Наконечник для головки для выполнения отверстий или обработки лазерным лучом - RU2393072C2
Код документа: RU2393072C2
Чертежи

Описание
Настоящее изобретение относится к сверлению металлических или неметаллических деталей посредством лазерного луча.
В частности, оно имеет отношение к наконечнику для лазерно-лучевой рабочей головки аппарата лазерно-лучевой обработки, используемому для сверления отверстий в металлической или неметаллической стенке, недоступной или труднодоступной для инструментов, обеспечивающих сверление лучом лазера, известных из уровня техники.
В авиационной промышленности обычно используют технологию импульсных лазерных лучей типа YAG-Nd (иттриевоалюминиевый гранат-неодим) для сверления отверстий малого диаметра в стенках некоторых деталей двигателя, содержащего турбину или компрессор. Речь идет, например, о деталях, подверженных высоким температурам, таких как лопатки турбины или лопатки направляющего аппарата, в части высокого давления машины, или элементы стенки камеры сгорания двигателя. Эти отверстия предназначены для протекания воздушных потоков изнутри детали, которые таким образом обеспечивают охлаждение и тепловую защиту.
Согласно этой технологии сверления, импульсный лазерный луч с соответствующей энергией направляют на стенку, фокусируя его на зоне сверления. Материал, таким образом, нагревается до повышенной температуры, вызывающей локально его плавление и частично его испарение. Расплавленный материал удаляется вспомогательной средой, которую вводят по направлению оси луча; она оставляет отверстие в стенке. Обычно, таким образом, выполняют в основном цилиндрические отверстия, диаметром от 0,2 мм до 1,5 мм глубиной от 0,8 до 20 мм, также как отверстия других форм: ромбовидные, отверстия сложной формы и т.д. Материалы, имеющие отношение к области газотурбинных двигателей, являются в основном сплавами на основе никеля или кобальта при необходимости с покрытием, образующим тепловой барьер. Между тем, все материалы затрагиваются. Импульсный лазерный луч типа YAG-Nd, используемый в данной области применения, производит, согласно примеру, энергию, равную 4 Дж, на частоте 30 Гц с продолжительностью импульса 1,2 мс и пиковой мощностью, равной 3,3 кВт при средней мощности, равной 120 Вт.
Устройства лазерно-лучевой обработки, используемые в настоящее время, содержат рабочую головку трубчатой формы или в форме усеченного конуса, содержащую оптическую систему, содержащую, по меньшей мере, одну фокусирующую луч линзу, через которую луч испускается и собирается в более плотный луч на расстоянии, определенном фокусом оптической системы. Головка оканчивается прямым наконечником, пересекаемым лучом, образующим также наконечник инжектора для вспомогательной среды, например, газообразной. Для сверления отверстий луч располагается под определенным углом по отношению к поверхности обрабатываемой зоны. Таким образом, вследствие конструкции рабочей головки и ее геометрии, в направлении оси выполняемого в стенке отверстия должно быть доступно достаточное пространство для того, чтобы иметь возможность разместить инструмент. Это пространство в современной технологии, по меньшей мере, равно пространству между точкой фокуса (зона сверления) и фокусирующей линзой, то есть достаточно тесное, сильно ограничивающее возможности доступа к выполняемым отверстиям.
Однако с развитием технологий производства некоторых деталей, в настоящее время сталкиваются с трудностями при использовании лазерно-лучевой обработки по причине более сложных форм. Некоторые зоны становятся недоступными для лазерного луча. Лазерно-лучевые рабочие головки с их наконечниками, известными из уровня техники от заявителя, все содержат один прямолинейный оптический путь. Таким образом, когда деталь содержит участок поверхности, скрытый другой частью детали, этот участок не может быть достигнут лучом, сформированным на выходе такого наконечника. Выполнение рабочей головки, на которой установлен наконечник, подвижной не решает эту проблему доступности.
В настоящее время с развитием литейных технологий проблема, в частности, заключается в изготовлении секторов направляющих аппаратов.
Технология изготовления таких узлов в соответствии с предыдущим известным уровнем техники заключалась в литье элементов направляющего аппарата только с одной лопаткой, сверления стенки лопатки - доступной при помощи прямых наконечников, известных из предыдущего уровня техники, затем спайке двух элементов вдоль по платформе для получения двухлопаточного блока. Прямая рабочая головка подходит для индивидуального сверления на лопатках. Однако этот метод изготовления очень длителен, дорогостоящ и вызывает проблемы качества ввиду рисков, связанных с соединением посредством пайки лопаток, размерами в поперечном сечении и т.д. Кроме того, он делает деталь хрупкой в месте соединительного шва.
В настоящее время можно осуществить литье двухлопаточных деталей или сверх того с их внутренними контурами охлаждения. Сверление отверстий охлаждения такого элемента или моноблочного сектора направляющего аппарата, содержащего, по меньшей мере, две лопатки между нижней платформой и верхней платформой, во многих местах при помощи прямого наконечника невозможно. Некоторые части недоступны.
Таким образом, задачей настоящего изобретения является выполнение наконечника, обеспечивающего возможность доступа к труднодоступным зонам.
В соответствии с настоящим изобретением эта задача решается при помощи наконечника лазерно-лучевой рабочей головки для сверлильной машины, испускающей импульсный лазерный луч; рабочая головка содержит средство, приспособленное для установки наконечника; наконечник содержит первое входное отверстие лазерного луча и второе выходное отверстие пульсирующего лазерного луча; средство фокусировки луча расположено перед вторым отверстием.
Этот наконечник характеризуется тем, что на оптическом пути лазерного луча после вышеупомянутого средства фокусировки луча расположено зеркало таким образом, что выходящий луч образует с входящим лучом угол меньше 180°; наконечник содержит устройство подачи вспомогательной среды для лазерного луча, установленное таким образом, чтобы вышеупомянутая среда испускалась бы через второе отверстие в направлении лазерного луча.
В соответствии с изобретением можно выполнить наконечник, который может быть сильно наклонен по отношению к поверхности обрабатываемой детали, в зависимости от доступного места над поверхностью и в направлении оси выполняемого отверстия.
В то же время наконечник согласно изобретению обеспечивает осуществление выполнения отверстий в прежде недоступных зонах, открывает возможность осуществления значительного увеличения эффективности охлаждения.
Такой наконечник позволяет также оптимизировать методы изготовления и открыть новые возможности проектирования некоторых деталей в условиях, когда эти детали не связаны необходимостью, предусмотреть доступность для средства сверления.
Вспомогательная среда преимущественно является газом, функцией которого является не только участие в удалении отходов сформированных лучом, но также охлаждение зеркала, которое подвержено воздействию сфокусированного лазерного луча, и помощь в плавлении и удалении частиц в случае необходимости.
Уже известны лазерно-лучевые сварочные головки с наконечником, содержащим зеркало для поворота луча на 90°. Например, заявитель - обладатель патента ЕР 1273382, выданного на миниатюрный лазерно-лучевой сварочный аппарат. Объект этого патента касается сварочной головки, фронтальное отверстие которой может быть подведено очень близко к свариваемой поверхности без того, чтобы оптические компоненты были бы загрязнены испарениями и брызгами расплавленного металла, и без того чтобы этот расплавленный металл был бы деформирован потоком газа, выходящим из фронтального отверстия. Однако этот вид инструмента спроектирован таким образом, чтобы идти в продолжение оптического волокна, и содержит соответствующую оптическую систему с линзой коллимации и линзой фокусировки. Даже если он назван миниатюрным, теснота остается значительной по сравнению с применением устройства согласно заявленному изобретению. С другой стороны, лазеры, использующиеся для сварки, являются оборудованием, непрерывно работающим на газе типа СO2, в отличие от рабочих лазеров, которые характеризуются функционированием в импульсном режиме с определенной пиковой мощностью. Таким образом, инструмент, раскрытый в указанном патенте, не приспособлен для применения при обработке металлических деталей.
В соответствии с изобретением, преимущественно, зеркало удерживается съемным средством фиксации, которое позволяет быстро заменить зеркало после серии вспышек, без замены наконечника.
В соответствии с другой характеристикой, второе отверстие наконечника оснащено средством защиты от брызг отходов детали при обработке. Это средство защиты, которое является, например пластинкой, исключает загрязнение отражающего зеркала отходами.
Также согласно изобретению, такой наконечник используют для сверления отверстий охлаждения на лопатках элемента колеса направляющего аппарата газотурбинного двигателя, особенно авиационного, состоящего, по меньшей мере, из двух лопаток. Особенно в случае полного колеса, такого как моноблочный лопаточный диск.
Диаметр в таком случае дает возможность обеспечения между лопатками сектора направляющего аппарата высокого давления турбины газотурбинного двигателя.
Возможность сверления лопаток двухлопаточного блока направляющего аппарата составляет значительное преимущество с точки зрения их изготовления. Пропускное сечение между лопатками направляющего аппарата является важным параметром для функционирования двигателя. Именно оно определяет газовый поток, выходящий из камеры сгорания, и приводит в движение ротор высокого давления. Обычно одиночные лопатки, полученные литьем, соединяются посредством пайки. Допуски на пайку и обработку должны быть согласованы с очень малым допуском на пропускное сечение, продиктованным функционированием двигателя. Таким образом, кроме увеличения производительности, возможность непосредственного выполнения двухлопаточных блоков направляющего аппарата может также представлять интерес для улучшения производительности двигателя и делает деталь более прочной посредством исключения соединения.
В соответствии с другой характеристикой, фокальная точка луча отстоит от зеркала на расстояние меньше 15 мм. В случае направляющих аппаратов, это расстояние дает возможность достаточной миниатюризации наконечника по отношению к доступному между лопатками блока месту для оптимального доступа ко всем точкам внутренней и внешней поверхностей лопаток. Это расстояние, очень маленькое, дает широкие возможности доступа для всех остальных типов деталей, например, таких как кольца камеры сгорания или совсем другого назначения, требующего выполнения отверстий, недоступных при помощи технологии прямых наконечников, известных из предыдущего уровня техники.
Другие характеристики и преимущества станут очевидными из описания, которое последует, варианта осуществления с сопровождающими чертежами, на которых:
Фиг.1 схематично изображает лазерно-лучевое устройство для сверления.
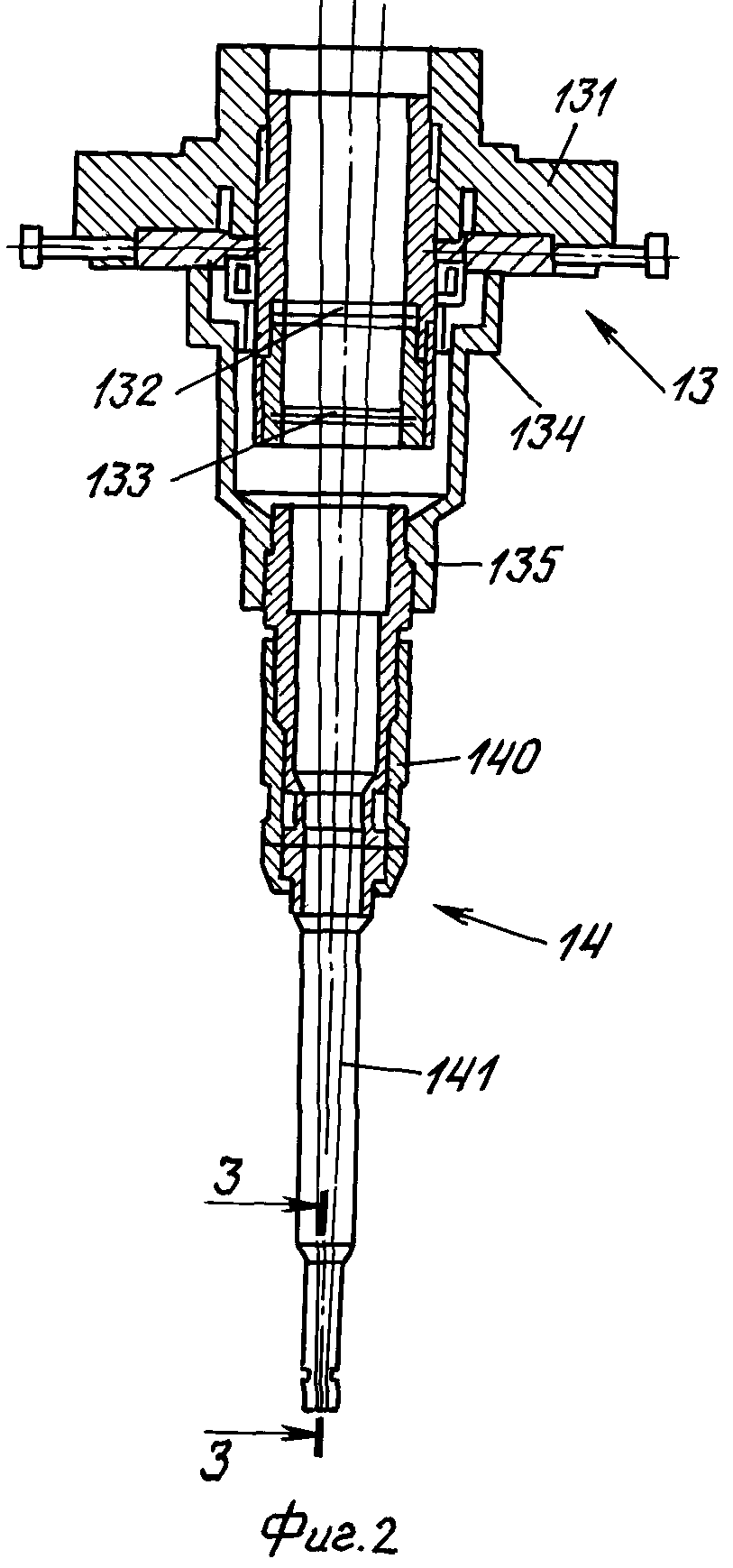
Фиг.2 показывает в продольном разрезе рабочую головку и наконечник согласно изобретению.
Фиг.3 - увеличенный вид конца наконечника с фиг.2 в разрезе по 3-3.
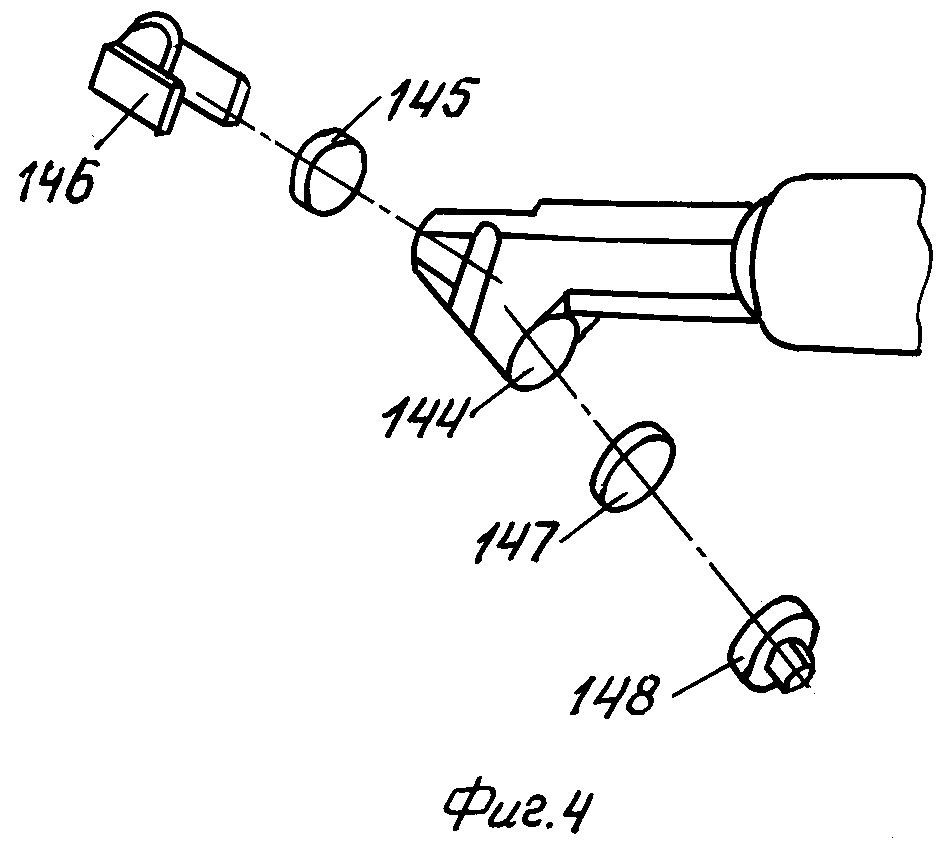
Фиг.4 показывает конец наконечника с различными составляющими его элементами на виде с пространственным разделением деталей.
На фиг.1 показан пример осуществления лазерно-лучевого устройства для сверления согласно изобретению. Воспроизведены только основные элементы. Они находятся здесь в позиции для сверления лопаток направляющего аппарата.
Лазерным источником 1 является, например, импульсный источник типа YAG-Nd с длиной волны 1064 мкм; лазерный луч 2 передается средством вплоть до рабочей головки 3. Эта головка содержит вход 31 вспомогательного подузла и трубчатый участок 32 вдоль оптического пути С луча. Внутри головки находится оптическая система 33 для фокусировки луча. Речь идет о линзе, фокусное расстояние которой определяет фокусную точку луча, находящуюся дальше этой линзы.
Наконечник 4, например, из металла, закреплен съемным образом на нижнем конце головки 3 в продолжение оптического пути лазерного луча. Наконечник содержит первое отверстие 41 входа лазерного луча, выходящего из трубчатого участка головки 3, и второе отверстие 42 выхода луча. В соответствии с представленным вариантом осуществления изобретения, выход 42 является боковым. Отражающее зеркало 5 расположено поперек оптического пути С, здесь под углом 45°, и таким образом отклоняет луч в сторону на 90°. Сужающийся лазерный луч концентрируется в точке, расположенной на расстоянии от отражающего зеркала, называемой фокусом. Этот наконечник 4 согласно изобретению установлен на головке 3 вместо прямого наконечника, известного из предыдущего уровня техники. Таким образом, в этом варианте осуществления изобретения, головка 3 и аппаратный блок не нуждаются в модификации. Новым является только наконечник 4.
Отражающее зеркало перехватывает луч после его фокусировки, плотность отраженной энергии очень важна. Факторами, касающимися зеркала, которые надо принимать во внимание, являются в особенности его предел стойкости и продолжительность его жизни. Первый определяется плотностью энергии лазера, а второй пиковой мощностью. Зеркала с высоким сопротивлением потоку состоят из основы и отделки в соответствии с используемой длиной волны. Два примера материалов для создания основы - это плавленый кварц и боросиликатное стекло (ВК7). Они имеют сопротивление потоку 73 Дж/см2 для ВК7 и 75 Дж/см2 для плавленого кварца. Отделки образованы из слоев диэлектриков, которые определяют длину волны и угол отражения зеркала.
Ввиду отражения луча вбок, можно выполнять отверстия в малодоступных зонах детали. Как это видно на фиг.1, деталь 71, как и 72, является лопаткой блока 8 направляющего аппарата газотурбинного двигателя, состоящего из двух лопаток 71 и 72.
Благодаря устройству согласно изобретению, отсутствует необходимость разделять две лопатки. Наконечник 4 на конце головки 3 может проникать в пространство между двумя лопатками блока и выполнять отверстия одинаково хорошо, как вдоль наружной поверхности лопатки 71, так и вдоль внутренней поверхности соседней лопатки 72. Диаметр наконечника равен, например, 10 мм вблизи его конца. Он может быть размещен в таком малом пространстве, как 20 мм.
На фиг.2 показан второй вариант осуществления наконечника согласно изобретению. Головка 13 содержит пластинку 131 с фокусирующей линзой 132, защищенной пластиной 133. Узел закрыт кольцом 134, продолженным суппортом 135 для наконечника 14. Наконечник 14 установлен на суппорте 135 посредством внешней соединительной детали 140. Сам корпус наконечника состоит из цилиндрических частей 141 с уменьшающимися к его концу диаметрами.
Фиг.3 показывает конец наконечника более подробно, и фиг.4 различные детали, которые он содержит, с пространственным разделением деталей. В наконечнике выполнено отверстие на протяжении его трубчатой части, и он содержит гнездо 142 для зеркала 145. Зеркало удерживается в своем гнезде посредством скобы 146, состоящей из кольца и двух ответвлений с крючками, которые помещаются в выемках, выполненных в трубе. Кольцо позволяет части луча, переданной и не отраженной зеркалом, не быть поглощенной наконечником. Зеркало расположено в гнезде таким образом, чтобы образовать предварительно определенный угол с оптическим путем лазерного луча. В направлении, образованном оптическим путем, после его отражения на зеркале 145, наконечник содержит трубчатый участок 143, который оканчивается поперечным гнездом 144 для защитной пластины 147, расположенной поперек оптического пути; пластина 147 удерживается посредством детали, образующей инжектор 148 и содержащей резьбовую поверхность.
Невидимый на чертежах канал соединяет внутреннюю часть трубы 141 с инжектором 148.
При работе лазерный луч фокусируется линзой 132 и отражается зеркалом 145; плотность луча максимальна в фокусе, расположенном после инжектора 148. Вспомогательная среда вводится под давлением в наконечник, соосно с лучом, и нагнетается в направлении луча, выходящего через инжектор 148. Эта среда способствует охлаждению зеркала, продувая его поверхность. Защитная пластина препятствует загрязнению зеркала отходами, выбрасываемыми из зоны обработки.
Угол, который образует луч, выходящий через второе отверстие наконечника, с падающим лучом, определен геометрией обрабатываемой детали. Здесь угол составляет 45°, он может быть различным. Преимущественно он меньше 85°, например, между 30° и 80°.
Варьируя расстояние между зеркалом 145 и фокусирующей линзой 132, можно настроить расстояние от фокуса F до зеркала 145 на оптимальную величину, учитывая стойкость зеркала к энергии, которую оно должно поглотить. Действительно, смещая зеркало, приближают фокус к зеркалу, но плотность энергии луча на зеркале увеличивается вплоть до предельного значения, после которого зеркало быстро разрушается. Для устранения этого неудобства можно увеличить фокусное расстояние, используя соответствующую фокусирующую линзу.
Следует отметить, что вследствие миниатюризации наконечника, средство, дающее возможность точного центрирования положения этого наконечника, преимущественно может быть предусмотрено.
Согласно другому непредставленному варианту осуществления, зеркало 145 является вогнутым.
Согласно другому варианту осуществления изобретения после зеркала 145 размещают дополнительную фокусирующую линзу.
Были проведены испытания, касающиеся сверления блока, состоящего из двух лопаток, соединенных двумя платформами для монокристаллического или равноосного охлажденного направляющего аппарата высокого давления газотурбинного аппарата. Наконечник, и в частности, его конец, несущий зеркало, был достаточно миниатюризирован, чтобы иметь доступ к большинству пар противоположных внутренних и внешних поверхностей. Таким образом, использовали комплект наконечников с различными углами отражения в соответствии с обрабатываемой зоной и для части зон прямой наконечник. Использованный лазерный источник был импульсный, типа YAG-Nd, имеющий характеристики лазерного источника, описанного выше.
Реферат
Изобретение относится к наконечнику для рабочей головки устройства выполнения отверстий лазерным лучом в металлической или неметаллической стенке и может быть использовано в авиационной промышленности. Наконечник для рабочей головки устройства выполнения отверстий лазерным лучом, имеющей средство, приспособленное для установки наконечника, содержит средство фокусировки луча, зеркало и устройство подачи вспомогательной среды для лазерного луча. В наконечнике выполнено первое входное отверстие лазерного луча и второе выходное отверстие импульсного лазерного луча. Средство фокусировки луча размещено перед вторым выходным отверстием импульсного лазерного луча. Зеркало расположено на оптическом пути лазерного луча после средства фокусировки, таким образом, что выходящий луч образует с входящим лучом угол меньше 180°. Устройство подачи вспомогательной среды для лазерного луча выполнено с возможностью выпуска вышеупомянутой среды через второе отверстие в направлении лазерного луча. 8 з.п. ф-лы, 4 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ выполнения проточек на изделиях и устройство для его осуществления
Лазернообрабатывающая головка и способ лазерной обработки деталей
Комментарии