Способ соединения деталей посредством локального холодного стыкового соединения, в том числе клепкой, болтами и лазерной сваркой - RU2389591C2
Код документа: RU2389591C2
Чертежи
Описание
Изобретение относится к способу соединения двух или более деталей, имеющих наложенные друг на друга плоские участки, посредством лазерной сварки, при котором перед лазерной сваркой детали по меньшей мере на одном из наложенных плоских участков фиксируют относительно друг друга с геометрическим замыканием посредством локального холодного стыкового соединения, предпочтительно клепкой или болтами, и затем сваривают между собой лазерным лучом.
Способ, содержащий вышеназванные признаки, известен из документа ЕР 0988917 В1. В известном способе формованную деталь, изготовленную точным литьем, применяют в качестве первой детали, а тонкостенный легкий строительный профиль с прямоугольным сечением используют в качестве второй детали, причем детали фиксируют относительно друг друга клепкой и затем сваривают лазерным лучом, при этом на внешней стороне первой детали проходят угловые швы. В другом варианте реализации известного способа два легких строительных профиля с одинаковым поперечным сечением устанавливают встык торцевыми сторонами и сначала соединяют посредством плоских полос, которые крепятся при помощи заклепок на противолежащих сторонах профилей, и затем соединяют лазерной сваркой, при этом угловой шов формируют по краям плоских полос.
В основе изобретения лежит задача выявления такого вида и расположения швов, полученных лазерной сваркой в способе с указанными выше признаками, что в оптимальной степени используется беззазорный контакт деталей, обеспечиваемый натяжным усилием локального холодного стыкового соединения (реализованного клепкой или болтами), при этом поступление тепла в детали при лазерной сварке по возможности снижено.
Поставленная задача согласно изобретению решается за счет того, что швы лазерной сварки располагают в непосредственной близости от места фиксации, обеспечиваемого локальным холодным стыковым соединением, в частности в непосредственной близости от заклепки или болта, причем швы лазерной сварки соответственно выполнены прямыми и проходящими параллельно друг другу в непосредственной близости от мест фиксации или выполнены отходящими в форме лучей, и эти швы лазерной сварки ориентированы своей длиной в направлении передачи наибольшего усилия.
Предпочтительные варианты реализации изобретения приведены в зависимых пунктах формулы.
Далее изобретение описывается на примерах со ссылкой на иллюстрирующие основную концепцию чертежи. В примерах для реализации локального холодного стыкового соединения используется соединение клепкой, при этом могут применяться другие варианты локального холодного стыкового соединения, например болты, скобы или точечное приклеивание.
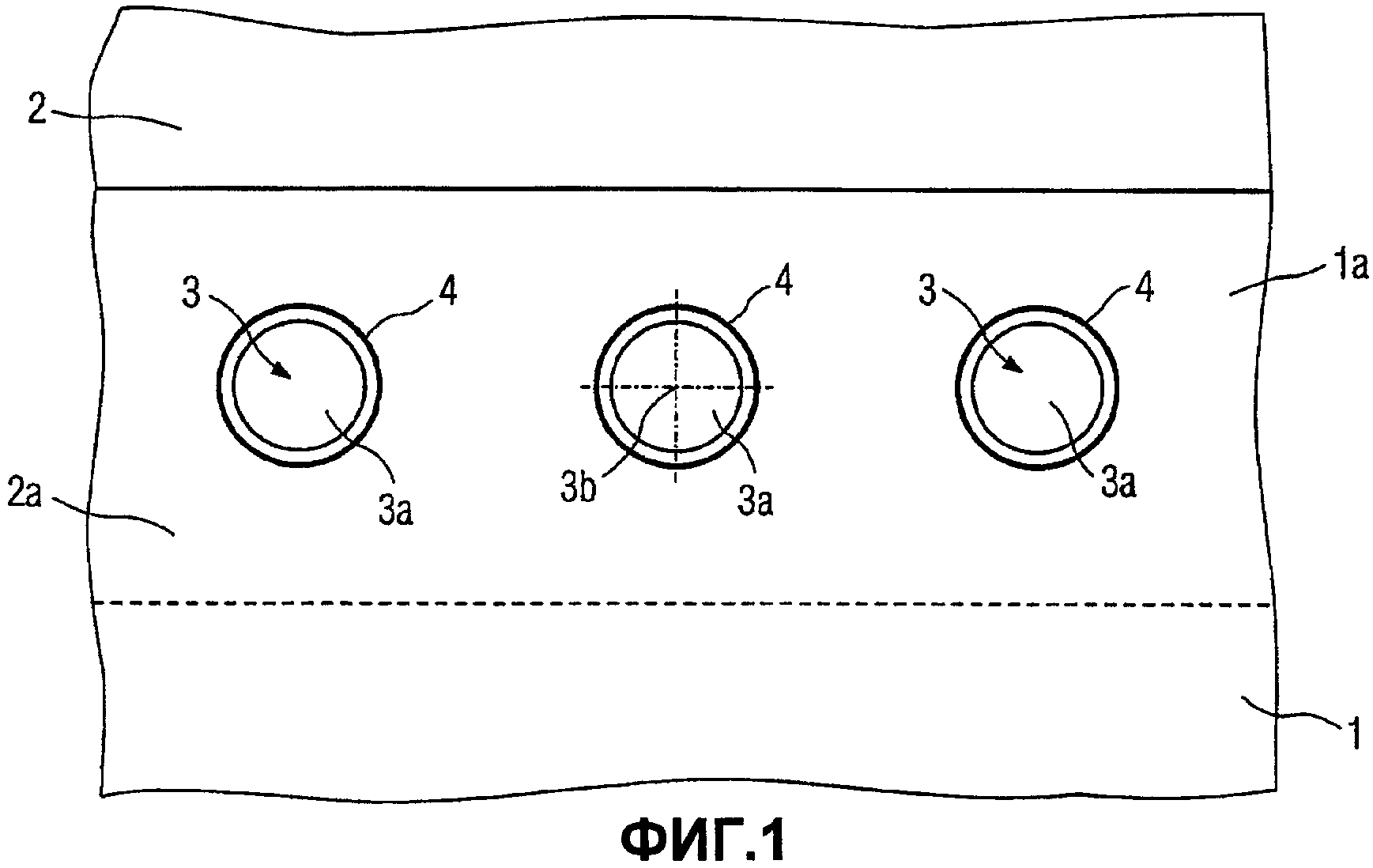
На фиг.1-3 показана соответствующая область двух соединяемых деталей 1 и 2, имеющих наложенные друг на друга плоские участки 1а и 2а. На указанных плоских участках 1а и 2а перед соединением двух деталей 1 и 2, например, посредством лазерной резки выполнены отверстия, расположенные в точной последовательности так, что позиционирование и фиксация деталей 1 и 2 обеспечиваются только введением заклепок 3а (или альтернативно болтов). Отдельное оборудование или инструменты, которые, как правило, являются дорогостоящими, могут не использоваться. Понятно, что при соответствующих размерах наложенных друг на друга участков 1а и 2а на расстоянии от рядов заклепок 3а, показанных на фиг.1 и 3, могут быть предусмотрены дополнительные ряды заклепок. В качестве заклепок 3а предпочтительно используются закладные заклепки, обеспечивающие соединение деталей 1 и 2 при вводе заклепок только с одной стороны.
Для того чтобы оптимальным образом использовать создаваемый аксиальным усилием заклепок 3а беззазорный плоский контакт соединяемых деталей 1 и 2 в особенности вблизи мест 3 фиксации, предусмотрено расположение шва 4, образуемого при лазерной сварке в непосредственной близости от каждой заклепки 3а, то есть так близко, как возможно, к заклепке 3а. За счет подобного, в некоторой степени точечного, выполнения сварного шва 4 при лазерной сварке в соединяемые детали 1 и 2 вводится незначительное количество тепла, так что не возникает коробление.
На фиг.1 показана в качестве примера возможность концентрического расположения сварного шва 4 лазерной сварки по отношению к центральной оси 3b образованного заклепкой 3а места 3 фиксации, при этом швы 4 выполнены непрерывными и круговыми. Из фиг.1 видно, что круговые сварные швы 4 лазерной сварки имеют ширину, согласованную с величиной возможной нагрузки.
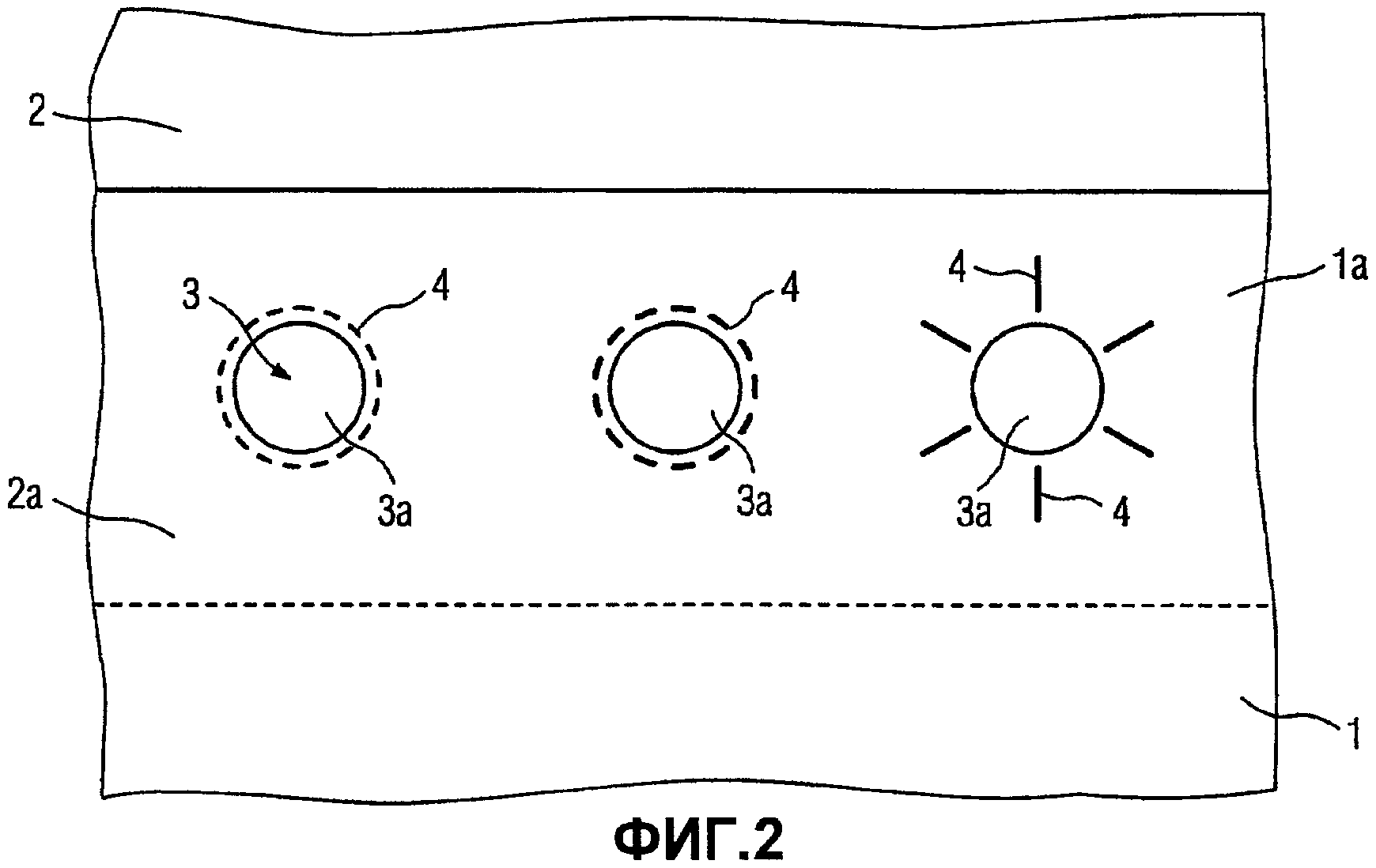
На фиг.2 и 3 показаны другие формы сварных швов. Согласно фиг.2 сварные швы 4 лазерной сварки выполнены также концентрически по отношению к соответствующей заклепке 3а, при этом швы выполнены прерывистыми и круглыми, причем в данном варианте также показана различающаяся толщина шва.
На фиг.2 показан соответствующий изобретению вариант выполнения (крайний справа) некоторого количества соответственно прямых сварных швов 4 лазерной сварки в виде лучей, расходящихся от заклепки 3а.
На фиг.3 показан соответствующий изобретению вариант выполнения, при котором два прямых шва 4 лазерной сварки проходят параллельно друг другу в непосредственной близости от заклепки 3а. При этом парные швы 4 лазерной сварки ориентированы своей длиной в направлении передачи наибольшего усилия.
При наличии достаточного для осуществления беззазорного плоского контакта соединяемых деталей 1 и 2 количества мест 3 фиксации (в данном случае заклепок 3а) также является возможным расположение шва 4 лазерной сварки в ряду мест фиксации или между соседними местами 3 фиксации, при этом для шва может произвольно выбираться любая форма, например линейная или круговая.
Для обеспечения по возможности минимального коробления предлагается фиксировать последствия сварки. Например, если предусмотрен длинный ряд заклепок с одним из описанных выше вариантов сварного шва, сварка должна осуществляться не последовательно ряд за рядом, а с чередованием. В конструкциях с множеством рядов заклепок при последовательной сварке может использоваться изменение стороны. За счет этого возникает противодействие в отношении влияния сварочной ванны и соответственно связанного с ним коробления, за счет чего минимизируется коробление или деформация.
Способ согласно изобретению пригоден для реализации как высокоавтоматизированный с высокими инвестиционными затратами, так и в виде мобильного варианта без значительных затрат. Для автоматизации предлагается применение робота для лазерной сварки, управляющего лазерной сварочной головкой, также предпочтительной может являться сканирующая сварочная головка.
Для мобильной реализации способа может применяться известная управляемая вручную лазерная сварочная головка, обеспечивающая получение линейных сварных швов при автоматизированном перемещении. За счет того что сварные швы расположены в непосредственной близости от заклепок, является возможным приспособление головки заклепки для позиционирования и/или направления лазерной сварочной головки, за счет того что она подходит к соответственно выполненному элементу сварочной головки. Для мобильной реализации может применяться сварочная головка со сканирующей оптикой, обеспечивающая получение прерывистых или непрерывных круговых швов за счет кругового ведения сварочного лазерного луча.
При помощи описанного способа с применением локального холодного стыкового соединения, в частности, путем геометрического замыкания при помощи заклепок или болтов или путем неразъемного соединения посредством лазерной сварки могут изготавливаться конструкции необходимого размера, например модульные секции кузовов для рельсовых транспортных средств.
Реферат
Изобретение относится к способу соединения двух или более деталей посредством холодного стыкового соединения и лазерной сваркой и может применятся в различных отраслях машиностроения. Перед лазерной сваркой детали (1, 2) по меньшей мере на одном из наложенных плоских участков (1а, 2а) фиксируют относительно друг друга с геометрическим замыканием посредством локального холодного стыкового соединения. Затем сваривают их между собой лазерным лучом. Шов (4) лазерной сварки располагают в непосредственной близости от места (3) фиксации, обеспечиваемого локальным холодным стыковым соединением. Швы (4) лазерной сварки выполняют прямыми и проходящими параллельно друг другу в непосредственной близости от мест (3) фиксации или отходящими в форме лучей. Эти швы (4) лазерной сварки ориентированы своей длиной в направлении передачи наибольшего усилия. В результате обеспечивается беззазорный контакт деталей, минимальное коробление от сварки. 7 з.п. ф-лы, 3 ил.
Комментарии