Полученный прессованием в форме продукт и способ его изготовления - RU2624260C2
Код документа: RU2624260C2
Чертежи

Описание
Область техники, к которой относится изобретение
Данное изобретение относится к полученному прессованием в форме продукту и способу его изготовления.
Существующий уровень техники
Прессование придает плоской детали заданную форму, осуществляя формовку посредством гибки или вытяжки, в отличие от литья, при котором материал, полученный путем перевода металла в жидкое состояние и т.п., вынуждают течь через литейную форму с образованием желаемой формы. Из этих соображений, например, согласно технологии, при формовке продукта, имеющего полый профиль, прессованием формируют заготовку из пары профилей, каждый из которых по существу является половиной полого профиля, соответствующего продукту. В данном случае часть, соответствующую половине полого профиля, который соответствует продукту, называют плоской деталью. Затем пару профилей из плоских деталей, сформованных в качестве заготовки, изгибают таким образом, чтобы они соединились друг с другом в полый объем, и чтобы эта пара профилей из плоских деталей совмещалась друг с другом (См. Патентную Литературу 1).
Перечень цитируемых источников:
Патентная литература 1: JP 2010-247757 А
Краткое описание изобретения
Техническая задача
Если продукт, имеющий вышеупомянутый полый профиль, формируют с использованием прессования, необходимо, чтобы пара профилей из плоских деталей совмещалась друг с другом при гибке этих профилей. Однако в некоторых случаях имеются сложности в совмещении профилей из плоских деталей друг с другом из-за отклонений и т.п. Однако если форма фланцевой части и т.п., которая соединяет плоские детали друг с другом, изготовлена с зазором, так, чтобы плоские детали можно было совместить друг с другом, даже если профили плоских деталей различаются, возникает проблема того, что масса излишне увеличивается и может не соответствовать приемлемой величине.
С этой точки зрения, данное изобретение было задумано для решения вышеупомянутой проблемы; и целью данного изобретения является обеспечить полученный прессованием в форме продукт и способ его изготовления, который позволяет соответствующим образом совместить плоские детали друг с другом и не вызывает увеличения массы продукта, даже если плоские детали можно соответствующим образом совместить друг с другом.
Средства решения проблемы
Для решения вышеупомянутой задачи данное изобретение включает полученный прессованием в форме продукт, сформированный путем перегиба заготовки для разделения заготовки на первую плоскую деталь и вторую плоскую деталь, с участком перегиба, расположенным между ними, и приведения первой плоской детали и второй плоской детали в контакт друг с другом посредством сгибания. Каждая из первой плоской детали и второй плоской детали полученного прессованием в форме продукта имеет вырубленный участок, образованный путем штамповки из заготовки, и выступающую часть, сформированную путем подъема краев вырубленного участка. В данном изобретении обеспечен установочный участок для установки в заданное положение первой плоской детали и второй плоской детали путем совмещения выступающей части первой плоской детали с выступающей частью второй плоской детали.
Кроме того, способ изготовления полученного прессованием в форме продукта по данному изобретению представляет собой способ изготовления полученного прессованием в форме продукта, сформированного посредством перегиба заготовки для разделения заготовки на первую плоскую деталь и вторую плоскую деталь, с участком перегиба, расположенным между ними, и приведения первой плоской детали и второй плоской детали в контакт друг с другом посредством сгибания. Способ изготовления по данному изобретению включает штамповку деталей, соответствующих первой плоской детали и второй плоской детали, для формирования вырубленных участков путем проведения штамповки согнутой и разделенной заготовки; формирование первой выступающей части на первой плоской детали и формирование второй выступающей части на второй плоской детали посредством прессования для подъема краев вырубленных участков; и перегиб заготовки таким образом, чтобы первая плоская деталь и вторая плоская деталь, полученные посредством перегиба, пришли в контакт друг с другом. Согласно данному изобретению, при перегибе получают установочный участок, который позволяет установить в заданное положение первую плоскую деталь и вторую плоскую деталь путем совмещения первой выступающей части со второй выступающей частью.
Положительный эффект изобретения
В полученном прессованием в форме продукте и способе его изготовления по данному изобретению обеспечивают установочный участок для совмещения первой выступающей части первой плоской детали со второй выступающей частью второй плоской детали, таким образом устанавливая в заданное положение первую плоскую деталь и вторую плоскую деталь. Следовательно, можно соответствующим образом совместить плоские детали друг с другом, приводя плоские детали в контакт друг с другом с использованием установочного участка. Кроме того, установочный участок предполагает, что в заготовке обеспечен вырубленный участок, и, таким образом, можно избежать увеличения массы полученного прессованием в форме продукта в случае соответствующего совмещения плоских деталей друг с другом с использованием установочного участка.
Краткое описание чертежей
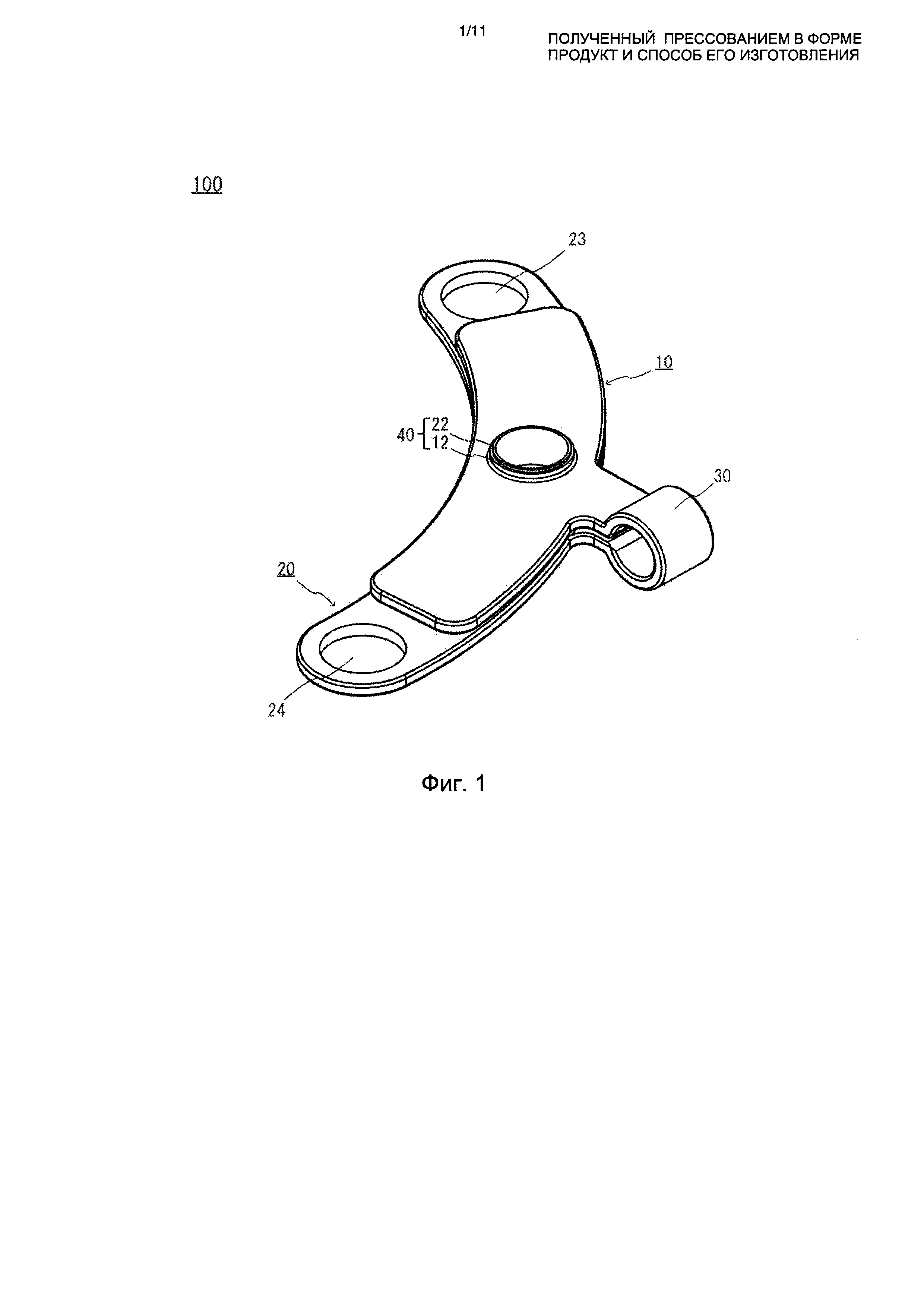
Фиг. 1 представляет аксонометрический вид, иллюстрирующий полученный прессованием в форме продукт по одному из примеров воплощения данного изобретения.
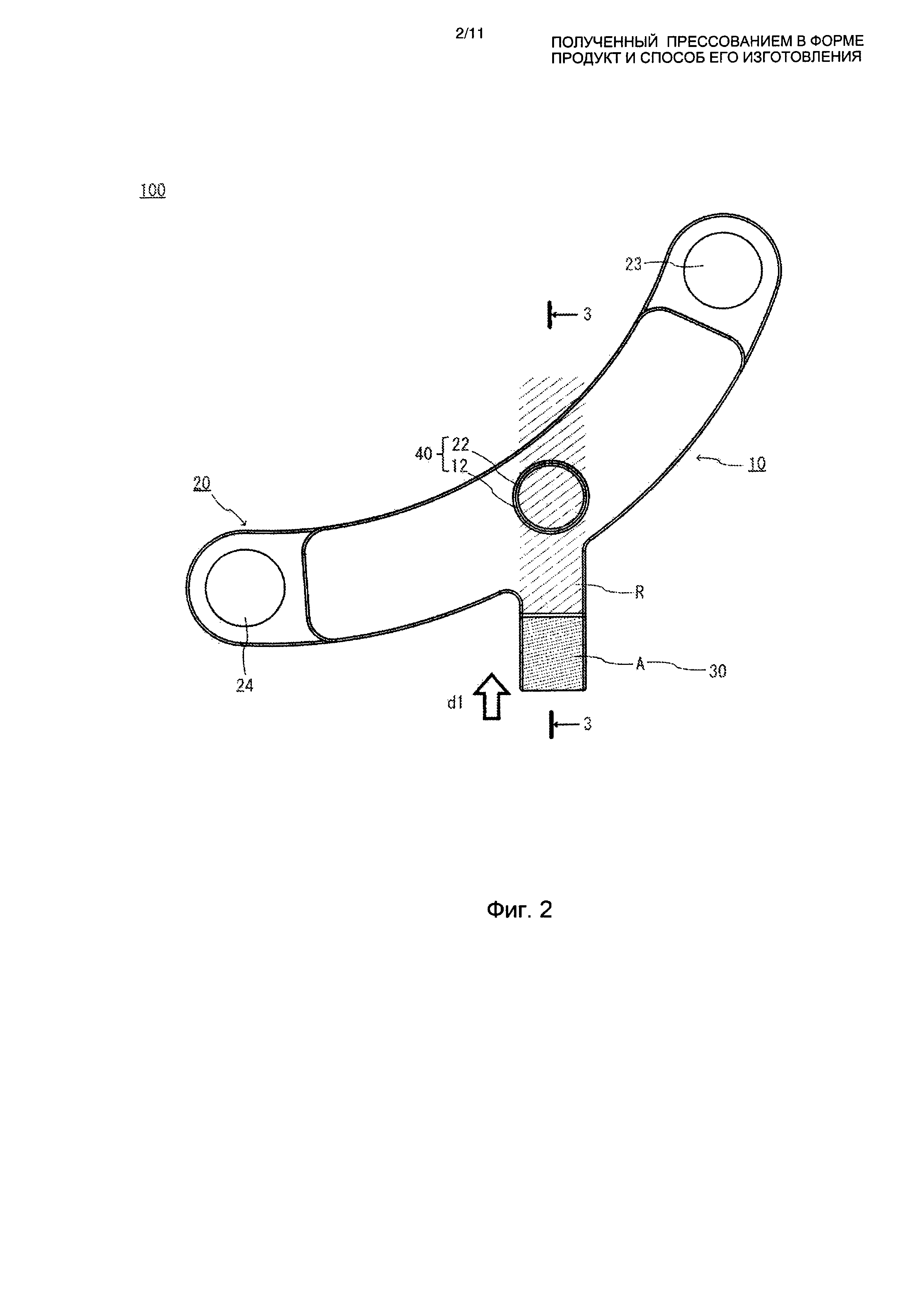
Фиг. 2 представляет вид сверху, иллюстрирующий полученный прессованием в форме продукт.
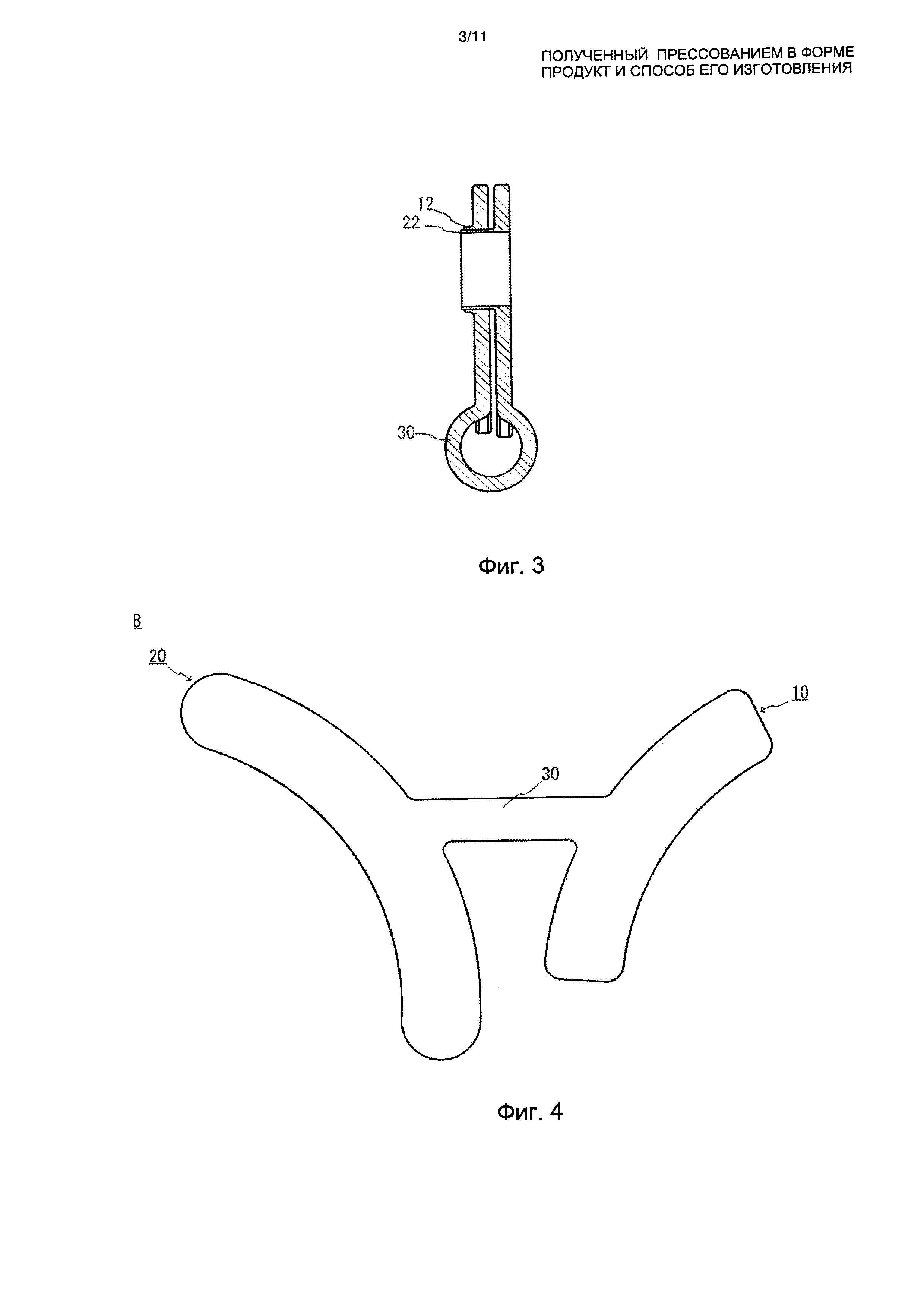
Фиг. 3 представляет вид Фиг. 2 в сечении по линии 3-3.
Фиг. 4 представляет схему, иллюстрирующую положение, в котором штампуют заданный профиль из заготовки при формировании полученного прессованием в форме продукта.
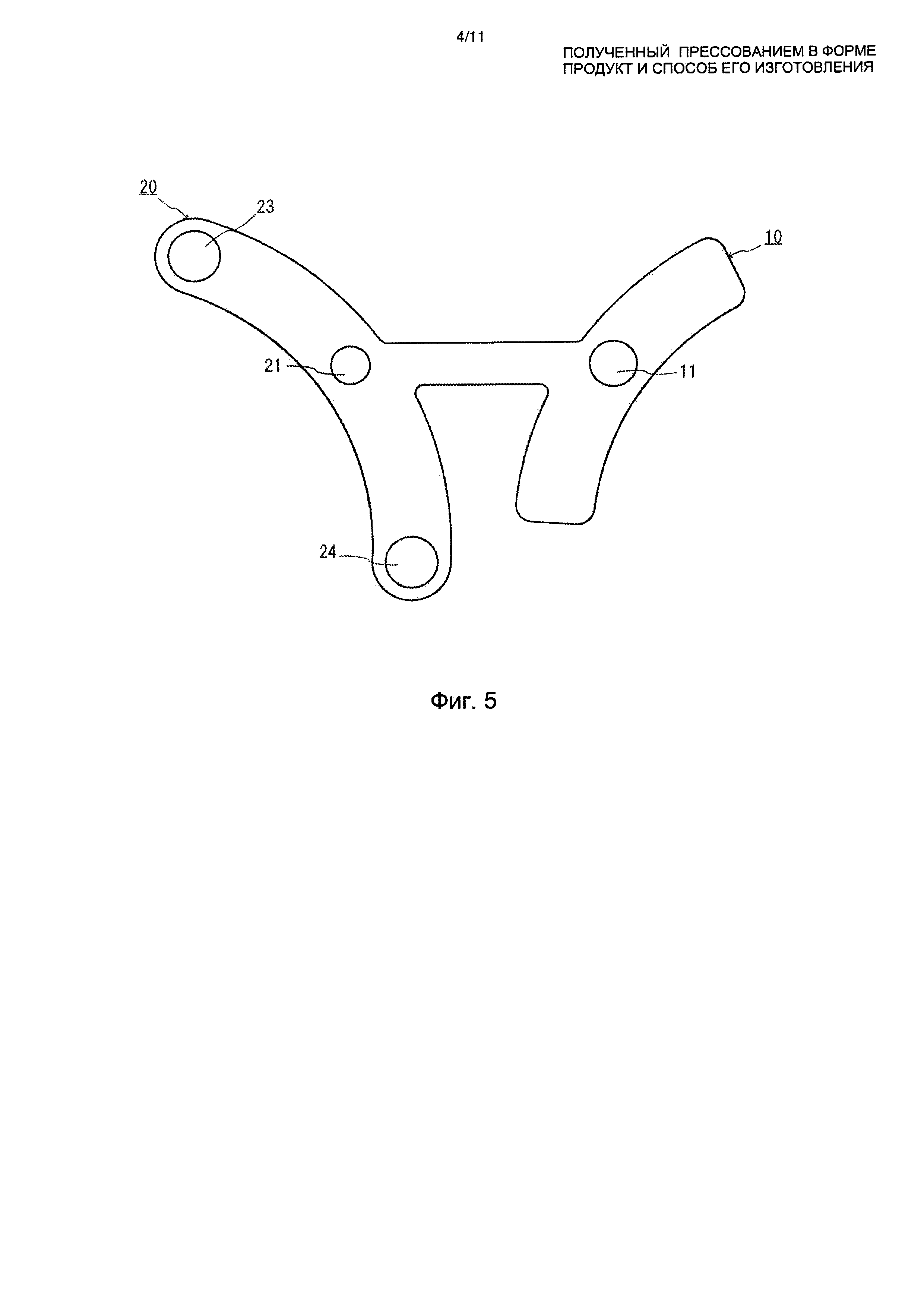
Фиг.5 представляет схему, иллюстрирующую состояние, в котором штампуют монтажные отверстия и части, соответствующие вырубаемым участкам продукта, при формировании полученного прессованием в форме продукта.
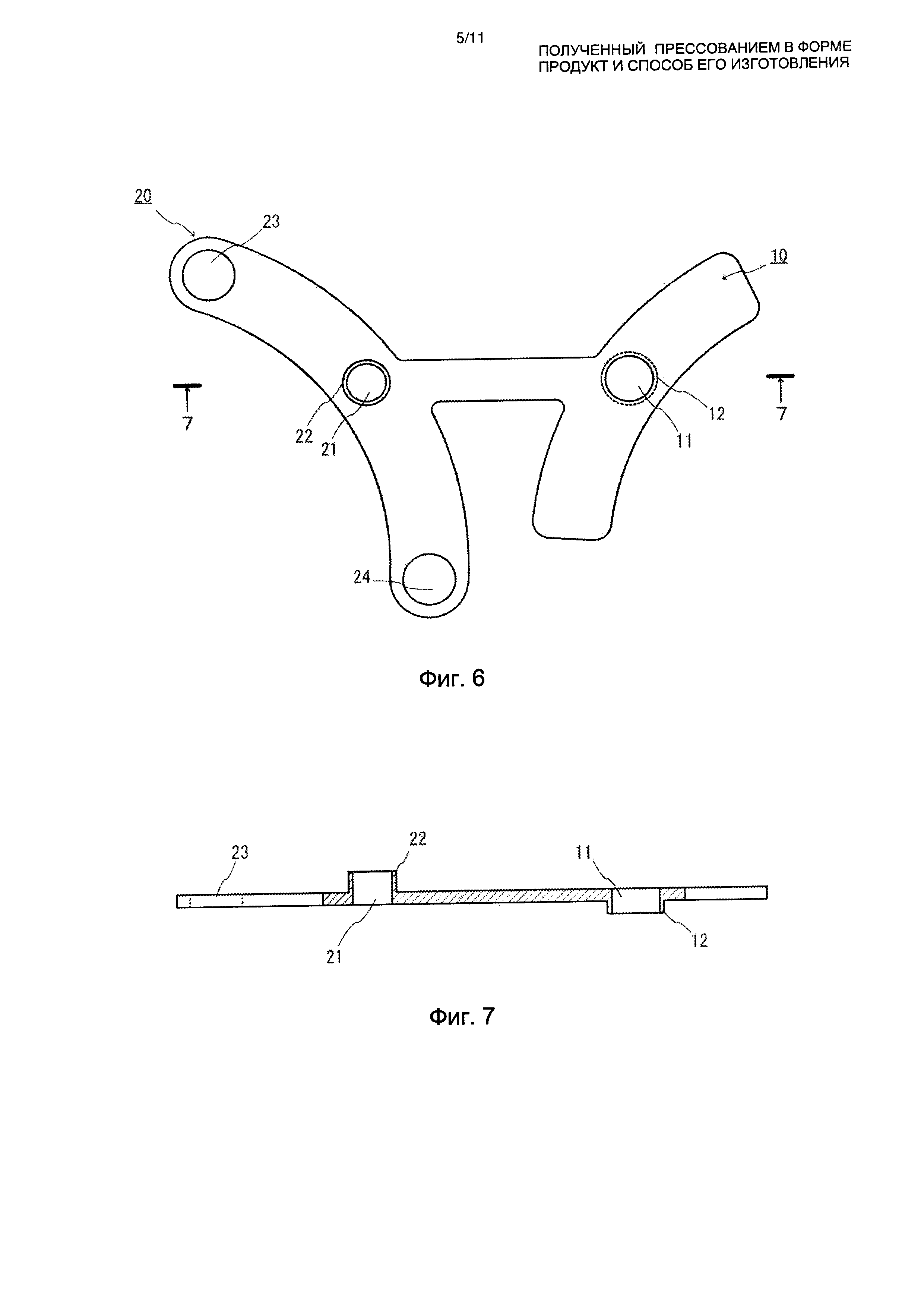
Фиг. 6 представляет вид сверху, иллюстрирующий формирование выступающих частей при формировании полученного прессованием в форме продукта.
Фиг. 7 представляет вид Фиг. 6 в сечении по линии 7-7.
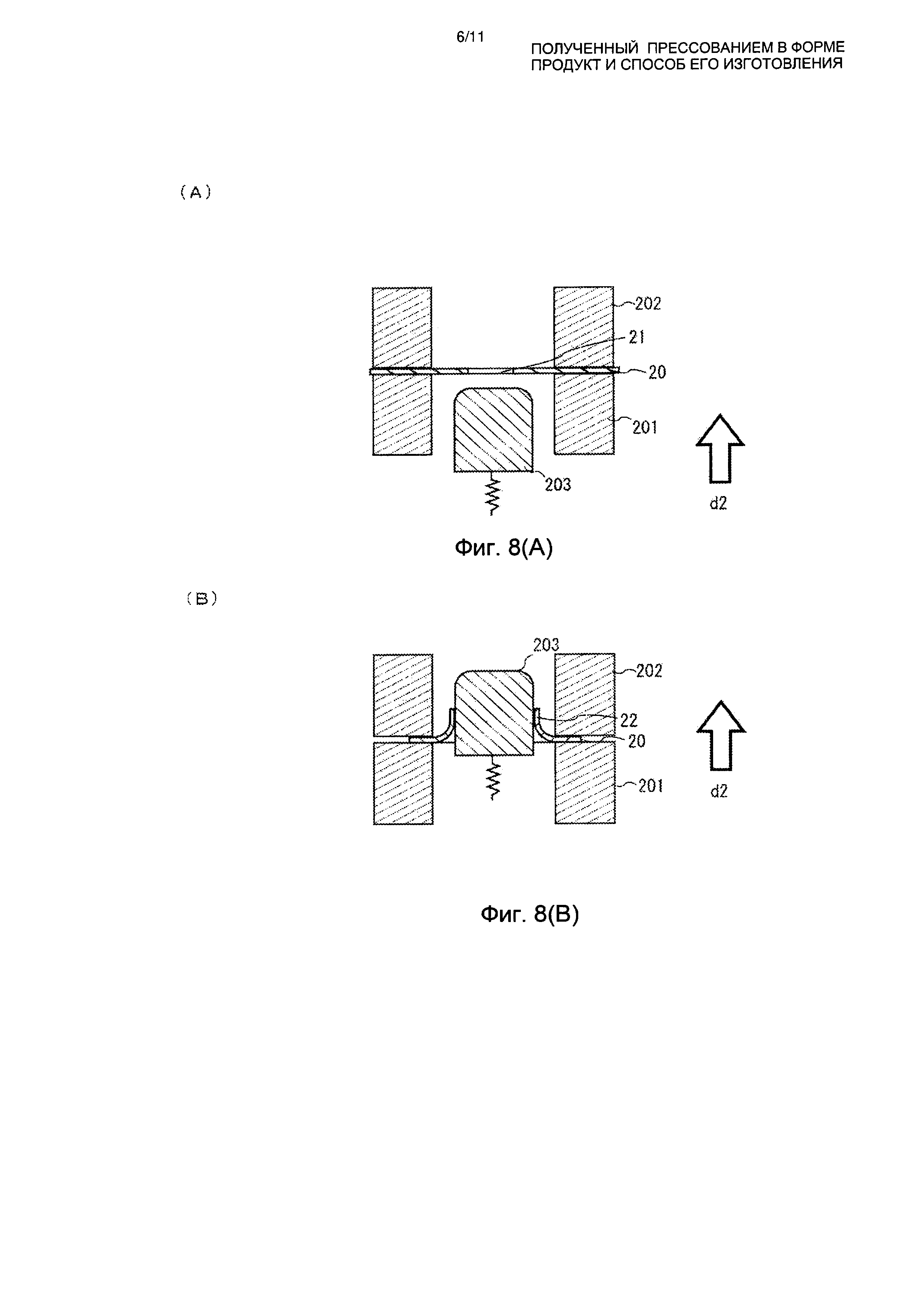
Фиг. 8(A) и 8(B) представляют виды в сечении, иллюстрирующие способ формирования выступающих частей при формировании полученного прессованием в форме продукта по данному примеру воплощения.
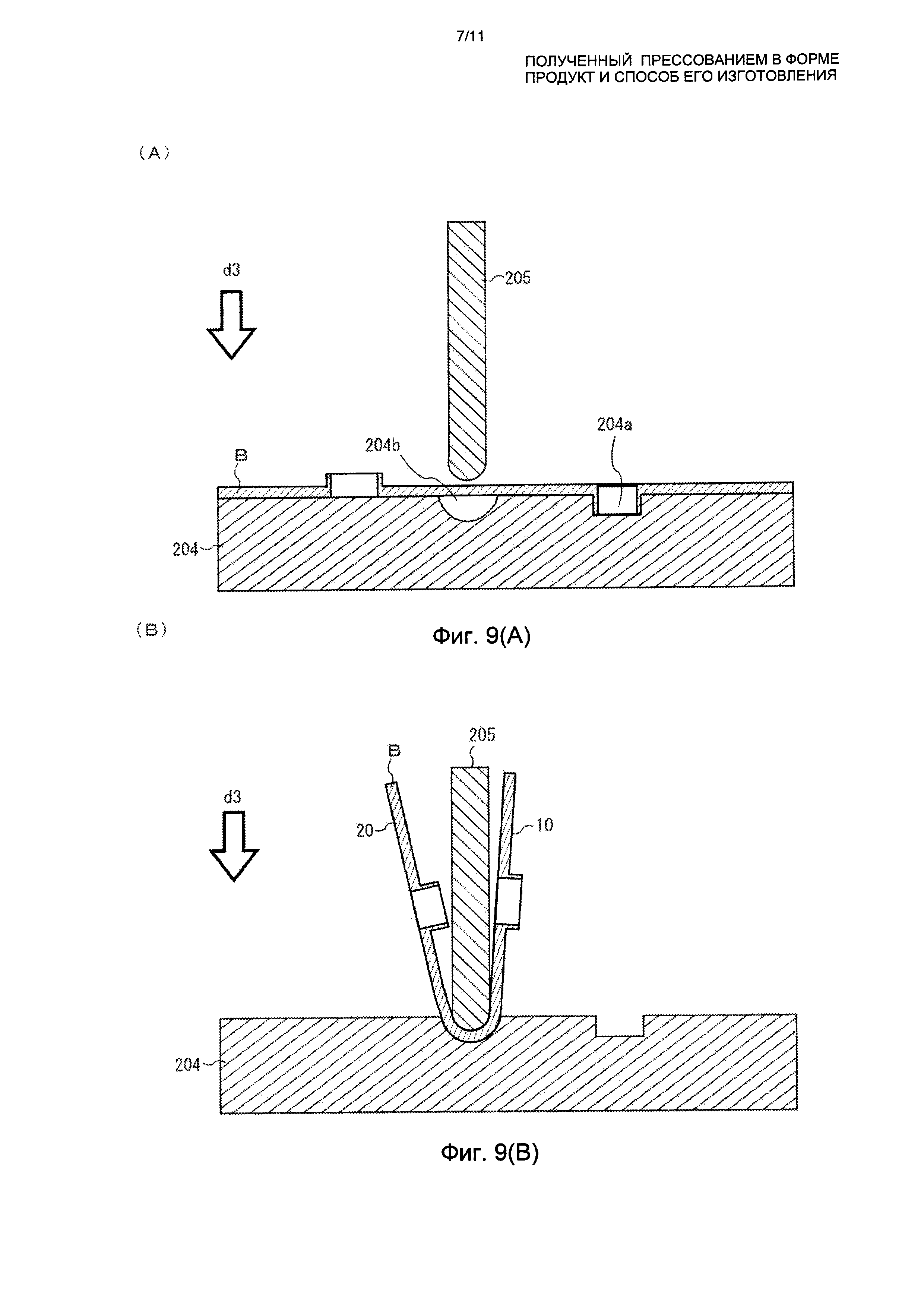
Фиг. 9(A) и 9(B) представляют виды в сечении, иллюстрирующие процесс перегиба при формировании полученного прессованием в форме продукта.
Фиг. 10(A) и 10(B) представляют виды в сечении, иллюстрирующие процесс перегиба при формировании полученного прессованием в форме продукта.
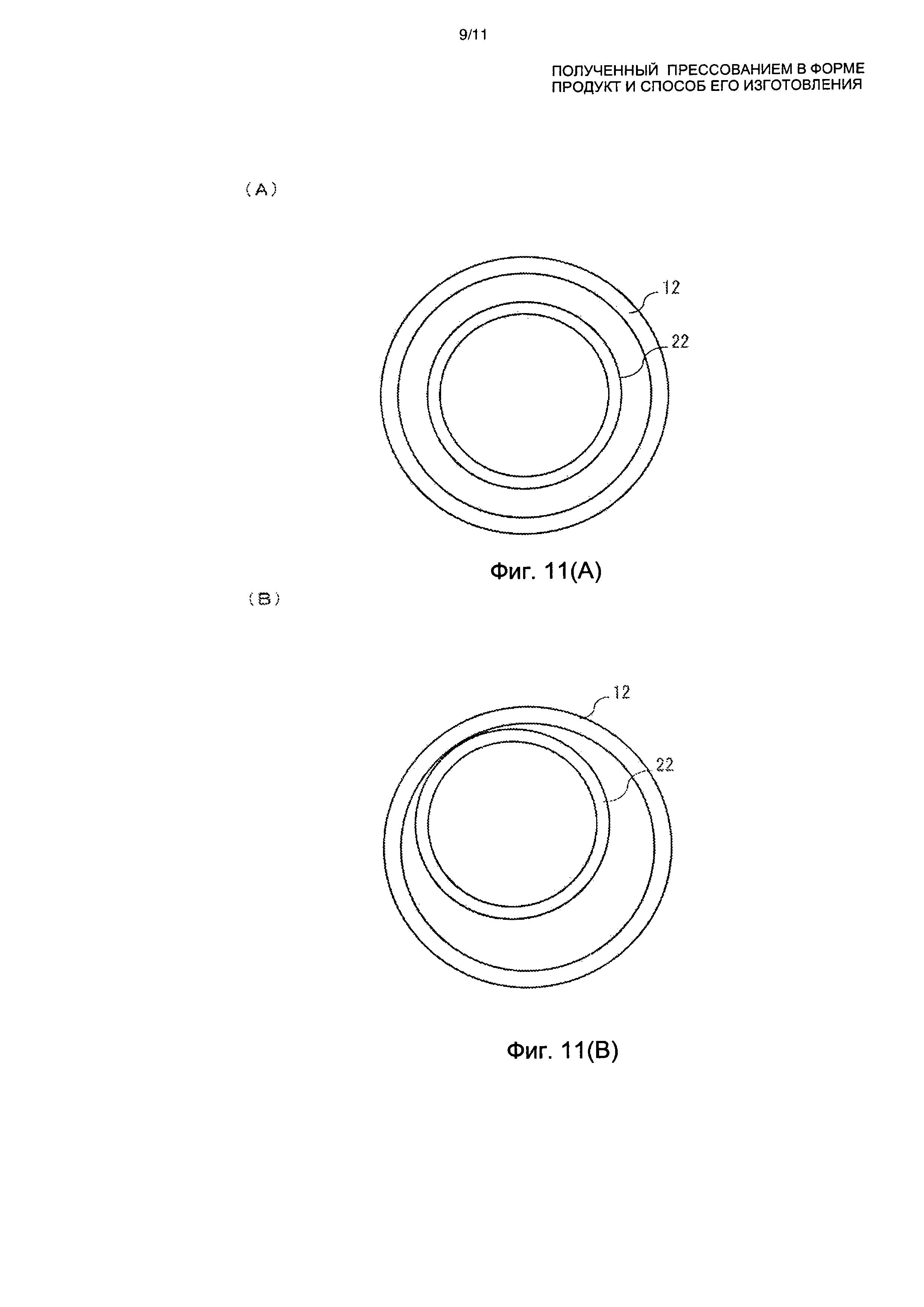
Фиг. 11(A) и 11(B) представляют схемы для описания модифицированного примера расположения первой выступающей части и второй выступающей части при формировании полученного прессованием в форме продукта.
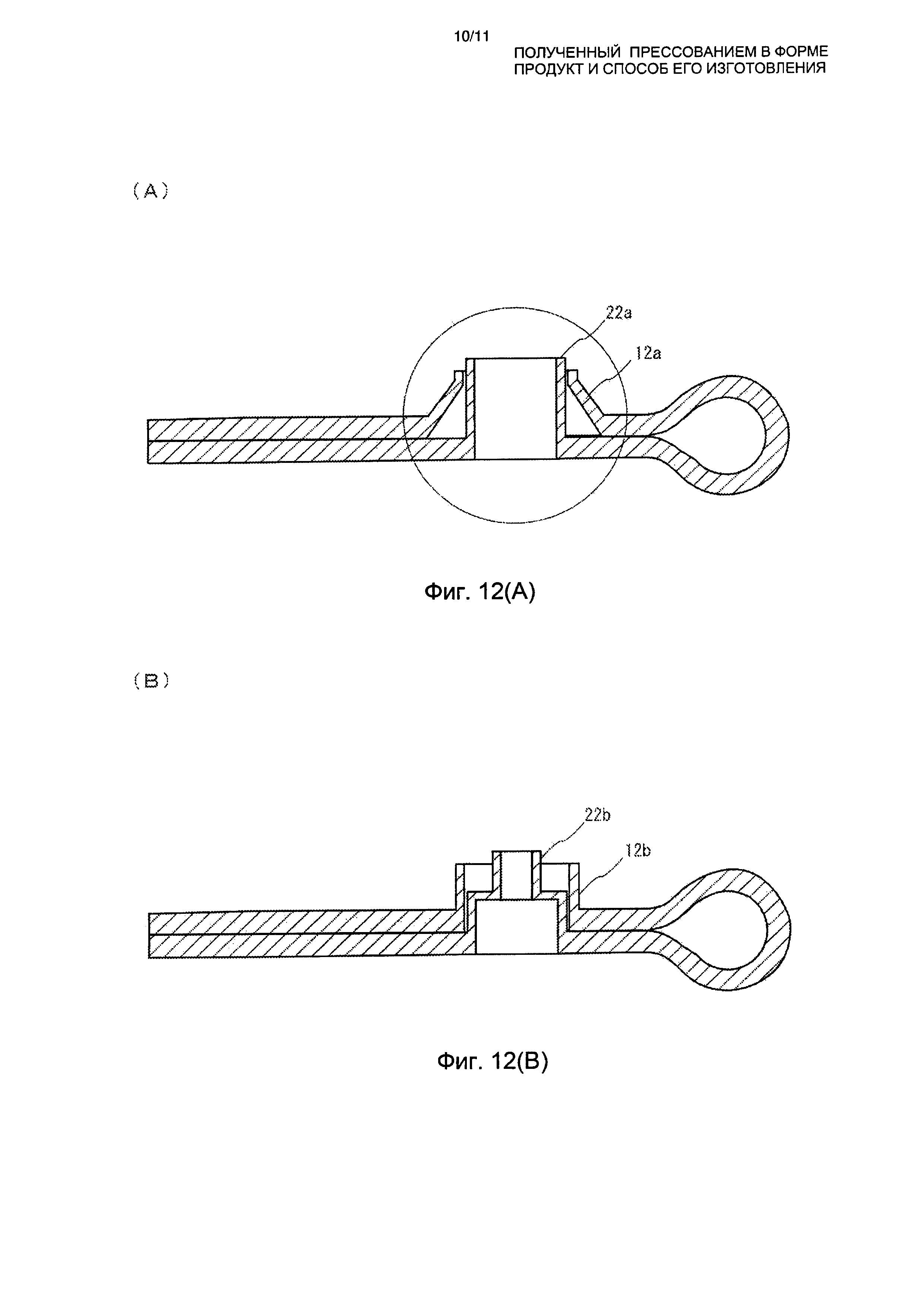
Фиг. 12(A) представляет вид в сечении, иллюстрирующий модифицированный пример первой выступающей части полученного прессованием в форме продукта, и Фиг. 12(B) представляет вид в сечении, иллюстрирующий модифицированный пример второй выступающей части полученного прессованием в форме продукта.
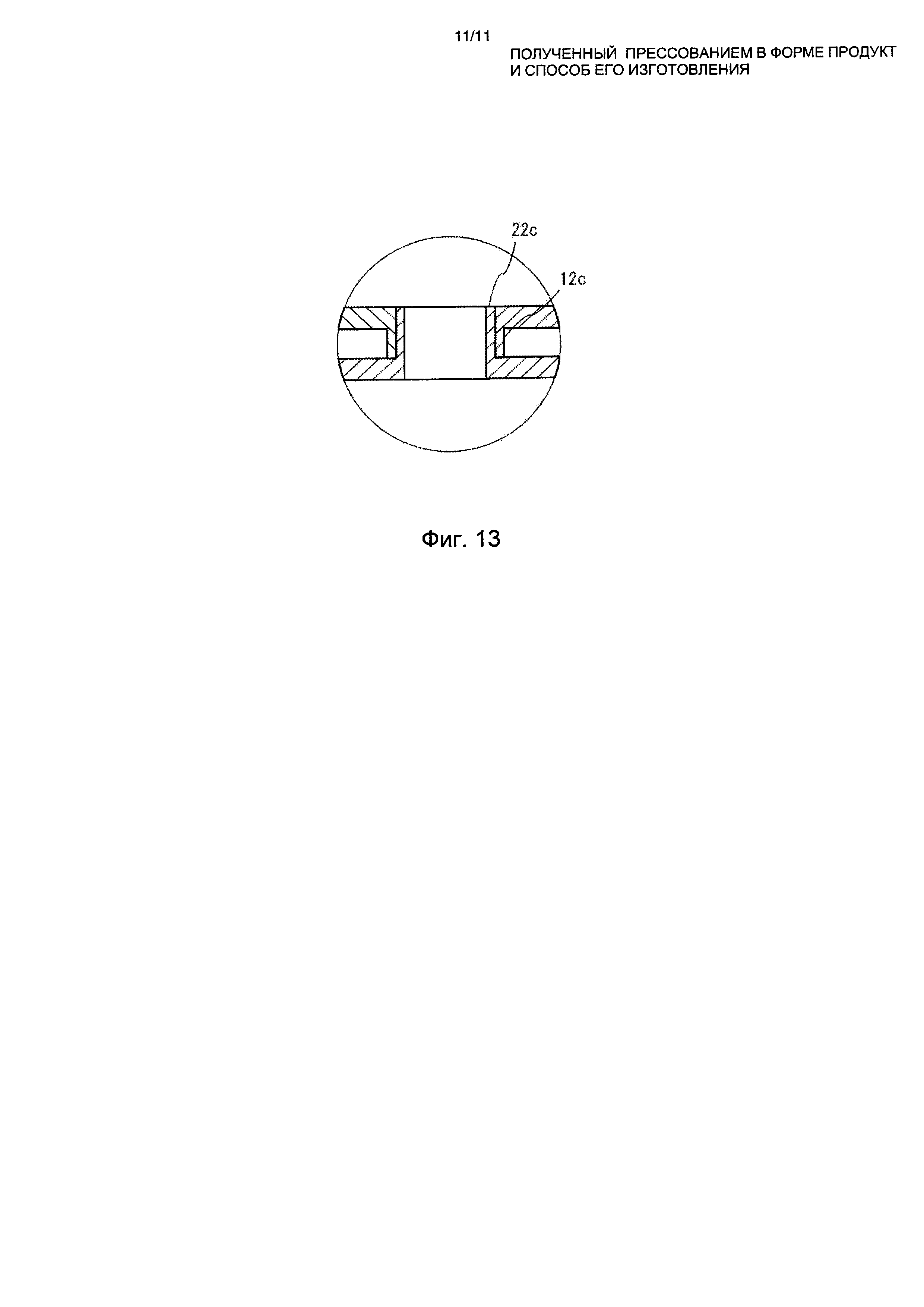
Фиг. 13 представляет вид в сечении, иллюстрирующий модифицированный пример первой выступающей части полученного прессованием в форме продукта.
Описание примеров воплощения
Далее будут описаны примеры воплощения данного изобретения со ссылкой на сопровождающие чертежи. Приведенное ниже описание не ограничивает технический объем и смысл терминов, описанных в Формуле изобретения. Кроме того, соотношение размеров чертежей может быть преувеличено и отличаться от действительного соотношения для удобства описания.
Фиг. 1 является аксонометрическим видом, иллюстрирующим полученный прессованием в форме продукт по одному из примеров воплощения данного изобретения; Фиг. 2 представляет вид сверху, иллюстрирующий полученный прессованием в форме продукт, и Фиг. 3 представляет вид Фиг. 2 в сечении по линии 3-3. Фиг. 4 представляет вид сверху, иллюстрирующий положение, в котором из заготовки штампуют заданную форму при изготовлении полученного прессованием в форме продукта. Фиг. 5 представляет вид сверху, иллюстрирующий положение, в котором при изготовлении полученного прессованием в форме продукта штампуют установочные отверстия и части, соответствующие вырубленным участкам продукта; Фиг. 6 представляет вид сверху, иллюстрирующий, что при изготовлении полученного прессованием в форме продукта формируют выступающие части; и Фиг. 7 представляет вид Фиг. 6 в сечении по линии 7-7.
Будет дано краткое описание со ссылкой на Фиг. 1-7. Полученный прессованием в форме продукт 100 по данному примеру воплощения формируют путем перегиба пары заготовок В, чтобы разделить заготовки В на первую плоскую деталь 10 и вторую плоскую деталь 20 через участок 30 перегиба; и путем приведения в контакт друг с другом первой плоской детали 10 и второй плоской детали 20 в процессе формирования участка 30 перегиба заготовок В в виде полого профиля, например цилиндра.
Первая плоская деталь 10 и вторая плоская деталь 20 включают вырубленные участки 11 и 21, сформированные путем штамповки произвольных участков соответствующих заготовок В, и первую выступающую часть 12 и вторую выступающую часть 22, которые образованы выступающими краями вырубленных участков 11 и 21. Согласно данному примеру воплощения, полученный прессованием в форме продукт 100 включает установочный участок 40, который устанавливает в заданном положении первую плоскую деталь 10 и вторую плоскую деталь 20 путем совмещения первой выступающей части 12 первой плоской детали 10 со второй выступающей частью 22 второй плоской детали 20. Кроме того, полученный прессованием в форме продукт 100 включает монтажные отверстия 23 и 24 для соединения с другим компонентом. Например, полученный прессованием в форме продукт 100 используют в качестве звена подвески, которое является компонентом подвески транспортного средства, и т.п. Однако данное изобретение не ограничено этим. Далее будет приведено подробное описание.
Первая плоская деталь 10 и вторая плоская деталь 20 соединены друг с другом через участок 30 перегиба заготовок В, и по существу соответствуют половинам формы полученного прессованием в форме продукта 100. Если в первой плоской детали 10 не обеспечены монтажные отверстия 23 и 24 для соединения с другим компонентом, в отличие от второй плоской детали 20, можно уменьшить массу полученного прессованием в форме продукта 100. Однако формы монтажных отверстий 23 и 24 можно обеспечить как в первой плоской детали 10, так и во второй плоской детали 20.
Вырубленные участки 11 и 21 представляют собой сквозные отверстия, которые выштампованы с заданной формой и обеспечены по существу в центрах первой плоской детали 10 и второй плоской детали 20. Если обеспечены вырубленные участки 11 и 21, можно уменьшить массу полученного прессованием в форме продукта 100. Вырубленные участки 11 и 21 организованы в форме кругов. Однако можно сделать другие формы, например, многоугольники и т.п., если получение этих форм не составляет сложности.
Первую выступающую часть 12 и вторую выступающую часть 22 формируют, поднимая края вырубленных участков 11 и 21 первой плоской детали 10 и второй плоской детали 20 по существу под прямым углом, так, чтобы при изгибе края поднимались в одном направлении. Внешние очертания первой выступающей части 12 и второй выступающей части 22 имеют в плане форму круга, и первая выступающая часть 12 больше, чем вторая выступающая часть 22. В данном примере воплощения первая выступающая часть 12 входит во вторую выступающую часть 22. Таким образом формируют установочный участок 40. Установочный участок 40 устанавливает в заданное положение первую плоскую деталь 10 и вторую плоскую деталь 20 посредством насаживания первой выступающей части 12 на вторую выступающую часть 22.
Установочный участок 40 устанавливает в заданное положение первую плоскую деталь 10 и вторую плоскую деталь 20 путем совмещения первой выступающей части 12 со второй выступающей частью 22, например, используя насаживание, как описано выше. Фиг. 13 представляет собой схему, иллюстрирующую модифицированный пример установки в заданное положение первой выступающей части и второй выступающей части в полученном прессованием в форме продукте по данному изобретению. Это может быть случай, когда первую выступающую часть 12 и вторую выступающую часть 22, входящие в установочный участок 40, невозможно сформировать в желаемых положениях из-за отклонений.
Из этих соображений вторую выступающую часть 22 формируют так, чтобы она имела зазор по отношению к первой выступающей части 12, как проиллюстрировано на Фиг. 11, и ее вставляют в первую выступающую часть 12, как проиллюстрировано на Фиг. 10(A). Затем первую плоскую деталь 10 и вторую плоскую деталь 20 можно соединить и объединить друг с другом с применением такой процедуры, как сварка, склеивание, завальцовка, чеканка и т.п. после того, как вторая выступающая часть 22 установлена в заданное положение по отношению к первой выступающей части 12 так, что первая плоская деталь 10 и вторая плоская деталь 20 установлены в заданное положение. Таким образом, если первая выступающая часть 12 и вторая выступающая часть 22 объединены друг с другом с применением завальцовки или чеканки, в то же время допуская существование запаса в размерах первой выступающей части 12 и второй выступающей части 22, можно в достаточной степени зафиксировать первую плоскую деталь 10 и вторую плоскую деталь 20, даже если положение первой выступающей части 12 или второй выступающей части 22 изменяется.
Фиг. 12(A) и 12(B) представляют виды в сечении, иллюстрирующие модифицированный пример первой выступающей части полученного прессованием в форме продукта. Было описано, что первую выступающую часть 12 следует формировать так, чтобы она выступала по существу под прямым углом. Однако данное изобретение не ограничено этим. Первую выступающую часть 12а можно сформировать в любой форме, которая позволяет направить вставленную в нее вторую выступающую часть 22а. Например, первая выступающая часть 12а может иметь форму усеченного конуса, как проиллюстрировано на Фиг. 12(A). Таким образом, вторую выступающую часть 22а легко вставить в первую выступающую часть 12а, и возможно увеличить производительность. Кроме того, независимо от Фиг. 12(A), если вторая выступающая часть 22b, вставленная в первую выступающую часть 12b, сформирована в ступенчатом виде, соответствующем форме ступеньки, проиллюстрированной на Фиг. 12(B), то вторую выступающую часть 22b легко вставить в первую выступающую часть 12b, и можно увеличить производительность.
Монтажные отверстия 23 и 24 имеют форму, пригодную для соединения полученного прессованием в форме продукта 100 с другим компонентом (например, подрамником подвески, цапфой колеса и т.п.). В данном примере воплощения монтажные отверстия соответствуют монтажным отверстиям 23 и 24. Однако число монтажных отверстий не ограничено этим.
Участок 30 перегиба представляет собой участок перегиба, применяемый при формировании полученного прессованием в форме продукта 100. В данном примере воплощения участок 30 перегиба имеет форму полого цилиндра, без сдавливания, как описано ниже. Таким образом, участок 30 перегиба можно использовать в качестве монтажного отверстия другого компонента (например, подрамника подвески), подобно монтажным отверстиям 23 и 24.
Кроме того, что касается участка 30 перегиба, установочный участок 40 предпочтительно перекрывает по меньшей мере часть диапазона R, полученного при продолжении области А изгиба, образованной участком 30 перегиба, в направлении изгиба d1 заготовки В, если смотреть на полученный прессованием в форме продукт 100 сверху, как на Фиг. 2. Таким образом, если обеспечен установочный участок 40, полый профиль участка 30 перегиба редко искажается, даже если расположение первой выступающей части 12 и второй выступающей части 22 изменяется во время установки в заданное положение первой плоской детали 10 и второй плоской детали 20. Более того, овальность полого профиля участка 30 перегиба можно сделать точной. В результате можно успешно смонтировать на участке 30 перегиба другой компонент.
Далее будет приведено описание способа изготовления, полученного прессованием в форме продукта по данному примеру воплощения. Фиг. 8(A) и 8(B) представляют виды в сечении, иллюстрирующие способ формирования выступающих частей при образовании полученного прессованием в форме продукта по данному примеру воплощения, а Фиг. 9(A) и 9(B), а также Фиг. 10(A) и 10(B) представляют виды в сечении, иллюстрирующие процесс перегиба при образовании полученного прессованием в форме продукта по данному примеру воплощения. Виды в сечении Фиг. 9(A) и 9(B), а также Фиг. 10(A) и 10(B) соответствуют такому же положению, как на Фиг. 7. Кроме того, способ изготовления, который будет описан ниже, является примером, и данное изобретение им не ограничено.
Способ изготовления полученного прессованием в форме продукта 100 по данному примеру воплощения главным образом включает процесс штамповки, процесс формования выступающей части и процесс гибки. Соответствующие процессы будут подробно описаны ниже.
Сначала, как проиллюстрировано на Фиг. 4 и 5, в ходе процесса штамповки из заготовки, например прокатанной пластины стали, штампуют внешнюю форму так, чтобы были сформированы монтажные отверстия 23 и 24 и вырубленные участки 11 и 21. Процесс штамповки относится к хорошо известным методам; таким образом, его подробное описание можно опустить.
Затем будет описано формование выступающей части. Сначала, как проиллюстрировано на Фиг. 8(A), части, близкие к краям вырубленных участков 11 и 21 заготовок В, зажимают в матрицы для прессования 201 и 202. Затем пуансон 203 подводят к вырубленным участкам 11 и 21 заготовок В, и края вырубленных участков 11 и 21 поднимают, как это проиллюстрировано на Фиг. 8(B), в ходе так называемого процесса отбортовки отверстия (см. стрелку d2 Фиг. 8(A) и 8(B)). Таким образом, на вырубленном участке 11 формируют первую выступающую часть 12, а на вырубленном участке 21 формируют вторую выступающую часть 22. Фиг. 8(A) и 8(B) иллюстрируют вырубленный участок 21. Однако вырубленный участок 11 отличается от вырубленного участка 21 только по направлению; поэтому он не изображен.
В процессе гибки, проиллюстрированном на Фиг. 9(A), сначала заготовки В помещают на неподвижную матрицу 204, которая снабжена углублением 204а, соответствующим второй выступающей части 22, и углублением 204b, соответствующим участку 30 перегиба. Затем проводят формовку прессованием, подводя подвижный прессующий штамп 205, наружный конец которого имеет форму половины цилиндра, к углублению 204b неподвижной матрицы 204 так, чтобы часть, соответствующая участку 30 перегиба, была сформирована внутри углубления 204b (см. стрелку d3 на Фиг. 9(A) и 9(B)). Таким образом, как проиллюстрировано на Фиг. 9(B), заготовки В изгибают, используя участок 30 перегиба в качестве исходной точки, а первую плоскую деталь 10 и вторую плоскую деталь 20 поднимают и формуют так, чтобы приблизить их к боковым сторонам подвижного прессующего штампа 205.
Затем, как проиллюстрировано на Фиг. 10(A), внутрь участка 30 перегиба заготовок В помещают сердечник 211. Затем заготовки В помещают на неподвижную матрицу 212, имеющую углубление 212а, соответствующее участку 30 перегиба, и фиксируют на ней. Затем прессующий штамп 213, имеющий углубление 213а, соответствующее первой выступающей части 12 и углубление 213b, соответствующее участку 30 перегиба, подводят вплотную к неподвижной матрице 212, и проводят формовку заготовок В прессованием (см. стрелку d4 на Фиг. 19(A) и 10(B)).
Если первая плоская деталь 10 совпадает со второй плоской деталью 20, положения первой плоской детали 10 и второй плоской детали 20 корректируют посредством первой выступающей части 12 и второй выступающей части 22; и обе плоские детали можно привести в контакт друг с другом в соответствии с конструкцией. После того, как первая плоская деталь 10 и вторая плоская деталь 20 приведены в контакт друг с другом, можно, по мере необходимости, проводить сварку, завальцовку или чеканку по внешнему периметру краев и т.п. первой плоской детали 10 и второй плоской детали 20. Посредством вышеупомянутых процессов завершают формирование участка 30 перегиба, и изготовление полученного прессованием в форме продукта 100 закончено.
Затем будет описан эффект данного примера воплощения. Имеется схема изгиба заготовки в заданной части, так, чтобы плоские детали контактировали друг с другом как так называемый Monaka для объединения плоских деталей друг с другом при формовке прессованием изделия, имеющего полый профиль. Однако в некоторых случаях имеется сложность в отношении плотного прилегания плоских деталей друг к другу из-за отклонений в их форме. Если же форму, например фланец, соответствующую части, соединяющей плоские детали друг с другом, делают с зазором, чтобы удовлетворить требованиям вышеописанного случая, проблема заключается в том, что возрастает масса продукта.
С другой стороны, в данном изобретении края вырубленных участков 11 и 21, сформированных в первой плоской детали 10 и во второй плоской детали 20, подняты с образованием первой выступающей части 12 и второй выступающей части 22; и первую плоскую деталь 10 и вторую плоскую деталь 20 устанавливают в заданном положении, совмещая первую выступающую часть 12 со второй выступающей частью 22. Из этих соображений вырубленные участки 11 и 21 обязательно обеспечивают в форме, которая устанавливает в заданном положении первую плоскую деталь 10 и вторую плоскую деталь 20, и, таким образом, можно предотвратить увеличение массы при соответствующем расположении первой плоской детали 10 и второй плоской детали 20.
Кроме того, если первой выступающей части 12 первой плоской детали 10 придана форма направляющей, например, форма усеченного конуса, которая направляет вставленную в нее вторую выступающую часть 22, можно быстро разместить первую выступающую часть 12 и вторую выступающую часть 22, тем самым повышая производительность.
Кроме того, если участок 30 перегиба заготовок В сформирован в виде полого профиля, то этот участок 30 перегиба можно использовать как кольцо, которое приваривают к звену подвески и т.п. В обычной схеме, если кольцо приварено к заготовке, то это кольцо приваривают к удаленному концу заготовки, и приваренный участок имеет размер, соответствующий лишь толщине заготовки. Таким образом, даже если кольцо приварено, контактная поверхность является малой, и в некоторых случаях получают недостаточную прочность соединения. С другой стороны, если в качестве кольца используют участок 30 перегиба, то участок 30 перегиба контактирует с другим компонентом и принимает на себя нагрузку. Таким образом, можно получить большую контактную поверхность по сравнению со случаем, в котором кольцо приварено к удаленному концу заготовки. Из этих соображений, можно увеличить предел прочности на разрыв установочной части по сравнению со случаем, когда отдельное кольцо приваривают к удаленному концу заготовки.
Кроме того, установочный участок 40 выполняют с возможностью перекрывания по меньшей мере части диапазона R, образованного продолжением области А изгиба, которая образована участком 30 перегиба, в направлении d1 изгиба заготовок В, если смотреть на полученный прессованием в форме продукт 10 сверху. Из этих соображений, даже если положения первой выступающей части 12 и второй выступающей части 22 изменяются, можно предотвратить деформацию, например, искажение образованного участком 30 перегиба полого профиля, который играет роль кольца. В результате на участке 30 перегиба можно успешно смонтировать другой компонент.
Кроме того, обращаясь к установочному участку 40, вторую выступающую часть 22 можно сформировать такого размера, чтобы существовал зазор по отношению к первой выступающей части 12; и вторую выступающую часть 22 можно соединить с первой выступающей частью путем приведения ее в контакт с частью внутренней поверхности первой выступающей части для установки в заданном положении первой плоской детали 10 и второй плоской детали 20. Согласно этой конфигурации, даже если положения первой выступающей части 12 и второй выступающей части 22 изменяются, вторая выступающая часть 22 соединена с первой выступающей частью 12 путем приведения в контакт с первой выступающей частью 12 в соответствующем положении на внутренней стороне первой выступающей части 12. Таким образом, можно установить в заданное положение первую плоскую деталь 10 и вторую плоскую деталь 20, и осуществление установки в заданное положение можно гарантировать, даже если существует отклонение.
Кроме того, первая выступающая часть 12 и вторая выступающая часть 22 выполнены с возможностью их формирования методом отбортовки отверстия, и таким образом легко можно придать соответствующую форму с использованием обычной схемы; и эта конфигурация может внести вклад в уменьшение стоимости полученного прессованием в форме продукта 100.
Кроме того, в полученном прессованием в форме продукте 100 можно обеспечить множество установочных участков, каждый из которых соответствует установочному участку 40, включающему первую выступающую часть 12 и вторую выступающую часть 22. В этом случае можно дополнительно снизить вес компонента и более точно установить в заданном положении первую плоскую деталь 10 и вторую плоскую деталь 20.
Данное изобретение не ограничено вышеописанным примером воплощения, и его можно различным образом изменять в пределах объема формулы изобретения.
Фиг.13 представляет вид в сечении, иллюстрирующий модифицированный пример первой выступающей части полученного прессованием в форме продукта по данному примеру воплощения. Было приведено описание примера воплощения, в котором первая выступающая часть 12 и вторая выступающая часть 22 выступают в одном направлении. Однако данное изобретение не ограничено этим. Как проиллюстрировано на Фиг. 13, установочный участок можно выполнить с возможностью совмещения первой выступающей части 12с со второй выступающей частью 22с в положении, в котором первая выступающая часть 12с развернута в сторону второй выступающей части 22с. В дополнение, если первая выступающая часть 12с совмещена со второй выступающей частью 22 с в положении, в котором первая выступающая часть 12с развернута в сторону второй выступающей части 22с, одна из выступающих частей может быть сформирована в форме усеченного конуса или в ступенчатой форме, подобно вышеприведенному примеру воплощения.
Перечень обозначений:
10: первая плоская деталь
100: полученный прессованием в форме продукт
11: первый вырубленный участок
12, 12а, 12b: первая выступающая часть
20: вторая плоская деталь
21: второй вырубленный участок
22, 22а, 22b: вторая выступающая часть
23, 24: монтажное отверстие
201, 202: матрица для прессования
203:пуансон
204, 212: неподвижная матрица
204а, 204b, 212а, 213а, 212b: углубление
205, 213: прессующий штамп
211: сердечник
30: участок перегиба
40: установочный участок
А: область изгиба
В: заготовки
d1: направление изгиба
d2-d4: направление перемещения прессующего штампа
R: диапазон, сформированный продолжением области изгиба.
Реферат
Изобретение относится к полученному прессованием в форме изделию и способу его изготовления. Полученное прессованием в форме изделие (100) сформировано путем перегиба заготовки (В) для разделения заготовки на первую плоскую деталь (10) и вторую плоскую деталь (20), с участком перегиба, расположенным между ними, и приведения первой плоской детали и второй плоской детали в контакт друг с другом посредством сгибания. Первая плоская деталь и вторая плоская деталь включают вырубленные участки (11, 21), образованные путем штамповки заготовки, и первую выступающую часть (12), и вторую выступающую часть (22), сформированные путем подъема краев вырубленного участка. Имеется установочный участок (40), который устанавливает в заданное положение первую плоскую деталь и вторую плоскую деталь путем совмещения первой выступающей части первой плоской детали со второй выступающей частью второй плоской детали. Выступающая часть первой плоской детали имеет направляющую часть для направления выступающей части второй плоской детали в выступающую часть первой плоской детали. В результате обеспечивается исключение возрастания массы продукта. 2 н. и 10 з.п. ф-лы, 13 ил.
Комментарии