализации на металлическую дистанционную рамку нанесено изоляционное покрытие по меньшей мере со стороны, обращенной к шинам. У этой конфигурации есть еще и другие преимущества помимо сокрытия линий надреза; более подробно они описываются ниже.
[000112] В данном случае рассматриваются различные варианты реализации компоновок стеклопакетов, когда стеклопакет содержит по меньшей мере одно ЭХУ на стекле, в частности, относительную ориентацию и особые отношения между оконным стеклами стеклопакета, дистанционной рамкой, ЭХУ, любыми линиями скрайбирования в устройстве, шинами, основным уплотнением и дополнительным уплотнением. Описанные компоновки стеклопакетов обеспечивают максимальную зону обозрения э/х окна, при этом спрятаны шины и любые линии скрайбирования ЭХУ, которые в противном случае сильно бы контрастировали по сравнению с тонированным э/х стеклом. Кроме того, эти варианты реализации защищают кромку ЭХУ от воздействия атмосферы при помощи основного уплотнения стеклопакета. Эти варианты реализации изобретения более подробно описаны ниже и приведены на Фиг. 11.
[000113] Обычные стеклопакеты, содержащие ЭХУ на прозрачной подложке, компонуются одним из двух способов в зависимости от ЭХУ. В первой компоновке ЭХУ охватывает всю площадь подложки, а дистанционная рамка стеклопакета располагается на ЭХУ. При такой компоновке возможно влияние атмосферы на кромки ЭХУ, так как ЭХУ охватывает основное и дополнительное уплотнение. Если не принять дополнительных мер по защите внешнего периметра ЭХУ от влаги и атмосферы, например, обеспечив, чтобы часть дополнительного уплотнения или прилегающего ламинирующего вяжущего вещества покрыла кромку ЭХУ, то ЭХУ может разрушиться спустя некоторое время. В частности, такая компоновка допускает попадание и прохождение воды через слои устройства в случае нарушения герметичности внутреннего пространства стеклопакета и подвергание риску видимой области устройства. Во второй компоновке устройство выполнено с возможностью того, чтобы его область постоянно находилась внутри внутреннего периметра основного уплотнения, т.е. для герметичного крепления к стеклу применяется дистанционная рамка и связующее вещество. То есть ЭХУ не располагается под дистанционной рамкой, а находится внутри периметра дистанционной рамки. Другими словами, влаге необходимо сначала преодолеть дополнительное уплотнение и все основное уплотнение, прежде чем она сможет добраться до ЭХУ внутри стеклопакета. Несмотря на то, что такая компоновка обеспечивает лучшую защиту ЭХУ по сравнению с первой компоновкой, она уменьшает зону ЭХУ в обозреваемой области э/х окна. Единой причиной разработки обеих компоновок (помимо прохождения воды в первой компоновке, которая устранена во второй) является шина. По ряду причин желательно применять металлическую дистанционную рамку стеклопакета. Как описано выше, обычные металлические дистанционные рамки могут вызывать замыкание с шинами, и поэтому шины располагаются либо сбоку основного уплотнения, т.е. в области дополнительного уплотнения, либо в объеме стеклопакета.
[000114] В вариантах реализации изобретения, описанных ниже, шина и любые линии скрайбирования сокрыты основным уплотнением, например, они расположены между дистанционной рамкой и световой поверхностью стекла так, чтобы их не было видно для пользователя э/х окна. Кромка ЭХУ защищена непосредственно основным уплотнением, шины и линии скрайбирования не видимы для конечного пользователя, и видимая область ЭХУ имеет максимальные размеры. В других вариантах реализации изобретения выполняется снятие кромки, а затем ЭХУ герметизируется при помощи герметизирующего состава слоя, т.е. клей слоя э/х подложки с другим оконным стеклом защищают ЭХУ, включая кромочную часть, где при снятии кромки кромка остается незащищенной. Одним из вариантов реализации изобретения является способ обработки ЭХУ, включающий: 1) удаление ЭХУ из краевой области подложки при помощи электромагнитного излучения, как описано в этом документе; и 2) герметизацию наружной кромки ЭХУ основным уплотнением стеклопакета или области уплотнения слоя. Размеры краевой области (снятой кромки) описаны в этом документе. В одном варианте реализации ЭХУ не имеет линий скрайбирования, а только снятие кромки и обнажение контакта шины. В другом варианте реализации ЭХУ имеет только одну линию скрайбирования, например линию скрайбирования 920, проиллюстрированную на Фиг. 9А.
[000115] В некоторых вариантах реализации стеклопакет может оснащаться капиллярными воздухоотводными трубками, например, при размещении стеклопакета на большой высоте, и изменения давления могут сделать необходимым способность стеклопакета выравнивать давление. При использовании таких капилляров принимаются меры по обеспечению того, чтобы при обмене газами не допускать попадание влаги в стеклопакет, например, применяется десикант или устройство осушения газа, попадающего в стеклопакет через капилляр.
[000116] На Фиг. 11 проиллюстрирована часть поперечного сечения стеклопакета 1100, в частности, часть стеклопакета 1100 рядом с кромкой стеклопакета и включая ее. Стеклопакет 1100 содержит две стеклянные подложки (световые поверхности окон), практически параллельные друг другу (см. нижнюю часть Фиг. 2В и соответствующее описание по основным аспектам изготовления стеклопакета). В этом примере нижняя световая поверхность окна содержит ЭХУ 1110, часто именуемое э/х покрытием. Обычно толщина э/х покрытия составляет порядка от менее одного микрона до нескольких микрон, так что данная фигура выполнена не в масштабе, т.е. поперечное сечение покрытия было бы неразличимо в таком масштабе (также могут присутствовать линии скрайбирования, например, рядом с шиной, но они не проиллюстрированы). Между световыми поверхностями окон находится дистанционная рамка 1120, которая в данном примере является металлической. Между дистанционной рамкой 1120 и световыми поверхностями окон находится основное уплотнение 1130, например, полиизобутилен или иной подходящий клей. Эта конструкция относится к основному уплотнению стеклопакета, она служит для герметизации внутреннего пространства 1150 стеклопакета от атмосферы, и обычно внутреннее пространство заполнено инертным газом, например, аргоном. По периметру основного уплотнения и между световыми поверхностями окон находится герметик 1160, который образует дополнительное уплотнение стеклопакета. На э/х покрытии 1110, между дистанционной рамкой 1120 и нижней световой поверхностью окна, находится шина 1170. Шина 1170 также может располагаться на оголенном контакте шины. Ширина шины может быть от около 1 мм до около 5 мм, обычно около 3 мм. В этом примере дистанционная рамка 1120 покрыта изоляционным материалом по меньшей мере со стороны шины 1170 во избежание непреднамеренного короткого замыкания между металлической дистанционной рамкой и шиной. В одном варианте реализации шина 1170 перекрывает кромку ЭХУ практически по всей или по всей длине ЭХУ. То есть шина располагается частично на устройстве и/или области оголенного контакта шины (проникающего или непроникающего типа), а другая часть шины по длине располагается вне устройства и/или оголенного контакта шины. Не желая вдаваться в теорию, полагают, что такая компоновка может помочь избежать тонирования под дистанционной рамкой во время работы из-за возникновения короткого замыкания в устройстве в этой области. Как вариант, дистанционная рамка 1120 может быть изготовлена из полимерного материала, либо изоляционный материал может быть нанесен на шину во избежание возникновения короткого замыкания между дистанционной рамкой и шиной. Также подойдет металлическая дистанционная рамка с каналом для размещения шины.
[000117] Расстояния С, D, Е, F и G определяют некоторые особенности конфигурации вариантов реализации стеклопакета для максимизации видимой области и одновременно защиты кромки ЭХУ от окружающей среды в основном уплотнении. Одним из таких вариантов реализации изобретения является стеклопакет, включающий по меньшей мере один из параметров С, D, Е, F и G, как будет описано ниже. В одном варианте реализации стеклопакет имеет конфигурацию, которая включает все параметры С, D, Е, F и G, как будет описано ниже.
[000118] Параметр С определяет расстояние между внутренними поверхностями стекол в стеклопакете. Параметр С обычно замеряется, т.к. стекла в стеклопакете могут быть различной толщины, таким образом параметр С будет неизменным даже при различной толщине стекол. Параметр С составляет от около 6 мм до около 30 мм, от около 10 мм до около 20 мм или от около 12 мм до около 13 мм. Параметр С также является мерой высоты основного уплотнения и вспомогательного уплотнения. Длины основного уплотнения и вспомогательного уплотнения будут зависеть от размеров стеклопакета, т.к. каждое из этих уплотнений занимает область по внутреннему периметру стекол в стеклопакете.
[000119] Ширина основного уплотнения колеблется в пределах ±2 мм, ширина D дистанционной рамки 1120 может несколько колебаться вследствие выдавливания герметика 1130 между дистанционной рамкой и стеклом при изготовлении стеклопакета (колебание в сторону уменьшения возможно вследствие отсутствия расширения некоторых герметиков в ширину дистанционной рамки). В одном варианте реализации изобретения ширина дистанционной рамки составляет от около 5 мм до около 15 мм. В другом варианте реализации изобретения ширина дистанционной рамки составляет от около 5 мм до около 10 мм, а в еще одном варианте реализации изобретения - от около 7 мм до около 8 мм.
[000120] Расстояние Е определяет ширину вспомогательного уплотнения. В одном варианте реализации изобретения ширина вторичного уплотнения составляет от около 2 мм до около 15 мм, в другом варианте реализации изобретения - от около 3 мм до около 10 мм, а в еще одном варианте реализации изобретения - от около 4 мм до около 8 мм. Ширина вторичного уплотнения может задаваться независимо от других параметров, рассмотренных в отношении Фиг. 11, либо может задаваться, к примеру, как образец для выбора параметров D, F и G. Параметры F и G рассмотрены ниже.
[000121] Расстояние F - это расстояние между внутренним краем дистанционной рамки и внутренним краем токопроводящей шины или риски. Данное расстояние - это мера того, насколько токопроводящая шина или риска «отодвинуты назад» от внутреннего края дистанционной рамки, чтобы скрыть токопроводящую шину и/или риску с видимой области э/х покрытия. В одном варианте реализации изобретения данное расстояние составляет от около 1 мм до около 5 мм, в другом варианте реализации изобретения - от около 2 мм до около 3 мм, а в еще одном варианте реализации изобретения - около 2 мм. Данное расстояние может различаться между сторонами стеклопакета, т.к. в рассмотренных вариантах реализации изобретения дистанционная рамка выполнена с возможностью сокрытия этих элементов; и данные элементы не должны иметь симметричные размеры по отношению к дистанционной рамке, единственное: дистанционная рамка должна их скрывать. Другими словами, данное расстояние для определенного элемента (линии скрайбирования или токопроводящей шины) может быть различным на различных сторонах стеклопакета. На Фигуре 11 проиллюстрировано, что кромка ЭХУ 1110 защищена основным уплотнением. Данное расстояние позволяет скрыть любую токопроводящую шину или линию скрайбирования и обеспечивает защиту кромки ЭХУ основным уплотнением.
[000122] В одном варианте реализации изобретения основное уплотнение состоит из двух частей. Например, часть основного уплотнения, которая защищает кромку ЭХУ, является полимерным адгезивным уплотнением, как проиллюстрировано на фигуре, а внешняя часть уплотнения, ближе к внешней стороне дистанционной рамки, где дистанционная рамка располагается на области зачистки кромок, представляет собой уплотнение диффузионного типа, в котором металлическая дистанционная рамка и стекло соединены диффузией на этой части дистанционной рамки.
[000123] Расстояние G - это расстояние вышеописанной зачистки кромок. Это ширина области по периметру ЭХУ, которая удаляется, чтобы обнажить стекло и/или диффузионный барьер. Как рассмотрено выше, в одном варианте реализации изобретения ширина области по периметру составляет от около 1 мм до около 20 мм, в другом варианте реализации изобретения - от около. 5 мм до около 15 мм, а в еще одном варианте реализации изобретения - от около 8 мм до около 10 мм. В одном варианте реализации изобретения поверхность стекла обнажается, т.е. в процессе зачистки кромок с поверхности удаляется ЭХУ и любой диффузионный барьер. В одном варианте реализации изобретения зачистка кромок также выполняется для снятия от около 0,5 микрона (мкм) до около 3 мкм подложки стекла, например, чтобы обеспечить полное удаление ЭХУ и диффузионного барьера (что обусловливает колебания толщины и деформации подложки). В одном варианте реализации изобретения зачистка кромок также выполняется для снятия от около 1 мкм до около 2 мкм подложки стекла. В другом варианте реализации изобретения зачистка кромок также выполняется для снятия около 1,5 мкм подложки стекла.
[000124] Одним вариантом реализации изобретения является стеклопакет, в котором С составляет от около 12 мм до около 13 мм, D составляет от около 7 мм до около 8 мм, Е составляет от около 4 мм до около 8 мм, F составляет от около 2 мм до около 3 мм, a G составляет от около 8 мм до около 10 мм. В одном варианте реализации изобретения стеклопакет содержит два стекла, толщина каждого из которых, независимо друг от друга, составляет от около 3 мм до около 6 мм. В одном варианте реализации изобретения толщина обоих стекол стеклопакета является одинаковой. В другом варианте реализации изобретения толщина стекол стеклопакета не различается более чем на 1 мм.
[000125] Несмотря на то что данное изобретение было подробно описано выше в целях облегчения его понимания, рассмотренные варианты реализации следует считать иллюстративными, а не ограничительными. Специалистам в данной области техники будет вполне понятно, что возможны некоторые изменения и модификации в пределах объема прилагаемой формулы изобретения.
Реферат
Предложен способ обработки электрохромного устройства (ЭХУ). Он включает следующие операции. Удаление указанного ЭХУ с краевой области подложки посредством электромагнитного излучения, причем ширина указанной краевой области составляет от около 1 мм до около 20 мм. При этом ЭХУ является тонированным до кромки по периметру ЭХУ. Герметизирование кромки по периметру указанного ЭХУ между дистанционной рамкой и подложкой стеклопакета слоем герметизирующего состава. Также предложено встроенное в стеклопакет покрытие электрохромного устройства на прозрачной подложке. При этом покрытие электрохромного устройства имеет зачистку кромок и открытую контактную поверхность шины и изоляционные линии скрайбирования. При этом покрытие электрохромного устройства является тонированным до его кромки по периметру. Также предложен способ изготовления электрохромного устройства (ЭХУ). Он содержит следующие этапы. Нанесение на подложку указанного ЭХУ без разметки ЭХУ либо с использованием лишь одной практически прямой линии скрайбирования для разметки указанного ЭХУ. Зачистка кромок по периметру подложки, причем ширина участка периметра удаленной кромки указанного ЭХУ составляет от около 5 мм до около 15 мм. Снятие части указанного ЭХУ вдоль одной кромки для образования открытой контактной поверхности шины, чтобы обнажить нижний проводящий слой. Также предложен стеклопакет, содержащий описанное выше электрохромное устройство. 4 н. и 39 з.п. ф-лы, 25 ил.
Комментарии