Способ производства текстурированного листа из электротехнической стали и первично-рекристаллизованный стальной лист для производства текстурированного листа из электротехнической стали - RU2617308C2
Код документа: RU2617308C2
Чертежи
Описание
Область техники, к которой относится изобретение
Объектом настоящего изобретения является способ производства текстурированного листа из электротехнической стали, обладающей отличными магнитными свойствами, обеспечивающими возможность получения текстурированного листа из электротехнической стали с отличными магнитными характеристиками при низких затратах, и первично-рекристаллизованный стальной лист, пригодный для производства такого текстурированного листа из электротехнической стали.
Уровень техники
Текстурированный лист из электротехнической стали представляет собой магнитно-мягкий материал, используемый для производства сердечников трансформаторов, генераторов и т.п., имеющий такую кристаллическую микроструктуру, при которой направление <001>, являющееся осью легкого намагничивания железа, практически совпадает с направлением прокатки стального листа. Такая микроструктура образуется в результате вторичной рекристаллизации, при которой рост крупных зародышей кристаллов с ориентацией (110)[001] или так называемой ориентацией Госса происходит, предпочтительно, во время вторичной рекристаллизации при отжиге в процессе производства текстурированного листа из электротехнической стали.
Обычно текстурированный лист из электротехнической стали производят путем нагрева сляба, содержащего около 4,5 мас. % или менее Si и ингибирующих компонентов, таких как MnS, MnSe и AlN, до температуры 1300°C или выше, с последующим одновременным растворением ингибирующих компонентов, после чего сляб подвергают горячей прокатке для получения горячекатаного стального листа. Затем данный стальной лист при необходимости подвергают отжигу в зоне горячих состояний с последующей однократной или двухкратной холодной прокаткой с промежуточным отжигом между этими прокатками, пока не будет получена требуемая толщина листа. После этого стальной лист подвергают первичному рекристаллизационному отжигу во влажной водородной атмосфере с целью рекристаллизации и обезуглероживания. Затем на поверхность листа наносят отжиговый сепаратор, состоящий, в основном, из окиси магния (MgO), и производят конечный отжиг при температуре 1200°C в течение приблизительно 5 часов для вторичной рекристаллизации и удаления ингибирующих компонентов (см., например, US 1965559 A (PTL 1), JPS 4015644 B (PTL 2) и JPS 5113469 B (PTL 3)).
Как указывалось ранее, при традиционной технологии производства текстурированного листа из электротехнической стали, сляб содержит выделения, такие как MnS, MnSe, и выделения AlN (ингибирующие компоненты); сляб затем нагревают до высокой температуры, превышающей 1300°C, чтобы однократно растворить данные ингибирующие компоненты, и в ходе дальнейшего производственного процесса данные ингибирующие компоненты выделяются, вызывая вторичную рекристаллизацию. Как было указано выше, поскольку при традиционной технологии производства текстурированного листа из электротехнической стали необходимо производить нагревание сляба до высокой температуры выше 1300°C, неизбежны высокие производственные затраты, и, соответственно, в последнее время все чаще и чаще возникают требования по снижению этих производственных затрат.
С целью решения вышеуказанной проблемы, например, в JP 2782086 B (PTL 4) предлагается способ, заключающийся в использовании сляба, содержащего от 0,010% до 0,060% кислоторастворимого Al (sol. AL), нагреве сляба при низкой температуре и азотировании в соответствующей азотирующей атмосфере в процессе декарбонизационного отжига для использования выделяющихся (Al,Si)N в качестве ингибиторов в ходе вторичной рекристаллизации. (Al,Si)N мелко диспергируется в стали и служит эффективным ингибитором. Однако поскольку концентрация ингибитора определяется содержанием Al, имели место случаи, когда достаточный эффект замедления роста кристаллов было невозможно получить, если точность дозировки Al в процессе производства стали являлась недостаточной. Было предложено много способов, аналогичных описанному выше, при которых азотирующая обработка производится на промежуточных этапах производственного процесса, и в качестве ингибитора используется (Al,Si)N или AlN, и в последнее время появились также методы, при которых температура нагревания сляба превышает 1300°C.
С другой стороны, производились также исследования таких способов, при которых вторичная рекристаллизация осуществляется в слябе, изначально не содержащем ингибирующих компонентов. Например, в документе JP 2000129356 A (PTL 5) раскрывается способ обеспечения вторичной рекристаллизации без применения ингибирующих компонентов (так называемый безингибиторный способ). Данный безингибиторный способ представляет собой способ, в котором используется высокорафинированная сталь, а вторичная рекристаллизация осуществляется посредством контроля текстуры стали.
При данном безингибиторном способе нагрев сляба до высокой температуры не требуется, в результате чего затраты при производстве текстурированного листа из электротехнической стали могут быть снижены. Однако данный способ отличается тем, что, вследствие отсутствия ингибитора, магнитные свойства продукта, скорее всего, будут изменяться при изменении температуры и т.п., в ходе промежуточных этапов производства. Управление текстурированием является важным условием данного способа, и, соответственно, было предложено много способов управления текстурированием, например, теплая прокатка. Однако при недостаточном контроле текстурирования степень совпадения направления роста кристаллов с ориентацией Госса (ориентацией (110)[001]) после вторичной рекристаллизации, является более низкой по сравнению со способами, при которых используются ингибиторы, что приводит к более низкой плотности магнитного потока.
Список цитированных источников
Патентная документация
PTL 1: US 1965559 A
PTL 2: JPS 4015644 B
PTL 3: JPS 5113469 B
PTL 4: JP 2782086 B
PTL 5: JP 2000129356 A
Как упоминалось выше, существующие на данный момент безингибиторные способы производства текстурированного листа из электротехнической стали не всегда обеспечивают легкое получение стабильных хороших магнитных характеристик.
Посредством использования компонентов с содержанием Al менее 100 ч./млн, эквивалентному безингибиторным компонентам, избегая необходимости нагрева сляба до высоких температур, и за счет проведения азотирования с целью выделения нитрида кремния (Si3N4) вместо AlN, и путем ингибирования нормального роста кристаллов с помощью нитрида кремния настоящее изобретение обеспечивает значительное уменьшение изменения магнитных свойств до промышленно-применимого стабильного уровня с целью производства текстурированного листа из электротехнической стали с хорошими магнитными свойствами.
Краткое изложение сущности изобретения
Для получения текстурированного листа из электротехнической стали с уменьшенным изменением магнитных свойств при снижении температуры нагрева сляба, авторы настоящего изобретения использовали безингибиторный способ для получения первичной рекристаллизованной текстуры, выделения нитрида кремния в данной текстуре путем азотирования на промежуточном этапе производства, и провели исследование использования нитрида кремния в качества ингибитора.
Авторами настоящего изобретения был сделан вывод, что при возможности выделения кремния, содержание которого в текстурированном листе из электротехнической стали составляет несколько %, в виде нитрида кремния, чтобы его можно было использовать в качестве ингибитора, эффект замедления роста кристаллов будет таким же, независимо от количества других нитридообразующих элементов (Al, Ti, Cr, V и т.д.), путем контроля степени азотирования при азотирующей обработке.
С другой стороны, в отличие от (Al,Si)N, в котором Si растворен в AlN, чистый нитрид кремния плохо согласуется с кристаллической решеткой стали, и имеет сложную кристаллическую структуру с ковалентными связями. Соответственно, известно, что точное осаждение чистого нитрида кремния в кристаллах является крайне трудной задачей. По этой причине следует, что было бы трудно произвести осаждение точного количества нитрида кремния в кристаллах после азотирования по стандартной технологии.
Однако изобретателями было обнаружено, что за счет использования данной особенности, можно производить селективное осаждение нитрида кремния на границах зерен. Кроме того, изобретатели полагали, что при возможности селективного выделения нитрида кремния на границах зерен, достаточный эффект замедления роста кристаллов будет получен даже при наличии крупнозернистых осадков.
На основании указанных выше принципов, авторы изобретения провели интенсивные исследования, начиная от химического состава материала, и заканчивая увеличением содержания азота после азотирующей обработки, условиями термообработки для формирования нитрида кремния путем диффундирования азота по границам зерен, и т.д. В результате, авторами настоящего изобретения был получен новый способ использования нитрида кремния, что и является объектом изобретения.
В частности, отличительные признаки настоящего изобретения заключаются в следующем.
1. Способ производства текстурированного листа из электротехнической стали, в котором:
проводят горячую прокатку стального сляба с целью получения горячекатаного стального листа без повторного отжига или после повторного отжига; причем состав сляба содержит, мас. % или ч./млн по массе, C: 0,08% или менее, Si: от 2,0% до 4,5%, Mn: 0,5% или менее, S: менее 50 ч./млн, Se: менее 50 ч./млн, O: менее 50 ч./млн, sol. Al: менее 100 ч./млн, N: 80 ч./млн или менее, остальное Fe и случайные примеси, состав сляба удовлетворяет следующему условию: sol. Al (ч./млн) - N (ч./млн) × (26,98/14,00) ≤ 30 ч./млн;
затем производят отжиг и прокатку горячекатаного листа для получения холоднокатаного листа требуемой толщины;
затем производят азотирование холоднокатаного листа, в котором увеличение содержания азота (ΔN) до, во время и после первичного рекристаллизационного отжига определяется приведенными ниже формулами (1) или (2);
затем производят нанесение отжигового сепаратора на холоднокатаный лист; и
холоднокатаный лист подвергают вторичному рекристаллизационному отжигу:
если sol. Al - N × (26,98/14,00) ≤ 0,
то

или
если 0 < sol. Al - N × (26,98/14,00) ≤ 30,
то

2. Способ производства текстурированного листа из электротехнической стали, в котором:
проводят горячую прокатку стального сляба для получения горячекатаного стального листа без повторного отжига или после повторного отжига; причем состав сляба содержит, мас. % или ч./млн по массе, C: 0,08% или менее, Si: от 2,0% до 4,5%, Mn: 0,5% или менее, S: менее 50 ч./млн, Se: менее 50 ч./млн, O: менее 50 ч./млн, sol. Al: менее 100 ч./млн, N: 80 ч./млн или менее, остальное Fe и случайные примеси, и состав сляба удовлетворяет следующему условию: sol. Al (ч./млн) - N (ч./млн) × (26,98/14,00) ≤ 30 ч./млн;
затем производят отжиг и прокатку горячекатаного листа для получения холоднокатаного листа требуемой толщины;
затем производят азотирование холоднокатаного листа, в котором увеличение содержания азота (ΔN) до, во время и после первичного рекристаллизационного отжига определяется приведенными ниже формулами (1) или (2);
затем производят нанесение отжигового сепаратора на холоднокатаный лист; и
создают возможность диффузии N в стальную подложку во время или после первичного рекристаллизационного отжига и перед началом вторичной рекристаллизации, для выделения частиц нитрида кремния размером 100 нм или более, не содержащих Al, для использования в качестве ингибитора нормального роста зерен:
если sol. Al - N ×(26,98/14,00) ≤ 0,
то
или
если 0 < sol. Al - N×(26,98/14,00) ≤ 30,
то

3. Способ производства текстурированного листа из электротехнической стали по п. 1 или 2, отличающийся тем, что состав стального сляба содержит, мас.%, один или несколько из указанной ниже группы элементов: Ni: от 0,005% до 1,50%, Sn: от 0,01% до 0,50%, Sb: от 0,005% до 0,50%, Cu: от 0,01% до 0,50%, Cr: от 0,01% до 1,50%, P: от 0,0050% до 0,50%, Мо: от 0,01% до 0,50% и Nb: от 0,0005% до 0,0100%.
4. Первично-рекристаллизованный стальной лист для производства текстурированного листа из электротехнической стали, состав которого содержит, мас. % или ч./млн по массе: C: 0,08% или менее, Si: от 2,0% до 4,5% и Mn: 0,5% или менее, S, Se и O менее 50 ч./млн каждого, sol. Al: менее 100 ч./млн, N: от 50 ч./млн или более до 1080 ч./млн или менее, остальное Fe и случайные примеси.
5. Первично-рекристаллизованный стальной лист для производства текстурированного листа из электротехнической стали по п. 4, отличающийся тем, что состав первично-рекристаллизованного листа дополнительно содержит, мас. %, один или несколько из указанных ниже элементов: Ni: от 0,005% до 1,50%, Sn: от 0,01% до 0,50%, Sb: от 0,005% до 0,50%, Cu: от 0,01% до 0,50%, Cr: от 0,01% до 1,50%, P: от 0,0050% до 0,50%, Mo: от 0,01% до 0,50% и Nb: от 0,0005% до 0,0100%.
Настоящее изобретение обеспечивает возможность промышленно-стабильного производства текстурированного листа из электротехнической стали с хорошими магнитными свойствами со значительно уменьшенной степенью изменения этих свойств, без необходимости высокотемпературной термической обработки сляба.
Кроме того, в настоящем изобретении используется чистый нитрид кремния, который не выделяется в смеси с Al, и, таким образом, очистку стали можно легко осуществлять просто путем удаления только азота, который диффундирует относительно быстро.
Кроме того, при использовании Al или Ti в качестве выделений при стандартной технологии очистки, необходим контроль на уровне ч./млн для получения желаемой степени очистки и гарантии действия ингибитора. Однако при использовании Si в качестве выделений на промежуточных этапах производства стали, такой контроль не является необходимым.
Краткое описание чертежей
Ниже приводится подробное описание настоящего изобретения со ссылками на прилагаемые чертежи, на которых:
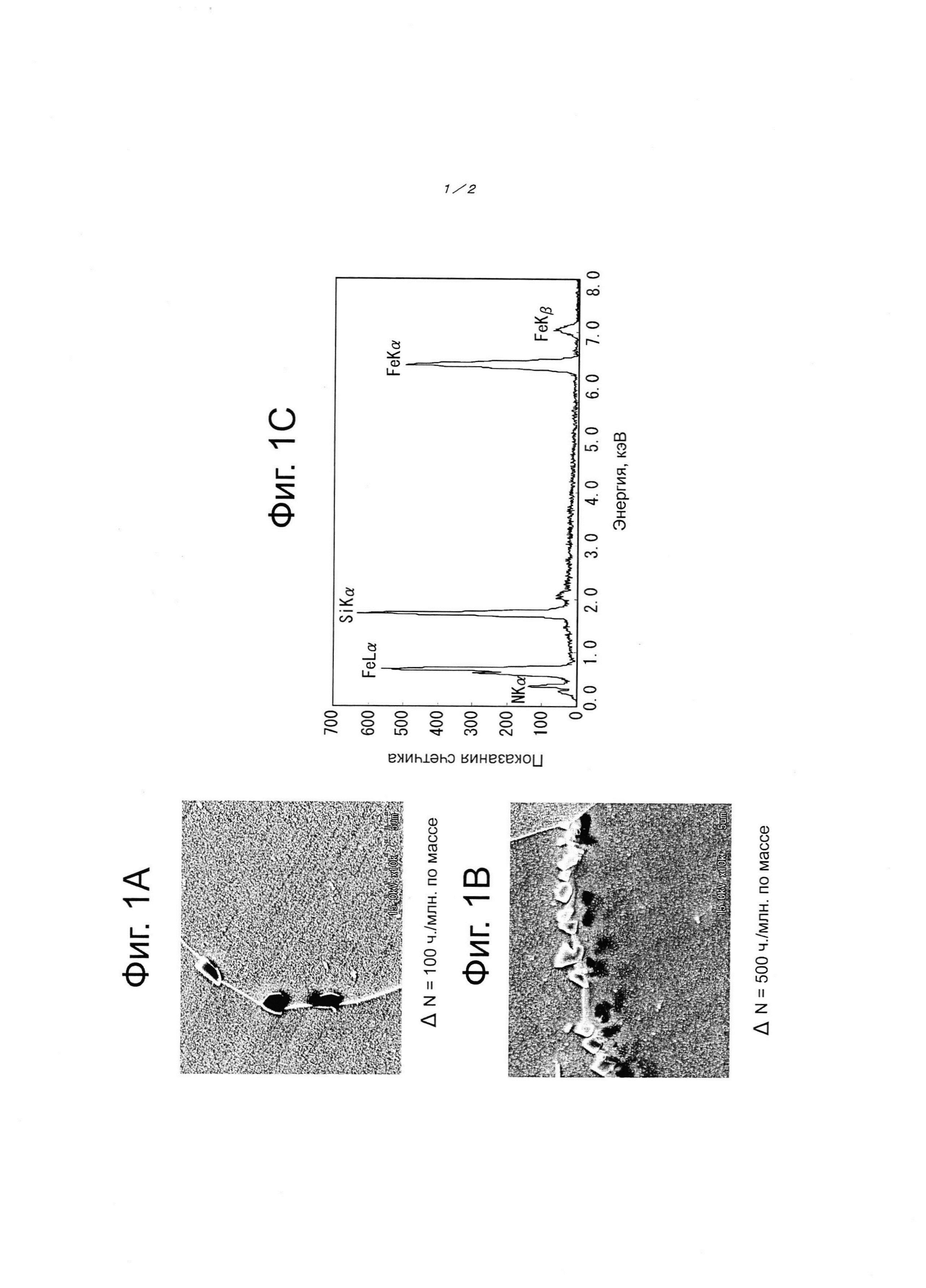
фиг. 1 - полученные с помощью электронного микроскопа фотографии микроструктуры, подвергнутой декарбонизационному отжигу с последующей азотирующей обработкой, обеспечивающей увеличение содержания азота от 100 ч./млн (фиг. 1а) до 500 ч./млн (фиг. 1b), впоследствии нагретой до температуры 800°C с постоянной скоростью нагрева, а затем немедленно подвергнутой водяному охлаждению, а также график (фиг. 1c), демонстрирующий результаты идентификации выделений в вышеупомянутой микроструктуре, полученные с помощью энергодисперсионной рентгеновской спектрометрии (ЭДС); и
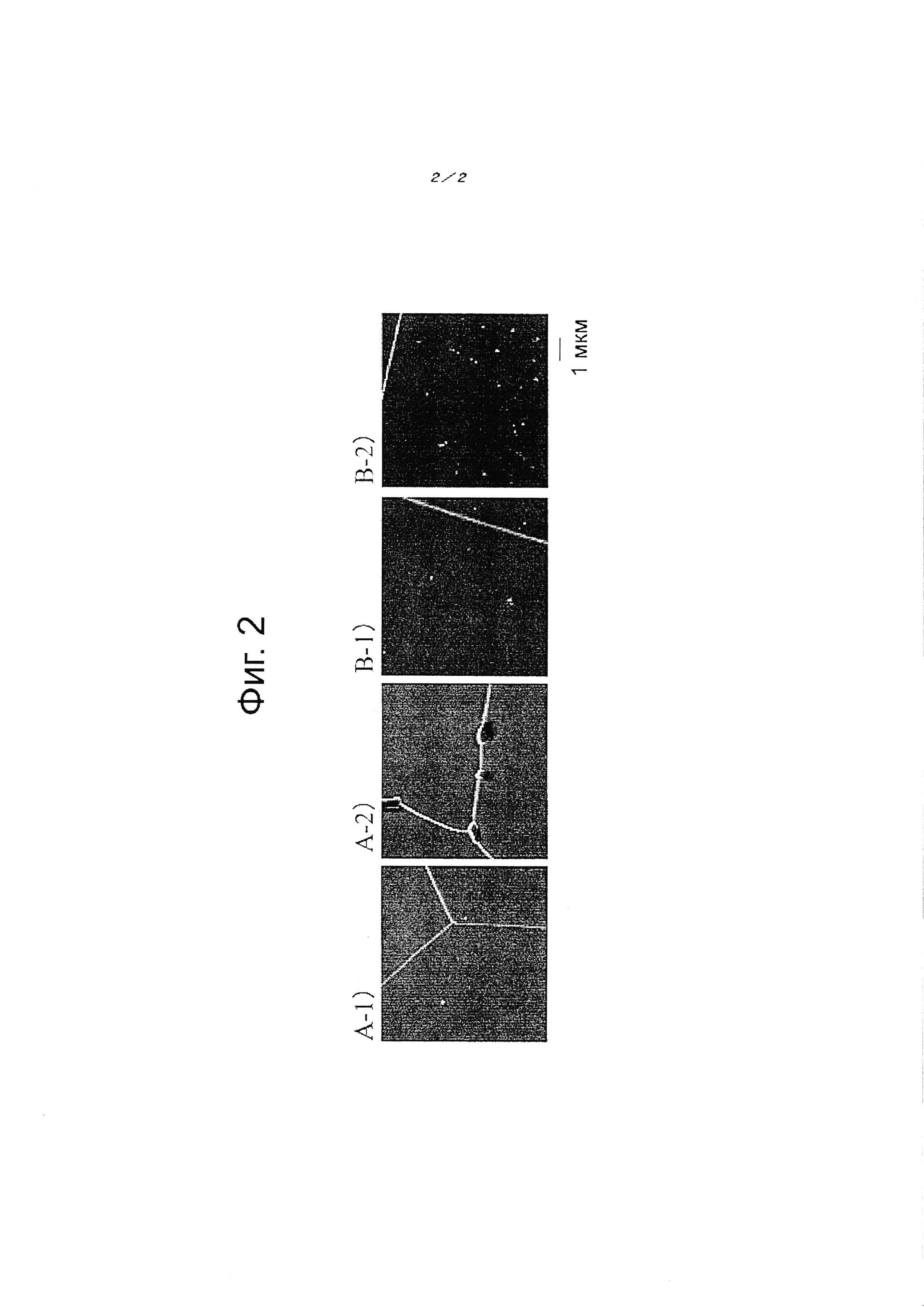
фиг. 2 - полученные с помощью электронного микроскопа фотографии стальных слитков A, B (A-1, B-1) после азотирования и термообработки (A-2, B-2).
Подробное описание изобретения
Ниже приводится подробное описание настоящего изобретения.
Сначала следует объяснение причин ограничения содержания различных веществ в химическом составе стального сляба в вышеуказанных диапазонах. Если прямо не оговорено иное, под единицами измерения “%” и “ч./млн” подразумеваются соответственно “мас. %” и “ч./млн по массе”.
C: 0,08% или менее
С является полезным элементом в плане улучшения первичной рекристаллизованной структуры. Однако если его содержание превышает 0,08%, первичные рекристаллизованные структуры ухудшаются. Таким образом, содержание С ограничивается величиной 0,08% или менее. С точки зрения магнитных свойств, предпочтительный диапазон содержания С составляет от 0,01% до 0,06%. Если требуемый уровень магнитных свойств не очень высок, содержание С может составлять до 0,01% или менее в целях пропуска или упрощения декарбонизации в ходе первичного рекристаллизационного отжига.
Si: от 2,0% до 4,5%
Si является полезным элементом, который уменьшает потери в сердечнике за счет повышения электрического сопротивления. Однако если его содержание превышает 4,5%, это приводит к значительному ухудшению технологичности холодной прокатки, и поэтому содержание Si ограничивают величиной 4,5% или менее. С другой стороны, для того, чтобы Si мог работать как нитридообразующий элемент, его содержание должно составлять 2,0% или более. Далее, с точки зрения потерь в сердечнике, предпочтительный диапазон содержания Si должен составлять от 2,0% до 4,5%.
Mn: 0,5% или менее
Поскольку Mn улучшает обрабатываемость металла в горячем состоянии в процессе производства, его предпочтительное содержание составляет 0,01% или более. Однако если его содержание превышает 0,5%, первичные рекристаллизованные структуры ухудшаются, и происходит ухудшение магнитных свойств. Таким образом, содержание Mn ограничивается величиной 0,5% или менее.
S, Se и O: менее 50 ч./млн (для каждого из данных элементов)
Если содержание каждого из элементов S, Se и О становится равным 50 ч./млн или более, происходит затруднение вторичной рекристаллизации. Это происходит потому, что первичные рекристаллизованные структуры становятся неоднородными в результате воздействия крупнозернистых оксидов или MnS и MnSe, укрупнение которых происходит вследствие нагревания сляба. Таким образом, содержание каждого из этих элементов S, Se и O поддерживают равным менее 50 ч./млн. Содержание данных элементов также может составлять 0 ч./млн.
Sol. Al: менее 100 ч./млн
Al образует плотную оксидную пленку на поверхности стального листа, что может затруднить контроль степени азотирования при азотирующей обработке или помешать декарбонизации. Поэтому содержание Al ограничивают величиной менее 100 ч./млн в расчете на sol. Al. Однако Al, имеющий высокое химическое сродство к кислороду, может вызывать такие явления, как уменьшение количества растворенного кислорода в стали и уменьшение количества оксидных включений, что может приводить к ухудшению магнитных свойств при введении в очень малых количествах в процессе выплавки стали. Таким образом, для предотвращения ухудшения магнитных свойств стали, целесообразно вводить Al в количестве 10 ч./млн или более. Его содержание также может составлять 0 ч./млн.
N: 80 ч./млн или менее, и sol. Al (ч./млн) - N (ч./млн) × (26,98/14,00) ≤ 30 ч./млн
В настоящем изобретении, поскольку создание структуры производится безингибиторным способом, необходимо ограничивать содержание N величиной 80 ч./млн или менее. Если содержание N превышает 80 ч./млн, межзеренная сегрегация или образование малых количеств нитридов оказывает вредное влияние, ухудшая структуру. С другой стороны, поскольку N может стать причиной таких дефектов, как образование раковин при нагреве сляба содержание N необходимо уменьшать до 80 ч./млн или менее. Предпочтительное содержание N составляет 60 ч./млн или менее.
В настоящем изобретении простое ограничение содержания N величиной 80 ч./млн или менее является недостаточным, поскольку относительно содержания sol. Al, содержание N необходимо уменьшать еще меньше, чтобы оно отвечало условию: sol. Al (ч./млн) - N (ч./млн) × (26,98/14,00) ≤ 30 ч./млн.
Отличительным признаком настоящего изобретения является то, что выделение нитрида кремния осуществляется путем азотирования. Однако если Al остается в избыточном количестве, он часто выделяется в виде (Al,Si)N после азотирования, что препятствует выделению чистого нитрида кремния.
Однако при условии контроля содержания N относительно содержания sol. Al таким образом, чтобы соблюдалось условие: sol. Al - N × (26,98/14,00) ≤ 0, иными словами, если N содержится в стали в количестве, равном или больше количества, в котором N выделяется в виде AlN относительно количества Al, содержащегося в стали, можно обеспечить выделение Al в виде AlN перед азотированием. Таким образом, количество азота N, введенное в сталь посредством азотирования (ΔN), может быть использовано лишь для образования нитрида кремния. В настоящем описании параметр ΔN обозначает увеличение содержания азота в стали в результате азотирования.
С другой стороны, если величина sol. Al - N × (26,98/14,00) находится в диапазоне от 0 до 30 или менее, требуется большее увеличение содержания азота (ΔN) для формирования чистого нитрида кремния после азотирования.
Далее, если величина sol. Al - N × (26,98/14,00) превышает 30, влияние AlN и (Al,Si)N, которые в конечном итоге выделяются вследствие добавления N при азотировании, становится более явным, в результате чего значительно возрастает температура вторичной рекристаллизации, и вторичная рекристаллизация не происходит. Таким образом, значение sol. Al - N × (26,98/14,00) необходимо ограничивать величиной 30 ч./млн или менее.
Основными компонентами являются указанные выше. Согласно настоящему изобретению, указанные ниже компоненты также могут входить в состав стали в качестве компонентов, улучшающих магнитные свойства, что повышает надежность промышленного использования изобретения.
Ni: от 0,005% до 1,50%
Ni создает эффект улучшения магнитных свойств за счет повышения однородности текстуры горячекатаного листа, и для получения данного эффекта его предпочтительное содержание должно составлять 0,005% или более. С другой стороны, если содержание превышает 1,50%, затрудняется вторичная рекристаллизация, и магнитные свойства ухудшаются. Таким образом, предпочтительный диапазон содержания Ni составляет от 0,005% до 1,50%.
Sn: от 0,01% до 0,50%.
Sn является полезным элементом, который улучшает магнитные свойства, подавляя азотирование и окисление стального листа во время вторичного рекристаллизационного отжига, и облегчая вторичную рекристаллизацию кристаллических зерен с хорошей ориентацией кристаллов, и для получения данного эффекта, предпочтительная величина содержания данного элемента должна составлять 0,01% или более. С другой стороны, при содержании более 0,50%, технологичность холодной прокатки ухудшается. Таким образом, предпочтительный диапазон содержания Sn составляет от 0,01% до 0,50%.
Sb: от 0,005% до 0,50%.
Sb является полезным элементом, эффективно улучшающим магнитные свойства, подавляя азотирование и окисление стального листа во время вторичного рекристаллизационного отжига, и облегчая вторичную рекристаллизацию кристаллических зерен с хорошей ориентацией кристаллов, и для получения данного эффекта, предпочтительная величина содержания данного элемента должна составлять 0,005% или более. С другой стороны, при содержании более 0,5%, технологичность холодной прокатки ухудшается. Таким образом, предпочтительный диапазон содержания Sb составляет от 0,005% до 0,50%.
Cu: от 0,01% до 0,50%
Cu является полезным элементом, эффективно улучшающим магнитные свойства, подавляя окисление стального листа во время вторичного рекристаллизационного отжига, и облегчая вторичную рекристаллизацию кристаллических зерен с хорошей ориентацией кристаллов, и для получения данного эффекта, предпочтительная величина содержания данного элемента должна составлять 0,01% или более. С другой стороны, при содержании более 0,50%, ухудшается технологичность горячей прокатки. Таким образом, предпочтительный диапазон содержания Cu составляет от 0,01% до 0,50%.
Cr: от 0,01% до 1,50%
Cr обеспечивает эффект стабилизации образования форстеритовых пленок, и для получения данного эффекта, предпочтительно, должен содержаться в количестве 0,01% или более. С другой стороны, если содержание превышает 1,50%, затрудняется вторичная рекристаллизация, и магнитные свойства ухудшаются. Таким образом, предпочтительный диапазон содержания Cr составляет от 0,01% до 1,50%.
P: от 0,0050% до 0,50%
P создает эффект стабилизации образования форстеритовых пленок, и для получения данного эффекта, предпочтительно, должен содержаться в количестве 0,0050% или более. С другой стороны, при содержании Р более 0,50%, ухудшается технологичность холодной прокатки. Таким образом, предпочтительный диапазон содержания Р составляет от 0,0050% до 0,50%.
Мо: от 0,01% до 0,50%, Nb: от 0,0005% до 0,0100%
Как Мо, так и Nb создают эффект подавления образования плен после горячей прокатки, например, подавляя образование трещин вследствие изменения температуры при нагревании сляба. Однако при содержании Мо ниже 0,01% или более, и при содержании Nb ниже 0,0005% или более, эти элементы становятся менее эффективными в предотвращении образования плен. С другой стороны, если содержание Мо превышает 0,50%, и содержание Nb превышает 0,0100%, это приводит к увеличению потерь в сердечнике, если данные элементы остаются в конечном продукте, как, например, карбид или нитрид. Таким образом, содержание каждого из вышеупомянутых элементов должно находиться в вышеуказанных диапазонах.
Далее рассмотрен способ, предлагаемый настоящим изобретением.
Стальной сляб, содержание вышеназванных компонентов которого соответствует их предпочтительным диапазонам, подвергают горячей прокатке без повторного нагрева или после проведения повторного нагрева. При проведении повторного нагрева предпочтительная температура нагрева сляба составляет от 1000°С до 1300°С. Это обусловлено тем, что нагрев сляба до температур выше 1300°С является неэффективным с точки зрения настоящего изобретения, в котором в слябе содержится мало ингибиторов, и его нагревание приведет только к повышению затрат, а при нагревании сляба до температуры ниже 1000°С возрастает прокатная нагрузка, что затрудняет прокатку.
Затем при необходимости горячекатаный лист подвергают отжигу в зоне горячих состояний и последующей однократной, двухкратной или более холодной прокатке с проведением промежуточного отжига между данными прокатками, для получения холоднокатаного листа. Холодная прокатка может производиться при комнатной температуре. Как вариант, возможно проведение теплой прокатки, при которой сталь нагревают до температуры выше комнатной, например, приблизительно до 250°С.
После этого полученный холоднокатаный лист подвергают первичному рекристаллизационному отжигу.
Цель первичного рекристаллизационного отжига заключается в отжиге холоднокатаного листа с прокатанной микроструктурой до состояния первичной рекристаллизации, чтобы скорректировать размер первично-рекристаллизованных зерен и сделать его оптимальным для вторичной рекристаллизации. Для этого температуру первичного рекристаллизационного отжига желательно установить в диапазоне приблизительно от 800°C до менее 950°C. Кроме того, выбирая в качестве атмосферы первичного рекристаллизационного отжига влажную водородно-азотную газовую смесь или влажную водородно-аргонную газовую смесь, первичный рекристаллизационный отжиг можно совместить с декарбонизационным отжигом.
Кроме того, до, во время или после вышеуказанного первичного рекристаллизационного отжига выполняют азотирование. При условии, что степень азотирования контролируется, могут использоваться любые средства азотирования, и здесь нет никаких конкретных ограничений. Например, можно как делали ранее производить газовое азотирование непосредственно холоднокатаного рулона с использованием атмосферного аммиака NH3, или же можно выполнять непрерывное газовое азотирование перемещающейся холоднокатаной ленты. Кроме того, можно применять технологию азотирования в соляной ванне, которая обеспечивает более высокие возможности азотирования, чем технология газового азотирования. Предпочтительным способом азотирования в соляной ванне является азотирование в растворе, состоящем в основном из цианата.
Важным моментом вышеупомянутой азотирующей обработки является образование нитридного слоя на поверхности металла. С целью подавления диффузии в сталь азотирование предпочтительно производить при температуре 800°C или ниже, однако, путем сокращения продолжительности обработки (например, приблизительно до 30 секунд) можно обеспечить образование нитридного слоя только на поверхности стали, даже при проведении обработки при более высокой температуре.
В настоящем изобретении, увеличение содержания азота в стали в результате вышеупомянутого азотирования (“увеличение содержания азота” или “ΔN”)) может быть различным в зависимости от содержания N и содержания sol. Al перед обработкой.
Иными словами, если содержание N и содержание sol. Al удовлетворяет условию sol. Al - N × (26,98/14,00) ≤ 0, то можно позволить N выделяться в стали в виде AlN до азотирующей обработки, и, таким образом, увеличение содержания азота в результате азотирования будет использоваться только для образования нитрида кремния, не содержащего Al. В этом случае увеличение содержания азота (ΔN) в результате азотирования будет находиться в диапазоне, определяемом приведенной ниже формулой (1)
С другой стороны, если содержание N и содержание sol. Al отвечают условию 0 < sol. Al - N × (26,98/14,00) ≤ 30, то N, содержание которого увеличивается в результате азотирования, будет выделяться в виде (Al,Si)N с растворенными AlN или Si, которые являются более термодинамически устойчивыми, чем нитрид кремния. Следовательно, требуется большее количество азота для выделения соответствующего количества нитрида кремния. В частности, должно выполняться условие, описываемое приведенной ниже формулой (2).

Если увеличение содержания азота (ΔN) будет меньше нижних пределов, указанных в формулах (1) и (2), достаточный эффект получить невозможно, в то время как если оно будет превышать верхние пределы данных формул, нитрид кремния будет выделяться в избыточном количестве, и вторичная рекристаллизация не произойдет.
Далее, азотирование может производиться до первичного рекристаллизационного отжига, в процессе его проведения или после него. Однако AlN может частично растворяться в процессе отжига перед конечной холодной прокаткой, и в таком случае, происходит охлаждение стального листа в присутствии sol. Al. Таким образом, при выполнении азотирования перед первичным рекристаллизационным отжигом, процесс выделения в полученном стальном листе может отличаться от идеального в результате воздействия остаточного количества sol. Al. Принимая во внимание изложенное выше, можно сделать вывод, что процесс выделения можно контролировать более стабильно при условии, что азотирование будет производиться, предпочтительно, после нагревания в процессе первичного рекристаллизационного отжига, когда происходит выделение растворенного Al в виде AlN, а именно, во время первичного рекристаллизационного отжига или после него.
После вышеуказанного первичного рекристаллизационного отжига и азотирования стального листа производится нанесение отжигового сепаратора на поверхность стального листа. Для образования форстеритовой пленки на поверхности стального листа после вторичного рекристаллизационного отжига необходимо использовать отжиговый сепаратор, основным компонентом которого является окись магния (MgO). Однако, если нет необходимости в формировании форстеритовой пленки, в качестве основного компонента отжигового сепаратора можно использовать любые оксиды, температура плавления которых выше температуры вторичного рекристаллизационного отжига, такие как оксид алюминия (Al2O3) или оксид кальция (CaO).
Далее выполняется вторичный рекристаллизационный отжиг. При проведении данного вторичного рекристаллизационного отжига продолжительность выдерживания в температурном диапазоне от 300°C до 800°C на этапе нагревания должна составлять от 5 часов или более до 150 часов или менее. В течение этого периода в поверхностном слое стали происходит разложение нитридного слоя с диффундированием N в сталь. Что касается химического состава настоящего изобретения, то Al, способный образовывать AlN, не остается, и, следовательно, N как элемент межзеренной сегрегации, диффундирует в сталь, используя границы зерен в качестве диффузионных путей.
Нитрид кремния обладает плохой совместимостью с кристаллической решеткой стали (т.е. имеет высокий коэффициент несовместимости), и, следовательно, скорость выделения является очень низкой. Тем не менее, поскольку задачей выделения нитрида кремния является торможение нормальной скорости роста зерен, необходимо иметь достаточное количество нитрида кремния для селективного выделения на границах зерен на этапе нагрева до температуры 800°C, при которой происходит процесс нормального роста зерен. Учитывая это обстоятельство, следует отметить, что нитрид кремния не может выделяться в зернах, однако, при установке продолжительности термообработки при температуре от 300°C до 800°C, равной 5 часам или более, можно обеспечить селективное выделение нитрида кремния на границах зерен, за счет связывания нитрида кремния с N, диффундирующим с границ зерен. Несмотря на то, что не обязательно устанавливать верхний предел продолжительности термообработки, следует отметить, что отжиг на протяжении более 150 часов вряд ли будет способствовать увеличению эффекта. Таким образом, в настоящем изобретение верхний предел продолжительности отжига установлен равным 150 часам. Кроме того, в качестве атмосферы отжига следует выбирать N2, Ar или H2, или же смесь указанных газов.
Как было указано выше, в текстурированном листе из электротехнической стали, полученном с помощью описанного выше процесса обработки сляба, содержащего ограниченное количество Al в стали, происходит замедление выделения AlN или (Al,Si)N, вызванного азотированием, и содержится небольшое количество ингибирующих компонентов, таких как MnS или MnSe; в таком листе можно селективно выделять крупнозернистый нитрид кремния (с размером частиц 100 нм или более), по сравнению с обычными ингибиторами, на границах зерен на этапе нагревания в ходе вторичного рекристаллизационного отжига, перед началом вторичной рекристаллизации. Несмотря на то, что конкретного предела по максимальному размеру выделившихся частиц нитрида кремния не существует, их предпочтительный размер составляет 5 мкм или менее.
На фиг. 1 представлены полученные с помощью электронного микроскопа фотографии, выполненные с целью исследования и идентификации микроструктуры стального листа, подвергнутого декарбонизационному отжигу с последующим азотированием с увеличением содержания азота от 100 ч./млн по массе (фиг. 1а) до 500 ч./млн по массе (фиг. 1b), после чего было произведено его нагревание до температуры 800°C со скоростью нагревания, обеспечивающей продолжительность пребывания в температурном диапазоне от 300°C до 800°C, равную 8 часам, после чего было произведено его немедленное охлаждение водой; исследование микроструктуры производилось с помощью электронного микроскопа. Далее, на фиг. 1с показаны результаты идентификации частиц в вышеуказанной микроструктуре стального листа посредством ЭДС (энергодисперсионной рентгеновской спектрометрии). Из фиг. 1 видно, что, в отличие от обычно используемых мелких частиц (размером менее 100 нм), даже самая маленькая частица грубого выделения нитрида кремния, образующаяся на границе зерна, имеет размер более 100 нм.
Затем образцы в лаборатории были подвергнуты обработке в соответствии с описанной технологией вплоть до этапа первичного рекристаллизационного отжига в сочетании с декарбонизацией; при этом использовались изготовленные на сталелитейном производстве стальной слиток А, содержащий в качестве компонентов стали: Si: 3,2%, sol. Al < 5 ч./млн и N: 10 ч./млн, и стальной слиток В, содержащий: Si: 3,2%, sol. Al: 150 ч./млн и N: 10 ч./млн. Затем данные образцы были подвергнуты газовому азотированию с помощью газовой смеси NH3-N2, с увеличением содержания азота на 200 ч./млн. Микроструктуры полученных таким образом образцов после азотирования были исследованы с помощью электронного микроскопа. Затем образца после азотирования были нагреты до температуры 800°C с такой же скоростью нагревания, что и при вторичном рекристаллизационном отжиге, после чего они были подвергнуты водяному охлаждению. Микроструктуры полученных таким образом образцов были исследованы с помощью электронного микроскопа.
Результаты исследований показаны на фиг. 2. На фиг. 2, A-1 и B-1 показаны полученные с помощью электронного микроскопа фотографии стальных слитков A и B после азотирования, а A-2 и B-2 это полученные с помощью электронного микроскопа фотографии стальных слитков A и B после нагревания.
Можно заметить, что в стальном слитке A, не содержащем Al, наблюдается малое количество выделений после азотирования (A-1), в то время как после нагревания и водяного охлаждения (A-2), на границах зерен произошло выделение частиц Si3N4 размером 100 нм или более. С другой стороны, в стальном слитке В, содержащем A1, несмотря на то, что выделения после азотирования едва различимы (B-1), как и в случае со стальным слитком A, после нагревания в зернах произошло выделение частиц (Al,Si)N обычного типа (B-2).
Использование чистого нитрида кремния, который не выделяется совместно с Al, что является отличительным признаком настоящего изобретения, обеспечивает значительно более высокую стабильность с точки зрения эффективности использования Si, который присутствует в стали в количестве порядка нескольких %, и обеспечивает эффект уменьшения потерь в сердечнике. Таким образом, такие компоненты, как Al или Ti, которые применялись в стандартной технологии, имеют высокое химическое сродство к азоту и обеспечивают образование частиц, которые все же остаются стабильными при высокой температуре. Следовательно, эти компоненты имеют тенденцию в конечном итоге оставаться в стали, а остальные компоненты могут послужить причиной ухудшения магнитных свойств.
Однако использование нитрида кремния дает возможность удаления выделений, ухудшающих магнитные свойства, просто путем удаления одного лишь азота, который диффундирует сравнительно быстро. Кроме того, при использовании Al или Ti необходим контроль на уровне ч./млн, поскольку в конечном итоге потребуется очистка, и несомненно нужно будет обеспечить действие ингибитора. Однако при использовании Si такой контроль в процессе выплавки стали не является необходимым, что также является важным отличительным признаком настоящего изобретения.
С точки зрения производства ясно, что использование процесса нагревания на этапе вторичной рекристаллизации является наиболее эффективным для выделения нитрида кремния в плане эффективности использования энергии, хотя возможно также селективно выделять нитрид кремния на границах зерен, используя для этого аналогичный цикл нагревания. Таким образом, в производстве можно также производить отжиг с целью дисперсии нитрида кремния перед требующей много времени вторичной рекристаллизацией.
После вышеуказанного вторичного рекристаллизационного отжига можно также производить нанесение на поверхность стального листа и спекание изолирующего покрытия. В качестве такого изолирующего покрытия можно использовать покрытие любого типа из известных на данный момент. Предпочтительные способы раскрываются, например, в патентных документах JPS 5079442 A и JPS 4839338 A, в которых предлагается наносить фосфатно-хроматно коллоидальный кремнезем на стальной лист, и производить его спекание при температуре приблизительно 800°C.
Форму стального листа можно откорректировать посредством сглаживающего отжига, а также путем проведения сглаживающего отжига совместно со спеканием изолирующего покрытия.
Примеры
Пример 1
Стальной сляб, в состав которого входят: C: 0,06%, Si: 3,3%, Mn: 0,08%, S: 0,001%, Se: 5 ч./млн или менее, O: 11 ч./млн, Cu: 0,05% и Sb: 0,01%, а также Al и N в количествах, указанных в таблице 1, остальное Fe и случайные примеси, была подвергнута нагреванию до температуры 1100°C в течение 30 минут, а затем произведена горячая прокатка с целью получения горячекатаного листа толщиной 2,2 мм. Затем был произведен отжиг стального листа при температуре 1000°C в течение 1 минуты с последующей холодной прокаткой с целью получения окончательной толщины листа 0,23 мм. Затем были взяты образцы размером 100 мм × 400 мм из центральной части рулона холоднокатаной полосы, и в лаборатории был произведен их первичный рекристаллизационный отжиг в сочетании с декарбонизацией. Для некоторых образцов был выполнен первичный рекристаллизационный отжиг в сочетании с декарбонизацией и азотирование (непрерывное азотирование в газовой смеси NH3, N2 и H2). Затем неазотированные образцы были подвергнуты азотированию при условиях, указанных в таблице 1 (периодический процесс, т.е. азотирование в соляной ванне с использованием солевого раствора, состоящего в основном из цианата, и азотирование в газовой смеси из NH3 и N2) с целью увеличения содержания азота в стали. Количественное определение содержания азота определялось посредством химического анализа образцов полной толщины, а также образцов с удаленным с обеих сторон поверхностным слоем толщиной 3 мкм; удаление поверхностного слоя производилось путем шлифования наждачной бумагой.
Для каждого из условий был подготовлен двадцать один образец стального листа; была приготовлена водная суспензия отжигового сепаратора, состоящего, в основном, из MgO и содержащего 5% TiO2, которая была нанесена на поверхность образцов, высушена, и произведено спекание. Из этих образцов двадцать образцов были подвергнуты конечному отжигу, затем на них было нанесено фосфатное изолирующее покрытие, и произведено его спекание с целью получения конечного продукта.
После этого была произведена оценка плотности B8 (T) магнитного потока полученных изделий при напряженности магнитного поля 800 А/м. Оценка магнитных свойств для всех условий производилась по средней величине для двадцати образцов. Оставшийся один образец был подвергнут нагреву до температуры 800°C с такой же скоростью, что и при конечном отжиге, затем извлечен и подвергнут непосредственно водяной закалке. Был произведен анализ данных образцов, при котором с помощью электронного микроскопа исследовали микроструктуру и определяли средний размер пятидесяти выделившихся частиц нитрида кремния.
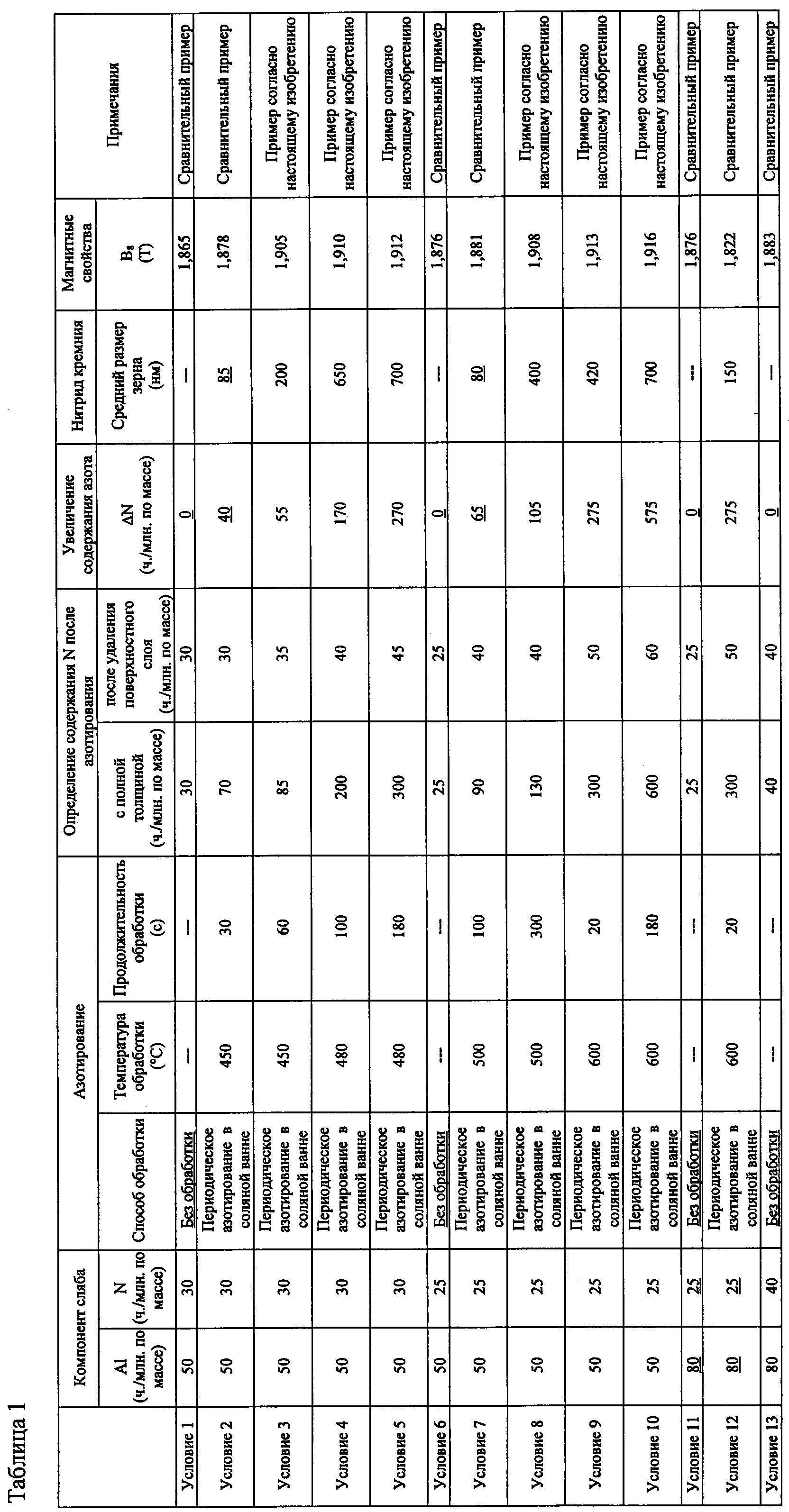
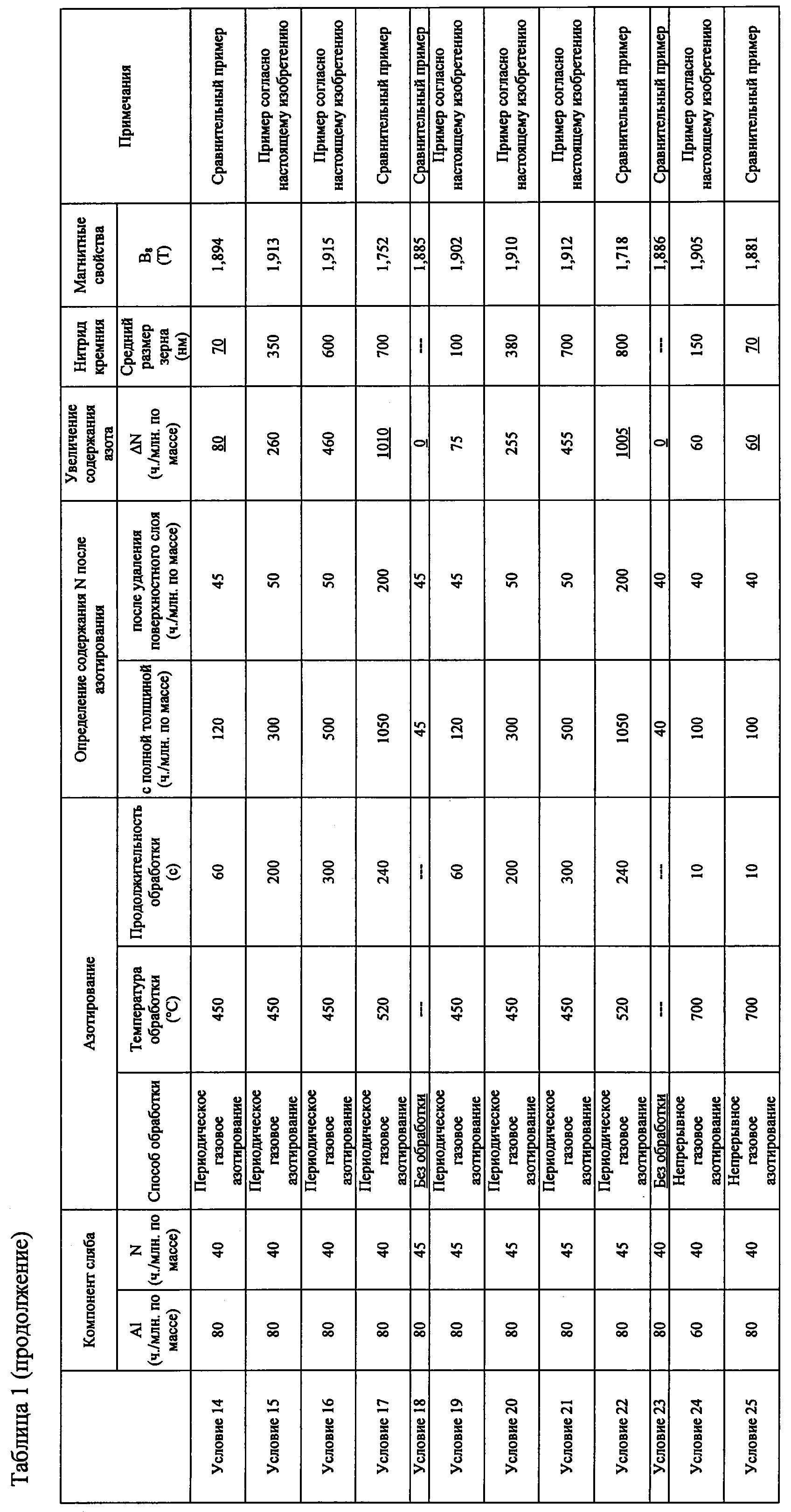
Как видно из таблицы 1, образцы, выполненные по технологии настоящего изобретения, обладают лучшими магнитными свойствами по сравнению с образцами, полученными по традиционной технологии без применения ингибиторов.
Пример 2
Стальной сляб, содержащий компоненты, указанные в таблице 2 (содержание каждого из элементов S, Se, и O менее 50 ч./млн), был нагрет до температуры 1200°C в течение 20 минут, и подвергнут горячей прокатке для получения горячекатаного листа толщиной 2,0 мм. Полученный горячекатаный лист был подвергнут отжигу при температуре 1000°C в течение 1 минуты, а затем была произведена холодная прокатка с целью получения листа толщиной 1,5 мм, после этого произведен промежуточный отжиг при температуре 1100°C в течение 2 минут, и затем холодная прокатка для получения листа конечной толщины 0,27 мм, и после этого выполнен декарбонизационный отжиг, при котором холоднокатаный лист выдерживался при температуре 820°C в течение 2 минут в атмосфере P(H2O)/P(H2)=0,3. Затем некоторые рулоны были подвергнуты периодическому азотированию (в атмосфере NH3) с целью увеличения содержания N в стали на 70 ч./млн или на 550 ч./млн. Затем отжиговые сепараторы, состоящие в основном из оксида магния MgO с добавленным к нему TiO2 в количестве 10%, были смешаны с водой и в виде суспензии нанесены на соответствующие стальные листы, которые, в свою очередь, были свернуты в рулоны и затем подвергнуты конечному отжигу со скоростью нагрева, при которой продолжительность пребывания при температуре от 300°C до 800°C составляла 30 часов. После этого на стальные листы было нанесено фосфатное напрягающее изолирующее покрытие, произведено его спекание и выполнен сглаживающий отжиг с целью сглаживания полученных стальных листов с целью получения конечного продукта.
Затем из полученных рулонов были взяты образцы для испытаний магнитных материалов по методу Эпштейна, и произведено измерение их плотности магнитного потока B8. Результаты измерений приведены в таблице 2.
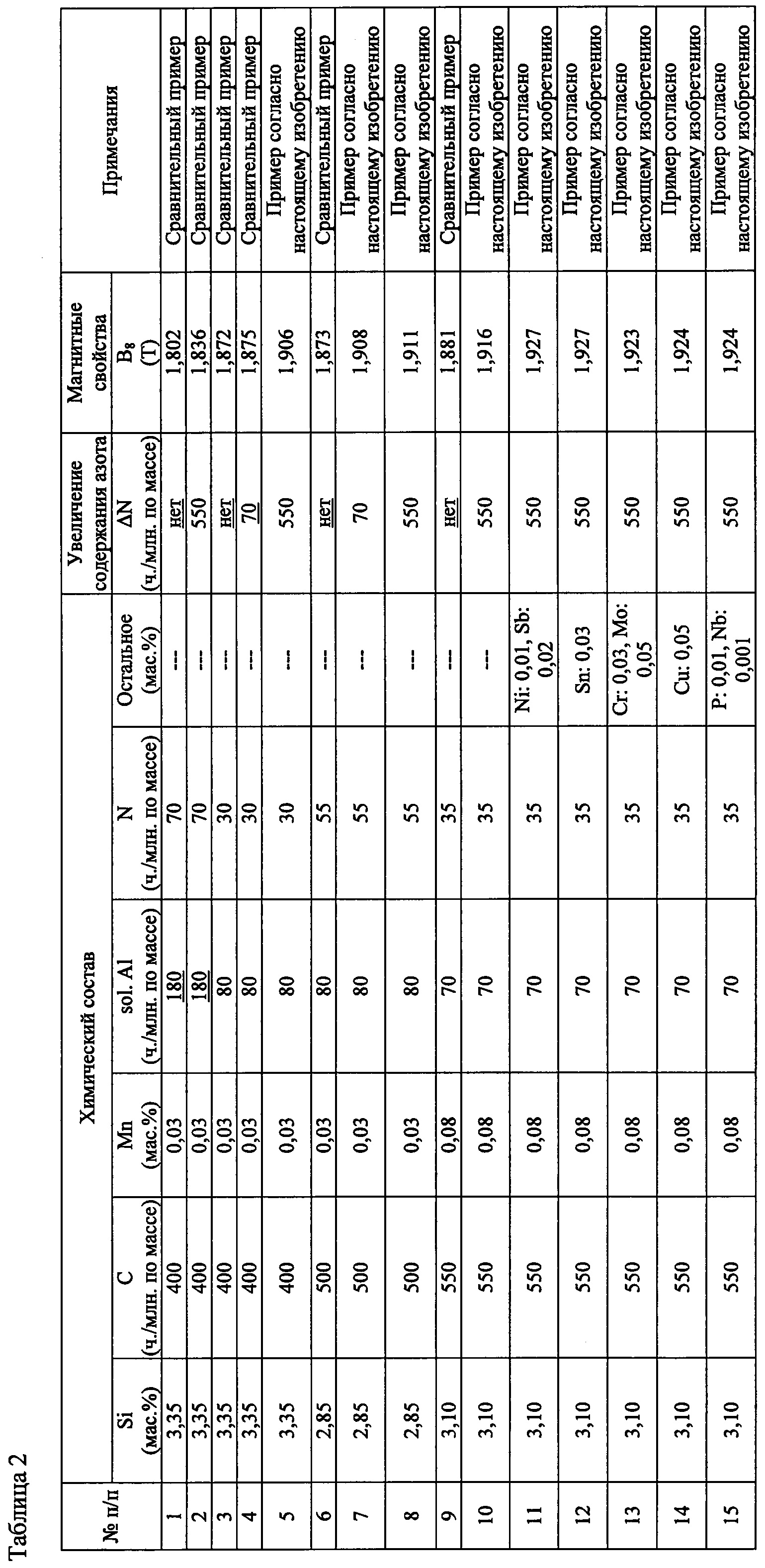
Из таблицы 2 видно, что все образцы, полученные по технологии, предлагаемой настоящим изобретением, обладают более высокой плотностью магнитного потока.
Реферат
Изобретение относится к области металлургии, а именно к получению текстурированного листа из электротехнической стали, используемого при изготовлении сердечников трансформаторов, генераторов и т.п. устройств. Стальной сляб, имеющий состав, содержащий, мас.% или ч./млн по массе: С: 0,08 или менее, Si: от 2,0 до 4,5, Mn: 0,5 или менее, S: менее 50 ч./млн, Se: менее 50 ч./млн, О: менее 50 ч./млн, sol. Al: менее 100 ч./млн, N: 80 ч./млн или менее, остальное Fe и неизбежные примеси, и подвергнутый при необходимости повторному нагреву, подвергают горячей прокатке для получения горячекатаного стального листа. Состав сляба удовлетворяет следующему условию: sol. Al (ч./млн) - N (ч./млн) × (26,98/14,00) ≤ 30 ч./млн. Производят отжиг и холодную прокатку горячекатаного листа для получения холоднокатаного листа требуемой толщины. Осуществляют первичный рекристаллизационный отжиг, при этом до, во время или после первичного рекристаллизационного отжига выполняют азотирование. Наносят отжиговый сепаратор на холоднокатаный первично-рекристаллизованный лист и подвергают его вторичному рекристаллизационному отжигу. Обеспечивается достижение высоких магнитных свойств. 2 н. и 1 з.п. ф-лы, 2 ил., 2 табл., 2 пр.
Формула



Комментарии