Сварное соединение, полученное при помощи лазерной сварки, и способ лазерной сварки - RU2682193C2
Код документа: RU2682193C2
Чертежи
Описание
Область техники
[0001] Настоящее изобретение относится к сварному соединению, полученному путем наложения друг на друга множества металлических листов и их точечной сварки при помощи лазера, в частности, оно относится к сварному соединению, полученному при помощи лазерной сварки и содержащему множество сварных валиков, которое имеет более высокое качество и превосходную прочность соединения, а также к способу лазерной сварки для его получения.
Уровень техники
[0002] Для примера, в последние годы, в ответ на потребность в повышении эффективности расходования топлива в автомобилях, безопасности и подобного, в больших масштабах в кузовах автомобилей стали использоваться стальные листы, имеющие высокую прочность и небольшую толщину в сечении. Существует необходимость в использовании лазерной сварки для сварки этих стальных листов с более высокой скоростью. Помимо этого, при наложении и лазерной сварке стальных листов, имеющих высокую прочность и небольшую толщину, предпочтительно, чтобы можно было надежным образом обеспечивать высокую прочность соединений.
[0003] При лазерной сварке в качестве источника тепла используется лазерный луч, это делает возможным более надежное и легкое управление вводом тепла по сравнению с дуговой сваркой, например, TIG сваркой и MIG сваркой. По этой причине, при подходящем задании скорости сварки, мощности излучения для лазерного луча, расхода защитного газа и других условий сварки можно уменьшить сварочные деформации. Кроме того, лазерная сварка позволяет выполнять сварку с одной стороны, поэтому она предпочтительна в случае сварки при сборке сложных элементов, например, кузова автомобиля.
[0004] В последние годы получила широкое распространение дистанционная лазерная сварка, характеризующаяся высокой эффективностью, при которой используется зеркало для позиционирования лазерного луча с высокой скоростью и перемещения его между положениями сварки за короткое время.
[0005] При дистанционной лазерной сварке, например, как показано на Фиг.5, сварку выполняют во множестве мест на фланцевой части 50а элемента 50 в форме шляпы с получением сварных валиков 51.
[0006] При лазерной сварке, если в зоне сварки прикладывается нагрузка, происходит концентрация механических напряжений рядом с областью, где пересекаются линия сплавления в сварном валике (граница сварного валика) и наложенная часть стальных листов. По этой причине, в зависимости от величины нагрузки, это иногда приводит к разрушению.
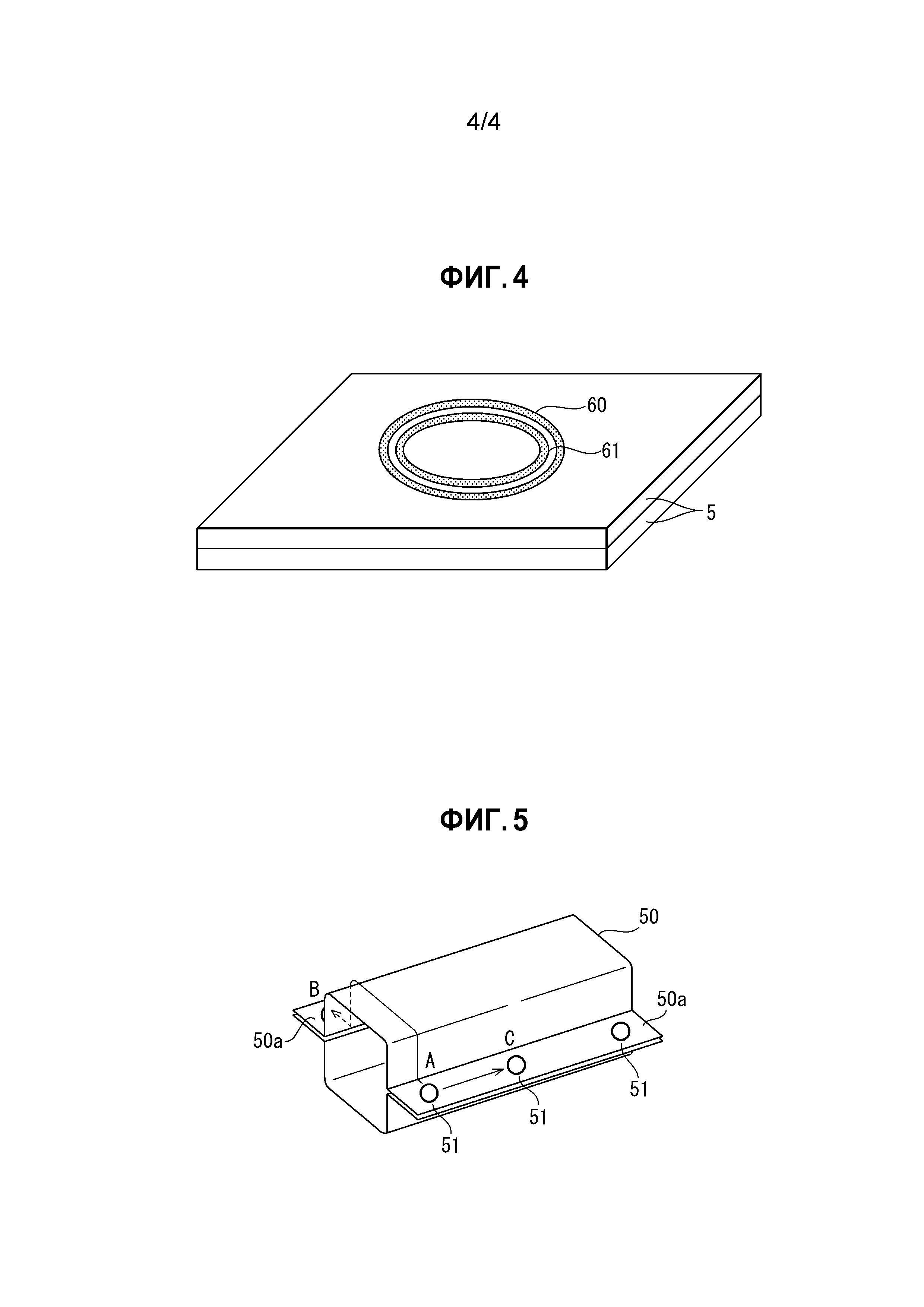
[0007] В документе PLT 1 описан способ устранения этой проблемы путем, как показано на Фиг.4, дополнительного формирования второго сварного валика 61 внутри первого сварного валика 60, чтобы получить сварное соединение с множеством валиков и, таким образом, дополнительно повысить прочность соединения стальных листов 5, 5 и выполнить термическую обработку первого валика 60 при помощи теплоты от формирования второго валика 61. Благодаря этому повышается пластичность на границе сварного валика, облегчается концентрация механических напряжений в наложенной части при приложении нагрузки и повышается стойкость к приложенной нагрузке.
[0008] В документе PLT 2 описан способ формирования трех валиков в указанном порядке: основного валика, валика, создающего область сжатия, и термообработанного валика, и предотвращения возникновения трещин в валиках.
Список литературы
Патентная литература
[0009] PLT 1: Международная публикация № WO2012/050097А
PLT 2: Японская патентная публикация № 2012-240086А
Сущность изобретения
Техническая проблема
[0010] Если, как описано в документе PLT 1, при лазерной сварке стальных листов создается множество сварных валиков в форме кольца, при формировании второго сварного валика внутри первого сварного валика во внутреннем сварном валике иногда возникает продольная трещина, это зависит от материала свариваемых стальных листов или размера сварного валика.
[0011] Если к сварному валику, в котором возникла трещина, прикладывается нагрузка, величина механических напряжений, возникающих рядом с областью, где пересекаются линия сплавления валика и наложенные поверхности стальных листов, становится больше, чем при отсутствии трещины. В результате становится трудно обеспечить прочность при воздействии срезающей нагрузки, параллельной этим наложенным поверхностям, и прочность при воздействии нагрузки в направлении отслоения.
[0012] Согласно документу PLT 2, если прочность соединения в случае 3 круговых валиков становится недостаточной, формируют 3+2n (n - целое число, 0 или больше), например, 5 круговых валиков или 7 круговых валиков, чтобы получить число валиков, превышающее то, которое требуется для обеспечения прочности сварного соединения.
[0013] В то же время, при выполнении сварки в области с ограниченной площадью, например, на фланце, расстояние между валиками является заранее определенным, поэтому уже созданные валики снова свариваются. В результате из-за разбрызгивания уменьшается толщина сварного металла в направлении по толщине листа. Кроме того, из-за избыточного ввода теплоты имеются недостатки в виде снижения твердости в зоне термического влияния и падения прочности соединения.
[0014] Задачей настоящего изобретения, с учетом указанной выше ситуации, является предложить сварное соединение, полученное при помощи лазерной сварки, которое имеет превосходную прочность, что предотвращает возникновение трещин в валике, и именно то число сварных валиков, которое требуется для обеспечения его прочности, а также предложить для получения этого соединения способ лазерной сварки с наложением друг на друга стальных листов и формированием сварных валиков в форме множества колец.
Устранение проблемы
[0015] Авторы изобретения исследовали причины возникновения трещин во внутреннем валике, которое описано выше, при лазерной сварке металлических листов с получением множества валиков.
[0016] В результате они обнаружили, что трещина, возникающая во внутреннем валике при последовательном формировании сварных валиков в форме кольца или разомкнутого кольца в направлении снаружи внутрь, представляет собой кристаллизационную трещину, и на кристаллизационную трещину влияют растягивающие остаточные напряжения, возникающие во время выполнения сварки снаружи.
[0017] Таким образом, они осознали, что при формировании множества валиков можно последовательно создавать сварные валики в форме кольца или разомкнутого кольца в направлении изнутри наружу, чтобы предотвратить возникновение трещин в валиках и создать множество валиков. Кроме того, они осознали, что путем регулирования интервала времени между формированием внутреннего и внешнего валиков или путем формирования внешнего валика, который частично перекрывается с внутренним валиком, можно дополнительно повысить стойкость сварного соединения к приложенной нагрузке.
[0018] Настоящее изобретение является результатом исследований, проведенных на основе этой обнаруженной информации и его сущностью является следующее:
[0019] (1) Сварное соединение, полученное путем лазерной сварки множества наложенных друг на друга металлических листов, содержащее три или более сварных валиков в форме кольца или разомкнутого кольца, причем поверхностная твердость сварных валиков увеличивается в направлении от внутреннего валика к внешнему валику.
[0020] (2) Способ лазерной сварки путем наложения друг на друга множества металлических листов и формирования множества сварных валиков в форме кольца или разомкнутого кольца для сваривания вместе наложенных металлических листов путем облучения лазером, содержащий следующие этапы: путем облучения лазером формируют первый сварной валик в форме кольца или разомкнутого кольца и путем облучения лазером последовательно формируют дополнительные два или более сварных валиков в форме кольца или разомкнутого кольца в направлении изнутри наружу с внешней стороны первого сварного валика.
[0021] (3) Способ лазерной сварки по пункту (2), в котором внешний сварной валик формируют после того, как прошло 0,5 с или более после окончания формирования внутреннего сварного валика.
[0022] (4) Способ лазерной сварки по пункту (2) или (3), в котором металлические листы представляют собой стальные листы с содержанием С на уровне 0,8% или менее, и второй и последующие сварные валики начинают создавать после того, как температура внутреннего валика составила температуры Ms - 50°С или менее.
[0023] (5) Способ лазерной сварки по любому из пунктов с (2) по (4), в котором как первый сварной валик, так и сварной валик, получаемый с его внешней стороны, формируют без наложения друг на друга.
[0024] (6) Способ лазерной сварки по любому из пунктов с (2) по (4), в котором крайний снаружи сварной валик формируют с частичным перекрыванием с внутренним сварным валиком.
[0025] (7) Способ лазерной сварки по любому из пунктов с (2) по (6), в котором сварные валики формируют при помощи дистанционной лазерной сварки.
[0026] Здесь "сварной валик в форме кольца" означает валик с круговой, эллиптической, овальной или ломаной линией прохождения или такой валик с суженной частью, причем линия прохождения валика является непрерывной, и валик ограничивает конкретную площадь. Кроме того, "сварной валик в форме разомкнутого кольца" означает валик с круговой, эллиптической, овальной или ломаной линией прохождения или такой валик с суженной частью, причем линия прохождения валика имеет область прерывания, и валик и отрезок прямой, соединяющий части валика, ограничивают конкретную площадь.
[0027] Кроме того, "внешний диаметр валика" означает максимальную длину отрезка прямой, соединяющего любые две точки на линии, соединяющей линии сплавления на внешних сторонах сварного валика (границе сварного валика).
Преимущества при применении изобретения
[0028] Согласно настоящему изобретению, можно предотвратить возникновение трещин в валиках и получить множество валиков путем последовательного формирования сварных валиков в направлении изнутри наружу при лазерной сварке с наложением металлических листов друг на друга, при выполнении которой формируют множество сварных валиков в форме кольца или разомкнутого кольца. В результате можно получить сварное соединение, имеющее более высокую прочность, чем ранее. Кроме того, при формировании множества сварных валиков в форме кольца или разомкнутого кольца обеспечивается повышение коррозионной стойкости внутри валиков.
Краткое описание чертежей
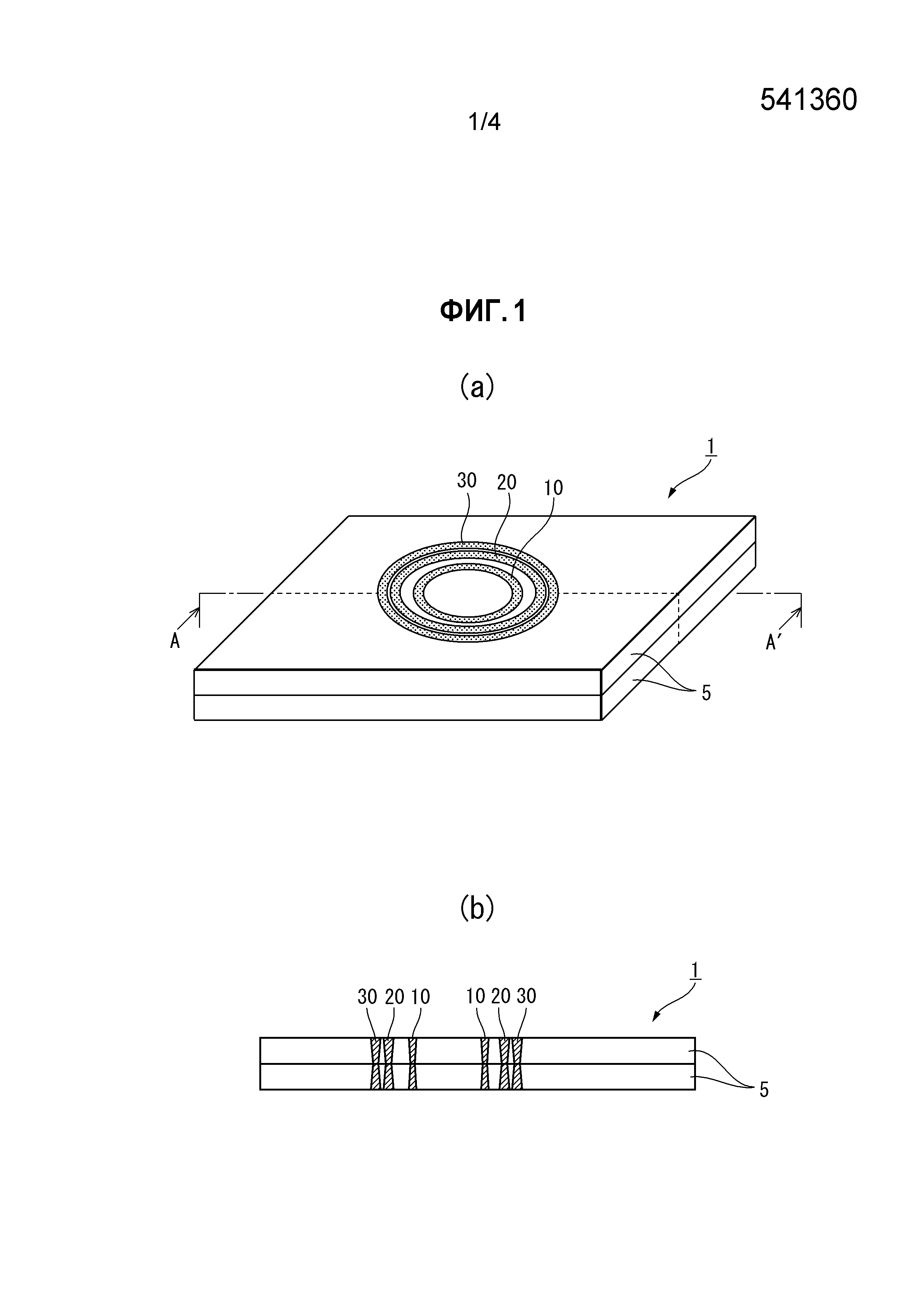
[0029] На Фиг.1a и 1b приведены виды, в общих чертах иллюстрирующие множество валиков, созданных при помощи способа лазерной сварки по настоящему изобретению, причем на Фиг.1a приведен общий вид и на Фиг.1b приведено поперечное сечение в плоскости А-А', показанной на Фиг.1a.
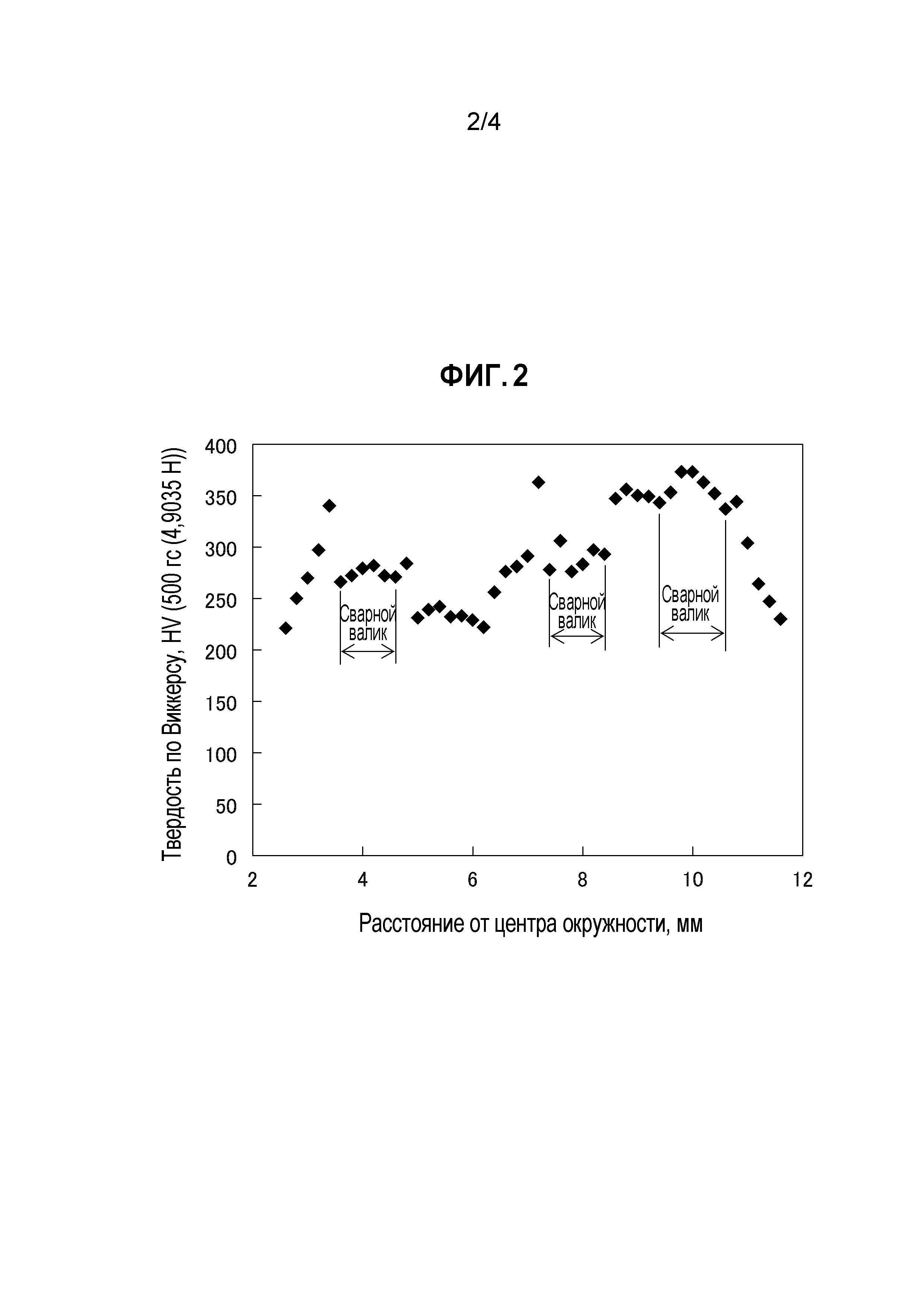
На Фиг.2 приведено примерное распределение твердости в сварном соединении, созданном при помощи способа лазерной сварки по настоящему изобретению.
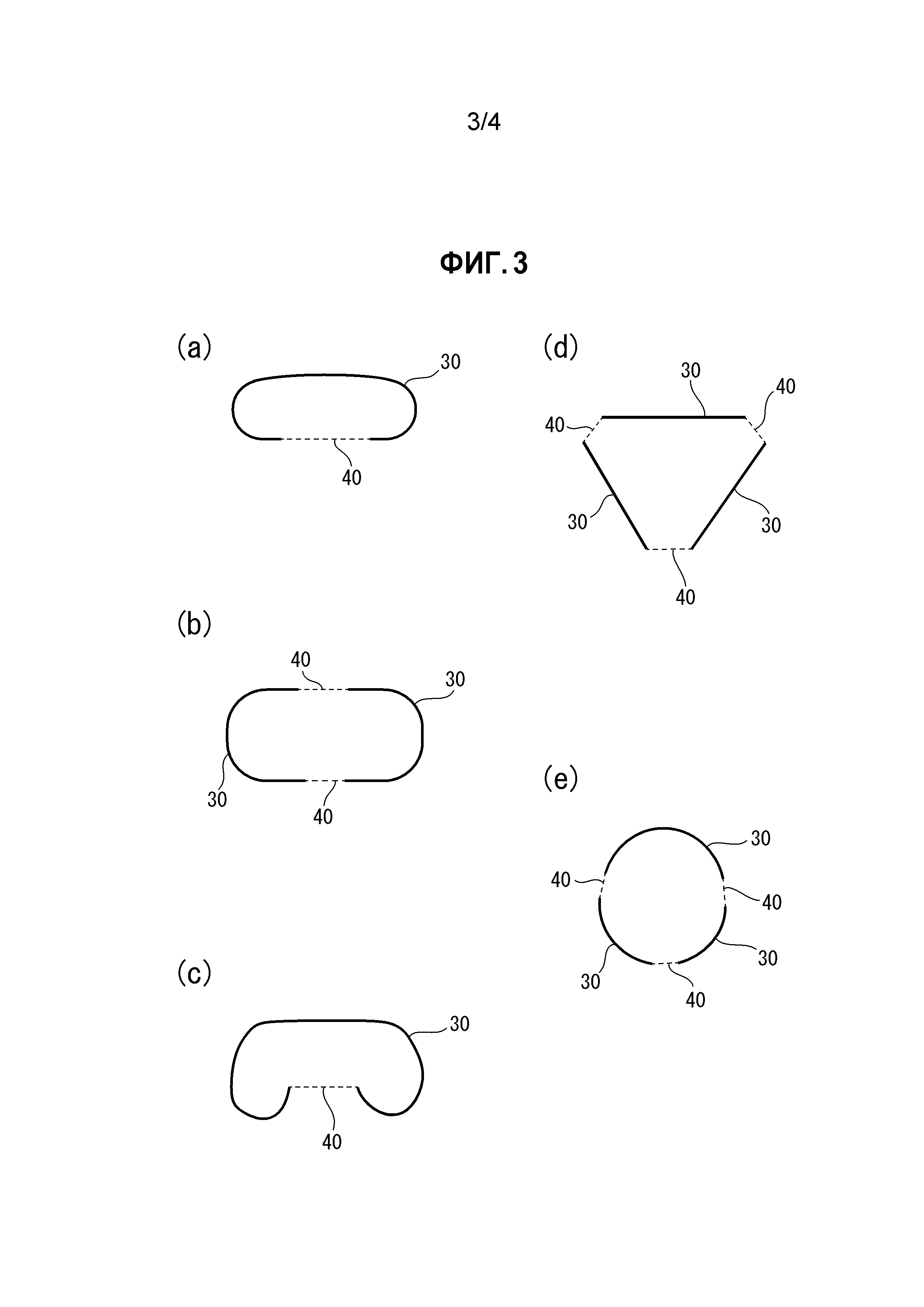
На Фиг.3а - Фиг.3е приведены виды, поясняющие то, как выглядит сварной валик в форме кольца.
На Фиг.4 показано примерное обычное сварное соединение с множеством валиков в форме кольца.
На Фиг.5 показан пример лазерной сварки на фланце элемента в форме шляпы с использованием сварных валиков в форме кольца.
Описание вариантов реализации изобретения
[0030] Ниже со ссылкой на чертежи будут подробно рассмотрены варианты способа лазерной сварки по настоящему изобретению. Сначала будет рассмотрен основной режим сварки по настоящему изобретению для случая выполнения сварки с получением кругового сварного валика в форме кольца.
[0031] При использовании лазерной сварки для сварки наложенных друг на друга частей металлических листов 5, как показано на Фиг.5, сварку выполняют по кольцевой траектории, таким образом, чтобы получить сварные соединения, имеющие размеры сварных точек, создаваемых при электрической контактной сварке.
[0032] Согласно документу PLT 1, формируют первый валик 60, служащий основным сварным валиком, и с его внутренней стороны формируют второй валик 61 таким образом, чтобы он находился поблизости от первого валика 60 или перекрывался с ним, в результате чего получают множество валиков. При этом иногда во втором валике, который создан с внутренней стороны, возникает продольная трещина.
[0033] Авторы изобретения изучили причины этого путем осмотра разрушенных поверхностей, и в результате установили, что продольная трещина во втором валике представляет собой кристаллизационную трещину. Поэтому авторы изобретения дополнительно исследовали причины того, почему во внутреннем втором валике возникает трещина во время кристаллизации.
[0034] В результате исследования, выполненного авторами изобретения, оказалось, что вероятность возникновения трещины во втором валике увеличивается с увеличением длины первого сварного валика в форме кольца, то есть, с увеличением диаметра валика в форме кольца. Кроме того, авторы изобретения поняли, что, если диаметр первого сварного валика является небольшим, или второй валик создается в области ближе к центру, трещины не возникает. На основе этих фактов, авторы предположили, что трещина вызвана следующим:
[0035] При формировании первого валика, в области, окруженной этим валиком, в направлении, перпендикулярном линии сварки в плоскости, вертикальной к направлению по толщине листа, возникают растягивающие остаточные напряжения. Если вторую сварку выполняют в области, в которой возникают растягивающие остаточные напряжения, увеличивается воздействие на стальной лист в области, примыкающей к расплавленному валику, поэтому из-за растягивающих остаточных напряжений лист деформируется с растяжением расплавленного валика в направлении по ширине. По этой причине в середине процесса кристаллизации, до ее завершения, во втором сварном валике возникает трещина.
[0036] Поэтому авторы изобретения стали искать способ формирования второго валика, на который не влияют растягивающие остаточные напряжения, возникающие в направлении, перпендикулярном линии сварки в плоскости, вертикальной к направлению по толщине листа, в области, окруженной первым валиком. В результате они осознали, что путем последовательного формирования второго валика и дополнительных валиков не с внутренней, а с внешней стороны первого валика, можно сваривать листы, не допуская возникновения трещин во втором и последующих валиках.
[0037] То есть, они выяснили, что, при формировании множества валиков, путем последовательного формирования сварных валиков в направлении изнутри наружу можно получать внешний валик 20, на который не влияют растягивающие остаточные напряжения, возникающие с внутренней стороны предыдущего валика и, таким образом, можно получать множество валиков без возникновения трещин.
[0038] Настоящее изобретение создано после дополнительного изучения вариантов его реализации, в основе которых лежит такой указанный выше базовый принцип. Ниже со ссылкой на Фиг.1 будут рассмотрены требования и предпочтительные требования, предъявляемые настоящим изобретением.
[0039] Формирование первого сварного валика
В настоящем изобретении друг на друга накладывают множество металлических листов 5 и направляют лазерный луч в запланированное место сварки на наложенных металлических листах, чтобы создать множество сварных валиков в форме кольца и, таким образом, сварить вместе наложенные металлические листы.
[0040] При этом в настоящем изобретении сначала перемещают лазерный луч в заранее определенном месте, чтобы создать первый сварной валик 10, представляющий собой крайний изнутри валик. При задании областей сварки во множестве мест, например, как показано на Фиг.5, можно изготовить сварной конструктивный элемент, но здесь будет рассмотрено одно место сварки.
[0041] Первый сварной валик 10, например, формируют с внешним диаметром 3-15 мм. Отметим, что форма созданного валика будет рассмотрена позднее, но форма сварного валика не ограничивается круговой, поэтому в настоящем изобретении в качестве внешнего диаметра будет задаваться максимальная длина отрезка прямой, соединяющего две точки на линии, соединяющей линии сплавления на внешних сторонах сварного валика (внешней границе сварного валика).
[0042] Формирование второго валика и последующих сварных валиков
Далее лазерный луч перемещают в области с внешней стороны первого сварного валика 10, чтобы создать второй сварной валик 20 и следующий за ним сварной валик 30 последовательно в направлении изнутри наружу. Для получения требуемой прочности соединения число валиков, начиная со второго сварного валика 20, составляет два или более.
[0043] При применении настоящего изобретения, например, для сварки элемента конструкции автомобиля, крайний с внешней стороны сварной валик (крайний снаружи валик) имеет внешний диаметр 20 мм или менее. Причина заключается в том, что элементы конструкции автомобилей изготавливают меньшего веса. Ширина наложенных друг на друга частей, например, фланцев элементов, показанных на Фиг.5, также уменьшается. Кроме того, элементы сваривают при помощи лазера с большой скоростью путем дистанционной сварки.
[0044] Ширина сварного валика, созданного при помощи лазера, при том, что она зависит от используемого лазерного устройства, обычно составляет 0,5-1,5 мм. Число валиков, которые можно создать в одном месте выполнения сварки, может определяться в соответствии с областью применения сварного соединения и конкретным образом не ограничивается. При применении настоящего изобретения для сварки элемента конструкции автомобиля, если учитывать внешний диаметр и ширину крайнего снаружи валика, максимальное число валиков приблизительно равно 10.
[0045] Твердость сварных валиков (в описании, если не указано иное, указывается поверхностная твердость сварных валиков)
При формировании валиков таким образом, твердость внутреннего валика снижается, в результате чего твердость сварных валиков постепенно повышается в направлении наружу. Твердость сварных валиков определяют путем измерения твердости по Виккерсу в шести - восьми точках или около того в направлении по ширине сварного валика и нахождения среднего значения. Путем получения такого распределения твердости можно увеличить прочность соединения на срез при растяжении.
[0046] На Фиг.2 приведен пример распределения твердости при использовании способа лазерной сварки по настоящему изобретению для формирования валиков в листах из стали класса 980 МПа при мощности лазера 4 кВт и скорости сварки 4 м/мин, концентрической формы и в порядке следования Ø8 мм, Ø16 мм и Ø20 мм, каждые 0,9 секунды. Поверхностная твердость сварных валиков (средние значения) составляет, в порядке следования от внутреннего валика, 274 HV, 289 HV и 356 HV. Понятно, что твердость повышается в направлении наружу.
[0047] Твердость сварных валиков конкретным образом не ограничивается, но, если твердость является слишком низкой, прочность сварного соединения в целом падает, поэтому предпочтительным является 200 HV или более, и более предпочтительным является 250 HV или более. Кроме того, если твердость является слишком высокой, в зоне сварки легко возникает трещина, поэтому предпочтительным является 700 HV или менее и более предпочтительным является 550 HV или менее.
[0048] Расположение валиков
При формировании множества сварных валиков используют (i) метод формирования сварных валиков таким образом, чтобы они не накладывались друг на друга, и (ii) метод формирования частично перекрывающихся внутреннего сварного валика и внешнего сварного валика. При использовании каждого из методов множество валиков увеличивает площадь соединения металлических листов, в результате чего можно дополнительно повысить прочность соединения.
[0049] При формировании сварных валиков с перекрыванием, если перекрываются крайний снаружи валик и валик внутри него, можно соединить два сварных валика и увеличить ширину крайнего снаружи валика. При приложении нагрузки механические напряжения становятся максимальными в крайнем снаружи валике, но путем увеличения ширины этого валика напряжения в его связанной части можно снизить, в результате чего можно дополнительно повысить прочность соединения металлических листов.
[0050] Время формирования второго валика и последующих валиков
Множество валиков можно создавать непрерывно при помощи дистанционной сварки. В предпочтительном случае формирование внешнего сварного валика начинают через 0,5 сек или более после окончания формирования внутреннего сварного валика.
[0051] Если прошло мало времени после формирования внутреннего сварного валика, и если начать формирование следующего, внешнего сварного валика, когда температура внутреннего сварного валика является высокой, твердость в широкой области рядом с зоной сварки уменьшается, поэтому прочность соединения падает. Не существует проблем, связанных с длительностью периода времени после формирования внутреннего сварного валика, но даже если этот период является большим, это не приносит особой выгоды, время такта увеличивается, и стоимость изготовления растет.
[0052] Например, если металлические листы представляют собой стальные листы, имеющие содержание С на уровне 0,65% или менее, предпочтительно на уровне 0,45% или менее, при задании периода времени (0,5 с или более) между одним сварным валиком и следующим, температура внутреннего сварного валика падает на 50°С или более от температуры Ms (температура начала мартенситного превращения), и до воздействия теплоты из-за формирования внешнего сварного валика во внутреннем сварном валике возникает количество мартенсита, необходимое для обеспечения прочности в зоне сварки. Кроме того, также и во внешнем сварном валике, воздействие теплоты от внутреннего сварного валика уменьшается, в результате чего возникает достаточное количество мартенсита.
[0053] Форма сварного валика
В настоящем изобретении лазерная сварка используется для формирования сварного валика в форме кольца или разомкнутого кольца. "Сварной валик в форме кольца" означает валик с круговой, эллиптической, овальной или ломаной линией прохождения или такой валик с суженной частью, причем линия прохождения валика является непрерывной, и валик ограничивает конкретную площадь. Кроме того, "сварной валик в форме разомкнутого кольца" означает валик с круговой, эллиптической, овальной или ломаной линией прохождения или такой валик с суженной частью, причем линия прохождения валика имеет область прерывания, и валик и отрезок прямой, соединяющий части валика, ограничивают конкретную площадь.
[0054] На Фиг.3a - Фиг.3е приведены примеры формы третьего сварного валика 30. Валики показаны сплошными линиями, а области 40 прерывания валиков показаны пунктирными линиями. Разумеется, области прерывания могут быть заменены валиками для получения непрерывных валиков. Из Фиг.3а - Фиг.3е, на Фиг.3а показан валик эллиптической формы, на Фиг.3b показан валик овальной формы, на Фиг.3c показан валик овальной формы с сужением, на Фиг.3d показан валик с ломаной линией прохождения и на Фиг.3е показан круговой валик.
[0055] На Фиг.3а - Фиг.3е для упрощения изображен третий сварной валик 30, но используемые первый и второй сварные валики являются валиками с формой, в общем аналогичной форме третьего сварного валика. Кроме того, также и при формировании четвертого валика или еще одного сварного валика снаружи третьего сварного валика предпочтительны формы, аналогичные форме третьего сварного валика.
[0056] Сварной валик формируют с областью 40 прерывания, чтобы получить зазор между соединяемыми поверхностями стальных листов. Например, при наложении друг на друга и сварке оцинкованных стальных листов, температура цинкового покрытия между стальными листами достигает температуры кипения, и начинается его испарение, в результате чего происходит быстрое увеличение объема. Если отсутствует проход для пара или для выхода испаряющегося цинка в области, окруженной сварным валиком, давление между стальными листами растет, во время сварки в жидкой ванне возникает разбрызгивание, и в сварном валике возникают дефекты. По этой причине между соединяемыми поверхностями стальных листов формируют зазор, чтобы обеспечить сброс такого давления.
[0057] Ширина сварного валика
Ширина сварного валика должна быть такой, чтобы не возникало прожога, и обычно составляет 0,5-1,5 мм.
[0058] Метод выполнения сварки
В способе лазерной сварки по настоящему изобретению сварку можно выполнять во множестве мест сварки на фланцевой части элемента в форме шляпы и т.п. с использованием любого из методов: (i) метода последовательного формирования множества валиков в каждом месте полностью и (ii) метода непрерывного формирования первых сварных валиков во множестве мест со следующим за ним формированием вторых сварных валиков в тех местах, где были созданы первые сварные валики, и затем аналогичным формированием третьих сварных валиков и последующих сварных валиков.
[0059] В частности, метод (ii) подходит в качестве метода, при выполнении которого ждут до тех пор, пока температура внутреннего сварного валика не станет меньше или равной температуре Ms - 50°С, после чего снаружи формируют второй и третий сварные валики.
[0060] При дистанционной лазерной сварке можно непрерывно выполнять сварку во множестве мест, например, на фланцевой части элемента в форме шляпы, с высокой скоростью. При такой сварке, в случае использования метода, в котором сварку выполняют по порядку в каждом месте полностью, например, формируют первый сварной валик, ждут до тех пор, пока температура первого сварного валика не станет меньше или равной температуре Ms - 50°С, после чего с внешней стороны формируют второй и третий сварные валики, общее время сварки удлиняется, и увеличивается время такта.
[0061] Чтобы избежать этого при формировании множества сварных валиков, можно эффективным образом использовать время ожидания перед формированием вторых сварных валиков путем применения дистанционной сварки, при которой используют зеркало для фокусирования оптической системы, изменяют положение лазерного пятна за очень короткое время и непрерывно формируют первые валики во множестве мест.
[0062] То есть, в случае, если непрерывно формируют первые сварные валики во множестве мест, затем непрерывно формируют вторые сварные валики в тех местах, где средняя температура первого сварного валика стала меньше или равной температуре Ms - 50°С, и формируют третьи сварные валики при помощи дистанционной лазерной сварки таким же образом, что и вторые сварные валики в тех местах, где температуры вторых сварных валиков стали меньше или равными температуре Ms - 50°С, то время, когда нет облучения лазерным лучом из-за ожидания, становится короче, и в результате уменьшается общее время сварки.
[0063] Условия сварки
Удельную мощность лазера, используемого для формирования сварного соединения по настоящему изобретению, можно подходящим образом определить, исходя из материала и толщины свариваемых металлических листов.
[0064] Для примера, при наложении друг на друга и сварке листов из высокопрочной стали толщиной 0,5-3,0 мм или около того удельная мощность лазера предпочтительно находится в диапазоне 0,5 МВт/см2-500 МВт/см2.
[0065] В случае этого примера, если удельная мощность составляет 0,5 МВт/см2 или более, становится возможной сварка с кинжальным проплавлением, при которой лазерный луч проходит через всю толщину листа. Кроме того, даже в диапазоне небольших скоростей сварки, в ранее созданном валике может выполняться термообработка путем формирования последующего валика. Если удельная мощность ниже 0,5 МВт/см2, кинжального проплавления не возникает, поэтому, чтобы обеспечить проплавление при сварке, необходимо значительно снизить скорость перемещения лазерного луча, то есть, скорость сварки, поэтому это является невыгодным в условиях реального производства. С другой стороны, если удельная мощность выше 500 МВт/см2, в области, облучаемой лазером, начинает преобладать испарение, поэтому применение его в качестве источника теплоты при сварке плавлением является невозможным, и формирование валика затрудняется.
[0066] Металлические листы, используемые для получения сварного соединения при помощи лазерной сварки
Металлические листы, используемые для получения при помощи лазерной сварки сварного соединения по настоящему изобретению, конкретным образом не ограничиваются. Однако, если толщина листа становится небольшой, хотя и обеспечивается повышение прочности в зоне сварки, прочность соединения определяется, главным образом, толщиной листа, поэтому эффект повышения прочности соединения в целом уменьшается. Даже если толщина листа становится большой, при помощи настоящего изобретения можно обеспечить повышение прочности в зоне сварки.
[0067] Способ лазерной сварки по настоящему изобретению особенно подходит для сварки с наложением друг на друга листов из высокопрочной стали, имеющих толщину в диапазоне 0,5-3,0 мм, где эффективным образом обеспечивается повышение прочности соединения, и вес элемента уменьшается. Кроме того, в случае листов из высокопрочной стали, как рассмотрено выше, во время охлаждения после формирования сварного валика происходит мартенситное превращение, поэтому можно ожидать дополнительного повышения прочности соединения.
[0068] В настоящем изобретении, при использовании лазерной сварки для формирования множества сварных валиков в форме кольца или разомкнутого кольца описанным выше образом, можно изготовить сварное соединение, прочность которого дополнительно повышена, а также повышена коррозионная стойкость внутри валика.
[0069] Отметим, что выше при описании изобретения была рассмотрена сварка листов из высокопрочной стали при изготовлении автомобиля, но настоящее изобретение этим не ограничивается. В качестве вариантов применения также становится возможным применение в элементах для других транспортных средств, элементах для бытовых электрических приборов, в строительных материалах, судах и т.д. Помимо этого, металлические листы также не ограничиваются листами из высокопрочной стали. Также можно использовать другую сталь, нержавеющую сталь, алюминиевый сплав, титановый сплав и т.д.
[0070] Пример 1
Чтобы получить сварное соединение, были наложены друг на друга и сварены при помощи лазерной сварки два листа из высокопрочной стали, содержащей в качестве основных компонентов 0,13% С; 0,9% Si; 2,2% Mn; 0,01% P и 0,004% S, с толщиной 1,0 мм. Помимо этого, аналогичным образом были получены соединение для листов из алюминиевого сплава А5083 (серия 5000) с толщиной 1,2 мм и соединение для листов из репрезентативного титанового сплава Ti-6%Al-4%V с толщиной 1,0 мм.
[0071] Валики, созданные в зоне сварки, имели замкнутую круговую форму или формы, показанные на Фиг.3a - Фиг.3e. Были получены соединения, имеющие три или четыре сварных валика, а также соединение, имеющее только один валик.
[0072] Путем изменения формы или размеров сварных валиков, ширины валиков, положений формирования валиков и т.д., при помощи лазерной сварки было получено множество типов сварных соединений. В некоторых примерах крайний снаружи валик, находящийся на периферии, и валик с его внутренней стороны контактировали или были созданы с наложением друг на друга.
[0073] Условия для случая стальных листов приведены в Таблице 1 и Таблицах с 2-1 по 2-5. Помимо этого, условия для случая алюминиевых листов приведены в Таблице 3 и Таблицах с 4-1 по 4-5, в то время как условия для случая титанового сплава приведены в Таблице 5 и Таблицах с 6-1 по 6-5. Ширина валиков в одном и том же месте выполнения сварки была одинаковой.
[0074] Что касается внешнего диаметра зоны сварки, если форма сварного валика являлась круговой, за него принимался внешний диаметр, измеренный на внешней границе сварного валика на поверхности листа со стороны, облученной лазером, в то время как в случае форм, показанных на Фиг.3a - Фиг.3e, за внешний диаметр сварного валика принималась максимальная длина отрезка прямой, соединяющего две точки на линии, соединяющей линии сплавления на внешних сторонах сварного валика (внешней границе сварного валика), но в любом случае был обеспечен постоянный диаметр крайнего снаружи сварного валика, который был равен 20 мм.
[0075] Отметим, что Таблица 1, Таблица 3 и Таблица 5 соответствуют случаю концентрического формирования валиков, в то время как формы сварных валиков в Таблицах с 2-1 по 2-5, Таблицах с 4-1 по 4-5 и Таблицах с 6-1 по 6-5 в указанном порядке соответствуют формам, показанным на Фиг.3a - Фиг.3e. Кроме того, в Таблицах с 1 по 6 подчеркиванием указан выход за пределы значений, установленных в настоящем изобретении.
[0076] Что касается других условий сварки, то мощность лазера составляла 4,0 кВт, положение фокуса задавалось на поверхности верхнего стального листа, и диаметр пятна луча в положении фокуса задавался 0,5 мм. Кроме того, скорость сварки задавалась постоянной и равной 4 м/мин.
[0077] Полученное при помощи лазерной сварки сварное соединение проверялось на наличие трещин с использованием рентгеновского исследования "на просвет", и для него измерялись прочность на срез при растяжении (TSS) и прочность на растяжение в поперечном направлении (CTS).
{0078] Метод измерений и форма соединения для испытания на срез при растяжении соответствовали стандарту JIS Z 3137, в части для сварных соединений, полученных при помощи точечной контактной сварки, при этом метод измерений и форма соединения для испытания на прочность при поперечном растяжении соответствовали стандарту JIS Z 3137. То есть, для полученных соединений были проведены испытания на растяжение с использованием заранее определенных держателей и постоянной скорости растяжения, равной 10 мм/мин. Максимальные нагрузки были определены как прочность на срез при растяжении и прочность на растяжение в поперечном направлении.
[0079] Для концентрических форм валика и форм, показанных на Фиг.3a - Фиг.3e, хорошей считалась только ситуация отсутствия трещин в валиках и обеспечения относительной прочности на растяжение в поперечном направлении, больше или равной 1,0, где за 1,0 принималась прочность в случае формирования только одного валика (стальные листы: №№ 5, 12, 18, 24, 30 и 36, алюминиевый сплав: №№ 43, 50, 56, 62, 68 и 74, титановый сплав: №№ 81, 88, 94, 100, 106 и 112). Ситуация, когда относительные прочности на растяжение в поперечном направлении были меньше 1,0, или в валиках имелись трещины, считалась плохой. Эти результаты приведены в Таблицах с 1 по 6.
[0080] Таблица 1
* "Время от N0-го до формирования N1-го" означает время от окончания формирования N0-го валика до начала формирования N1-го валика
[0081] Таблица 2-1
* "Время от N0-го до формирования N1-го" означает время от окончания формирования N0-го валика до начала формирования N1-го валика
[0082] Таблица 2-2
* "Время от N0-го до формирования N1-го" означает время от окончания формирования N0-го валика до начала формирования N1-го валика
[0083] Таблица 2-3
* "Время от N0-го до формирования N1-го" означает время от окончания формирования N0-го валика до начала формирования N1-го валика
[0084] Таблица 2-4
* "Время от N0-го до формирования N1-го" означает время от окончания формирования N0-го валика до начала формирования N1-го валика
[0085] Таблица 2-5
* "Время от N0-го до формирования N1-го" означает время от окончания формирования N0-го валика до начала формирования N1-го валика
[0086] Таблица 3
* "Время от N0-го до формирования N1-го" означает время от окончания формирования N0-го валика до начала формирования N1-го валика
[0087] Таблица 4-1
* "Время от N0-го до формирования N1-го" означает время от окончания формирования N0-го валика до начала формирования N1-го валика
[0088] Таблица 4-2
* "Время от N0-го до формирования N1-го" означает время от окончания формирования N0-го валика до начала формирования N1-го валика
[0089] Таблица 4-3
* "Время от N0-го до формирования N1-го" означает время от окончания формирования N0-го валика до начала формирования N1-го валика
[0090] Таблица 4-4
* "Время от N0-го до формирования N1-го" означает время от окончания формирования N0-го валика до начала формирования N1-го валика
[0091] Таблица 4-5
* "Время от N0-го до формирования N1-го" означает время от окончания формирования N0-го валика до начала формирования N1-го валика
[0092] Таблица 5
* "Время от N0-го до формирования N1-го" означает время от окончания формирования N0-го валика до начала формирования N1-го валика
[0093] Таблица 6-1
* "Время от N0-го до формирования N1-го" означает время от окончания формирования N0-го валика до начала формирования N1-го валика
[0095] Таблица 6-2
* "Время от N0-го до формирования N1-го" означает время от окончания формирования N0-го валика до начала формирования N1-го валика
[0095] Таблица 6-3
* "Время от N0-го до формирования N1-го" означает время от окончания формирования N0-го валика до начала формирования N1-го валика
[0096] Таблица 6-4
* "Время от N0-го до формирования N1-го" означает время от окончания формирования N0-го валика до начала формирования N1-го валика
[0097] Таблица 6-5
* "Время от N0-го до формирования N1-го" означает время от окончания формирования N0-го валика до начала формирования N1-го валика
[0098] Как будет понятно из результатов, приведенных в Таблицах с 1 по 6, согласно настоящему изобретению, при помощи лазерной сварки можно было получить сварные соединения, имеющие превосходную прочность, без возникновения в валиках трещин.
[0099] В частности, что касается прочности на срез при растяжении, площадь соединения в виде сварных валиков между стальными листами увеличилась, поэтому наблюдалось существенное повышение прочности.
[0100] Отметим, что в примерах изобретения, приведенных в Таблицах с 1 по 6, с №№ 2, 10, 16, 22, 28 и 34 для стальных листов, №№ 40, 48, 54, 60, 66 и 72 для алюминиевых сплавов и №№ 78, 86, 92, 98, 104 и 110 для титановых сплавов сварные валики, являющиеся крайними снаружи, и сварные валики с их внутренней стороны были созданы с частичным наложением друг на друга. Сварные валики в других примерах изобретения были созданы таким образом, что ни один из первых сварных валиков и сварных валиков, созданных с внешних сторон, не накладывались друг на друга.
[0101] В отличие от этого, если требования настоящего изобретения не удовлетворяются, прочность соединения является плохой по сравнению с настоящим изобретением, или в валике возникают трещины.
[0102] №№ 6-8, 13, 14, 19, 20, 25,26, 31, 32, 37 и 38 для стальных листов, №№ 44-46, 51, 52, 57, 58, 63, 64, 69, 70, 75 и 76 для алюминиевых сплавов и №№ 82-84, 89, 90, 95, 96, 101, 102, 107, 108, 113 и 114 для титановых сплавов представляют собой сравнительные примеры формирования сварных соединений с тремя или более валиками. Валики были созданы с внутренних сторон первых валиков, поэтому во втором и дополнительно созданных валиках возникли трещины. Если сравнивать с примерами изобретения, прочность на срез при растяжении значительно ухудшилась.
[0103] В частности, в №№ 7, 8, 19, 25, 32 и 38 при формировании валиков в стальных листах вторые валики создавались, когда температура первых валиков не упала в достаточной степени, поэтому в первом валике не возникало достаточного количества мартенсита, твердость сталей снижалась чрезмерным образом, и прочность на растяжение в поперечном направлении значительно падала.
[0104] Пример 2
Помимо этого, авторы изобретения изучили прочность на срез при растяжении при ограничении внешнего диаметра валика, являющегося крайним снаружи, до 10 мм для сравнения настоящего изобретения и документа PLT 2 (Опубликованный японский патент № 2012-240086А), исходя из предположения наличия узких фланцевых частей при сварке стальных листов. Отметим, что в основе метода испытания на растяжение лежал метод Примера 1. В Таблице 7 приведены результаты при формировании 3 окружностей (№116) и 5 окружностей (№ 117) концентрическим образом в соответствии с документом PLT2, которые сравниваются на основе прочности на срез при растяжении со случаем формирования четырех валиков по настоящему изобретению концентрическим образом (4 окружности, № 115).
[0105] В случае 3 окружностей, первый валик задается как основной валик, второй валик задается как валик, обеспечивающий область сжатия, и третий валик задается как термообработанный валик вместо первого валика. В случае 5 окружностей, к случаю с 3 валиками добавлены дополнительные валики, четвертый валик задан как валик, обеспечивающий область сжатия, и пятый валик задан как термообработанный валик. Период от начала до окончания формирования валиков был задан таким образом, чтобы удовлетворялись требования изобретения. Ситуация, когда прочность полученного соединения на срез при растяжении была хуже эталона, считалась плохой.
[0106] Ни в одном из сварных валиков, созданных в соответствии с настоящим изобретением и документом PLT 2, трещины не возникали, но в случае 3 окружностей прочность соединения была хуже, так как площадь соединения стальных листов была меньше, чем в настоящем изобретении. Кроме того, в случае 5 окружностей созданные сварные валики занимали ограниченную площадь, с фиксированными расстояниями между ними, поэтому уже созданный третий валик снова сваривался с пятым валиком, толщина сварного метала в направлении по толщине листа уменьшалась из-за разбрызгивания, и прочность соединения ухудшалась по сравнению с настоящим изобретением.
[0107] Таблица 7
* PLT2 - Опубликованный японский патент №2012-240086А
Промышленная применимость
[0108] Согласно настоящему изобретению, сварное соединение, полученное при помощи лазерной сварки, обладает более высокой прочностью, чем ранее, и его можно применять в элементах для автомобилей и элементах для других транспортных средств, элементах для бытовых электрических приборов, в строительных материалах, судах и т.д., поэтому промышленная применимость является великолепной.
Список ссылочных обозначений
[0109] 1 - Сварное соединение, полученное при помощи лазерной сварки
5 - Металлические листы
10 - Первый сварной валик
20 - Второй сварной валик
30 - Третий сварной валик
40 - Область прерывания валика
50 - Элемент в форме шляпы
50а - Фланцевая часть элемента в форме шляпы
51 - Сварной валик
60 - Первый сварной валик при известном уровне техники
61 - Второй сварной валик при известном уровне техники
Реферат
Изобретение относится к сварному соединению и способу его получения. Сварное соединение получают при помощи лазерной сварки. Сваривают наложенные друг на друга стальные листы с формированием сварных валиков в форме множества колец. Выполняют следующие этапы: накладывают друг на друга множество металлических листов и формируют первый сварной валик, и последовательно формируют дополнительные два или более сварных валика снаружи первого сварного валика путем облучения лазером. Поверхностная твердость сварного валика увеличивается в направлении от внутреннего валика к внешнему валику, который имеет превосходную прочность, что позволяет предотвратить возникновение трещин в сварном валике. Сварное соединение содержит именно то число сварных валиков, которое требуется для обеспечения прочности этого соединения. 2 н. и 5 з.п. ф-лы, 5 ил., 19 табл., 1 пр.
Формула
Документы, цитированные в отчёте о поиске
Составная прокладка и способ ее изготовления
Способ соединения деталей посредством локального холодного стыкового соединения, в том числе клепкой, болтами и лазерной сваркой
Комментарии