Составная прокладка и способ ее изготовления - RU2373059C2
Код документа: RU2373059C2
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ
Изобретение в основном относится к многослойным стальным прокладкам для двигателей внутреннего сгорания и, в частности, к способу изготовления составной многослойной стальной прокладки.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Многослойные стальные прокладки традиционно используются для формирования уплотнения между двумя сопряженными компонентами механической системы или устройства, например двигателя внутреннего сгорания, для предотвращения утечки газообразных продуктов сгорания, охлаждающей жидкости, смазочного масла и т.п. Обычные применения включают установку составной многослойной стальной прокладки между блоком цилиндров двигателя и головкой блока цилиндров, и между блоком цилиндров и коллектором выхлопной системы. Прокладка головки блока цилиндров обычно охватывает отверстия цилиндров двигателя для уплотнения газообразных продуктов сгорания, находящихся под высоким давлением, а также обеспечивает уплотнение каналов систем смазки и охлаждения. Прокладки коллекторов выхлопных систем обычно охватывают выходные отверстия двигателя для уплотнения высокотемпературных отработавших газов, выходящих в систему выпуска отработавших газов. После установки на составную многослойную стальную прокладку действует давление частей двигателя, соединенных болтами, и это давление используется для обеспечения между этими частями требуемого уплотнения.
Обычно при производстве многослойных стальных прокладок по меньшей мере один слой покрытия размещается между несколькими стальными листами прокладки, в результате чего формируется составная структура прокладки таким образом, чтобы уплотняемые отверстия, образуемые прокладкой, были концентричными. Слои покрытий имеют практически такую же протяженность как и стальные листы прокладки.
Часто материал, выбранный для слоев покрытия, имеет высокое электрическое сопротивление. Таким образом, слои покрытия могут иметь электрическое сопротивление, которое существенно превышает сопротивление стальных листов прокладки, обеспечивая электрическую изоляцию между ними. В таком случае становится невозможной использование контактной электросварки для соединения стальных листов прокладки. Поэтому обычной практикой является соединение листов прокладки с покрытием с помощью заклепок или пистонов. Использование заклепок или пистонов достаточно эффективно, однако приводит к усложнению и удорожанию производства прокладок.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Изобретение обеспечивает способ изготовления составной многослойной стальной прокладки, которая содержит стальные листы, каждый из которых имеет определенное электрическое сопротивление, и по меньшей мере один слой покрытия из материала, электрическое сопротивление которого гораздо выше, чем сопротивление стальных листов. Слой материала покрытия наносится по меньшей мере на одну поверхность по меньшей мере одного из стальных листов прокладки для получения по меньшей мере одного слоя прокладки с покрытием. Слой прокладки с покрытием и по меньшей мере один другой стальной лист собираются вместе для получения нужной конфигурации. После этого слой прокладки с покрытием и другой стальной лист прокладки соединяются с помощью лазерной сварки для формирования составной многослойной стальной прокладки.
Таким образом, понятно, что изобретение обеспечивает усовершенствованный способ изготовления составной многослойной стальной прокладки путем соединения лазерной сваркой слоя прокладки с покрытием и по меньшей мере одного другого стального листа. Предложенный способ исключает отдельную операцию соединения слоя прокладки с покрытием и другого стального листа с помощью заклепок или пистонов, в результате чего снижается стоимость и улучшается эффективность процесса изготовления составной многослойной стальной прокладки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
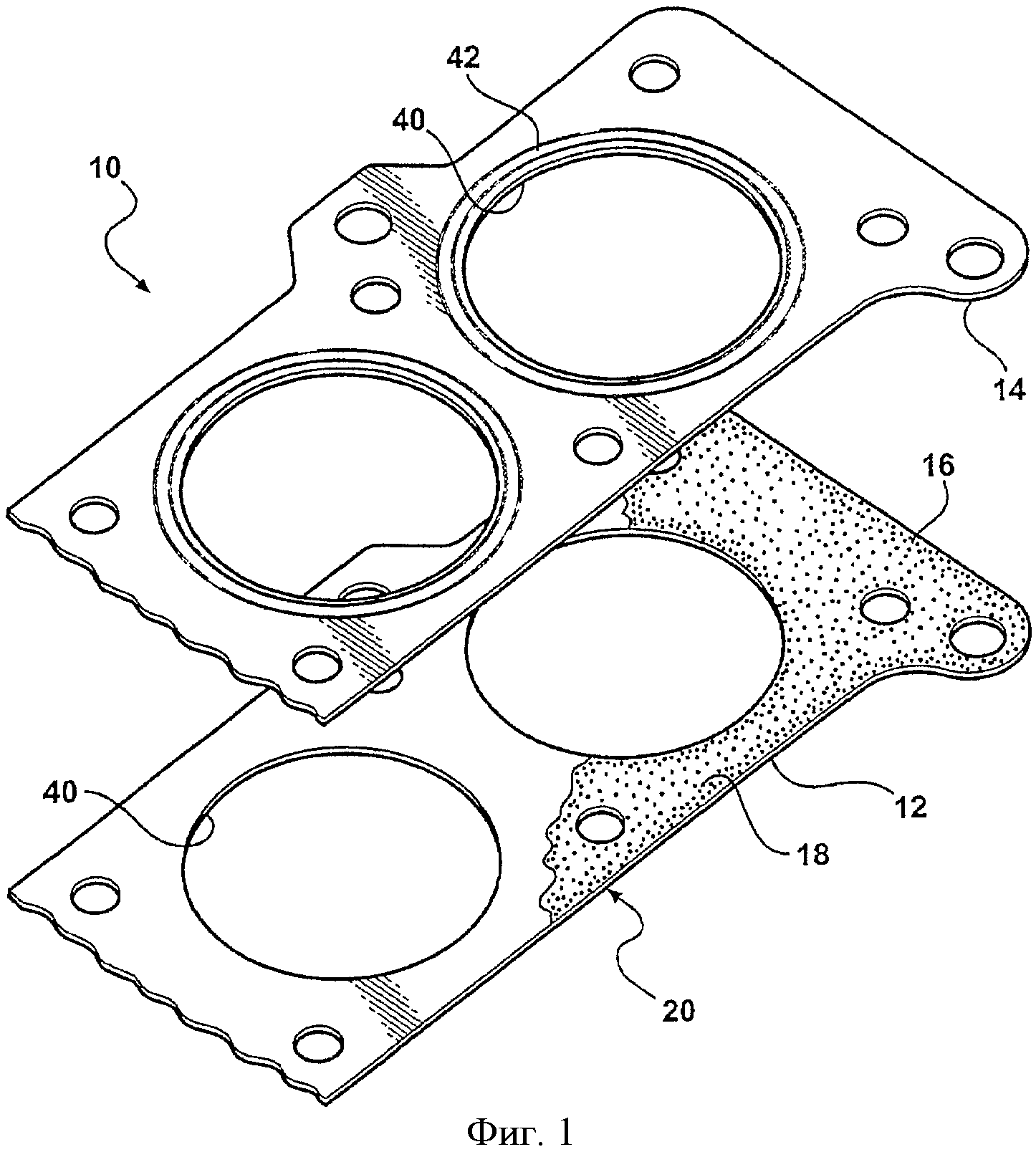
Фигура 1 - общий вид разобранного фрагмента составной многослойной стальной прокладки.
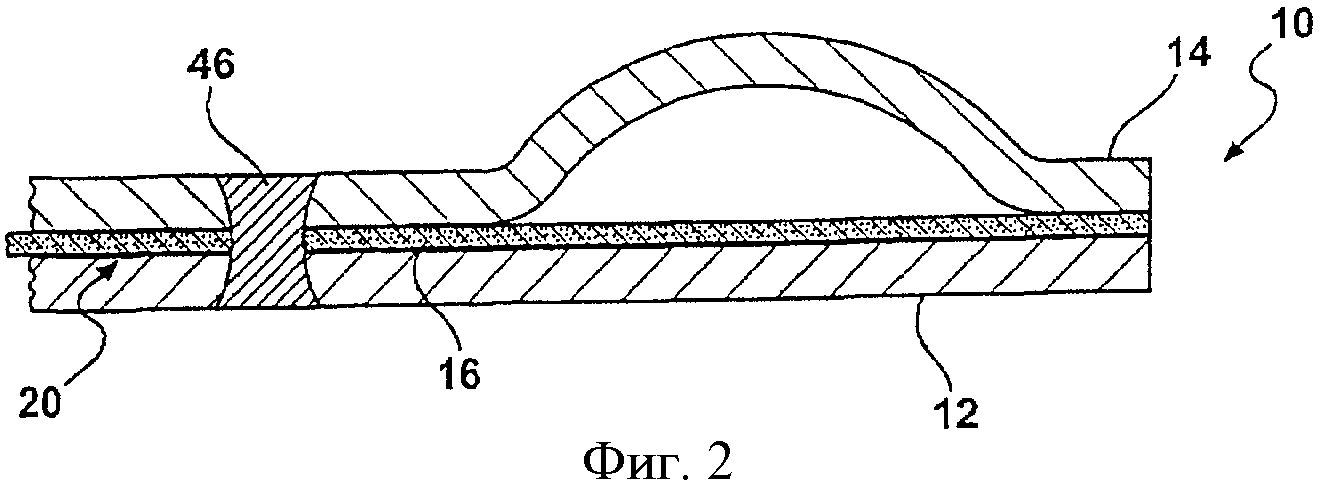
Фигура 2 - вид сечения фрагмента составной многослойной стальной прокладки.
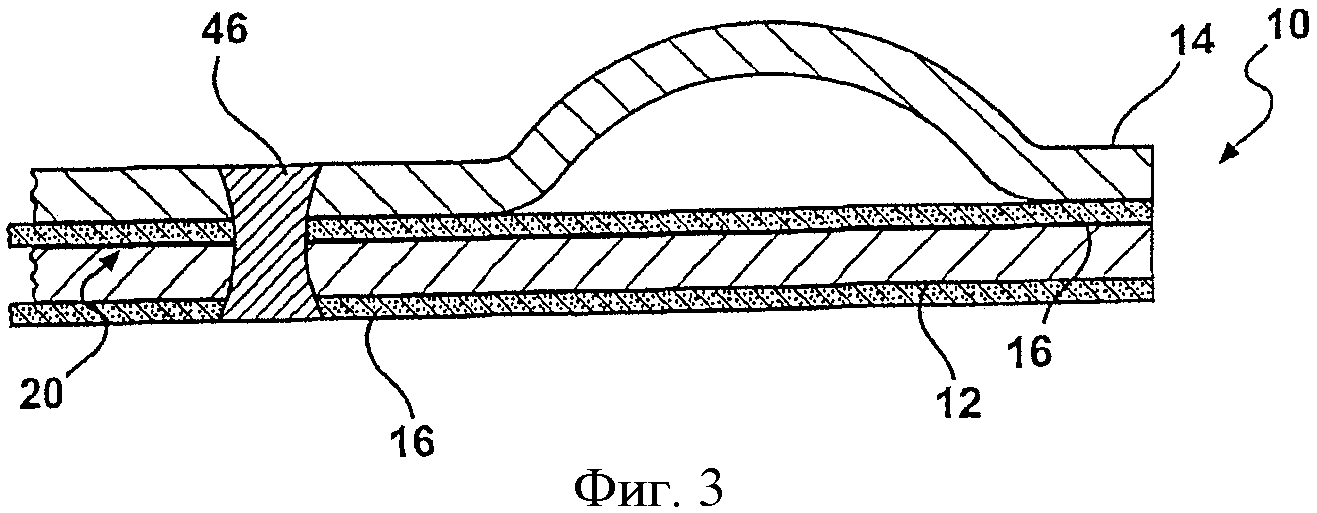
Фигура 3 - вид сечения фрагмента другого варианта реализации составной многослойной стальной прокладки.
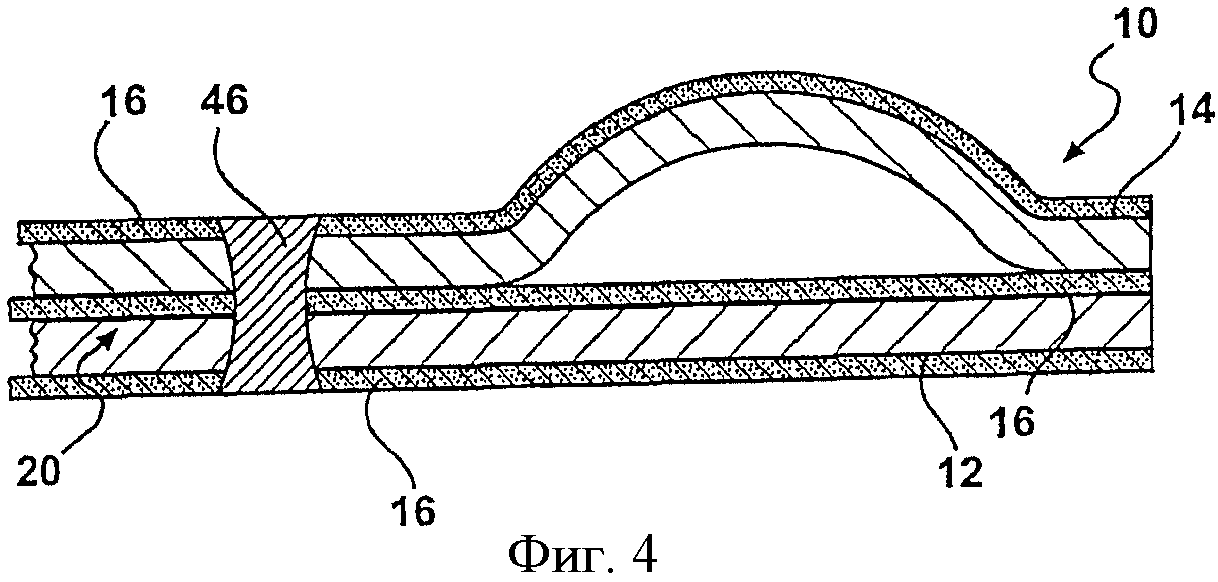
Фигура 4 - вид сечения фрагмента другого варианта реализации составной многослойной стальной прокладки.
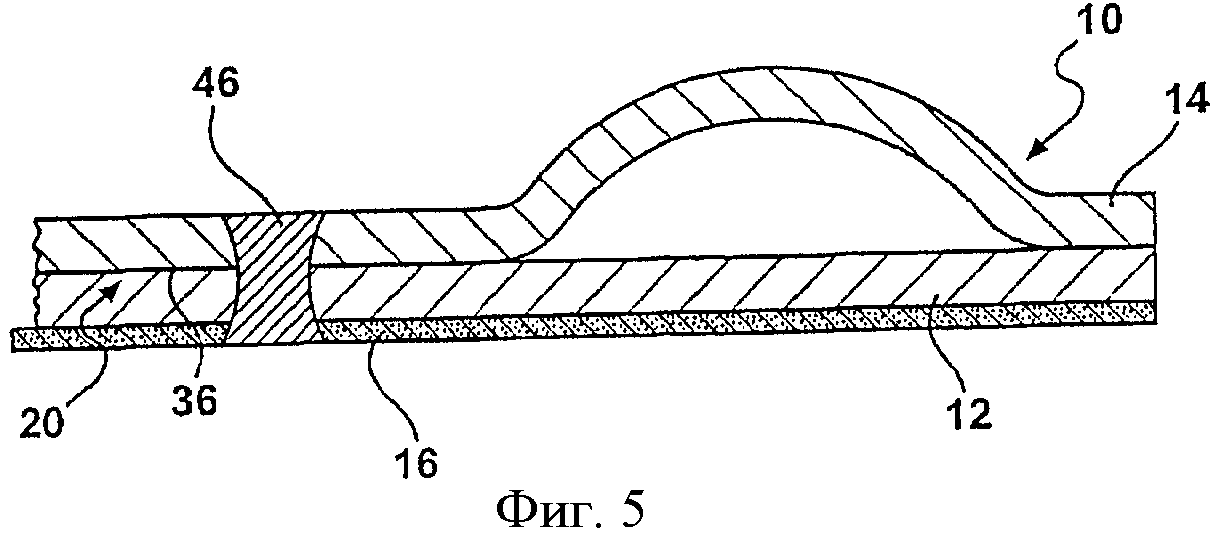
Фигура 5 - вид сечения фрагмента другого варианта реализации составной многослойной стальной прокладки.
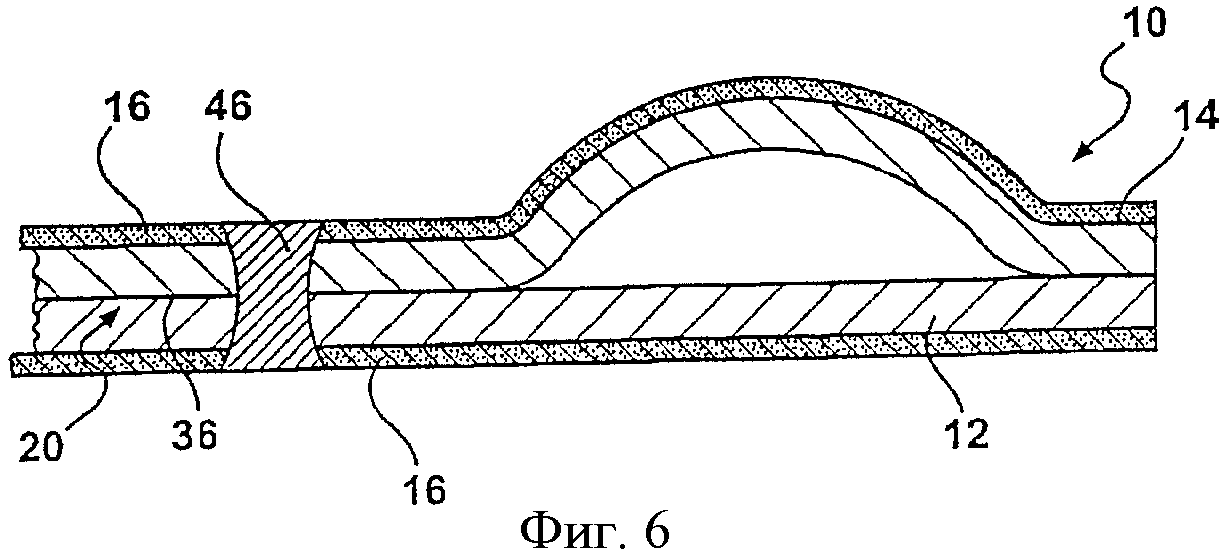
Фигура 6 - вид сечения фрагмента другого варианта реализации составной многослойной стальной прокладки.
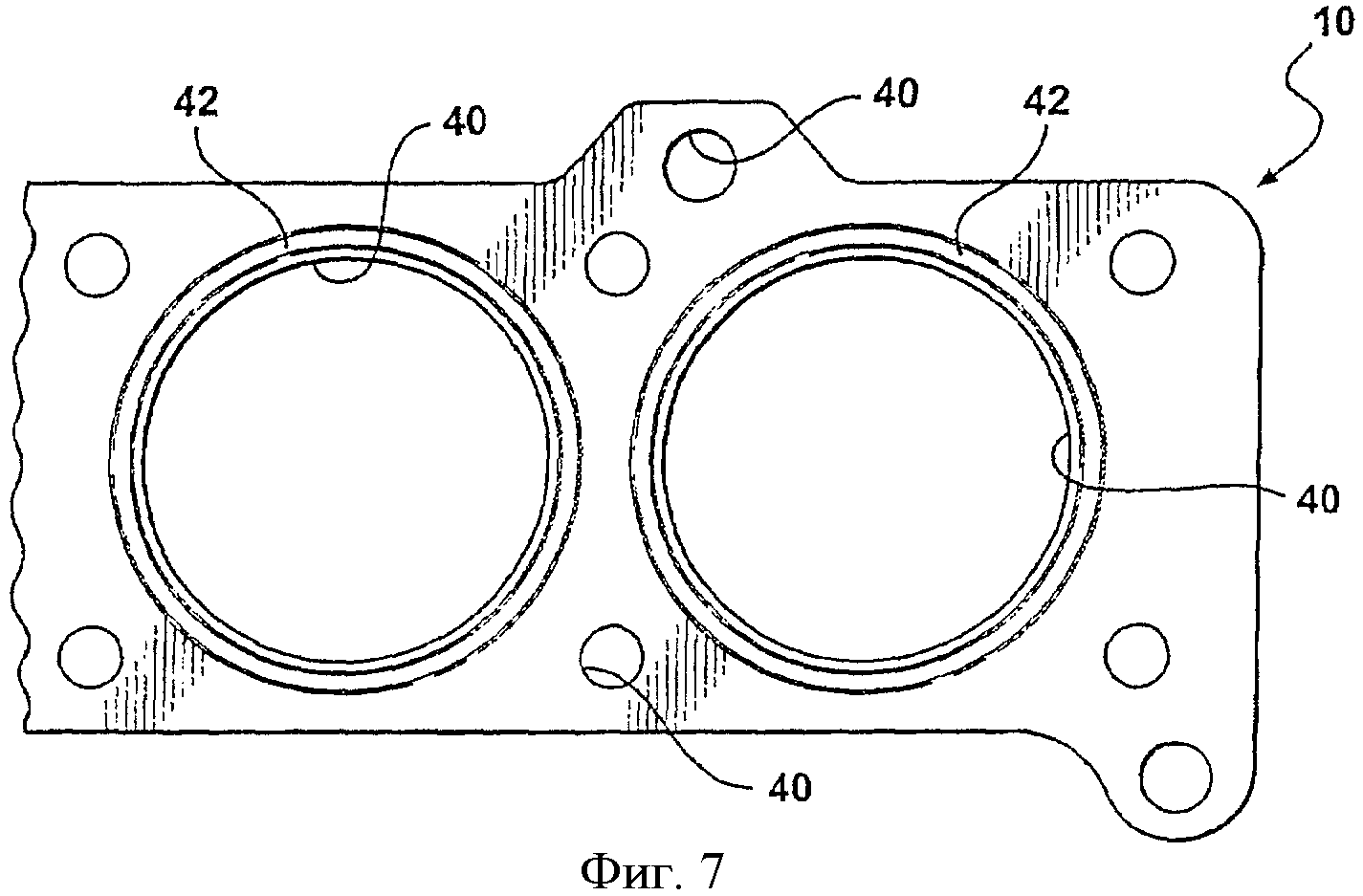
Фигура 7 - вид сверху фрагмента составной многослойной стальной прокладки.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
На фигуре 1 изображена часть составной многослойной стальной прокладки 10, способ изготовления которой является объектом изобретения, и которая содержит стальные листы 12, 14, каждый из которых имеет определенное электрическое сопротивление, а также по меньшей мере один слой покрытия 16 из материала, электрическое сопротивление которого гораздо выше, чем сопротивление стальных листов 12, 14. Способ изготовления составной многослойной стальной прокладки 10 содержит следующие шаги: нанесение по меньшей мере одного слоя материала покрытия 16 по меньшей мере на одну поверхность 18 по меньшей мере одного из стальных листов 12, 14 для получения по меньшей мере одного слоя прокладки с покрытием, обозначенного ссылочным номером 20; сборка по меньшей мере одного слоя 20 прокладки с покрытием по меньшей мере с одним другим стальным листом 14 и сварка собранных вместе слоев прокладки с помощью лазера YAG или CO2 для формирования составной прокладки 10.
Поскольку материал, выбранный по меньшей мере для одного слоя 16 покрытия, имеет гораздо большее электрическое сопротивление по сравнению с сопротивлением стальных листов 12, 14, то не всегда возможно использование традиционной контактной электросварки для сварки слоев собранной прокладки; например в случае, когда по меньшей мере один слой 16 покрытия размещен между стальными листами 12, 14. Способ в соответствии с изобретением обеспечивает сварку стальных листов 12, 14 с помощью лазера, при этом сварной шов 46 проходит по меньшей мере сквозь один слой 16 покрытия, размещенный между стальными листами. Сварной шов 46 выполняется с помощью лазера, для работы которого в отличие от традиционной контактной электросварки не требуется электрическое заземление. Поэтому лазер дает возможность выполнить сварной шов 46 для соединения стальных листов 12, 14, между которыми размещен по меньшей мере один слой 16 покрытия, имеющий существенно более высокое электрическое сопротивление, что препятствует электрическому заземлению стальных листов 12, 14.
Способ изготовления составной многослойной стальной прокладки 10 может дополнительно содержать шаг позиционирования стальных листов 12, 14 и по меньшей мере одного слоя 16 покрытия. Стальные листы 12, 14 прокладки и по меньшей мере один слой 16 покрытия позиционируют перед сборкой для получения нужной конфигурации.
На фигуре 2 представлена одна из возможных конфигураций составной прокладки 10, изготовление которой включает шаг позиционирования первого 12 и второго 14 стальных листов прокладки и по меньшей мере одного слоя 16 покрытия, размещенного между поверхностями соединения первого 12 и второго 14 стальных листов прокладки.
На фигурах 3 и 4 представлена вторая возможная конфигурация составной прокладки 10, изготовление которой включает шаг позиционирования первого 12 и второго 14 стальных листов прокладки и нескольких слоев 16 покрытия, причем по меньшей мере один слой 16 покрытия размещен между поверхностями соединения первого 12 и второго 14 стальных листов прокладки, и по меньшей мере один слой 16 покрытия нанесен на другую поверхность первого 12 и/или второго 14 стального листа прокладки.
На фигурах 5 и 6 представлена третья возможная конфигурация составной прокладки 10, изготовление которой включает шаг позиционирования первого 12 и второго 14 стальных листов прокладки и по меньшей мере одного слоя 16 покрытия, причем первый 12 и второй 14 стальные листы прокладки непосредственно соединяются друг с другом по поверхности 36 соединения, и по меньшей мере один слой 16 покрытия нанесен на другую поверхность первого 12 и/или второго 14 стального листа прокладки.
Способ изготовления составной многослойной стальной прокладки 10, представленной на фигуре 1, может дополнительно содержать шаг размещения стальных листов 12, 14 прокладки и по меньшей мере одного слоя 16 покрытия в фасонной матрице.
Способ изготовления составной многослойной стальной прокладки 10 также может содержать шаг штамповки. В процессе штамповки с помощью фасонной матрицы формируются стальные листы 12, 14 прокладки и по меньшей мере один слой 16 покрытия. Предпочтительная форма стальных листов 12, 14 прокладки и по меньшей мере одного слоя покрытия содержит ряд выровненных отверстий 40, сформированных в стальных листах 12, 14 и по меньшей мере в одном слое 16 покрытия, и упругие уплотнительные валики 42, сформированные по меньшей мере в одном из стальных листов 12, 14 и по меньшей мере вокруг одного из отверстий 40, сформированных в стальных листах 12, 14 прокладки.
Хотя предполагается, что шаг сварки собранных вместе слоев прокладки может быть выполнен в любой момент после сборки составной прокладки 10, предпочтительным способом ее изготовления является сварка собранных слоев после шага штамповки составной прокладки 10 и тогда, когда собранные слои прокладки находятся в фасонной матрице. Также возможно, чтобы шаг сварки собранных вместе слоев прокладки, находящихся в фасонной матрице, был выполнен до или после шага штамповки.
Предпочтительным материалом по меньшей мере для одного слоя 16 покрытия является молибден, хотя для специалиста в данной области понятно, что могут быть использованы и другие альтернативные материалы, обладающие соответствующими характеристиками. Выбор материала будет зависеть от предполагаемого назначения составной прокладки и требуемых характеристик материала покрытия.
Таким образом, предпочтительный вариант реализации составной прокладки 10, представленной на фигурах 2 и 7 и изготовленной с использованием способа в соответствии с изобретением, содержит первый 12 и второй 14 стальные листы прокладки и размещенный между ними слой 16 покрытия из молибдена. Соединение элементов составной прокладки обеспечивается сварным швом 46 лазерной сварки, соединяющим первый 12 и второй 14 стальные листы прокладки и проходящим сквозь слой 16 покрытия.
Очевидно, что возможны различные модификации настоящего изобретения, не выходящие за рамки его существа, раскрытого в описании. Поэтому необходимо понимать, что в пределах объема формулы изобретения оно может быть реализовано в таких формах, которые отличаются от описанных выше конкретных вариантов реализации.
Реферат
Изобретение относится к области изготовления составных многослойных уплотнительных прокладок и может быть использовано при изготовлении двигателей внутреннего сгорания. Прокладка содержит первый и второй стальные листы прокладки и, по меньшей мере, один слой покрытия, нанесенный на поверхность первого или второго стального листа и размещенный между ними. Электрическое сопротивление слоя покрытия выше, чем сопротивление стальных листов прокладки. В прокладке выполнен ряд выровненных отверстий и упругие уплотняющие валики. Способ включает формирование отверстий и уплотняющих валиков в стальных листах, нанесение слоя покрытия на одну поверхность, по меньшей мере, одного из стальных листов прокладки и сварку слоев прокладки с покрытием с помощью лазера. Также способ может включать операцию размещения слоев в фасонной матрице. Технический результат - исключение отдельной операции соединения слоев, имеющих различное электрическое сопротивление. 3 н. и 17 з.п. ф-лы, 7 ил.
Комментарии