Листовая сталь с высокой формуемостью для изготовления легких по массе конструкционных деталей и способ изготовления - RU2717619C1
Код документа: RU2717619C1
Чертежи

Описание
Изобретение относится к изготовлению листовых сталей или конструкционных деталей, объединяющих высокий модуль упругости Е при натяжении, низкую плотность d и высокую перерабатываемость, в особенности, высокие литейные качества и высокие деформируемость и пластичность.
Механические эксплуатационные характеристики при наличии жесткости конструкционных элементов, как это известно, варьируются в виде Ех/d, при этом коэффициент х зависит от режима приложения внешней нагрузки (например, при натяжении или при изгибании) и от геометрии элементов (пластины, прутки). Таким образом, высокие механические эксплуатационные характеристики демонстрируют стали, характеризующиеся как высоким модулем упругости, так и низкой плотностью.
Данное требование, говоря наиболее конкретно, относится к автомобильной промышленности, где придание легкости и безопасности транспортному средству представляют собой постоянные предметы особого внимания. В целях производства стальных деталей, характеризующихся увеличенным модулем упругости и уменьшенной плотностью, было предложено включение в сталь керамических частиц, относящихся к различным типам, таким как карбиды, нитриды, оксиды или бориды. Действительно, такие материалы характеризуются большим модулем упругости, находящимся в диапазоне от приблизительно 250 до 550 ГПа, чем модуль упругости базовых сталей, который составляет приблизительно 210 ГПа, и в которые их включают. Достижения упрочнения добиваются в результате переноса нагрузки между стальной матрицей и керамическими частицами под воздействием напряжения. Данное упрочнение дополнительно увеличивается вследствие измельчения размера зерен матрицы в результате наличия керамических частиц. Для изготовления данных материалов, включающих керамические частицы, однородно распределенные в стальной матрице, известны способы, которые имеют в своей основе порошковую металлургию: сначала производят порошкообразную керамику, описывающуюся контролируемой геометрией, при этом их смешивают с порошкообразными сталями, что, тем самым, соответствует для стали привнесенному добавлению керамических частиц. Порошкообразную смесь уплотняют в литейной форме, а после этого нагревают до температуры, такой чтобы данная смесь претерпевала бы спекание. В одном варианте способа порошкообразные металлы смешивают таким образом, чтобы во время фазы спекания создать керамические частицы.
Однако данному типу способа свойственно несколько ограничений. В особенности, для него требуется тщательное соблюдение условий плавки и переработки в целях недопущения стимулирования прохождения реакции с атмосферой, принимая во внимание высокую площадь удельной поверхности порошкообразных металлов. Вдобавок к этому, даже после операций уплотнения и спекания может сохраняться остаточная пористость, при этом такая пористость играет роль центров инициирования повреждения во время циклического приложения напряжения. Кроме того, при наличии загрязнения поверхности порошков до спекания (присутствие оксидов и углерода) затруднительно контролировать химический состав поверхности раздела матрица/частица и поэтому их когезию. В дополнение к этому, в случае добавления керамических частиц в большом количестве или в случае присутствия определенных больших частиц ухудшатся характеристики относительного удлинения. В заключение, данный тип способа является подходящим для использования при мелкосерийном производстве, но не может удовлетворить требованиям массового производства в автомобильной промышленности, и высокими являются производственные издержки, связанные с данным типом способа изготовления.
Также были предложены способы изготовления на основе привнесенного добавления порошкообразной керамики в жидкий металл. Однако, данным способам свойственно большинство вышеупомянутых недостатков. Говоря более конкретно, может быть упомянута затруднительность гомогенного диспергирования частиц, при этом таким частицам свойственна тенденция к агломерированию или к оседанию или всплыванию в жидком металле.
В число известной керамики, которая могла бы быть использована для улучшения свойств стали, входит, в частности, диборид титана TiB2, которому свойственны следующие далее собственные характеристики:
Модуль упругости: 583 ГПа;
Относительная плотность: 4,52.
В целях производства листовой стали или стальной детали, характеризующихся увеличенным модулем упругости и уменьшенной плотностью при одновременном избегании возникновения вышеупомянутых проблем, было предложено производство листовых сталей, демонстрирующих композицию, характеризующуюся уровнями содержания C, Ti и В, такими, чтобы при разливке образовывались бы выделения TiB2, Fe2B и/или TiC.
Например, в публикации ЕР 2 703 510 раскрывается способ изготовления листовой стали, демонстрирующей композицию, которая включает от 0,21% до 1,5% С, от 4% до 12% Ti и от 1,5% до 3% В, при этом 2,22 * В ≤ Ti, причем сталь содержит выделения TiC и TiB2, имеющие средний размер, составляющий менее, чем 10 мкм. Листовые стали производят в результате разливки стали в форме полуфабриката, например, слитка, после этого повторного нагревания, горячей прокатки и необязательно холодной прокатки для получения листовой стали. При использовании такого способа может быть получен модуль упругости при натяжении, заключенный в пределах от 230 до 255 ГПа.
Однако, данному решению также свойственно несколько ограничений, возникающих как от композиции, так и от способа изготовления и приводящих к возникновению проблем, связанных с литейными свойствами, а также проблем, связанных с деформирумостью, в ходе способа изготовления и во время последующих стадий формовки, проводимых в отношении листовой стали для производства детали:
Во-первых, такие стали характеризуются низкой температурой ликвидуса (приблизительно 1300°С) таким образом, что затвердевание начинается при относительно низкой температуре. В дополнение к этому, выделения TiB2, TiC и/или Fe2B образуются на ранней ступени способа разливки, в начале затвердевания. Присутствие данных выделений и низкая температура в результате приводят к упрочнению стали и вызывают возникновение реологических проблем не только в ходе осуществления способа разливки, но также и во время дополнительных операций рубки гильотиной и прокатки. В частности, выделения увеличивают твердость в горячем состоянии для затвердевшей корочки, находящейся в контакте с литейной формой, что приводит к возникновению дефектов поверхности и увеличению рисков прорыва стенок отливки. Следовательно, в ходе осуществления способа изготовления возникают дефекты поверхности, прорывы жидкого металла из отливки и трещины. В дополнение к этому, вследствие высокой твердости на диапазон достижимых размеров для горячекатаных или холоднокатаных листовых сталей накладываются ограничения. В порядке примера листовые стали, имеющие ширину 1 метр и толщину, составляющую менее, чем 3,5 мм, не могут быть произведены на некоторых станах горячей прокатки штрипса вследствие наложения ограничений на мощность прокатки.
Во-вторых, несмотря на относительно маленький средний размер выделений распределение выделений по размерам является широким. Таким образом, сталь характеризуется существенной долевой концентрацией крупных выделений, что оказывает негативное воздействие на деформируемость, в особенности, пластичность и вязкость стали, как в ходе осуществления способа изготовления листа, так и во время последующих операций формовки для производства детали.
Вдобавок к этому, в публикации ЕР 1 897 963 раскрывается способ изготовления листовой стали, демонстрирующей композицию, включающую от 0,010% до 0,20% С, от 2,5% до 7,2% Ti и 0,45 × Ti – 0,35% ≤ B ≤ 0,45 × Ti + 0,70%, при этом сталь содержит выделения TiB2. Однако, данный документ не обращается к вышеупомянутой проблеме, связанной с перерабатываемостью.
Поэтому изобретение имеет своей целью разрешение вышеупомянутых проблем, в частности, при предложении листовой стали, характеризующейся увеличенным удельным модулем упругости при натяжении совместно с высокой деформируемостью, в особенности, высокой пластичностью и высокой вязкостью. Изобретение также имеет своей целью предложение способа изготовления такой листовой стали, при котором не сталкиваются с вышеупомянутыми проблемами.
В данном случае термин «модуль упругости при натяжении» обозначает модуль Юнга в поперечном направлении согласно измерению в ходе измерения динамического модуля Юнга, например, при использовании метода резонансной частоты.
В данном случае термин «удельный модуль упругости при натяжении» относится к соотношению между модулем упругости при натяжении и плотностью стали. Плотность, например, определяют при использовании гелиевого пикнометра.
С данной целью изобретение относится к листовой стали, изготовленной из стали, демонстрирующей композицию, включающую при выражении в массовых процентах:
0,010% ≤ С ≤ 0,080%,
0,06% ≤ Mn ≤ 3%,
Si ≤ 1,5%,
0,005% ≤ Al ≤ 1,5%,
S ≤ 0,030%,
P ≤ 0,040%,
Ti и В таким образом, что:
3,2% ≤ Ti ≤ 7,5%,
(0,45 × Ti) – 1,35 ≤ B ≤ (0,45 × Ti) – 0,43,
необязательно один или несколько элементов, выбираемых из числа:
Ni ≤ 1%,
Mo ≤ 1%,
Cr ≤ 3%,
Nb ≤ 0,1%,
V ≤ 0,1%,
при этом остаток представляют собой железо и неизбежные примеси, представляющие собой результат плавки,
причем упомянутая листовая сталь обладает структурой, состоящей из феррита, самое большее, 10% аустенита и выделений, при этом упомянутые выделения включают эвтектические выделения TiB2, причем объемная долевая концентрация выделений TiB2 по отношению к совокупной структуре составляет по меньшей мере 9%, при этом доля выделений TiB2, характеризующихся площадью поверхности, составляющей менее, чем 8 мкм2, составляет по меньшей мере 96%.
Действительно, как это установили изобретатели, при наличии данной композиции уровень содержания свободного элемента Ti в стали составляет по меньшей мере 0,95%, и вследствие наличия данного уровня содержания свободного элемента Ti структура стали остается главным образом ферритной при любой температуре, меньшей, чем температура ликвидуса. В результате твердость в горячем состоянии для стали значительно уменьшается в сопоставлении с тем, что имеет место для сталей современного уровня техники, так что сильно улучшаются литейные свойства и деформируемость в горячем состоянии.
В дополнение к этому, как это установили изобретатели, контролирование распределения по размерам для выделений TiB2 приводит к получению высокой деформируемости, в особенности, высоким пластичности и вязкости, при высокой и низкой температурах таким образом, что улучшается прокатываемость стали в горячем и холодном состояниях, и могут быть произведены детали, характеризующиеся сложными профилями.
Предпочтительно доля выделений TiB2, характеризующихся площадью поверхности, составляющей менее, чем 3 мкм2, составляет по меньшей мере 80%.
Предпочтительно доля выделений TiB2, характеризующихся площадью поверхности, составляющей менее, чем 25 мкм2, составляет 100%.
Предпочтительно в области сердцевины листовой стали доля выделений TiB2, характеризующихся площадью поверхности, составляющей менее, чем 8 мкм2, составляет по меньшей мере 96%, доля выделений TiB2, характеризующихся площадью поверхности, составляющей менее, чем 3 мкм2, предпочтительно составляет по меньшей мере 80%, и доля выделений TiB2, характеризующихся площадью поверхности, составляющей менее, чем 25 мкм2, предпочтительно составляет 100%.
Предпочтительно листовая сталь не содержит выделений TiC или содержит выделения TiC, характеризующиеся объемной долевой концентрацией, составляющей менее, чем 0,5%, (по отношению к совокупной структуре).
В общем случае листовая сталь не содержит выделений Fe2B.
В соответствии с одним вариантом осуществления уровни содержания титана, бора и марганца являются такими, что: (0,45 × Ti) – 1,35 ≤ B ≤ (0,45 × Ti) – (0,261 * Mn) – 0,414.
В соответствии с одним вариантом осуществления уровни содержания титана и бора являются такими, что:
(0,45 × Ti) – 1,35 ≤ B ≤ (0,45 × Ti) – 0,50.
В соответствии с одним вариантом осуществления композиция является такой, что С ≤ 0,050%.
Предпочтительно композиция является такой, что Al ≤ 1,3%.
Предпочтительно листовая сталь характеризуется работой разрушения по Шарпи Kcv, составляющей по меньшей мере 25 Дж/см2 при – 40°С.
В общем случае листовая сталь характеризуется уровнем содержания свободного элемента Ti, составляющим по меньшей мере 0,95%.
Изобретение также относится к способу изготовления листовой стали, при этом способ включает следующие далее последовательные стадии:
- получение стали, демонстрирующей композицию, включающую при выражении в массовых процентах:
0,010% ≤ С ≤ 0,080%,
0,06% ≤ Mn ≤ 3%,
Si ≤ 1,5%,
0,005% ≤ Al ≤ 1,5%,
S ≤ 0,030%,
P ≤ 0,040%,
Ti и В таким образом, что:
3,2% ≤ Ti ≤ 7,5%,
(0,45 × Ti) – 1,35 ≤ B ≤ (0,45 × Ti) – 0,43,
необязательно один или несколько элементов, выбираемых из числа:
Ni ≤ 1%,
Mo ≤ 1%,
Cr ≤ 3%,
Nb ≤ 0,1%,
V ≤ 0,1%,
при этом остаток представляют собой железо и неизбежные примеси,
- разливка стали в форме полуфабриката, при этом температура разливки является меньшей или равной Lliquidus + 40°C, причем Lliquidus обозначает температуру ликвидуса для стали, при этом полуфабрикат отливают в форме тонкого полуфабриката, имеющего толщину, составляющую, самое большее, 110 мм, причем сталь затвердевает во время разливки со скоростью затвердевания, заключенной в пределах от 0,03 см/с до 5 см/с, в каждом местоположении для полуфабриката.
Действительно, как это установили изобретатели, контролирование охлаждения при затвердевании таким образом, чтобы скорость затвердевания составляла бы по меньшей мере 0,03 см/с в каждом местоположении для продукта, в особенности в сердцевине продукта, делает возможным контролирование распределения по размерам для выделений TiB2. В дополнение к этому, разливка в соответствии с формой тонкого полуфабриката, демонстрирующего композицию изобретения, делает возможным достижение таких высоких скоростей затвердевания.
В соответствии с одним вариантом осуществления полуфабрикат отливают в форме тонкого сляба, имеющего толщину, меньшую или равную 110 мм, предпочтительно меньшую или равную 70 мм.
В одном варианте осуществления полуфабрикат отливают в форме тонкого сляба, имеющего толщину, заключенную в пределах от 15 мм до 110 мм, предпочтительно от 15 мм до 70 мм, например, от 20 мм до 70 мм.
Предпочтительно полуфабрикат отливают при использовании литейно-прокатного модуля.
В соответствии с еще одним вариантом осуществления полуфабрикат отливают в форме тонкого штрипса, имеющего толщину, меньшую или равную 6 мм, при этом скорость затвердевания заключена в пределах от 0,2 см/с до 5 см/с в каждом местоположении для полуфабриката.
Предпочтительно полуфабрикат отливают в результате прямой отливки штрипса между валками, вращающимися в противоположных направлениях.
В общем случае после разливки и затвердевания полуфабрикат подвергают горячей прокатке для получения горячекатаной листовой стали.
Предпочтительно между разливкой и горячей прокаткой температура полуфабриката остается составляющей более, чем 700°С.
Предпочтительно до горячей прокатки с полуфабриката удаляют окалину при температуре, составляющей по меньшей мере 1050°С.
В соответствии с одним вариантом осуществления после горячей прокатки горячекатаную листовую сталь подвергают холодной прокатке для получения холоднокатаной листовой стали, имеющей толщину, меньшую или равную 2 мм.
Предпочтительно уровни содержания титана, бора и марганца являются такими, что:
(0,45 × Ti) – 1,35 ≤ B ≤ (0,45 × Ti) – (0,261 * Mn) – 0,414.
Предпочтительно композиция является такой, что Al ≤ 1,3%.
Изобретение также относится к способу изготовления конструкционной детали, при этом данный способ включает:
- вырезку по меньшей мере одной заготовки из листовой стали, соответствующей изобретению или произведенной при использовании способа, соответствующего изобретению, и
- деформирование упомянутой заготовки в пределах температурного диапазона от 20°С до 900°С.
В соответствии с одним вариантом осуществления способ включает до деформирования заготовки стадию сварки заготовки с еще одной заготовкой.
Изобретение также относится к конструкционной детали, включающей по меньшей мере часть, изготовленную из стали, демонстрирующей композицию, включающую при выражении в массовых процентах:
0,010% ≤ С ≤ 0,080%,
0,06% ≤ Mn ≤ 3%,
Si ≤ 1,5%,
0,005% ≤ Al ≤ 1,5%,
S ≤ 0,030%,
P ≤ 0,040%,
Ti и В таким образом, что:
3,2% ≤ Ti ≤ 7,5%,
(0,45 × Ti) – 1,35 ≤ B ≤ (0,45 × Ti) – 0,43,
необязательно один или несколько элементов, выбираемых из числа:
Ni ≤ 1%,
Mo ≤ 1%,
Cr ≤ 3%,
Nb ≤ 0,1%,
V ≤ 0,1%,
при этом остаток представляют собой железо и неизбежные примеси, представляющие собой результат плавки,
причем упомянутая часть обладает структурой, состоящей из феррита, самое большее, 10% аустенита и выделений, при этом упомянутые выделения включают эвтектические выделения TiB2, причем объемная долевая концентрация выделений TiB2 по отношению к совокупной структуре упомянутой части составляет по меньшей мере 9%, при этом доля выделений TiB2, характеризующихся площадью поверхности, составляющей менее, чем 8 мкм2, составляет по меньшей мере 96%.
Предпочтительно композиция является такой, что Al ≤ 1,3%.
Предпочтительно конструкционную деталь получают при использовании способа, соответствующего изобретению.
Другие признаки и преимущества изобретения станут очевидными в ходе изложения представленного ниже описания изобретения, приведенного в порядке неограничивающего примера и при обращении к прилагаемым фигурам, в числе которых:
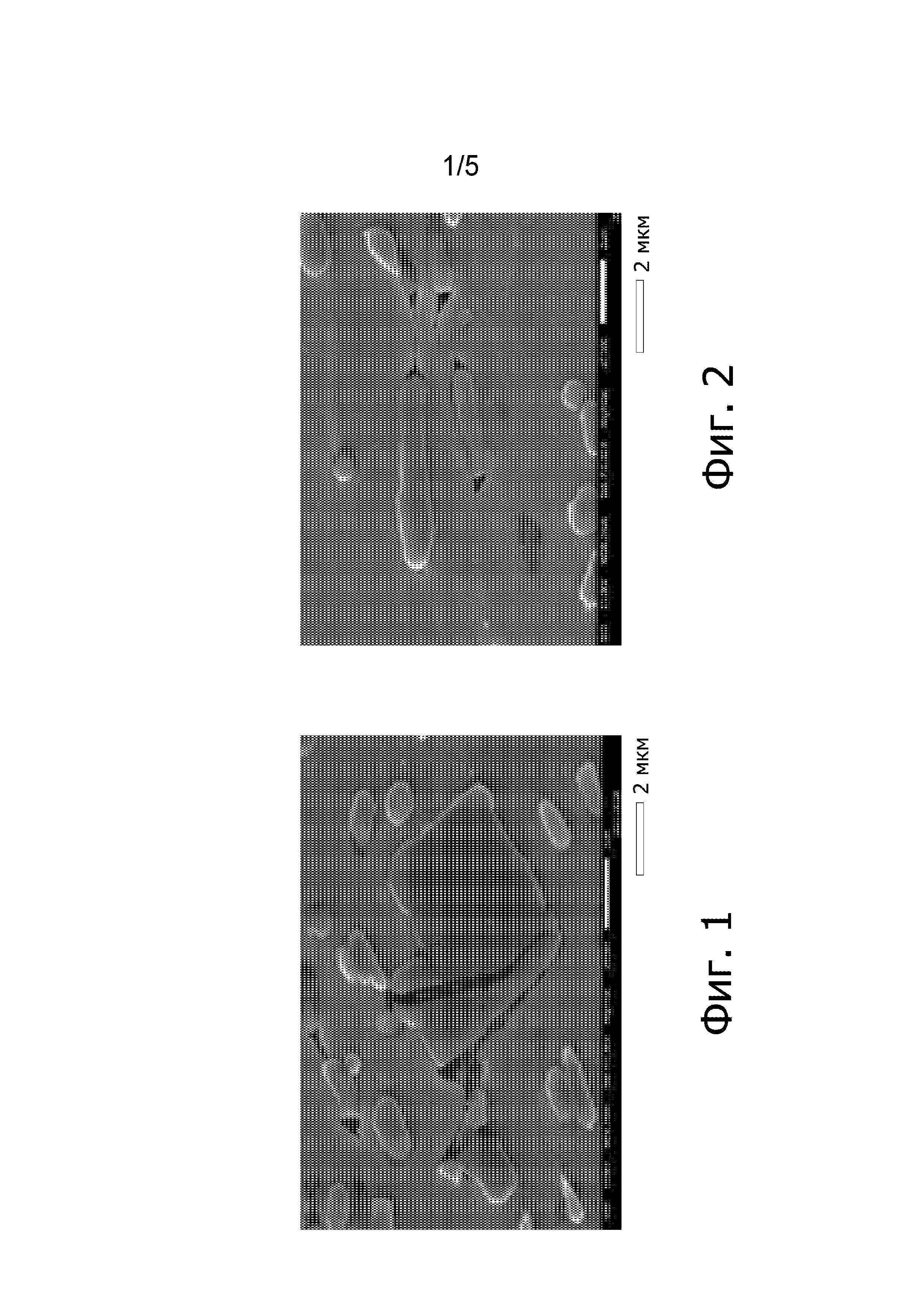
фиг. 1 представляет собой микрофотографию, иллюстрирующую механизм повреждения отдельных крупных выделений TiB2,
фиг. 2 представляет собой микрофотографию, иллюстрирующую механизм повреждения отдельных мелких выделений TiB2,
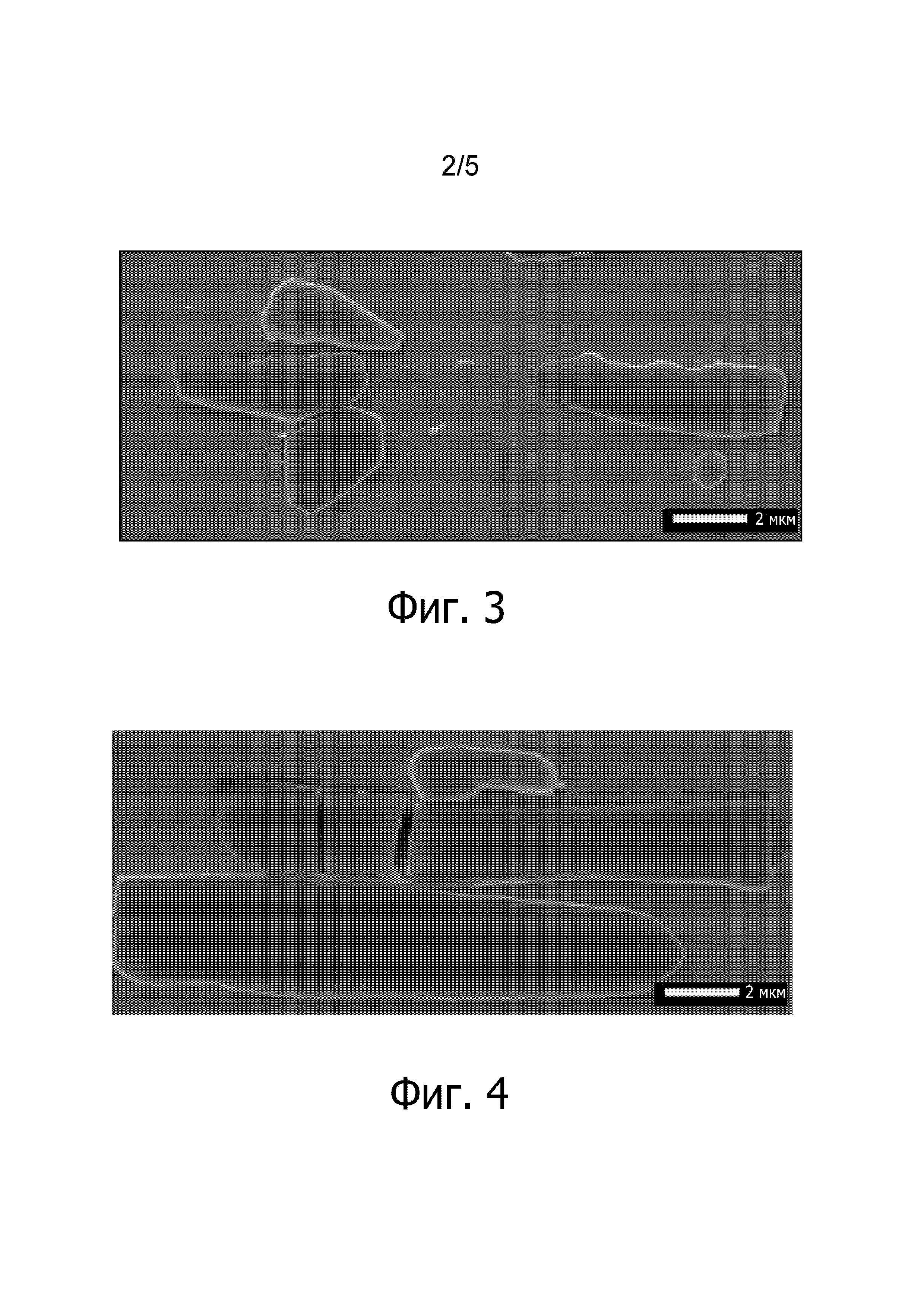
фиг. 3 представляет собой микрофотографию, иллюстрирующую мелкие выделения TiB2 после столкновения данных выделений,
фиг. 4 представляет собой микрофотографию, иллюстрирующую крупные выделения TiB2 после столкновения данных выделений,
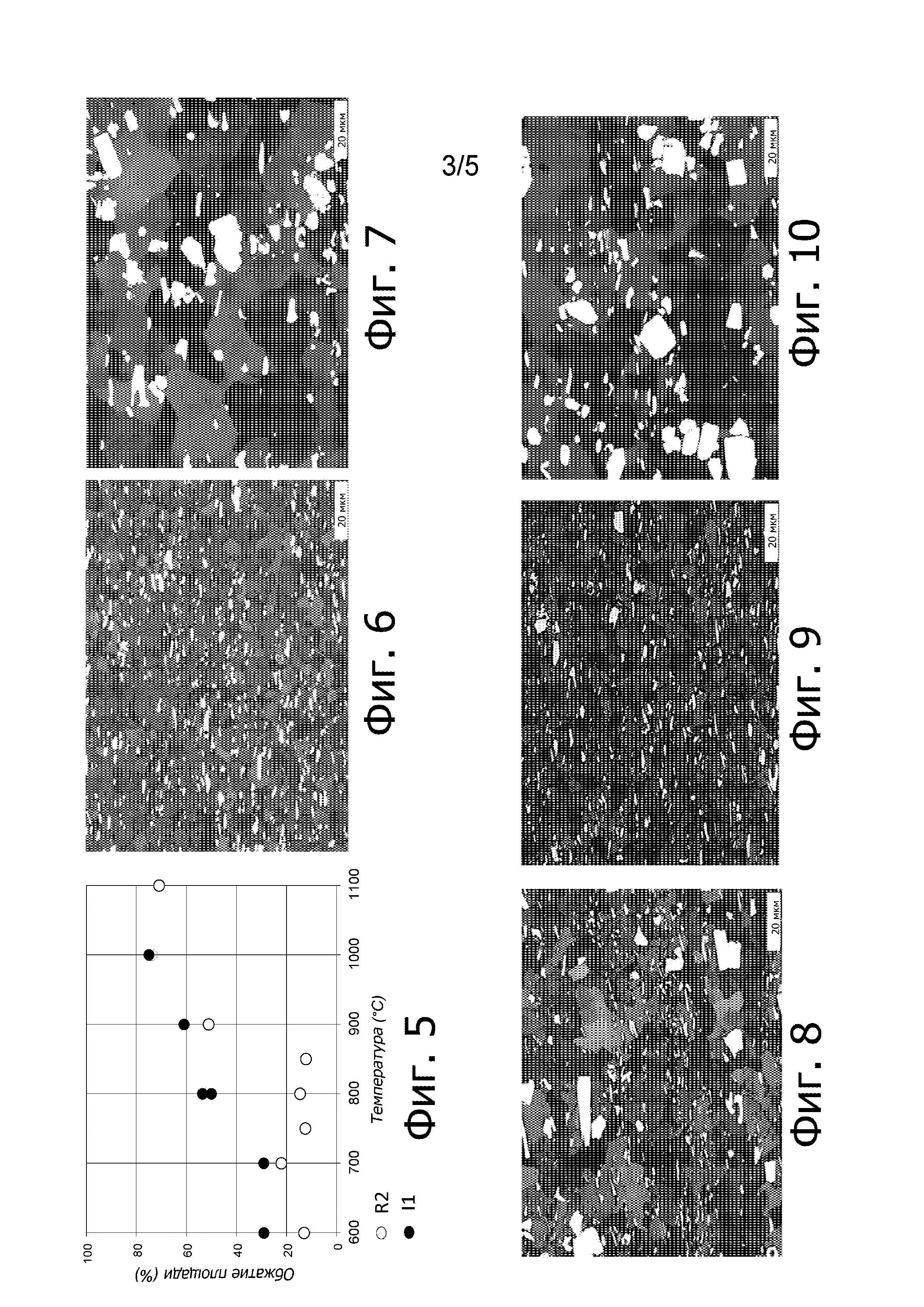
фиг. 5 представляет собой график, иллюстрирующий уменьшение площади поверхности, полученное в результате испытания на растяжение при высоких температурах для стали изобретения и сравнительной стали,
фиг. 6 представляет собой микрофотографию, иллюстрирующую структуру листовой стали, соответствующей изобретению, вдоль продольной плоскости, расположенной на 1/4 толщины листовой стали,
фиг. 7 и 8 представляют собой микрофотографию, иллюстрирующую структуру сравнительных листовых сталей вдоль продольной плоскости, расположенной на 1/4 толщины листовых сталей,
фиг. 9 представляет собой микрофотографию, иллюстрирующую структуру листовой стали с фиг. 6 вдоль продольной плоскости, расположенной на половине толщины листовой стали,
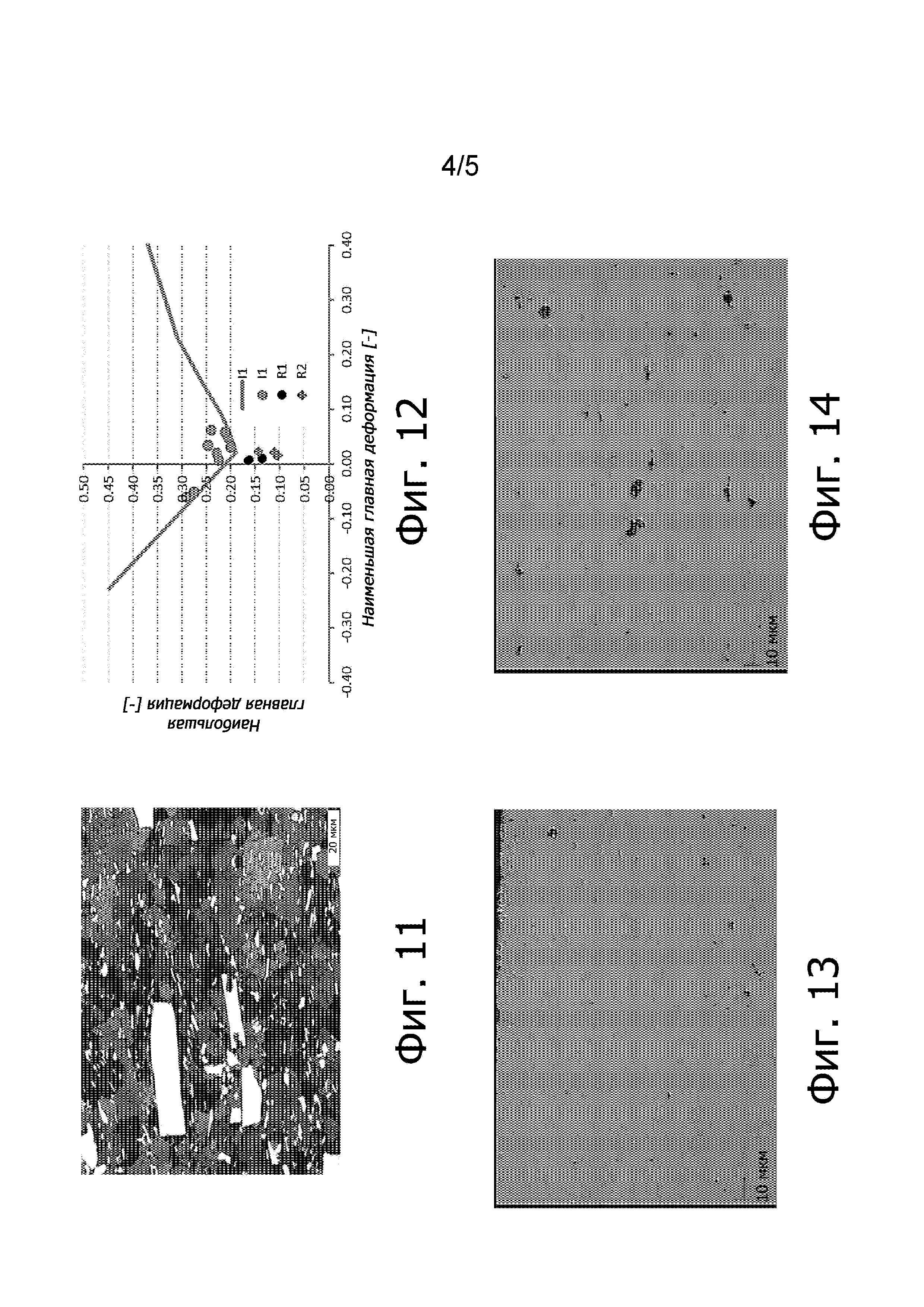
фиг. 10 и 11 представляют собой микрофотографию, иллюстрирующую структуру сравнительных листовых сталей с фиг. 7 и 8 вдоль продольной плоскости, расположенной на половине толщины листовых сталей,
фиг. 12 иллюстрирует кривые предельного формоизменения для листовых сталей с фиг. 6 – 11,
фиг. 13 и 14 представляют собой микрофотографии, иллюстрирующие повреждения листовой стали с фиг. 7 и 10 после холодной прокатки, соответственно, вдоль продольной плоскости, расположенной на поверхности холоднокатаной листовой стали, и вдоль продольной плоскости, расположенной на половине толщины холоднокатаной листовой стали,
фиг. 15 представляет собой график, иллюстрирующий работу разрушения по Шарпи Kcv для листовой стали с фиг. 6 и 9 и листовой стали с фиг. 8 и 11.
Что касается химического состава стали, то уровень содержания углерода адаптируют для достижения желательного уровня прочности. По данной причине уровень содержания углерода составляет по меньшей мере 0,010%.
Однако, на уровень содержания С должно быть наложено ограничение в целях избегания возникновения первичных выделений TiС и/или Ti(C,N) в жидкой стали и выделений TiC и/или Ti(C,N) во время эвтектического затвердевания и во фракции твердой фазы, которые в противном случае могли бы возникать вследствие наличия высокого уровня содержания Ti в стали. Действительно, образование выделений TiC и/или Ti(C,N) в жидкой стали ухудшало бы литейные свойства в результате увеличения твердости в горячем состоянии для затвердевшей корочки во время разливки и приводило бы к возникновению трещин в отлитом продукте. В дополнение к этому, присутствие выделений TiC уменьшает уровень содержания свободного элемента Ti в стали и поэтому ингибирует роль Ti как элемента, образующего альфа-фазу. По данным причинам уровень содержания С должен составлять, самое большее, 0,080%. Предпочтительно уровень содержания C составляет, самое большее, 0,050%.
При уровне содержания, составляющем по меньшей мере 0,06%, марганец увеличивает упрочняемость и вносит свой вклад в твердо-растворное упрочнение и поэтому увеличивает предел прочности при растяжении. Он объединяется с любым количеством присутствующей серы, уменьшая, таким образом, риск растрескивания в горячем состоянии. Однако, в случае уровня содержания Mn, составляющего более, чем 3%, структура стали не будет в основном ферритной при всех температурах, так что твердость в горячем состоянии для стали будет чрезмерно высокой в соответствии с представленным ниже более подробным разъяснением изобретения.
Кремний эффективно вносит свой вклад в увеличение предела прочности при растяжении в результате твердо-растворного упрочнения. Однако, избыточное добавление Si вызывает образование плотно пристающих к основе оксидов, которые затруднительно удалять в результате травления, и возможное формирование дефектов поверхности вследствие, в частности, отсутствия смачиваемости при операциях гальванизации в результате погружения в расплав. Для обеспечения наличия хорошей пригодности к нанесению покрытия уровень содержания Si не должен превышать 1,5%.
При уровне содержания, составляющем по меньшей мере 0,005%, алюминий представляет собой очень эффективный элемент для раскисления стали. Однако, при уровне содержания, составляющем более, чем 1,5%, возникает избыточное образование первичных выделений оксида алюминия, что ухудшает литейные свойства стали.
Предпочтительно уровень содержания Al является меньшим или равным 1,3% таким образом, чтобы добиться достижения дополнительно улучшенных литейных свойств.
При уровне содержания, составляющем более, чем 0,030%, сера имеет тенденцию к образованию выделений в избыточно больших количествах в форме сульфидов марганца, что в большой степени уменьшает деформируемость в горячем и холодном состояниях для стали. Поэтому уровень содержания S составляет, самое большее, 0,030%.
Фосфор представляет собой элемент, который претерпевает ликвацию на межзеренных границах. Его уровень содержания не должен превышать 0,040% таким образом, чтобы сохранять достаточную пластичность в горячем состоянии, тем самым, обеспечивая избегание возникновения растрескивания, и предотвращать растрескивание в горячем состоянии во время операций сварки.
Необязательно могут быть добавлены никель и/или молибден, при этом данные элементы увеличивают предел прочности при растяжении для стали. По причинам стоимости на каждое из добавлений Ni и Mo накладывают ограничение значением в 1%.
Необязательно может быть добавлен хром для увеличения предела прочности при растяжении, при этом по причинам стоимости на уровень содержания Cr накладывают ограничение значением, составляющим, самое большее, 3%. Cr также промотирует образование выделений боридов. Однако, добавление Cr в количестве, составляющем более, чем 0,080%, может промотировать образование выделений боридов (Fe,Cr) в ущерб выделениям TiB2. Поэтому уровень содержания Cr предпочтительно составляет, самое большее, 0,080%.
Также необязательно могут быть добавлены ниобий и ванадий в количестве, равном или меньшем 0,1%, таким образом, чтобы получить дополнительное упрочнение в форме образовавших мелкие выделения карбонитридов.
Титан и бор играют важную роль в изобретении. Действительно, Ti и В образуют выделения в соответствии с формой выделений TiB2, которые значительно увеличивают модуль упругости при натяжении Е для стали. TiB2 может образовывать выделения на ранней ступени способа изготовления, в особенности в соответствии с формой первичных выделений TiB2, образующихся в жидкой стали, и/или в виде эвтектических выделений.
Однако, как это установили изобретатели, выделения TiB2 могут вызывать увеличение твердости в горячем состоянии для затвердевшей корочки во время разливки и, тем самым, в результате приводят к образованию трещин в отлитом продукте, к возникновению дефектов поверхности и к уменьшению прокатываемости в горячем состоянии для стали, что накладывает ограничения на доступный диапазон толщин для горячекатаной листовой стали.
Как это к своему удивлению установили изобретатели, в случае корректирования уровня содержания Ti и В таким образом, чтобы уровень содержания свободного элемента Ti (ниже в настоящем документе Ti*) был бы большим или равным 0,95%, значительно уменьшится твердость в горячем состоянии для стали. Действительно, как это установили изобретатели, в данных условиях сталь остается в основном ферритной, то есть, содержит, самое большее, 10% аустенита, какой бы ни была температура (ниже ликвидуса), в особенности во время затвердевания и горячей прокатки, что приводит к уменьшению твердости в горячем состоянии для стали в сопоставлении со сталью, претерпевающей аллотропное превращение на более, чем 10% при охлаждении. Таким образом, литейные свойства и пластичность в горячем состоянии для стали в большой степени улучшаются несмотря на образование TiB2 в стали во время затвердевания.
В данном случае термин «свободный элемент Ti» обозначает уровень содержания элемента Ti, не связанного в соответствии с формой выделений.
В дополнение к этому, уровень содержания Ti*, составляющий по меньшей мере 0,95%, значительно уменьшает и даже подавляет образование Fe2B, что ухудшило бы пластичность.
Предпочтительно уровень содержания Ti* является большим или равным 0,92 + 0,58 * Mn, где Mn обозначает уровень содержания Mn в стали. Действительно, Mn представляет собой элемент, образующий гамма-фазу, который может благоприятствовать присутствию аустенита в структуре. Таким образом, Ti* предпочтительно корректируют в зависимости от уровня содержания Mn таким образом, чтобы обеспечить сохранение сталью в основном ферритной формы, какой бы ни была температура.
Однако, уровень содержания Ti* должен оставаться составляющим менее, чем 3%, поскольку от уровня содержания Ti*, составляющего более, чем 3%, какого-либо значительного выгодного технического эффекта получено бы не было несмотря на увеличенную стоимость добавления титана.
В целях обеспечения достаточного образования выделений TiB2 и в то же самое время создания возможности достижения уровнем содержания Ti* 0,95% уровень содержания Ti должен составлять по меньшей мере 3,2%. В случае уровня содержания Ti, составляющего менее, чем 3,2%, образование выделений TiB2 будет недостаточным, что, тем самым, исключает значительное увеличение модуля упругости при натяжении, который остается составляющим менее, чем 220 ГПа.
Однако, в случае уровня содержания Ti, составляющего более, чем 7,5%, в жидкой стали может возникать образование крупных первичных выделений TiB2, которое может вызывать возникновение проблем, связанных с литейными свойствами, в полуфабрикате, а также уменьшение пластичности стали, приводящее к получению неудовлетворительной прокатываемости в горячем и холодном состояниях.
Поэтому уровень содержания Ti заключен в пределах от 3,2% до 7,5%.
Вдобавок к этому, в целях обеспечения наличия уровня содержания Ti*, составляющего по меньшей мере 0,95%, уровень содержания бора должен составлять, самое большее, (0,45 × Ti) – 0,43, при этом Ti обозначает уровень содержания Ti при выражении в массовых процентах.
В случае B > (0,45 × Ti) – 0,43 уровень содержания Ti* не будет достигать 0,95%. Действительно, уровень содержания Ti* может быть оценен в виде Ti* = Ti – 2,215 × B, при этом В обозначает уровень содержания В в стали. Как следствие в случае B > (0,45 × Ti) – 0,43 структура стали не будет в основном ферритной во время разливки и операций горячей прокатки таким образом, что ее пластичность в горячем состоянии будет уменьшена, что может приводить к образованию трещин и/или дефектов поверхности во время операций разливки и горячей прокатки.
В случае целевого достижения уровня содержания Ti*, большего или равного 0,92 + 0,58 * Mn, уровень содержания бора должен составлять, самое большее, (0,45 × Ti) – (0,261 * Mn) – 0,414, при этом Ti и Mn обозначают уровень содержания Ti и Mn при выражении в массовых процентах.
В случае B > (0,45 × Ti) – (0,261 * Mn) – 0,414 уровень содержания Ti* не будет достигать 0,92 + 0,58 * Mn.
Однако, уровень содержания бора должен быть большим или равным (0,45 × Ti) – 1,35 для обеспечения достаточного образования выделений TiB2. В дополнение к этому, уровень содержания В, составляющий менее, чем (0,45 × Ti) – 1,35, будет соответствовать уровню содержания Ti*, составляющему более, чем 3%.
Остаток представляет собой железо и остаточные элементы, представляющие собой результат производства стали.
В соответствии с изобретением структура стали является в основном ферритной, какой бы ни была температура (ниже Tliquidus). Под термином «в основном ферритный» необходимо понимать то, что структура стали состоит из феррита, выделений (в особенности, выделений TiB2) и, самое большее, 10% аустенита.
Таким образом, листовая сталь, соответствующая изобретению, обладает структурой, которая является в основном ферритной при всех температурах, в особенности, при комнатной температуре. Структура листовой стали при комнатной температуре в общем случае является ферритной, то есть, не содержит аустенит.
Размер ферритных зерен в общем случае составляет менее, чем 6 мкм.
Объемная долевая концентрация выделений TiB2 составляет по меньшей мере 9% таким образом, чтобы получить модуль упругости при натяжении Е, составляющий по меньшей мере 230 ГПа.
Объемная долевая концентрация выделений TiB2 предпочтительно составляет по меньшей мере 12% таким образом, чтобы получить модуль упругости при натяжении Е, составляющий по меньшей мере 240 ГПа.
Выделения TiB2 в основном представляют собой результат образования очень мелких эвтектических выделений при затвердевании, при этом средняя площадь поверхности выделений TiB2 предпочтительно составляет менее, чем 8,5 мкм2, еще более предпочтительно менее, чем 4,5 мкм2, еще более предпочтительно менее, чем 3 мкм2.
Как это установили изобретатели, размер выделений TiB2 в стали оказывает воздействие на свойства стали, в частности, на стойкость к повреждениям для продукта во время его изготовления, в особенности, его прокатываемость в горячем и холодном состояниях, на стойкость к повреждениям для листовой стали, в особенности, во время операции формовки, ее сопротивление усталости, ее сопротивление разрушению и ее вязкость.
Однако, как это установили изобретатели, основной фактор для обеспечения высокой стойкости к повреждениям и поэтому высокой деформируемости представляет собой распределение по размерам для выделений TiB2.
Действительно, как это установили изобретатели, в стали, содержащей выделения TiB2, повреждения, возникающие во время изготовления, в особенности, во время стадий горячей и/или холодной прокатки и дополнительных операций формовки, могут представлять собой результат повреждений, претерпеваемых отдельными выделениями, и столкновений между выделениями.
В особенности, инициирование повреждения для отдельных выделений TiB2 происходит от скопления дислокаций на поверхности раздела между ферритом и выделениями TiB2 и зависит от размера выделений TiB2. В частности, напряжение разрушения для выделений TiB2 представляет собой убывающую функцию для размера выделений TiB2. В случае увеличения размера некоторых из выделений TiB2 таким образом, чтобы напряжение разрушения для данных выделений становилось бы меньшим, чем напряжение нарушения сцепления на поверхности раздела, механизм повреждения будет изменяться в диапазоне от нарушения сцепления на поверхности раздела до разрушения выделений TiB2, что приведет к значительному уменьшению пластичности, деформируемости и вязкости.
Данное изменение механизма повреждения иллюстрируется на фиг. 1 и 2.
Фиг. 1 иллюстрирует повреждение крупного выделения TiB2 при воздействии напряжения сжатия во время холодной прокатки: в данном случае выделение TiB2 разрушается вдоль направления, параллельного напряжению сжатия, при воздействии относительно маленького напряжения.
В противоположность этому, фиг. 2 иллюстрирует нарушение сцепления на поверхности раздела для меньших выделений TiB2 во время холодной прокатки исходя из возникновения полостей на поверхности раздела между ферритной матрицей и выделениями TiB2.
Следовательно, в случае содержания листовой сталью несмотря на наличие выделений TiB2, характеризующихся уменьшенным средним размером, больших выделений TiB2 данные большие выделения TiB2 будут стимулировать изменение механизма повреждения стали и ухудшение механических свойств стали.
Вдобавок к этому, как это установили изобретатели, повреждения, получающиеся в результате столкновений между выделениями TiB2, являются тем более важными, когда будет большим размер данных выделений. В частности, в то время, как столкновение между крупными выделениями TiB2 в результате приводит к разрушению данных выделений, столкновение маленьких выделений TiB2 не приводит к возникновению такого разрушения.
Фиг. 3 и 4 иллюстрируют выделения различных размеров по результатам столкновения.
В особенности, на фиг. 3 и 4 иллюстрируются, соответственно, мелкие выделения и большие выделения TiB2 после столкновения. Как это демонстрируют данные фигуры, столкновение больших выделений привело к разрушению одного из сталкивающихся выделений, в то время как столкновение мелких выделений не приводило в результате к возникновению какого-либо повреждения.
Как это установили изобретатели, в целях обеспечения наличия высоких пластичности, деформируемости и вязкости распределение по размерам для выделений TiB2 должно быть таким, чтобы доля выделений TiB2, характеризующихся площадью поверхности, составляющей менее, чем 8 мкм2, составляла бы по меньшей мере 96%.
Помимо этого, доля выделений TiB2, характеризующихся площадью поверхности, составляющей менее, чем 3 мкм2, предпочтительно должна составлять по меньшей мере 80%, а доля выделений TiB2, характеризующихся площадью поверхности, составляющей менее, чем 25 мкм2, предпочтительно должна составлять 100%.
Долю выделений TiB2, характеризующихся площадью поверхности, составляющей менее, чем 3 мкм2, 8 мкм2 или 25 мкм2, определяют в качестве количества выделений TiB2, характеризующихся площадью поверхности, составляющей менее, чем 3 мкм2, 8 мкм2 или 25 мкм2, поделенного на количество выделений TiB2 и умноженного на коэффициент 100.
Долю выделений TiB2, характеризующихся площадью поверхности, составляющей менее, чем 3 мкм2, 8 мкм2 или 25 мкм2, предпочтительно определяют в отношении образца, полученного при использовании стандартной металлографической методики для подготовки поверхности и подвергнутого декапированию при использовании реагента ниталя, в результате проведения анализа изображений при использовании сканирующего электронного микроскопа (СЭМ).
В особенности, в сердцевине листа распределение по размерам для выделений TiB2 должно быть таким, чтобы доля выделений TiB2, характеризующихся площадью поверхности, составляющей менее, чем 8 мкм2, составляла бы по меньшей мере 96%, а предпочтительно таким, чтобы доля выделений TiB2, характеризующихся площадью поверхности, составляющей менее, чем 3 мкм2, составляла бы по меньшей мере 80%, еще более предпочтительно таким, чтобы доля выделений TiB2, характеризующихся площадью поверхности, составляющей менее, чем 25 мкм2, составляла бы 100%.
При рассмотрении листа, характеризующегося в общем случае прямоугольными профилем, имеющим длину l1 в продольном направлении, ширину w1 в поперечном направлении и толщину t1 в направлении толщины, сердцевину листа определяют в качестве части листа, простирающейся на длину l1 и на ширину w1, в направлении толщины листа от первого края, расположенного на 45% совокупной толщины t1 листа до второго края, расположенного на 55% совокупной толщины t1 листа.
Действительно, как это установили изобретатели, в данном состоянии повреждения возникают в результате нарушения сцепления на поверхности раздела таким образом, что кинетика повреждения замедляется. Вдобавок к этому, в данном состоянии в значительной степени уменьшаются повреждения, которые могут представлять собой результат столкновений между выделениями TiB2.
Как следствие в значительной степени улучшаются деформируемость и пластичность листовой стали во время ее изготовления и при ее использовании.
В частности, увеличивается степень обжатия, достигаемая в результате холодной прокатки, и увеличивается деформируемость таким образом, что могут быть сформованы детали, характеризующиеся сложными профилями.
Наличие доли выделений TiB2, характеризующихся площадью поверхности, составляющей менее, чем 8 мкм2, составляющей по меньшей мере 96%, представляет собой критический момент. Действительно, как это установили изобретатели, ниже данного значения крупные выделения TiB2 вызывают изменение механизма повреждения в соответствии с представленным выше разъяснением изобретения, что кардинально уменьшает стойкость к повреждениям для стали.
Вдобавок к этому, листовая сталь, соответствующая изобретению, характеризуется отсутствием или только наличием маленькой долевой концентрации выделений TiC, при этом объемная долевая концентрация выделений TiC в структуре остается составляющей менее, чем 0,5%, в общем случае менее, чем 0,36%.
Действительно, в соответствии с представленным выше разъяснением изобретения выделения TiС в случае присутствия таковых образовывались бы в жидкой стали и ухудшали бы литейные свойства стали таким образом, что долевая концентрация выделений TiC в структуре, составляющая более, чем 0,5%, в результате приводила бы возникновению в листовой стали трещин и/или дефектов поверхности. Присутствие выделений TiC дополнительно уменьшает пластичность стали.
В дополнение к этому, вследствие наличия высокого уровня содержания Ti* листовая сталь не содержит каких-либо выделений Fe2B, при этом объемная долевая концентрация выделений Fe2B в структуре составляет 0%. Отсутствие выделений Fe2B увеличивает пластичность листовой стали.
Листовая сталь, будь то горячекатаная или холоднокатаная, характеризуется очень высокой вязкостью, даже при низкой температуре. В особенности, температура перехода от режима пластичности до смешанного режима составляет менее, чем – 20°С, а работа разрушения по Шарпи Kcv для листовой стали в общем случае является большей или равной 25 Дж/см2 при – 40°С и большей или равной 20 Дж/см2 при – 60°С.
Листовая сталь характеризуется модулем упругости при натяжении Е, составляющим по меньшей мере 230 ГПа, в общем случае по меньшей мере 240 ГПа, пределом прочности при растяжении TS, составляющим по меньшей мере 640 МПа, и пределом текучести, составляющим по меньшей мере 250 МПа, до какой-либо прокатки в валках дрессировочной клети. Таким образом, лист, не подвергнутый прогладочной прокатке и соответствующий изобретению, в общем случае характеризуется пределом текучести, составляющим по меньшей мере 250 МПа.
Достижения высокого предела прочности при растяжении, составляющего по меньшей мере 640 МПа, в особенности добиваются вследствие наличия маленького размера и распределения по размерам для выделений TiB2 в стали изобретения, что обуславливается эффектом Холла-Петча и увеличенным механическим упрочнением.
Модуль упругости при натяжении представляет собой возрастающую функцию для долевой концентрации выделений TiB2.
В особенности, достижения модуля упругости при натяжении Е, составляющего по меньшей мере 230 ГПа, добиваются при использовании долевой концентрации выделений TiB2, составляющей 9% и более. В предпочтительном варианте осуществления, где объемная долевая концентрация выделений TiB2 составляет по меньшей мере 12%, добиваются достижения модуля упругости при натяжении Е, составляющего по меньшей мере 240 ГПа.
Вдобавок к этому, присутствие выделений TiB2 приводит к уменьшению плотности стали.
Как следствие листовая сталь изобретения характеризуется очень высоким удельным модулем упругости при натяжении.
Способ изготовления листовой стали, соответствующей изобретению, осуществляют следующим далее образом.
Предлагается сталь, демонстрирующая композицию, соответствующую изобретению, и после этого сталь разливают в виде полуфабриката.
Разливку проводят при температуре, меньшей или равной Tliquidus + 40°C, при этом Tliquidus обозначает температуру ликвидуса для стали.
Действительно, температура разливки, составляющая более, чем Tliquidus + 40°С, могла бы привести к образованию крупных выделений TiB2.
Температура ликвидуса Tliquidus для стали изобретения в общем случае заключена в пределах от 1290°С до 1310°С. Поэтому температура разливки в общем случае должна составлять, самое большее, 1350°С.
Разливку проводят таким образом, чтобы получить после разливки тонкий продукт, имеющий толщину, составляющую, самое большее, 110 мм, в особенности, тонкий сляб или тонкий штрипс.
С данной целью разливку предпочтительно проводят при использовании литейно-прокатного модуля для получения тонкого сляба, имеющего толщину, меньшую или равную 110 мм, предпочтительно составляющую, самое большее, 70 мм, или в результате прямой отливки штрипса между валками, вращающимися в противоположных направлениях, для получения тонкого штрипса, имеющего толщину, меньшую или равную 6 мм.
В любом случае толщина полуфабриката должна составлять, самое большее, 110 мм, а предпочтительно, самое большее, 70 мм.
Например, полуфабрикат отливают в форме тонкого сляба, имеющего толщину, заключенную в пределах от 15 мм до 110 мм, предпочтительно от 15 мм до 70 мм, например, от 20 мм до 70 мм.
Отливку полуфабриката в соответствии с формой полуфабриката, например, тонких сляба или штрипса, улучшает перерабатываемость стали в результате наложения ограничений на повреждение стали во время операций прокатки и формовки.
Действительно, отливка полуфабриката в соответствии с формой тонкого полуфабриката, например, тонких сляба или штрипса, делает возможным использование во время последующих стадий прокатки уменьшенной степени обжатия для достижения желательной толщины.
Уменьшение степени обжатия накладывает ограничения на повреждение стали, которое может представлять собой результат столкновений выделений TiB2 во время операций горячей и холодной прокатки.
Больше всего, разливка в форме тонкого полуфабриката делает возможным достижение получения очень мелких выделений TiB2 таким образом, что в соответствии с представленным выше разъяснением изобретения уменьшаются повреждение, которое может представлять собой результат столкновений выделений TiB2, и повреждение отдельных выделений TiB2.
В особенности, разливка в соответствии с формой тонкого полуфабриката делает возможным тонкое контролирование скорости затвердевания при охлаждении на всем протяжении толщины листа, обеспечивает получение достаточно высокой скорости затвердевания в совокупном продукте и сводит к минимуму различие в скорости затвердевания между поверхностью продукта и сердцевиной продукта.
Действительно, достижение достаточной и гомогенной скорости затвердевания необходимо для получения очень мелких выделений TiB2 не только на поверхности продукта, но также и в сердцевине полуфабриката. При рассмотрении полуфабриката, характеризующегося в общем случае прямоугольным профилем, имеющим длину l2 в продольном направлении, ширину w2 в поперечном направлении и толщину t2 в направлении толщины, сердцевину (или область сердцевины) полуфабриката определяют в качестве части полуфабриката, простирающейся на длину l2 и на ширину w2, в направлении толщины полуфабриката от первого края, расположенного на 45% совокупной толщины t2 полуфабриката, до второго края, расположенного на 55% совокупной толщины полуфабриката.
Как это, кроме того, установили изобретатели, в целях получения очень мелких выделений TiB2, таких, чтобы доля выделений TiB2, характеризующихся площадью поверхности, составляющей менее, чем 8 мкм2, составляла бы по меньшей мере 96%, условия охлаждения во время затвердевания должны быть такими, чтобы сталь затвердевала бы при скорости затвердевания, равной или большей 0,03 см/с, вплоть до 5 см/с, в каждом местоположении для полуфабриката.
Вследствие уменьшения скорости затвердевания от поверхности к сердцевине продукта скорость затвердевания, составляющая по меньшей мере 0,03 см/с, в каждом местоположении подразумевает то, что скорость затвердевания в сердцевине продукта составляет по меньшей мере 0,03 см/с, вплоть до 5 см/с.
Вдобавок к этому, в случае отливки полуфабриката в соответствии с формой тонкого штрипса, в особенности, в результате прямой отливки штрипса между валками, вращающимися в противоположных направлениях, для получения тонкого штрипса, имеющего толщину, меньшую или равную 6 мм, скорость затвердевания будет заключена в пределах от 0,2 см/с до 5 см/с в каждом местоположении для полуфабриката.
Действительно, как это установили изобретатели, скорость затвердевания, составляющая по меньшей мере 0,03 см/с, в каждом местоположении, в особенности, в сердцевине продукта, делает возможным получение очень мелких выделений TiB2 не только на поверхности продукта, но также на всем протяжении совокупной толщины продукта таким образом, чтобы средняя площадь поверхности составляла бы менее, чем 8,5 мкм2, и доля выделений TiB2, характеризующихся площадью поверхности, составляющей менее, чем 8 мкм2, составляла бы по меньшей мере 96%. В дополнение к этому, доля выделений TiB2, характеризующихся площадью поверхности, составляющей менее, чем 3 мкм2, составляет по меньшей мере 80%, и доля выделений TiB2, характеризующихся площадью поверхности, составляющей менее, чем 25 мкм2, составляет 100%.
В особенности, скорость затвердевания, составляющая по меньшей мере 0,03 см/с, в области сердцевины продукта делает возможным получение очень мелких выделений TiB2 в области сердцевины полуфабриката таким образом, чтобы средняя площадь поверхности составляла бы менее, чем 8,5 мкм2, и доля выделений TiB2, характеризующихся площадью поверхности, составляющей менее, чем 8 мкм2, составляла бы по меньшей мере 96%. В дополнение к этому, доля выделений TiB2, характеризующихся площадью поверхности, составляющей менее, чем 3 мкм2, составляет по меньшей мере 80%, и доля выделений TiB2, характеризующихся площадью поверхности, составляющей менее, чем 25 мкм2, составляет 100%.
В противоположность этому, в случае скорости затвердевания для по меньшей мере некоторых частей продукта, составляющей менее, чем 0,03 см/с, во время затвердевания будут образовываться выделения TiC и/или крупные выделения TiB2.
Достижения контролирования скоростей охлаждения и затвердевания на уровне вышеупомянутых значений добиваются вследствие разливки стали в форме тонкого полуфабриката, имеющего толщину, составляющую менее, чем 110 мм, и вследствие композиции стали.
В особенности, разливка в форме тонкого полуфабриката в результате приводит к получению высокой скорости охлаждения на всем протяжении толщины продукта и улучшенной гомогенности скорости затвердевания от поверхности к сердцевине продукта.
В дополнение к этому, вследствие наличия высокого уровня содержания Ti* для стали сталь затвердевает в основном в качестве феррита. В особенности, затвердевшая сталь обладает в основном ферритной структурой от начала затвердевания и во время совокупного процесса затвердевания, при этом долевая концентрация аустенита в стали остается составляющей, самое большее, 10%. Таким образом, во время охлаждения не возникает фазового превращения, или фазовое превращение происходит в очень ограниченной степени.
В результате сталь может быть охлаждена в результате повторного смачивания, а не в результате пленочного кипения, что делает возможным достижение очень высоких скоростей затвердевания.
Пленочное кипение представляет собой режим охлаждения, при котором между поверхностью стали и жидким хладагентом прокладывается тонкий слой паров хладагента, характеризующегося низкой теплопроводимостью. При пленочном кипении коэффициент теплопередачи является маленьким. В противоположность этому, охлаждение в результате повторного смачивания будет иметь место в случае разрушения парового слоя, и вступления хладагента в контакт со сталью. Данный режим охлаждения будет иметь место в случае температуры поверхности стали, меньшей, чем температура Лейденфроста. Коэффициент теплопередачи, достигаемый в результате повторного смачивания, является большим, чем коэффициент теплопередачи, достигаемый в результате пленочного кипения таким образом, что скорость затвердевания увеличивается. Однако, в случае прохождения фазовых превращений во время охлаждения в результате повторного смачивания связь между повторным смачиванием и фазовым превращением будет индуцировать возникновение больших деформаций в стали, что в результате приведет к возникновению трещин и дефектов поверхности.
Поэтому стали, проходящие через значительное аллотропное превращение во время затвердевания, не могут быть охлаждены в результате повторного смачивания.
В противоположность этому, в сталях изобретения, которые содержат, самое большее, 10% аустенита при любой температуре, при затвердевании фазовое превращение происходит в незначительной степени, или фазового превращения не возникает, и поэтому сталь может быть охлаждена в результате повторного смачивания.
Таким образом, могут быть достигнуты очень высокие скорости затвердевания.
В конце затвердевания структура стали является в основном ферритной и содержит очень мелкие эвтектические выделения TiB2.
В дополнение к этому, вследствие наличия в основном ферритной структуры стали, как только начинается затвердевание, во время затвердевания не возникает фазового превращения δ-феррита в аустенит, или данное превращение происходит в незначительной степени (то есть, самое большее, 10% δ-феррита превращаются в аустенит во время затвердевания) таким образом, что избегается возникновение локальных сжатий, которые представляли бы собой результат данного превращения, что могло бы привести к возникновению трещин в полуфабрикате.
В частности, в отсутствие значительного превращения δ-феррита в аустенит во время затвердевания не возникает перитектически-индуцированного образования выделений. Такое перитектически-индуцированное образование выделений, возникающее в дендритах, могло бы привести к уменьшению пластичности в горячем состоянии и индуцированию трещин, в особенности во время дальнейшей горячей прокатки.
Поэтому затвердевший полуфабрикат характеризуется очень хорошим качеством поверхности и демонстрирует отсутствие или только наличие очень малого количества трещин.
Помимо этого, затвердение стали, как в основном ферритной, в сопоставлении со структурой, содержащей более, чем 10% аустенита при затвердевании, в большой степени уменьшает твердость затвердевшей стали, в частности, твердость затвердевшей корочки.
В особенности, твердость стали является приблизительно на 40% меньшей, чем у сопоставимой стали, которая обладала бы структурой, содержащей более, чем 10% аустенита во время затвердевания.
Маленькая твердость в горячем состоянии для затвердевшей стали в результате приводит к уменьшению роли реологических проблем, включающих затвердевшую корочку, в особенности, обеспечивает избегание возникновения дефектов поверхности, вмятины и прорывов жидкого металла из отлитого продукта.
В дополнение к этому, маленькая твердость в горячем состоянии для затвердевшей стали также гарантирует наличие большой пластичности в горячем состоянии для стали в сопоставлении с аллотропными марками.
Вследствие большой пластичности в горячем состоянии для продукта избегают формирования трещин, которые в противном случае возникали бы во время операций гибки и правки для технологического процесса разливки и/или во время последующей горячей прокатки.
После затвердевания полуфабрикат охлаждают до температуры окончания охлаждения, которая предпочтительно составляет не менее, чем 700°С. При окончании охлаждения структура полуфабриката остается в основном ферритной.
После этого полуфабрикат подвергают нагреванию от температуры окончания охлаждения до приблизительно 1200°С, удалению окалины, после этого горячей прокатке.
Во время удаления окалины температура поверхности стали предпочтительно составляет по меньшей мере 1050°С. Действительно, ниже 1050°С на поверхности полуфабриката будут затвердевать жидкие оксиды, что может приводить к возникновению дефектов поверхности.
Предпочтительно полуфабрикат непосредственно подвергают горячей прокатке, то есть, не охлаждают до температуры, составляющей менее, чем 700°С, до горячей прокатки, таким образом, чтобы температура полуфабриката оставалась бы в любое время большей или равной 700°С между разливкой и горячей прокаткой. Непосредственная горячая прокатка полуфабриката делает возможным уменьшение времени, необходимого для гомогенизирования температуры полуфабриката до горячей прокатки и поэтому наложения ограничения на образование жидких оксидов на поверхности полуфабриката.
В дополнение к этому, полуфабрикат непосредственно после разливки в общем случае является хрупким при низких температурах таким образом, что непосредственная горячая прокатка для полуфабриката делает возможным избегание возникновения трещин, что в противном случае может иметь место при низких температурах вследствие хрупкости полуфабриката непосредственно после разливки.
Горячую прокатку, например, проводят в температурном диапазоне, заключенном в пределах от 1100°С до 900°С, предпочтительно от 1050°С до 900°С.
В соответствии с представленным выше разъяснением изобретения пластичность в горячем состоянии для полуфабриката является очень большой вследствие наличия в основном ферритной структуры стали. Действительно, в стали во время горячей прокатки не возникает фазового превращения, или фазовое превращение происходит в незначительной степени, что уменьшило бы пластичность.
Как следствие прокатываемость в горячем состоянии для полуфабриката является удовлетворительной, даже при температуре завершения горячей прокатки 900°С, и избегается возникновение трещин в листовой стали во время горячей прокатки.
Например, получают горячекатаные листовые стали, имеющие толщину, заключенную в пределах от 1,5 мм до 4 мм, например, заключенную в пределах от 1,5 мм до 2 мм.
После горячей прокатки листовую сталь предпочтительно скатывают в рулон. После этого горячекатаную листовую сталь предпочтительно подвергают травлению, например, в ванне из HCl, для гарантированного получения хорошего качества поверхности.
Необязательно в случае желательности наличия меньшей толщины горячекатаную листовую сталь подвергают холодной прокатке таким образом, чтобы получить холоднокатаную листовую сталь, имеющую толщину, составляющую менее, чем 2 мм, например, заключенную в пределах от 0,9 мм до 1,2 мм.
Достижения таких толщин добиваются без создания какого-либо значительного внутреннего повреждения. Данное отсутствие значительного повреждения в особенности обуславливается разливкой в соответствии с формой тонкого полуфабриката и композицией стали.
Действительно, вследствие производства холоднокатаного листа из тонкого продукта уменьшаются степени обжатия в горячем и холодном состояниях, необходимые для достижения заданной толщины. Поэтому уменьшается возникновение столкновений между выделениями TiB2, которые могли бы привести к повреждению.
Кроме того, вследствие наличия распределения по размерам для выделений TiB2, достигаемого благодаря маленькой толщине полуфабриката и композиции, могут быть достигнуты степени обжатия при холодной прокатке, доходящие вплоть до 40% и даже вплоть до 50%, без производства какого-либо значительного внутреннего повреждения.
Действительно, поскольку сталь не содержит крупных выделений TiB2, повреждения возникают в результате нарушения сцепления на поверхности раздела таким образом, что кинетика повреждения замедляется. Вдобавок к этому, столкновение выделений TiB2 вследствие их маленьких размеров не приводит к возникновению какого-либо значительного повреждения.
Как следствие в значительной степени уменьшается возникновение повреждений во время холодной прокатки.
После холодной прокатки холоднокатаная листовая сталь может быть подвергнута отжигу. Отжиг, например, проводят в результате нагревания холоднокатаной листовой стали при средней скорости нагревания, предпочтительно заключенной в пределах от 2 до 4°С/с, до температуры отжига, заключенной в пределах от 800°С до 900°С, и выдерживания холоднокатаной листовой стали при данной температуре отжига на протяжении времени отжига, в общем случае заключенного в пределах от 45 с до 90 с.
Листовая сталь, полученная таким образом, которая может быть подвергнута горячей прокатке или холодной прокатке, обладает в основном ферритной структурой, то есть, состоит из феррита, самое большее, 10% аустенита и выделений. В общем случае листовая сталь, полученная таким образом, обладает ферритной структурой при комнатной температуре, то есть, структурой, состоящей из феррита и выделений в отсутствие аустенита.
Листовая сталь, полученная таким образом, содержит выделения TiB2, которые являются эвтектическими выделениями TiB2, при этом объемная долевая концентрация выделений TiB2 составляет по меньшей мере 9%.
Доля выделений TiB2 в листовой стали, характеризующихся площадью поверхности, составляющей менее, чем 8 мкм2, составляет по меньшей мере 96%. В дополнение к этому, доля выделений TiB2, характеризующихся площадью поверхности, составляющей менее, чем 3 мкм2, предпочтительно составляет по меньшей мере 80%, и доля выделений TiB2 в листовой стали, характеризующейся площадью поверхности, составляющей менее, чем 25 мкм2, предпочтительно составляет 100%.
Это в особенности имеет место в области сердцевины листа.
Листовая сталь, полученная таким образом, содержит очень маленькое количество выделений TiC вследствие наличия низкого уровня содержания С в стали, вследствие использования данного способа изготовления и вследствие отсутствия перитектически-индуцированного образования выделений во время затвердевания. Объемная долевая концентрация выделений TiC в структуре составляет, в частности, менее, чем 0,5%, в общем случае менее, чем 0,36%.
Листовая сталь, полученная таким образом, не содержит выделений Fe2B.
При использовании данного способа изготовления избегают образования дефектов поверхности и трещин в отлитом продукте и листовой стали.
В особенности, уменьшение твердости, достигаемое вследствие высокого уровня содержания Ti*, делает возможным избегание возникновения дефектов поверхности, вмятины и прорывов жидкого металла в отлитом продукте.
В дополнение к этому, листовая сталь, полученная таким образом, характеризуется очень высокими деформируемостью, вязкостью и сопротивлением усталости таким образом, что из таких листов могут быть произведены детали, характеризующиеся сложной геометрией.
В особенности, сводятся к минимуму повреждения листовой стали, которые могут представлять собой результат проведения горячей и/или холодной прокатки, таким образом, что сталь характеризуется улучшенной пластичностью во время последующих операций формовки и улучшенной вязкостью.
Кроме того, высокий модуль упругости при натяжении для стали, соответствующей изобретению, уменьшает пружинение после операций формовки и, тем самым, улучшает точность размеров для готовых деталей.
При производстве детали стальной лист разрезают для производства заготовки и заготовку деформируют, например, в результате вытяжки или гибки, в температурном диапазоне, заключенном в пределах от 20 до 900°С.
В выгодном случае конструкционные элементы изготавливают в результате сварки листовой стали или заготовки, соответствующих изобретению, с другими листовой сталью или заготовкой, характеризующимися идентичной или отличной композицией и имеющими идентичную или отличную толщину, таким образом, чтобы получить сварную сборную конструкцию, обладающую варьирующимися механическими свойствами, которая может быть дополнительно деформирована для производства детали.
Например, листовая сталь, соответствующая изобретению, может быть сварена с листовой сталью, изготовленной из стали, демонстрирующей композицию, включающую при выражении в массовых процентах:
0,01% ≤ С ≤ 0,25%,
0,05% ≤ Mn ≤ 2%,
Si ≤ 0,4%,
Al ≤ 0,1%,
Ti ≤ 0,1%,
Nb ≤ 0,1%,
V ≤ 0,1%,
Cr ≤ 3%,
Mo ≤ 1%,
Ni ≤ 1%,
B ≤ 0,003%,
при этом остаток представляют собой железо и неизбежные примеси, представляющие собой результат плавки.
Примеры
В качестве примеров и в порядке сопоставления изготавливали листы, образованные из композиций сталей, соответствующих таблице I, при этом элементы выражают в массовых процентах.
Таблица 1
В таблице 1 подчеркнутое значение не соответствует изобретению.
Данные стали разливали в форме полуфабрикатов:
- сталь А непрерывно разливали в форме сляба, имеющего толщину 65 мм, (образец I1),
- сталь B разливали в форме слитка в 300 кг, характеризующегося сечением 130 мм × 130 мм, (образец R1),
- сталь C разливали в форме тонкого сляба, имеющего толщину 45 мм, (образец R2).
Скорости затвердевания во время затвердевания отлитых продуктов оценивались на поверхности и в сердцевине продуктов и приводятся в представленной ниже таблице 2.
Таблица 2
В таблице 2 подчеркнутые значения не соответствуют изобретению.
Образец I1 разливали в форме тонкого сляба, имеющего толщину, составляющую менее, чем 110 мм.
В дополнение к этому, композиция (А) образца I1 соответствует изобретению и поэтому характеризуется уровнем содержания свободного элемента Ti, составляющим по меньшей мере 0,95%, таким образом, что во время затвердевания не происходило фазового превращения, или фазовое превращение происходило в незначительной степени, что делает возможным охлаждение в результате повторного смачивания.
Вследствие наличия маленькой толщины отлитого продукта и охлаждения в результате повторного смачивания скорость затвердевания для образца I1 могла бы составлять более, чем 0,03 см/с, даже в сердцевине полуфабриката.
В противоположность этому, образец R1 демонстрирует композицию (В), соответствующую изобретению, но его не разливали в виде тонкого полуфабриката, при этом его толщина составляет более, чем 110 мм.
Как следствие скорость затвердевания не могла достигать целевых значений ни в сердцевине, ни на поверхности полуфабриката.
Образец R2 не демонстрирует композицию (С), соответствующую изобретению, при этом его уровень содержания В составляет более, чем (0,45 × Ti) – 0,43. Таким образом, образец R2 характеризуется уровнем содержания свободного элемента Ti, составляющим менее, чем 0,95% (0,75%).
Таким образом, даже в случае разливки стали в соответствии с формой тонкого штрипса во время затвердевания происходило важное фазовое превращение таким образом, что охлаждение не могло быть проведено в результате повторного смачивания. В результате скорость затвердевания не достигала 0,03 см/с в сердцевине продукта.
Изобретатели исследовали деформируемость в горячем состоянии для образцов I1 и R2.
В особенности, деформируемость в горячем состоянии для образцов непосредственно после разливки I1 и R2 оценивали в результате проведения испытаний на плоскодеформирующее сжатие в горячем состоянии с различными скоростями деформирования при температурах в диапазоне от 950°С до 1200°С.
С данной целью из образцов непосредственно после разливки I1 и R2 отбирали образцы Растегаева. Образцы нагревали до температуры 950°С, 1000°С, 1100°С или 1200°С, а после этого сдавливали при использовании двух пуансонов, расположенных на противоположных сторонах образца, при различных скоростях деформирования в виде 0,1 с– 1, 1 с– 1, 10 с– 1 или 50 с– 1. Определяли напряжения и для каждого испытания оценивали максимальное напряжение.
В представленной ниже таблице 3 приводятся при каждой температуре и для каждого из образцов I1 и R2 долевая концентрация аустенита в структуре при данной температуре и максимальное напряжение, определенное при каждой температуре для каждой скорости деформирования.
Таблица 3
Как это демонстрируют данные результаты, максимальное напряжение, достигаемое для образца I1, является намного меньшим, чем для образца R2, кокой бы ни была температура, заключенная в пределах от 950°С до 1200°С, и какой бы ни была скорость деформирования, при этом максимальное напряжение для стали I1 является на вплоть до 67% меньшим, чем максимальное напряжение, достигаемое для стали R2.
Данное уменьшение максимального напряжения представляет собой, в особенности, результат различия между структурой образца I1, которая является в основном ферритной при всех температурах, и структурой образца R2, которая претерпевает фазовое превращение и становится аустенитной при высоких температурах. Как это подразумевает данное уменьшение, при высоких температурах твердость стали изобретения уменьшается в большой степени в сопоставлении с тем, что имеет место для стали, характеризующейся уровнем содержания Ti*, составляющим менее, чем 0,95%, что, тем самым, улучшает деформируемость в горячем состоянии.
Деформируемость в горячем состоянии для образцов непосредственно после разливки I1 и R2 дополнительно оценивали в результате проведения высокотемпературного испытания на растяжение при использовании термомеханического симулятора Gleeble.
В особенности, уменьшение площади поверхности определяли при температурах в диапазоне от 600°С до 1100°С.
Как это демонстрируют результаты данных испытаний, проиллюстрированные на фиг. 5, пластичность в горячем состоянии для образца I1 остается высокой даже при уменьшающихся температурах, в особенности, при температурах, заключенных в пределах от 800°С до 900°С, в то время как пластичность для образца R2 кардинально уменьшается при увеличении температуры.
Как следствие образец I1 может быть подвергнут переработке при меньших температурах, чем образец R2. Наоборот, во время способа изготовления возникновение трещин или прорывов жидкого металла из отливки для образца I1 будет значительно уменьшено в сопоставлении с тем, что имеет место для образца R2.
Изобретатели дополнительно охарактеризовали выделения TiB2 в продуктах непосредственно после разливки в отношении образцов, отобранных с 1/4 толщины из образцов I1, R1 и R2, и образца, отобранного с половины толщины образца I1, в результате проведения анализа изображений при использовании сканирующего электронного микроскопа (СЭМ). Образцы для микроскопического рассмотрения получали при использовании стандартной металлографической методики подготовки поверхности и подвергали декапированию при использовании реагента ниталя.
Распределения по размерам приводятся в представленной ниже таблице 4.
Как это продемонстрировано в таблице 4, образец R1 демонстрирует наличие высокий процентный уровень содержания крупных выделений, характеризующихся площадью поверхности, составляющей более, чем 8 мкм2.
Образец характеризуется более высокой долевой концентрацией маленьких выделений TiB2, чем образец R1. Однако, уровень процентного содержания выделений TiB2, характеризующихся площадью поверхности, составляющей менее, чем 8 мкм2, для образца R2 не достигает 96%.
В противоположность этому, образец I1 демонстрирует наличие очень высокой долевой концентрации выделений TiB2, характеризующихся площадью, составляющей, самое большее, 8 мкм2, в особенности, составляющей более, чем 96%. В дополнение к этому, долевая концентрация выделений TiB2, характеризующихся площадью, составляющей, самое большее, 3 мкм2, составляет более, чем 80%, и все выделения TiB2 характеризуются площадью, меньшей или равной 25 мкм2.
Таблица 4
В таблице 4 подчеркнутые значения не соответствуют изобретению.
Вдобавок к этому, после затвердевания образец I1 подвергали нагреванию до температуры 1200°С, после этого горячей прокатке при конечной температуре прокатки 920°С для производства горячекатаного листа, имеющего толщину 2,4 мм.
Горячекатаную листовую сталь I1 подвергали дополнительной холодной прокатке при степени обжатия 40% для получения холоднокатаного листа, имеющего толщину 1,4 мм.
После холодной прокатки листовую сталь I1 нагревали при средней скорости нагревания 3°С/с до температуры отжига 800°С и выдерживали при данной температуре на протяжении 60 секунд.
После затвердевания образцы R1 и R2 подвергали охлаждению до комнатной температуры, после этого повторному нагреванию до температуры 1150°С и горячей прокатке при конечной температуре прокатки 920°С для производства горячекатаного листа, имеющего толщину, соответственно, 2,2 мм и 2,8 мм.
Микроструктуры горячекатаных листов, произведенных из образцов I1, R1 и R2, исследовали в результате отбора образцов в местоположениях, расположенных на 1/4 толщины листов и на половине толщины листов, таким образом, чтобы наблюдать структуру вдоль продольной плоскости, соответственно, на половине расстояния между сердцевиной и поверхностью листов и в сердцевине листов.
Микроструктуры наблюдали при использовании сканирующего электронного микроскопа (СЭМ) после декапирования при использовании реагента Клемма.
Микроструктура сталей I1, R1 и R2 на 1/4 толщины продемонстрированы, соответственно, на фиг. 6, 7 и 8.
Микроструктура листовых сталей I1, R1 и R2 на половине толщины продемонстрированы, соответственно, на фиг. 9, 10 и 11.
Как это демонстрируют данные фигуры, структура стали I1 является очень мелкой, как на 1/4 толщины, так и в сердцевине продукта.
В противоположность этому, структура стали R1, которую охлаждали при пониженных скоростях затвердевания, включают крупные зерна.
Структура стали R2 несмотря на включение мелких зерен на 1/4 толщины также включает и крупные зерна, в особенности, в сердцевине полуфабриката.
В целом структура стали I1 является очень гомогенной, в то время как каждая из структур сталей R1 и R2 включает зерна, имеющие очень разные размеры.
Изобретатели, кроме того, исследовали деформируемость в холодном состоянии для сталей I1, R1 и R2.
Деформируемость в холодном состоянии для сталей оценивали в отношении листовых сталей, произведенных из сталей непосредственно после разливки I1, R1 и R2, при использовании испытаний на деформирование в одной плоскости.
В особенности, образцы отбирали из листов, изготовленных из сталей I1, R1 и R2, и определяли кривые предельного формоизменения для листовых сталей I1, R1 и R2. Данные кривые предельного формоизменения иллюстрируются на фиг. 12, и результаты измерений приводятся в представленной ниже таблице 5.
Как это продемонстрировано на фиг. 12 и в таблице 5, сталь I1 характеризуется улучшенной деформируемостью в сопоставлении со сталями R1 и R2.
Как это можно себе представить без связывания себя теорией, присутствие крупных выделений TiВ2 в сталях R1 и R2, даже в небольшом количестве, промотирует локализацию деформации во время операций формовки, в настоящем случае во время гибки, что приводит к получению худшей деформируемости, чем в случае стали I1. Как это, кроме того, полагается, локализация может представлять собой результат раннего повреждения от столкновения крупных выделений TiB2.
В противоположность этому, сталь I1 не включает крупных выделений, что сводит к минимуму столкновение выделений TiB2 и поэтому улучшает деформируемость.
Таблица 5
Для подтверждения воздействия размера выделений TiB2 на деформируемость изобретатели подвергали горячекатаную листовую сталь R1, полученную при использовании способа, раскрытого выше, холодной прокатке при степени обжатия при холодной прокатке 50%. После холодной прокатки листовую сталь R1 нагревали при средней скорости нагревания 3°С/с до температуры отжига 800°С и выдерживали при данной температуре на протяжении 60 секунд.
После этого изобретатели отбирали образцы с поверхности и из сердцевины холоднокатаной листовой стали R1 (после отжига) и в рамках наблюдения исследовали данные образцы при использовании сканирующей электронной микроскопии.
Структуры, наблюдаемые на поверхности и в сердцевине, проиллюстрированы, соответственно, на фиг. 13 и 14.
Как это можно видеть на данных фигурах, образец, отобранный с поверхности листа, включает мало повреждений в отличие от образца, отобранного из сердцевины, для которого наблюдается образование важных повреждений.
Как это подтверждают данные наблюдения, крупные выделения TiB2, которые в основном локализируются в сердцевине листа вследствие пониженной скорости затвердевания в данной части, вызывают повреждение во время деформирования и поэтому ухудшают деформируемость стали.
Изгибаемость сталей I1, R1 и R2 оценивали в результате проведения испытания на изгибание кромки (также называемого испытанием на 90°-ное фланцевание) в отношении образцов, отобранных из горячекатаных листовых сталей, изготовленных из сталей I1, R1 и R2, и из холоднокатаной листовой стали (после отжига), изготовленной из стали I1.
Образцы удерживали между прижимной подушкой и матрицей и подвижную матрицу передвигали для изгибания части образца, выступающей из подушки и матрицы. Испытание на изгибание проводили в направлении прокатки (НП) и в поперечном направлении (ПН) в соответствии со стандартом EN ISO 7438:2005.
Изгибаемость характеризовали при использовании соотношения R/t между радиусом кривизны R изогнутого листа (в мм) и толщиной t образца (в мм).
Результаты обобщенно приведены в представленной ниже таблице 6.
Таблица 6
В данной таблице t обозначает толщину образца, а R/t обозначает измеренное соотношение между радиусом кривизны для изогнутого листа и толщиной.
Как это демонстрируют данные результаты, сталь, соответствующая изобретению, характеризуется улучшенной изгибаемостью в сопоставлении со сталями R1 и R2.
В отношении образцов, отобранных из горячекатаных листов, при температурах в диапазоне от -80°С до 20°С дополнительно определяли работу разрушения по Шарпи для сталей I1 и R2.
В особенности, из горячекатаных листовых сталей, изготовленных из сталей I1 и R2, отбирали уменьшенный образец для испытания на ударную вязкость по Шарпи (10 мм × 55 мм × толщина листа), демонстрирующий наличие V-образных надрезов, имеющих глубину 2 мм, при угле 45° и радиусе впадины 0,25 мм.
При каждой температуре измеряли поверхностную плотность Kcv работы ударного разрушения. При каждой температуре испытание проводили в отношении двух образцов и рассчитывали среднее значение для двух испытаний.
Результаты иллюстрируются на фиг. 15 и приводятся в представленной ниже таблице 7.
В данной таблице Т обозначает температуру в градусах Цельсия, а Kcv обозначает поверхностную плотность работы ударного разрушения в Дж/см2. В дополнение к этому, приводится режим разрушения (пластическое разрушение, смешанный режим для пластического и хрупкого разрушения или хрупкое разрушение).
Как это продемонстрировано в таблице 7 и на фиг. 15, работа разрушения по Шарпи для стали I1 изобретения является намного большей, чем работа разрушения по Шарпи для стали R2. Помимо этого, температура перехода от пластического к смешанному режиму разрушения для стали I1 является меньшей в сопоставлении с тем, что имеет место для стали R2. В особенности, в стали изобретения разрушение остается на 100% пластическим при -20°С.
Таблица 7
Поэтому как это демонстрируют данные испытания, сталь изобретения характеризуется улучшенными деформируемостью, пластичностью и вязкостью в сопоставлении со:
- сталью R1, которая характеризуется уровнем содержания Ti*, составляющим более, чем 0,95%, но не была разлита в соответствии с формой тонкого продукта и, таким образом, содержала TiC и крупные выделения TiB2,
- сталью R2, которая была разлита в форме тонкого продукта, но характеризуется уровнем содержания Ti*, составляющим менее, чем 0,95%, и, таким образом, содержит TiC и может содержать выделения TiB2, характеризующиеся площадью поверхности, составляющей более, чем 8 мкм2.
В заключение, определяли механические свойства листовых сталей I1, R1 и R2. В представленной ниже таблице 8 приводятся предельная текучесть YS, предел прочности при растяжении TS, равномерное относительное удлинение UE, полное относительное удлинение TE и модуль упругости при натяжении Е, коэффициент деформационного упрочнения n и коэффициент Ланкфорда r. В таблице 8 также приводится уровень объемного процентного содержания выделений TIB2 (fTiB2) для каждой стали.
Таблица 8
Как это демонстрируют данные результаты, механические свойства стали I1 улучшаются в сопоставлении с механическими свойствами сталей R1 и R2. Данное улучшение, в частности, обуславливается высокой долей выделений очень маленького размера в стали I1 в сопоставлении со сталями R1 и R2.
Поэтому в изобретении предлагаются листовая сталь и способ ее изготовления, при этом она характеризуется в одно и то же время высоким модулем упругости при натяжении, низкой плотностью и улучшенными литейными свойствами и деформируемостью. Поэтому листовая сталь изобретения может быть использована для производства деталей, характеризующихся сложными профилями, без индуцирования повреждений или дефектов поверхности.
Реферат
Изобретение относится к области металлургии, а именно к изготовлению листовых сталей или конструкционных деталей, используемых в автомобильной промышленности. Листовая сталь имеет химический состав, в мас.%: 0,010≤С≤0,080, 0,06≤Mn≤3, Si≤1,5, 0,005≤Al≤1,5, S≤0,030, P≤0,040, Ti и В в количествах, удовлетворяющих условиям: 3,2≤Ti≤7,5 и (0,45×Ti)–1,35≤B≤(0,45×Ti)–0,43, при необходимости Ni≤1, Mo≤1, Cr≤3, Nb≤0,1 и V≤0,1, остальное - железо и неизбежные примеси. Листовая сталь имеет микроструктуру, состоящую из феррита, самое большее, 10% аустенита и выделений, при этом выделения включают эвтектические выделения TiB. Объемная долевая концентрация выделений TiBпо отношению к совокупной микроструктуре составляет по меньшей мере 9%, а доля выделений TiB, характеризующихся площадью поверхности, составляющей менее чем 8 мкм, составляет по меньшей мере 96%. Сталь обладает высоким удельным модулем упругости при натяжении совместно с высокой деформируемостью, в особенности высокой пластичностью и высокой вязкостью. 4 н. и 23 з.п. ф-лы, 15 ил., 8 табл.
Формула
Документы, цитированные в отчёте о поиске
Стальная плита для производства легких конструкций и способ производства этой плиты
Катаная сталь, которая твердеет посредством выделения частиц после горячего формования и/или закалки в инструменте, имеющая очень высокую прочность и пластичность, и способ ее производства
Комментарии