Устройство и способ управления системой облучения для изготовления изделий - RU2737286C1
Код документа: RU2737286C1
Чертежи


Описание
Область техники, к которой относится изобретение
Изобретение относится к устройству и к способу управления системой облучения, которая используется для аддитивного изготовления трехмерных изделий. Система облучения содержит по меньшей мере три модуля облучения с взаимно перекрывающимися областями облучения.
Уровень техники
В аддитивных методах изготовления трехмерных изделий и особенно в методах аддитивного послойного формирования известно использование отверждения первоначально бесформенной или нейтральной к форме формовочной массы (например, порошка исходного материала) посредством пространственно-избирательного облучения с приданием желаемой формы. Облучение может производиться посредством электромагнитного излучения, например в виде лазерного излучения. В исходном состоянии формовочная масса может находиться в форме гранул, порошка или текучей формовочной массы и может селективно или, другими словами, пространственно-избирательно затвердевать после облучения. Формовочная масса может содержать, например, керамические, металлические или пластиковые материалы, а также их смеси. Вариантом способов аддитивного послойного формирования является так называемое расплавление подготовленного порошкового слоя (powder bed fusion), согласно которому порошок, в частности металлического и/или керамического исходных материалов, затвердевает (т.е. преобразуется в сплошное твердое тело) с образованием трехмерных изделий.
Чтобы получать отдельные слои изделия, также известно помещение порошка исходного материала в форме порошкового слоя на носитель и селективное облучение этого слоя в соответствии с геометрией слоя изделия, изготовление которого производится. Лазерное излучение проникает в порошок исходного материала и отверждает его, например, в результате нагрева, вызывающего сплавление или спекание. После того как слой изделия затвердеет, на уже изготовленный слой изделия помещают новый слой необработанного порошка исходного материала. Для этой цели могут быть использованы известные установки для нанесения покрытий. Затем снова производится облучение слоя порошка исходного материала, который в данный момент является самым верхним и еще не подвергнутым обработке. Таким образом, изделие последовательно формируется, слой за слоем, причем каждый слой задает площадь поперечного сечения и/или контур изделия. В этой связи известно также использование компьютерного проектирования или аналогичных систем обработки данных, чтобы изготавливать изделия, по существу, автоматически.
Известны также решения, согласно которым облучение порошка исходного материала осуществляется системой облучения, содержащей несколько модулей облучения. Они способны совместно облучать единственный слой порошка исходного материала, т.е. функционировать параллельно или с относительным смещением во времени.
Должно быть понятно, что все рассмотренные аспекты могут быть реализованы аналогичным образом в контексте изобретения.
Пример решения, согласно которому несколько модулей облучения совместно облучают один и тот же слой порошка исходного материала, можно найти в патентном документе ЕР 2875897 А1. В этом документе описаны два модуля облучения, области облучения которых перекрываются в пределах общего участка перекрытия. Сначала производится оценка слоя изделия, подлежащего изготовлению, чтобы определить, какие части слоя изделия, подлежащего изготовлению, расположены в областях облучения отдельных модулей облучения, и какая его часть расположена на общем участке перекрытия. Затем эти части, подлежащие изготовлению, ассоциируют с соответствующими модулями облучения, причем часть, которую требуется получить и которая находится на общем участке перекрытия, может быть дополнительно разделена.
Применение различных модулей облучения для совместного облучения слоя порошка исходного материала (что синонимично совместному получению слоя изделия посредством различных модулей облучения) может привести к сокращению времени изготовления по сравнению с использованием только одного модуля облучения.
Авторы изобретения, однако, осознали, что облучение посредством различных модулей облучения может приводить к неоднородностям в изготовленном изделии. Это, в первую очередь, может относиться к структуре изделия и приводить к существенным дефектам качества изготовленного изделия.
Раскрытие сущности изобретения
Соответственно, задача, решаемая изобретением, состоит в разработке устройства и способа аддитивного изготовления трехмерных изделий, позволяющих обеспечить сравнительно короткое время изготовления при высоком качестве изделия.
С этой целью предложен способ управления системой облучения, которая используется в устройстве для аддитивного изготовления трехмерных изделий и содержит по меньшей мере три модуля облучения. Указанное устройство может быть выполнено с возможностью изготовления трехмерного изделия методом селективного лазерного спекания. Модули облучения могут быть выполнены с возможностью испускания электромагнитного обрабатывающего пучка, например в форме лазерного пучка. С этой целью они могут содержать соответствующую обрабатывающую оптическую систему и/или источники излучения или быть выполнены с возможностью подсоединения к таким компонентам. Согласно одному варианту по меньшей мере два модуля облучения связаны с общим источником излучения. Соответственно, обрабатывающий пучок, генерируемый источником излучения, может расщепляться и/или отклоняться с помощью подходящих средств, чтобы его можно было направить к отдельным модулям облучения. В качестве средств, подходящих для этой цели, могут быть названы расщепители пучка и/или зеркала.
Обрабатывающая оптическая система может направлять по меньшей мере один обрабатывающий пучок и/или взаимодействовать с ним желательным образом. С этой целью она может содержать объективные линзы, в частности f-theta линзу.
Модули облучения могут содержать также отклоняющие устройства, чтобы направлять испускаемые обрабатывающие пучки на заданные участки в облучаемой плоскости и, следовательно, на заданные участки слоя порошка исходного материала, подлежащего облучению. Отклоняющие устройства могут содержать так называемые сканаторы, которые предпочтительно являются настраиваемыми по меньшей мере по двум осям. В дополнение или альтернативно, модули облучения или по меньшей мере их части, которые испускают пучки, могут быть подвижными в пространстве. Эта подвижность может включать, в частности, движение относительно облучаемой плоскости, так что модули облучения могут устанавливаться напротив различных участков этой плоскости.
Способ включает в себя шаг а) задания для каждого из модулей облучения области облучения, причем каждая область облучения соответствует части облучаемой плоскости, расположенной параллельно носителю, входящему в состав устройства. При этом области облучения задают таким образом, что они имеют взаимное перекрытие на общем участке перекрытия.
Облучаемая плоскость может представлять собой двумерную планарную поверхность. Облучаемая плоскость может в каждом случае содержать слой порошка исходного материала, который в данный момент подлежит облучению. Соответственно, его положение относительно носителя может изменяться в зависимости от того, какой именно слой порошка исходного материала подлежит облучению. Более конкретно, расстояние от носителя может увеличиваться по мере возрастания времени изготовления и количества предыдущих слоев изделия. Облучаемая плоскость может быть расположена напротив носителя и предпочтительно быть конгруэнтной с поверхностью формирования, задаваемой носителем. Поверхность формирования может представлять собой поверхность, в которой может происходить изготовление изделия. Более конкретно, поверхность формирования может задавать максимальную площадь сечения изделия, которое может быть изготовлено.
Области облучения могут соответствовать различным частям облучаемой плоскости, причем эти части могут перекрываться. Другими словами, предусмотрено, что все области облучения могут перекрываться по меньшей мере на общем участке перекрытия. Иначе говоря, все области облучения пересекаются на участке перекрытия. Таким образом, участок перекрытия может задавать часть облучаемой плоскости, в которую заходят все области облучения. В дополнение, могут также существовать другие участки перекрытия (именуемые далее дополнительными участками перекрытия), на которых перекрываются только две области облучения.
Задание областей облучения может производиться путем задания спектра отклонения, обеспечиваемого отклоняющими блоками модулей облучения, и/или задания возможного спектра перемещения модулей облучения. Это может осуществляться путем задания блоком управления устройства соответствующих интервалов значений.
Таким образом, может быть предусмотрено, что вне участка перекрытия облучение слоя порошка исходного материала в конкретной области облучения производится посредством только ассоциированного модуля облучения. Согласно одному варианту предусмотрено, что первую область облучения ассоциируют с первым модулем облучения, вторую область облучения - со вторым модулем облучения, а третью область облучения - с третьим модулем облучения. Любая другая область облучения может быть ассоциирована с любыми другими модулями облучения. С первой по третью области облучения перекрываются на участке перекрытия. При этом в данном варианте предусмотрено, что оставшаяся часть первой области облучения может облучаться только первым модулем облучения, оставшаяся часть второй области облучения может облучаться только вторым модулем облучения, тогда как оставшаяся часть третьей области облучения может облучаться только третьим модулем облучения, а оставшаяся часть любой другой области облучения может облучаться только другими ассоциированными модулями облучения.
Способ включает в себя также шаг b) облучения слоя порошка исходного материала, помещенного на носитель, для изготовления слоя изделия. Облучение может производиться посредством модулей облучения в составе системы облучения, причем, в зависимости от задания областей облучения, они могут облучать различные части, но, например, на участках перекрытия также и общие части слоя порошка исходного материала.
Носитель может быть помещен в рабочую камеру устройства. Он может быть, по существу, фиксированным носителем или перемещаемым носителем, который способен перемещаться преимущественно в вертикальном направлении. Согласно варианту изобретения носитель опускается в вертикальном направлении по мере увеличения количества изготовленных слоев изделия, предпочтительно в зависимости от этого количества. Рабочая камера может быть пригодна для ее герметизации относительно окружающей атмосферы с целью создания в ней нужной атмосферы, в частности инертной атмосферы. Слой порошка исходного материала может содержать любые из вышеупомянутых порошковых исходных материалов, в частности порошок металлического сплава. Порошок может иметь частицы любого подходящего размера или любое распределение частиц по размерам. Предпочтительный размер частиц порошка составляет <100 мкм.
Нанесение слоя порошка исходного материала на носитель и/или на слой порошка исходного материала, нанесенного ранее и уже подвергнутого облучению, может производиться посредством известных узлов или устройств для подачи порошка. Пример таких узлов приводится в ЕР 2818305 А1.
В контексте данного описания термин "слой изделия" может относиться, по существу, к слою изделия, подлежащему изготовлению из единственного слоя порошка исходного материала, т.е. в частности, к поперечному сечению изделия, которое требуется получить. Далее, слой изделия может иметь границы, например в форме наружного контура или очертаний его поперечного сечения, которое требуется получить. В дополнение или альтернативно, слой изделия может содержать по меньшей мере частично заполненную поверхность, например, чтобы получить заполненную или сплошную поверхность поперечного сечения изделия. С этой целью может быть использован заданный скан или шаблон облучения, в котором для облучаемой плоскости заданы известным образом множество векторов сканирования, чтобы обеспечить, по существу, плоскостное отверждение.
Для осуществления облучения может быть проведен предварительный анализ, чтобы определить, какие части слоя изделия, подлежащего изготовлению, расположены в отдельных областях облучения и на общем участке перекрытия. Те части, которые находятся вне участка перекрытия, могут быть облучены модулями облучения, которые ассоциированы с релевантными областями облучения. Однако на участке перекрытия для облучения можно использовать несколько модулей облучения. Таким образом, слой изделия, подлежащий изготовлению, может быть составлен из частей, облучаемых каждым из модулей облучения. Другие детали этой процедуры, которые относятся, в частности, к распределению контура изделия, подлежащего изготовлению, и/или скана или шаблона облучения между различными модулями облучения, можно найти в вышеупомянутом документе ЕР 2875897 А1.
Способ включает в себя также шаг с) расположения следующего слоя порошка исходного материала на уже облученном слое порошка исходного материала для изготовления следующего слоя изделия. Это может сделать возможным описанное цикличное послойное изготовление изделия, в котором новый слой порошка исходного материала непрерывно наносят на уже облученный слой порошка исходного материала, облучают и отверждают пространственно селективным образом.
Способ согласно изобретению характеризуется, прежде всего, тем, что используются по меньшей мере три модуля облучения. Следовательно, для общего участка перекрытия доступны несколько модулей облучения, из которых может быть сделан гибкий выбор.
Согласно изобретению может быть предусмотрено, что доля каждой из областей облучения в облучаемой плоскости составляет от 0% до 100% включительно и/или что доля участка перекрытия в облучаемой плоскости составляет от 0% до 100% включительно. Другими словами, обеспечивается возможность перекрытия всего поля так, что каждая из областей облучения покрывает до примерно 100% облучаемой плоскости. Как следствие, каждый участок облучаемой плоскости может облучаться каждым из модулей облучения. Кроме того, участок перекрытия в этом случае аналогичным образом занимает долю облучаемой плоскости, составляющую около 100%. Как альтернатива, аналогичным образом допустимо, чтобы участок перекрытия и/или области облучения занимали не более чем около 50% или не более чем около 20% облучаемой плоскости.
Согласно дальнейшему усовершенствованию модули облучения и/или центры соответствующих областей облучения образуют многоугольник. Другими словами, может быть предусмотрено, что модули облучения и/или центры соответствующих областей облучения не лежат на общей линии. Например, по меньшей мере три модуля облучения могут задавать треугольник, а при наличии четвертого модуля облучения - четырехугольник. Аналогично, может быть предусмотрено, что система облучения содержит несколько групп, каждая из которых содержит определенное количество модулей облучения, задающих соответствующий многоугольник. Эти группы могут быть расположены относительно одна другой таким образом, чтобы сформировать общий заданный шаблон модулей облучения. В дополнение или альтернативно, модули облучения могут быть расположены рядами, причем непосредственно смежные ряды будут взаимно смещены относительно по меньшей мере двух направлений (например вдоль взаимно ортогональных осей X и Y, лежащих в облучаемой плоскости).
Под центрами областей облучения могут пониматься геометрические центры или, другими словами, геометрические средние точки. Форма областей облучения может быть, по существу, произвольной и являться, например, четырехугольной, пятиугольной, шестиугольной, семиугольной или восьмиугольной. Центр может быть образован пересечением диагоналей, соединяющих противолежащие угловые точки этой формы. Допустима также круглая форма областей облучения. Согласно одному варианту все области облучения имеют одинаковую форму, например четырехугольную или шестиугольную, и/или одинаковый размер.
Аналогично, при использовании нескольких групп модулей облучения может быть предусмотрено, что в каждом случае области облучения по меньшей мере трех модулей облучения пересекаются на общем участке перекрытия. В дополнение, могут иметься также участки перекрытия, в которых пересекаются области облучения только двух модулей облучения. Может быть также предусмотрено, что область облучения отдельного модуля облучения имеет серию участков перекрытия со смежными модулями облучения, в частности участки перекрытия с двумя другими модулями облучения. При этом по меньшей мере половина или все участки перекрытия могут быть образованы не более чем тремя различными областями облучения, например, чтобы избежать неточных переходов в структуре изделия, изготовленной на этом участке.
Способ предпочтительно включает в себя также шаг выбора по меньшей мере одного модуля облучения, который должен использоваться для облучения участка перекрытия. В принципе, все по меньшей мере из трех модулей облучения доступны для воздействия на участок перекрытия с целью проведения облучения части слоя порошка исходного материала на этом участке. Согласно еще одному усовершенствованию из всей совокупности модулей облучения можно выбрать по меньшей мере один, по меньшей мере два или, по существу, до n-1 модулей облучения, где n соответствует общему количеству модулей облучения. Однако в принципе допустимо, чтобы, по меньшей мере при облучении выбранных слоев порошка исходного материала, для облучения участка перекрытия выбирались все модули облучения.
Еще одно усовершенствование предусматривает, что шаг выбора осуществляют повторно до начала облучения второго слоя изделия, например, до начала облучения второго слоя изделия согласно шагу с) способа.
Соответственно, может быть предусмотрено, что шаг выбора модулей облучения, которые должны использоваться на участке перекрытия, повторяют для слоя за слоем. Выбор модулей облучения может производиться, по существу, в соответствии с контуром, с шаблоном облучения или с другими характеристиками текущего слоя изделия, подлежащего изготовлению, и, следовательно, может индивидуально адаптироваться слой за слоем. В дополнение или альтернативно, выбор может производиться согласно одному из рассмотренных выше критериев, причем все критерии выбора могут быть взвешены относительно друг друга, с установкой приоритетов и/или построением их иерархии, чтобы предпочтительным образом выбрать модули облучения, которые должны использоваться на участке перекрытия.
Способ может предусматривать также, что выбор модулей облучения, подлежащих использованию для участка перекрытия, является различным для двух последовательных слоев порошка исходного материала. Другими словами, этот вариант предусматривает, что группы модулей облучения, задаваемые посредством выбора, отличаются одна от другой для двух последовательных слоев порошка исходного материала, причем эти группы могут также содержать только один модуль облучения. Другими словами, с учетом последовательности слоев порошка исходного материала, выбираемые и, следовательно, используемые модули облучения можно изменять слой за слоем.
Например, для облучения первого слоя порошка исходного материала на участке перекрытия могут быть выбраны первый и второй модули облучения. Затем, для облучения следующего, второго слоя порошка исходного материала на участке перекрытия, может быть выбран только первый, только второй или только третий модуль облучения или, альтернативно, второй и третий модули облучения или первый и третий модули облучения. С другой стороны, первый и второй модули облучения не могут быть снова использованы для облучения участка перекрытия этого, следующего слоя порошка исходного материала.
Путем выбора различных используемых групп модулей облучения для последовательных слоев порошка исходного материала (т.е. делая различные выборы), слой за слоем участка перекрытия облучается посредством различных модулей облучения. Другими словами, используемые модули облучения могут изменяться перед каждым слоем порошка исходного материала, подлежащего облучению, так что отдельные влияния отдельных модулей облучения на структуру изделия становятся менее заметными, по меньшей мере на участке перекрытия. Тем самым могут быть улучшены однородность структуры и качество изделия.
Следует отметить, что это может быть применимо также к множеству слоев, например к 100 слоям порошка исходного материала, причем перед каждым облучением одного из этих слоев порошка исходного материала может производиться новый выбор и, следовательно, новая смена модулей облучения, которые могут быть использованы на участке перекрытия. Следует также учитывать, что согласно изобретению может быть предусмотрено, что такое изменение выбранных модулей облучения не производится между каждыми смежными слоями порошка исходного материала, подлежащего облучению. Вместо этого, сделанный выбор может, например, сохраняться постоянным для заданного количества последовательных слоев порошка исходного материала.
В общем случае может быть предусмотрено, что данный способ применим по меньшей мере к двум последовательным слоям порошка исходного материала, подлежащего облучению. Количество последовательных слоев порошка исходного материала, подлежащего облучению, может, например, составлять по меньшей мере 10, по меньшей мере 50, по меньшей мере 200 или по меньшей мере 500. Аналогично, может быть предусмотрено, что при изготовлении единственного изделия задаются несколько групп последовательных слоев порошка исходного материала, подлежащего облучению, и предлагаемый способ применяется внутри этих групп, но не между этими группами. Так, в контексте процесса изготовления отдельного изделия предлагаемый способ может быть применен по меньшей мере к 20%, по меньшей мере к 50%, по меньшей мере к 80% или примерно к 100% слоев порошка исходного материала, подлежащих облучению.
Еще одно усовершенствование состоит в том, что для облучения участка перекрытия выбирают несколько модулей облучения, чтобы осуществить облучение участка перекрытия параллельно или последовательно. За счет параллельного облучения участка перекрытия может быть сокращено время получения соответствующего слоя изделия.
Согласно следующему варианту для выбора модулей облучения для облучения участка перекрытия выполняют следующий шаг:
- выбирают, для облучения участка перекрытия, модули облучения, в областях облучения которых слой изделия, подлежащий изготовлению, выступает за пределы участка перекрытия.
В частности, для облучения участка перекрытия могут выбираться только такие модули облучения. Другими словами, может быть предусмотрено, что для облучения участка перекрытия не выбирается ни один модуль облучения, который более не используется вне участка перекрытия для изготовления текущего слоя изделия. С этой целью сначала может быть определено, на предыдущем шаге, в какие обрабатываемые области вне участка перекрытия заходит слой изделия, подлежащий изготовлению в текущий момент. В результате может быть обеспечено улучшенное качество перехода в структуре изделия между участком перекрытия и смежными частями слоя изделия, поскольку для получения данного слоя используется наименьшее возможное количество модулей облучения. В этой связи может также быть предусмотрен выбор преимущественно или только тех модулей облучения, которые формируют части слоя изделия, непосредственно примыкающие к участку перекрытия. Другими словами, может быть предусмотрено проведение оценивания, чтобы определить области облучения, в которые слой изделия, подлежащий изготовлению, непосредственно переходит из участка перекрытия. В результате становится возможным выбрать преимущественно или только те модули облучения, которые ассоциированы с этими областями облучения. Как следствие, становится также возможным не выбирать для облучения участка перекрытия любые модули облучения, которые формируют части слоя изделия, подлежащего изготовлению, в любой точке вне участка перекрытия. Вместо этого, могут быть выбраны модули облучения, которые функционируют в непосредственной близости от участка перекрытия или в области перехода к этому участку.
При использовании рассмотренного выше варианта, согласно которому следует, когда это возможно, изменять для каждого слоя выбор модулей облучения для облучения участка перекрытия, одновременно может быть введена система приоритетов для критериев такого выбора. Например, может быть предусмотрено, что сначала выбор возможных модулей облучения производится с учетом частей слоя изделия, которые должны быть изготовлены вне участка перекрытия. После этого проверяется, пригодны ли эти модули облучения для использования на участке перекрытия при условии изменения их выбора на каждом слое. Если нет, функционирование согласно системе приоритетов, тем не менее, может быть продолжено с первоначально выбранными модулями облучения; альтернативно, этот выбор отбрасывается, и модули облучения выбираются только из условия желательного изменения состава используемых модулей облучения на каждом слое.
Альтернативно, для облучения участка перекрытия могут также выбираться модули облучения, у которых их области облучения слоя изделия, подлежащего изготовлению, не выступают за пределы участка перекрытия. Это позволяет получить повышенный уровень использования модулей облучения и/или сократить время получения отдельного слоя изделия, поскольку участок перекрытия может облучаться модулями облучения, которые не требуются для других областей. В то же время, для внешних областей облучения могут быть использованы модули облучения, которые в любом случае требуются для изготовления текущего слоя изделия, поскольку слой изделия, подлежащий изготовлению, расположен также вне участка перекрытия, в соответствующих областях облучения. Другими словами, модулям облучения, которые уже осуществили облучение вне участка перекрытия, может быть "дан отдых", поскольку на участке перекрытия используются другие модули облучения, которые иначе не потребовались бы. Таким образом, части слоя изделия, подлежащего изготовлению, могут быть более равномерно распределены между модулями облучения. В частности, время изготовления отдельных слоев изделия может быть уменьшено, поскольку может быть достигнута более высокая степень параллельного применения модулей при облучении слоя порошка исходного материала.
Согласно следующему усовершенствованию предусмотрено, что определение областей облучения осуществляют таким образом, что расположение участка перекрытия в облучаемой плоскости изменяется между получением двух последовательных слоев порошка исходного материала. Например, для облучения первого слоя порошка исходного материала участок перекрытия может быть локализован в облучаемой плоскости в первом положении, а для облучения второго слоя порошка исходного материала он может быть локализован во втором положении, которое отличается от первого положения.
Другими словами, может быть предусмотрено, что участок перекрытия не остается в постоянном положении или конфигурации в облучаемой плоскости. Вместо этого, он может быть заново позиционирован для облучения следующего слоя или даже, по существу, перед поступлением каждого нового слоя порошка исходного материала, подлежащего облучению. Тем самым можно достичь того, что участок перекрытия не сохраняет локально постоянного положения относительно изготовленного изделия, но может изменять свое положение по меньшей мере между выбранными слоями изделия или во всех слоях изделия. В результате любые неоднородности, связанные с облучением участка перекрытия, такие как, например, неточные переходы в структуре изделия между участком перекрытия и смежными областями облучения, могут быть уменьшены и/или более равномерно распределены по изделию в целом.
В этой связи области облучения могут переопределяться до облучения нового слоя порошка исходного материала или параллельно с облучением, причем могут быть также обеспечены новые положения участка перекрытия. Этого можно достичь, например, путем соответствующего расчета нового положения и протяженности областей облучения и/или путем считывания из памяти сохраненных в ней подходящих положений.
Прежде всего, участок перекрытия может предпочтительно быть смещенным для каждого слоя в облучаемой плоскости по меньшей мере в двух направлениях, ориентированных под углом одно к другому, например вдоль взаимно ортогональных осей. Эти оси могут являться обычными осями X и Y облучаемой плоскости или поверхности формирования носителя. При этом смещение может происходить случайно или согласно заданному шаблону. Например, участок перекрытия, рассматриваемый в пределах множества последовательных слоев порошка исходного материала, может смещаться в облучаемой плоскости по траектории типа спирали.
Способ может представлять собой способ, включающий в себя следующие шаги:
- разделяют участок перекрытия на несколько разделительных участков, каждый из которых ассоциирован по меньшей мере с одним из модулей облучения, и
- изменяют границы разделительных участков, так что разделительные участки двух последовательных слоев порошка исходного материала отличаются друг от друга.
Это дополнительное усовершенствование может способствовать предотвращению фиксированной (локально постоянной) неоднородности в структуре изделия путем варьирования условий облучения на участке перекрытия. В дополнение или альтернативно, позиционирование самого участка перекрытия в облучаемой плоскости также может варьироваться описанным выше образом и/или может преднамеренно варьироваться выбор используемых модулей облучения.
Разделительные участки, подобно областям облучения, участку перекрытия и облучаемой плоскости, могут задавать виртуальные участки, в которых могут использоваться модули облучения. В случае использования трех модулей облучения участок перекрытия, например, треугольной формы может быть разделен на отдельные треугольники, которые образуют соответствующие разделительные участки, каждый из которых ассоциирован с одним из модулей облучения. Аналогично, если используются четыре модуля облучения, может быть задан четырехугольный участок перекрытия, который может быть разделен на отдельные четырехугольники, соответствующие разделительным участкам. Таким образом, положение, размер, количество и/или форма разделительных участков может преднамеренно варьироваться между последовательными слоями порошка исходного материала путем изменения границ разделительных участков.
Как следствие, можно варьировать, между последовательными слоями порошка исходного материала, часть участка перекрытия, которая ассоциирована с каждым из модулей облучения. Как результат, модули облучения могут осуществлять различные операции по облучению на участке перекрытия, даже если слой изделия, подлежащий изготовлению, остается одним и тем же, поскольку, от слоя к слою, с ним будут ассоциированы различные разделительные участки.
В общем случае границы разделительных участков могут задавать заранее определенные области, в которых предусмотрен непосредственный переход между модулями облучения. Другими словами, облучение может осуществляться первым модулем облучения согласно заданному вектору облучения или вдоль контура изделия, который требуется получить, пока не будет достигнута граница разделительного участка. После пересечения этой границы облучение продолжается вторым модулем облучения. Однако в то же время допустимо, чтобы разделительные участки не задавали узкого участка, в котором предусмотрен непосредственный переход. Вместо этого, может, например, быть предусмотрено, что модуль облучения продолжает облучение вдоль заданного вектора облучения даже за пределами границы разделительного участка, т.е. не прекращает немедленно облучение при достижении разделительного участка. Однако может быть также предусмотрено, что модуль облучения не начинает облучение вдоль других векторов, которые, применительно к этому модулю облучения, только начинаются после прохождения границы разделительного участка. Другими словами, граница разделительного участка может задавать область, за которой модули облучения не могут начать новые операции облучения. Эта ситуация особенно релевантна, если облучение должно проводиться вдоль параллельных векторов облучения с заданными длинами для изготовления заполненных слоев изделия.
Другие детали этой процедуры и взаимосвязь границ разделительных участков с выбранной стратегией облучения можно найти в патентном документе ЕР 2875897. В контексте изобретения специальная ссылка делается на рассмотрение фиг. 4 и 5 в ЕР 2875897.
В этой связи может быть также предусмотрено, что изменение границ разделительных участков включает смещение точки пересечения границ этих участков. Если, например, используются четыре модуля облучения, каждый из которых ассоциирован с четырехугольным разделительным участком в составе участка перекрытия, границы разделительных участков могут пересекаться в общей точке, которая, если разделительные участки имеют одинаковый размер, соответствует геометрической средней точке перекрытия. Смещение такой точки пересечения может, по существу, иметь место в облучаемой плоскости и предпочтительно по меньшей мере в одном из двух направлений, ориентированных под углом одно к другому. Аналогично смещению участка перекрытия в целом, эти направления могут быть взаимно ортогональными осями, например осями X и Y облучаемой плоскости или поверхности формирования носителя. Должно быть понятно, что, когда точка пересечения будет смещена, границы разделительных участков могут быть адаптированы автоматически при соответствующем автоматическом изменении соотношений размеров разделительных участков.
Смещение точки пересечения может происходить случайным образом или согласно заданному шаблону, при этом еще раз, в качестве подходящего примера, можно упомянуть смещение по спирали по мере изготовления последовательных слоев порошка исходного материала.
Дополнительное усовершенствование предусматривает, что система облучения содержит по меньшей мере одну группу по меньшей мере из трех модулей облучения, а способ дополнительно включает в себя следующие шаги:
- располагают модули облучения таким образом, чтобы все они образовывали многоугольник, и
- задают области облучения для каждого модуля облучения таким образом, чтобы общий участок перекрытия был расположен, по меньшей мере частично, внутри данного многоугольника.
Как было отмечено выше, при использовании группы, например, из трех модулей облучения, они могут совместно образовывать треугольник. Участок перекрытия может быть расположен по меньшей мере в ее части (например в середине). При этом каждый модуль облучения может иметь прямоугольную или квадратную область облучения. В качестве еще одного примера может быть упомянута по меньшей мере одна группа из трех модулей облучения, каждый из которых имеет шестиугольную область облучения. В общем случае каждый модуль облучения из такой группы может иметь область облучения, которая пересекается по меньшей мере с одной областью облучения еще одного модуля облучения в составе смежной группы.
Изобретение относится также к устройству для послойного изготовления трехмерных изделий, содержащему:
- систему облучения, содержащую по меньшей мере три модуля облучения;
- носитель, выполненный с возможностью принимать слой порошка исходного материала, пригодный для облучения системой облучения для изготовления слоя изделия;
- блок управления, выполненный с возможностью задавать для каждого из модулей излучения область облучения, каждая из которых соответствует части облучаемой плоскости, расположенной параллельно носителю, причем блок управления выполнен с возможностью задания области облучения таким образом, что они имеют взаимное перекрытие на общем участке перекрытия;
при этом блок управления выполнен также с возможностью управления устройством таким образом, чтобы слои порошка исходного материала, последовательно помещаемые на носитель, могли быть облучены для изготовления последовательных слоев изделия.
Устройство может содержать, по существу, любые дополнительные признаки и компоненты, способствующие выполнению всех вышеупомянутых операций и достижению всех вышеупомянутых эффектов. В частности, блок управления может быть выполнен с возможностью реализации вариантов, относящихся к выбору модулей облучения, которые должны использоваться на участке перекрытия, к вариации положения участка перекрытия в облучаемой плоскости и к заданию и/или изменению любых разделительных участков.
Согласно еще одному варианту устройство содержит по меньшей мере четыре модуля облучения, а области облучения заданы таким образом, что все области облучения модулей облучения перекрываются на общем участке перекрытия. Данный участок предпочтительно находится, по меньшей мере частично, внутри четырехугольника, образуемого модулями облучения.
Краткое описание чертежей
Изобретение будет пояснено далее со ссылками на прилагаемые чертежи.
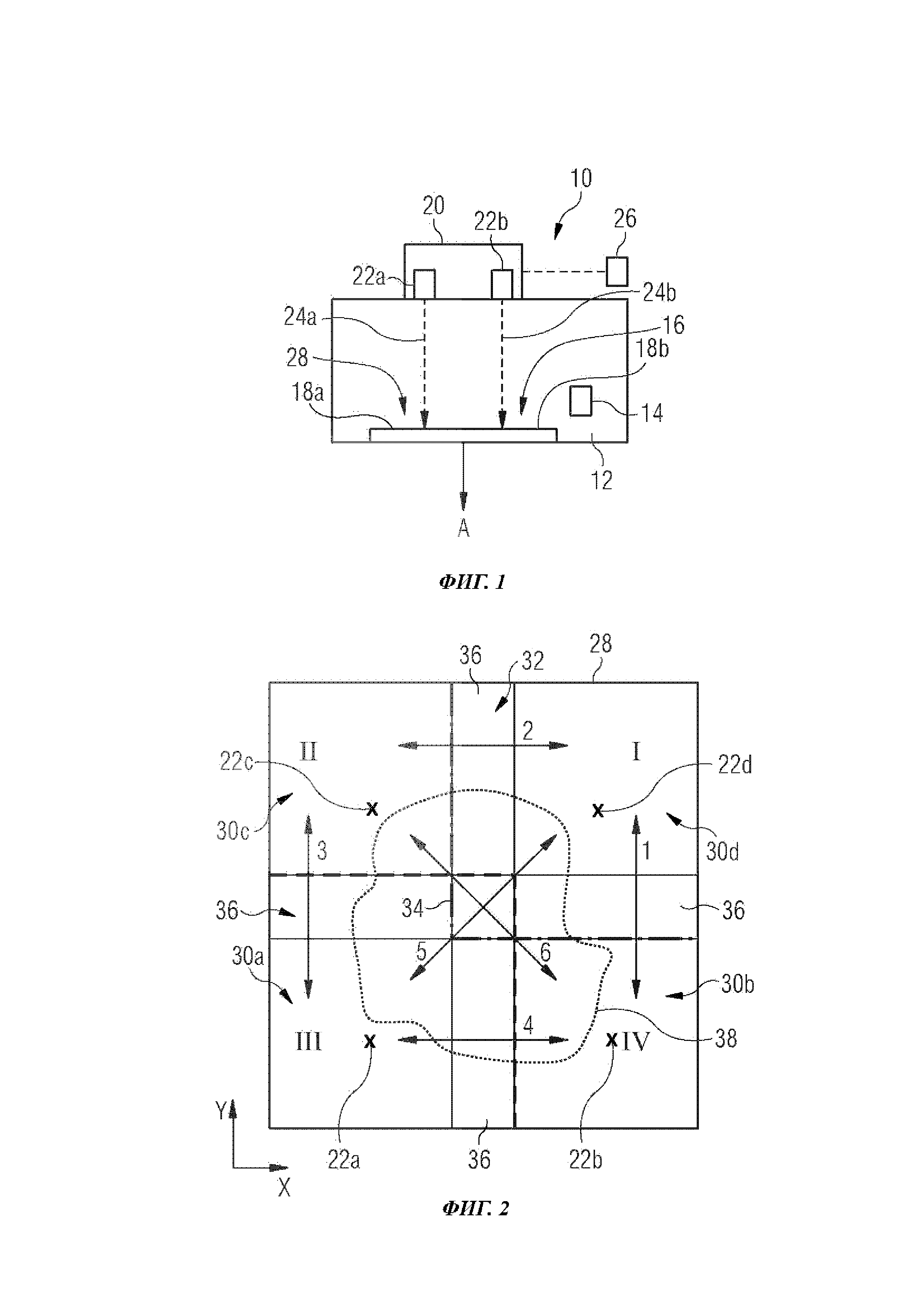
На фиг. 1 представлено устройство согласно изобретению, которое осуществляет способ согласно изобретению.
На фиг. 2 представлены области облучения устройства с фиг. 1.
На фиг. 3 представлены возможные разделительные участки устройства с фиг. 1.
На фиг. 4, 5 показаны возможные расположения модулей облучения в устройстве с фиг. 1.
Осуществление изобретения
На фиг. 1 представлено устройство 10, выполненное с возможностью осуществления способа согласно изобретению, предназначенного для аддитивного изготовления трехмерных изделий из слоя металлического порошка. Более конкретно, способ относится к процессу изготовления, соответствующему так называемому селективному лазерному плавлению (СЛП). Устройство 10 содержит рабочую камеру 12, которая может быть герметизирована относительно окружающей атмосферы, так что в ней может быть сформирована атмосфера инертного газа. Устройство 14 для подачи порошка, которое находится в рабочей камере 12, наносит слои порошка исходного материала на носитель 16. Как отмечено на фиг. 1 стрелкой А, носитель 16 выполнен с возможностью смещения в вертикальном направлении. В результате носитель может опускаться в вертикальном направлении по мере увеличения высоты изделия в процессе его формирования, слой за слоем, из селективно отверждаемых слоев порошка исходного материала.
Устройство 10 содержит также систему 20 облучения для селективного направления нескольких лазерных пучков 24а, 24b на заданные участки слоев порошка исходного материала, находящиеся на носителе 16. Более конкретно, на порошкообразный исходный материал может воздействовать излучение от системы 20 облучения в соответствии с геометрией слоя изделия, который требуется получить, так чтобы материал локально плавился и затем затвердевал.
Система облучения содержит четыре модуля 22a-22d облучения, из которых на фиг. 1 видны только два передних модуля 22а-22b облучения. Остальные модули 22c-22d облучения смещены за плоскость чертежа, т.е. расположены позади модулей 22а-22b облучения, показанных на фиг. 1.
Каждый из модулей 22a-22d облучения связан с общим источником лазерного излучения. Лазерный пучок, испускаемый данным источником лазерного излучения, может быть расщеплен и/или отклонен с помощью подходящих средств, например таких, как расщепители пучка и/или зеркала, чтобы направить лазерный пучок в отдельные модули 22a-22d облучения. Альтернативно, допустимо выделить каждому из модулей 22a-22d облучения свой собственный источник лазерного пучка. Подходящим источником лазерного пучка может служить, например, иттербиевый волоконный лазер с диодной накачкой с длиной волны излучения в интервале примерно 1070-1080 нм.
Каждый из модулей 22a-22d облучения содержит оптическую систему с обрабатывающим пучком (обрабатывающую оптическую систему) для взаимодействия со сформированным лазерным пучком. Каждая обрабатывающая оптическая система содержит отклоняющее устройство в форме блока сканирования (сканатора), который способен гибко позиционировать фокальную точку лазерного пучка 24а, 24b, испускаемого в направлении носителя 16, в облучаемой плоскости 28, параллельной носителю 16.
Облучаемая плоскость 28 соответствует виртуальной плоскости, в которой находится слой порошка исходного материала, являющийся самым верхним слоем на носителе 16, т.е. слоем, который облучается в текущий момент для изготовления слоя изделия. Таким образом, положение облучаемой плоскости 28 относительно носителя 16 изменяется по мере увеличения количества нанесенных и облученных слоев порошка исходного материала. Однако вследствие опускания носителя 16 можно предусмотреть, чтобы положение облучаемой плоскости 28 относительно модулей 22a-22d облучения не изменялось, поскольку это положение внутри рабочей камеры 12 располагается неизменным образом.
Управление облучением слоя порошка исходного материала системой 20 осуществляется блоком 26 управления. Блок управления выполнен также с возможностью задания аналогичным образом для каждого из модулей 22a-22d облучения виртуальной области 18a-18d облучения. Каждая такая область расположена в облучаемой плоскости 28 и включает в себя заданную ее часть. На фиг. 1 также обозначены только области 18а-18b облучения, соответствующие модулям 22а-22b облучения, которые видны на этой фигуре.
На фиг. 2 представлены виды в плане носителя 16 и облучаемой плоскости 28 со стороны системы 20 облучения. Можно видеть, что облучаемая плоскость 28 имеет квадратную форму и соответственно содержит четыре квадранта I-IV одинаковых размеров. Примерно в центре каждого из этих квадрантов I-IV расположен один из модулей 22a-22d облучения. Блок 26 управления задает область 30a-30d облучения для каждого из модулей 22a-22d облучения. В представленном варианте области 30a-30d облучения для каждого из модулей 22а-22d облучения выбраны имеющими одинаковые размеры и прямоугольными. Кроме того, они заданы таким образом, что модули 22a-22d облучения позиционированы слегка эксцентрично относительно областей 30a-30d облучения.
Контур или, другими словами, граница области 30а облучения показан(а) на фиг. 2 штриховыми линиями. Аналогично, контур области 30d облучения показан штрихпунктирными линиями. Контуры других областей 30b, 30с облучения в принципе того же типа. Как следствие, можно видеть, что области 30a-30d облучения имеют взаимное перекрытие в нескольких местах, так что в облучаемой плоскости 28 задана суммарная крестообразная зона 32 перекрытия.
В своем центре зона 32 перекрытия имеет общий участок 34 перекрытия, в котором все области 30a-30d облучения пересекаются и перекрываются одна другой. От этого участка 34 перекрытия, который в представленном варианте является квадратным, отходят, образуя крест, дополнительные участки 36 перекрытия, в каждом из которых перекрываются одна с другой только две из областей 30a-30d облучения.
Подводя итог, можно видеть, что модули 22a-22d облучения выполнены и расположены таким образом, что они совместно образуют многоугольник, конкретно, прямоугольник, и что их области 30a-30d облучения заданы таким образом, что в центральной части прямоугольника имеется общий участок 34 перекрытия.
На фиг. 2 показан также контур слоя 38 изделия, подлежащего изготовлению. Предусмотрено, что наружный контур изделия формируется путем облучения в заданных позициях и отверждения самого верхнего в данный момент слоя порошка исходного материала. В дополнение или альтернативно, может быть предусмотрено, что сечение изделия, ограниченное его контуром, формируется, по существу, полностью затвердевшим и, таким образом, заполненным или, другими словами, сплошным. Этого можно достичь посредством известных шаблонов облучения, включающих, например, множество векторов сканирования, параллельных друг другу.
Из фиг. 2 можно видеть также, что слой 38 изделия, подлежащий изготовлению, имеет различные части, которые заходят в отдельные области 30а-30d облучения, но также и на участок 34 перекрытия и в дополнительные участки 36 перекрытия. Чтобы изготовить слой изделия, модули 20a-20d облучения должны управляться координированным образом посредством блока 26 управления, чтобы каждый из них был способен изготовить часть слоя 38 изделия, которая была ассоциирована с ним.
В тех случаях, в которых релевантная часть слоя 38 изделия, подлежащего изготовлению, заходит только в одну из областей 30a-30d облучения и находится вне зоны 32 перекрытия, эта часть может быть непосредственно отверждена посредством ассоциированного модуля 22a-22d облучения. С другой стороны, для тех частей слоя 38 изделия, которые заходят в зону 32 перекрытия, блок 26 управления, который осуществляет способ согласно изобретению, обеспечивает целесообразный выбор модулей 20a-20d облучения, фактически используемых для облучения.
На фиг. 2 имеются, в частности, двойные стрелки 1-4, каждая из которых расположена между двумя областями 30a-30d облучения и проходит через один из дополнительных участков 36 перекрытия. Если для изготовления желательного слоя изделия лазерный пучок 24а-24b должен быть направлен вдоль одной из этих двойных стрелок 1-4, блок 26 управления решает, который из модулей 22a-22d облучения должен произвести облучение слоя порошка исходного материала в общем для них дополнительном участке 36 перекрытия. Однако, в дополнение или альтернативно, может быть также предусмотрено, что для этого облучения из модулей 22a-22d выбираются оба соответствующих модуля облучения, которые ассоциированы с общим дополнительным участком 36 перекрытия.
В отношении двойной стрелки 1 это означает, что, применительно к фиг. 2, в случае движения при облучении снизу вверх, облучение сначала осуществляется модулем 22b облучения до тех пор, пока не будет достигнут дополнительный участок 36 перекрытия между областями 30b и 30d облучения. Далее, начиная с этой точки, блок 26 управления может, например, определить, что модуль 22b облучения продолжает осуществлять облучение до тех пор, пока он не достигнет верхней (применительно к фиг. 2) границы дополнительного участка 36 перекрытия. После этого дальнейшее облучение вдоль двойной стрелки 1 должно быть продолжено модулем 22d облучения.
На фиг. 2 имеются также две дополнительные двойные стрелки 5-6, которые расположены диагонально в облучаемой плоскости 28 и, в частности, проходят через общий участок 34 перекрытия. Поскольку на участке 34 перекрытия имеет место взаимное перекрытие всех областей, блок управления может выбирать для этого участка между всеми модулями 22a-22d облучения, чтобы обеспечить облучение находящейся в его границах части слоя порошка исходного материала.
В отношении двойной стрелки 5 это означает, что, применительно к фиг. 2, в случае движения при облучении от нижней левой к правой верхней части облучение сначала осуществляется модулем 22а облучения до тех пор, пока не будет достигнут общий участок 34 перекрытия. В этом положении блок 26 управления может определить, который из модулей 22a-22d облучения должен быть выбран для облучения слоя порошка исходного материала на данном участке и следует ли использовать для этой цели совместно некоторые или все модули 22a-22d облучения. После прохода общего участка 34 перекрытия облучение вдоль стрелки 5 продолжается посредством верхнего правого (на фиг. 2) модуля 22d облучения.
При выборе модулей 22a-22d облучения для облучения участка 34 перекрытия блок 26 управления может рассматривать только те из модулей 22a-22d облучения, которые также используются снаружи этого участка для осуществления желаемого облучения. Вместе с тем, другие модули 22b-22с облучения, которые не используются для облучения вне общего участка 34 перекрытия, могут намеренно не выбираться, чтобы минимизировать риск неточных переходов в структуре изделия вследствие частой смены модулей 22a-22d облучения.
Представленный в качестве примера вариант осуществления направлен на использование многократно перекрытых областей 30a-30d облучения и описанных возможностей выбора между модулями 22a-22d облучения таким образом, чтобы структура изготовленного изделия была однородной, насколько это возможно. Авторы изобретения обнаружили также, что улучшенная однородность может быть достигнута, например, если варьировать выбираемые условия облучения, насколько это возможно, чтобы не создавать те же погрешности в одном и том же положении в каждом слое изделия.
Согласно представленному в качестве примера варианту этого можно достичь путем определения, для каждого отдельного слоя порошка исходного материала, какие из модулей 22a-22d облучения фактически используются на общем участке 34 перекрытия и/или на дополнительных участках 36 перекрытия. Кроме того, нужно гарантировать, что этот выбор в последовательных слоях порошка исходного материала будет различным. Таким образом, благодаря постоянно изменяющемуся выбору модулей 22a-22d облучения условия облучения в зоне 32 перекрытия могут изменяться для слоя за слоем.
Согласно представленному варианту может быть также предусмотрено, путем послойного переопределения по меньшей мере некоторых областей 30a-30d облучения, послойное изменение положения общего участка 34 перекрытия в облучаемой плоскости 28. В результате участок 34 перекрытия, и, в частности, его геометрический центр также будут смещены в облучаемой плоскости 28. Конкретно, участок 34 перекрытия смещается вдоль по меньшей мере одной из взаимно ортогональных осей X, Y облучаемой плоскости 28 до начала облучения нового слоя порошка исходного материала либо случайным образом, либо согласно заданному шаблону.
В качестве заданного шаблона может быть рассмотрена спираль, причем участок 34 перекрытия, показанный на фиг. 2, расположен в центре такой спирали. Допустимо также смещать участок перекрытия по схеме, называемой "ход конем". Другими подходящими шаблонами могут быть так называемая "случайная клавиатура", которая также включает случайный компонент движения, или движение в соответствии с "максимальным интервалом".
На фиг. 3 представлен еще один вариант облучения слоя порошка исходного материала, совместимый с ранее рассмотренным вариантом. Здесь также можно видеть облучаемую плоскость 28 и имеющуюся в ней крестообразную зону 32 перекрытия. За исключением деталей разбиения на зоны перекрытия, описанного далее, этот пример аналогичен примеру с фиг. 2. С учетом этого, из соображений ясности, не все ссылочные обозначения повторены на фиг. 3.
На фиг. 3 представлены различные возможности различных вариантов разбиения зоны 32 перекрытия путем варьирования границ разделительных участков для текущего слоя порошка исходного материала, подлежащего облучению. Текущее положение конкретных границ участков показано на фиг. 3 сплошными и штриховыми линиями.
На фиг. 3 показаны пунктирными линиями также другие предпочтительные границы разделительных участков. В целом можно видеть, что в зоне 32 перекрытия могут быть выделены различные разделительные зоны в соответствии с выбором границ разделительных участков. Например, эти разделительные зоны могут состоять из частей PS1x-PS4x, PS1y-PS4y, показанных на фиг. 3. Эти разделительные участки также могут быть ассоциированы с одним из модулей 22а-22d облучения.
Выбор подходящих границ разделительных участков и ассоциированных с ними разделительных участков зоны 32 перекрытия может производиться, в частности, с учетом общего участка 34 перекрытия. На фиг. 3 можно видеть, что границы разделительных участков пересекаются в общей точке Р. Соответственно, общий участок 34 перекрытия аналогичным образом разделен на четыре части различных размеров, каждая из которых образует разделительный участок Т1-Т4 общего участка 34 перекрытия. Каждый из этих разделительных участков Т1-Т4 ассоциирован с одним из модулей 22a-22d облучения, причем верхний левый модуль 22с облучения на фиг. 3 ассоциирован с наибольшим разделительным участком Т1, а нижний правый модуль 22b облучения ассоциирован с наименьшим разделительным участком Т3.
Как было рассмотрено выше, для изготовления общего слоя изделия, переход между модулями 22a-22d облучения может происходить непосредственно на границах разделительных участков (т.е. облучение непосредственно продолжается одним из модулей 22a-22d облучения, который ассоциирован со смежным разделительным участком). В дополнение или альтернативно, границы разделительных участков могут просто задавать участок, который может также временно пересекаться, например, в случае облучения модулями 22a-22d облучения вдоль заданного вектора. При этом облучение не может производиться вдоль нового вектора облучения, который применительно к рассматриваемому модулю 22a-22d облучения начинается только после того, как будет пройдена граница разделительного участка.
Чтобы варьировать условия облучения между последовательными слоями порошка исходного материала, представленный вариант обеспечивает возможность варьирования положения точки Р пересечения границ разделительных участков внутри общего участка 34 перекрытия. Конкретно, точка Р пересечения может быть смещена вдоль по меньшей мере одной из осей X, Y. Аналогично рассмотренному выше смещению общего участка 34 перекрытия в целом, точка Р пересечения может быть смещена случайным образом или согласно заданному шаблону. Как следствие смещения точки Р пересечения, изменяются также размеры разделительных участков Т1-Т4.
Следовательно, одна и та же часть общего участка 34 перекрытия может облучаться различными модулями 22a-22d облучения в зависимости от положения точки Р пересечения, учитываемого применительно к последовательным слоям порошка исходного материала, и также в зависимости от того, в каком разделительном участке Т1-Т4 в текущий момент находится релевантная часть.
Для обеспечения полноты далее будут рассмотрены возможности разбиения верхнего дополнительного участка 36 перекрытия, показанного на фиг. 3. В этом случае можно видеть четыре возможных варианта разбиения путем выбора соответствующих дополнительных разделительных участков N1, N2, каждый из которых состоит из частей PS1x-PS4x. При представленных разделительных границах участков на фиг.3 с верхним правым модулем 22d облучения ассоциирована сравнительно малая часть PS4x. Вместе с тем, значительно большая часть этого дополнительного участка 36 перекрытия, содержащая другие части PS1x-PS3x, ассоциирована с верхним левым модулем 22 с облучения.
Как было пояснено выше, границы разделительных участков могут изменяться между последовательными слоями порошка исходного материала посредством блока 26 управления. Это может осуществляться, в частности, за счет того, что дополнительные разделительные участки N1, N2, задаваемые частями PS1x-PS4x, являются отличающимися один от другого между последовательными слоями порошка исходного материала. Например, когда в варианте согласно фиг. 3 облучение текущего слоя порошка исходного материала будет завершено, блок 26 управления может сместить границы разделительных участков, изображенные штриховыми линиями, так что верхний дополнительный участок 36 перекрытия будет разделен посередине. Как следствие, дополнительный разделительный участок N1, содержащий части PS3x-PS4x будет ассоциирован с модулем 22d облучения, а дополнительный разделительный участок N2, содержащий части PS1x-PS2x, будет ассоциирован с модулем 22с облучения.
Должно быть понятно, что такая операция может быть также осуществлена для всех следующих дополнительных участков 36 перекрытия. Однако в представленном в качестве примера варианте все дополнительные участки 36 перекрытия и общий участок 34 перекрытия изменяют одновременно, конкретно, путем описанного выше смещения точки Р пересечения в пределах общего участка 34 перекрытия.
В целом, обеспечивается несколько возможностей, которые используют присутствие по меньшей мере трех модулей 22a-22d облучения и образованного ими участка 34 перекрытия, чтобы повысить однородность структуры изготовляемого изделия. Эти возможности относятся к смещению участка 34 перекрытия и варьируемому выбору модулей 22a-22d облучения согласно фиг. 2 и варьируемому разбиению зоны 32 перекрытия на отдельные разделительные участки Т1-Т4 согласно фиг. 3. Устройство 10 может быть в принципе выполнено с возможностью реализации всех этих возможностей. Какая именно из этих возможностей будет использована применительно к отдельному слою или к множеству последовательных слоев порошка исходного материала, может определяться для всего изделия, которое должно быть изготовлено, или отдельно для каждого слоя изделия, который требуется получить.
На фиг. 4 и 5 иллюстрируются другие возможности для расположения нескольких модулей облучения, которые отображены в форме крестиков и имеют одно и то же обозначение 50. Однако, из соображений наглядности, не всем модулям облучения присвоено это обозначение. Виды на фиг. 4 и 5 аналогичны видам на фиг. 2 и 3, т.е. показывают облучаемую плоскость 28 на виде в плане. Расположение модулей 50 облучения, показанное на фиг. 4 и 5, может быть, в принципе, использовано в рассмотренном выше устройстве 10. Соответственно, в дальнейшем описании для однотипных частей или частей, обеспечивающих тот же эффект, будут использованы одни и те же ссылочные обозначения.
На фиг. 4 можно видеть, что в общей сложности предусмотрено девять модулей 50 облучения, которые смещены относительно друг друга в облучаемой плоскости 28 вдоль осей Y, X. Конкретно, три модуля 50 облучения показаны расположенными один позади другого в направлении Y, при этом имеются три таких ряда, взаимно смещенных вдоль оси X. Средний ряд смещен вниз (по направлению Y) относительно внешних рядов. При таком расположении в каждом случае образуется группа из трех модулей 50 облучения, причем квадратные области 52 облучения этих блоков перекрываются на общем участке 34 перекрытия. По соображениям наглядности не все области 52 облучения и участки 34 перекрытия на фиг. 4 и 5 снабжены соответствующими обозначениями.
Для двух выбранных групп модулей на фиг. 4 показано образование треугольников. Можно видеть, что модули 50 облучения в каждом случае расположены в середине соответствующих им квадратных областей 52 облучения. Модули 50 облучения в данной группе образуют схематично изображенный виртуальный треугольник, внутри которого почти полностью заключен общий участок 34 перекрытия. И в этом случае можно видеть несколько дополнительных участков 36 перекрытия, в которых перекрытие имеет место только для областей 52 облучения двух модулей 50 облучения. Можно также видеть, что каждый модуль 50 облучения взаимодействует с другими модулями 50 облучения, расположенными вне отдельных групп, образующих треугольник, причем имеет место перекрытие с их областями 52 облучения. Другими словами, один модуль 50 облучения может быть ассоциирован с несколькими группами модулей 50 облучения, вместе с которыми он образует общий участок 34 перекрытия. Это касается, например, модуля 50 облучения, который отмечен стрелкой Z на фиг. 4 и который ассоциирован с обеими показанными на фиг.4 группами в форме треугольников.
Таким образом, модули 50 облучения на фиг. 4 расположены относительно друг друга таким образом, что их области 52 облучения образуют в каждом случае по меньшей мере два общих участка 34 перекрытия с двумя другими модулями 50 облучения.
Должно быть понятно, что в варианте по фиг. 4 также могут быть реализованы все рассмотренные выше возможности варьирования условий, например, в форме варьируемого выбора модулей 50 облучения, которые должны использоваться для участков 34 перекрытия, или варьируемых смещений положений участков 34 перекрытия в облучаемой плоскости 28.
Это относится также к варианту по фиг. 5, в котором используются четырнадцать модулей 50 облучения, расположенных во взаимно смещенных рядах. Каждый из модулей 50 облучения имеет область 52 облучения шестиугольной или, другими словами, сотовой формы. Для облегчения восприятия здесь также не все описанные элементы снабжены соответствующими ссылочными обозначениями
Модули 50 облучения и в этом случае расположены таким образом, что образуются группы из трех модулей 50 облучения, которые образуют треугольник, в котором находится общий участок 34 перекрытия. И в этом случае можно видеть, что каждый модуль 50 облучения взаимодействует с несколькими смежными модулями 50 облучения и таким образом задает несколько общих участков 34 перекрытия и/или дополнительных участков 36 перекрытия. Однако в вариантах на фиг. 4 и на фиг. 5 ни один из участков 34 перекрытия не образован более чем тремя различными областями 52 облучения, которые, как и раньше, обеспечивают прецизионные переходы в структуре изделия, тем не менее, с возможностями варьирования облучения.
Реферат
Изобретение относится к аддитивному изготовлению трехмерных изделий. Способ включает послойное формирование изделия в устройстве (10) для аддитивного изготовления трехмерных изделий, которое содержит систему (20) облучения, имеющую по меньшей мере три модуля (22a-22d, 50) облучения, и осуществляют управление системой (20) облучения. Задают область (30a-30d) облучения для каждого из модулей (22a-22d, 50) облучения, причем каждая область (30a-30d) облучения содержит часть на облучаемой плоскости (28), расположенной параллельно носителю (16) устройства (10), при этом области (30a-30d) облучения задают таким образом, чтобы они взаимно перекрывались на общем участке (34) перекрытия. Разделяют участок (34) перекрытия на несколько разделительных участков (Т1-Т4), каждый из которых ассоциирован по меньшей мере с одним из модулей (22a-22d, 50) облучения. Изменяют границы разделительных участков, так чтобы указанные разделительные участки (Т1-Т4) между двумя последовательными слоями порошка исходного материала отличались друг от друга. Облучают слой порошка исходного материала, расположенный на носителе (16), для изготовления слоя изделия. Располагают следующий слой порошка исходного материала на облученном слое порошка исходного материала для изготовления следующего слоя изделия. Предложено также устройство (10) для аддитивного изготовления трехмерного изделия. 2 н. и 10 з.п. ф-лы, 5 ил.
Формула
Документы, цитированные в отчёте о поиске
Устройство и способ лазерного спекания
Способ получения объемных изделий из порошков и устройство для его осуществления
Комментарии