Подложка с микрорельефом для получения нетканого полотна и способ ее изготовления. способ получения нетканого полотна и устройство для его осуществления - RU2142527C1
Код документа: RU2142527C1
Чертежи



Описание
Нетканое полотно известно в течение многих лет. В одном из способов получения нетканого полотна волоконное полотно обрабатывают струями воды, заставляя волокна спутываться и придавая тем самым полотну дополнительную прочность. Было разработано множество способов проведения подобной обработки волоконного полотна, с целью улучшения его физических свойств и придания ему вида тканого полотна.
В патентах США 5098764 кл. B 32 B 3/10, опубл. 24.03.92 (наиболее близкий аналог предложенного изобретения) и 5244711 заявляются подложечные элементы для размещения волоконного полотна и процесс изготовления нетканого полотна. Поверхность подложек, которые описываются в Патенте США 5098764, имеют заданную топографию (микрорельеф), а также заданный узор из отверстий внутри этого микрорельефа. В одном конкретном способе осуществления изобретения подложка является трехмерной и включает множество пирамид, размещенных по шаблону на поверхности подложки. Эта специфическая подложка включает также множество отверстий, расположенных между пирамидами в тех местах, которые называются "углублениями". В указанном способе исходное волоконное полотно размещается на топографической подложке (подложка со сформированным микрорельефом). Подложка с находящимся на ней волоконным полотном проходит под струями жидкости, как правило, воды, подаваемой под высоким давлением. Струи воды заставляют волокна закручиваться и перепутываться между собой, при этом волокна образуют конкретный рисунок в зависимости от топографии (микрорельефа) подложки.
Узор, образуемый отдельными деталями и отверстиями микрорельефа подложки, очень важен для структуры получаемого нетканого полотна. Кроме того, подложка должна обладать достаточной структурной целостностью и прочностью, чтобы удержать волоконное полотно, пока струя жидкости перераспределяет волокна и перепутывает их, для получения прочной ткани. Подложка не должна претерпевать значительных искажений под действием струй воды. Кроме того, подложка должна иметь приспособления для удаления относительно больших объемов жидкости, используемой для спутывания волокон, чтобы предотвратить "захлебывание" волоконного полотна, что может воспрепятствовать эффективному перепутыванию. Обычно подложка включает дренажные отверстия, которые должны иметь достаточно небольшой размер, чтобы сохранить целостность волоконного полотна и предотвратить потерю волокон через формирующую поверхность. Далее, подложка не должна иметь заусенцев, крючков или других подобных нерегулярностей, которые могут помешать удалению с нее спутанного полотна. В то же время подложка должна быть такой, чтобы волокна волоконного полотна, которое подвергается обработке на подложке, не смывались под действием струй жидкости.
Хотя для изготовления указанных подложек со сформированным микрорельефом можно применить механическую обработку, подобный способ изготовления чрезвычайно дорог и часто приводит к образованию указанных выше заусенцев, крючков и неоднородностей. Таким образом, необходим способ изготовления подложек со сформированным микрорельефом, который был бы менее дорогим и уменьшал бы количество заусенцев, крючков и неоднородностей.
Для преодоления вышеуказанных недостатков предшествующего уровня техники согласно первому аспекту изобретения предложен способ изготовления подложки с микрорельефом для получения нетканого полотна, заключающийся в том, что по заданному рисунку в заготовке выполняют отверстия, а на верхней поверхности полученной подложки - пики и впадины, в котором, согласно изобретению, отверстия в заготовке выполняют конусообразными с формированием матрицы, образованной пиками и впадинами, окружающими каждое отверстие, при этом отверстия выполняют с помощью лазерного луча, сфокусированного таким образом, что фокальная точка расположена ниже верхней поверхности заготовки.
Предпочтительно, чтобы при формировании отверстий использовали импульсный режим работы лазера, определяемый заданной последовательностью включенных и выключенных состояний.
Целесообразно, чтобы длительность импульса и интенсивность лазерного луча в рабочем состоянии выбирали достаточными для формирования каждого отверстия за один импульс включения лазера.
Желательно, чтобы длительность импульса и интенсивность лазерного луча в рабочем состоянии выбирали достаточными для формирования дискретной части каждого отверстия за один импульс включения лазера.
Полезно, чтобы перемещали лазерный луч в серии растровых сканирований над поверхностью подложки, при этом длительность импульса и интенсивность лазерного луча в рабочем состоянии выбирали достаточными для формирования одной или большего количества дискретных частей указанных отверстий в течение каждого растрового сканирования.
Возможно, чтобы при перемещении лазерного луча вращали заготовку вокруг продольной оси и перемещали лазерный луч на один шаг вдоль продольной оси после завершения каждого оборота заготовки.
Предпочтительно, чтобы при перемещении лазерного луча вращали заготовку вокруг продольной оси и перемещали лазерный луч на один шаг вдоль продольной оси после завершения каждого оборота заготовки.
Целесообразно, чтобы каждое конусообразное отверстие выполняли с конической верхней частью.
Желательно, чтобы каждое отверстие было окружено шестью пиками и шестью впадинами.
Полезно, чтобы расстояние между центрами соседних отверстий выбирали меньшим, чем наибольший диаметр конической верхней части каждого соседнего отверстия.
Возможно, чтобы формировали матрицу, образованную пиками и впадинами, окружающими узор из конусообразных отверстий для получения нетканого полотна с трикотажным узором.
Для преодоления вышеуказанных недостатков предшествующего уровня техники согласно второму аспекту изобретения предложена подложка с микрорельефом для получения нетканого полотна, содержащая корпус с верхней поверхностью, образованной объединенными в заданный рисунок множеством пиков и впадин и множеством отверстий, в которой, согласно изобретению, каждое из отверстий имеет коническую верхнюю часть, окруженную пиками и впадинами.
Предпочтительно, чтобы каждое отверстие было окружено шестью пиками и шестью впадинами.
Целесообразно, чтобы расстояние между центрами соседних отверстий было меньше, чем наибольший диаметр конической верхней части каждого соседнего отверстия.
Желательно, чтобы рисунок, образованный на подложке пиками, впадинами и конусообразными отверстиями был сформирован для получения нетканого трикотажеподобного полотна.
Для преодоления вышеуказанных недостатков предшествующего уровня техники согласно третьему аспекту изобретения предложен способ получения нетканого полотна, заключающийся в том, что размещают слои волокна на пиках цилиндрической подложки с микрорельефом, одновременно направляют струи жидкости на слой волокна, затем на пики и затем через отверстия в подложке вращают цилиндрическую подложку по мере того, как жидкость направляют на слой волокна, удаляют жидкость, прошедшую через отверстия, и удаляют нетканое полотно с поверхности подложки, в котором, согласно изобретению, для размещения слоя волокна используют подложку, изготовленную способом по первому аспекту изобретения.
Для преодоления вышеуказанных недостатков предшествующего уровня техники согласно последнему аспекту изобретения предложено устройство для получения нетканого полотна, содержащее подложку в виде вращающегося полого барабана, верхняя поверхность которого представляет собой шаблон с множеством пиков и впадин и с множеством отверстий, средства для размещения слоя волокна на вершинах пиков верхней поверхности барабана, средства, размещенные за пределами барабана, для одновременного направления соседних струй жидкости на слой волокна, затем на пики и затем на отверстия и в барабан, средства вращения барабана по мере того, как жидкость направляется на внешнюю поверхность, средства внутри барабана для удаления жидкости в поверхности барабана, и средства для удаления нетканого полотна с поверхности барабана, в котором, согласно изобретению, в подложке каждое отверстие имеет коническую верхнюю часть, окруженную пиками и впадинами.
Иными словами, настоящее изобретение относится к способу получения подложки со сформированным микрорельефом, применяемой для изготовления нетканого полотна, и к подложке со сформированным микрорельефом, получаемой по способу, заявляемому в настоящем изобретении, которая может использоваться для изготовления нетканого полотна, напоминающего трикотаж, или аналогичного нетканого полотна. В соответствии со способом по настоящему изобретению лазерный луч направляют на заготовку, на которую должен быть перенесен рисунок в соответствии с шаблоном. Луч лазера фокусируют таким образом, чтобы фокусная точка лазера располагалась ниже верхней поверхности заготовки. Фокусирование луча лазера в точке, расположенной не на верхней поверхности заготовки, а в другом месте, в частности в точке ниже верхней поверхности, называют "расфокусировкой". После этого расфокусированный лазерный луч используется для формирования в заготовке определенного шаблона, таким образом составленного из конических отверстий, что образуется микрорельефная матрица из пиков и впадин, окружающих каждое отверстие заготовки. Отверстия имеют коническую форму, или их верхняя часть имеет коническую форму с таким углом конуса, что часть отверстия с небольшим диаметром находится на верхней поверхности получаемой подложки. Микрорельефная матрица из пиков и впадин образуется в том случае, если расстояние между центрами соседних отверстий меньше, чем наибольший диаметр верхней части отверстий. Указанное расстояние образуется при пересечении сужающихся частей соседних отверстий в толще исходной заготовки.
В одном из вариантов осуществления изобретения для изготовления подложки со сформированным микрорельефом применяют способ формирования отверстий, в котором используется процесс растрового лазерного сканирования. В указанном варианте осуществления изобретения луч лазера перемещается в серии растровых сканирований над поверхностью заготовки. Во время каждого сканирования лазер включается на определенные достаточно длительные интервалы времени и с интенсивностью, необходимой для формирования одной или нескольких дискретных частей каждого отверстия. В указанном способе для полного формирования каждого отверстия необходимо провести много сканирований. В одном из вариантов осуществления изобретения матрица, образуемая множеством пиков, впадин и отверстий, формируется таким образом, чтобы с ее использованием можно было получить нетканое полотно, напоминающее по внешнему виду трикотажное вязанное полотно.
На фиг. 1 приведен вид в изометрии одного из типов подложки со сформированным микрорельефом по настоящему изобретению.
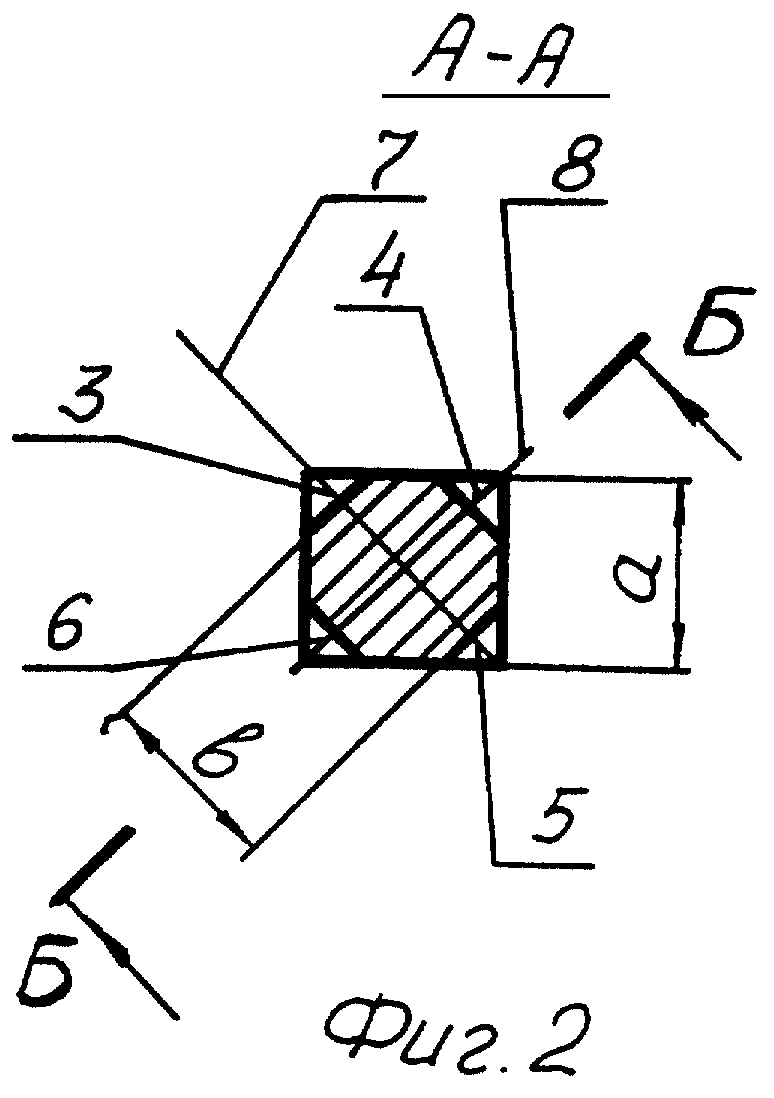
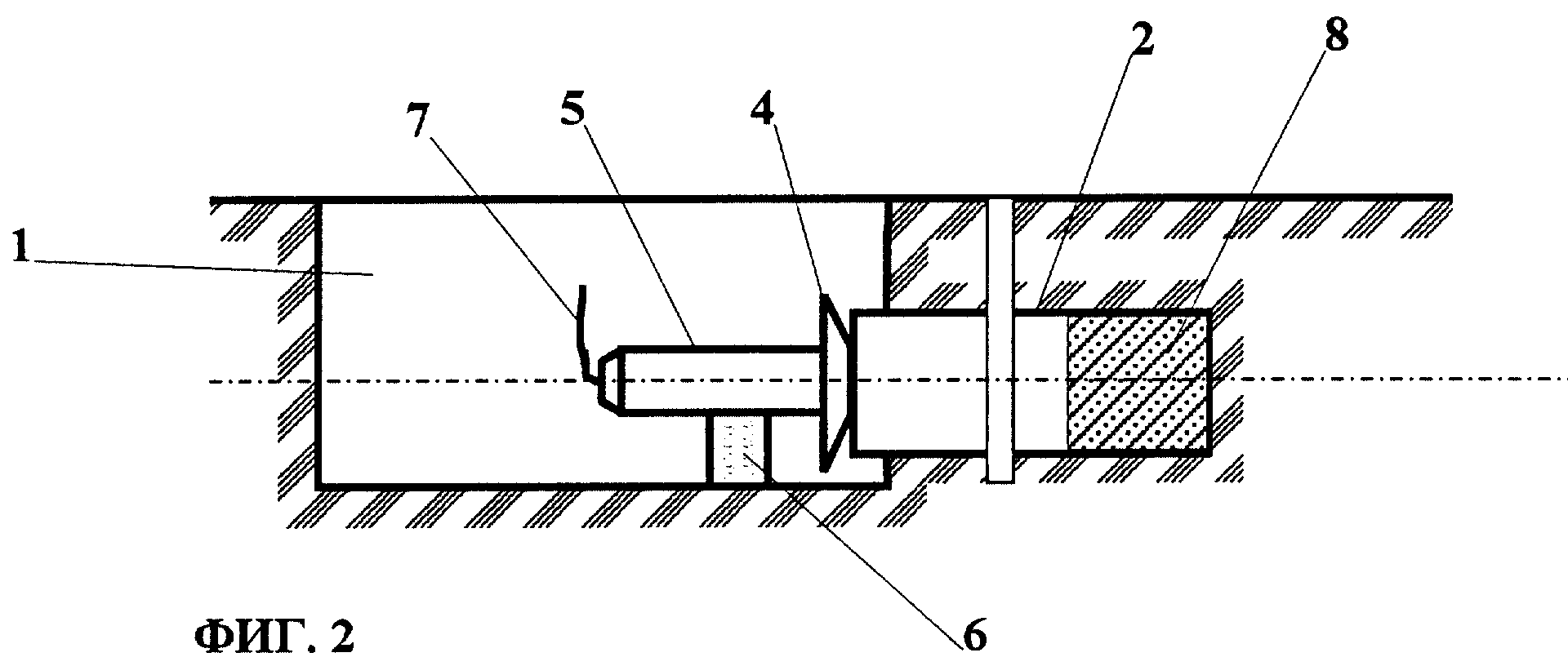
На фиг. 2 дан разрез по линии 2-2 фиг. 1.
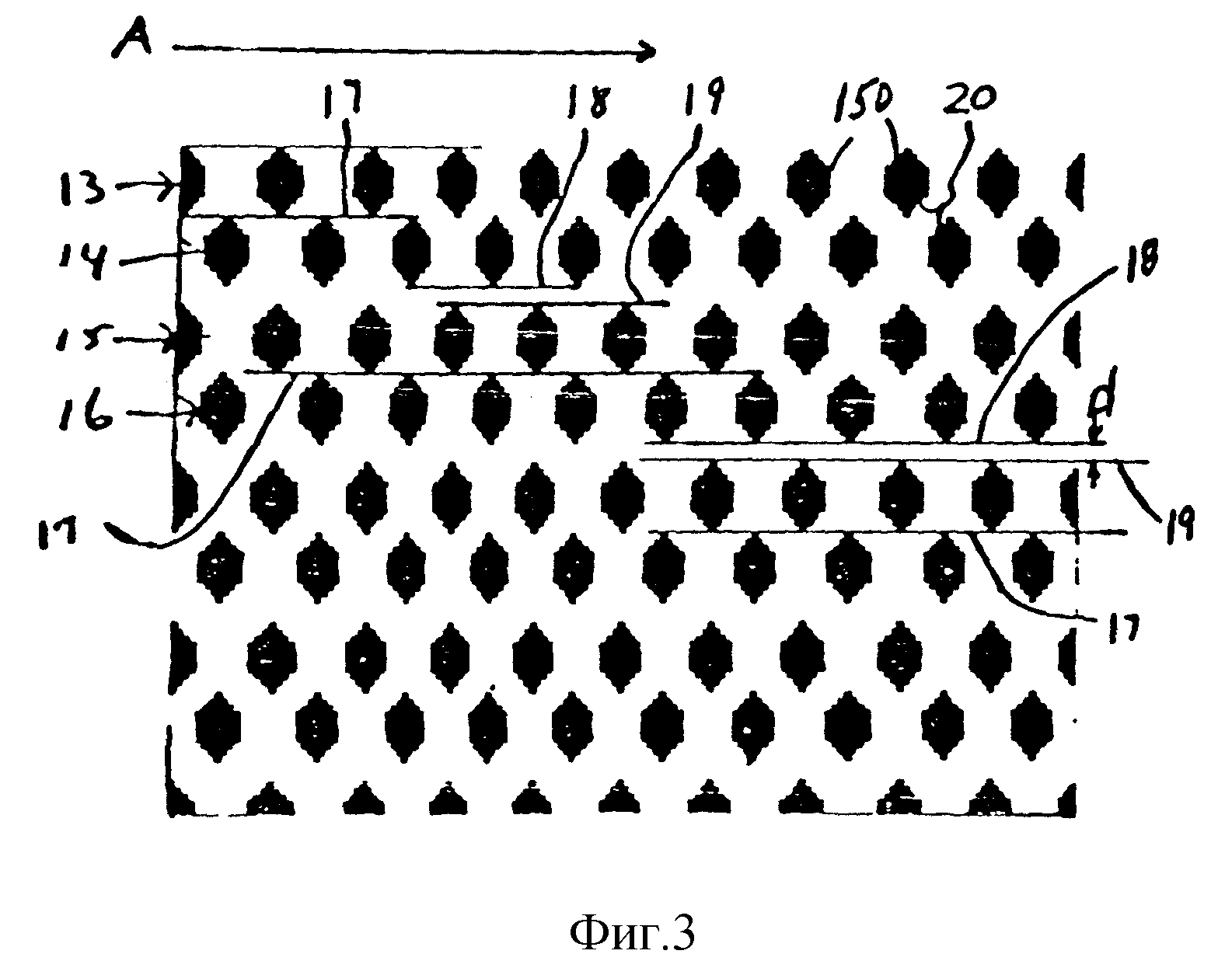
Фиг. 3 представляет собой карту шаблона для управления лазером, определяющую матрицу отверстий, которые необходимо сделать в заготовке, чтобы получить подложку со сформированным микрорельефом, изображенную на фиг. 1.
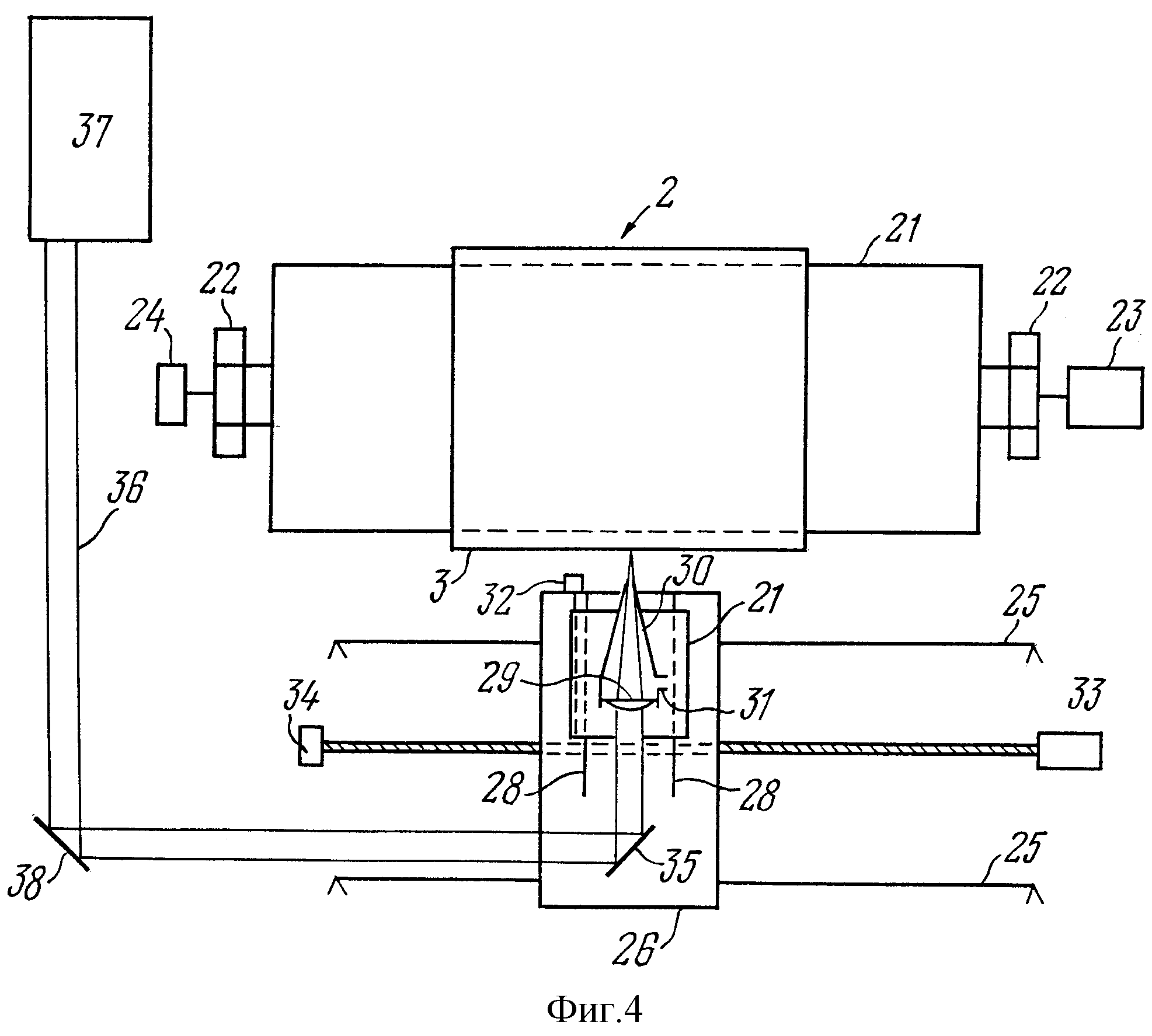
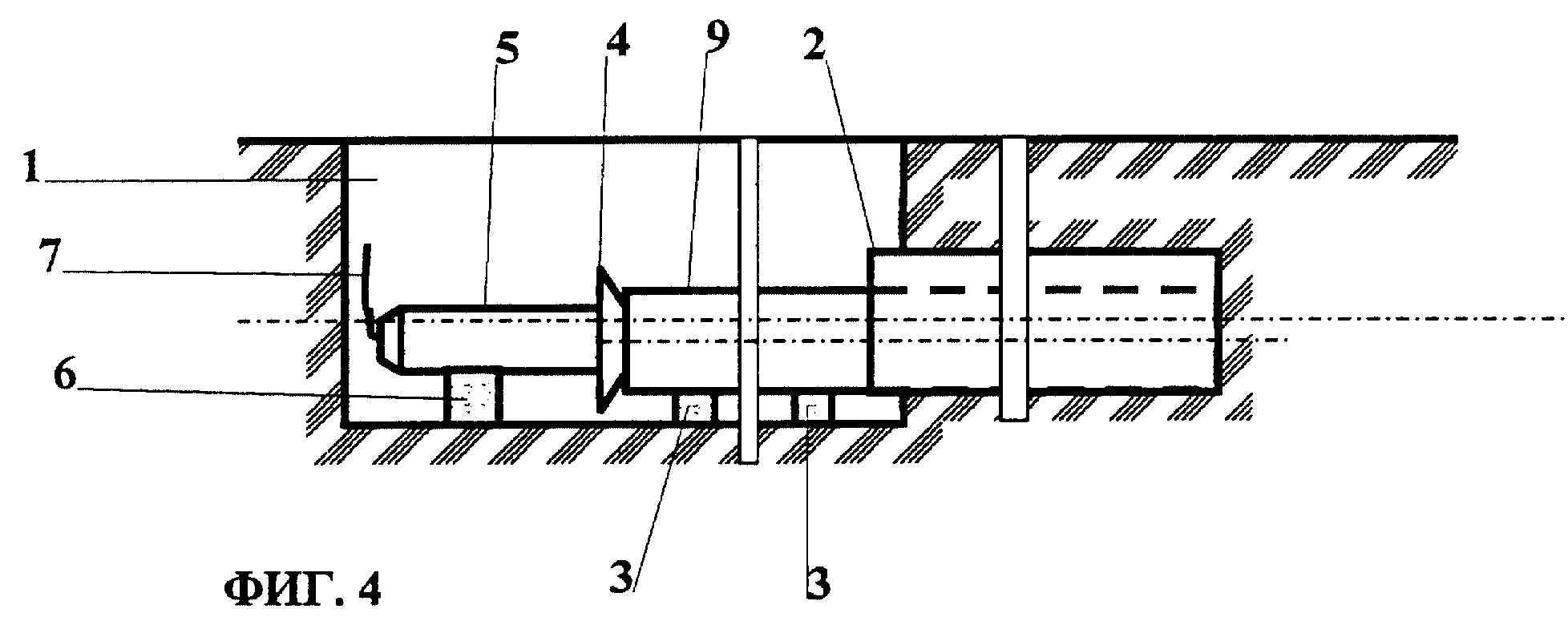
На фиг. 4 схематично представлено устройство для изготовления подложки со сформированным микрорельефом по настоящему изобретению.
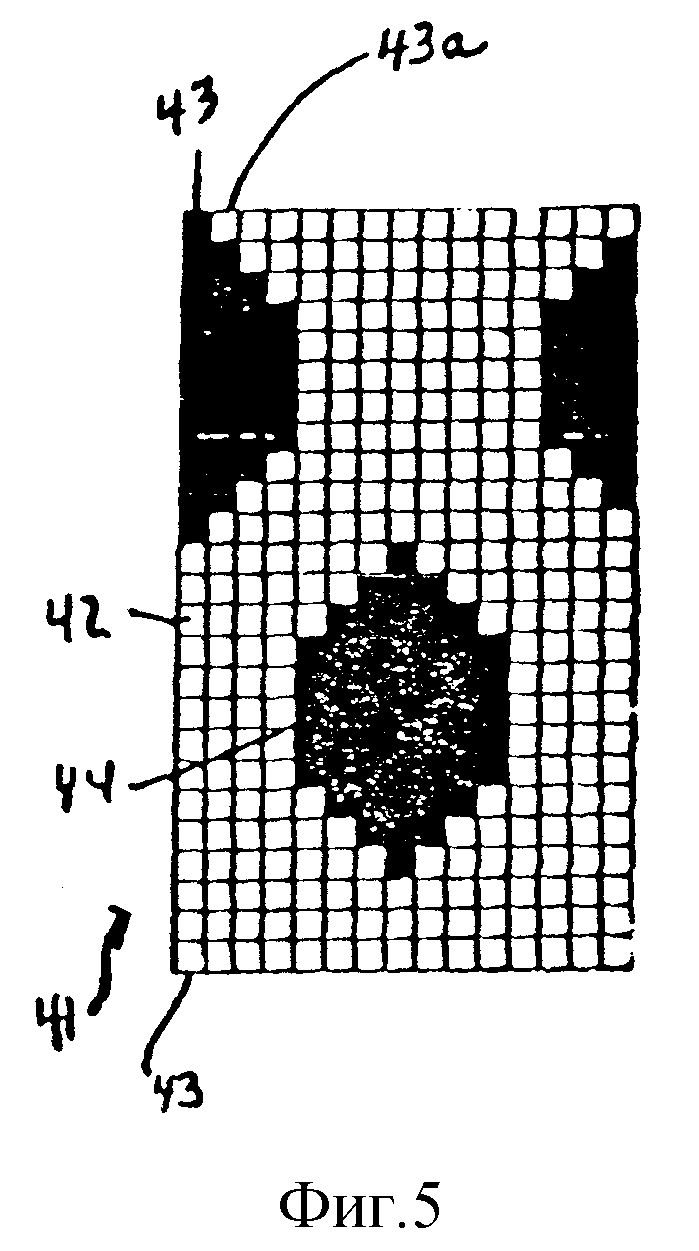
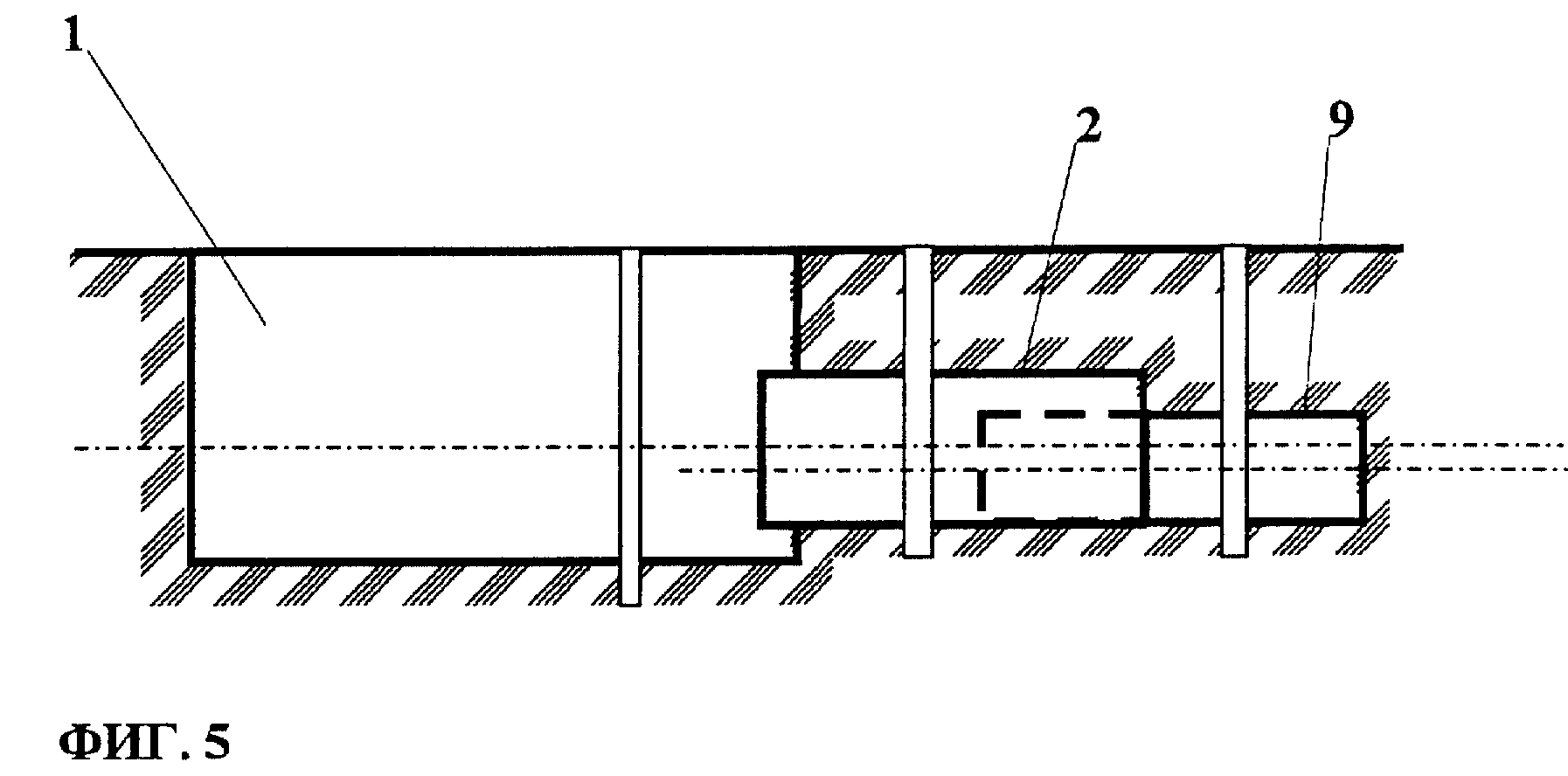
На фиг. 5 показан наименьший прямоугольный повторяющийся элемент матрицы, представленной на фиг. 3, содержащей 25 элементов изображения в длину и 15 элементов изображения в ширину.
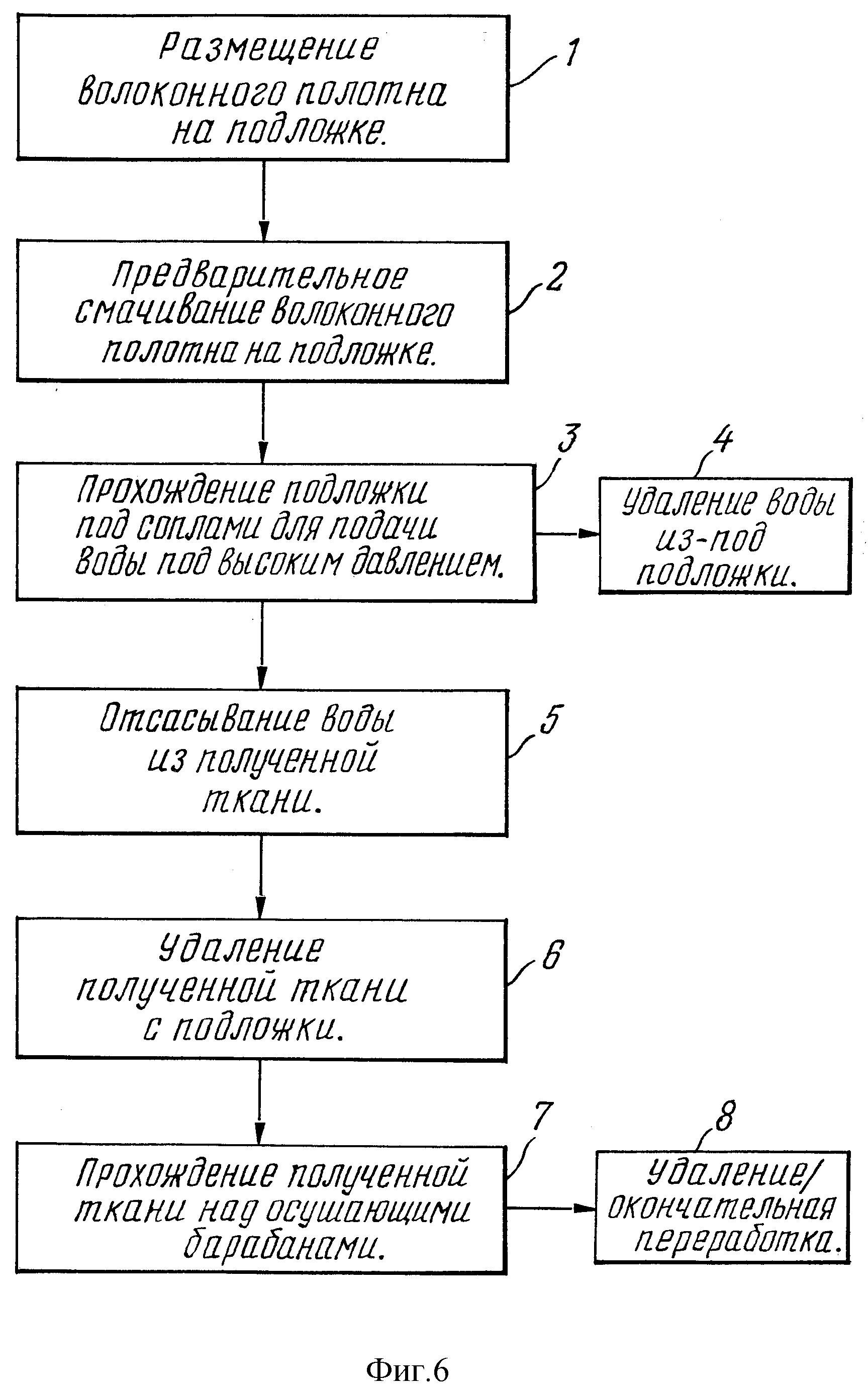
На фиг. 6 в виде блок-схемы показаны различные стадии процесса изготовления нетканого полотна с использованием подложки по настоящему изобретению.
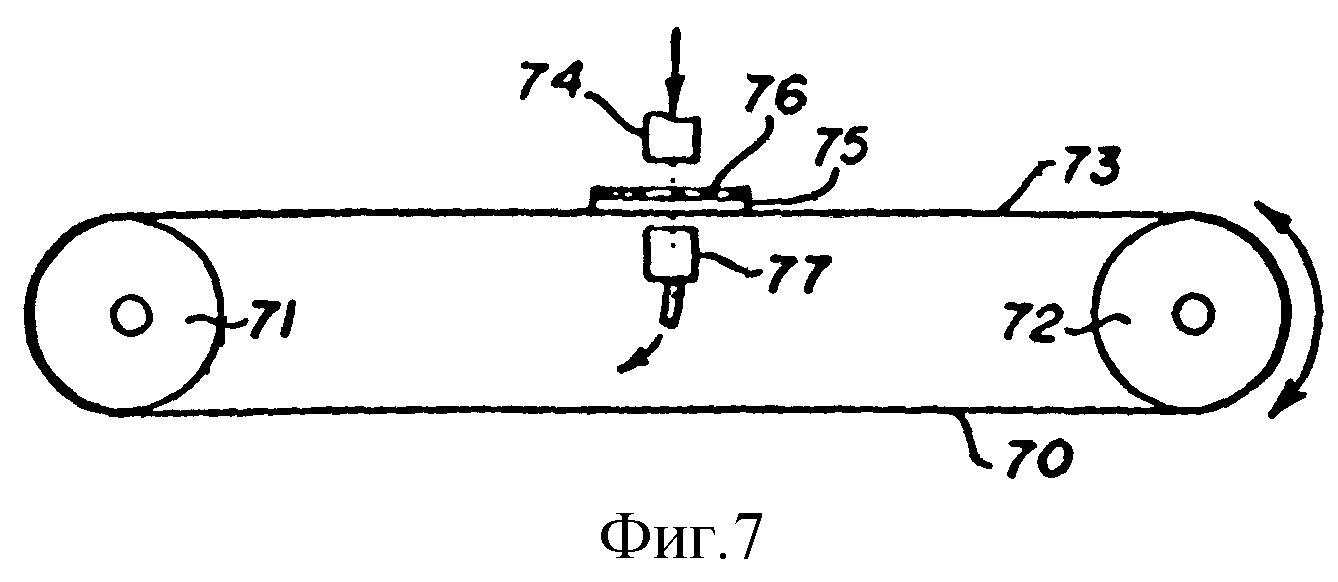
На фиг. 7 схематично представлен в разрезе один из типов устройств для изготовления нетканого полотна с использованием подложки по настоящему изобретению.
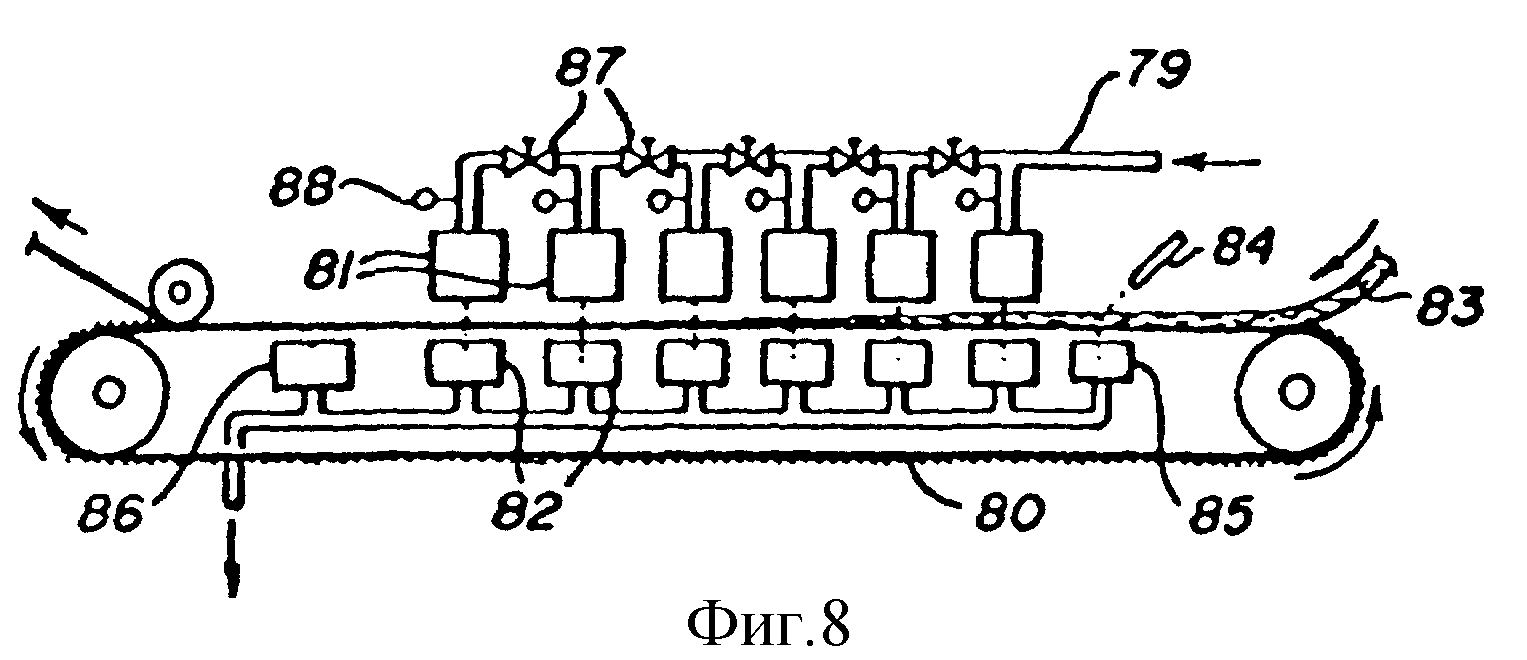
На фиг. 8 схематично представлен еще один тип устройства для изготовления нетканого полотна с использованием подложки по настоящему изобретению.
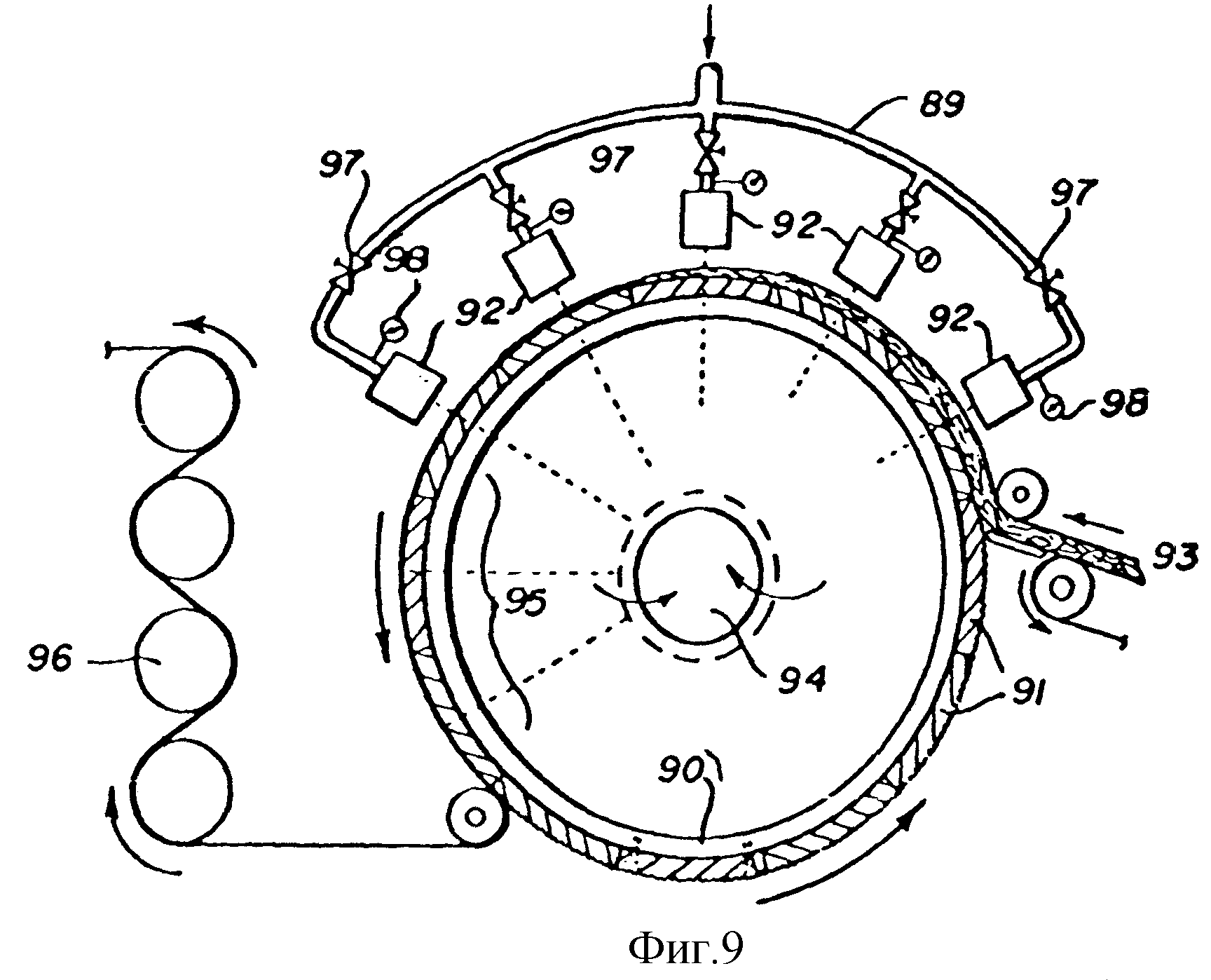
На фиг. 9 схематично представлен предпочтительный тип устройства для изготовления нетканого полотна с использованием подложки по настоящему изобретению.
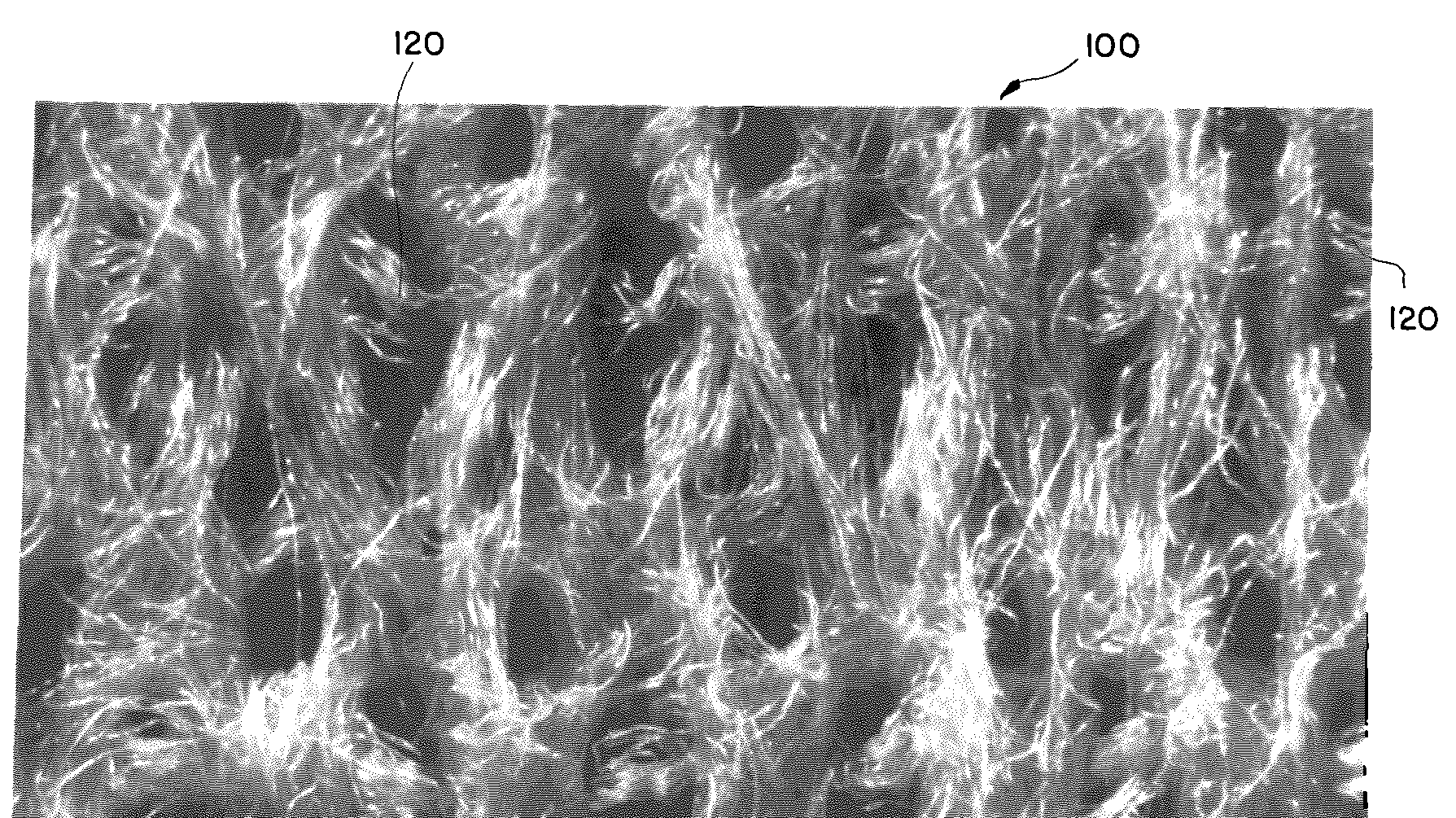
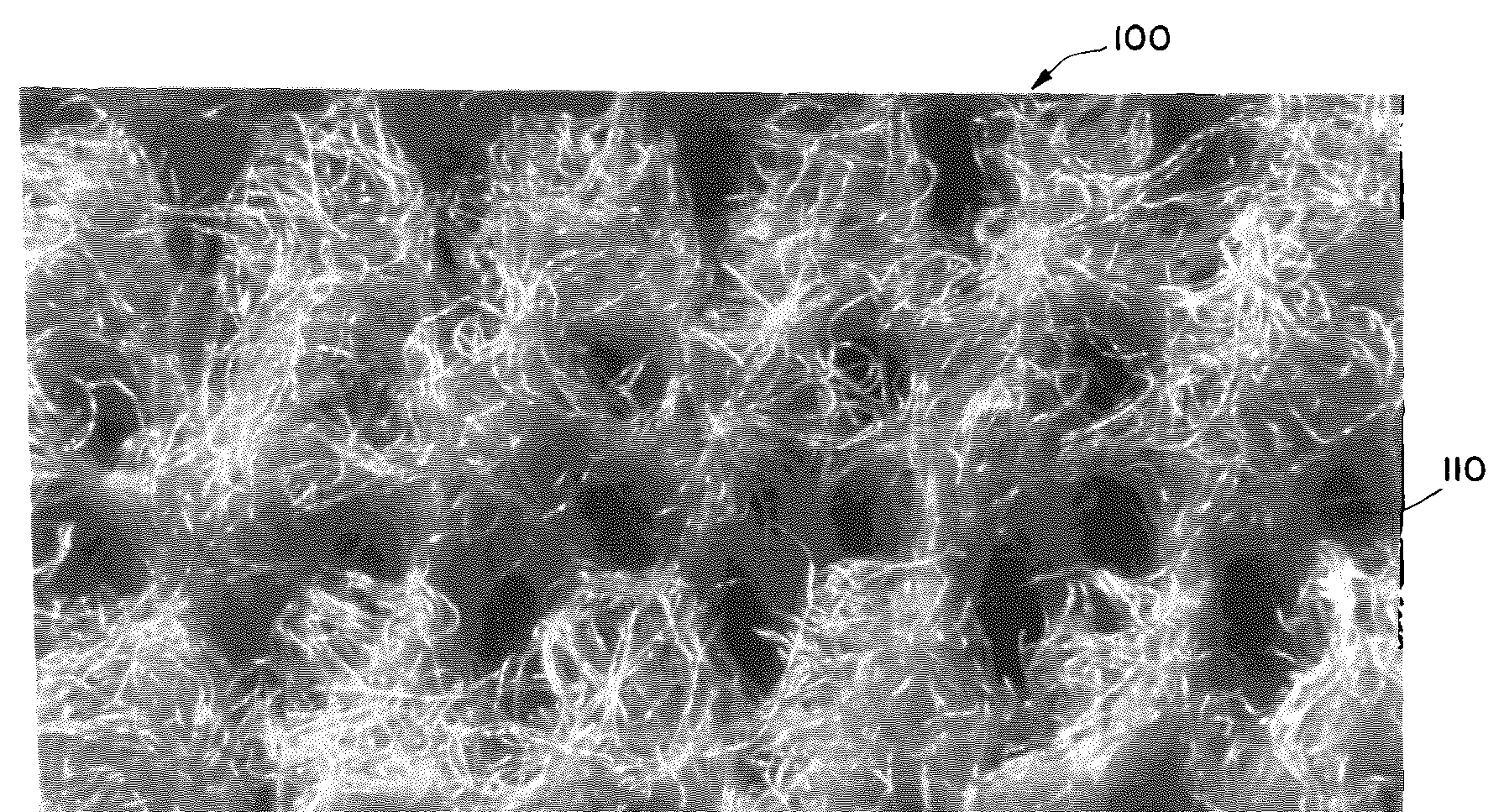
На фиг. 10 приведена микрофотография при увеличении приблизительно в 20 раз верхней поверхности нетканого полотна, напоминающего трикотаж, которое получают с использованием подложки со сформированным микрорельефом, изображенной на фиг. 1.
На фиг. 11 приведена микрофотография нижней поверхности нетканого полотна, напоминающего трикотаж, показанной на фиг. 9.
На фиг. 12 представлена карта шаблона для управления лазером, аналогичная приведенной на фиг. 3, для другой серии команд управления лазером.
Фиг. 13 представляет собой снабженный номерами образ подложки по настоящему изобретению, полученный с помощью сканирующего электронного микроскопа.
На фиг. 14 представлен еще один снабженный номерами образ подложки, приведенной на фиг. 13.
Если теперь обратиться к фиг. 1 - 14, то на фиг. 1 представлен вид в изометрии подложки со сформированным микрорельефом.
Подложка 2 включает корпус 1, имеющий верхнюю поверхность 3 и нижнюю поверхность 4. На всей верхней поверхности 3 в виде определенного рисунка располагается матрица, образованная пиками 5, разделенными углублениями 6. В виде определенного рисунка в толще подложки 2 располагается множество дренажных отверстий 7. В данном варианте осуществления изобретения каждое дренажное отверстие 7 окружено группой из шести пиков 5 и шести углублений 6.
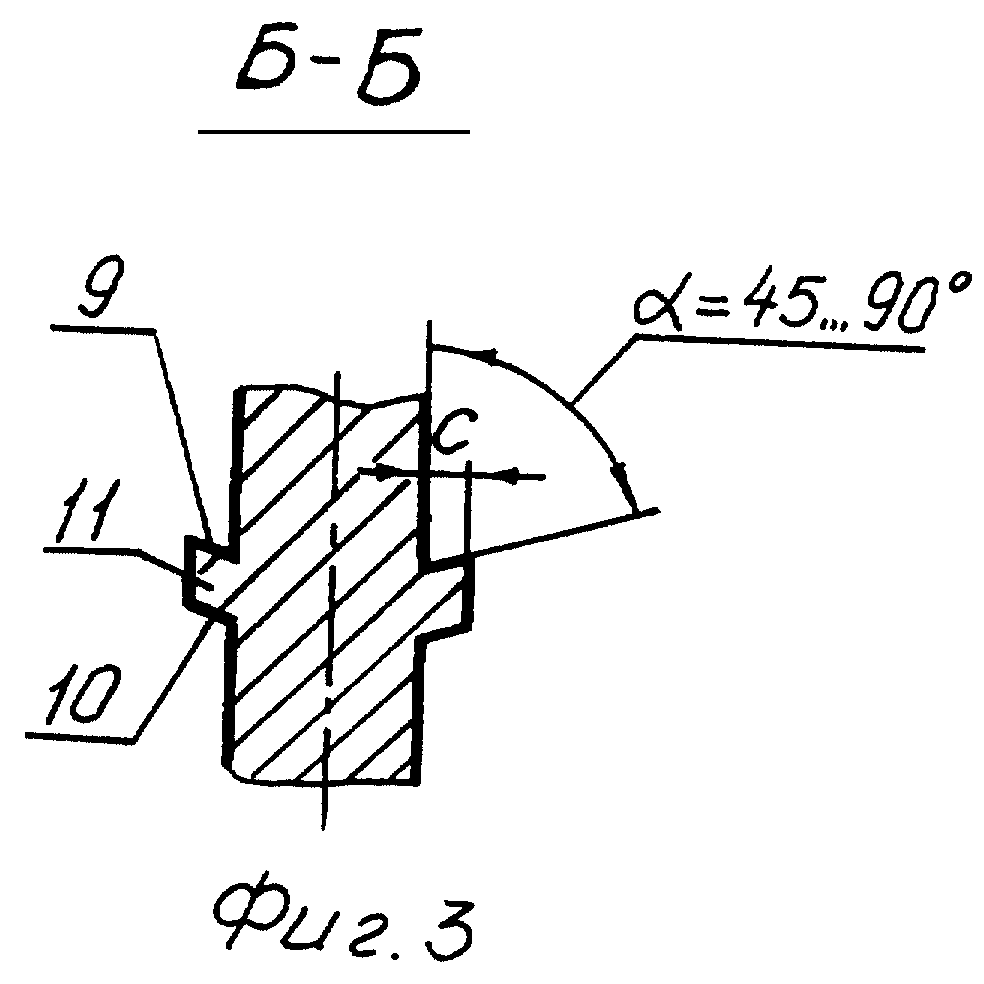
Дренажное отверстие 7 имеет верхнюю часть 7a и нижнюю часть 7b. Как видно из фиг. 1, верхняя часть отверстия 7 представляет собой стенку 10 и обычно имеет конфигурацию "патрубка с широким устьем" или "раструба". Верхняя часть 7a имеет коническую форму с большей площадью сечения вблизи верхней поверхности подложки 2 и с меньшей площадью сечения вблизи точки 10a, в которой дно указанной верхней части сходится с верхушкой нижней части 7b. Нижняя часть 7b в конкретном рассматриваемом варианте осуществления изобретения имеет конусообразную цилиндрическую конфигурацию. Площадь сечения нижней части 7b отверстия 7 больше в точке 10a, чем на нижней части 4 подложки 2. Разрез отверстия 7 приведен на фиг. 2. Линии 9 проведены тангенциально по отношению к противоположным точкам на стенках 10, при этом радиус одного отверстия находится под верхней поверхностью 3. Чтобы добиться желаемого результата, необходимо контролировать угол 11, образованный линиями 9, по отношению к толщине 12 подложки 2. Например, если угол слишком велик, то отверстие будет слишком маленьким и дренаж будет недостаточен. Если угол слишком мал, то будет образовано очень мало пиков или углублений или же они вовсе не образуются.
Немаловажное значение имеет расстояние между центрами, S, соседних отверстий (см. фиг. 1). Пики 5 и впадины 6 образованы пересечением конусообразных отверстий 7. Если расстояние между центрами отверстий больше, чем наибольший диаметр отверстия 7 на верхней поверхности 3, пересечение не наблюдается и получается подложка с гладкой плоской поверхностью с находящимися на ней коническими отверстиями. Что касается фиг. 13, то наибольший диаметр отверстия A занимает место между пиками 501 и 504 и обозначен двухсторонней стрелкой 521. Аналогично наибольший диаметр отверстия В занимает место между пиками 503 и 512 и обозначен двусторонней стрелкой 522. Наибольший диаметр данного отверстия представляет собой наибольшее расстояние между пиками, измеренное по верхней поверхности подложки между любыми парами пиков, определяющих верхнюю часть отверстия. Если расстояние между центрами соседних отверстий меньше, чем диаметр отверстия, измеренный вдоль линии, соединяющей эти центры, то поверхности конусов пересекаются, образуя впадину.
Что касается фиг. 3, то отверстия 7 изображены на нем в виде расположенных гнездами шестиугольников, однако изобретение не ограничивается лишь шестиугольниками. Могут использоваться другие отверстия другой формы, например, в виде круга, квадрата, восьмиугольника, или отверстия нерегулярной формы (см. фиг. 12), или их комбинации в зависимости от требуемой конфигурации микрорельефа. Каждый из рядов 13 и 14, простирающихся вдоль стрелки A на фиг. 3, образован множеством шестиугольников 150. Эти шестиугольники имеют семь элементов изображения (пикселов) в ширину, одиннадцать элементов изображения в длину, и каждый ряд отделяется от другого восемью элементами изображения. Ряд 13, составленный из шестиугольников, расположен близко к ряду 14. Как видно из фиг. 3, нижний кончик каждого шестиугольника в ряду 13 касается линии 17, которая, в свою очередь, касается верхнего кончика каждого шестиугольника в ряду 14. Ряды 15 и 16 повторяют расположение и расстояние между рядами 13 и 14. Расстояние между рядами 15 и 16 практически совпадает с указанным ранее расстоянием между рядами 13 и 14. Однако ряд 15 отделен от ряда 14. Как видно из фиг. 3, самые нижние кончики шестиугольников в ряду 14 касаются линии 18, в то время как самые верхние кончики шестиугольников в ряду 15 касаются линии 19. Линии 18 и 19 разделены между собой расстоянием, d, которое в матричном узоре, приведенном на фиг. 3, составляет три элемента изображения. Указанная выше матрица, составленная рядами 13, 14, 15 и 16, повторяется по всей карте шаблона, приведенной на фиг. 3. Очевидно, что расстояние между шестиугольниками в конкретном ряду или расстояние между соседними рядами могут быть неодинаковыми.
Расстояние между параллельными соседними стенками 20 двух соседних шестиугольников в карте шаблона, приведенной на фиг. 3, должно быть достаточным, чтобы подложка обладала необходимой прочностью по отношению к воздействию струй жидкости и ею можно было бы легко манипулировать.
Что касается фиг. 1, то каждое отверстие 7 окружено шестью соседними отверстиями 7. Если конусообразность всех этих отверстий 7 достаточна для получения диаметров больше, чем соответствующее расстояние между их центрами, то каждое отверстие 7 будет иметь шесть пересечений с его соседями, и эти пересечения будут образовывать шесть впадин 6. В зависимости от их глубины указанные впадины 6 могут либо пересекать верхнюю поверхность 3, так что в итоге они разделяются небольшими плато, либо пересекаться друг с другом, образуя пик 5.
Предпочтительное устройство по настоящему изобретению, которое используют для изготовления подложки со сформированным микрорельефом, приведено на фиг. 4. Исходный материал для подложки может иметь любую требуемую форму и химический состав. Подложка со сформированным микрорельефом преимущественно изготавливается из ацеталя; удовлетворительные результаты могут быть также получены с использованием акрилата. Далее, предпочтительной формой исходного материала является тонкостенная, цилиндрическая, преимущественно бесшовная труба, свободная от остаточных внутренних напряжений. Как указывается далее, цилиндрическая форма наиболее подходит предпочтительному устройству для получения нетканого полотна.
Изготавливаемые в настоящее время трубки, используемые для подложек, имеют от 2 футов (609,6 мм) до 6 футов (914,4 мм) в диаметре и длину от 2 футов (609,6 мм) до 16 футов (4876,8 мм). Толщина стенок обычно составляет 1/4 дюйма (6,35 мм). Эти размеры зависят от конструктивного оформления.
Исходная листовая трубчатая заготовка размещается на подходящей инструментальной оправке или шпинделе 21, который сохраняет ее цилиндрическую форму и позволяет заготовке вращаться вокруг своей продольной оси в подшипниках 22. Ротационный привод 23 предназначен для вращения шпинделя 21 с контролируемой скоростью. Шпиндель соединен с ротационным импульсным датчиком 24, который контролирует вращение шпинделя 21, так что в любой момент времени известно его точное радиальное положение.
С внешней стороны части шпинделя 21, имеющей наибольший диаметр, параллельно шпинделю закреплены одна или несколько направляющих 25, которые позволяют суппорту 26 перемещаться по всей длине шпинделя 21, сохраняя при этом постоянный зазор между верхней поверхностью 3 трубы 2. Привод 33 суппорта перемещает суппорт вдоль направляющих 25, при этом импульсный датчик 34 суппорта воспринимает латеральное положение суппорта относительно подложки 2. На суппорте устанавливается фокусирующий столик 27. Фокусирующий столик 27 размещается на направляющих 28 для фокусировки и может двигаться ортогонально по отношению к направлению перемещения суппорта 26, представляя собой приспособление для перемещения фокусирующей линзы 29 относительно верхней поверхности 3. Привод 32 фокуса служит для позиционирования фокусирующего столика 27 и фокусирования линзы 29.
К фокусирующему столику 27 присоединена фокусирующая линза 29, которая крепится внутри сопла 30. Сопло 30 включает устройство 31 для подачи сжатого газа в сопло 30 для охлаждения линзы 29 и поддержания ее в чистоте.
На суппорт 26 крепится также конечное отклоняющее зеркало 35, которое направляет лазерный луч 36 на фокусирующую линзу 29. На некотором расстоянии размещается лазер 37, а оптические отклоняющие зеркала 38 направляют луч на конечное отклоняющее зеркало 35. Хотя можно разместить лазер 37 непосредственно на суппорте 26 и обойтись без отклоняющих зеркал, пространственные ограничения и сервисные коммуникации к лазеру делают его размещение на расстоянии гораздо более предпочтительным.
Когда на лазер подается питание, то испускаемый луч 36 отклоняется первым из отклоняющих зеркал 38, затем конечным отклоняющим зеркалом 35, которое направляет его на линзу 29. Путь лазерного луча 36 подбирается таким образом, что если линзу 29 убрать, то луч пройдет вдоль продольной центральной линии шпинделя 21.
Если линза 29 установлена в нужном положении, то луч фокусируется вниз, но недалеко от верхней поверхности 3. Фокусировка луча ниже верхней поверхности идентифицируется как "расфокусировка" лазерного луча относительно поверхности трубы.
Хотя настоящее изобретение может использоваться с разными лазерами, предпочтительным лазером является лазер с быстрой накачкой на диоксиде углерода, который может генерировать луч с мощностью до 2500 Вт. Описываемый здесь процесс ни в коем случае не зависит от наличия лазера с такой большой мощностью, поскольку отверстия в подложке успешно были проделаны с использованием лазера с медленной накачкой на оксиде углерода, мощность которого не превышает 50 Вт.
Когда луч 36 проходит через фокусирующую линзу 29, она концентрирует энергию в центре луча. Лучи сгибаются не в одной точке, а скорее внутри пятна с небольшим диаметром. Пятно с наименьшим диаметром называют фокусом или фокальной точкой. Это происходит на некотором расстоянии от линзы, которое называют фокусным расстоянием. На расстояниях как меньших, так и больших, чем фокусное расстояние, измеряемые размеры пятна будут больше, чем минимальное.
Чувствительность по отношению к положению фокуса обратно пропорциональна фокусному расстоянию. Минимальный размер пятна прямо пропорционален фокусному расстоянию. Таким образом, линзы с малым фокусным расстоянием могут обеспечить меньший размер пятна, однако их позиционирование должно быть более точным и на него значительное влияние оказывает шероховатость поверхности. Линзы с большим фокусным расстоянием менее прихотливы к расположению мишени, однако с их помощью можно получить пятно лишь большего размера. Таким образом, помимо распределения мощности, которое оказывает влияние на верхнюю коническую часть формируемого отверстия, расфокусировка луча ниже поверхности также приводит к увеличению угла и длины конуса и, следовательно, оказывает влияние на размер пиков и впадин.
Чтобы изготовить подложку, необходимо осуществить первичную стадию фокусировки. Как только листовая трубчатая заготовка 2 размещается на шпинделе 21, лазер включается на короткие импульсы, а шпиндель слегка вращается в промежутках между импульсами таким образом, что формируется серия небольших впадин. Затем фокусирующий столик 27 приводится в движение относительно центральной линии шпинделя, с целью изменить положение фокуса, и формируется следующая серия впадин. Обычно получают матрицу, содержащую 20 рядов по 20 впадин в каждой. Впадины исследуют под микроскопом и идентифицируют ряд, содержащий впадины самого маленького размера. Его регистрируют в качестве опорного диаметра для верхней поверхности 3 листовой трубчатой заготовки, на которую сфокусирован луч.
Выбирают нужный шаблон, например, такой, как приведенный на фиг.3. Шаблон изучают, с целью определить, сколько копий потребуется, чтобы перекрыть всю длину окружности заготовки и покрыть поверхность без образования явного стыка. Аналогичную процедуру проделывают при каждом повторе, продвигаясь вдоль продольной оси трубчатой заготовки, и определяют общее количество копий. Полученные данные заносят в компьютер, управляющий лазерной машиной для формирования отверстий.
В процессе работы шпиндель с размещенной на нем трубчатой заготовкой вращается перед линзой. Суппорт передвигают таким образом, чтобы положение первого отверстия соответствовало фокальной точке линзы 29. Двигатель перемещает фокусирующий столик внутрь, так что фокальная точка оказывается внутри материала, в котором формируется отверстие. Запускают лазер, комбинируя уровнями мощности и продолжительностью импульсов. Как видно из фиг. 2, диаметр отверстия на верхней поверхности 3 значительно больше, чем диаметр отверстия на нижней поверхности 4. Чтобы получить нужный микрорельеф, следует установить и контролировать два фактора. Во-первых, степень, с которой линза сфокусирована внутрь заготовки, увеличивает угол конуса 11, и, во-вторых, увеличение уровня мощности или продолжительности импульса увеличивает глубину и диаметр. Как только получается отверстие нужного диаметра с нужным конусом, привод кругового перемещения и привод перемещения суппорта можно передвинуть на один шаг и вновь установить подложку таким образом, чтобы положение следующего отверстия, которое необходимо сформировать, соответствовало фокусной точке. Затем процесс повторяют до тех пор, пока не будут получены все отверстия в соответствии с выбранным шаблоном. Этот способ называют "ударным" сверлением.
Если выбранный лазер не обладает достаточной мощностью, то шпиндель и суппорт можно не останавливать во время импульса лазера. Импульсы могут быть настолько короткими, что любое перемещение заготовки в процессе формирования отверстий оказывается несущественным. Этот способ известен как "стрельба на лету".
Если лазер может восстановиться достаточно быстро, то заготовку можно перемешать с фиксированной скоростью и каждое отверстие будет формироваться в течение одного импульса лазера. Для шаблона, представленного на фиг. 3, лазер обычно запускают в импульсном режиме, чтобы получить полный столбец, суппорт перемещают на шаг, устанавливая в положении для формирования следующего столбца, и запускают импульсы лазера для следующей серии отверстий.
Одной из проблем, которая может возникнуть в зависимости от материала и плотности узора, образованного отверстиями, является подвод большого количества тепла к небольшой части площади формируемой поверхности. Могут возникнуть значительные возмущения, которые могут привести к нарушению точности узора. В некоторых случаях могут частично наблюдаться значительные отклонения от размеров, так что поверхность перестает быть цилиндрической и теряет правильную форму. В экстремальной ситуации трубка может сломаться.
В предпочтительном варианте осуществления настоящего изобретения, в котором эта проблема устраняется, используют процесс, называемый сверлением при расфокусированном растровом сканировании.
В этом способе шаблон уменьшают до наименьшего прямоугольного повторяющегося элемента 41, как это показано на фиг. 5. Этот повторяющийся элемент содержит всю информацию, требуемую для получения узора по фиг. 3. Если его использовать как мозаику и размещать, прикладывая конец к концу и сторона к стороне, то в итоге можно получить весь узор.
Этот повторяющийся элемент далее разделяют на сетку более мелких единиц прямоугольной формы или элементов изображения (пикселов) 42. Хотя обычно они имеют форму квадрата, в некоторых случаях более удобно использовать пикселы с неравными пропорциями.
Каждый ряд пикселов представляет собой результат одного прохода заготовки через фокус лазера. Этот ряд повторяют столько раз, сколько необходимо, чтобы получить полный оборот вокруг подложки 2. Там, где лазер должен сформировать отверстие, каждый элемент изображения имеет черный цвет. Те элементы изображения, где лазер отключен, являются белыми.
Чтобы начать формирование отверстий вверху первого ряда элементов изображения, приведенного на фиг. 5, по мере того, как шпиндель вращается с фиксированной скоростью, запускают лазер, поддерживают постоянный уровень энергии для 11 элементов изображения, а затем отключают. Эти элементы изображения подсчитываются с помощью кругового импульсного датчика 24, показанного на фиг. 4. Лазер остается в выключенном состоянии для следующих 14 единиц. Эту последовательность серий включения и выключения лазера повторяют для первого оборота, при этом шпиндель возвращается в исходное положение, затем привод 33 суппорта перемещает суппорт на одну единицу, и компьютер готов для формирования столбца 43a.
При формировании столбца 43a лазер имеет более короткое "время включения" (теперь 9 единиц) и более длительное "время выключения" (теперь 16 единиц). Общее количество времени включения и времени выключения постоянно и зависит от высоты узора.
Указанный процесс повторяют до тех пор, пока не будут использованы все ряды вдоль каждого оборота; для фиг. 5 необходимо совершить всего 15 оборотов шпинделя. После этого вновь процесс возвращается к командам для ряда 43.
Отметим, что при таком подходе при каждом проходе формируется не большое отверстие, а ряд узких надрезов. Поскольку эти надрезы точно расположены, так чтобы они соприкасались своими сторонами и перекрывались, то в итоге получается отверстие. На узоре, приведенном на фиг. 5, каждое шестиугольное отверстие 44 на самом деле требует 7 проходов, разделенных полным оборотом, при этом энергия распределяется вокруг трубы и уменьшается локальный нагрев.
Если в процессе операции сверления линза была сфокусирована на верхней поверхности материала, то в результате можно получить шестиугольные отверстия с достаточно параллельными стенками. Комбинация растрового сканирующего сверления и расфокусировки линзы приводит тем не менее к формированию на поверхности микрорельефа, изображенного на фиг. 1.
В настоящем описании отверстия 7 являются достаточно маленькими и многочисленными. Типичный шаблон включает от 800 до 1400 отверстий на квадратный дюйм.
Способ получения нетканого полотна с использованием подложки по настоящему изобретению описывается в Патентах США NN 5098764 и 5244711, которые оба приводятся здесь для справок.
Фиг. 6 представляет собой блок-схему, на которой показано несколько стадий процесса получения нового нетканого полотна по настоящему изобретению. Первой стадией указанного процесса является размещение волоконного полотна на топографической подложке (подложке со сформированным микрорельефом) (блок 1). Волоконное полотно предварительно увлажняют или промачивают, когда оно уже находится на подложке (блок 2), для того, чтобы оно не смещалось с подложки в процессе обработки. Подложка с находящимся на ней волоконным полотном проходит под соплами, из которых под большим давлением подается жидкость (блок 3). Предпочтительной жидкостью является вода. Вода отводится от подложки преимущественно с использованием вакуума (блок 4). Волоконное полотно обезвоживается (блок 5). Обезвоженное сформированное полотно удаляется с подложки (блок 6). Сформированное полотно далее проходит серию сушильных барабанов, чтобы ткань высохла (блок 7). Затем ткань проходит финишную обработку или подвергается, если необходимо, дальнейшей переработке (блок 8). На фиг. 7 схематично представлен один из типов устройств для осуществления процесса и получения тканей по настоящему изобретению. В указанном устройстве дырчатый ремень конвейера 70 постоянно движется между двумя пространственно разделенными вращающимися валками 71 и 72. Ремень приводится в движение таким образом, что направление его движения может быть изменено на противоположное, т.е. он может перемещаться как по часовой, так и против часовой стрелки. Над верхним участком 73 ремня располагается соответствующий коллектор 74, откуда подается вода. Этот коллектор содержит множество отверстий с очень маленьким диаметром, приблизительно около 7/1000 дюйма (0,178 мм) в диаметре, количество которых достигает 30 на дюйм. Через эти отверстия подается вода под давлением. На ремне располагается подложка 75 со сформированным микрорельефом, а на указанной подложке размещается волоконное полотно 76, которое подвергают обработке. Непосредственно под водяным коллектором, теперь уже под нижним участком ремня, располагается коллектор для отсасывания 77, помогающий удалять воду и препятствующий переполнению волоконного полотна водой. Вода, поступающая из коллектора для подачи воды, ударяется о волоконное полотно, проходит через подложку со сформированным микрорельефом и удаляется коллектором для отсасывания. Очевидно, что подложка со сформированным микрорельефом с расположенным на ней волоконным полотном может проходить под коллектором, если необходимо, несколько раз, так чтобы получилась ткань по настоящему изобретению.
На фиг. 8 приведено устройство для осуществления непрерывного процесса производства тканей по настоящему изобретению. Это схематическое изображение устройства включает дырчатый ремень 80, который в соответствии с настоящим изобретением и является подложкой со сформированным микрорельефом. Ремень непрерывно движется против часовой стрелки вокруг пространственно разделенных вращающихся валков, что хорошо известно из области техники. Над указанным ремнем расположен коллектор 79 для подачи жидкости, соединяющий множество линий или групп 81 отверстий. Каждая группа включает по меньшей мере один ряд или большее количество рядов отверстий с очень маленьким диаметром, при этом количество указанных отверстий в каждом ряду может составлять тридцать и более на дюйм. Коллектор снабжен манометром 88 и управляющим вентилем 87 для регулирования давления жидкости в каждой линии или группе отверстий. Под каждой линией или группой отверстий располагается отсасывающее устройство 82 для удаления избытка воды и предотвращения захлебывания рабочей зоны. Волоконное полотно 83, которое превращают в нетканое полотно по настоящему изобретению, поступает на подложку со сформированным микрорельефом на ленте конвейера. Через соответствующее сопло 84 на волоконное полотно подается вода, с целью его предварительного смачивания и облегчения контроля за волокнами по мере их прохождения под коллекторами, подающими воду под давлением. Под указанным соплом для подачи воды размещается канал 85 для отсасывания, удаляющий избыточную воду. Волоконное полотно проходит под подающим жидкость коллектором, при этом жидкость предпочтительно подается под давлением. Например, первая линия отверстия может подавать жидкость с силой 100 фунтов на квадратный дюйм (689,5 кПа), в то время как следующая линия отверстий может подавать жидкость с силой 300 фунтов на квадратный дюйм (2068,5 кПа), а последняя линия отверстий может подавать жидкость с силой 700 фунтов на квадратный дюйм (4826,5 кПа). Хотя показано шесть линий отверстий, количество линий или рядов отверстий не является критическим, а определяется весом полотна, скоростью выполнения операции, применяемым давлением воды, количеством рядов отверстий в каждой линии и т.п. После прохождения через коллекторы для подачи и отсасывания воды полученная ткань проходит над дополнительным каналом 86 для удаления из нее избытка используемой воды.
Предпочтительное устройство для изготовления тканей в соответствии с настоящим изобретением схематично представлено на фиг. 9. В указанном устройстве подложкой со сформированным микрорельефом является вращающийся барабан 90. Барабан вращается против часовой стрелки. Барабан 90 может иметь форму вытянутого цилиндра и может быть изготовлен из множества волнистых пластинок 91, расположенных таким образом, что они образуют внешнюю поверхность барабана. В любом случае внешняя поверхность барабана 90 или внешняя поверхность волнистых пластинок 91 образует нужную конфигурацию микрорельефа подложки. Над периферийной частью барабана размещается коллектор 89, соединяющий множество планок 92 с форсунками для подачи воды или другой жидкости к волоконному полотну 93, которое размещено на внешней поверхности волнистых пластинок. Каждая планка с форсунками может включать ряд или несколько рядов очень тонких однородных цилиндрических отверстий с диаметром приблизительно от 0,005 дюйма (0,0127 см) до 0,010 дюйма (0,0254 см). Если необходимо, то количество отверстий может составлять от 50 до 60 отверстий на дюйм или более. Через ряды отверстий подается вода или другая жидкость. Давление в каждой группе отверстий повышается от первой группы, под которой проходит волоконное полотно, до последней группы. Давление контролируется соответствующими вентилями управления давлением 97, при этом величина давления регистрируется манометрами 98. Барабан соединен с отстойником 94, к которому может прилагаться вакуум, чтобы облегчить удаление воды и предотвратить захлебывание рабочей зоны. В процессе производства волоконное полотно 93, прежде чем оно пройдет под коллектором 89 для подачи воды, помещается на верхнюю часть подложки со сформированным микрорельефом. Волоконное полотно проходит под планками с отверстиями и превращается в нетканое полотно, напоминающее трикотаж. Полученная ткань затем проходит над секцией 95 устройства, где нет планок с отверстиями, однако вакуум продолжают прикладывать. Ткань после удаления воды снимают с барабана и пропускают через серию сушильных барабанов 96 для окончательной сушки полотна.
Как указано ранее, подложка, приведенная на фиг. 1, позволяет получить нетканое полотно, напоминающее трикотаж. На фиг. 10 приведена фотокопия микрофотографии нетканого полотна, напоминающего трикотаж, при увеличении приблизительно в 20 раз. Ткань 100 образована множеством волокон. Как видно из микрофотографии, волокна переплетены и перекручены и образуют отверстия 110 в ткани. Некоторые из этих отверстий имеют петли 120, образованные сегментами волокон. Каждая петля образуется из множества практически параллельных сегментов волокон. Петли имеют U-образную форму, при этом, как видно из фотографии, закрытая часть направлена вверх по отношению к верхней поверхности ткани. Фиг. 11 представляет собой фотокопию микрофотографии противоположной, т.е. нижней поверхности ткани 100, приведенной на фиг. 10, при увеличении приблизительно в 20 раз. Волокна переплетены и перекручены и образуют отверстия 110 в ткани. Некоторые из этих отверстий имеют петли 120, образованные практически параллельными сегментами волокон. Если смотреть со стороны этой нижней поверхности ткани, то открытая часть U-образной петли направлена в сторону поверхности ткани, которая видна на указанной микрофотографии.
Пример 1.
Подложку из ацеталя со средней
толщиной 6 мм получают, используя следующий набор параметров:
Положение фокуса = 2,5 мм ниже поверхности вещества
Тип линзы = положительный мениск
Фокусное расстояние линзы
= 5 дюймов (12,7 см)
Мощность лазера = 1300 Вт
Скорость движения поверхности трубки на шпинделе = 20,3 м/мин
Продольное перемещение суппорта за один оборот = 0,05 мм
Размер пиксела = 0,05 мм
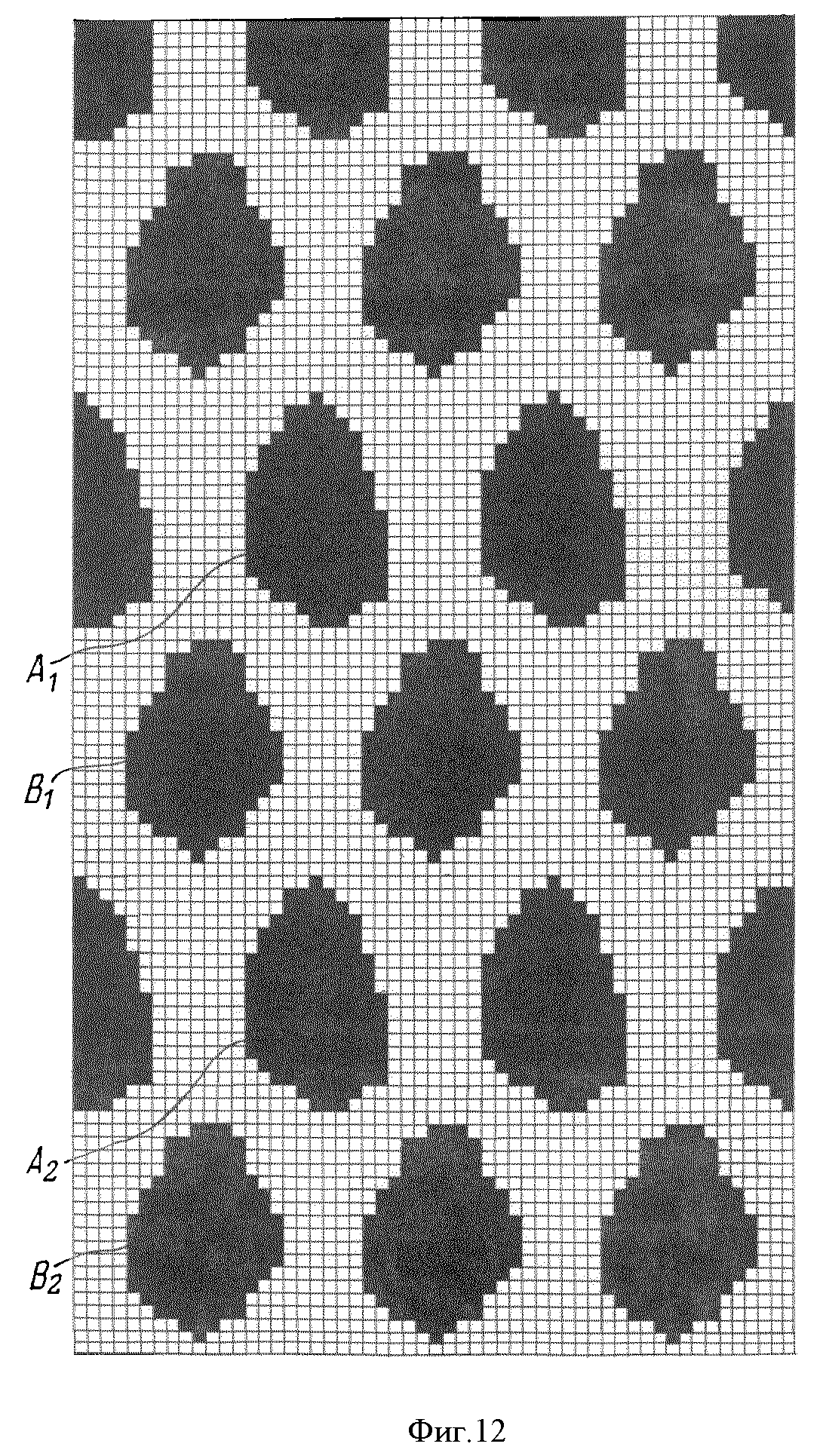
Фиг. 12 представляет собой изображение пиксел за пикселом матрицы включения/выключения лазера, введенной в память управляющего компьютера. Эта матрица составлена из
повторяющихся пар рядов отверстий, обозначенных A1, B1, A2, B2 и т.д.
Отверстия в каждом ряду A имеют первую нерегулярную форму, а отверстия в каждом ряду B имеют вторую нерегулярную форму. В трубчатой заготовке приблизительно 3 фута (914,4 мм) в диаметре, 12 футов (3657,6 мм) в длину и 6 мм в толщину формируют микрорельеф, используя устройство по фиг. 4, которое функционирует в соответствии с инструкциями, содержащимися на фиг. 12, с целью получить подложку, приведенную на фиг. 13 и 14. Весь процесс формирования микрорельефа с помощью лазера требует семи дней.
На фиг. 13 приведена подложка, включающая первый ряд A отверстий (показаны в верхней части фиг. 13), следующий соседний ряд B отверстий и второй ряд A отверстий, расположенный под рядом B. Первый ряд A отверстий включает отверстие A. Следующий соседний ряд B отверстий включает отверстие B, которое соседствует с отверстием A. Верхняя часть отверстия A окружена и определяется пиками 501, 502, 503, 504, 505 и 506. Верхняя часть отверстия B окружена и определяется пиками 510, 511, 512, 513, 504 и 503. Понятно, что пики 504 и 503 являются общими как для отверстий A, так и отверстий B. Линия 521 (с двумя стрелками) проходит между пиками 501 и 504 и составляет наибольший диаметр верхней части отверстия A, при этом указанный наибольший диаметр для описываемой подложки составляет 0,085 дюйма (2,16 мм). Аналогично линия 522 проходит между пиками 503 и 512 и составляет наибольший диаметр верхней части отверстия B, при этом указанный наибольший диаметр для описываемой подложки составляет 0,075 дюйма (1,91 мм).
Различные расстояния между пиками для отверстий A в рассматриваемой подложке приведены в Таблице 1. Различные расстояния между пиками для отверстий B в подложке приведены в Таблице 2.
На фиг. 14 представлен тот же снабженный номерами образ, что и приведенный на фиг. 13, однако он помечен цифрами для обозначения расстояния между дном впадины между двумя соседними пиками и линией, соединяющей те же самые пики. Например, линия 530 на фиг. 14 соединяет пики 503 и 504, связанные с отверстием A. Глубины впадин между пиками 501-506, связанными с отверстием A, представлены в верхней части Таблицы 3. Глубины двух впадин, связанных с отверстием B, т.е. впадин между пиками 510 и 511 и впадин между пиками 504 и 513, приведены в нижней части Таблицы 3. Впадины между оставшимися пиками, связанными с отверстием B, т.е. впадины между пиками 511 и 512 и между пиками 512 и 513, структурно аналогичны данным Таблицы 3 для впадин между пиками 501 и 506 и пиками 501 и 502 соответственно.
Несмотря на то, что в настоящем описании подробно рассмотрено несколько вариантов осуществления настоящего изобретения и их разновидностей, специалистам должно быть очевидно, что из описания и методик, приведенных в настоящем описании, следует много других альтернативных решений.
Реферат
Предложены подложка со сформированным микрорельефом и способ изготовления подложки со сформированным микрорельефом, применяемой для получения нетканого полотна, в частности нетканого полотна, напоминающего трикотаж. Подложка со сформированным микрорельефом включает корпус, имеющий верхнюю поверхность с узором, образованным множеством пиков и впадин и множеством отверстий. Отверстия имеют коническую верхнюю часть, окруженную скоплением пиков и впадин. Расстояние между центрами соседних отверстий меньше, чем наибольший диаметр конической верхней части отверстий. Подложку со сформированным микрорельефом получают фокусированием лазерного луча так, что фокальная точка находится ниже верхней поверхности исходной заготовки, и нанесением с помощью лазерного луча заранее определенного рисунка, образованного конусообразными отверстиями. Рисунок из конусообразных отверстий образует скопление пиков и впадин, окружающих каждое отверстие на верхней поверхности полученной подложки. Указанные признаки позволяют изготовить подложку со сформированным микрорельефом менее дорогим способом с уменьшением количества заусенцев, крючков и неоднородностей. 4 с. и 13 з.п.ф-лы, 14 ил.
Комментарии