Устройство и способ лазерного спекания - RU2132761C1
Код документа: RU2132761C1
Чертежи











Описание
Изобретение относится к лазерному спеканию, в частности к двухлучевому лазерному спеканию для уменьшения коробления.
Известен способ стереолитографии, предназначенный для быстрого изготовления опытных образцов пресс-форм или самих изделий. Как известно, в способе стереолитографии используют ультрафиолетовый лазер для сканирования и избирательной полимеризации мономера (то есть для отверждения жидкой пластмассы) с целью получения детали послойным наращиванием (или последовательным нанесением линий) по заданной модели. В частности, лазер фокусируют на часть ванны с жидкой смолой, которую заставляют полимеризоваться (или отверждаться) в том месте, где фокальная точка лазера контактирует с жидкостью (то есть лазерный луч падает на поверхность жидкости). Такая технология обеспечивает возможность быстрого получения детали, для изготовления которой иным способом, например литьем, потребовалось бы много времени.
Известен также способ быстрого изготовления опытных образцов при использовании инфракрасного лазера для избирательного спекания порошка. Как известно, спекание является процессом, в котором температуру порошкообразного материала повышают до температуры его размягчения нагревом с помощью лазера, заставляя частицы порошка спекаться в этой нагреваемой области. Температура, необходимая для спекания, зависит от спекаемого материала, но чем выше температура, тем быстрее материал спекается. Например, железный порошок плавится при температуре 1500oC, но спечется при температуре 1000oC, если порошок выдержать при этой температуре в течение достаточно длительного времени.
В процессе спекания лазерный луч при практически постоянном уровне мощности направляют на слой порошка и многократным сканированием лазерного луча вдоль последовательных линий по слою порошка до тех пор, пока не будет просканирован весь слой получают крайний слой детали. Лазер включают в тех точках, где порошок должен быть спечен, а в других - лазер отключают. Когда завершают формирование одного слоя, поверхность спеченного слоя опускают, наносят другой слой порошка поверх предыдущего, уже спеченного слоя, и сканируют следующий слой. Процесс повторяют до тех пор, пока не получат готовую деталь.
Недостатком лазерного спекания является склонность спеченных слоев к короблению вследствие температурного градиента (разности температур), существующего между фокальной точкой лазерного луча в зоне спекания, имеющей малый диаметр и высокую интенсивность излучения, и окружающим материалом.
Одним из способов, используемых для устранения этого недостатка, является подогрев всего слоя порошка до некоторой температуры меньше температуры спекания, уменьшая таким образом температурный градиент между лазерным лучом и окружающим материалом. Хотя этот способ может быть приемлем для некоторых полимерных порошков, при использовании для металлических или керамических порошков он намного менее эффективен вследствие более высоких температур спекания и плавления. Уменьшение эффективности связано, во- первых, с тем, что трудно поддерживать равномерную температуру в слое порошка. Во-вторых, если порошок нагревают до температуры, равной примерно половине температуры плавления, то в течение нескольких часов он спечется сам. Если температура порошкового слоя менее половины температуры плавления, то проблема коробления вообще не решается.
Таким образом, возникает необходимость в разработке устройства для спекания, которое не требовало бы нагрева всего порошкового слоя, но в то же время уменьшало коробление спекаемого материала.
Целью настоящего изобретения является разработка устройства для спекания, которое уменьшало бы коробление спекаемого материала.
В соответствии с настоящим изобретением устройство для лазерного спекания содержит спекающий лазерный луч, падающий на поверхность порошка в зоне спекания; по меньшей мере один расфокусированный лазерный луч, падающий на расфокусированную область вблизи зоны спекания; причем расфокусированный луч обеспечивает возможность получения заданного температурного градиента между зоной спекания и окружающим порошком.
Расфокусированный луч может перекрывать спекающий луч на поверхности порошка. В другом варианте спекающий луч может проходить внутри расфокусированного луча заданное расстояние до того, как достичь порошока.
Спекающий луч может быть поляризован в направлении перпендикулярном поляризации расфокусированного луча. Спекающий и расфокусированный лучи могут формироваться из одного лучевого источника.
Для определения температуры порошка в точке вблизи расфокусированной области может быть предусмотрен детектор. Детектор также может содержать средства для определения температуры порошка во множестве точек вокруг зоны спекания. Для регулирования мощности расфокусированного лазерного луча может быть предусмотрено средство управления лазером, чувствительное к сигналам детектора. Детектор также может измерять тепловые излучения из порошка.
Изобретение значительно совершенствует предшествующие технологии спекания, благодаря уменьшению коробления спекаемых деталей. Кроме того, изобретение исключает также необходимость нагрева всего порошкового слоя до высокой температуры для уменьшения коробления. Согласно изобретению используются два луча: узко сфокусированный луч, спекающий порошок, и более широко сфокусированный луч, подогревающий область вокруг узко сфокусированного спекающего луча. Таким образом, изобретение снижает температурный градиент между спекающим лучом и окружающим материалом, значительно уменьшая этим эффект коробления.
Изобретение также предусматривает измерение теплового излучения и, таким образом, температуры как спекающего луча, так и более широко сфокусированного луча. Это дает возможность точно по температуре регулировать мощности обоих лучей и зависимых от этого температурных градиентов. Кроме того, при использовании двух лучей с различными поляризациями или двух различных лазеров изобретение позволяет исключить проблему интерференции когерентных волн между лучами и связанного с ней широкого разброса результирующей интенсивности излучения. Помимо этого настоящее изобретение уменьшает склонность порошка к "комкованию" (или "образовыванию агломератов") при спекании.
Указанные выше и другие цели, признаки и преимущества настоящего изобретения станут более понятными при рассмотрении приведенного ниже подробного описания иллюстративных вариантов его воплощения со ссылкой на сопроводительные чертежи.
Краткое описание чертежей.
Фиг. 1 - блок-схема двухлучевого лазерного устройства для спекания в соответствии с настоящим изобретением.
Фиг. 2 - оптическая схема измерения теплового излучения большего и меньшего лучей, иллюстрирующая также альтернативный вариант отвода тепловых излучений.
Фиг. 3 - принципиальная схема другой конструкции двухлучевого устройства для спекания с лазером, луч которого поляризуется только в одном направлении.
Фиг. 4 - принципиальная схема двухлучевого лазерного устройства для спекания с двумя независимыми лазерами, каждый из которых формирует отдельный луч.
Фиг. 5 - оптическая схема образования второго луча для варианта, в котором два фокусируемых луча не проходят один в другом.
Фиг. 6 - принципиальная схема альтернативной конструкции двухлучевого лазерного устройства для спекания.
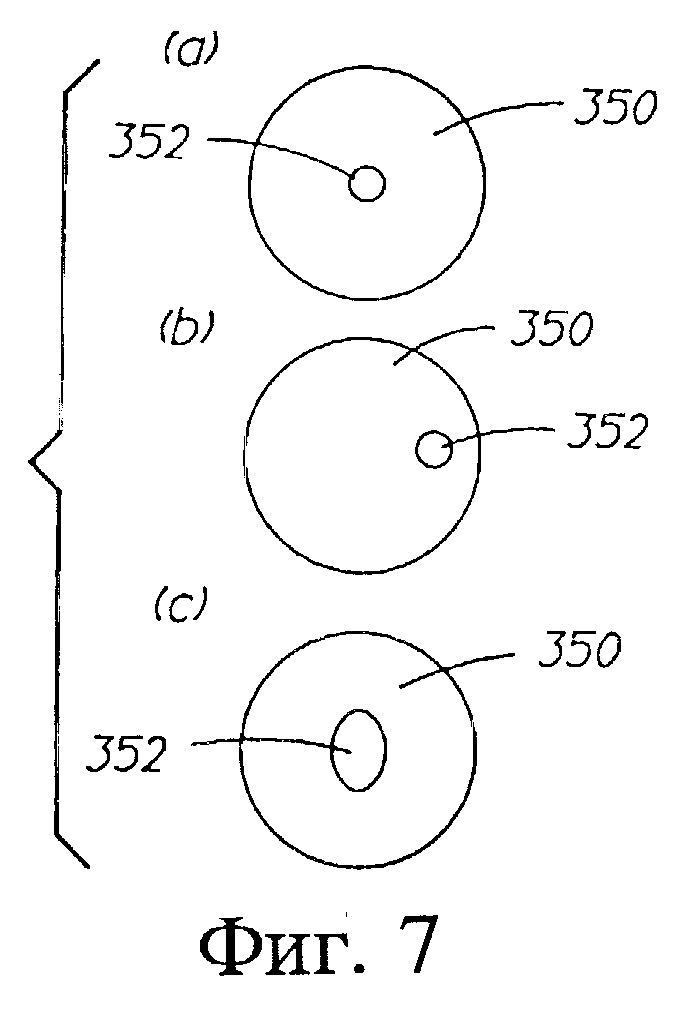
Фиг. 7 - увеличенное поперечное сечение двух лучей на поверхности спекающегося порошка: (a) меньший луч соосен с большим; (b) меньший луч несоосен с большим; и (c) меньший луч эллиптического сечения находится вблизи центра большего луча.
Фиг. 8 - схематическое поперечное сечение оптического изображения на фотодетекторе, используемом для определения температуры спекемого слоя.
Фиг. 9 - схематическое поперечное сечение спекающего луча и нескольких расфокусированных лучей, падающих на спекаемый слой.
Фиг. 10 - схематическое поперечное сечение спекающего луча и нескольких соосных расфокусированных лучей, падающих на спекаемый слой.
Фиг. 11 - схема спекающего луча и расфокусированного луча, имеющего фокальную точку ниже поверхности спекаемого слоя.
Фиг. 12 - схема спекающего луча и расфокусированного луча, имеющего фокальную точку на поверхности спекаемого слоя.
Фиг. 13 - изометрическое изображение прямоугольной спекаемой детали в соответствии с настоящим изобретением.
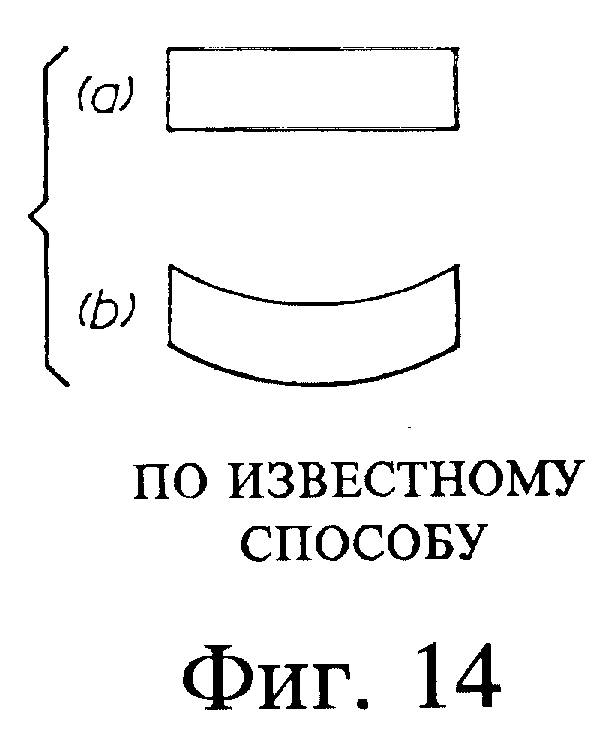
Фиг. 14 - вид с торца детали, показанной на фиг. 13: (a) деталь, полученная спеканием в соответствии с изобретением; (b) деталь, полученная спеканием с помощью известной предшествующей технологии.
Фиг. 15 - демонстрирует сравнительную кривизну верхней поверхности деталей, показанных на фиг. 13 и фиг. 14, полученных с помощью известной технологии спекания и в соответствии с настоящим изобретением.
Наилучший вариант воплощения изобретения.
Как показано на фиг. 1, лазер 10 формирует коллимированный выходной луч 12 с вертикальной и горизонтальной поляризованными составляющими. Коллимированный луч 12 попадает на светоделитель, который пропускает свет, поляризованный вдоль горизонтальной оси, как показано стрелками 18, и отражает свет, поляризованный вдоль оси, перпендикулярной оси 18 (то есть перпендикулярной плоскости страницы), как показано точкой 20. Следовательно, светоделитель 16 отражает свет 22, имеющий поляризацию вдоль оси 20, и пропускает свет 24, имеющий поляризацию вдоль оси 18.
Прошедший свет 24 попадает на затвор 26, управляемый сигналом по проводу 28 из схемы 30 управления спеканием (описываемой ниже). Затвор 26 имеет два положения, открытое и закрытое, и пропускает свет без ослабления, если находится в открытом положении, и блокирует весь свет, если находится в закрытом. Сигнал, поступающий по проводу 28 из схемы управления спеканием, является сигналом открыть/закрыть.
Затвор пропускает выходной луч 32 к оптическому модулятору 34. Модулятор 34 изменяет мощность луча, поляризованого вдоль оси 18, в ответ на сигнал по проводу 36 из схемы 38 регулирования мощности (описываемой ниже) и выдает модулированный луч 40. Луч 40 попадает на дихроичный светоделитель 42, который пропускает (или передает) луч 44 при длине волны лазера.
Световой луч 44 попадает на расширитель 46 луча, обеспечивающий десятикратное расширение луча (10 : 1). Расширитель 46 луча содержит пару изогнутых зеркал 48, 50. Луч 44 проходит через зеркало 48 к зеркалу 50, которое направляет расходящийся луч 52 к зеркалу 48. Зеркало 48 преобразует расходящийся луч 46 в коллимированный луч 54, который отражается от фокусирующего оптического элемента (изогнутого зеркала) 56. Зеркало 56 направляет сфокусированный луч 58 к сканирующим зеркалам 60, 62. Зеркала 60, 62 отражают сфокусированный лазерный луч 58 и направляют управляемый сфокусированный (или спекающий) луч 64, который сфокусирован на спекающемся порошковом слое 68 и который спекает порошок.
Сканирующие зеркала 60, 62 направляют спекающий луч 64 для сканирования по линиям на порошковом слое 68 для избирательного спекания требуемых зон. Сканирующие зеркала 60, 62 приводят в движение посредством гальванометрических приводов 66, 67 соответственно, например, модели G325DT производства General Scanning Inc. в ответ на управляющие сигналы по проводам 70, 72 соответственно из схемы 30 управления спеканием. Приводы 66, 67 направляют также позиционные сигналы обратной связи по проводам 74, 76 соответственно к схеме 30 управления спеканием. Провода 70, 72, 74, 76 обобщенно показаны как провод 78, соединенный со схемой 30 управления спеканием.
Процесс спекания осуществляют в камере 80, в которой предварительно создают газовую среду или вакуум. В камере 80 расположен контейнер 82, вмещающий порошок 84, спекаемый в заданных зонах для формирования детали 85 заданной формы. Контейнер 82 имеет способную перемещаться нижнюю часть, содержащую поршень 88, с помощью которого устанавливают глубину контейнера 82. Когда слой порошка спечен, поршень 88 опускается и ролик 90 накатывает еще порошка 84 поверх спеченного слоя 68. Положение поршня 88 регулируют посредством электродвигателя 92, которым управляют с помощью электрического сигнала по проводу 94 из схемы 30 управления спеканием.
Спекающий луч 64 падает на порошковый слой 68 в точке 96. Тепло лазерного луча побуждает частицы порошка 84 сплавляться (или спекаться), поскольку благодаря энергии спекающего луча 64 повышается температура (как описано выше).
Схема 30 управления спеканием направляет выходной сигнал по проводу 28 для приведения в действие затвора 26, по проводу 94 для приведения в действие электродвигателя 92, движущего поршень 88, и по проводам 70, 72 для приведения в движение сканирующих зеркал 60, 62 соответственно. Схема 30 управления спеканием устанавливает спекающий луч 64 в заданное положение на порошковом слое 68 и управляет сканированием спекающего луча 64 по порошковому слою 68. Кроме того, схема 30 управления спеканием открывает и закрывает затвор 26 в соответствующие промежутки времени для спекания заданных участков скана для получения требуемой детали.
Схема 30 управления спеканием может быть представлена цифровым компьютером, имеющим в своем запоминающем устройстве топологию послойного формирования (или топологию каждого скана) получаемой детали, который определяет, когда лазер должен быть включен или выключен с помощью затвора 26. Схема 30 управления спеканием может быть выполнена во множестве разных вариантов и конкретный тип используемой схемы управления не относится к настоящему изобретению. Схема 30 управления спеканием хорошо известна в технике, как описано в одновременно поданной заявке WO 95/11100.
Отраженный коллимированный световой луч 22 из светоделителя 16, поляризованный только вдоль оси 20, попадает на поворачивающее зеркало (или пластину) 100. Зеркало 100 направляет отраженный луч 102 к затвору 104, аналогичному вышеописанному затвору 26, который пропускает или блокирует входной луч 102 в ответ на сигнал по проводу 104 из схемы 30 управления спеканием. Затвор 104 направляет выходной луч 106 к оптическому модулятору 108, аналогичному вышеописанному модулятору 34, который изменяет мощность входного луча 106 в ответ на сигнал по проводу 110 из описываемой ниже схемы 38 регулирования мощности.
Модулятор 108 направляет выходной луч 110 к фокусирующему зеркалу 112, которое направляет сфокусированный луч 114, который проходит через отверстие в зеркале 56 к сканирующим зеркалам 60, 62, которые направляют расфокусированный луч 116. Луч 116 имеет фокальную точку 118 выше спекаемого слоя 68 и, таким образом, имеет диаметр на поверхности слоя 68, который больше диаметра спекающего луча 64.
При использовании второго расфокусированного луча 116 температурный градиент между спекающим лучом 64 и окружающим материалом уменьшается, уменьшая в соответствии с этим эффект коробления. Мы также установили, что это также уменьшает склонность расплавленного материала "комковаться" или "образовывать агломераты", при спекании порошка.
Для лучшей работы расфокусированный луч 116 должен быть включен до включения узко сфокусированного луча 64, что обеспечит предварительный нагрев некоторой области прежде, чем спекающий луч 64 высокой интенсивности излучения упадет на поверхность. Однако лучи могут быть отключены одновременно. Таким образом, схема 30 управления спеканием, которая управляет обоими затворами 26, 104, должна предусматривать разное время включения.
Схема 38 регулирования мощности управляет модуляторами 34, 108 для регулирования мощности спекающего луча 64 и расфокусированного луча 116 соответственно на основе теплового излучения, измеряемого модулем 120 фотодетектора. В частности, порошок испускает тепловое инфракрасное излучение в той области, где лучи 64, 116 нагревают порошок. Это излучение проходит через сканирующие зеркала и попадает на зеркало 56, как показано стрелкой 122, направленной обратно ходу лучей. Это излучение отражается от зеркала 56, как показано стрелкой 124. Излучение 124 уменьшается в размере в масштабе 10 : 1 посредством телескопической оптической системы (противоположного направления) и появляется как меньший луч, указанный стрелкой 126. Излучение 126 попадает на дихроичный светоделитель, который отражает свет при длинах волн излучения 126 и направляет отраженный луч 128 на модуль 120 фотодетектора.
Модуль 120 фотодетектора формирует электрические выходные сигналы, направляемые по проводам 122, 124 к схеме 38 регулирования мощности. Схема 38 регулирует мощность соответствующих лучей 64, 116 до заданных опорных пороговых значений для обеспечения практически постоянной температуры спекания и практически постоянного температурного градиента между спекающим лучом 64 и расфокусированным лучом 116 и между расфокусированным лучом 116 и окружающим материалом. Схема 38 регулирования мощности (элементы не показаны) аналогична схеме, описанной в вышеупомянутой, одновременно поданной заявке на патент (фиг. 3); однако эта схема для настоящего изобретения имеет два контура управления вместо одного, по одному для каждого выходного луча. При необходимости могут быть использованы другие технические средства управления.
Очевидно, что два луча 64, 116, падающие на порошковый слой 68 имеют перпендикулярные поляризации. Это сделано для предотвращения проблемы интерференции когерентных волн (проблемы когерентных помех) между лучами, которая может вызвать значительное изменение (например, 3 : 1) мощности сфокусированного луча из-за очень небольших изменений (например, на четверть длины волны) в разности длин оптического пути между двумя лучами 64, 116. Это происходит, поскольку складываются амплитуды поля, а не интенсивности этих двух лучей.
Из фиг. 2, на которой приведена подробная схема модуля 120 фотодетектора, показано тепловое излучение 130 от спекающего луча 64 и тепловое излучение от расфокусированного луча 116. Модуль 120 фотодетектора содержит фокусирующую линзу 136, которая фокусирует как излучение 130 от спекающего луча 64, так и излучение 132 от расфокусированного луча 116, на диафрагме 140 с отражательной наружной поверхностью. Отверстие 142 в диафрагме 140 дает возможность излучению с поверхности порошка в области спекающего луча 64 отразиться в детектор 144. Детектор 144 по проводу 122 подает электрический выходной сигнал, определяющий уровень мощности излучения из области спекающего луча 64.
Тепловое излучение 132 от расфокусированного луча 116 отражается поверхностью диафрагмы 140 как луч 146, который попадает на фокусирующую линзу 148. Линза 148 направляет сфокусированный световой луч 149, который формирует оптическое изображение 150 области вокруг сфокусированного луча на втором детекторе 152. Детектор 152 по проводу 124 подает электрический выходной сигнал, определяющий уровень мощности излучения из области расфокусированного луча 116.
На фиг. 2 также показан альтернативный вариант отвода излучения при размещении дихроичного светоделителя 42 между сканирующими зеркалами 60, 62 и фокусирующим зеркалом 56. Вместо применения дихроичного светоделителя 42 для отражения теплового излучения при необходимости может быть использовано специальное зеркало, имеющее отверстие в области, где будут проходить лучи 58, 114.
На фиг. 3 показано, что вместо использования лазера, направляющего выходной луч с двумя поляризациями, может быть использован лазер 200, который направляет выходной луч 202, поляризованный в одном направлении, как показано стрелками 204. Луч 202 попадает на обычный светоделитель 206. Светоделитель 206 отражает часть светового луча 202, показанную как луч 102, а остальная часть луча 202 проходит через светоделитель 206, образуя луч 210. Как известно, количество отражаемого света 208 зависит от соответствующих характеристик покрытий и подложки светоделителя.
Световой луч 210 попадает на пару зеркал 212, 214 и направляет отраженный луч 24, имеющий поляризацию, как показано точкой 218 (перпендикулярную плоскости страницы), которая повернута на 90 градусов относительно направления поляризации луча 210.
Световые лучи 24, 102 попадают на те же самые оптические элементы и регулирующие приборы, которые установлены в показанном пунктиром контуре 220 на фиг. 1, описанной выше.
Фиг. 4 иллюстрирует альтернативный способ преодоления проблемы когерентных помех простым использованием двух независимых лазеров 230, 232. Так, вместо формирования лучей 24, 102 из одного лазера 10, как показано на фиг. 1, или 200, как показано на фиг. 3, их получают с помощью двух независимых лазеров 230, 232, направленных на элементы в контуре 220 (фиг. 1). Использование двух независимых (несинхронизированных) лазеров 230, 232 предотвращает возможность интерференции когерентных волн (когерентных помех). В этом случае нет нужды иметь перпендикулярные поляризации или вообще поляризовать лучи 24, 102, если это не требуется для оптических модуляторов или других оптических элементов.
Из фиг. 5 следует, что вместо фокусирующего зеркала 56 (фиг. 1), имеющего отверстие для прохождения луча 114, для отражения и фокусирования обоих лучей 54, 110 может быть использован более крупный фокусирующий элемент 250. Луч 54 отражается от зеркала 250 как сфокусированный луч 252. Луч 252 отражается от сканирующего зеркала 62 как луч 254 и отражается от другого сканирующего зеркала 60 как спекающий луч 64, который попадает на порошковый слой 68 в фокальной точке 96.
Луч 110 и луч 54 попадают на зеркало 250 в разных его частях. Луч 110 отражается от зеркала 250 как сфокусированный луч 260. Луч 260 отражается от сканирующего зеркала 62 как луч 262 и отражается от другого сканирующего зеркала 60 как расфокусированный луч 116, имеющий фокальную точку 118, расположенную слева от спекающего луча 64. Однако расфокусированный луч 116 еще соосен со спекающим лучом на порошковом слое 68.
На фиг. 5 в увеличенном масштабе показано действие сканирующих зеркал 60, 62 для направления лучей на порошковый слой 68 и по порошковому слою 68.
Там, где расфокусированный луч падает под углом к сфокусированному лучу, например, как показано на фиг.5, когда сканирующее зеркало 60 или 62 поворачивается, эти два луча 64, 116 более не будут соосными, поскольку порошковый слой больше не находится в фокусе. Для небольших углов сканирования это не оказывает большого влияния. Однако для больших углов это влияние может оказаться значительным. Чтобы избежать этого, зеркало 250 может быть перемещено влево при соответствующем повороте сканирующего зеркала 60, сохраняя в соответствии с этим расстояние вдоль пути луча между зеркалом 250 и порошковым слоем 68 постоянным.
На фиг. 6 показана еще одна возможная конструкция двухлучевого устройства для спекания, которое имеет лазер 300, формирующий луч 301, имеющий линейную поляризацию, которая не является ни горизонтальной, ни вертикальной, например под углом 45 градусов. Оптические элементы, расположенные вне корпуса 302, аналогичны описанным выше элементам на фиг. 1. Луч 301 попадает на светоделитель 16, который направляет луч 22, поляризованный по оси 20 и луч 24, поляризованный по оси 18, аналогично тому, как показано на фиг. 1. Выходной луч 110 из модулятора 108 попадает на фокусирующую линзу 303, которая направляет сфокусированный луч 304 к поворачивающему зеркалу (или плоскому зеркалу) 306. Линза 303 предназначена для смещения фокальной точки светового луча, поляризованного по оси 20, посредством чего образуется расфокусированный луч 116.
Зеркало 306 направляет отраженный световой луч 308 к другому светоделителю 310, аналогичному светоделителю 16, причем светоделители 310 и 16 ориентированы в одном направлении. Луч 40 из модулятора попадает также на светоделитель 310. Светоделитель 310 отражает луч 308 как луч 312 и пропускает световой луч 40 как луч 314.
Лучи 312 и 314 вместе проходят к дихроичному светоделителю 316, который пропускает свет с длиной волны лазера. Лучи 312, 314 падают на расширитель луча 318, который преобразует сходящиеся лучи 312, 314 в расходящиеся лучи 320, 322, соответственно расширяя их. Расходящиеся лучи 320, 322 падают на фокусирующий оптический элемент 324, который направляет соответственно сфокусированные лучи 114, 58, как показано на фиг. 6. Лучи 114, 58 падают на сканирующие зеркала 60, 62, которые формируют спекающий луч 64 и расфокусированный луч 116, как описано выше.
Для изменения соотношения мощностей лучей 64 и 116 при использовании схемы, показанной на фиг. 6, оптические элементы в корпусе 330 могут быть повернуты вокруг общей оптической оси 332 входящего луча 301 и выходящих лучей 312, 314. Как описано выше в связи с фиг. 1, такой поворот может производиться вручную или автоматически посредством системы управления.
Как показано на фиг. 7 (a), круглая фокальная точка 352 спекающего луча 64 (фиг. 1) имеет диаметр, равный приблизительно 0,3 мм, и обеспечивает спекание. Круглое поперечное сечение 350 расфокусированного луча 116 (фиг. 1) имеет диаметр около 3,0 мм, то есть в десять раз больше, и обеспечивает нагрев в области вокруг спекаемой зоны, уменьшая в соответствии с этим температурные градиенты между сфокусированным лучом и окружающим материалом. Для соотношения диаметров 10:1 отношение мощности сфокусированного луча 64 к мощности расфокусированного луча 116 также можно установить около 10:1. Однако могут быть использованы другие диаметры фокальной точки и сечения расфокусированного луча и при необходимости могут быть использованы другие постоянные или переменные соотношения мощностей лучей.
На описываемом ниже примере поясняются параметры, которые должны быть учтены при определении диаметров лучей. Если мощность сфокусированного луча составляет 10 Вт, а площадь поперечного сечения этого луча - 1 мм2, интенсивность излучения сфокусированного луча составляет 10 Вт/мм2. Таким же образом, если мощность расфокусированного луча составляет 10 Вт, а площадь поперечного сечения 10 мм2, интенсивность излучения расфокусированного луча составит 1 Вт/мм2, или одну десятую сфокусированного луча. Однако поскольку расфокусированный луч в десять раз больше сфокусированного, некоторый участок на спекающемся слое порошка будет подвергаться воздействию расфокусированного луча такой интенсивности в течение приблизительно в десять раз большего времени, когда лучи сканируют по участку. Таким образом, для этого примера, суммарный нагрев от расфокусированного луча будет приблизительно такой же, что и от сфокусированного.
Как показано на фиг. 7 (b), поперечное сечение 352 спекающего луча 64 может быть несоосно с поперечным сечением 350 расфокусированного луча 116 на порошковом слое 68 (фиг. 1), так что более или менее расфокусированный луч 116 выдвинут в направлении сканирования или в противоположном направлении для обеспечения при необходимости дополнительного опережающего или завершающего нагрева.
Как показано на фиг. 7 (c), поперечное сечение 352 спекающего луча 64 может иметь эллиптическую форму внутри поперечного сечения 350 расфокусированного луча 116 в зависимости от угла, под которым узко сфокусированный луч падает на порошковый слой 68. Поперечное сечение расфокусированного луча 116 также может быть немного эллиптическим по форме.
Как показано на фиг. 2 и фиг. 8, вместо использования одного детектора 152 для измерения температуры порошка в области расфокусированного луча, может быть использовано несколько детекторов для детектирования отображения излучений по частям. Например, если круг 360 представляет собой отображение 150 на детекторе 152 (фиг. 2), температура областей (или квадрантов) 362-368 вокруг сфокусированного луча может быть определена измерением каждого квадранта с помощью отдельного детектора. Это дает возможность схеме регулирования мощности, которая регулирует мощность расфокусированного луча 116, функционировать на основе более конкретной и направленной информации. Например, мощность расфокусированного луча 116 может нуждаться в увеличении только в том случае, когда три из четырех четвертей круга показывают, что температура мала. Это позволяет избежать увеличения температуры всего луча из-за наличия очень низкой температуры только в одной области, что может вызвать нагрев другой области до температуры спекания просто при поддержании температуры квадранта выше некоторого порогового значения. При необходимости может быть использовано соответствующее число чувствительных элементов для детектирования большего или меньшего числа областей вокруг спекающего луча 64.
На фиг. 9 показано, что для более точного контроля температуры в областях вокруг спекающего луча 64, описанных на фиг. 8, для нагрева областей, окружающих спекающий луч 64 на спекающемся слое 68, может быть использовано несколько расфокусированных лучей 370-376. Это позволяет более точно контролировать температуру каждой из областей, измеряемую с помощью детектора(ов) 152. Очевидно, что, если используют такую схему и имеется только один лазер, лучи не должны перекрываться во избежание создания интерференционных полос, как обсуждалось выше. Однако, если необходимо перекрытие двух или более лучей, то для предотвращения создания интерференционных полос, аналогичных описанным выше, перекрывающиеся лучи должны быть сформированы с помощью независимых лазеров, или быть перпендикулярно поляризованными.
На фиг. 10 показано, что вместо использования спекающего луча 64 и одного расфокусированного луча 116 при необходимости может быть использовано много соосных (или несоосных) расфокусированных лучей. Такая схема дает несколько ступеней температурных градиентов, которые обеспечивают более плавное изменение температуры между спекающим лучом и материалом в порошковом слое. Очевидно, что если применяют такую схему, для предотвращения создания интерференционных полос перекрывающиеся лучи должны быть сформированы из независимых лазеров или различным образом поляризованы. Можно также использовать неперекрывающиеся лучи тороидальной формы.
На фиг. 11 показано, что лучи тороидальной формы для предотвращения когерентных помех могут также использоваться и в двухлучевом способе, показанном на фиг. 1 и фиг. 3. В этом случае фокальная точка 118 расфокусированного луча 116 находится ниже спекающего слоя 68. Это дает возможность избежать необходимости двойной поляризаций лучей или необходимости использования двух лазеров.
Из фиг. 1 и фиг. 12 очевидно, что подогревающий луч не обязательно должен быть расфокусированным, но фокальная точка 118 подогревающего луча 116 может быть расположена на спекающемся слое 68 аналогично фокальной точке спекающего луча 64. Этого достигают, используя телескопическое устройство 46 с соотношением 10 : 1 для увеличения диаметра коллимированной части 44 спекающего луча до десятикратного диаметра коллимированной части 110 подогревающего луча перед попаданием их на фокусирующие элементы 56, 112 соответственно. Такое расширение луча дает возможность спекающему лучу 64 иметь диаметр фокального пятна d в десять раз меньший диаметра фокального пятна подогревающего луча 116. Этот результат основан на известном уравнении: d = 2λf/D, где D - диаметр выходного луча к фокусирующему оптическому прибору, f - фокусное расстояние фокусирующего прибора, d - диаметр фокального пятна, λ - длина волны света.
Таким образом, хотя больший луч 116 назван "подогревающим" лучом, он может быть фактически сфокусирован в той же точке, что и спекающий луч 64.
Из фиг. 13, фиг. 14 и фиг. 15 следует, что использование способа двухлучевого спекания в соответствии с настоящим изобретением значительно уменьшает коробление, возникающее из-за температурных градиентов между спекающим лучом 64 и окружающим материалом. В частности, при спекании прямоугольной пластины 400 предварительно смешанного порошка железо-бронза, имеющей длину l, равную приблизительно 1,5 см, ширину w, равную приблизительно 1 см, и высоту h, равную приблизительно 1 мм, с использованием известной однолучевой технологии получаемая деталь будет иметь коробление в направлении вдоль оси Z, как показано пунктирными линиями 402. Этот эффект очевиден, если смотреть вдоль оси Y, как показано на фиг. 13. Деталь с фиг. 13, спеченная по предлагаемой технологии, показана на фиг. 14 (а), а деталь, спеченная при использовании обычной технологии спекания, показана на фиг. 14 (b). Как показано на графике фиг. 15, с помощью двухлучевого способа спекания было получено уменьшение коробления вдоль оси Z приблизительно на 0,4 мм по сравнению с той же деталью, спеченной с помощью обычного однолучевого спекания. На этой иллюстрации не учтены небольшие поверхностные дефекты и шероховатость.
Прямоугольная пластина 400 (фиг. 13) была получена с помощью технологии двухлучевого спекания по настоящему изобретению при использовании приблизительно 40 смежных сканов вдоль длины 1 (1,5 см) на толщину двух слоев. Каждый слой имеет толщину обычно около 0,25 мм, однако первый слой, как правило, толще, поскольку его формируют из свежего порошка. При необходимости может быть использована другая ширина и глубина скана. Типичным также является то, что, если спекают много слоев, верхняя поверхность детали будет склонна к выравниванию вследствие того, что каждый новый порошковый слой распределяется по детали (то есть заполняет углубление, создаваемое в результате коробления), образуя в соответствии с этим деталь с полуплоской верхней поверхностью, изогнутой нижней поверхностью и центральной областью, имеющей большую толщину, чем толщина на двух концах.
Обнаружено также, что многолучевое спекание уменьшает склонность порошка к "комкованию" или "образованию агломератов" при спекании.
Вместо применения двух модуляторов 34, 108 на пути луча 12 может быть помещен один модулятор (не показан). В этом случае соотношение мощностей двух лучей 64, 116 задают компоновкой оптических элементов. Вместо применения двух затворов 26, 106 на пути луча 12 может быть также помещен один затвор (не показан) для включения и выключения лучей, когда в этом возникает необходимость.
Очевидно, что изобретение может быть использовано с любой технологией позиционирования луча на поверхности порошка. Например, вместо применения сканирующих зеркал 60, 62 переменного шага (фиг. 1) для установки координат и сканирования лазерного луча может быть использовано устройство типа двухкоординатного графопостроителя. В этом случае направляющие оптические элементы размещают на устанавливаемом с возможностью скольжения корпусе, который монтируют на направляющей, аналогично той, которая описана в связи с фиг. 10 и фиг. 11 вышеупомянутой публикации номер WO 95/11100. В этом случае фокусирующие зеркала 56, 112 (для схемы на фиг. 1), или зеркало 250 (для схемы на фиг. 5), или оптические элементы 318, 324 (для схемы на фиг. 6) устанавливают на монтируемой с возможностью скольжения части устройства. В этом случае оптические детекторы 144, 152 (фиг. 2) также могут быть установлены на монтируемом с возможностью скольжения корпусе, как описано в вышеупомянутой, одновременно поданной заявке на патент.
Вместо перемещающихся зеркал платформа для спекания сама может перемещаться в одном или нескольких горизонтальных направлениях. Кроме того, изобретение будет действовать также и без схемы 38 регулирования мощности.
Кроме того, хотя настоящее изображение показано как детектирование теплового излучения через сканирующие зеркала отражением теплового излучения назад через сканирующие зеркала к фотодетектору, очевидно, что приемлема любая методика измерения температуры одного или обоих лучей на порошковом слое 68.
Изобретение может быть использовано для любого типа спекаемых материалов, например, пластмасс, воска, металлов, керамики и других. Можно спекать также два или более порошковых компонента, например металл-бронза. Кроме того, вместо сходящихся лучей для спекающего луча 64 и расфокусированного луча 116 можно использовать коллимированный луч (один или оба) при условии, что будут получены соответствующие величины мощности и диаметров лучей.
Хотя модуляторы 34, 108, затворы 26, 104 и лазер показаны как отдельные элементы, очевидно, что некоторые или все элементы могут находиться в одном лазерном модуле, который обеспечивает регулирование уровня мощности и/или быстрое управление включением/выключением луча для каждой поляризации, например газовый лазер модели Duo-Lase 57-2 с высокочастотным возбуждением CO2, производимый фирмой Synrad. В случае применения двух независимых лазеров 230, 232 (фиг. 4) затворы и/или модуляторы могут входить в состав соответствующих лазеров 230, 232.
Очевидно также, что мощность обоих лучей может быть модулирована одновременно одним модулятором или двумя модуляторами, управляемыми одним сигналом возбуждения. Однако в этом случае соотношение мощностей двухлучей 64, 116 является постоянным. Модулятор(ы) и/или затвор(ы) могут также быть установлены в любом месте в системе при условии, что лучи модулируются и коммутируются, обеспечивая требуемое спекание.
Кроме того, вместо детектирования температуры точно в той точке, где данный луч попадает на порошковый слой 68, чувствительный элемент может детектировать температуру в точках перед, за или сбоку от фокальной точки луча, чтобы помочь предсказать или иным образом определить адекватную мощность лазерного луча, чтобы обеспечить требуемые спекание или компенсацию температурного градиента. При необходимости также может определяться температура вследствие нагрева только от одного из двух лучей 64, 116.
Для получения сходящихся лучей 64, 116 на пути лучей 54, 110 соответственно (фиг. 1) могут быть также помещены фокусирующие зеркала 56, 112 вместо поворачивающих луч плоских зеркал и фокусирующих линз (не показаны). Кроме того, как показано на фиг.5, фокусирующее зеркало 250 может быть использовано вместо фокусирующей линзы (не показано), которая направляет сфокусированные лучи 252, 260 на сканирующие зеркала 60, 62. В этом случае световой луч будет прямо проходить через линзу (без изменения направлений, как на фиг. 5) и сканирующие зеркала 60, 62 будут справа от зеркала 250.
Кроме того, хотя настоящее изобретение описано для тех случаев, когда определение температуры основано на измерении теплового излучения, очевидно, что вместо или помимо измерения теплового излучения могут определяться другие параметры, связанные с температурой, например плазма (излучение энергии при переходе в основное состояние возбужденных лазером атомов окружающего газа) или факел (свечение вследствие нагрева или флуоресценции испаренного вещества или частичек материала, вылетевших из порошкового слоя). Например, спекающий луч может детектироваться при использовании плазмы или факела, а расфокусированный луч - при использовании тепловых излучений.
Хотя настоящее изобретение было описано и пояснено относительно иллюстративных вариантов его воплощения, специалисту очевидно, что без отклонения от духа и объема настоящего изобретения могут быть сделаны указанные и другие изменения, упрощения и добавления.
Реферат
Изобретение относится к металлургии, в частности к технологии лазерного спекания, и может найти применение в различных отраслях машиностроения. Многолучевое лазерное устройство для спекания формирует спекающий луч 64, имеющий фокальную точку на порошковом слое 68, и по меньшей мере один расфокусированный лазерный луч 116, падающий на область, находящуюся вблизи фокальной точки сфокусированного луча 64. Спекающий луч 64 повышает температуру порошка 84 до температуры спекания. Расфокусированный луч 116 повышает температуру материала, окружающего спекающий луч 64, до уровня ниже температуры спекания, уменьшая в соответствии с этим температурный градиент между зоной спекания и окружающим материалом. Тепловое излучение от одного или обоих лучей может быть измерено и использовано для регулирования мощности одного или обоих лучей, а мощность одного или обоих лучей может быть регулируемой для поддержания температуры на требуемом уровне. В альтернативном варианте для создания многоступенчатого температурного градиента либо для индивидуального регулирования температуры каждой области около точки спекания может быть использовано несколько расфокусированных лучей. Техническим результатом изобретения является уменьшение коробления полученных изделий. 2 с. и 33 з.п.ф-лы, 15 ил.

Комментарии