Процессы лазерного сверления для изготовления устройств формирования материала и пленки - RU2151036C1
Код документа: RU2151036C1
Чертежи





















Описание
Предпосылки создания изобретения
Нетканые материалы известны давно. В одном процессе производства нетканых материалов батан волокна или
ткани обрабатывается струями воды для того, чтобы заставить волокна запутываться друг с другом и обеспечить некоторую прочность в батане. Разработано много способов для обработки батанов волокна таким
образом в попытке удвоить физические свойства и внешний вид тканых материалов.
Патенты США 5,098,764 и 5,244,711 раскрывают элементы основы для поддержки волокнистой ткани во время производства нетканых материалов. Элементы поддержки, раскрытые в патенте США 5,098,764, имеют заранее определенный рельеф, а также заранее определенный рисунок отверстий в этом рельефе. В одном специфическом воплощении элемент основы является трехмерным и включает множество пирамид, расположенных в рисунке относительно одной поверхности элемента основы. Этот специфический элемент основы дополнительно включает множество отверстий, которые располагаются в промежутках, упоминаемых как "впадины", между вышеупомянутыми пирамидами. В этом процессе исходная ткань волокна помещается на рельефном элементе поддержки. Элемент поддержки с волокнистой тканью на нем пропускается под струями жидкости высокого давления, обычно воды. Струи воды заставляют волокна переплетаться и запутываться друг с другом в конкретном рисунке, основанном на конфигурации рельефа элемента поддержки.
Рисунок особенностей рельефа и отверстий в элементе поддержки является критичным к структуре получаемого в результате нетканого материала. Кроме того, элемент поддержки должен иметь достаточную структурную целостность и прочность для поддержки волокнистой ткани, когда струи жидкости перераспределяют волокна и запутывают их в их новом расположении для того, чтобы обеспечить прочный материал. Элемент поддержки не должен испытывать каких-либо существенных искривлений под силой струй жидкости. Также элемент поддержки должен иметь средство для удаления относительно больших объемов запутывающей жидкости так, чтобы предотвратить "затопление" волокнистой ткани, которое могло бы помешать эффективному запутыванию. Обычно элемент поддержки включает дренажные отверстия, которые должны быть достаточно малого размера для поддержания целостности волокнистой ткани и предотвращения потери волокна через формирующую поверхность. Кроме того, элемент поддержки должен быть существенно свободен от задиров, зацепок или подобных неоднородностей, которые могли бы помешать удалению с него запутанного материала. В то же самое время элемент поддержки должен быть таким, чтобы волокна или волокнистая ткань, обрабатываемые на нем, не смывались под воздействием струй жидкости.
Несмотря на то, что может быть использована обработка на станке для изготовления таких рельефных элементов поддержки, такой способ производства является чрезвычайно дорогим и часто имеет результатом вышеупомянутые задиры, зацепки и неоднородности. Таким образом, существует необходимость в способе изготовления рельефных элементов поддержки, который является менее дорогим и уменьшает число задиров, зацепок и неоднородностей в них.
Вакуумные перфорированные пластические пленки хорошо известны в данной области техники и используются в течение многих лет в качестве заготовки покрытия для гигиенических салфеток, одноразовых полотенец и различных гигроскопичных изделий для перевязки ран и тому подобного.
Типичный способ и устройство для вакуумного перфорирования неперфорированной термопластической пленки, например, полиэтиленовой пленки, раскрывается в патенте США 4,806,303, выданном Бьянко и др. 21 февраля 1989 г., раскрытие которого содержится здесь в качестве ссылки. Устройство перфорации Бьянко и др. содержит в основном цилиндрический металлический формирующий штамп, имеющий множество отверстий. Обычно множество отверстий в формирующем штампе совпадает с рисунком перфорации, который собираются обеспечить в термопластической пленке. Такие формирующие штампы обычно изготавливались способами, которые предполагали фотолитографию, электрическое напыление никеля и механическое перфорирование. Этот тип формирующего штампа имел толщину порядка миллиметра или даже меньше, диаметр порядка 500 миллиметров и длину порядка метра или больше. Принимая во внимание вышеупомянутые размеры, таким формирующим штампам не хватало собственной жесткости. Перед разработкой Бьянко и др. такие формирующие штампы поддерживались посредством внутреннего барабана жесткости или цилиндра. Кроме прочего, такие расположенные внутри элементы поддержки имели тенденцию ограничивать рисунок перфораций, который мог бы быть обеспечен в формирующем штампе и/или препятствовали потоку воздуха через вакуумное формирующее устройство во время производства перфорированных пленок. Бьянко и др. предоставляют вращающийся цилиндрический объект 4, содержащий перфорированную ленту 6, которая действует в качестве формирующего штампа, и пару кольцеобразных торцевых объектов 5, каждый из которых включает круговую выступающую кромку 9. На каждой круговой выступающей кромке 9 нарезаются зубья, и она входит в зацепление с колесом 11, приводимым в действие мотором. Регулируемые по оси кулачковые элементы 13, 14 на каждом торце вращающегося цилиндра 4 входят в зацепление с вышеупомянутой парой выступающих кромок и оказывает вытягивающее действие на цилиндрический объект для того, чтобы вызвать то, что описывается как "динамическая" жесткость пресса 6. В результате этой динамической жесткости, штамп 6 ведет себя как жесткий объект, способный вращаться вокруг его продольной оси, не подвергаясь значительным нагрузкам скручивания. Эта динамическая жесткость также предотвращает чрезмерный изгиб штампа 6 в вакуумную прорезь вакуумного формирующего устройства. Устройство кулачка, которое обеспечивает динамическую жесткость цилиндрического объекта в патенте Бьянко и др., требует не только технического обслуживания и регулировки, но ощутимо добавляет к нагрузкам, которым подвергается формирующий штамп, серьезно сокращая его срок службы.
Краткое изложение изобретения
Настоящее изобретение направлено на способ формирования элементов поддержки, которые могут быть использованы для создания нетканых материалов и
перфорированных пленок. Такие элементы поддержки могут иметь гладкую или рельефную верхнюю или внешнюю поверхность. Изобретение также направлено на рельефный элемент поддержки, который формируется
способом изобретения, который может быть использован для изготовления похожих на трикотажные или других подобных нетканых материалов.
В соответствии со способом настоящего изобретения, лазерный луч направляется на заготовку. В одном воплощении лазерный луч фокусируется так, что фокусная точка луча находится ниже верхней поверхности заготовки. Фокусирование лазерного луча в точке другой, чем верхняя поверхность заготовки, например, в точке ниже верхней поверхности, место на верхней поверхности, называется "дефокусированием". После чего дефокусированный лазерный луч используется для сверления заранее определенного рисунка конусных отверстий в заготовке таким образом, чтобы формировать рельефный массив пиков и впадин, окружающих каждое отверстие заготовки. Отверстия имеют конусную или конусообразную верхнюю часть с таким углом, что больший диаметр отверстия находится на верхней поверхности результирующего элемента поддержки. Рельефный массив пиков и впадин образуется расстоянием от центральной линии до центральной линии смежных отверстий, являющимся меньшим, чем больший диаметр верхней части отверстий. Такое расстояние имеет результатом пересечение конуса смежных отверстий внутри начальной толщины заготовки.
В другом воплощении лазерный луч фокусируется на верхней поверхности заготовки, имея в результате элемент поддержки с гладкой, ровной верхней поверхностью с рисунком отверстий.
В одном воплощении процесс лазерного сверления с растровой разверткой используется для формирования элемента поддержки. В этом воплощении лазерный луч перемещается в ряде растровых разверток относительно поверхности заготовки. Во время каждой развертки лазер включается в заранее определенные интервалы достаточного времени и интенсивности для сверления одной или более дискретных частей каждого из отверстий. В этом способе для каждого отверстия потребуется множество разверток для его полного просверливания.
В одном воплощении рисунок множества пиков, впадин и отверстий конфигурируется для изготовления нетканого материала, имеющего вид трикотажного вязанного материала. В другом воплощении перфорированная пленка формируется с использованием перфорированного элемента поддержки, имеющего гладкую верхнюю поверхность.
Краткое описание чертежей
Фиг.
1 изображает вид в перспективе одного типа рельефного элемента поддержки настоящего изобретения.
Фиг. 2 - поперечное сечение по линии 2-2 на фиг. 1.
Фиг. 3 - карту распределения бит команд лазера, определяющих рисунок отверстий, просверливаемых в заготовке для формирования рельефного элемента поддержки на фиг. 1.
Фиг. 4 - схематический вид устройства для формирования элемента поддержки настоящего изобретения.
Фиг. 5 - наименьший прямоугольный повторяющийся элемент, длиной 25 пиксел и шириной 15 пиксел, рисунка, показанного на фиг. 3.
Фиг. 6 - блок-схему, показывающую различные шаги процесса изготовления нетканых материалов с использованием элемента поддержки настоящего изобретения.
Фиг. 7 - схематический частичный вид одного варианта выполнения устройства для изготовления нетканых материалов с использованием элемента поддержки настоящего изобретения.
Фиг. 8 - схематический вид другого варианта выполнения устройства для изготовления нетканых материалов с использованием элемента поддержки настоящего изобретения.
Фиг. 9 - схематический вид предпочтительного варианта выполнения устройства для изготовления нетканых материалов с использованием элемента поддержки настоящего изобретения.
Фиг. 10 - микрофотографию нетканого похожего на трикотаж материала, увеличенного приблизительно в 20 раз, как видно от его верхней поверхности, сформированного с использованием рельефного элемента поддержки фиг. 1.
Фиг. 11 - микрофотографию похожего на трикотаж нетканого материала на фиг. 9, как видно от его нижней поверхности.
Фиг. 12 - карту распределения бит, аналогичную карте, изображенной на фиг. 3, различного набора команд лазера.
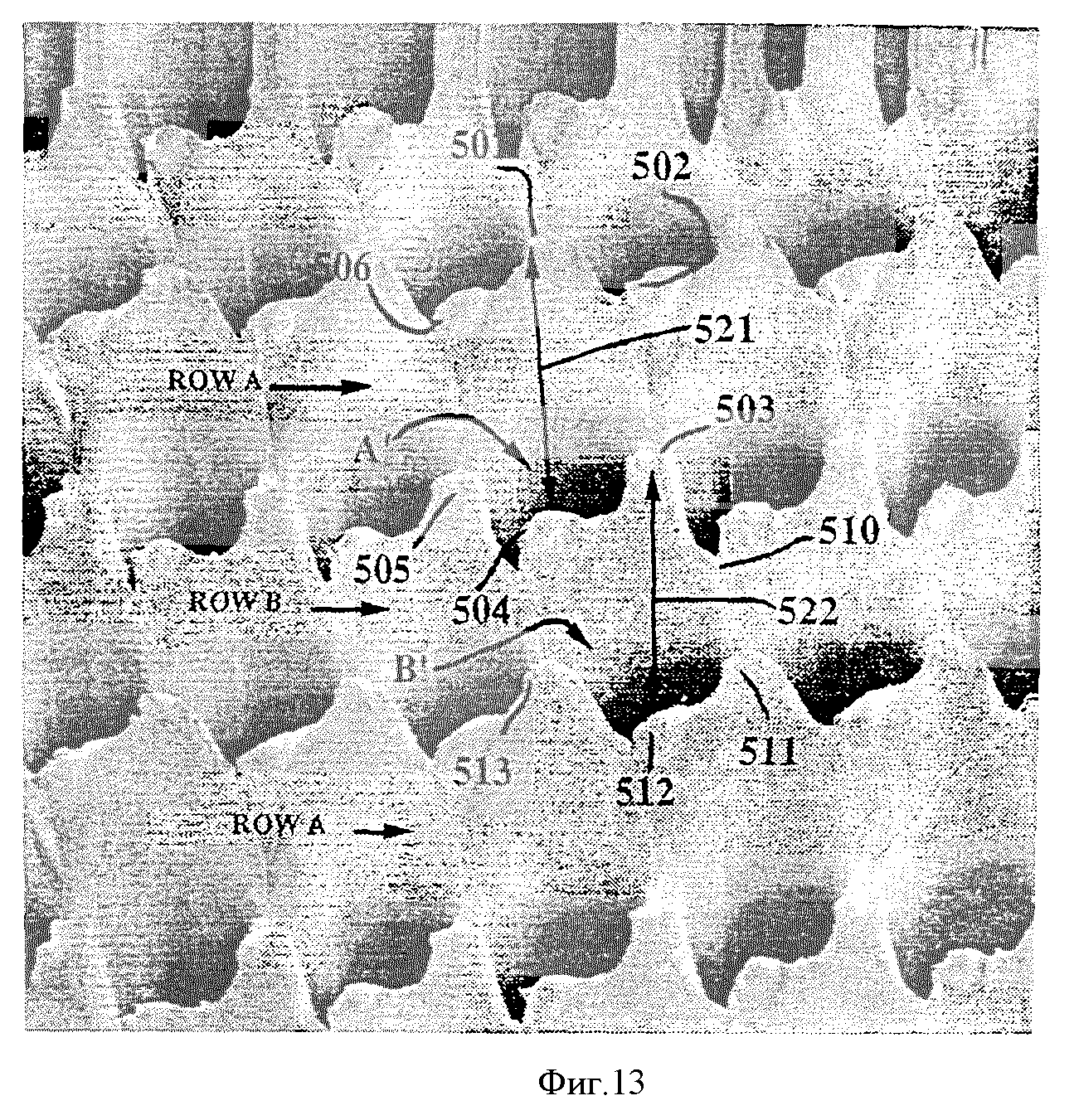
Фиг. 13 - преобразованный в цифровую форму элемент поддержки настоящего изобретения из сканирующего электронного микроскопа.
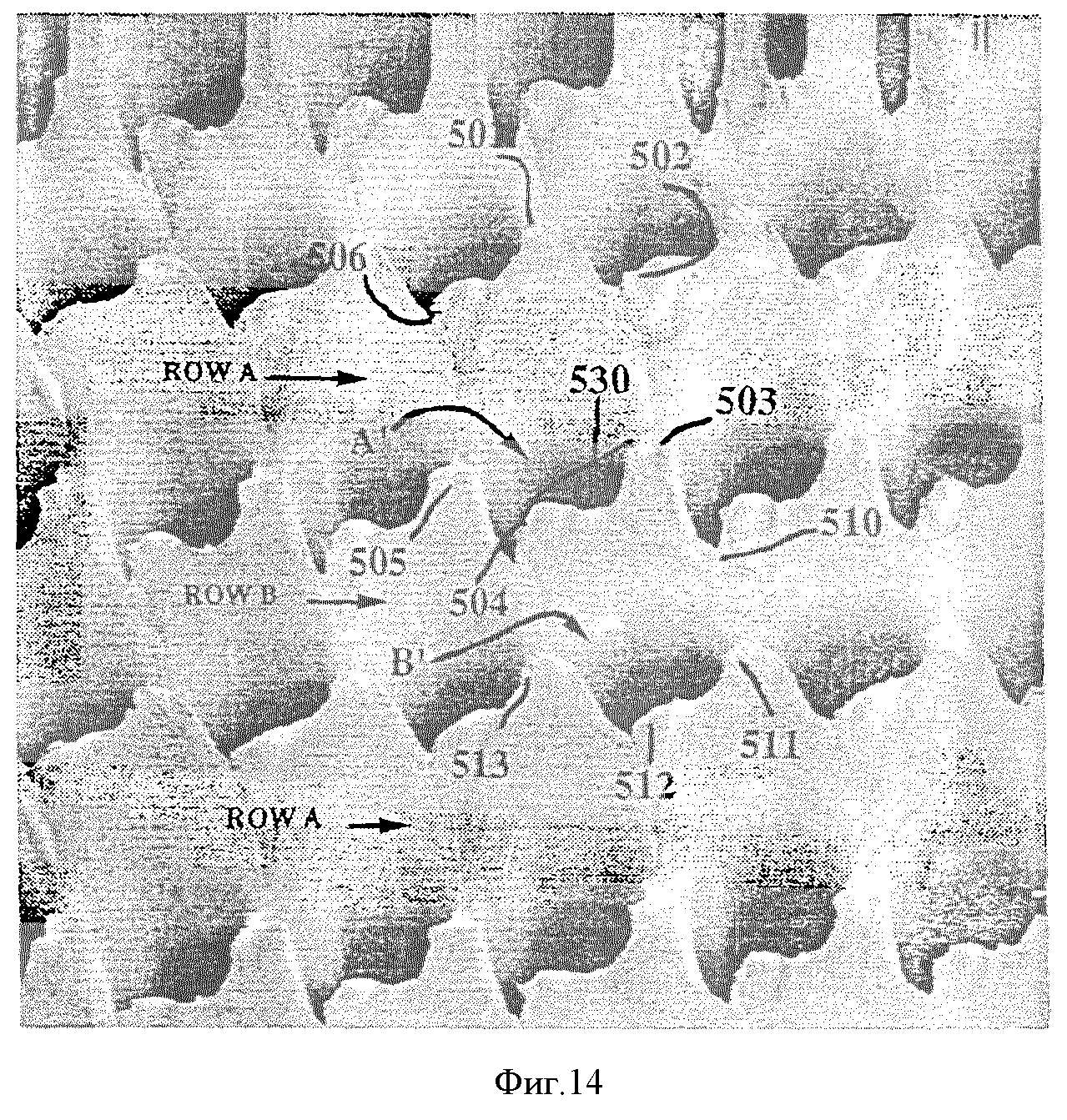
Фиг. 14 - другая цифровая форма элемента поддержки, показанного на фиг. 13.
Фиг. 15 - вид в перспективе второго варианта выполнения элемента поддержки настоящего изобретения.
Фиг. 16 - поперечное сечение по линии 16-16 на фиг. 15.
Фиг. 17 - схематический вид предпочтительного варианта выполнения устройства для изготовления перфорированной пленки с использованием элемента поддержки настоящего изобретения.
Фиг. 18 - увеличенный вид области на фиг. 17, заключенной в круг.
Фиг. 19 - вид в перспективе третьего варианта выполнения элемента поддержки настоящего изобретения.
Фиг. 20 - поперечное сечение по линии 20-20 на фиг. 19.
Фиг. 21 - повторяющийся элемент карты распределения бит для определения рисунка отверстий, просверливаемых для формирования элемента поддержки, показанного на фиг. 15.
Фиг. 22 - микрофотография верхней поверхности перфорированной пленки, изготовленной в примере 4.
Подробное описание изобретения
Рельефный элемент поддержки настоящего изобретения
показан в перспективе на фиг. 1.
Элемент 2 поддержки содержит корпус 1, имеющий верхнюю поверхность 3 и нижнюю поверхность 4. Массив пиков 5, разделенный впадинами 6, расположен в заранее определенном рисунке через верхнюю поверхность 3. Множество дренажных отверстий 7, проходящих через толщину элемента поддержки, располагается в рисунке в элементе 2. В этом воплощении каждое дренажное отверстие 7 окружается группой из шести пиков 5 и шести впадин 6.
Дренажное отверстие 7 содержит верхнюю часть 7a и нижнюю часть 7b. Как видно на фиг. 1, верхняя часть 7a отверстия 7 содержит стенку 10 и обычно "открывается в виде колокола" или "расширяется раструбом" в конфигурации. Верхняя часть 7a сводится на конус, имея площадь поперечного сечения, которая больше ближе к верхней поверхности элемента 2 поддержки, и площадь поперечного сечения, которая меньше в точке 10a, где низ упомянутой верхней части встречает верх нижней части 7b. Нижняя часть 7b в конкретном воплощении имеет отчасти конусную цилиндрическую конфигурацию. Площадь поперечного сечения нижней части 7b отверстия 7 больше в точке 10a, чем в нижней поверхности 4 элемента поддержки. Отверстие 7 показано в разрезе на фиг. 2. Линии 9 нарисованы касательными к противоположным точкам на стенках 10 на один полный радиус ниже верхней поверхности 3. Угол 11, образованный линиями 9, должен быть управляемым относительно толщины 12 элемента 2 поддержки для создания желаемого результата. Например, если угол слишком большой, отверстие будет слишком малым, и поэтому будет обеспечен недостаточный дренаж. Если угол слишком малый, то будет очень мало или не будет пиков и впадин.
Расстояние от центра до центра S смежных отверстий (фиг. 1) в повторяющемся рисунке также важно. Пики 5 и впадины 6 создаются пересечением конусных отчасти конических отверстий 7. Если расстояние от центра до центра отверстий было бы больше, чем больший диаметр отверстия 7 на верхней поверхности 3, в результате не было бы пересечений, и элемент был бы гладким с ровной верхней поверхностью, с расположенными повсюду коническими отверстиями. Ссылаясь на фиг. 13, больший диаметр отверстия А' расположен между пиками 501 и 504 и указывается двойной стрелкой 521. Аналогично больший диаметр отверстия В' проходит между пиками 503 и 512 и указывается двойной стрелкой 522. Больший диаметр данного отверстия равен наибольшему расстоянию от пика до пика, измеренному на верхней поверхности элемента поддержки между любыми парами пиков, определяющими верхнюю часть отверстия. Когда расстояние от центра до центра смежных отверстий меньше, чем диаметры отверстий, измеренные вдоль этой линии от центра до центра, конические поверхности пересекаются, образуя впадину.
Теперь, ссылаясь на фиг. 3, отверстия 7 изображены, как шестиугольники в ячеистой матрице, но изобретение не ограничивается шестиугольниками. Могут быть использованы другие формы, как например, окружности, квадраты, восьмиугольники и неправильные формы (фиг. 12) или их комбинации, в зависимости от требуемой рельефной конфигурации.
Каждый ряд из рядов 13 и 14, проходящих параллельно к стрелке А направления на фиг. 3 содержит множество шестиугольников 150. Эти шестиугольники шириной 7 пиксел, длиной 11 пиксел и внутри каждого ряда располагаются с промежутками 8 пиксел. Ряд 13 шестиугольников располагается с промежутком близко к ряду 14 шестиугольников. Конкретно, как видно на фиг. 3, нижняя вершина каждого шестиугольника в ряду 13 касается линии 17, эта линия 17 также касается верхней вершины каждого шестиугольника в ряду 14. Ряды 15 и 16 копируют рисунок и промежуток рядов 13 и 14. Промежуток между рядами 15 и 16 соответствует, в основном, вышеупомянутому промежутку между рядами 13 и 14. Однако ряд 15 отделен промежутком от ряда 14. Как видно на фиг. 3, самые нижние вершины шестиугольников в ряду 14 касаются линии 18, в то время как самые верхние вершины шестиугольников в ряду 15 описываются позже, цилиндрическая форма согласуется с предпочтительным устройством для изготовления нетканых материалов.
Трубы, изготавливаемые сейчас для использования в формировании элементов поддержки, являются от 2 до 6 футов в диаметре и имеют длину в диапазоне от 2 до 16 футов. Толщина стенки - номинально 1 дюйм. Эти размеры являются предметом выбора конструкции.
Исходная чистая трубчатая заготовка установлена на подходящем вале, или шпинделе 21, который фиксирует ее в цилиндрической форме и допускает вращение вокруг его продольной оси в подшипниках 22. Вращательный привод 23 используется для вращения шпинделя 21 с управляемой скоростью. Вращательный импульсный генератор 24 подключается к шпинделю 21 и контролирует его вращение так, что его точное радиальное положение всегда известно.
Параллельно и установленные вне наибольшего диаметра шпинделя 21 находятся одна или несколько направляющих 25, которые позволяют каретке 26 перемещаться по всей длине шпинделя 21, одновременно поддерживая постоянный зазор с верхней поверхностью 3 трубы 2. Привод 33 каретки перемещает каретку вдоль направляющих 25, одновременно импульсный генератор 34 каретки отмечает поперечное положение каретки по отношению к элементу 2 поддержки. На каретке устанавливается фокусирующая площадка 27. Фокусирующая площадка 27 устанавливается в фокусных направляющих 28 и допускает движение перпендикулярно движению каретки 26 и обеспечивает средство фокусирования линз 29 относительно верхней поверхности 3. Фокусный привод 32 обеспечивается для установки в определенное положение фокусирующей площадки 27 и обеспечения фокусировки линз 29.
К фокусирующей площадке 27 крепится линза 29, закрепленная в форсунке 30. Форсунка 30 имеет средство 31 для ввода сжатого газа в форсунку 30 для охлаждения и поддержания чистоты линзы 29.
На каретке 26 также установлено конечное направляющее зеркало 35, которое направляет лазерный луч 36 в фокусирующую линзу 29. Лазер 37 расположен на расстоянии с необязательными направляющими зеркалами 38 луча для направления луча в конечное направляющее зеркало 35 луча. Хотя было бы возможно установить лазер 37 непосредственно на каретке 26 и освещать направляющие зеркала луча, ограничения пространства и средства обеспечения подключений к лазеру делают дистанционно установленный лазер значительно предпочтительным.
Когда на лазер 37 подается питание, излучаемый луч 36 отражается сначала от направляющего зеркала 38 луча, затем от конечного направляющего зеркала 35 луча, которое направляет его в линзу 29. Путь лазерного луча конфигурируется так, что если линза 29 была бы удалена, луч проходил бы через продольную центральную линию шпинделя 21.
Когда линза 29 находится на месте, луч фокусируется ниже, но около верхней поверхности 3. Как указано выше, фокусирование луча ниже верхней поверхности идентифицируется как "дефокусирование" лазерного луча относительно поверхности трубы.
Несмотря на то, что это изобретение могло бы быть использовано с множеством лазеров, предпочтительным лазером является лазер быстрого потока СО2, способный создавать луч номинально до 2500 ватт. Этот процесс никоим образом не зависит от такого высокомощного лазера, когда поверхности поддержки успешно просверлены лазером медленного потока CO2 номинально при 50 ватт.
Когда фокусирующая линза 29 пропускает луч 36, он концентрирует энергию около центра луча. Лучи не направляются через одну точку, а скорее через пятно небольшого диаметра. Точка наименьшего диаметра упоминается как фокус или фокусная точка. Это происходит на расстоянии от линзы, упоминаемом, как фокусное расстояние. На расстояниях меньших или больших, чем фокусное расстояние, измеренные размеры пятна будут больше, чем минимальный.
Чувствительность к положению фокуса обратно пропорциональна фокусному расстоянию. Минимальный размер пятна прямо пропорционален фокусному расстоянию. Следовательно, линза с коротким фокусным расстоянием может достигать меньшего размера пятна, но должна быть более точно расположена и на нее сильно влияет износ поверхности. Линзы с большим фокусным расстоянием более снисходительны к целевому расположению, но могут только достичь довольно больших размеров пятна. Таким образом, дополнительно к вкладу распределения мощности в конусную верхнюю часть просверливаемого отверстия дефокусирование луча ниже поверхности также вкладывает в угол и длину конуса и, следовательно, форму и размер пиков и впадин.
Для того, чтобы изготовить элемент поддержки, должен быть выполнен первоначальный шаг фокусировки. Когда чистая трубчатая заготовка помещается на шпинделе 21, лазер выдает короткий импульс, и шпиндель немного поворачивается между импульсами так, что создается ряд небольших углублений. Фокусная площадка 27 затем перемещается относительно центральной линии шпинделя для изменения положения фокуса, и создается другой ряд углублений. Обычно просверливается матрица из 20 рядов, каждый из 20 углублений. Углубления исследуются под микроскопом, и колонка углублений наименьшего диаметра идентифицирует положение фокусной площадки, которая фокусирует луч на верхней поверхности 3 чистой трубчатой заготовки.
Выбирается требуемый рисунок, как например, рисунок, показанный на фиг. 3. Рисунок исследуется для определения числа повторов, которые потребуются для покрытия окружности заготовки и для завершения поверхности без явного шва. Аналогично устанавливается продвижение вдоль продольной оси трубчатой заготовки на повтор и полное число повторов. Эти данные вводятся в программу компьютера для управления лазерным сверлильным станком.
При работе шпиндель с установленной на нем трубчатой заготовкой вращается перед линзой. Каретка передвигается так, что позиция первого отверстия соответствует фокусной точке линзы 29. Фокусная площадка передвигается внутрь, помещая фокусную точку внутри внутренней части просверленного материала. Затем лазер выдает импульс с некоторой комбинацией уровня мощности и длительности импульса. Как видно на фиг. 2, диаметр отверстия на верхней поверхности 3 значительно больше, чем диаметр отверстия на нижней поверхности 4. Для того, чтобы достигнуть требуемой рельефной конфигурации необходимо измерять и управлять двумя факторами. Первый, степень, с которой линза фокусируется во внутреннюю часть заготовки, увеличивает угол 11 конуса, и второй, увеличение уровня мощности или длительности импульса увеличивает глубину и диаметр. Когда достигается отверстие подходящего диаметра и конусности, вращательному приводу и приводу каретки может быть указано изменить положение элемента поддержки таким образом, что следующая предполагаемая позиция отверстия соответствует фокусной точке. Затем процесс повторяется до тех пор, пока не будет просверлена вся заготовка. Этот способ известен как сверление "ударом".
Если выбранный лазер является достаточно мощным, не требуется останавливать шпиндель и каретку во время импульса лазера. Импульс может быть такой короткой длительности, что любое перемещение заготовки во время процесса сверления является несущественным. Это профессионально известно как сверление "прожиганием налету".
Если лазер может регенерировать достаточно быстро, заготовка может вращаться с фиксированной скоростью, и лазер может выдавать один импульс для создания каждого отверстия. В рисунке, как например, показанном на фиг. 3, лазер обычно выдавал бы импульс для создания полной колонки, каретка устанавливалась бы в следующую позицию колонки, и луч выдавал бы импульсы для следующей последовательности отверстий.
Одной проблемой, которая может иметь место в зависимости от типа материала и плотности рисунка отверстий, является введение большого количества тепла в малую область поверхности формирования. Результатом может быть сильное искривление и потеря совмещения рисунка. При некоторых условиях в результате получаются большие изменения размеров и поверхность является ни цилиндрической, ни правильного размера. В экстремальных случаях труба может треснуть.
Предпочтительное воплощение настоящего изобретения, которое исключает эту проблему, использует процесс, называемый сверление с растровой разверткой.
В этом подходе рисунок уменьшается до самого малого прямоугольного повторяющегося элемента 41, как изображено на фиг. 5.
Этот повторяющийся элемент содержит всю информацию, требуемую для изготовления рисунка на фиг. 3. В результате большой рисунок получается при использовании подобно мозаике и размещении концом к концу и стороной к стороне.
Этот повторяющийся элемент дополнительно разделяется на сетку более малых прямоугольных единиц или "пиксел" 42. Хотя они обычно квадратные, для некоторых целей более удобно использовать пикселы неравных размеров.
Каждая колонка пиксел представляет один проход заготовки мимо фокусного положения лазера. Эта колонка повторяется столько раз, сколько требуется для достижения полностью вокруг элемента 2 поддержки. Каждая пиксела, где лазер собирается создать отверстие, является черной. Те пикселы, где лазер выключается являются белыми.
Для того, чтобы начать сверление наверху первой колонки пиксел на фиг. 5, в то время, как шпиндель вращается с фиксированной скоростью, лазер включается, поддерживаемый при постоянном уровне мощности для 11 пиксел, а затем выключается. Эти пикселы считаются вращательным импульсным генератором 24 на фиг. 4. Лазер остается выключенным для следующих 14 единиц. Эта последовательность выключений/включений лазера повторяется для следующего оборота, в этой точке шпиндель возвращается в начальное положение, привод 33 каретки перемещает каретку на одну единицу, и компьютер готов сделать колонку 43a.
В течение колонки номер 43a лазер имеет более короткое "время включения" (теперь 9 единиц) и более длинное "время выключения" (теперь 16 единиц). Полное число времен включения и выключения является постоянным, основанным на высоте рисунка.
Этот процесс повторяется до тех пор, пока не будут использованы все колонки, каждая относительно полного оборота; в случае фиг. 5 было 15 оборотов шпинделя. В этой точке процесс возвращается к командам в колонке 43.
Отметим, что в этом подходе каждый проход создает ряд узких прорезов в материале, скорее, чем большое отверстие. Поскольку эти прорезы точно совпадают для выстраивания в линию рядом и отчасти перекрываются, совокупным эффектом является отверстие. В рисунке на фиг. 5 каждое шестиугольное отверстие 44 фактически требует 7 проходов, каждый отделенный полным оборотом, распределяя энергию вокруг трубы и минимизируя локальное нагревание.
Если во время этой операции сверления линза фокусировалась на верхней поверхности материала, результатом были бы шестиугольные отверстия с достаточно параллельными стенками. Однако комбинация сверления с растровой разверткой с подходом дефокусированной линзы создает формирующую поверхность фиг. 1.
В настоящем изобретении отверстия 7 являются достаточно малыми и многочисленными. Обычный диапазон рисунков от 800 до 1400 отверстий на квадратный дюйм.
Процесс для производства нетканого материала с использованием элемента поддержки настоящего изобретения был описан в патентах США 5,098,764 и 5,244,711, оба из которых включаются здесь ссылкой.
Фиг. 6 является блок-схемой, показывающей различные шаги в процессе изготовления новых нетканых материалов настоящего изобретения. Первым шагом в этом процессе является помещение ткани из волокна на рельефный элемент поддержки (блок 1). Волокнистая ткань предварительно промачивается или намачивается, находясь на этом элементе поддержи (блок 2) для гарантирования того, что когда она будет обрабатываться, она останется на элементе поддержки. Элемент поддержки с волокнистой тканью на нем пропускается под форсунками выброса жидкости под высоким давлением (блок 3). Предпочтительной жидкостью является вода. Вода отводится от элемента поддержки предпочтительно с использованием вакуума (блок 4). Волокнистая ткань обезвоживается (блок 5). Обезвоженный сформированный материал удаляется из элемента поддержки (блок 6). Сформированный материал пропускается через ряд сушильных барабанов для сушки материала (блок 7). Затем материал может быть закончен или обработан иначе, как требуется (блок 8). Фиг. 7 является схематическим представлением одного типа устройства для выполнения процесса и создания материалов настоящего изобретения. В этом устройстве проходной конвейерный ремень 70 движется непрерывно вокруг двух разделенных промежутков вращающихся валов 71 и 72. Ремень управляется так, что он может совершать возвратно-поступательное движение или двигаться либо по направлению часовой стрелки, либо против направления часовой стрелки. В одном положении ремня, в верхней области 73 действия ремня выше ремня помещается выбрасывающий воду патрубок 74. Этот патрубок имеет множество отверстий очень малого диаметра, около 7/1000 дюйма в диаметре, с приблизительно 30 отверстиями на дюйм. Вода под давлением подается через эти отверстия. Наверху ремня помещается рельефный элемент 75 поддержки, а наверху этого рельефного элемента помещается формируемая ткань волокна. Непосредственно внизу водяного патрубка, но под верхней областью действия ремня находится всасывающий патрубок 77 для способствования удаления воды и предотвращения затопления ткани волокна. Вода из патрубка сталкивается с тканью волокна, проходит через рельефный элемент поддержки и удаляется всасывающим патрубком. Как можно понять, рельефный элемент поддержки с волокнистой тканью на нем может пропускаться под патрубком много раз, как требуется для изготовления материалов в соответствии с настоящим изобретением.
На фиг. 8 изображено устройство для непрерывного изготовления материалов в соответствии с настоящим изобретением. Это схематическое представление устройства включает проходной конвейерный ремень 80, который фактически служит в качестве рельефного элемента поддержки в соответствии с настоящим изобретением. Ремень непрерывно движется в направлении против часовой стрелки вокруг разделенных промежутком вращающихся валов, которые хорошо известны в данной области техники. Над этим ремнем располагается патрубок 79 подачи жидкости, соединяющий множество сопел. Каждая группа имеет один или более рядов отверстий очень малого диаметра, с 30 или более отверстиями на дюйм. Патрубок оснащается манометрами 88 давления и управляющими вентилями 87 для регулирования давления жидкости в каждом или группе сопел. Внизу каждой линии сопел или группы расположен всасывающий элемент 82 для удаления излишней воды и для удерживания области от затопления. Ткань 83 волокна, подлежащая формированию в нетканый материал настоящего изобретения подается на конвейерный ремень рельефного элемента поддержки. Вода распыляется через соответствующую форсунку 84 на волокнистую ткань для предварительного намачивания ткани и способствованию в управлении волокнами, когда они проходят под патрубками давления. Всасывающая прорезь 85 располагается ниже этой водяной форсунки для удаления излишней воды. Волокнистая ткань проходит под патрубком подачи жидкости, причем патрубок предпочтительно имеет повышающееся давление. Например, первые линии отверстий или сопел могут подавать жидкость под давлением 100 psi, в то время, как следующие линии сопел могут подавать жидкость под давлением 300 psi, а последние линии сопел подают жидкость под давлением 700 psi. Хотя показаны шесть линий сопел подачи жидкости, число линий или рядов сопел не является критичным, но будет зависеть от веса ткани, скорости работы, используемого давления жидкости, числа рядов отверстий в каждой линии и т.д. После прохождения между патрубками подачи жидкости и всасывания формируемый материал проходит через дополнительную всасывающую прорезь 86 для удаления излишней воды из ткани.
Предпочтительное устройство для изготовления материала в соответствии с настоящим изобретением схематически изображено на фиг. 9. В этом устройстве рельефным элементом поддержки является вращающийся барабан 90. Барабан вращается в направлении против часовой стрелки. Барабан 90 может быть сплошным цилиндрическим барабаном или может быть выполнен из множества изогнутых пластин 91, расположенных так, чтобы образовывать внешнюю поверхность барабана. В любом случае внешняя поверхность барабана 90 или внешние поверхности изогнутых пластин 91 содержат требуемую конфигурацию рельефной поддержки. Вокруг части окружности барабана расположен патрубок 89, соединяющий множество полос 92 сопел для подачи воды или другой жидкости в волокнистую ткань 93, помещенную на верхней поверхности изогнутых пластин. Каждая полоса сопла может содержать один или более ряд отверстий очень малого диаметра, приблизительно 5/1000 дюйма до 10/1000 дюйма в диаметре. Может быть 50 или 60 отверстий на дюйм или больше, если требуется. Вода или другая жидкость направляется через ряды сопел. Давление в каждой группе сопел повышается от первой группы, под которой проходит волокнистая ткань, к последней, группе. Давление управляется соответствующими управляющими вентилями 97 и контролируется манометрами 98 давления. Барабан соединяется с отстойником 94, в котором может быть создан вакуум для способствования удаления воды и для удержания области от затопления. При работе волокнистая ткань 93 помещается на верхней поверхности рельефного элемента поддержки перед патрубком 89 выброса воды. Волокнистая ткань проходит под полосами сопел и формируется в похожий на трикотаж нетканый материал. Сформированный материал затем проходит через секцию 95 устройства, где нет полос сопел, но продолжает подаваться вакуум. После обезвоживания материал удаляется с барабана и проходит ряд сушильных барабанов 96 для сушки материала.
Как отмечено выше, элемент поддержки, показанный на фиг. 1, будет создавать похожий на трикотаж нетканый материал. Фиг. 10 является копией микрофотографии похожего на трикотаж нетканого материала при увеличении приблизительно в 20 раз. Материал изготавливается из множества волокон. Как видно на микрофотографии, волокна переплетаются и перепутываются и образуют рисунок отверстий 110 в материале. Ряд этих отверстий включают петлю 120, сформированную из отрезков волокна. Каждая петля выполняется из множества, по существу, параллельных отрезков волокна. Петли представляют по форме U с замкнутым концом U, направленным вверх по направлению к верхней поверхности материала, как видно на микрофотографии. Фиг. 11 представляет копию микрофотографии противоположной, т.е. нижней поверхности материала 100 фиг. 10 при увеличении около 20 раз. Волокна в материале переплетаются и запутываются для образования рисунка отверстий 110 в материале. В некоторых из этих отверстий имеются петли 120 в форме U, сформированные из, по существу, параллельных отрезков волокон. При рассматривании с этой нижней поверхности материала открытый конец петли в форме U направлен по направлению к поверхности материала, видимого на этой микрофотографии.
Как указано здесь ранее, элемент поддержки, имеющий гладкую, ровную верхнюю поверхность с отверстиями, расположенными повсюду может быть также изготовлен лазерной обработкой. Такой элемент поддержки 700 иллюстрируется на фиг. 15 и 16. Как показано на фиг. 15 и 16, элемент 700 поддержки содержит корпус 701, имеющий верхнюю поверхность 703 и нижнюю поверхность 704. Поперек верхней поверхности в заранее определенном рисунке расположена матрица отверстий 707, распространяющихся через толщину t корпуса 701.
Элемент 700 поддержки может быть сформирован процессами "дефокусированного" лазерного сверления, описанными выше. В дефокусированном случае отверстие 707 будет иметь конусную цилиндрическую конфигурацию. Площадь поперечного сечения отверстия 707 у нижней поверхности 704 меньше, чем площадь поперечного сечения отверстия 707 у верхней поверхности 703.
Расстояние от центра до центра S смежных отверстий 707 является особенно важным. Если расстояние от центра до центра меньше, чем диаметр отверстий 707 на верхней поверхности 703, конусные, отчасти конические отверстия 707 будут пересекаться, имея результатом отверстия, окруженные матрицей пиков и впадин. Такая матрица пиков и впадин создавала бы аналогичные пики и неровности в конечной перфорированной пленке. Для того, чтобы формировать перфорированный элемент поддержки с гладкой, ровной верхней поверхностью, расстояние от центра до центра должно быть больше, чем больший диаметр отверстий 707 у верхней поверхности 703. Гладкая, ровная верхняя поверхность элемента поддержки может быть использована для изготовления гладкой плоской конечной перфорированной пленки или нетканого материала.
В предпочтительном воплощении элемент поддержки с гладкой, ровной верхней поверхностью формируется "фокусированным" лазерным сверлением. Фокусированное лазерное сверление является процессом, в котором лазерный луч фокусируется на верхней поверхности трубчатой заготовки. Заготовка может быть выполнена из полимерного материала, предпочтительно ацетала. Акрил также будет выступать удовлетворительно. В процессе фокусированного лазерного сверления с использованием устройства (фиг. 4) шпиндель с установленной на нем трубчатой заготовкой вращается перед линзой. Каретка движется так, что позиция первого отверстия совпадает с фокусной точкой линзы 29. Фокусная площадка двигается внутрь к положению фокусной точки линзы 29 на поверхности просверливаемой трубчатой заготовки, при эталонном диаметре, установленном процедурой фокусировки, упомянутой выше. Процессы сверления могут быть такими же процессами, описанными ранее, а именно, сверление ударом, сверление с прожиганием налету и сверление с растровой разверткой. Сверление с растровой разверткой, как описано относительно фиг. 3 - 5 выше, является предпочтительным воплощением.
Элемент 800 поддержки, иллюстрируемый на фиг. 19 и 20, изготавливается процессом фокусированного лазерного сверления. Как показано на фиг. 19 и 20, элемент 800 поддержки содержит корпус 801, имеющий верхнюю поверхность 803 и нижнюю поверхность 804. Поперек верхней поверхности 803 в заранее определенном рисунке расположена матрица отверстий 807, распространяющихся через толщину t корпуса 801. Как указано здесь ранее, с линзой, сфокусированной на верхней поверхности заготовки, отверстия 807 будут иметь почти параллельные стенки. Когда будет маленький конус наверху отверстия 807, требуется, чтобы расстояние от центра до центра S было достаточной величины для избежания формирования пиков и впадин. Однако это расстояние S может быть меньше, чем в процессе "дефокусированного" лазерного сверления, таким образом создавая элемент поддержки с меньшей площадью верхней поверхности и с большим числом отверстий, что имеет в результате пленку с большим числом отверстий и, следовательно, больший процент открытой площади.
Предпочтительное устройство для создания перфорированных пленок в соответствии с настоящим изобретением схематически изображен на фиг. 17. В этом устройстве элемент поддержки является вращающимся барабаном 753. Барабан вращается в направлении против часовой стрелки. Снаружи барабана 753 расположена форсунка 759 горячего воздуха, направленная так, чтобы обеспечить завесу горячего воздуха для сталкивания непосредственно с пленкой, поддерживаемой внешней поверхностью барабана 753, которая содержит множество отверстий 753a. Обеспечивается средство для отвода форсунки 759 горячего воздуха для избежания чрезмерного нагрева пленки при остановке или при низкой скорости.
Вентилятор 757 и нагреватель 758 взаимодействуют для подачи горячего воздуха в форсунку 759.
Внутри барабана 753, непосредственно внутри форсунки, находится вакуумный наконечник 760. Вакуумный наконечник 760 является радиально регулируемым и расположен так, чтобы контактировать с внутренней поверхностью барабана 753. Вакуумный насос 761 обеспечивается для непрерывного разрежения вакуумного наконечника 760.
Кроме того, во внутренней части барабана 753 и контактирующая с внутренней поверхностью барабана 753, находится охлаждающая зона 762, которая обеспечена охлаждающим вакуумным насосом 763. В охлаждающей зоне 762 этот вакуумный насос 763 вытягивает окружающий воздух через отверстия, сделанные в горячей пленке для затвердения пленки и задания рисунка, созданного в зоне перфорирования. Важно обеспечить это охлаждение перед попыткой удалить пленку с элемента поддержки для того, чтобы избежать искривления. Вакуумный насос 763 также обеспечивает средство удерживания пленки на месте в охлаждающей зоне 762 барабана 753 и обеспечивает средство для изолирования горячей пленки от действий натяжения в пленке, создаваемого намоточным устройством.
Также на фиг. 17 показаны вал 750 подачи пленки и вал 756 обработанной пленки.
Поверх элемента 64 основы помещается тонкая, сплошная, непрерывная натягиваемая пленка 67 термопластичного полимерного материала. Эта пленка может быть паронепроницаемой или паропроницаемой; она может быть гофрированной или негофрированной; она может, если требуется, обработана коронным разрядом на одной или обеих ее больших поверхностях или она может быть не обработана таким коронным разрядом. Натягиваемая пленка может содержать любые термопластичные полимерные материалы, включая, в качестве примера, полиолефины, как например, полиэтилен (высокой, линейной низкой или низкой плотности) и полипропилен; кополимеры олефинов и мономеры винила, как например, кополимеры этилена и винилацетата или винилхлорида; полиамиды; полиэфиры; поливиниловый спирт и кополимеры олефинов и мономеры акрилата, как например, кополимеры этилена и этилакрилата и этиленметилакрилат. Могут также использоваться пленки, содержащие смеси двух или более таких полимерных материалов. Относительное удлинение в продольном (обрабатываемом) направлении и поперечном направлении исходной пленки, подлежащей перфорации должно быть, по меньшей мере 100%, как определяется в соответствии с тестом ASTM N D-882, выполняемым на тестовом станке Instron, вращающемся со скоростью кулачка 50 дюймов в минуту (127 см в минуту). Толщина исходной пленки (т.е. пленки, подлежащей перфорации) является предпочтительно равномерной и может изменяться приблизительно от 0,5 до 3 миллиметров или приблизительно от 0,0005 дюйма (0,0013 см) до приблизительно 0,005 дюйма (0,076 см). Спрессованные пленки могут быть использованы в качестве пленок тары, которые модифицированы, например, обработкой поверхностно активным веществом. Исходная пленка может быть изготовлена любым известным способом, как например, отливкой, литьем под давлением или дутьем.
Увеличение области, заключенной в круг, на фиг. 17 показано на фиг. 18. Вакуумный наконечник 760 имеет две вакуумные прорези 764, 765, проходящие поперек ширины пленки. Вакуумная прорезь 764 обеспечивает зону удерживания для исходной пленки, когда она приближается к воздушному ножу 758. Вакуумная прорезь 765 соединена с источником вакуума проходным отверстием 766. Это обеспечивает надежное крепление поступающей пленки 751 к барабану 753 и изолирование от действий искривления в поступающей пленке, создаваемыми наматывающим устройством. Она также выравнивает пленку 751 на внешней поверхности барабана 753. Вторая вакуумная прорезь 765 определяет вакуумную зону перфорирования. Непосредственно между прорезями 764 и 765 расположен промежуточный поддерживающий стержень 768.
Вакуумный наконечник 760 расположен так, что точка столкновения завесы 767 горячего воздуха находится непосредственно над промежуточным поддерживающим стержнем 768. Горячий воздух подается при достаточной температуре для того, чтобы повысить температуру пленки выше ее точки размягчения.
Геометрия устройства гарантирует, что пленка 751, когда размягчается завесой 767 горячего воздуха, изолируется от эффектов растяжения удерживающей прорезью 764 и охлаждающей зоной 762. Вакуумная зона 765 перфорации непосредственно смежна завесе 767 горячего воздуха, что минимизирует время, в которое пленка является горячей и предотвращает передачу излишнего тепла в поддерживающий барабан 753.
Пример 1.
Элемент
поддержки, имеющий пики и впадины и выполненный из ацетала со средней толщиной 6 мм, был изготовлен с использованием процесса дефокусированного лазерного сверления с растровой разверткой при следующих
условиях:
Положение фокуса = 2,5 мм ниже поверхности материала
Тип линзы = положительный мениск (выпуклая)
Фокусное расстояние линзы = 5 дюймов
Мощность лазера =
1300 ватт
Скорость поверхности трубы на шпинделе = 20,3 м/мин
Продольное продвижение/реверс каретки = 0,05 мм
Размер пикселы = 0,05 мм
Линейное расстояние от центра
до центра внутри ряда = 0,75 мм (15 пиксел)
Элемент поддержки, выполненный в примере 1, показан на фиг. 13 и 14. Фиг. 12 является попиксельным изображением рисунка включения/выключения
питания лазера, запрограммированного в компьютерную программу в примере 1. Рисунок состоит из повторяющихся пар рядов отверстий, обозначенных A1, B1, A2, В2
и т.д. Отверстия в каждом ряду А имеют первую неправильную форму, а отверстия в каждом ряду В имеют вторую неправильную форму. Трубчатая заготовка приблизительно 3 фута в диаметре, 12 футов длины и 6
мм толщины сверлилась лазером с использованием устройства (фиг. 4), работавшего в соответствии с командами, содержащимися на фиг. 12 для обеспечения элемента поддержки, показанного на фиг. 13 и 14.
Процесс лазерного сверления занял около 7 дней для завершения.
На фиг. 13 иллюстрируемый элемент поддержки содержит первый ряд А отверстий (виден в верхней части фиг. 13), следующий смежный ряд В отверстий и второй ряд А отверстий ниже ряда В отверстий. Первый ряд А отверстий включает отверстие А. Следующий смежный ряд В отверстий включает отверстие В, которое смежно к отверстию А. Верхняя часть отверстия А окружается и определяется пиками 501, 502, 503, 504 и 505. Верхняя часть отверстия В окружается и определяется пиками 510, 511, 512, 513, 504 и 503. Можно увидеть, что пики 504 и 503 являются общими для обоих отверстий А и В. Линия 521 (с двойной стрелкой), распространяющаяся между пиками 501 и 504, составляет больший диаметр верхней части отверстия А, причем упомянутый больший диаметр равен 0,085 дюйма в описываемом элементе поддержки. Аналогично линия 522, распространяющаяся между пиками 503 и 512 составляет больший диаметр верхней части отверстия В, причем упомянутый больший диаметр равен 0,075 дюйма в описываемом элементе поддержки.
Различные расстояния от пика до пика, связанные с отверстием А в обсуждаемом элементе поддержки, представлены в таблице I. Различные расстояния от пика до пика, связанные с отверстием В в обсуждаемом элементе поддержки, представлены в таблице II.
Фиг. 14 является тем же цифровым изображением, как изобретение, показанное на фиг. 13, но оно отмечено и пронумеровано для того, чтобы показать расстояние между низом впадины между двумя смежными пиками и линией, соединяющей те же два пика. Например, линия 530 на фиг. 14 соединяет пики 503 и 504, связанные с отверстием А. Глубины впадин между пиками 501-506, связанными с отверстием А, показаны в верхней части таблицы III. Глубины 2 впадин, связанные с отверстием В, т.е. впадин, между пиками 510 и 511 и впадины между пиками 504 и 513, показаны в нижней части таблицы III. Впадины между остальными пиками, связанными с отверстием В, впадины между пиками 511 и 512 и между 512 и 513 являются структурными аналогами таблицы III тем впадинам между пиками 501 и 506, и 501 и 502, соответственно.
Пример 2.
Элемент поддержки, имеющий гладкую, ровную верхнюю поверхность и выполненный из ацетала со средней толщиной 6 мм, был изготовлен с использованием процесса дефокусированного
лазерного сверления с растровой разверткой при следующих условиях:
Положение фокуса = 2,5 мм ниже поверхности материала
Тип линзы = положительный мениск (выпуклая)
Фокусное
расстояние линзы = 5 дюймов
Мощность лазера = 1300 ватт
Скорость поверхности трубы на шпинделе = 20,4 м/мин
Продольное продвижение/реверс каретки = 0,05 мм
Размер
пикселы = 0,05 мм
Линейное расстояние от центра до центра внутри ряда = 1,5 мм (30 пиксел)
Элемент поддержки в примере 2, показанный на фиг. 15 и 16, был изготовлен процессом
дефокусированного лазерного сверления с растровой разверткой примера 1, за исключением, с другого рисунка растровой развертки. Рисунок растровой развертки, использованный в примере 2, показан на фиг.
21, где каждая пиксела 710, для которой лазер намеревается создать отверстие является черной, а каждая пиксела 712, где лазер выключается является белой.
Пример 3.
Элемент поддержки, имеющий пики и впадины и выполненный из ацетала со средней толщиной 6 мм, был изготовлен с использованием процесса фокусированного лазерного сверления с растворой разверткой при
следующих условиях:
Положение фокуса = О (на верхней поверхности)
Тип линзы = положительный мениск (выпуклая)
Фокусное расстояние линзы = 5 дюймов
Мощность лазера =
1300 ватт
Скорость поверхности трубы на шпинделе = 17,4 м/мин
Продольное продвижение/реверс каретки = 0,05 мм
Размер пикселы = 0,05 мм
Линейное расстояние от центра
до центра внутри ряда = 0,75 мм (15 пиксел)
Элемент поддержки в примере 3 типа, показанного на фиг. 19 и 20, и был изготовлен с использованием рисунков, показанных на фиг. 3 и 5, и процесса
сверления с растровой разверткой, описанного выше, с использованием отверстий фиг. 4.
Пример 4.
Перфорированная пленка была изготовлена с использованием элемента поддержки, изготовленного в примере 3 в комбинации с устройством, показанным на фиг. 17. Это устройство аналогично устройству, раскрытому в патенте США N 4,806,303, во выданном Бьянко и др.
Рулон исходной пленки 750, 1 миллиметровой полиэтиленовой литой пленки низкой плотности, был расположен на стенде размотки с управляемым натяжением, обычно используемом в производствах пеленок и гигиенических салфеток. Затем пленка была намотана вокруг элемента 753 поддержки на фиг. 17 и направлена в намоточное устройство с управляемым натяжением, где законченный продукт был собран в рулоне 756.
Форсунка 759 была отведена для избежания нагревания пленки до тех пор, пока не были установлены рабочий режим. Был запущен воздушный вентилятор 757 и подано питание на нагреватель 758 и регулировался до тех пор, пока температура воздуха, выходящего из форсунки 759 не достигла 225 градусов Цельсия.
Был запущен вакуумный насос 761 и регулировался для удержания пленки, закрепленной на элементе поддержки. Затем была запущена система привода и элемент поддержки вращался со скоростью поверхности 25 метров в минуту.
Затем форсунка 759 была подведена так, что горячий воздух, выходящий из форсунки 759 непосредственно сталкивался с поверхностью пленки между зоной 764 удерживания и вакуумной зоной 765 перфорации.
Температура горячего воздуха 767 затем повышалась до тех пор, пока не был получен требуемый градус перфорации. Конечная температура воздуха была 305 градусов C.
Вакуумный наконечник 760 был измерен при рабочем режиме и показал всасывание 365 мм ртутного столба.
Горячая, теперь перфорированная пленка протягивалась на элементе поддержки 753 в охлаждающую зону 762, где окружающий воздух втягивался через отверстия в пленке, отверстия в элементе поддержки и в охлаждающий вакуумный насос 763.
К тому времени, когда пленка достигла конца охлаждающей зоны, она была достаточно охлаждена для того, чтобы быть удаленной с элемента поддержки и намотанной на вал 756.
Верхняя поверхность перфорированной пленки, изготовленной в примере 4, показана на микрофотографии фиг. 22.
Несмотря на то, что несколько воплощений и вариантов настоящего изобретения описываются здесь подробно, должно быть очевидно, что описание и примеры настоящего изобретения предполагают многие альтернативные конструкции, очевидные специалистам в данной области техники.
Реферат
Изобретение относится к области лазерной обработки и производству перфорированных материалов и может найти применение при производстве нетканых материалов или тканей и перфорированных пленок. Перфорированный элемент поддержки с гладкой поверхностью получают в процессе лазерной обработки. Лазерный луч перемещают в ряде растровых разверток относительно поверхности заготовки. Во время каждой развертки лазер включают в заранее определенные интервалы достаточного времени и интенсивности для сверления одной или более дискретных частей каждого из отверстий. Устройство для изготовления перфорированной пленки содержит полый барабан, имеющий перфорированную стенку, который изготовлен посредством лазерной обработки. Перфорированную пленку или нетканый материал формируют с использованием элемента поддержки с гладкой поверхностью. Изобретение позволяет улучшить физические свойства и внешний вид тканых материалов и перфорированной пленки. 5 с. и 13 з.п. ф-лы, 22 ил., 3 табл.

Формула
Документы, цитированные в отчёте о поиске
Устройство для перфорирования листового материала
Комментарии