Способ получения объемных изделий из порошков и устройство для его осуществления - RU2539135C2
Код документа: RU2539135C2
Чертежи



Описание
Изобретение относится к области лазерной обработки материалов и может быть использовано при получении трехмерных изделий из порошков с помощью лазерного излучения, в том числе изделий из керамики и металлокерамики.
Известен способ получения объемных изделий из порошков [1], состоящий в последовательном нанесении слоев из различных порошков и их селективном лазерном спекании. Однако данный способ не позволяет получить качественное изделие, особенно при спекании-плавлении керамик, вследствие малости пятна облучения и соответственно высоких градиентов температуры в области спекания-плавления, что приводит к образованию пор и трещин.
Наиболее близким по технической сущности к заявляемому является способ получения объемных изделий [2], состоящий в последовательном нанесении слоев из различных порошков и их программируемом селективном спекании или плавлении с помощью лазера при одновременном нагреве всего объема порошковой насыпки с помощью электронагревателей. Недостатком данного способа являются большие энергозатраты и сложность обеспечения температурного режима поверхностного слоя.
Задачей данного изобретения является разработка способа получения объемных изделий, позволяющего устранить указанные недостатки.
Для решения поставленной задачи предложен способ получения объемных изделий из порошков, состоящий в последовательном нанесении слоев из различных материалов и программируемом селективном спекании или плавлении заданной области каждого слоя.
Новым, по мнению автора, является то, что селективное спекание или плавление осуществляют синхронным сканированием поверхности порошкового слоя несколькими источниками концентрированного потока энергии различной природы.
Новым, по мнению автора, является то, что один источник концентрированного потока энергии - лазерный источник с малым пятном фокусировки, а другие источники концентрированного потока энергии имеют пятна облучения большего размера, причем лазерным пятном облучения сканируют поверхность в пределах больших пятен облучения.
Сущность изобретения поясняется схемой (фиг.1).
На поверхности порошковой насыпки 1 создаются области динамического нагрева порошка 2 и 3 с контролируемым уровнем температуры с помощью источников концентрированного потока энергии с большими пятнами фокусировки. С помощью лазерного источника с малым до 10 мкм пятном фокусировки эти области последовательно сканируются 4 по заданной программе и селективно спекаются. Использование нескольких областей предварительного динамического прогрева и остывания позволяет снизить пространственные и временные градиенты температуры при нагреве малым лазерным пятном и последующем остывании и избежать образования пор и трещин, особенно при спекании керамики.
Известно устройство для послойного лазерного спекания изделий из порошковых материалов [3], содержащее рабочую камеру, лазер, оптически связанный с фокусирующей системой и системой сканирования луча, рабочий бункер, поршень, перемещающий слой порошка и изделие, бункер-питатель, роллер укладки порошка.
Недостатком данного устройства является то, что при сканировании малым пятном фокусировки, что необходимо для получения качественного изделия, возникают большие градиенты температуры в спекаемом слое, приводящие к образованию трещин и пористости, что особенно проявляется при спекании керамических изделий.
Наиболее близким по технической сущности к заявляемому устройству является представленное в [4] устройство для послойного спекания изделий из порошковых материалов, содержащее рабочую камеру, лазер с системой сканирования и фокусировки луча, рабочий бункер, заполненный порошком, поршень, перемещающий слой порошка и изделие, бункер-питатель, каретку засыпки и укладки порошка, а также ТЭНы общей мощностью 5 кВт, обеспечивающие нагрев всего пространства рабочей камеры, в том числе порошковой насыпки.
Недостатком данного устройства является то, что, используя его, невозможно обеспечить температурный режим поверхностного слоя и часто имеет место схватывание порошка по всему объему насыпки, а также большие энергозатраты.
Задачей заявляемого изобретения является создание устройства для получения объемных изделий из порошков, которое позволит обеспечить необходимый температурный режим спекания порошка и уменьшить энергозатраты.
Для решения поставленной задачи предлагается устройство для получения объемных изделий из порошков, содержащее рабочую камеру, лазер, оптически связанный с системой сканирования и фокусировки луча, рабочий бункер с поршнем, перемещающим слой порошка и изделие в вертикальном направлении, бункер-питатель, каретку засыпки и укладки порошка. Новым, по мнению авторов, является то, что устройство дополнительно содержит два сканирующих источника электронного пучка, причем область сканирования лазерного излучения совмещена с областями воздействия на поверхность электронных пучков.
Сущность изобретения поясняется схемой (фиг.2).
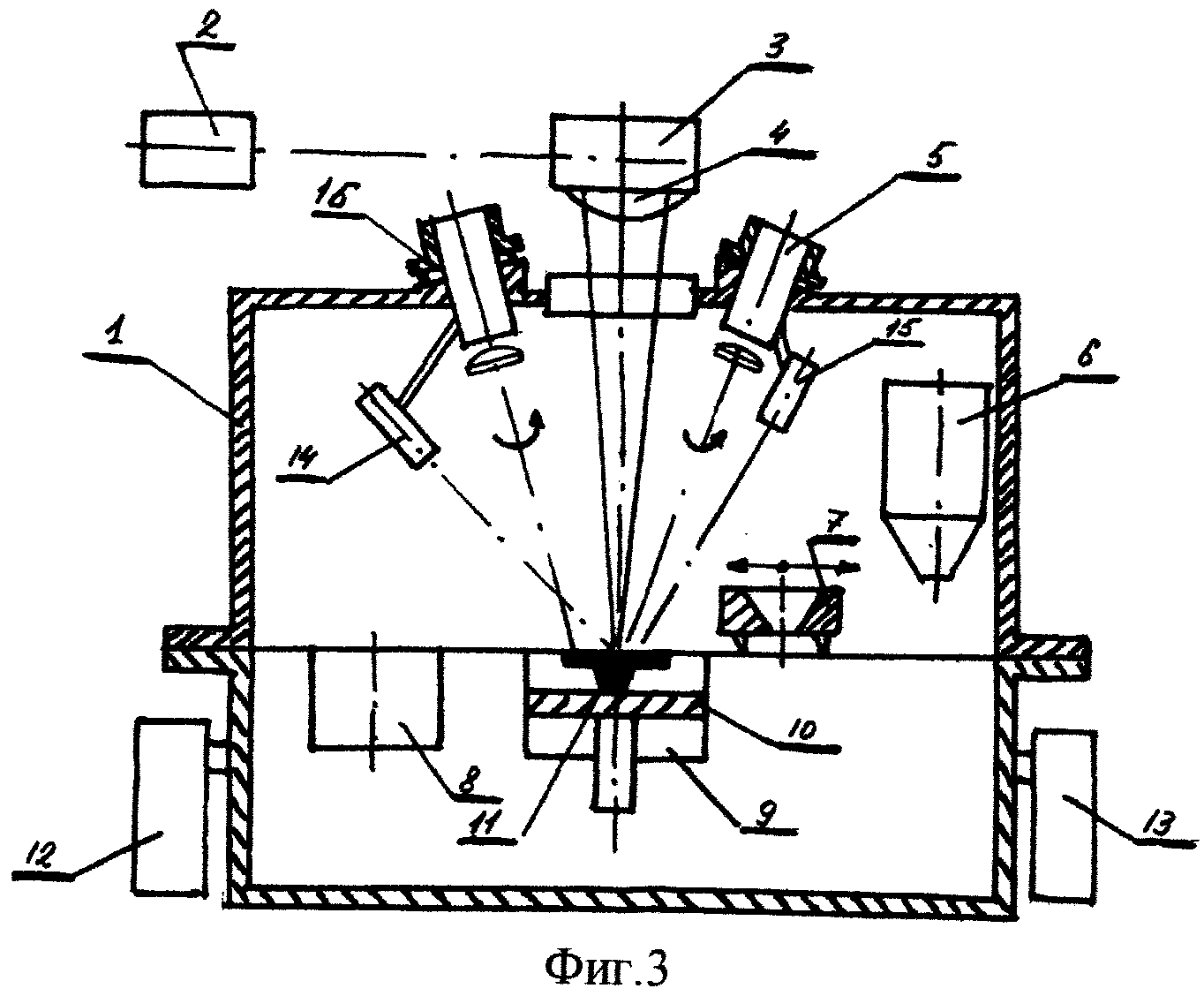
Устройство содержит рабочую камеру 1, лазер 2 с системой сканирования 3 и фокусировки луча 4, каретку насыпки и укладки порошка 7,бункер сбора порошка 8, рабочий бункер 9 с поршнем 10, на котором закреплено спекаемое изделие 11, систему напуска газа 12, вакуумный насос 13, бункер-питатель 6, каретку засыпки и укладки порошка 7, источники электронного пучка 5, оптические пирометры 14 и 15, сканирующие кардановые подвесы 16.
Устройство работает следующим образом. С помощью вакуумной системы откачивают рабочий объем установки. Поршень рабочего бункера 10 опускают на высоту спекаемого слоя и наносят с помощью каретки 7, которая предварительно заполняется порошком из бункера-питателя 6, слой порошка. Укладка производится 2-мя ножами каретки. С помощью одного из источников электронного пучка производят нагрев области поверхности порошка до заданного уровня температуры, контролируемого оптическим пирометром 14. В пределах этой области проводят селективное спекание. В это же время с помощью второго источника электронного пучка нагревают следующую область поверхности порошка. Лазерный луч переводится в эту область и сканированием осуществляют селективное спекание в пределах этой области. Первый электронный пучок в этот промежуток времени путем снижения мощности обеспечивает медленное остывание спеченного слоя, а затем переводится для нагрева следующей области порошкового слоя. Такой алгоритм позволяет обеспечить температурный режим, снизить градиенты температур как временные, так и пространственные и тем самым устранить пористость и трещины. При использовании электронного пучка большого диаметра (1-3 см) [5] обеспечивается как эффективный нагрев за счет высокого поглощения электронов материалами, так и увеличение поглощения лазерного излучения при нагреве, а также высокая точность изделия за счет малого диаметра пятна фокусировки лазерного излучения.
Для работы в условиях атмосферного давления можно применять устройства по пп.4 и 5, в которых используют для нагрева областей поверхности ламповые источники (пп.4) (фиг.3) или СВЧ-источники (пп.5) (фиг.4). Ламповый источник излучает в широкой области спектра, а длина волны СВЧ-источника выбирается из условия расположения области нагрева в волновой зоне, т.е. на расстоянии от источника не более длины волны СВЧ-излучения. При работе в атмосфере инертного или активного газов предварительно вакуумируют рабочую камеру насосом 13, а затем заполняют объем с помощью системы напуска газа 12.
Благодаря поверхностному нагреву порошковой насыпки уменьшаются энергетические затраты, динамический характер нагрева позволяет обеспечить оптимальный цикл нагрева-остывания области спекания и тем самым исключить образование пор и трещин.
Список литературы
1.D.L.Bourell, H.L.Marcus, J.W.Barlow, J.J.Beaman, Selective laser sintering of metals and ceramics, Int. J. Powder Metall. 28 (4) (1992) 363-381.
2. Tang H-H. Patent US 6,217,816. 2001.
3. Kruth,J.P., 1991, "Material Ingress Manufacturing by Rapid Prototyping Techniques," CIRP Ann.,40,2, pp.603-614.
4. Phenix PMX-system PM100.www.phenix.fr.
5. Proskurovsky D., Rotshtein V., Ozur G.. Use of low-energy, high current electron beams for surface treatment of materials. // Surf. Coat. Technol. 1997; 96(1): 117-22.
Реферат
Изобретение относится к порошковой металлургии, в частности к получению объемных порошковых изделий путем лазерного селективного спекания. Наносят слои из различных порошковых материалов и осуществляют селективное спекание или плавление заданной области каждого слоя. Селективное лазерное спекание или плавление осуществляют синхронным сканированием поверхности порошкового слоя лазерным источником с малым пятном фокусировки и несколькими иными источниками концентрированного потока энергии с пятнами облучения большего размера. Лазером сканируют поверхность в пределах пятен облучения иных источников. Устройство содержит рабочую камеру, лазер, оптически связанный с телескопом и системой сканирования и фокусировки луча, в виде гальваносканера с объективом, рабочий бункер с поршнем, перемещающим слой порошка и изделие в вертикальном направлении, бункер-питатель, каретку засыпки и укладки порошка. На кардановых подвесах размещены два сканирующих источника электронного пучка или ламповые источники нагрева, или источники СВЧ-излучения таким образом, что область сканирования лазерного излучения совмещена с областями воздействия на поверхность электронных пучков. Обеспечивается повышение качества изделия и кпд процесса спекания. 4 н.п. ф-лы, 4 ил.
Комментарии