Способ выполнения проточек на изделиях и устройство для его осуществления - RU2085351C1
Код документа: RU2085351C1
Чертежи





Описание
Изобретение относится к способу выполнения проточек в массивных заготовках с помощью лазерного луча, при котором материал удаляют лазерным лучом за счет его возвратно-поступательного движения по расположенным вплотную друг к другу траекториям.
Изобретение также относится к устройству для выполнения проточек в сплошных изделиях с помощью лазерного луча, которое содержит смонтированные на станине корпус, рабочий стол с приводом перемещения, лазер с лазерной головкой, транспортирующие и фокусирующие луч элементы и систему программного управления лазером и приводом перемещения стола.
Образование больших полостей в виде карманов или камер в сплошных изделиях, например в штампах и формовочных инструментах, до настоящего времени производилось путем удаления материала электроэрозионным методом и/или резанием из изделия, закрепленного на столе, перемещаемом с помощью двигателей. Появление мощных лазерных установок сделало возможным их использование для обработки изделий.
Из полезной модели ФРГ N 87 01 354.1 известен способ, при котором в изделии образуют два противоположно наклоненных и пересекающихся по одной линии косых сечения. Путем последующего проведения торцовых сечений возникают вытянутые вдоль клиновидные сегменты, которые после их удаления освобождают призматические выемки. Выступы, оставшиеся между двумя соседними выемками, удаляют затем такими же операциями резания лазерным лучом с противоположным наклоном.
Недостатком известного способа является то, что не может быть образовано плоское и достаточно гладкое дно выемки. Кроме того, в зоне пересекающихся линий реза получаются сварные соединения из-за снова затвердевающего материала, которые препятствуют извлечению вырезанных сегментов.
Из ДЕ 24 43 334 А1 известны способ и устройство для гравирования поверхностей с помощью лазерного луча; при этом способе лазерный луч движется по поверхности изделия по линиям, расположенным вплотную друг к другу, удаляя при этом материал из получаемой гравюры. При аналогичном способе образования плоских выемок на керамических изделиях согласно японской заявке N 59-47086 материал в результате возвратно-поступательного движения лазерного луча по расположенным вплотную друг к другу траекториям расплавляется и удаляется сжатым газом.
Недостатком известных способов является то, что они не позволяют получить глубокие выемки с вертикальными или снабженными выточками стенками. В зоне боковых стенок получаются различные условия поглощения и отражения для вертикально падающего на поверхность изделия лазерного луча, что приводит к тому, что боковые стенки проходят не перпендикулярно к поверхности изделия, а с некоторым наклоном внутрь. Если речь идет о гравюрах с выемками малой глубины, то с наклоном боковых стенок и с закругленными канавками в основании боковых стенок можно смириться. Однако при глубоких выемках такие наклонные стенки часто нежелательны.
Из ДЕ 35 44 396 известен способ образования отверстий с косыми кромками в деталях листовой формы, согласно которому изделие устанавливают под заранее заданным острым углом к оси рабочего лазерного луча и прорезают сквозное отверстие в листе путем одно- или многократного строчного растрирования.
В швейцарском патенте 453523 описывается лазерная резальная машина, содержащая перемещаемый возвратно-поступательно с помощью двигателя стол изделий, лазерную установку с перемещаемым с помощью двигателя лазером, элементы управления и фокусировки луча, а также систему программного управления лазерной установкой и двигатели подачи. Для резания щелеобразных отверстий элементы управления лучом преобразуют первоначально круглое сечение луча в прямоугольное.
Техническим результатом изобретения является создание способа образования полостей в сплошных изделиях с помощью лазерного луча, которым можно получить глубокие выемки с относительно гладкими боковыми стенками, перпендикулярными поверхности изделия или снабженными расточками, а также с плоским и гладким дном.
Это достигается тем, что лазерный луч во время каждой линейной операции удаления материала направляют под углом к изделию, а перемещение его фокального пятна осуществляют взаимным поворотом головки лазера и изделия до получения необходимой глубины проточки.
Благодаря предлагаемому согласно изобретению сочетанию перемещения лазерного луча и стола изделий луч падает на изделие под регулируемым углом, при этом положение обрабатываемой точки или фокального пятна на изделии остается на одном и том же уровне. Относительное положение наклона лазерного луча в конце каждой линейной операции удаления материала делает возможным образование боковых стенок выемки, перпендикулярных поверхности изделия и даже с расточками, а также получение почти плоского и гладкого дна выемки с четкими и острыми углами на переходе к стенкам. Если лазерный луч в конце линейной операции удаления материала падает перпендикулярно на поверхность изделия, то происходит неполное удаление материала в этой области вследствие феномена частичного отражения или поглощения, что при повторных операциях удаления для образования более глубоких выемок приводит к расположению боковых стенок с наклоном внутрь. Эти явления предотвращаются путем относительного наклона падающего лазерного луча к поверхности изделия в конце каждой операции удаления. Кроме того, благодаря предлагаемой комбинации поворотных и линейных движений достигается равномерность относительной скорости между лазерным лучом и изделием, что обеспечивает постоянство поглощения лазерного луча и, следовательно, образование плоской поверхности дна. Этому способствует соответствующее регулирование мощности лазерной установки в зависимости от скорости подачи фокального пятна, например путем уменьшения мощности лазерного излучения в зоне соответствующей боковой стенки выемки, то есть в конце каждой операции удаления материала, чтобы компенсировать неизбежное в этой зоне увеличение времени обработки фокального пятна.
Так как лазерный луч выходит из сопла, питаемого по меньшей мере сжатой средой, последняя в конце каждой операции обработки попадает на изделие приблизительно под тем же углом наклона, как и лазерный луч, что усиливает выдувание газообразных и жидких частиц материала именно в критических угловых зонах. Этот эффект еще более усиливается путем целевой наклонной подачи среды на фокальное пятно, причем такой средой может быть сжатый газ /воздух, кислород или инертный газ/ и/или пригодная для этого жидкость, суспензия или дисперсия.
Согласно одному из вариантов осуществления изобретения горизонтальный лазерный луч рефлектором направляют в вертикальную плоскость, а наклон луча осуществляют вращением рефлектора. Это дает возможность образовывать в сплошных цилиндрах выемки в виде гнезда или кольцевой формы, а при продолжении процесса обработки до горизонтальной оси вращения цилиндра разрезать его с гладкой торцовой стенкой. Это имеет большое значение в случае сверхтвердых материалов /керамика, титан, компаунд-материалы/, обработка которых резанием очень трудна или невозможна.
Высоким выходом энергии характеризуется вариант осуществления способа, согласно которому не происходит никакого уменьшающего мощность отклонения луча на рефлекторе, но лазерный луч падает на изделие горизонтально, причем он движется по траектории, которая составлена из дугообразных и линейных компонентов.
Чтобы компенсировать обусловленные обработкой нерегулярности на боковых стенках и на дне образованной выемки, согласно предпочтительному варианту осуществления изобретения изделие поворачивают на 90o вокруг его вертикальной оси, прежде чем повторить операцию послойного удаления материала. Число повторений операций послойного удаления определяет глубину выемки и шероховатость поверхности или гладкость дна, причем регулированием других параметров процесса /мощности лазерного излучения, скорости поворота, частоты импульсов и т. п. / можно оказывать более предпочтительное воздействие на плоскостность и гладкость поверхности дна.
Особое значение для расположения боковых стенок образованной выемки имеет, кроме того, предпочтительное осуществление предлагаемого способа, при котором угол наклона между поверхностью изделия и лазерным лучом увеличивается в конце каждой линейной операции обработки с увеличением глубины выемки, при этом указанный угол наклона к началу первой операции удаления материала может составлять 90o и при дальнейших операциях послойного удаления материала регулируется в соответствии с необходимостью.
Предметом изобретения является также устройство для выполнения проточек на изделиях лазерным лучом, которое содержит смонтированные на станине корпус, рабочий стол с приводом перемещения, лазер с лазерной головкой, транспортирующими и фокусирующими луч элементами, а также систему программного управления лазером и приводом перемещения стола. Согласно изобретению лазерная головка установлена с возможностью продольного перемещения, а рабочий стол смонтирован с возможностью вертикального и горизонтального перемещения и поворота вокруг вертикальной и горизонтальной осей.
Одним из вариантов осуществления изобретения является установка лазерной головки с возможностью поворота относительно своей оси и снабжение ее рефлектором отклонения луча в вертикальную плоскость.
Возможно также выполнение лазерной головки на торце корпуса, который установлен с возможностью перемещения на станине.
Целесообразно также устанавливать лазер на станине при помощи опорной конструкции.
Кроме того, целесообразно на лазерную головку при помощи держателя устанавливать сопло для подачи сжатого воздуха в виде усеченного конусного наконечника и конического сердечника, в котором выполнено ступенчатое отверстие для лазерного луча.
Держатель сопла может быть выполнен в виде полого цилиндра для наконечника сопла, а наружная поверхность сердечника может быть выполнена ступенчатой.
При этом сердечник может быть установлен с возможностью осевого перемещения.
На фиг. 1 показана принципиальная схема выполнения проточек; на фиг. 2 - то же, вариант выполнения; на фиг. 3 то же, вариант выполнения; на фиг. 4 - устройство для обработки с интегрированной лазерной установкой; на фиг. 5 - устройство со специальной лазерной установкой, на фиг. 6 устройство с горизонтальной лазерной установкой; на фиг. 7 и 8 два варианта сопла на лазерной головке.
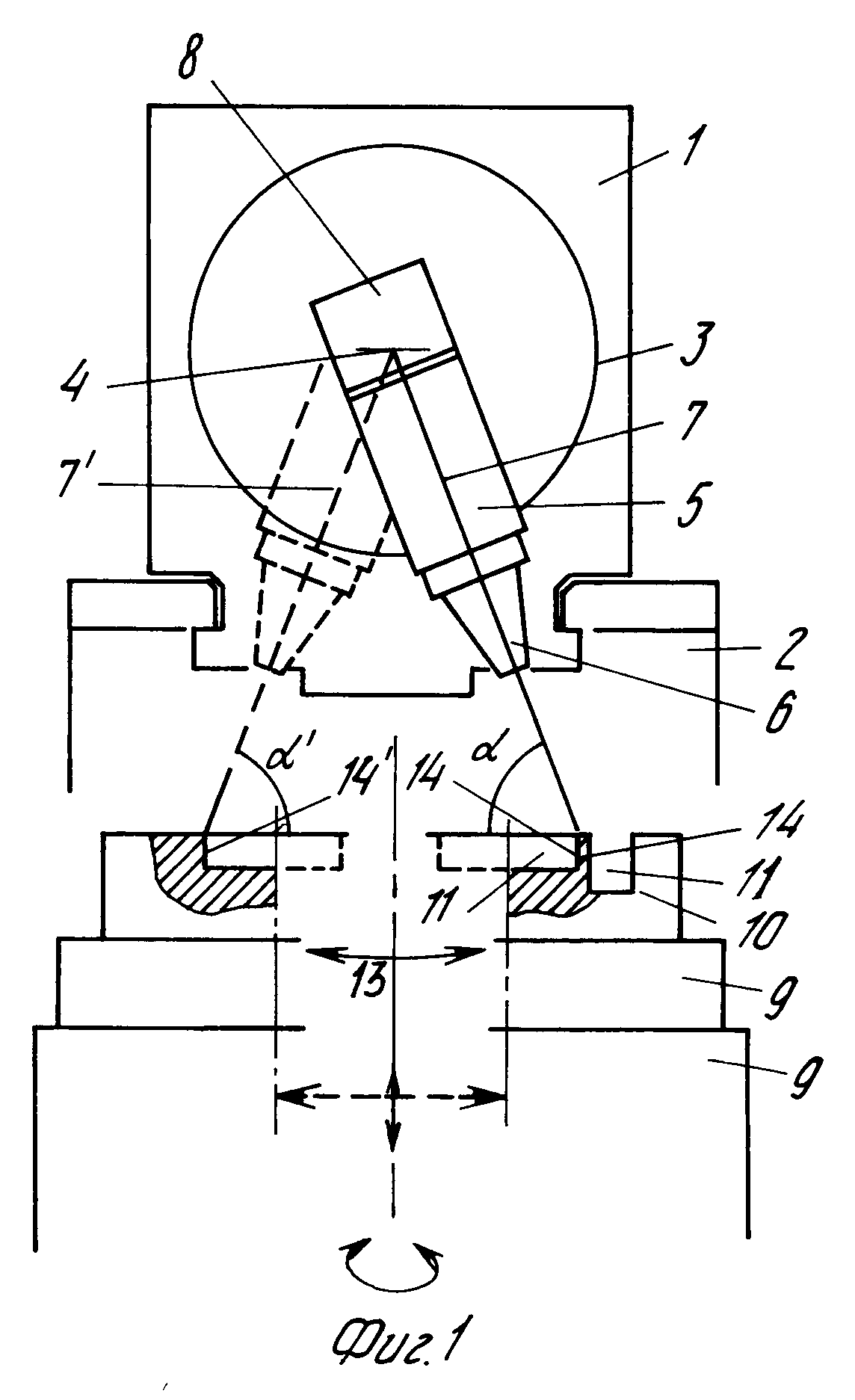
На фиг. 1 показан коробчатый корпус 1 /вид с торца/, который может перемещаться по верхней поверхности станины 2 станка в перпендикулярном плоскости чертежа направлении и на своей торцевой стороне несет поворотную головку 3. Горизонтальное движение корпуса 1 и поворотное движение головки 3 вокруг оси 4 осуществляется посредством электродвигателей /не показаны/, которые регулируются системой программного управления. На поворотной головке 3 укреплена направляющая труба (держатель) 5, нижний конец которой снабжен многоканальным соплом 6. Показанный стрелками лазерный луч 7, 71 проходит в коробчатом корпусе 1 горизонтально по оси 4 поворота и отклоняется в вертикальную плоскость зеркалом 8, расположенным на верхнем конце направляющей трубы 5 под углом 45o.
На столе 9 закрепляется сплошное изделие 10, в котором формируются две выемки 11 в виде камеры, граничащие с тонкостенной перемычкой 12. Стол 9 совершает возвратно-поступательные движения по обозначенной стрелкой 13 дугообразной траектории, которые синхронизируются с поворотными движениями головки 3 и, следовательно, лазерного луча 7. Эта траектория движения стола составляется из горизонтальной и вертикальной компонент, которые стол совершает путем комбинированных горизонтальных и вертикальных движений. В конце линейного периода удаления материала головка 3 с закрепленной на ней трубой 5 находится в положении, показанном сплошными линиями, поэтому лазерный луч 7 падает под заданным углом α на поверхность обрабатываемой детали 10 или на вертикальную или подрезанную сзади боковую стенку 14 уже частично образованной выемки 11. В таком состоянии стол изделий с закрепленной на нем деталью 10 находится в своем верхнем правом конечном положении. Исходя из этого конечного положения головка 3, а также лазерный луч 7 и одновременно стол 9 с закрепленной деталью 10 движутся влево, при этом в средней позиции стол 9 в соответствии со своей дугообразной траекторией опускается и затем снова поднимается на соответствующую величину в крайнее левое положение. Скорости поворота лазерного луча 7 и движения стола 9 изделий согласованы друг с другом так, чтобы фокальное пятно лазерного луча перемещалось с оптимальной относительной скоростью, зависящей от различных параметров, например от материала детали. В левом /на фиг. 1/ конечном положении лазерный луч 71, также повернутый налево, падает под тем же углом наклона на поверхность детали или на боковую стенку 141 выемки 11. Если боковые стенки 14 и 141 проходят по-разному, a и α′ различны.
Благодаря этому даже при повторяющемся послойном удалении материала по расположенным вплотную друг к другу меандрообразным линиям образуются вертикальные боковые стенки и предотвращаются отложения в основании боковых стенок. Путем соответствующего выбора угла поворота лазерного луча 7 можно также получить боковые стенки с задней расточкой, чего часто требует форма штампа. Чтобы не только торцовые стенки 14, 141 /как показано на фиг. 1/, но также и обе продольные стенки выемки 11 можно было выполнить вертикальными или с задней расточкой, стол 9 после каждого линейного удаления слоя материала поворачивается на 90o вокруг своей вертикальной оси, поэтому теперь продольные стенки выемки проходят поперек движения подачи. Одновременно деталь можно переместить по вертикали на толщину уже снятого слоя, чтобы обеспечить постоянство фокусировки лазерного луча и, следовательно, величины фокального пятна. При удалении последнего слоя для образования гладкого плоского дна целесообразно произвести дефокусировку лазерного луча, чтобы за счет меньшей концентрации луча обеспечить сглаживающий эффект на поверхности дна. Такой же эффект может быть достигнут и путем уменьшения мощности лазерного излучения.
Вариант способа по фиг. 2 отличается от показанного на фиг. 1 только применением поворотного с помощью двигателя вокруг горизонтальной оси 15 стола 9, перемещаемого в направлении этой оси, который /как и стол 9 на фиг. 1/ смонтирован на подвижной по вертикали консоли /фиг. 4 и 5/ с возможностью вращения вокруг оси 15. В результате движения коробки 1, на торце которой установлена головка 3, в показанное пунктиром переднее положение и синхронизированного с этим движением поворота стола 9 вокруг оси 15 может быть достигнуто наклонное относительное положение между деталью 10 и лазерным лучом 7. При этом варианте, таким образом, не является обязательным поворот головки 3 вокруг оси 4, благодаря чему упрощается конструкция станка.
Согласно варианту, показанному на фиг. 3, стол 9 поворачивается вокруг вертикальной оси 16 и совершает возвратно-поступательные движения в направлении стрелки 17. Коробчатый корпус 1 имеет на переднем конце сопло 6, из которого без отклонения выходит лазерный луч 7. Корпус 1 совершает возвратно-поступательные движения на станине 2 станка в направлении стрелки 18. На столе 9 установлено в вертикальном положении приспособление 19 для крепления изделий, на вертикальной поверхности которой крепится изделие 10. Ход линейного процесса удаления материала показан на фиг. 3б /вид в плане/. При каждом линейном процессе удаления стол с изделием поворачивается вокруг вертикальной оси из нижнего положения, показанного сплошными линиями, в верхнее положение, показанное штрихпунктирными линиями, причем поворот вокруг оси 16 сочетается с горизонтальным перемещением по стрелке 17. Для компенсации изменения расстояния между основанием выемки 11 в изделии и передним концом сопла 6 из-за дугообразной траектории движения корпус 1 с интегрированными в нем фокусирующими и проводящими элементами совершает небольшие синхронные перемещения в направлении стрелки 20. Кроме того, по окончании послойного процесса удаления материала происходит дополнительное движение за счет линейного перемещения корпуса 1 в направлении стрелки 20.
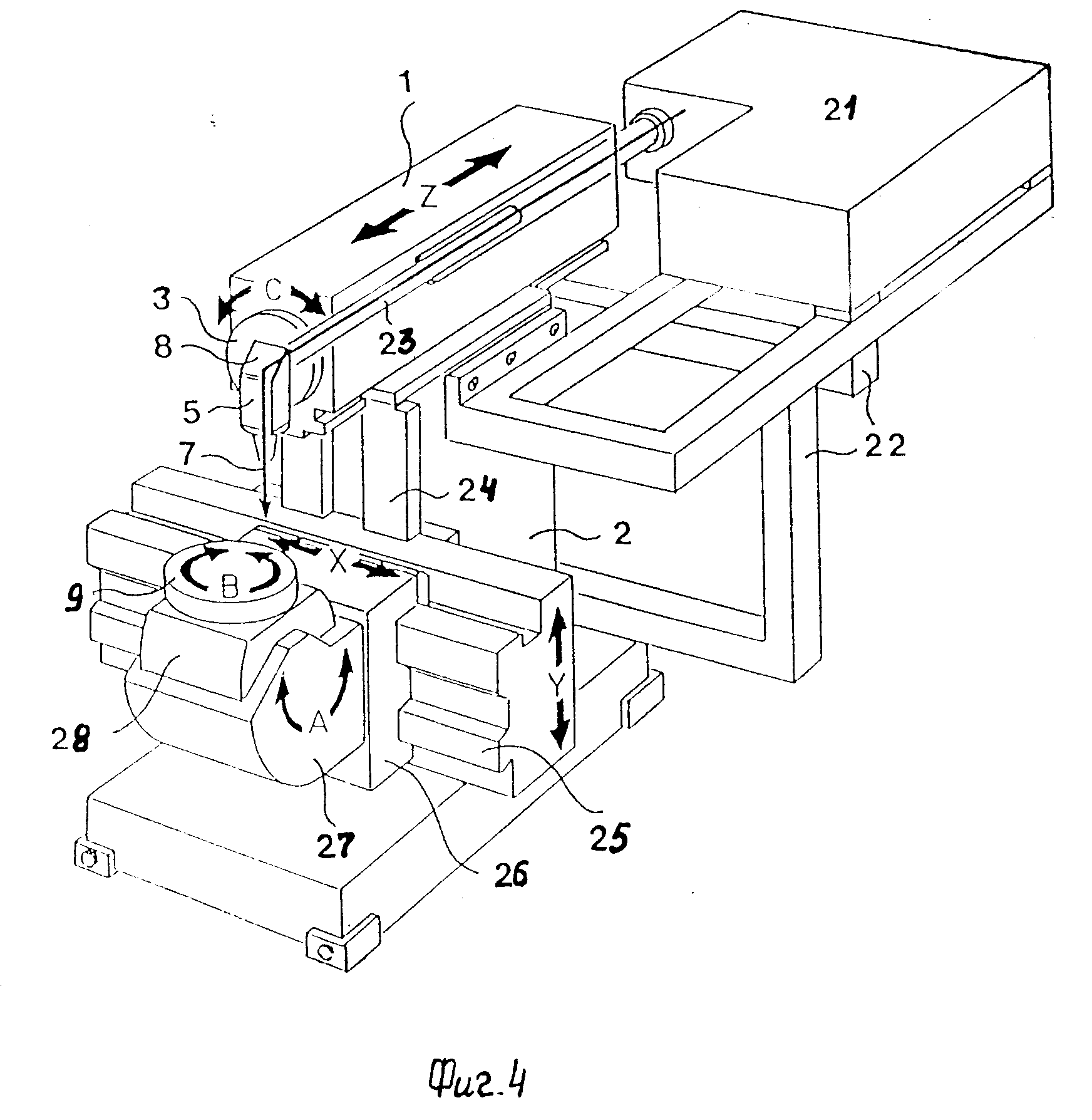
На фиг. 4 показан станок для лазерного фрезерования камерных полостей в изделиях, в котором установлена известная лазерная установка на CO2 21, смонтированная с помощью несущей конструкции 22 на станине 2 станка. Телескопическая труба 23, расположенная по центру корпуса 1, является направляющей для горизонтального лазерного луча 7. Головка 3, смонтированная на торце корпуса 1, может поворачиваться в направлении двойной стрелки C вместе с держателем 5 сопла. По торцевой стороне вертикальных направляющих 24 на станине 2 вертикально перемещается в направлении двойной стрелки Y консоль, которая на своей торцовой стороне имеет горизонтальные направляющие 25 для каретки 26, перемещаемой в направлении двойной стрелки X. На торце каретки 26 укреплена крепежная ванна 27, в которой опора 28 для стола установлена с возможностью вращения в направлении двойной стрелки А. Стол 9 изделий располагается на верхней стороне этой опоры 28 с возможностью поворота вокруг своей вертикальной оси в направлении двойной стрелки B. Отдельные движения различных деталей производятся с помощью электродвигателей /не показаны/ с известными средствами передачи, работой которых управляет обычная система программного управления.
Показанное на фиг. 5 обрабатывающее устройство по существу соответствует варианту по фиг. 4 и отличается от него только специально выполненной лазерной установкой 21, которая смонтирована по несущей станине 28.
Оба станка по фиг. 4 и 5 предназначены для реализации вариантов способа.
Станок, показанный на фиг. 6, предназначен для реализации варианта, показанного на фиг. 3 (а, б), и имеет укрепленный на станиине 2 коробчатый корпус 1, в котором установлена с возможностью продольного перемещения по стрелке 20 направляющая труба 23 для лазерного луча 7. На переднем конце трубы 23 закреплено сопло 6, и на ее заднем конце гайка 29 взаимодействует с винтовым шпинделем 30, приводимым в действие двигателем 31 для осуществления линейного движения 20. Трубопровод 32 для сжатой среды проходит в трубе 43 до сопла 6. На опорной конструкции 22, укрепленной на станине с задней стороны, смонтирована лазерная установка 21.
На передней стороне станины вертикально перемещается с помощью двигателя по двойной стрелке Y каретка 34, на наружной стороне которой выполнены направляющие 35 для горизонтального перемещения консоли 36 по оси X. На этой консоли укреплена нижняя часть 37 поворотного стола 38, который выполнен в виде цельной угловой детали, вертикальная панель 39 которого, вращающаяся вокруг центральной оси C, находится на одной прямой с наружной кромкой направляющей 40. В отличие от стола по фиг. 3 (а, б) вертикальная крепежная панель 39 для готового изделия /не показано/ не перемещается горизонтально на нижней части 37 или направляющей 40.
Как видно из фиг. 6, комплексно отформованные выемки, а также массивные фасонные детали могут изготавливаться из массивных заготовок линейным послойным съемом материала.
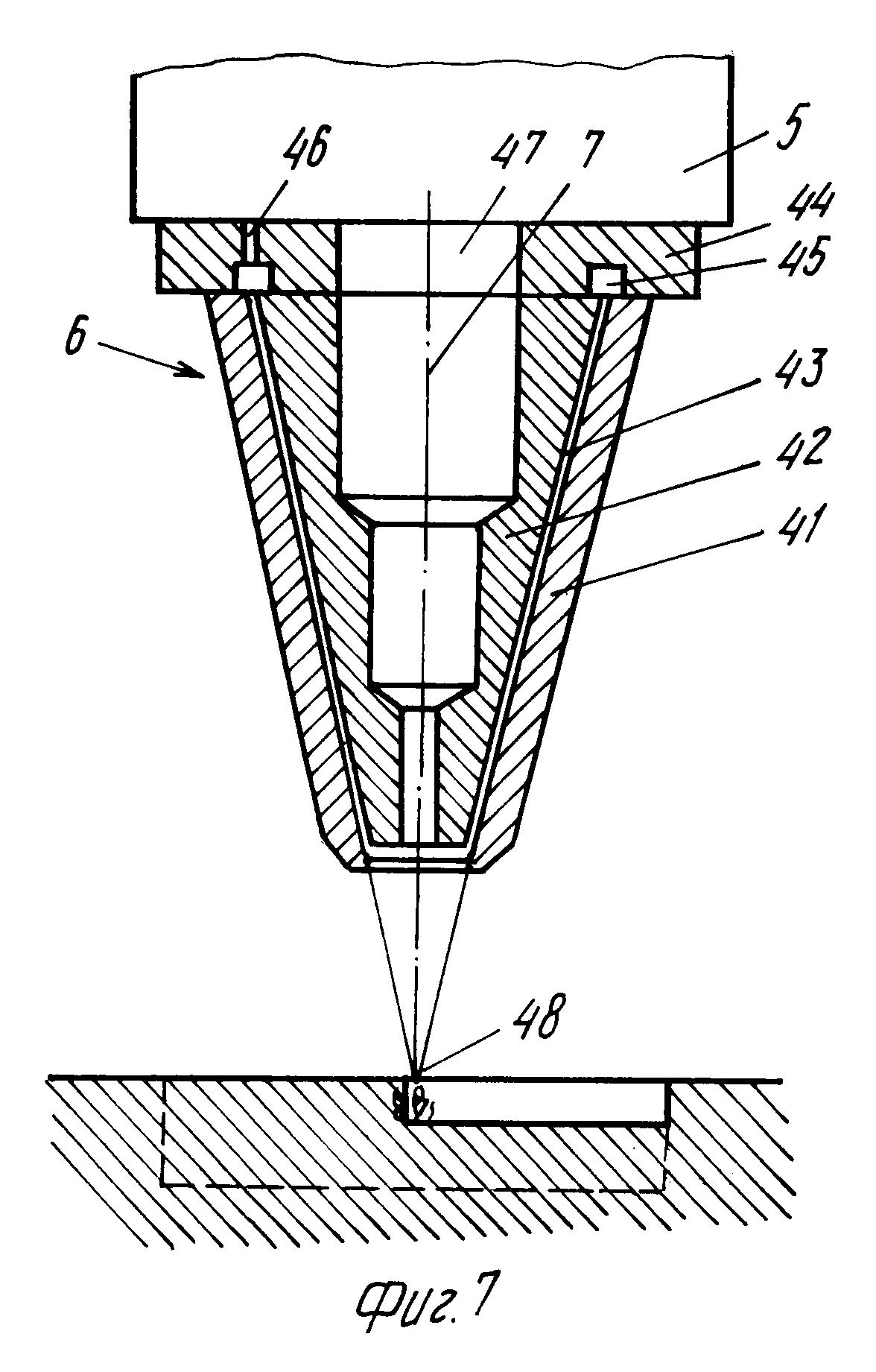
На фиг. 7 и 8 показаны особенно предпочтительные два варианта сопла 6, которые при компактной конструкции и небольших поперечных размерах обеспечивают подачу на фокальное пятно луча 7 различных сред. Сопло по фиг. 7 содержит конусный наружный корпус 41, внутри которого расположен сердечник 42 с образованием узкого канала 43. Канал 43 может иметь сплошную коническую форму или можно предусмотреть множество одинаковых отдельных канальцев. На верхней стороне корпуса 41 и сердечника 42 закреплена промежуточная деталь 44, в которой выполнен кольцевой канал 45. В канал 45, по патрубку 46 сообщающийся с верхним входным отверстием канала 43, подается сжатый газ, например сжатый воздух, под давлением 3-10 бар. В сердечнике 42 выполнено центральное ступенчатое сквозное отверстие 47, которое окружает центральный лазерный луч 7 и служит для коаксиальной подачи вспомогательного газа в точку падения лазерного луча, то есть на фокальное пятно 48.
Конструкция сопла, детально показанная на фиг. 8, включает корпус 49 с расширенной средней частью 50 и коническим наконечником 51; внутри корпуса по оси расположена полая цилиндрическая вставка 52, выполненная уступами. В левой части чертежа вставка показана в осевом разрезе, а в правой части вид сбоку. Средняя расширенная часть 50 корпуса 49 содержит радиальный фланец 53 в качестве опоры для кольца 54. В коническом наконечнике 51 проходит концевая часть 55 вставки 52, коническая наружная стенка которой образует с конической внутренней стенкой наконечника 51 сплошной конический канал 56, который заканчивается выходным отверстием 57, выполненным в виде кольцевой щели. Выходное отверстие 57 концентрически охватывает центральное выходное отверстие 58 на конце проходящего по оси через всю вставку 52 канала 59 для окислительного газа, например кислорода, по продольной оси которого проходит лазерный луч 7. Как показано справа, вставка 52 может иметь на конической наружной поверхности по меньшей мере одну спиральную канавку 60 для придания газу, предпочтительно сжатому воздуху, протекающему по каналу 56, вращательного движения вокруг продольной оси 61.
Над коническим участком 55 вставка 52 имеет образованный четырьмя плоскими осепараллельными поверхностями 62 четырехгранный участок, который вместе с внутренней стенкой корпуса ограничивает распределительную камеру 63. В средней расширенной части 50 корпуса 49 выполнены четыре наклонных поперечных отверстия 64 с угловым смещением относительно друг друга, которые входят в распределительную камеру 63 против плоских поверхностей 64.
Четырехгранный участок вставки 52 переходит в цилиндрический центральный участок 65, к которому примыкает резьбовой участок 66. Этими двумя участками 65 и 66 вставка 52 центрируется по оси в корпусе 49 и производится тонкая регулировка по высоте. К участку 66 вставки 52 через расширяющуюся промежуточную деталь 67 со стопорным буртиком 68 для кольца 54 примыкают присоединительный штуцер 69 с наружной резьбой 70. Такой стабильный по форме штуцер 69 обеспечивает жесткое присоединение сопловой головки к подвижным направляющим элементам для лазерного луча и одновременно к патрубку для подачи кислорода.
Как показано на фиг. 8, кольцо 54 имеет радиальное резьбовое отверстие 71, в которое может быть ввинчен присоединительный ниппель /не показан/ для подачи сжатого воздуха. Отверстие 71 соединено с внутренним кольцевым каналом 72, который сообщается с поперечными отверстиями 64 в части 50 корпуса. В верхней опорной поверхности фланца 53 выполнена кольцевая канавка для уплотнительного кольца 73, которое, прижимаясь к кольцу 54, герметизирует корпус. Другое уплотнительное кольцо 74 находится в кольцевой канавке на верхней торцевой поверхности части 50 корпуса для уплотнения относительно промежуточной детали 67 вставки 52.
Благодаря отдельной подаче кислорода в осевой канал 59 и сжатого воздуха в конический канал 56 обеспечивается интенсивное перемешивание обоих газов после их выхода из соответствующих отверстий 57, 58, при этом путем более или менее глубокого ввинчивания участка 66 вставки 53 производится плавное регулирование ширины щели и, следовательно, проходного сечения этого канала. Таким образом, можно состав смеси и кинетическую энергию струи сжатого воздуха регулировать в соответствии с производственными условиями, в частности в зависимости от свойств материала изделия.
Изобретение не ограничивается представленными вариантами способа и устройства. Более того, детали одного варианта могут комбинироваться с деталями другого варианта для решения специальных задач обработки.
Преимущество станка на фиг. 6 перед конструкцией на фиг. 4 и 5 заключается в том, что конструкция первого проще и легче, причем направляющая труба, включая ее привод перемещения и сопло, выполнена компактно, что улучшает доступ к изделию и визуальный контроль процесса обработки. Для этого же служит и встроенная в направляющей трубе система подачи среды, которая проходит по всей длине трубы в виде продольных каналов, связанных с внешними источниками.
Так как при варианте по фиг. 3 (а, б) изделие 10 устанавливается горизонтально вместе с держателем 18, 19 с возможностью перемещения в направлении стрелки P на вращающемся столе 9, то создаются небольшие горизонтальные движения изделия 10 в направлении стрелки 17, чтобы компенсировать изменения расстояния, возникающие в результате относительного наклонного положения лазерного луча по отношению к изделию 10. Точка обработки или фокуса может прилегать близко к вертикальной оси 16, поэтому необходимо относительно небольшое расстояние в направлении стрелки 17, чтобы компенсировать "сдвиг по длине", вызванный поворотом стола. В этом существенное преимущество горизонтального лазерного луча, падающий на изделие участок которого не должен поворачиваться синхронно с движением стола. Другое преимущество станка на фиг. 6, то есть горизонтальной ориентации лазерного луча, относится к безопасности в отношении непредвиденного выхода высокоэнергетического луча в окружающее пространство. Так как такие обрабатывающие станки обязательно оборудуются кабинами, то стенка кабины, противоположная лазерному лучу, снабжается термочувствительной защитной панелью, которая при попадании высокоэнергетического луча активизируется и отключает станок. Аспект безопасности имеет большое значение для варианта на фиг. 4 и 5, так как в последнем соответствующие защитные стеновые элементы должны закрывать почти все пространство кабины. Наконец, конструкция по фиг. 6 предпочтительнее в том отношении, что она обеспечивают более высокий выход мощности, чем конструкции с рефлектором 8. Так, например, можно использовать лазер на 750 Вт, который обеспечивает такую же производительность удаления материала, как и лазер на 1500 Вт с многократным отражением.
Предлагаемые процессы обработки для образования относительно глубоких полостей в очень трудно обрабатываемых материалах могут быть усовершенствованы различным образом. Так, например, вместо сжатого газа можно на место обработки подавать под относительно высоким давлением суспензию из твердого вещества и газа или из твердого вещества и жидкости, чтобы расплавленный материал удалялся жаростойкими твердыми частицами суспензии по типу "песчаной струи", что повышает производительность удаления. Кроме того, использование соответствующих химикалий в суспензиях и жидкостях или газах обеспечивает определенный легирующий эффект в поверхностной зоне стенок полости.
Для автоматического осуществления процессов обработки на одном или нескольких изделиях можно предусмотреть разъемное присоединение сопел к лазерной головке, чтобы сопла менять с помощью соответствующего устройства замены для выполнения различных работ с помощью лазера: резания, сварки, фрезерования и т.д.
Предлагаемым способом можно образовать в сферических или выпуклых деталях множество расположенных плотно друг к другу гнездообразных выемок из керамики, титана или подобных материалов, которые используются в медицине для замены костей и суставов. Благодаря выполнению множества таких относительно глубоких выемок с расточенными стенками создается возможность того, что вещество кости будет врастать в эти полости имплантата, что обеспечивает очень прочное соединение между костью и имплантатом. Помимо таких специальных целей предлагаемый способ пригоден для обработки кварцевого стекла, например для изготовления больших телескопов, которые составляют из множества отдельных сегментов, подвергнутых тонкой обработке. Наконец, могут изготавливаться фасонные детали разных размеров путем послойного снятия материала с массивных заготовок, при этом целесообразно применять лазер без напорной жидкой среды.
Относительный угол наклона между лазерным лучом и изделием, то есть его поверхностью, должен увеличиваться от слоя к слою, причем этот угол при удалении первого слоя может быть очень малым или равен нулю, а при 50 удаленных слоях увеличивается на 20o к вертикали. Увеличение этого угла не должно быть ступенчато линейным, но может происходить в соответствии с прямым или изогнутым графиком. Для достижения оптимальной производительности удаления параметры способа можно менять от слоя к слою, чтобы сначала обеспечить максимальное удаление материала, затем тонкую обработку и, наконец, эффект тонкой пленки. Если необходимо образовать угловые выемки, то в конце процесса следует еще раз обработать весь контур, чтобы удалить образовавшийся дугообразный переход и получить острые углы между дном и стенками.
Одно из существенных преимуществ изобретения заключается в том, что на одном и том же станке без существенной переналадки можно обрабатывать изделия из различных материалов с высокой производительностью, что до сих пор не обеспечивалось никакими другими методами съема материала. Так, можно обрабатывать изделия из керамики, стекла, высококачественной стали, титана и специальных сплавов, композиционные материалы, например, усиленные волокном, металлокерамические детали и детали со слоистой структурой. По сравнению с обычными методами обработки резанием съем материала лазерным лучом характеризуется полным отсутствием усилий, обусловленных обработкой, которые при обработке резанием являются причиной колебаний и вибрации. Кроме того, могут быть образованы тонкостенные перемычки толщиной в десятые доли миллиметра с вертикальными или расточенными боковыми поверхностями путем операций двустороннего удаления материала из его толщи. Наконец, возможно образование узких и глубоких пазов менее 1 мм шириной в сложных изделиях, например в турбинных лопатках из керамики или титана, что до сих пор делается только с помощью долговременных и дорогих электроэрозионных процессов.
Реферат
Использование: выполнение проточек и полостей в сплошных изделиях, в частности в штампах и формовочных инструментах. Сущность изобретения: в способе лазерной обработки лазерный луч направляют под углом к изделию и перемещают его возвратно-поступательно по расположенным вплотную одна к другой траекториям. Проточку выполняют послойно за несколько проходов, при этом за один проход луч поворачивают на заданный угол, а изделию сообщают возвратно-поступательные перемещения по дуге окружности относительно оси поворота лазерного луча. Устройство для выполнения проточек содержит смонтированные на станине корпус, рабочий стол, установленный с возможностью возвратно-поступательного перемещения в горизонтальной плоскости, лазер с лазерной головкой, транспортирующими и фокусирующими луч элементами, привод возвратно-поступательного перемещения лазерной головки в горизонтальном направлении перпендикулярно возвратно-поступательному перемещению рабочего стола, а также систему программного управления лазером и приводами перемещения. Лазерная головка установлена с возможностью поворота относительно горизонтальной оси, а рабочий стол установлен с возможностью вертикального перемещения и поворота относительно горизонтальной и вертикальной осей. 2 с и 13 з.п. ф-лы, 8 ил.
Формула
14.07.89 по пп.1 12;
02.10.89 по пп.13 15.
Комментарии