Техническая ткань для производства нетканых материалов и способ ее изготовления - RU2519923C2
Код документа: RU2519923C2
Чертежи
















Описание
ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Настоящая заявка испрашивает приоритет на основании предварительной заявки на патент США №61/147,894, поданной 28 января 2009 г.
ВКЛЮЧЕНИЕ ПО ССЫЛКЕ
Все патенты, патентные заявки, документы, ссылки, инструкции производителя, описания, технические требования к изделиям и технологические карты для любых упомянутых в настоящем описании изделий включены по ссылке в текст настоящего описания и могут быть использованы при реализации изобретения.
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к бесконечным структурам и, в частности, техническим тканям, использующимся в производстве нетканых изделий. Более конкретно, настоящее изобретение относится к созданию поддерживающих элементов, таких как ленты конвейеров или рукава, использующихся в производстве имеющих рисунок или маркированных нетканых изделий. Кроме того, настоящее изобретение может быть использовано в качестве ленты конвейера и/или рукава в производстве нетканых изделий в таких процессах, как суховоздушное формирование полотна, мелтблоун (melt blowing), спанбонд (spunbonding) и гидросплетение (hydroentangling).
УРОВЕНЬ ТЕХНИКИ
Способы производства нетканых изделий известны уже давно. Согласно одному способу волоконный холт или полотно подвергают обработке потоками воды или в струях воды для сплетения волокон друг с другом и улучшения физических свойств, таких как прочность полотна. В течение десятилетий известны способы обработки волокон в струями воды, которые описаны в патентах США №3,214,819, №3,508,308 и №3,485,706.
В общих чертах, указанный способ включает переплетение единичных волокон друг с другом под действием струй воды под давлением, которые действуют на волоконную структуру как иглы и обеспечивают возможность переориентировать часть волокон с формированием полотна в направлении толщины.
В настоящее время такой способ широко развивается и используется не только в производстве структур, известных как «гидросплетенные» или «гидроспутанные», с применением в текстильной промышленности, в частности для применения в области медицины и больницах, для очистки, фильтрации и упаковки чайных пакетиков, и полученные изделия могут быть регулярными и однородными, как следует из описания патента США №3,508,308, а также при необходимости содержат структуры, полученные в результате переориентирования волокон, что важно в эстетических целях, как видно из описания патента США №3,485,706.
В отношении изделий типа «гидросплетенные» или «гидроспутанные» давно известно, что окончательные свойства изделия могут быть подобраны путем образования смесей материала, например путем комбинирования полотен, содержащих волокна различных типов, например натуральные, искусственные или синтетические, или даже полотен, в которых волокна предварительно перемешаны (полотна типа «спанбонд» и т.д.) с армирующими элементами, которые могут быть включены в нетканую структуру.
В патентах Франции FR-A-2730246 и 2734285, соответствующих патентам США №5,718,022 и №5,768,756, описаны решения, позволяющие успешно обрабатывать гидрофобные волокна или их смеси с другими гидрофильными волокнами или даже полотнами, полностью состоящими из натуральных волокон, в струях воды.
В общих чертах в соответствии с концепцией, описанной в этих документах, обработка включает обработку полотна основы, сформированного из единичных волокон одного типа или разных типов, сжатие и увлажнение указанного полотна основы и затем переплетение волокон посредством по меньшей мере одной стойки смежных струй воды под высоким давлением, действующих на полотно основы.
С этой целью полотно основы перемещается вперед на движущейся бесконечной пористой опоре и переносится на поверхность перфорированного вращающегося цилиндрического барабана, к внутреннему пространству которого приложен частичный вакуум. Полотно основы механически сжимается между пористой опорой и вращающимся барабаном, которые оба перемещаются вперед по существу с одинаковой скоростью. Непосредственно ниже по потоку от зоны сжатия на полотно направляется водная завеса, которая проходит последовательно сквозь пористую опору, сжатое полотно основы и поддерживающий перфорированный барабан, в котором источник вакуума удаляет излишек воды.
Единичные волокна непрерывно перемешиваются, когда они находятся еще на вращающемся цилиндрическом барабане, при этом сжатое и увлажненное полотно подвергается действию, по меньшей мере, одной стойки струй воды под высоким давлением. По существу, связывание осуществляется посредством последовательно установленных стоек струй воды, которые действуют или на одну и ту же сторону или поочередно на обе стороны полотна, давление внутри стоек и скорость струй воды обычно постепенно уменьшаются от одной стойки к другой.
Важно отметить, как следует из патента FR 2734285, перфорированный вал/барабан может содержать распределенные случайным образом микроотверстия. При необходимости после первоначального переплетения волоконная нетканая структура может быть подвергнута второй обработке, применяемой к обратной стороне.
В процессе производства нетканых изделий, выполненных гидросплетением или гидроспутыванием, зачастую требуется придать конечному изделию рисунок или разметку с созданием требуемой структуры. Обычно такие рисунок или разметку создают с использованием вспомогательного процесса, отдельного от формирования нетканого полотна и процесса скручивания, в котором используется каландр для тиснения/нанесения рисунка. Обычно такие каландры дорогостоящие и работают по принципу сжатия определенных участков волоконного полотна для создания требуемого рисунка или разметки. Однако существует несколько недостатков при использовании отдельного процесса для создания рисунка или разметки на нетканом изделии. Например, для приобретения каландров могут потребоваться большие первоначальные вложения, что может ограничить размер партии продукции, который может быть экономически обоснован производителем. Во-вторых, вследствие дополнительного этапа нанесения рисунка или разметки возникают более высокие производственные затраты. В-третьих, законченное изделие будет содержать большее количество материала, чем это требуется, для обеспечения нужной толщины изделия после сжатия на этапе каландрирования. И наконец, двухэтапный процесс ведет к меньшему объемному весу законченного изделия, чем хотелось бы, из-за сильного сжатия в процессе каландрирования. Известные из уровня техники нетканые изделия, изготовленные с использованием этих известных процессов нанесения рисунка, не имеют ясных, четких рельефных частей и, следовательно, требуемые рисунки трудноразличимы. Кроме того, размеры рельефных частей известных тисненных нетканых изделий нестабильны, и рельефные части имеют тенденцию терять свою трехмерную структуру, когда через некоторое время их подвергают нагрузкам в зависимости от применения.
В патентах США №5,098,764 и №5,244,711 раскрыто применение поддерживающего элемента в более современном способе производства нетканых материалов или изделий. Поддерживающие элементы имеют конфигурацию, которая характеризуется рельефом поверхности, а также содержат массив отверстий. В этом процессе исходное волоконное полотно располагают на поддерживающем элементе с рельефной поверхностью. Поддерживающий элемент с расположенным на нем волоконным полотном проходит под струями жидкости, обычно воды, под давлением. Струи воды заставляют волокна закручиваться и сплетаться друг с другом с формированием характерного рисунка, в соответствии с конфигурацией рельефа поверхности поддерживающего элемента.
Рисунок особенностей рельефа поверхности и отверстий в поддерживающем элементе является важным для структуры получаемого нетканого изделия. Кроме того, поддерживающий элемент должен иметь достаточную структурную целостность и прочность для обеспечения поддержки волоконного полотна, в то время как сильные струи жидкости переориентируют и перемешивают волокна в их новом положении с формированием прочной ткани. Поддерживающий элемент не должен подвергаться сколько-нибудь значительному искривлению под действием струй жидкости. Кроме того, поддерживающий элемент должен иметь средства для удаления относительно больших объемов жидкости, использованной для гидросплетения волокон, для предотвращения «затопления» волоконного полотна, что будет мешать эффективному гидросплетению волокон. Обычно поддерживающий элемент содержит дренажные отверстия, которые должны быть достаточно малы для обеспечения целостности волоконного полотна и предотвращения потери волокон через формующую поверхность. Кроме того, поддерживающий элемент по существу не должен иметь заусениц, крючков или аналогичных неровностей, которые могут мешать снятию с него волоконного нетканого изделия, выполненного гидросплетением волокон. В то же время поддерживающий элемент должен быть таким, что обрабатываемые на нем волокна волоконного полотна не будут вымываться под действием струй жидкости.
Одна из основных задач, которая возникает в процессе производства нетканых изделий, состоит в том, чтобы достичь сцепления волокон в производстве нетканого материала с целью придания нетканым изделиям прочностных характеристик в соответствии с применением, наряду с сохранением или приданием специальных физических характеристик, таких как объемный вес, тактильные свойства, внешний вид и т.д.
Свойства - объемный вес, впитывающая способность, прочность, мягкость и эстетичный внешний вид - действительно важны для многих изделий, когда их используют по прямому назначению. Для производства нетканых материалов с такими характеристиками поддерживающий элемент зачастую будет сконфигурирован, чтобы соприкасающаяся с полотном поверхность имела бы изменения рельефа поверхности.
Следует отметить, что такие поддерживающие элементы (ткани, ленты конвейеров, рукава) могут принимать форму бесконечных петель и пригодны для применения в качестве конвейеров. Кроме того, следует отметить, что производство нетканых материалов представляет собой непрерывный процесс, который происходит на значительных скоростях. Т.е. единичные волокна или полотна непрерывно наносят на формующую ткань/ленту в формующей части, в то время как только что изготовленное нетканое полотно непрерывно переносят от поддерживающего элемента к следующей операции.
Настоящее изобретение предлагает ленты и рукава, которые пригодны для применения в качестве традиционной текстильной ткани и придания требуемой текстуры, тактильных свойств и объемного веса изготовленным на них нетканым изделиям.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Следовательно, основной задачей изобретения является создание улучшенной ленты конвейера или рукава, которые придают требуемую текстуру тактильные свойства, объемный вес, внешний вид, впитывающую способность и прочность изготовленным на них нетканым изделиям.
Еще одной задачей изобретения является создание поддерживающего элемента, выполненного гидросплетением, такого как лента конвейера или рукав, содержащего сквозные пустоты, расположенные с образованием требуемого рисунка. Кроме того, поддерживающий элемент можно использовать в качестве технологической ленты конвейера или рукава в таких процессах, как суховоздушное формирование полотна, мелтблоун (melt blowing), спанбонд (spunbonding).
Другой задачей изобретения является создание ленты конвейера или рукава, которые могут иметь рельеф поверхности или текстуру на одной или обеих сторонах благодаря рисунку сквозных отверстий или пустот. Настоящим изобретением достигнуты эти и другие цели и преимущества. Обеспечены другие преимущества в сравнении с известными текстильными тканями, такие как, но этим не ограничиваются, улучшенная поддержка и освобождение волокон (не вытаскивание) и возможность более легкой очистки благодаря отсутствию мест переплетения нитей, способных удерживать единичные волокна. Если лента конвейера/рукав имеют текстуру поверхности, то рисунок/текстура более эффективно передаются нетканому изделию, и, кроме того, это придает лучшие физические свойства, такие как объемный вес/ впитывающая способность.
Настоящее изобретение относится к бесконечному поддерживающему элементу, такому как лента конвейера или рукав для поддержки и перемещения натуральных, синтетических или искусственных волокон в процессе гидросплетения или гидроспутывания. Пористые структуры, ленты конвейеров или рукава согласно настоящему изобретению обладают следующими, не ограничивающими, преимуществами в сравнении с технологией каландрирования; рукава относительно менее дорогие и не требуют больших капитальных вложений в стационарное оборудование; нанесение рисунка выполняется одновременно с самим процессом гидросплетения волокон, исключена необходимость отдельной операции каландрирования; в конечном продукте может быть достигнуто более низкое содержание материала, так как толщина не уменьшается при сжатии; можно производить конечное изделие с большим удельным объемом, так как оно не сжимается на этапе каландрирования Что касается производителя нетканых рулонных материалов, эти преимущества дополнительно ведут к следующим преимуществам конечного изделия: более низкая стоимость материалов, выполненных гидросплетением волокон, с требуемыми рисунками, разметкой или текстурой; возможность изготовления изделий по специальным требованиям заказчика, так как уменьшен размер партии конкретных изделий; возможность производства высокопроизводительных изделий, таких как материалы с большим удельным объемом, которые придают большую впитывающую способность, которая является важной для потребительских товаров.
Следовательно, в соответствии с одним примером реализации изобретения предложена техническая ткань, такая как лента конвейера или рукав, содержащая сквозные отверстия. Каждое сквозное отверстие имеет первое отверстие на верхней стороне ткани, второе отверстие на нижней стороне ткани и по меньшей мере один кольцевой приподнятый край, смежный по меньшей мере с одним первым или вторым отверстием.
Другим примером реализации настоящего изобретения является система для создания сквозных пустот в технической ткани, такой как лента конвейера или рукав. Система содержит оптический источник, выполненный с возможностью создания падающего оптического излучения, блок для управления, соединенный с оптическим источником и выполненный с возможностью регулировать по меньшей мере одну характеристику указанного падающего оптического излучения, и устройство, выполненное с возможностью удержания ткани и облегчения относительного перемещения указанного оптического источника и указанной ткани, так что указанное оптическое излучение пробивает ткань и создает указанные сквозные пустоты. Указанные сквозные пустоты содержат по меньшей мере один кольцевой приподнятый край, смежный с отверстием, созданным по меньшей мере на одной верхней или нижней поверхности указанной ткани.
Другим примером реализации настоящего изобретения является способ создания сквозных пустот в технической ткани, такой как лента конвейера или рукав. Способ включает этапы создания первого отверстия на верхней стороне ткани, второго отверстия на нижней стороне ткани и создание по меньшей мере одного кольцевого приподнятого края, смежного по меньшей мере с одним первым или вторым отверстием.
Еще одним примером реализации настоящего изобретения является способ создания сквозных пустот в технической ткани, такой как лента конвейера или рукав. Способ включает этапы создания падающего оптического излучения для воздействия на ткань и регулирования по меньшей мере одной характеристики падающего оптического излучения, так что падающее оптическое излучение создает сквозные пустоты, каждая из которых содержит по меньшей мере один кольцевой приподнятый край, смежный с отверстием, созданным по меньшей мере на одной верхней или нижней поверхности ткани.
Еще одним примером реализации настоящего изобретения является техническая ткань, такая как лента конвейера или рукав, содержащая одну или более скрученных по спирали полос полимерного материала, в которой смежные скрученные по спирали полосы полимерного материала соединены. Скрученные по спирали полосы содержат сквозные пустоты, каждая из которых содержит первое отверстие на верхней стороне ткани, второе отверстие на нижней стороне ткани и по меньшей мере один кольцевой приподнятый край, смежный по меньшей мере с одним первым или вторым отверстием.
Еще одним примером реализации настоящего изобретения является техническая ткань, такая как лента конвейера или рукав, содержащая скрученные по спирали полосы полимерного материала, так что смежные полосы полимерного материала соединены с формированием ленты, и сквозные пустоты распределены по всей ткани, причем сквозные пустоты содержат по меньшей мере один кольцевой приподнятый край, смежный по меньшей мере с одним первым или вторым отверстием, с которыми связана каждая из сквозных пустот.
В то время как используются термины «ткань» и «структура ткани», термины - ткань, лента конвейера, рукав, поддерживающий элемент и структура ткани используются как взаимозаменяемые для описания структур согласно настоящему изобретению. Аналогично, термины - ремень, лента, полоса материала и полосы материала используются как взаимозаменяемые на протяжении всего описания.
Характеризующие изобретение различные признаки новизны указаны, в частности, в пунктах формулы изобретения, которая прилагается и является частью настоящего описания. Для лучшего понимания изобретения, его преимуществ и конкретных целей, получаемых благодаря его использованию, в описании предпочтительных, но не ограничивающих, вариантов реализации, приведенных в иллюстративных целях, сделаны ссылки на прилагаемые чертежи, на которых одинаковые элементы обозначены одинаковыми номерами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Последующее подробное описание, приведенное в форме примера, а не ограничения настоящего изобретения, будет лучше понято со ссылками на прилагаемые чертежи, на которых одинаковые элементы обозначены одинаковыми номерами, на чертежах:
на фиг.1А и 1В изображен пример технической ткани, ленты или рукава, содержащих сквозные пустоты, согласно одному аспекту настоящего изобретения;
на фиг.2А изображен пример поперечного сечения ткани, ленты или рукава, содержащих сквозные пустоты, согласно одному аспекту настоящего изобретения;
на фиг.2В изображен пример поперечного сечения ткани, ленты или рукава, содержащих структуру разветвленных сквозных пустот, согласно одному аспекту настоящего изобретения;
на фиг.3А изображена структурная схема системы для изготовления ткани, ленты или рукава, содержащих сквозные пустоты, согласно одному аспекту настоящего изобретения;
на фиг.3В изображено устройство, использующееся для создания сквозных пустот в ткани, ленте или рукаве, содержащих сквозные пустоты, согласно одному аспекту настоящего изобретения;
на фиг.4А и 4В изображены схематические виды разных типов устройства для изготовления нетканых полотен, использующего ткань, ленту или рукав согласно настоящему изобретению;
на фиг.5 изображена структурная схема, которая описывает процесс создания сквозных пустот в ткани, ленте или рукаве согласно одному аспекту настоящего изобретения;
на фиг.6 иллюстрированы изображения ткани, ленты или рукава с просверленными сквозными пустотами согласно одному аспекту настоящего изобретения;
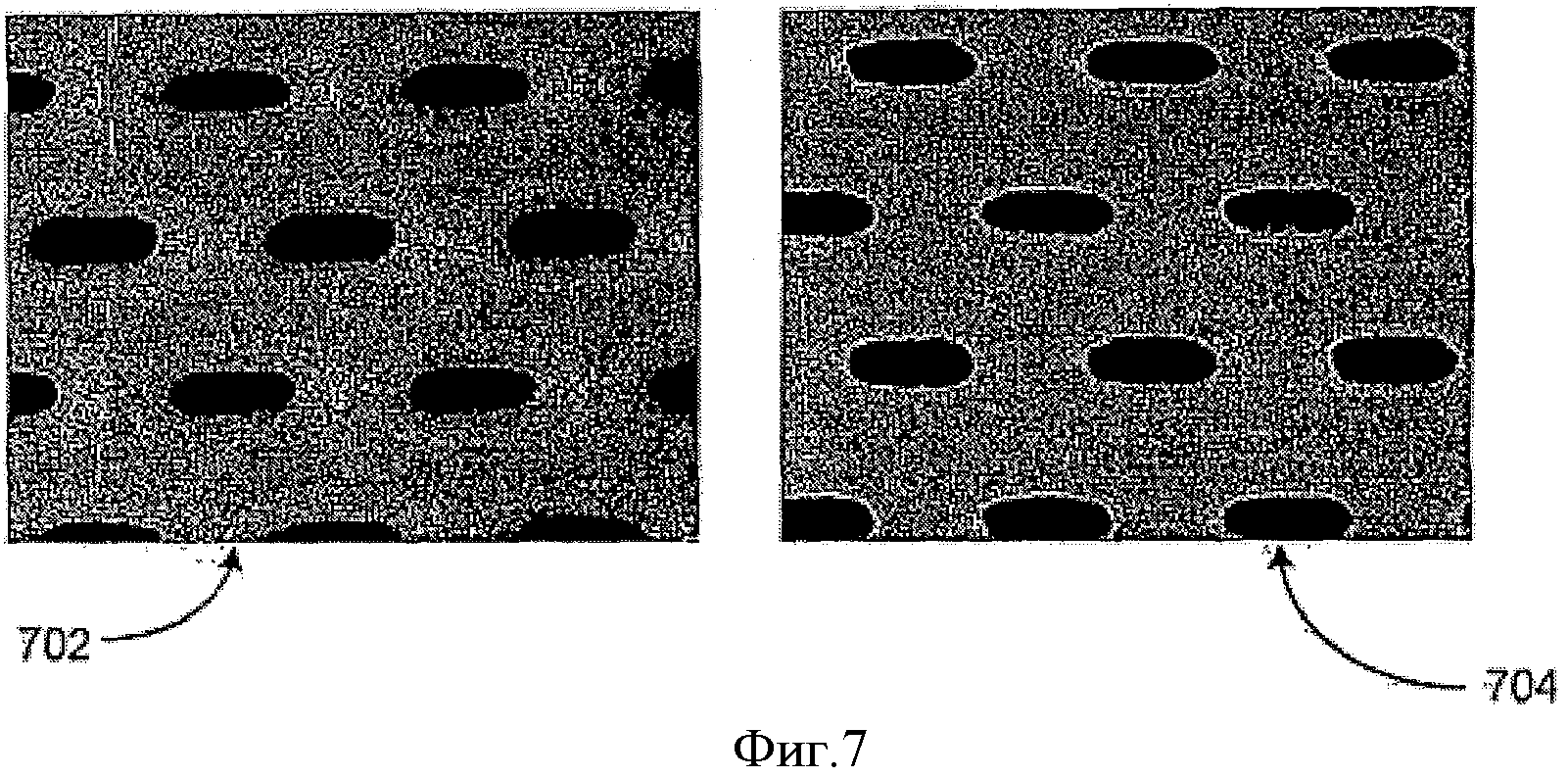
на фиг.7 иллюстрированы изображения ткани, ленты или рукава с просверленными сквозными пустотами согласно еще одному аспекту настоящего изобретения;
на фиг.8А-8G иллюстрированы изображения слоистой ткани, ленты или рукава с просверленными сквозными пустотами согласно аспекту настоящего изобретения;
на фиг.9 иллюстрированы изображения верхней и нижней поверхностей просверленных сквозных пустот согласно фиг.8G;
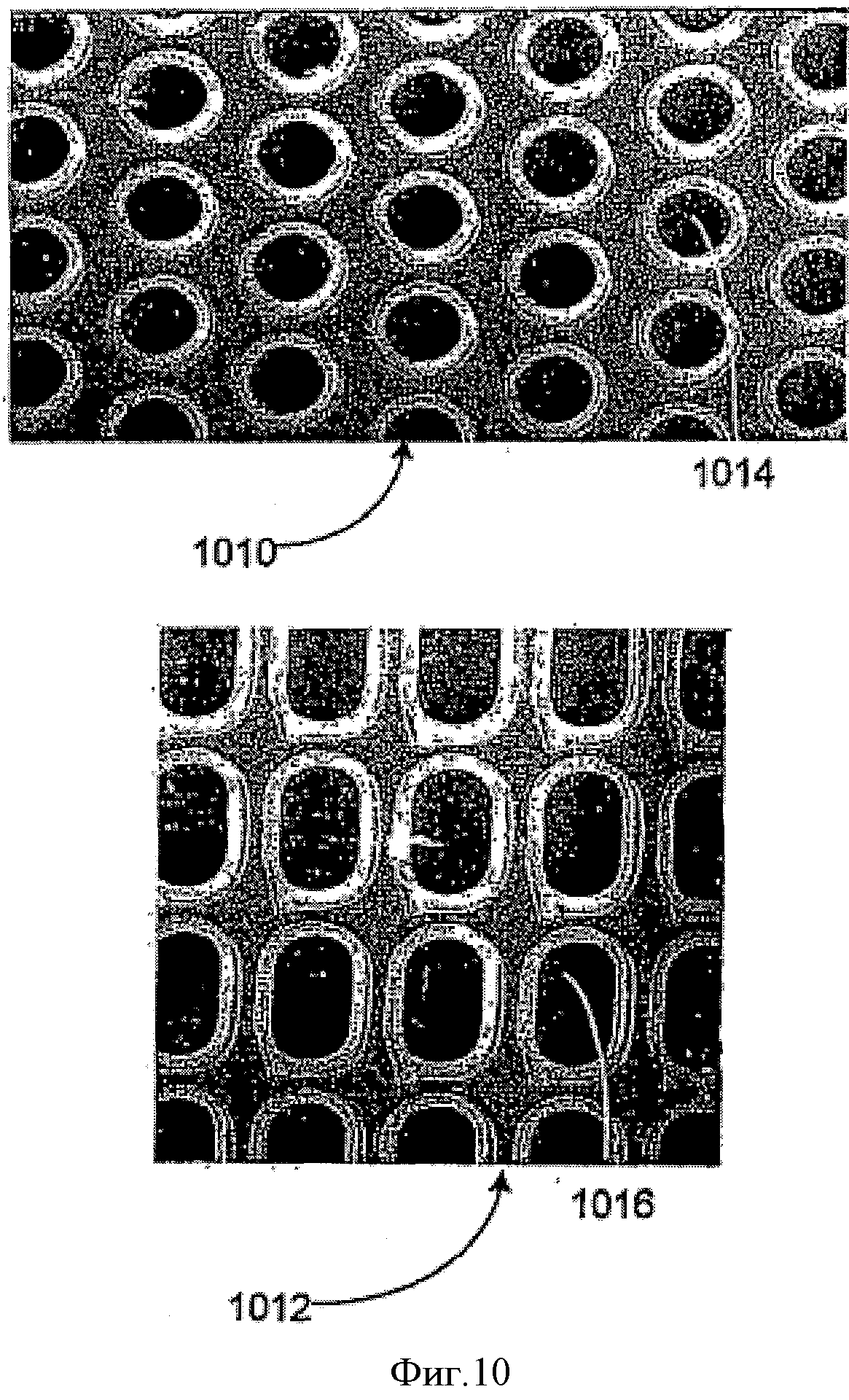
на фиг.10 изображено несколько созданных сквозных пустот согласно еще одному аспекту настоящего изобретения;
на фиг.11 изображен перспективный вид ткани, ленты или рукава согласно одному аспекту настоящего изобретения;
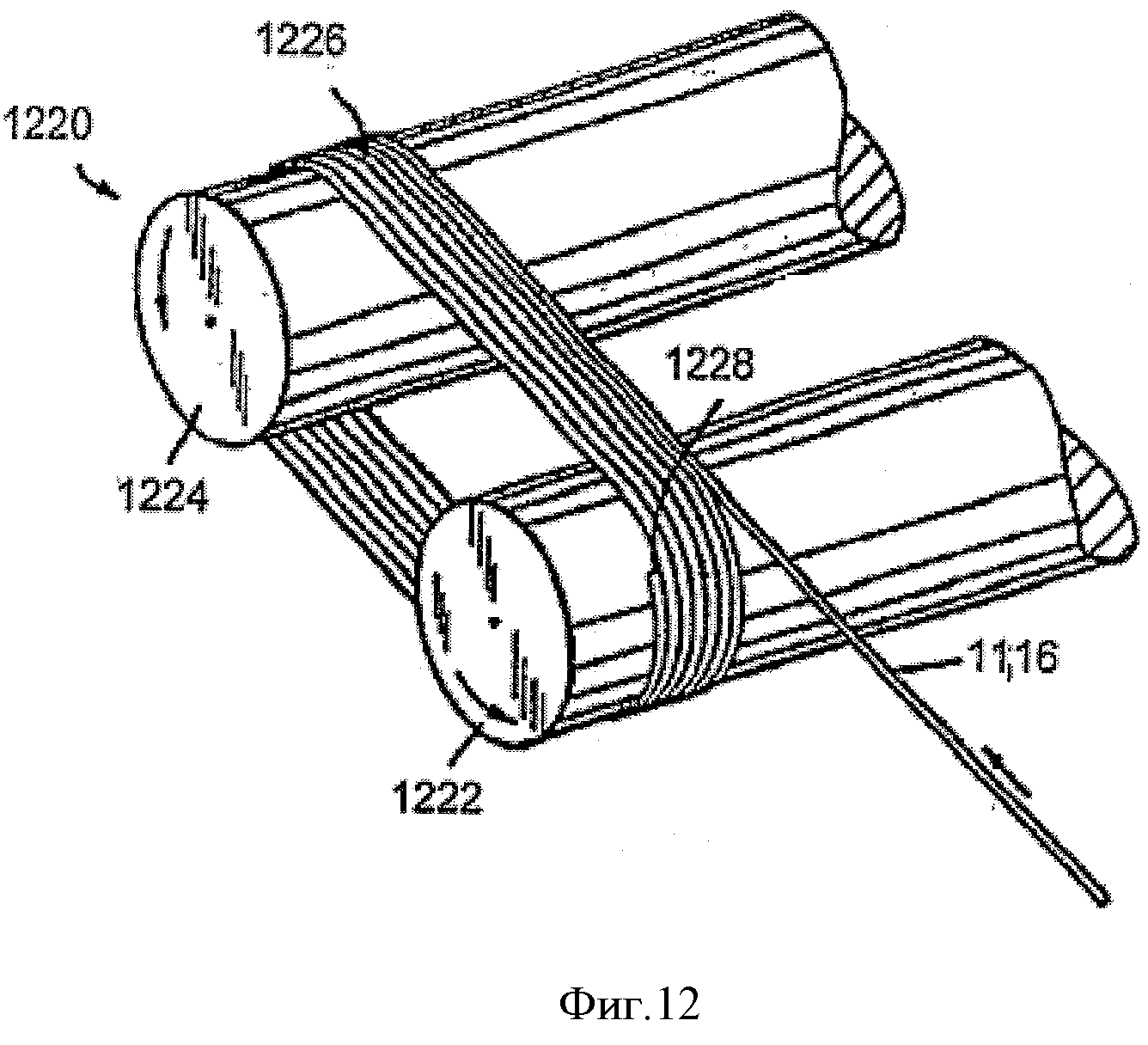
на фиг.12 иллюстрирован способ, согласно которому может быть сконструирована ткань согласно настоящему изобретению;
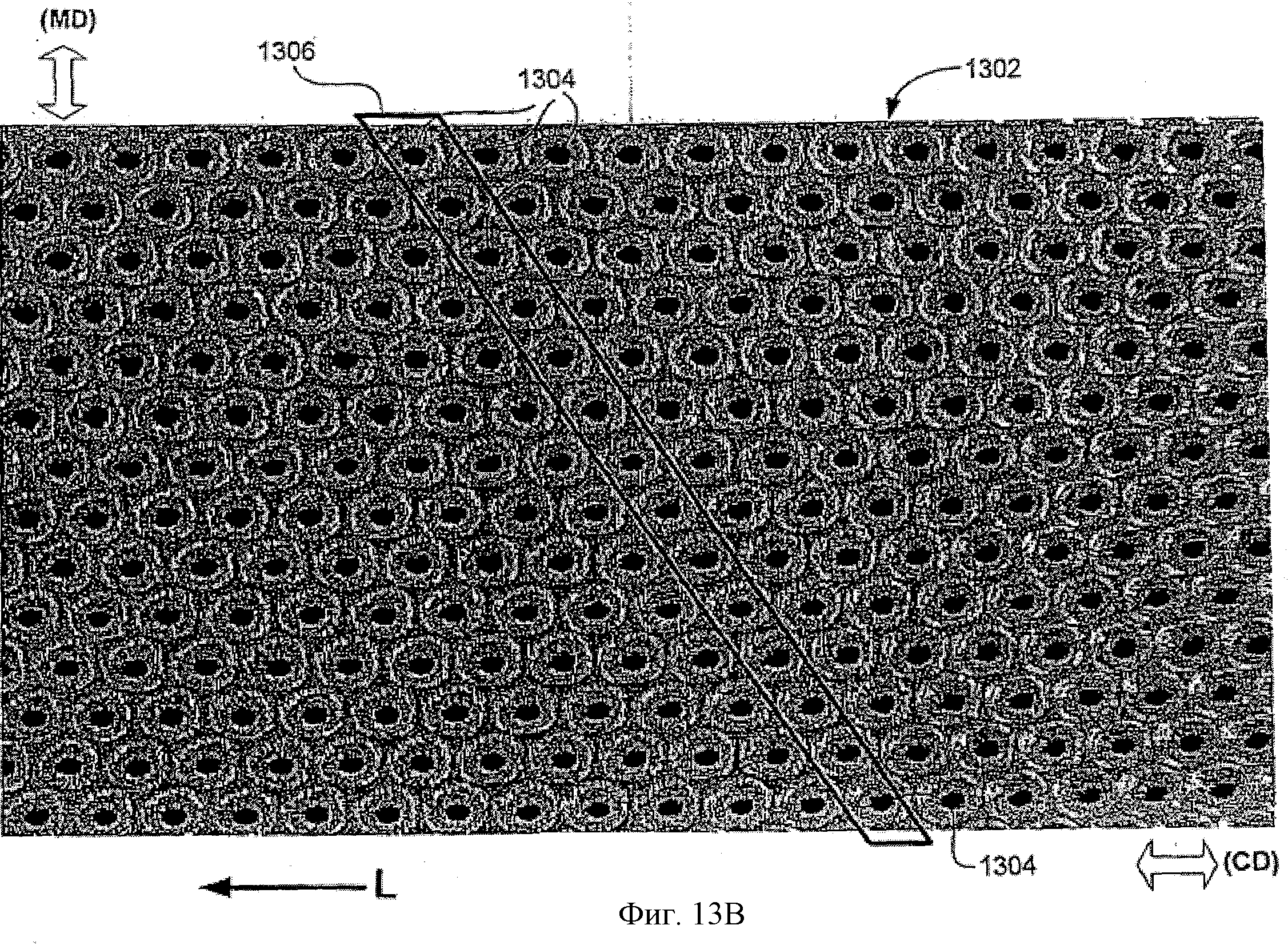
на фиг.13А и 13В иллюстрированы изображения верхней и нижней сторон ткани, ленты или рукава, содержащих сквозные пустоты, просверленные в соответствии с рисунком согласно одному аспекту настоящего изобретения;
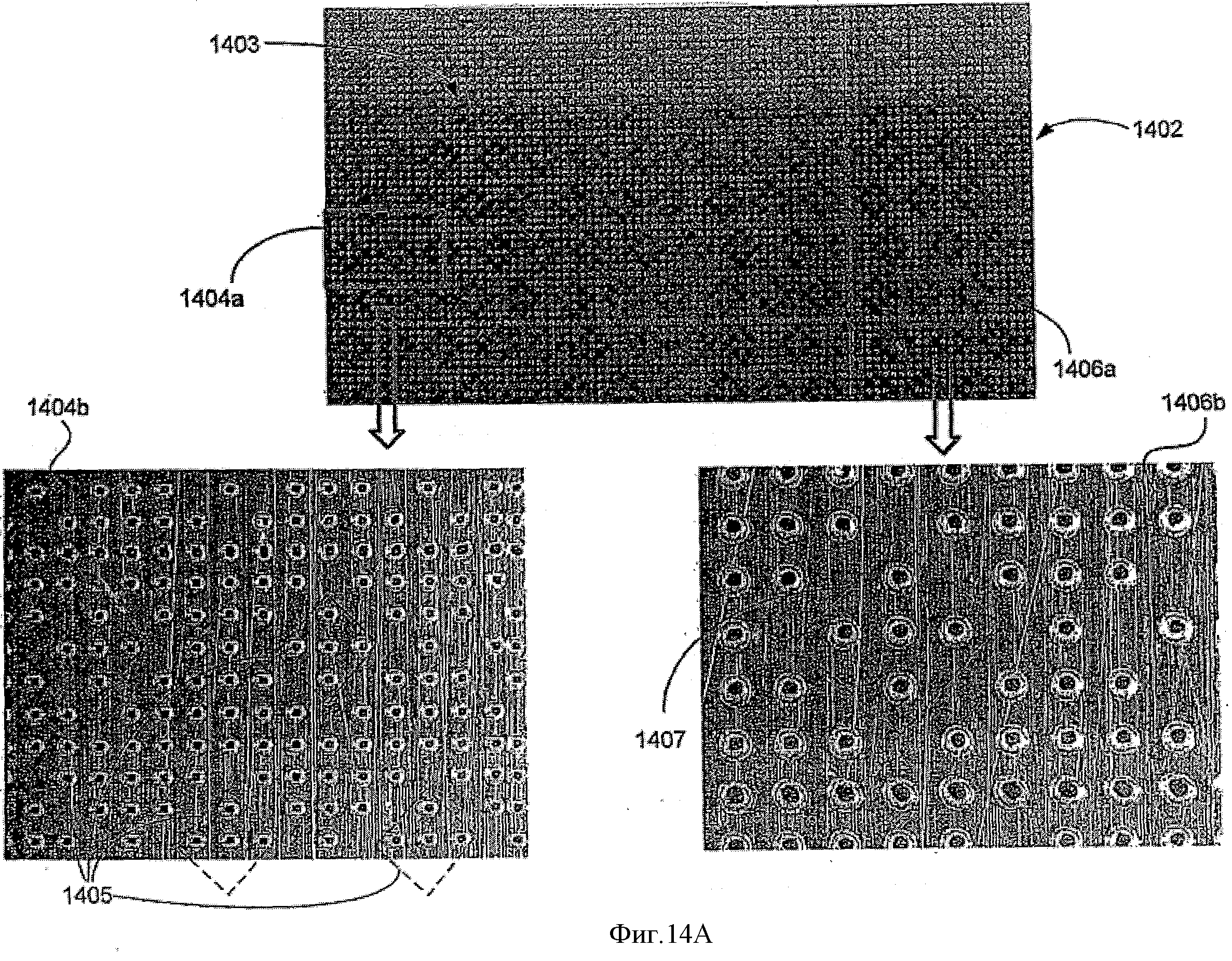
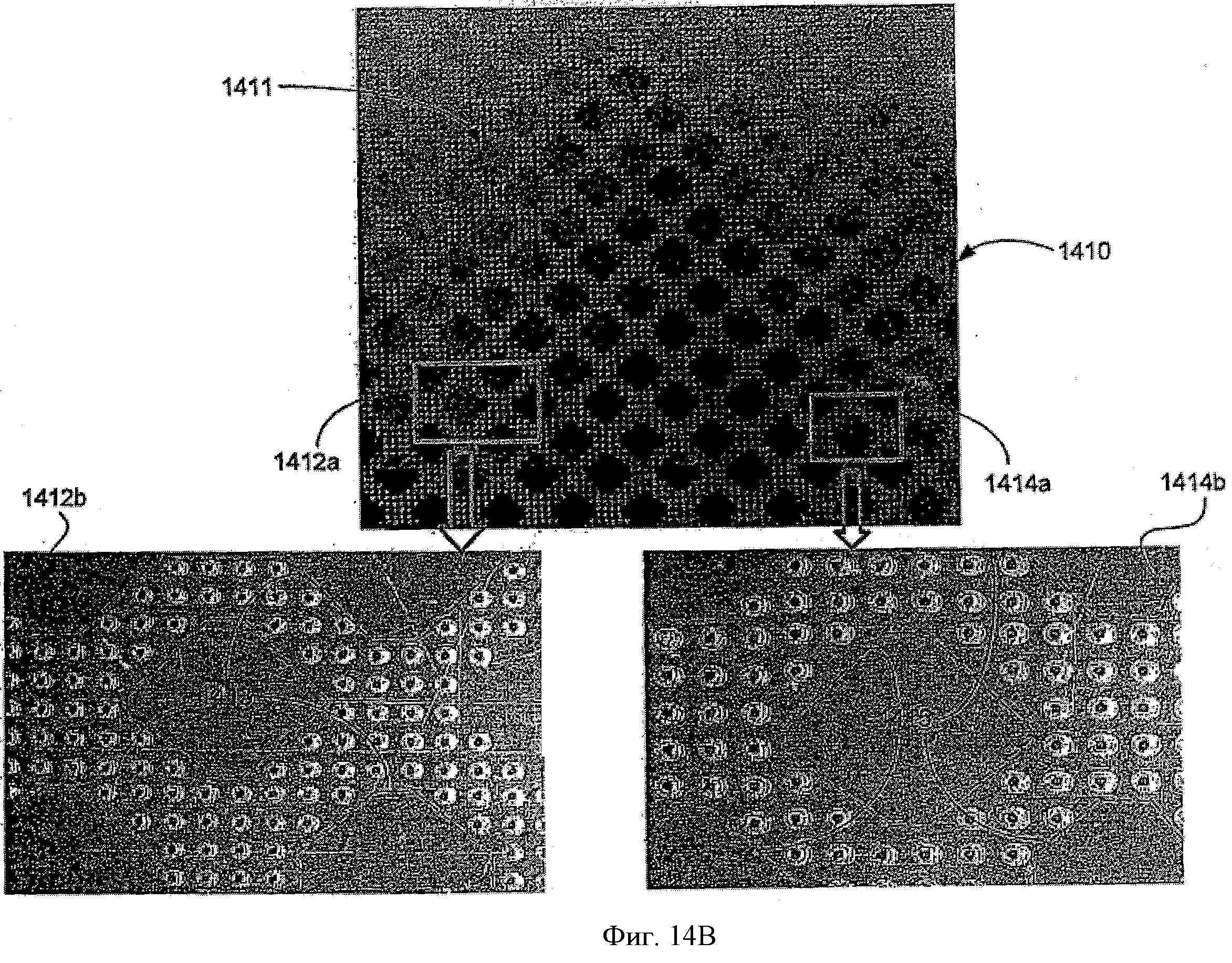
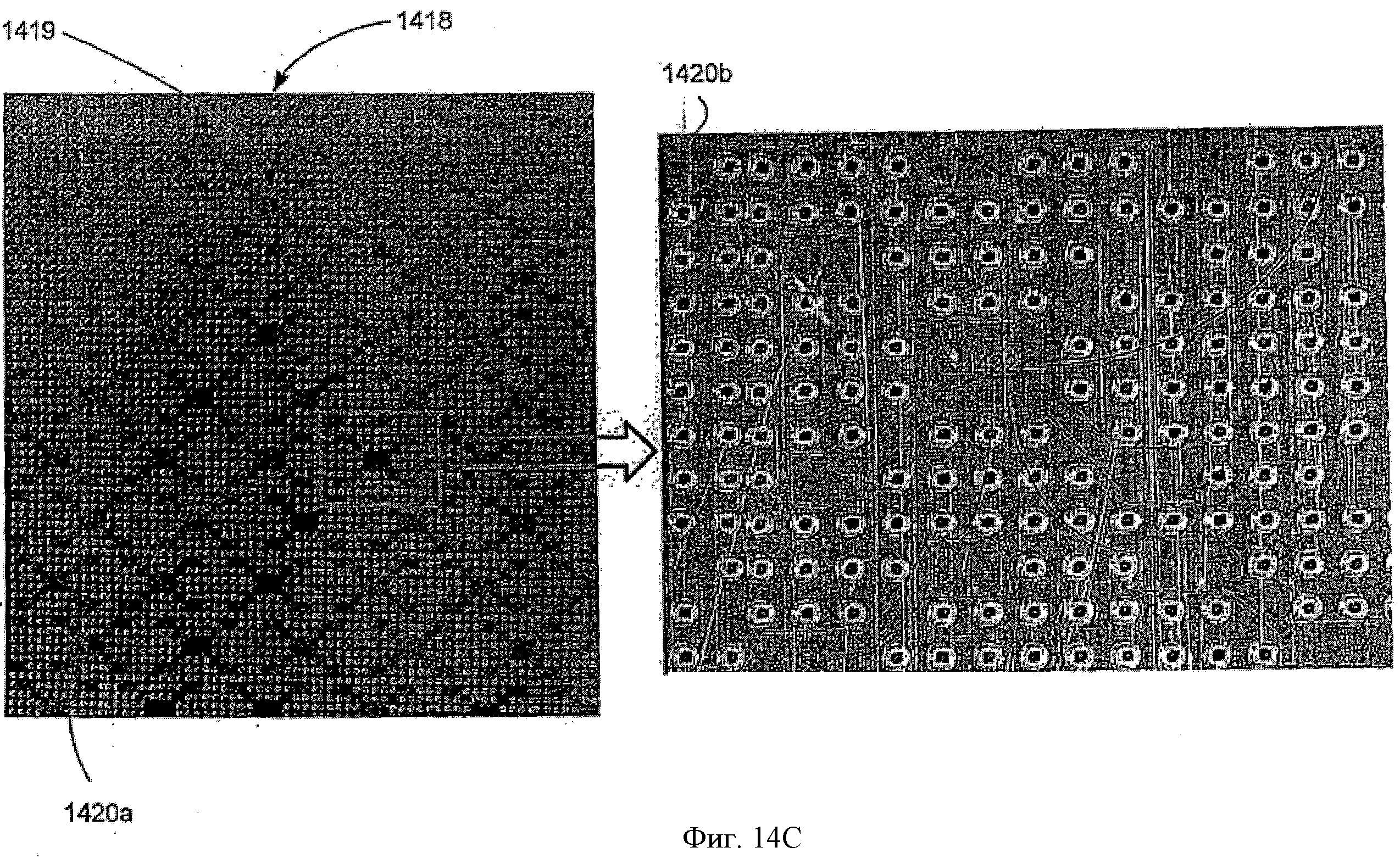
на фиг.14А-14С изображены примеры тканей, лент или рукавов, содержащих сквозные пустоты, просверленные в соответствии с разными рисунками, согласно другому аспекту настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ РЕАЛИЗАЦИИ
Далее следует подробное описание изобретения со ссылками на прилагаемые чертежи, на которых показаны предпочтительные варианты реализации изобретения. Однако настоящее изобретение может быть реализовано во множестве различных форм, и изобретение не должно быть понято как ограниченное вариантами реализации, иллюстрированными в настоящем описании. Напротив, эти иллюстративные варианты представлены для того чтобы сделать настоящее описание законченным и полным и передать объем изобретения специалистам в данной области.
В настоящем изобретении предложен непрерывный поддерживающий элемент, такой как бесконечная лента, предназначенная для использования, например, в устройстве, показанном на фиг.4а. В то время как в описании в первую очередь описаны процесс гидроспутывания волокон в струях воды и ткани или ленты, которые используют в этих процессах, область применения изобретения этим не ограничивается. Обладающие признаками изобретения ленты/рукава используются также в других процессах производства нетканых материалов, таких как, например, суховоздушное формирование полотна, мелтблоун (melt blowing), спанбонд (spunbonding). Нетканый поддерживающий элемент пригоден для использования вместо традиционного текстильного поддерживающего элемента и придает требуемые текстуру, тактильные свойства и объемный вес изготовленным на нем нетканым изделиям. Поддерживающий элемент согласно настоящему изобретению может уменьшить время изготовления и производственные затраты, связанные с производством нетканых материалов.
На фиг.4А изображено устройство для непрерывного производства нетканых материалов с использованием поддерживающего элемента согласно настоящему изобретению. Устройство, показанное на фиг.4А, содержит ленту 80 конвейера, которая фактически служит в качестве поддерживающего элемента с рельефной поверхностью согласно настоящему изобретению. Как известно, лента конвейера непрерывно движется в направлении против часовой стрелки вокруг пары валов, расположенных на расстоянии друг от друга. Расположенный выше ленты 80 конвейера выбрасывающий жидкость коллектор 79 соединяет множество линий или групп 81 отверстий. Каждая группа содержит один или более рядов отверстий очень маленького диаметра, каждое отверстие диаметром приблизительно 0,018 см (0,007 дюйма), до 30 таких отверстий на один дюйм (2,54 см). Вода поступает к группам 81 отверстий под предварительно заданным давлением и выбрасывается из отверстий в виде очень тонких, по существу колоннообразных, не отклоняющихся струй воды. Коллектор оборудован манометрами 88 и регулирующими клапанами 87 для регулирования давления жидкости в каждой линии или группе отверстий. Расположенная ниже каждой линии или группы отверстий приемная коробка 82 предназначена для удаления излишка воды и удержания участка от нежелательного затопления. Волоконное полотно 93, которое должно быть формировано в нетканый материал, поступает к рельефному поддерживающему элементу/ ленте конвейера согласно настоящему изобретению. Вода разбрызгивается на волоконное полотно через соответствующее сопло 84 для предварительного увлажнения поступающего полотна 93 и содействия регулированию волокон по мере того, как они проходят под разбрызгивающими жидкость коллекторами. Всасывающая щель 85 расположена ниже указанного разбрызгивающего воду сопла для удаления излишка воды. Волоконное полотно проходит ниже разбрызгивающего жидкость коллектора против часовой стрелки. Давление в каждой группе 81 отверстий может быть установлено независимо от давления в других группах 81 отверстий. Однако обычно в группе 81 отверстий, наиболее близко расположенной к разбрызгивающему соплу 84, установлено относительно низкое давление, например 7,03 кг/см2 (100 фунтов на квадратный дюйм). Это способствует установке поступающего полотна на поверхности поддерживающего элемента. Так как полотно перемещается против часовой стрелки, как изображено на фиг.4А, давление в группах 81 отверстий обычно увеличивается. Необязательно, что каждая последующая группа 81 отверстий будет работать под более высоким давлением, чем давление в соседней группе отверстий в направлении по часовой стрелке. Например, две или более соседние группы 81 отверстий могут находиться под одним давлением, следующая соседняя после них группа 81 отверстий (в направлении против часовой стрелки) может находиться под другим давлением. Обычно рабочее давление на конце ленты конвейера, с которого полотно снимают, выше, чем рабочее давление на конце, на который полотно первоначально поступает на ленту конвейера. Несмотря на то, что на фиг.4А изображено шесть групп 81 отверстий, количество не будет важным, но зависит от веса полотна, скорости, используемого давления, количества рядов отверстий в каждой группе и т.д. После прохода между выбрасывающим коллектором и всасывающими коллекторами, только что сформированный нетканый материал проходит выше дополнительной всасывающей щели 86 для удаления излишка воды. Расстояние от нижних поверхностей групп 81 отверстий до верхней поверхности волоконного полотна 83 обычно составляет приблизительно 1,27-5,08 см (0,5-2 дюйма), предпочтительно 1,91-2,54 см (0,75-1,0 дюйма). Очевидно, что полотно не может быть расположено так близко к коллектору, так что полотно будет с ним соприкасаться. С другой стороны, если расстояние между нижними поверхностями отверстий и верхней поверхностью полотна будет слишком большим, струи жидкости потеряют энергию, и процесс будет менее эффективным.
На фиг.4B схематически изображено предпочтительное устройство для производства нетканых материалов с использованием поддерживающих элементов согласно настоящему изобретению. В этом устройстве поддерживающим элементом с рельефной поверхностью является рукав 91 вращающегося барабана. Барабан под рукавом 91 вращается против часовой стрелки. Наружная поверхность рукава 91 содержит поддерживающую конфигурацию с требуемой рельефной поверхностью. Расположенный вблизи от периметра барабана коллектор 89 соединяет полосы 92 отверстий для подачи воды или другой жидкости к волоконному полотну 93, расположенному на наружной поверхности изогнутых пластин. Каждая полоса отверстий может содержать один или более рядов отверстий очень маленького диаметра ранее упомянутого типа. Обычно отверстия имеют нормальный диаметр, например приблизительно 0,013-0,025 см (0,005-0,01 дюйма). Очевидно, можно использовать другие размеры, формы и ориентацию, подходящие для данной области применения. Кроме того, может быть не меньше, например, 50 или 60 отверстий на один дюйм (2,54 см) или более, если это необходимо. Воду или другую жидкость подают через ряды отверстий. По существу, как выше объяснялось, давление в каждой группе отверстий обычно увеличивается от первой группы отверстий, ниже которой проходит волоконное полотно, к последней. Давление регулируют с помощью соответствующих регулировочных клапанов 97 и отслеживают с помощью манометров 98. Барабан соединен с отстойником 94, к которому может быть приложен вакуум для того чтобы способствовать удалению воды и удержанию участка от затопления. При работе волоконное полотно 93 расположено на верхней поверхности поддерживающего элемента с рельефной поверхностью перед разбрызгивающим воду коллектором 89, как можно увидеть на фиг.4B. Волоконное полотно проходит ниже полос отверстий и формируется в нетканое изделие. Формированное нетканое полотно затем проходит над секцией 95 устройства, в которой отсутствуют полосы отверстий, но продолжается приложение вакуума. Ткань после того, как она обезвожена, снимают с барабана и пропускают вокруг сушильных барабанов 96 для высушивания.
Сейчас посмотрим на структуру поддерживающих элементов, тканей, лент конвейеров или рукавов, поддерживающие элементы могут содержать рисунок сквозных пустот. Сквозные пустоты могут иметь помимо прочего геометрические характеристики, которые обеспечивают улучшенный рельеф поверхности и удельный объем нетканым материалам или полотнам, изготовленным, например, на поддерживающем элементе, таком как лента конвейера или рукав. Другие преимущества поддерживающих элементов согласно настоящему изобретению включают создание ткани с улучшенным снятием полотна, устойчивостью к загрязнению и уменьшенным удержанием волокон. Еще одно преимущество состоит в том, что отсутствуют ограничения и необходимость использования традиционного ткацкого станка, так как сквозные пустоты могут быть расположены в любом требуемом месте или в любом требуемом рисунке. Кроме того, ткани, ленты или рукава, сконструированные согласно настоящему изобретению, обеспечивают более глубокие карманы, вследствие этого обеспечена возможность производства бумажного полотна с большей объемной впитывающей способностью и более низкой плотностью.
Следует заметить, что термин «сквозная пустота» является синонимом термину «сквозное отверстие» и представляет собой любое отверстие, которое полностью проходит через поддерживающий элемент, такой как лента конвейера или рукав. Термин «поддерживающий элемент», как его используют в настоящем описании, включает, но этим не ограничивается, технические ткани, такие как ленты конвейеров и рукава или цилиндрические ленты, которые используют в производстве нетканых материалов в таких процессах, как суховоздушное формирование полотна, мелтблоун (melt blowing), спанбонд (spunbonding) или гидросплетение в потоке воды (hydroentangling). Как ранее упомянуто, в то время как термины «ткань» и «структура ткани» используются для описания предпочтительных вариантов реализации, ткань, лента конвейера, рукав, поддерживающий элемент и структура ткани являются взаимозаменяемыми при описании структур согласно настоящему изобретению.
На фиг.1А и 1В изображен вид сверху сквозных пустот 102, которые выполнены на части ткани, ленты или рукава 104 в соответствии с одним примером реализации. В соответствии с одним аспектом сквозные пустоты служат дренажными отверстиями, которые используются в производстве нетканых материалов в процессе гидроспутывания или гидросплетения волокон в потоке воды (hydroentangling). На фиг.1А изображены сквозные пустоты 102 на виде со стороны верхней поверхности 106 (т.е. стороны лазерного излучения), которая обращена к лазерному источнику (не показан), таким образом, лазерный источник выполнен с возможностью создания в ткани 104 сквозных пустот или сквозных отверстий. Каждая сквозная пустота 102 может иметь коническую форму, причем внутренняя поверхность 108 каждой сквозной пустоты 102 сужается внутрь от отверстия 110 на верхней стороне 106 сквозь к отверстию 112 (изображено на фиг.1В) на нижней стороне 114 ткани 104 (изображена на фиг.1В). Диаметр отверстия 110 в направлении оси координат Х обозначен как Δ x1, тогда как диаметр отверстия 110 по оси Y обозначен как Δ y1. Аналогично, ссылаясь на фиг.1В, диаметр отверстия 112 по оси Х обозначен как Δ x2, тогда как диаметр отверстия 112 по оси Y обозначен как Δ у2. Как видно из чертежей, диаметр Δ x1 отверстия 110 по оси Х на верхней стороне 106 ткани 104 больше, чем диаметр Δ x2 отверстия 112 по оси Х на нижней стороне 114 ткани 104. Кроме того, диаметр Δ y1 отверстия 110 по оси Y на верхней стороне 106 ткани 104 больше, чем диаметр Δ у2 отверстия 112 по оси Y на нижней стороне 114 ткани 104.
На фиг.2А изображено поперечное сечение одной из сквозных пустот 102, изображенных на фиг.1А и 1В. Как ранее описано, каждая сквозная пустота 102 может иметь коническую форму, причем внутренняя поверхность 108 каждой сквозной пустоты 102 сужается внутрь от отверстия 110 на верхней стороне 106 сквозь к отверстию 112 на нижней стороне 114 ткани 104. Коническая форма каждой сквозной пустоты 102 может быть создана в результате действия падающего оптического излучения 202, генерированного от оптического источника, такого как углекислотный лазер или другое лазерное устройство. Путем применения лазерного излучения 202 с соответствующими характеристиками (например, выходная мощность, фокусное расстояние, длительность импульса и т.д.), например, к нетканому полотну может быть создана сквозная пустота 102 как результат перфорации лазером поверхностей 106, 114 ткани 104. Создание сквозных пустот с использованием лазерных устройств будет описано в последующих абзацах с иллюстрацией экспериментальными данными.
Как изображено на фиг.2А, в соответствии с одним аспектом лазерное излучение 202 создает при воздействи первый приподнятый край или выступ 204 на верхней стороне 106 ткани и второй приподнятый край или выступ 206 на нижней стороне 114 ткани 104. Приподнятые края 204, 206 также могут называться приподнятым ободком или краем. Вид в плане сверху на приподнятый край 204 с верхней точки обозначен номером 204А. Аналогично, вид в плане сверху на приподнятый край 206 с нижней точки обозначен номером 206А. На обоих видах 204А и 206А пунктирные линии 205А и 205В являются графическим представлением приподнятого ободка или края. Следовательно, пунктирные линии 205А и 205В не предназначены для обозначения бороздок. Высота каждого приподнятого края 204, 206 может составлять 5-10 мкм. Высота вычисляется как разность уровней между поверхностью ткани и вершиной приподнятого края. Например, высота приподнятого края 204 вычисляется как разность уровней между стороной 106 и вершиной 208 приподнятого края 204. Приподнятые края, такие как 204 и 206, обеспечивают, помимо прочих преимуществ, локальное механическое усиление для каждой сквозной пустоты или сквозного отверстия, которое, в свою очередь, вносит вклад в общее сопротивление данной перфорированной ткани (например, крепирующей ткани). Кроме того, в результате создания более глубоких пустот обеспечивается создание более глубоких карманов в изготовленных нетканых изделиях и, кроме того, обеспечиваются, например, больший объемный вес и более низкая плотность. Также следует заметить, что во всех случаях отношениеΔx1/Δx2 может быть равным 1,1 и больше, и отношениеΔy1/Δy2 может быть равным 1,1 и больше. В альтернативном варианте в некоторых или во всех случаях отношениеΔx1/Δx2 может быть равным 1 и отношениеΔy1/Δy2 может быть равным 1, вследствие чего формируются сквозные пустоты цилиндрической формы.
Тогда как создание в ткани сквозных пустот, имеющих приподнятые края, может быть выполнено с использованием лазерного устройства, очевидно, могут использоваться другие устройства, пригодные для такого воздействия. Можно использовать механическое пробивание или тиснение, а затем пробивание. Например, на поверхности нетканого материала требуемый рисунок из выступов и соответствующих углублений может быть выполнен тиснением. Затем, например, каждый выступ может быть выполнен механическим пробиванием или высверлен лазером.
На фиг.3А изображен пример реализации системы 300 для создания в ткани 302 сквозных пустот 304. Система 300 может содержать лазерное устройство 306, блок 308 для управления лазером, головку 310 лазера и механические зажимы 316, на которых расположена ткань 302.
Блок 308 для управления лазером задает различные параметры, которые изменяют выходное излучение лазера. Например, блок 308 для управления лазером может обеспечить настройку мощности выходного излучения лазера и различные модуляционные характеристики. Например, лазер может быть работающим в импульсном режиме в течение фиксированного или непрерывного времени, посредством чего длительность импульса может быть настроена в конкретном диапазоне.
С помощью головки 310 лазера подают падающее оптическое излучение 312 к ткани 302 через наконечник 314 с созданием сквозных пустот 304. Падающее оптическое излучение 312 может подвергаться действию различных компонентов с формированием формы луча до его выхода из наконечника 314. Например, могут быть установлены разные оптические линзы для получения заданного рабочего расстояния (т.е. Dw) между наконечником 314 головки 310 лазера и верхней стороной ткани, ленты или рукава 302. Кроме того, могут быть использованы оптические разделители, изоляторы, поляризаторы и/или другие компоненты для изменения различных характеристик падающего оптического излучения 312, выходящего из головки 310 лазера. Например, одной из требуемых характеристик может быть настройка размера и формы пятна. В результате, падающее оптическое излучение сверлит (вырезает) сквозные отверстия или сквозные пустоты в ткани 302.
Ткань, лента или рукав 302 могут быть установлены или расположены на подходящее устройство (например, см. на фиг.3В), которое содержит разные компоненты с механической подачей, направляющие, валы и т.д., выполненные с возможностью осуществлять перемещения ткани 302 и/или головки 310 лазера в направлении по оси Х или Y. Путем управления перемещением ткани 302 в направлении по оси Х или Y на ткани может быть сформирован рельеф со сквозными пустотами в соответствии с разными требуемыми рисунками. Дополнительно к перемещению по оси Х или Y рабочее расстояние Dw может быть изменено с помощью установки головки 310 лазера на платформу с механической подачей, обеспечивающей перемещение по оси координат Z. Возможно, можно разработать систему, в которой головка лазера перемещается в трех направлениях, в то время как ткань остается неподвижной. В альтернативном варианте головка лазера перемещается поперек ткани в направлении ширины «X» или в направлении CD (поперечном направлении), в то время как ткань перемещается в машинном направлении (MD) или в направлении по оси Y. Кроме того, можно разработать систему, в которой ткань будет перемещаться в трех направлениях относительно механически закрепленной головки лазера.
На фиг.3В изображен пример реализации устройства 320, которое используют для создания сквозных пустот в ткани, ленте и рукаве, согласно одному аспекту изобретения. Изображенная на фиг.3В ткань 322 должна пониматься как относительно короткая часть от полной длины ткани 322. В ситуациях, в которых ткань 322 бесконечная, наиболее целесообразно установить ее вокруг пары валов, на этом чертеже не показанных, но известных специалистам в данной области. В таком случае устройство 320 будет расположено на одной из двух сторон ткани 322, более предпочтительно, на верхней стороне между двумя валами. Однако является ли ткань 322 бесконечной или нет, предпочтительно, что во время процесса она была расположена с соответствующей степенью натяжения. Более того, для предотвращения провисания ткань 322 может поддерживаться снизу с помощью горизонтального поддерживающего элемента по мере того, как она движется через устройство 320.
Обращаясь более внимательно к фиг.3В, на которой ткань 322 показана движущейся вверх через устройство 320, как реализован способ согласно настоящему изобретению, устройство 320 содержит последовательность из нескольких участков, через которые ткань 322 проходит с определенным шагом по мере ее изготовления.
Ткань, лента или рукав, которые описаны в вышеуказанном варианте реализации, являются одним примером ткани, которая должна быть просверлена в соответствии с системами и способами, описанными в настоящем описании. Требуемые характеристики созданных сквозных пустот, которые описаны в настоящем описании, улучшают по меньшей мере одну из характеристик нетканого изделия, изготовленного на этой ткани. Ткани, сконструированные в соответствии с настоящим изобретением, повышают производительность машины для производства нетканых материалов в результате того, что сквозные пустоты в ткани предпочтительно конической формы с большими отверстиями на стороне, соприкасающейся с бумажным полотном, и маленькими отверстиями на стороне, соприкасающейся с деталями машины, которая, в свою очередь, позволяет ткани работать с большими уровнями протяжки или меньшим основным весом.
На фиг.5 изображена схема 500 последовательности операций процесса создания в ткани сквозных отверстий в соответствии с одним примером реализации. На этапе 502 определяют, будет ли лазерное устройство работать в однопроходном режиме или в многопроходном режиме. В однопроходном режиме лазер создает сквозную пустоту за один проход, в течение которого он перемещается над тканью. В многопроходном режиме лазер проходит над тканью по меньшей мере два раза и прикладывает воздействие оптического излучения к одним и тем же местам на ткани до тех пор, пока не будет завершено создание требуемых сквозных пустот.
Если на этапе 504 определяют, что выбран однопроходный режим, производят установку набора параметров лазера (на этапе 506). Параметры лазера могут содержать различные настройки, которые применяют к блоку для управления лазером, такому как блок 308 (см. на фиг.3А). На этапе 508 на основании набора параметров лазера выходное оптическое излучение лазера перфорирует ткань с созданием сквозной пустоты требуемой формы. На этапе 510, после анализа формы/геометрии созданной сквозной пустоты (например, визуальный осмотр, получение/обработка изображений и т.д.), определяют, удовлетворяет ли сквозная пустота требуемым критериям формы (на этапе 512). Если сквозная пустота удовлетворяет требуемым критериям формы (на этапе 512), сохраняют набор параметров лазера (на этапе 514), так что их можно повторно использовать в процессе сверления таких же или подобных тканей. С другой стороны, если определяют, что сквозная пустота не удовлетворяет требуемым критериям формы (на этапе 512), перенастраивают параметры лазера, использующиеся для приведения в действие лазера (на этапе 516), в попытке создания сквозной пустоты с требуемыми критериями формы. Этапы 512, 516, 508 и 510 процесса продолжают выполнять до тех пор, пока не будут удовлетворены требуемые критерии формы сквозных пустот. Как только форма созданного сквозного отверстия станет удовлетворять требуемым критериям формы, ткань может быть просверлена полностью.
Если на этапе 504 определяют, что выбран многопроходный режим, производят установку набора параметров лазера (на этапе 520). Параметры лазера могут содержать различные настройки, которые применяют к блоку для управления лазером, такому как блок 308 (см. на фиг.3А). На этапе 522 на основании набора параметров лазера выходное оптическое излучение лазера перфорирует ткань с созданием сквозной пустоты требуемой формы. На этапе 524 после анализа формы/геометрии созданной сквозной пустоты или отверстия (например, визуальный осмотр, получение/обработка изображений и т.д.), определяют, создала ли перфорация ткани сквозную пустоту и удовлетворяет ли созданная сквозная пустота требуемым критериям формы (на этапе 526). Если сквозная пустота создана и она удовлетворяет требуемым критериям формы (на этапе 526), сохраняют набор параметров лазера (на этапе 528), так что их можно повторно использовать в процессе сверления таких же или подобных тканей. С другой стороны, если определено, что или сквозная пустота не была создана (например, перфорация поверхности ткани) или полученная сквозная пустота не удовлетворяет требуемым критериям формы (на этапе 526), лазер проходит над сквозной пустотой в течение дополнительного времени и прикладывает оптическое излучение к сквозному отверстию (на этапе 530). Продолжают выполнять этапы процесса 526, 530, 532 (дополнительный этап) и 524 до тех пор, пока не будет создана сквозная пустота, и сквозная пустота не будет удовлетворять требуемым критериям формы. Как только форма полученной сквозной пустоты станет удовлетворять требуемым критериям формы, ткань может быть просверлена полностью. Кроме того, на дополнительном этапе 532 параметры лазера, использующиеся для приведения в действие лазера, могут быть перенастроены для создания сквозной пустоты и/или задания требуемых критериев формы сквозной пустоты. Однако следует заметить, что количество проходов для создания сквозной пустоты меняется в соответствии с множеством факторов, таких как материал ткани, толщина ткани, тип лазерного устройства, характеристики управления лазером или характеристики блока для управления лазером и т.д., но этим не ограничиваются.
На фиг.6 представлены изображения ткани, просверленной согласно по меньшей мере одному аспекту настоящего изобретения. Изображение 602 иллюстрирует просверленные в ткани сквозные пустоты, как их можно видеть с верхней поверхности ткани (т.е. со стороны лазерного излучения). Изображение 604 иллюстрирует просверленные в ткани сквозные пустоты, как их можно видеть с нижней поверхности ткани (т.е. с противоположной стороны). Критериями сверления было получение сквозных пустот круглой формы, содержащих верхний открытый участок на стороне, лазерного излучения, или верхней поверхности. На изображениях 602 и 604 показаны верхние отверстия (фиг.6) на стороне лазерного излучения или верхней стороне в сравнении с отверстиями на нижней поверхности (фиг.6). Сквозные отверстия могут быть просверлены с использованием углекислотного лазера, который может быть запрограммирован или работать для генерации оптических импульсов предварительно заданной длительности в течение предварительно заданного промежутка времени. Другие различные параметры, связанные с сверлением сквозных пустот, могут содержать, например, задание мощности (в ватах), генерируемого лазером выходнго излучения, скорости сверления, шага перемещения по оси Х и Y, рабочего расстояния (т.е. расстояния от наконечника головки лазера до поверхности ткани), плотности (количество отверстий единицу площади), требования к конкретной ткани и количество проходов для действия оптического излучения на ткань, но этим не ограничиваются.
На фиг.7 иллюстрированы изображения ткани, просверленной согласно по меньшей мере одному аспекту настоящего изобретения. Изображение 702 иллюстрирует просверленные в ткани сквозные пустоты, как их можно видеть с верхней поверхности ткани (т.е. со стороны, соприкасающейся с лазерным излучением). Изображение 704 иллюстрирует просверленные в ткани сквозные пустоты, как их можно видеть с нижней поверхности ткани (т.е. с противоположной стороны). Критериями сверления было получение сквозных пустот, имеющих верхний открытый участок на стороне, соприкасающейся с лазерным излучением, или на верхней стороне ткани в сравнении с отверстиями на противоположной стороне или нижней стороне ткани. На изображениях 702 и 704 показаны верхние отверстия (фиг.7) на стороне, соприкасающейся с лазерным излучением, или верхней стороне в сравнении с отверстиями на нижней стороне (фиг.7). Эти сквозные пустоты также могут быть просверлены с использованием углекислотного лазера, который может быть запрограммирован или управляться для генерации оптических импульсов предварительно заданной длительности в течение предварительно заданного промежутка времени. Другие различные параметры, связанные с сверлением сквозных пустот, могут содержать, например, задание мощности (в ватах) генерируемого лазером выходного излучения, скорости сверления, шага перемещения по оси Х и Y, рабочего расстояния (т.е. расстояния от наконечника головки лазера до поверхности ткани), плотности (количество отверстий на единицу площади), требования к конкретной ткани и количество проходов для действия оптического излучения на ткань, но этим не ограничиваются. Как изображено на фиг.7, форма сквозных отверстий по существу имеет овальную форму в сравнении со сквозными пустотами, изображенными на фиг.6. Различные факторы и/или параметры (например, скорость сверления) могут приводить к различиям в форме и размере (%) открытых областей сквозных пустот, соответствующих стороне, лазерного излучения, так и противоположной стороне ткани.
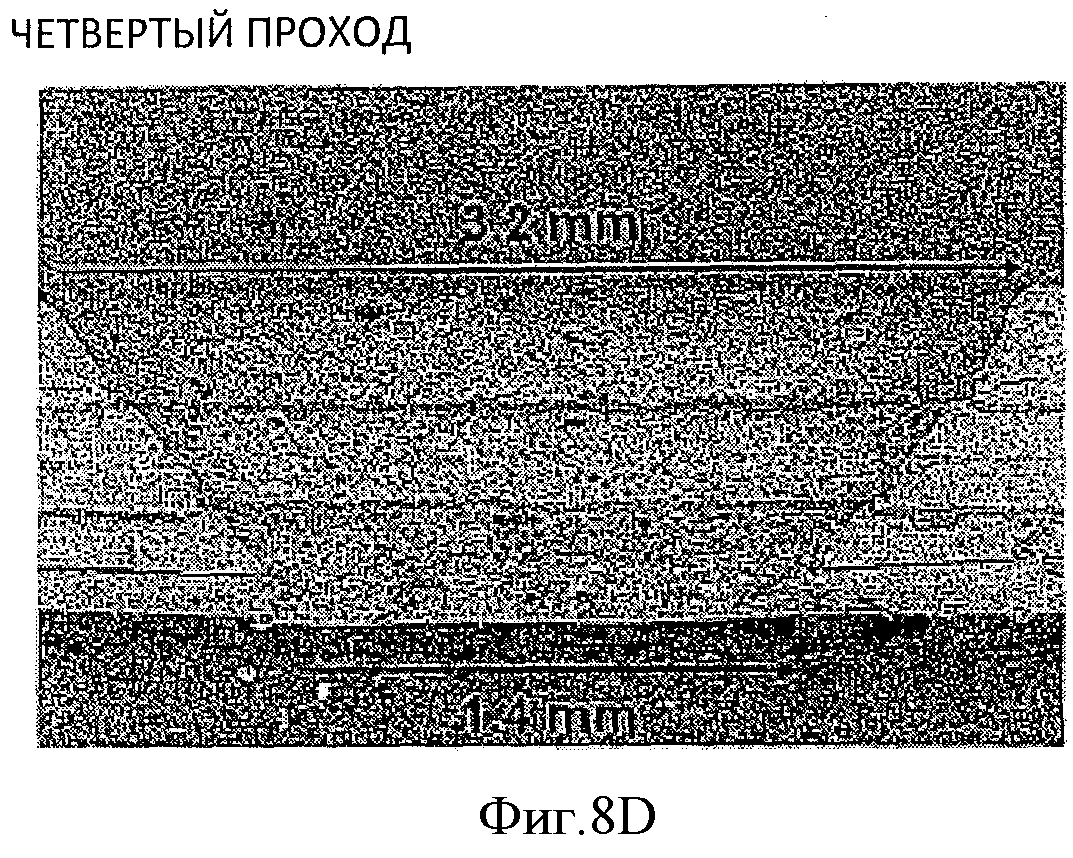
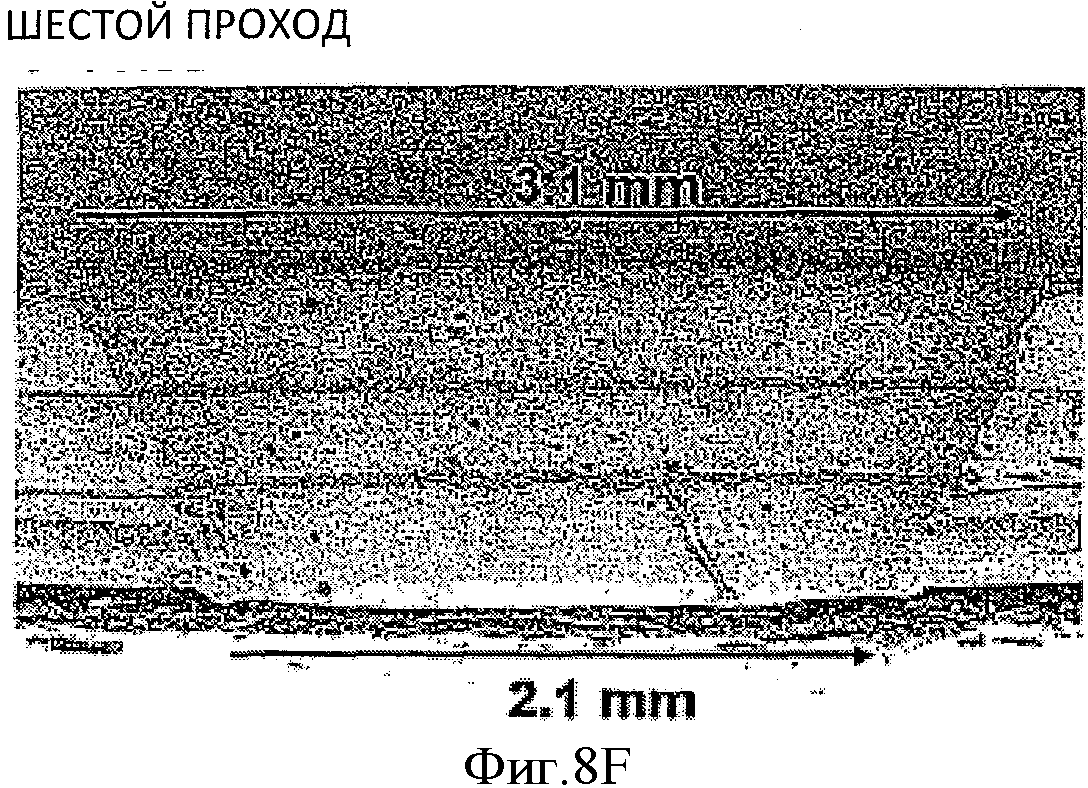
На фиг.8А-8G иллюстрированы изображения слоистой ткани, просверленной в соответствии с одним аспектом настоящего изобретения. Слоистая ткань согласно этому варианту реализации изобретения может содержать по меньшей мере два слоя, соединенные с использованием подходящего способа ламинирования. Например, углекислотный лазер может работать в импульсном режиме, обеспечивающем выходную мощность, например, приблизительно 600 Вт.Поскольку просверленная ткань слоистая, сквозные пустоты созданы после нескольких проходов падающего оптического излучения.
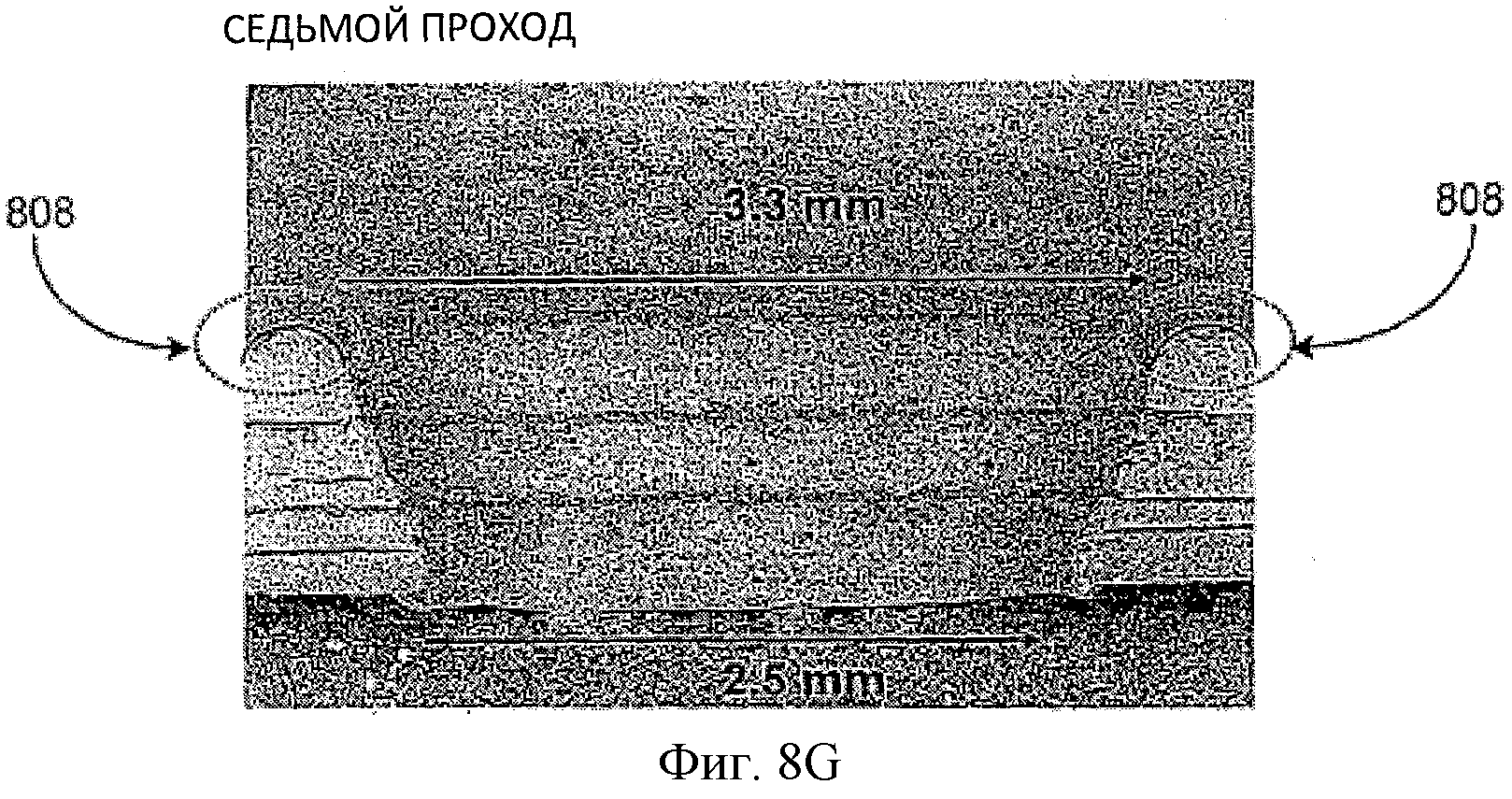
На фиг.8А-8G проиллюстрированы сделанные под микроскопом изображения, на которых показана глубина проникновения падающего оптического излучения с каждым проходом, от первого до седьмого. Кроме того, на этих изображениях показаны приподнятые края, образованные во время сверления. Примеры таких приподнятых краев (т.е. верхней поверхности) обозначены номером 804 (на фиг.8А), 806 (на фиг.8В), 808 (на фиг.8G). С каждым проходом, на фиг.8А-8G иллюстрированы некоторые увеличения отверстий на обеих поверхностях сквозной пустоты, верхней и нижней. Например, изображение на фиг.8D показывает отверстие на верхней поверхности, имеющее диаметр приблизительно 3,2 мм на верхней поверхности и диаметр приблизительно 1,4 мм на нижней поверхности сквозной пустоты после четвертого прохода. Однако после седьмого прохода, как иллюстрировано на фиг.8G, отверстие на верхней поверхности увеличилось до диаметра приблизительно 3,3 мм на верхней поверхности и диаметра приблизительно 2,5 мм на нижней поверхности сквозной пустоты. Эти результаты показывают, что для создания сквозной пустоты нужно было сделать 5 проходов. Однако следует заметить, что количество проходов для создания сквозной пустоты меняется в соответствии с множеством факторов, таких как вид слоистого материала, толщина слоистого материала, тип лазерного устройства, характеристики управления лазером или характеристики блока для управления лазером и т.д., но этим не ограничиваются.
На фиг.9 иллюстрированы изображения обеих поверхностей высверленных сквозных пустот, верхней 902 и нижней 904, соответствующих фиг.8G (т.е. после седьмого прохода). Как изображено на фиг.9, после седьмого прохода форма отверстий на верхней и нижней поверхностях сквозных пустот становится по существу прямоугольной.
На фиг.10 изображены несколько рисунков сквозных пустот, полученных опытным путем с созданием сквозных пустот в соответствии с еще одним аспектом настоящего изобретения. В некоторых примерах могут потребоваться сквозные пустоты большего размера. Например, ограничивающим фактором может быть размер лазерного пятна. Для того чтобы преодолеть данное ограничение и создавать сквозные пустоты большего размера, целесообразно использовать лазерное устройство как фрезу, а не как сверло. Для создания сквозных пустот большего размера для обеспечения такой фрезеровки головка лазера может качаться из стороны в сторону с другой частотой (например, частотой качания) и критериями прочности (например, показатель степени качания).
Например, показанные на фиг.10 изображения 1010 и 1012 соответствуют сквозным пустотам, которые созданы на основе разных характеристик управления лазером, таких как, но этим не ограничиваются, скорость сверления, частота качания, показатель степени качания, выходная мощность лазера и т.д. Соответственно, форма отверстий 1014 сквозных пустот на поверхности, соответствующая изображению 1010, является по существу круглой, тогда как форма отверстий 1016 сквозных пустот на поверхности, соответствующая изображению 1012, является по существу прямоугольной. Одним фактором, помимо прочих, влияющим на форму отверстий на поверхности, может быть скорость (т.е. мм/с) прохода лазера по мере перемещения падающего излучения от одного положения к следующему с созданием в ткани следующей сквозной пустоты.
Еще в одном варианте реализации структура ткани, которая может содержать или не содержать базовое поддерживающее основание, содержит соприкасающуюся с полотном поверхность, имеющую последовательность перемычек и углублений, и структуру разветвленных пустот, выполненную с возможностью придания текстуры бумажным салфеткам, бумажным полотенцам или нетканым материалам. На фиг.2В изображено поперечное сечение поверхности структуры 10 ткани с разветвленной пустотой или отверстием 11, содержащей маленькие отверстия 10а и 10b на стороне 12, соприкасающейся с полотном, которые являются наклонными, так что они сливаются в пустоту 10е большего размера на противоположной стороне 14 ткани. Как изображено, разветвленное отверстие 11 также может быть сформировано с включением кольцевых приподнятых краев или ободков 16, смежных с окружностями отверстий 10а и 10b. Несмотря на то, что на фиг.2В не показано, приподнятые края или ободки также могут быть сформированы смежными с окружностью пустоты 10е большего размера на противоположной стороне 14 ткани. Несмотря на то, что отверстия 10а и 10b изображены как сливающиеся в пустоту 10е, может быть предусмотрена структура разветвленной пустоты, содержащая по меньшей мере три отверстия, сливающихся в пустоту большего размера, посредством чего могут быть сформированы приподнятые ободки смежными или только с меньшими отверстиями на стороне, соприкасающейся с полотном, или также с пустотой большего размера на противоположной стороне. Кроме того, приподнятые ободки могут покрывать ткань частично или полностью.
Такая структура обеспечивает создание в структуре ткани большого количества маленьких отверстий, кроме того, в то же время обеспечивается малое растяжение в машинном направлении (MD) в течении длительного времени и высокая жесткость при изгибе в направлении поперек машинному (CD). Кроме того, такая структура может быть приспособлена, так что, например, она обеспечивает отверстия в структуре ткани, имеющие диаметр меньше толщины основания, не создавая, например, закупоренных отверстий вследствие загрязнения.
Структура ткани, содержащая поверхность с описанной разветвленной структурой, задумана для областей применения нетканых материалов. Например, грубая структура на стороне, соприкасающейся с полотном, и отверстия меньшего размера на противоположной стороне, соприкасающейся с деталями машины, могут обеспечивать, например, захват, форму и/или ориентировать расположенные в структуре ткани волокна в требуемом рисунке и обеспечивать производство текстурированных нетканых материалов. Как ранее описано, описанные пустоты могут быть прямыми (цилиндрическими) или коническими. Например, могут быть разработаны конические отверстия разных рисунков, так что они имеют больший размер и хорошо распределены на одной стороне, например, соприкасающейся с полотном, в то время как пустоты на противоположной стороне, соприкасающейся с деталями машины, могут быть по существу выровненными в машинном направлении, посредством чего обеспечивается, например, повышенное дренирование. Разветвленные пустоты могут быть созданы с помощью любого количества способов перфорации или их комбинации, включая сверление лазером, механическое пробивание и тиснение (термическое или ультразвуковое). Например, пустоты могут быть созданы комбинацией сверления лазером и тиснения.
Следует заметить, что ранее упомянутые нетканые технические ленты не придают структуру изготовленному на них нетканому изделию. Термин «структура» относится к изменениям основного веса и/или плотности нетканого полотна, которые больше, чем их обеспечивают в процессе обычного производства нетканых материалов и благодаря обычным изменениям. Однако понятие «структура» также может относиться к текстуре или рисунку нетканого материала. Такие «структурированные» нетканые материалы обычно являются мягкими и рыхлыми с большой впитывающей способностью. Такие ленты содержат структурирующую каркас поверхность и могут иметь армирующую структуру. Структурированные нетканые материалы могут быть более мягкими, более впитывающими и иметь меньший основный вес, чем неструктурированные.
Техническая ткань по существу содержит две стороны: сторону, соприкасающуюся с полотном, и сторону, соприкасающуюся с деталями машины. Сторона называется соприкасающейся с полотном, так как она является стороной ткани, которая обращена к только что формованному нетканому полотну. Сторона называется соприкасающейся с деталями машины, так как она является стороной ткани, которая проходит над валами машины и с ними соприкасается.
На фиг.11 изображен перспективный вид ленты или рукава 1110, формированного в соответствии с одним примером реализации изобретения. Согласно данному варианту лента или рукав 1110 содержит внутреннюю поверхность 1112 и наружную поверхность 1114 и сформирована навивкой спиралью полосы 1116 полимерного материала, изготовленного с использованием одного из нескольких ранее рассмотренных способов и систем. Лента может быть изготовлена с использованием способа, описанного в патенте США №5,360,656, выданного Rexfelt et al., ссылка на который означает, что его содержание полностью включено в текст настоящего описания. Полоса 1116 материала может быть скрученной по спирали с множеством друг к другу примыкающих витков, по существу в продольном направлении по длине ленты 1110 по винтовой линии, в форме которой лента 1110 сконструирована.
На фиг.12 изображен типичный способ, с помощью которого может быть изготовлена лента 1110. Устройство 1220 содержит первый технологический вал 1222 и второй технологический вал 1224, каждый из которых может вращаться вокруг своей продольной оси. Первый технологический вал 1222 и второй технологический вал 1224 параллельны друг другу и расположены на расстоянии друг от друга, которое образует полную длину ленты 1110, изготовленной на этом устройстве, измеренную в продольном направлении. На стороне первого технологического вала 1222 расположена подающая бобина (на чертежах не показана), установленная с возможностью вращения вокруг оси и перемещения параллельно с технологическими валами 1222 и 1224. Валы 1222 и 1224 могут быть установлены таким образом, что длина навитой на них ткани приблизительно соответствует требуемой длине конечной ткани. Подающая бобина обеспечивает подачу с бобины полосы 1116 материала, имеющей ширину, по меньшей мере например, 10 мм или более. Подающая бобина изначально расположена на левом конце, например, первого технологического вала 1222 перед тем, как будет на заданной скорости непрерывно перемещаться к правой или другой стороне.
Для того чтобы начать изготовление ленты 1110, начало полосы 1116 материала проходит в туго натянутом состоянии от первого технологического вала 1222 навстречу ко второму технологическому валу 1224, вокруг второго технологического вала 1224 и обратно к первому технологическому валу 1222 с формированием первого витка закрытой спирали 1226. Для того чтобы закрыть первый виток закрытой спирали 1226, начало полосы 1116 материала соединяют с концом первого витка закрытой спирали 1226 в точке 1228. Как будет рассмотрено ниже, смежные витки скрученной по спирали полосы 1116 материала друг с другом соединяют с помощью механического, термического и/или склеивающего способов.
Следовательно, последующие витки закрытой спирали 1226 формируют вращением первого технологического вала 1222 и второго технологического вала 1224 в одном направлении, показанном стрелками на фиг.12, во время подачи полосы 1116 материала на первый технологический вал 1222. В то же самое время полосу 1116 материала, только что навитую на первый технологический вал, непрерывно соединяют с полосой, которая уже находится на первом технологическом валу 1222 и втором технологическом валу 1224, например, механическими и/или склеивающими или любыми другими подходящими средствами с формированием дополнительных витков закрытой спирали 1226.
Данный процесс продолжают до тех пор, пока не получат закрытую спираль 1226 требуемой ширины, измеренной вдоль оси первого технологического вала 1222 или второго технологического вала 1224. В этот момент полосу 1116 материала, еще не навитую на первый технологический вал 1222 и второй технологический вал 1224, обрезают, и сформированную из нее закрытую спираль 1226 предпочтительно подрезают с формированием концов ткани параллельно друг другу и получением требуемой ширины, и затем снимают с первого технологического вала 1222 и второго технологического вала 1224 с формированием ленты 1110 согласно настоящему изобретению.
Одним способом сшивания или удержания вместе смежных полос материала в соответствии с одним вариантом реализации настоящего изобретения является ультразвуковая сварка смежных полос край к краю с одновременным прижатием сбоку для удержания краев в контакте друг с другом. Например, одна часть сварочного устройства может поддерживать одну полосу, предпочтительно ту, которая уже навитая спиралью, прижимая ее книзу к поддерживающему валу, в то время как другая часть устройства прижимает к верху другую нескрученную полосу к прижимаемой книзу полосе.
Применение ультразвуковой прерывистой сварки ведет к созданию особо прочного соединения. На контрасте, ультразвуковая сварка или в режиме времени, или в режиме затраченной энергии, известная также как традиционная ультразвуковая сварка, образует хрупкое соединение. Следовательно, можно заключить, что соединение, формируемое с использованием ультразвуковой прерывистой сварки, предпочтительнее в сравнении с традиционной ультразвуковой сваркой.
Еще одним способом удержания вместе смежных полос материала в соответствии с одним вариантом реализации изобретения является нанесение клея на концы смежных полос и их соединение. Следует заметить, что наполнитель можно использовать для заполнения промежутков или частей, в которых полосы не соприкасаются друг с другом.
Еще одним способом удержания вместе смежных полос материала в соответствии с одним вариантом реализации изобретения является приваривание смежных полос с использованием лазерной сварки. Одно преимущество лазерной сварки в сравнении с ультразвуковой сваркой состоит в том, что лазерная сварка может быть выполнена на скоростях, находящихся в диапазоне 100 м/мин, в то время как максимальная возможная скорость ультразвуковой сварки составляет 10 м/мин. Дополнительное нанесение светопоглощающей краски или абсорбирующего вещества на концы полос может способствовать концентрации теплового действия лазера. Абсорбирующими веществами могут быть черные чернила или красители с длиной волны, близкой к длине инфракрасных волн, невидимых для человеческого глаза, например, такие как используются в "Clearweld". Соединение впритык концов полосы может быть предварительно обработано для улучшения устойчивости к растяжению в стороны при использовании. Концы могут быть скошены под углом или по-другому сформированы, как это раскрыто в патенте США №6,630,223, выданном Hansen, ссылка на который означает, что его содержание полностью включено в текст настоящего описания.
Настоящие способы и системы для изготовления ленты 1110 являются достаточно универсальными и адаптируемыми для изготовления технических тканей или лент, имеющих различные продольные и поперечные размеры. Т.е. изготовителю при реализации настоящего изобретения больше не нужно изготавливать бесконечную или гладкую текстильную ткань и сшивать ее для получения соответствующей длины и ширины при установке на машине для производства нетканой ткани. Напротив, изготовителю только нужно расположить первый технологический вал 1222 и второй технологический вал 1224 друг от друга на соответствующем расстоянии, которое образует приблизительную длину ленты 1110, и наматывать полосу 1116 материала на первый технологический вал 1222 и второй технологический вал 1224 до тех пор, пока не будет получена закрытая спираль 1226 требуемой ширины.
Кроме того, вследствие того, что лента 1110 выполнена спиральной навивкой полосы 1116 материала и не является текстильной тканью, наружная поверхность 1112 ленты 1110 является гладкой и постоянной, и отсутствуют места переплетения нитей, которые мешают поверхностям текстильной ткани быть абсолютно гладкими. Предпочтительно, полоса материала может быть полосой термопластичного материала, такого как, например, пленка или фольга, и может быть сделана из любого полимерного материала, предпочтительно полиэфира (PET). Однако можно использовать другие материалы, такие как другие полиэфиры (например, полиэтилен нафталат (PEN) или полифенол сульфид (PPS)). Также можно использовать полиамиды или полиэфирэфиркетоны (PEEK). Что касается слоистого материала, содержащего по меньшей мере два слоя, каждый слой может быть сформирован из одного и того же материала или разных материалов. Материал пленки или фольги может быть одноосно или двухосно ориентированным с достаточным модулем и стабильностью в обоих направлениях, машинном и поперечном, для работы намеченным образом. Кроме того, пленка или фольга могут содержать армирующие волокна в машинном направлении или поперечном направлении, или в обоих направлениях, машинном и поперечном, или в любом случайном направлении. Армирующие волокна могут быть включены посредством процесса экструзии или пултрузии, с помощью которого волокна могут быть экструдированы или получены путем пултрузии совместно с материалом, формирующим пленку или фольгу. Армирующие волокна могут быть сформированы из высокомодульного материала, такого как, например, арамиды, включая Kevlar® и Nomex®, но этим не ограничиваются и могут обеспечивать пленке или фольге дополнительные прочность, модуль, сопротивление разрыву и/или распространению трещин.
В альтернативном варианте полоса материала может быть полосой нетканого материала, сформированного из низкоплавких волокон, таких как, например, полиамиды, которые могут быть кардованы и объединены иглопробиванием или другими подходящими средствами и которые могут быть сплавлены пропусканием полосы материала, например, через нагретую зону контакта с формированием гладкой поверхности на одной или обеих сторонах полосы материала. Кроме того, нетканый материал может содержать смесь из разных материалов, такую как, например, комбинацию низкоплавких и высокоплавких волокон, например 90% низкоплавкого полиамида 6 в сочетании с 10% полиамида 6,6 или любую другую комбинацию, подобранную для придания требуемых характеристик. В альтернативном варианте часть нетканого материала может содержать двухкомпонентные волокна, такие как, например, волокна, содержащие сердцевину и оболочку, которые могут содержать низкоплавкий материал снаружи и функциональный материал внутри. Кроме того, полоса материала может быть покрыта полиуретановой смолой для придания поверхности ткани дополнительной гладкости. Покрытие может улучшить снятие полотна и/или структурную целостность полосы материала. Вышеуказанные структуры затем могут быть перфорированы вышеописанным способом.
На фиг.13А иллюстрировано изображение верхней стороны ткани, ленты или рукава 1302, содержащих сквозные пустоты, просверленные по существу диагональным рисунком, в соответствии с альтернативным вариантом реализации настоящего изобретения. Например, сквозные пустоты 1304 просверлены в соответствии с диагональю 1306 по отношению к поперечному направлению (L) ткани, ленты или рукава. Аналогично, на фиг.13В проиллюстрировано изображение нижней стороны ткани 1302, содержащей сквозные пустоты, просверленные по существу в диагональном рисунке. Как проиллюстрировано, сквозные пустоты 1304 просверлены в соответствии с диагональю 1306. Иллюстрированные изображения ткани 2302 содержат сверленную ткань длиной, например, 15 м, в которой размер отверстий на верхней стороне составляет, например, приблизительно 1,5 мм (в поперечном направлении)×1,2 мм (в машинном направлении), и размер отверстий на нижней стороне составляет приблизительно 0,65 мм × 0,5 мм. Например, расстояние между отверстиями в поперечном направлении составляет приблизительно 1,695 мм, и расстояние между отверстиями в машинном направлении составляет приблизительно 1,18 мм.
Аналогично, на фиг.14А-14С иллюстрированы изображения тканей, лент или рукавов, содержащих сквозные пустоты, просверленные разными рисунками в соответствии с разными аспектами настоящего изобретения. Например, ткань 1402 содержит сквозные пустоты, просверленные в рисунке, внешне напоминающем квадратную схему 1403. Увеличенное изображение участка 1404а внутри ткани 1402 обозначено номером 1404b. К увеличенному изображению 1404b участка добавлены пунктирные участки 1405 для улучшенного визуального восприятия рисунка просверленных сквозных отверстий. Аналогично, другое увеличенное изображение участка 1406а внутри ткани 1402 обозначено номером 1406b. К увеличенному изображению участка 1406b добавлены пунктирные участки 1407 для улучшенного визуального восприятия рисунка просверленных сквозных отверстий.
В соответствии с другим примером ткань 1410 содержит сквозные пустоты, просверленные таким образом, что улучшен внешний вид квадратной схемы 1411. Увеличенное изображение участка 1412а внутри ткани 1410 обозначено номером 1412b. К увеличенному изображению участка 1412b добавлены пунктирные разметочные линии 1413 для улучшенного визуального восприятия рисунка просверленных сквозных отверстий. Аналогично, другое увеличенное изображение участка 1414а внутри ткани 1402 обозначено номером 1414b. К увеличенному изображению участка 1414b добавлены пунктирные разметочные линии 1415 для улучшенного визуального восприятия рисунка просверленных сквозных отверстий.
В соответствии с другим примером, ткань 1418 содержит сквозные пустоты, просверленные в соответствии с другим рисунком 1419. Увеличенное изображение участка 1420а внутри ткани 1418 обозначено номером 1420b. К увеличенному изображению участка 1420b добавлены пунктирные разметочные линии 1422 для улучшенного визуального восприятия рисунка просверленных сквозных отверстий. Вкратце, сквозные пустоты или отверстия, формированные в тканях, лентах или рукавах согласно настоящему изобретению могут быть разделены плоскими перемычками, которые могут иметь любую геометрическую форму требуемого размера. Несмотря на то, что на чертежах изображены геометрические формы, такие как ромбовидные и квадратные, эти формы изображены только в качестве примеров, и рисунок сквозных пустот или отверстий может быть модифицирован с формированием практически любой формы перемычек, такой как, например, ромбовидная, треугольная, квадратная, прямоугольная, круглая, шестиугольная или многоугольная формы, а также в виде изображения растений, в виде параллелограмма.
Как отмечалось ранее, обладающая признаками изобретения ткань может использоваться в качестве ленты или рукава, которые используют в таких процессах, как суховоздушное формирование полотна, мелтблоун (melt blowing), спанбонд (spunbonding) или гидросплетение в потоке воды (hydroentangling). Ткань согласно настоящему изобретению может содержать один или более дополнительных слоев сверху или снизу основания, формированные с использованием полос материала, только для обеспечения функциональности, а не для усиления. Например, используемые дополнительные слои могут быть формированы из любых тканых или нетканых материалов, систем нитей, ориентированных в машинном направлении (MD) или в поперечном направлении (CD), скрученных по спирали полос тканого материала, ширина которых меньше ширины ткани, волоконных полотен, пленок или их комбинации, и могут быть прикреплены к основанию с помощью любого подходящего известного способа. Ламинирование термическим соединением и химическим соединением являются только некоторыми примерами.
Хотя в настоящем описании подробно описаны предпочтительные варианты реализации изобретения и его модификации, следует отметить, что изобретение этим не ограничивается, и специалистами в данной области могут быть сделаны другие модификации и изменения без отступления от сущности и объема изобретения, который определяется прилагаемой формулой изобретения.
Реферат
Раскрыты техническая ткань, такая как бесконечная лента или рукав, для производства нетканых материалов и способ ее изготовления. Ткань содержит сквозные пустоты, каждая из указанных сквозных пустот содержит первое отверстие на верхней поверхности ткани, первый кольцевой приподнятый край, смежный с первым отверстием, причем указанный приподнятый край образует непрерывный приподнятый обод вокруг указанного отверстия. Каждая сквозная пустота дополнительно содержит второе отверстие на нижней поверхности ткани и второй кольцевой приподнятый край, смежный со вторым отверстием, первое отверстие может иметь площадь поверхности, которая больше площади поверхности второго отверстия, причем указанный приподнятый край образует непрерывный приподнятый обод вокруг указанного отверстия. 6 н. и 30 з.п. ф-лы, 27 ил.
Формула
Документы, цитированные в отчёте о поиске
Подложка с микрорельефом для получения нетканого полотна и способ ее изготовления. способ получения нетканого полотна и устройство для его осуществления
Процессы лазерного сверления для изготовления устройств формирования материала и пленки
Нетканое полотно
Антистатическая транспортная лента для обработки нетканых материалов
Способы соединения структурных элементов тканей для бумажного производства и технических тканей друг с другом и ткани, изготовленные этими способами
Комментарии