Системы и способы управления текстурированием поверхности металлической подложки при прокатке с малым давлением - RU2741438C1
Код документа: RU2741438C1
Чертежи



Описание
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[1] Данная заявка испрашивает приоритет предварительной заявки на патент США № 62/535,345, поданной 21 июля 2017 года и озаглавленной «SYSTEMS AND METHODS FOR CONTROLLING SURFACE TEXTURING OF A METAL SUBSTRATE WITH LOW PRESSURE ROLLING»; предварительной заявки на патент США № 62/535,341, поданной 21 июля 2017 года и озаглавленной «MICRO-TEXTURED SURFACES VIA LOW PRESSURE ROLLING»; предварительной заявки на патент США № 62/535,349, поданной 21 июля 2017 года и озаглавленной «SYSTEMS AND METHODS FOR CONTROLLING FLATNESS OF A METAL SUBSTRATE WITH LOW PRESSURE ROLLING»; предварительной заявки на патент США № 62/551,296, поданной 29 августа 2017 года и озаглавленной «SYSTEMS AND METHODS FOR CONTROLLING SURFACE TEXTURING OF A METAL SUBSTRATE WITH LOW PRESSURE ROLLING»; предварительной заявки на патент США № 62/551,292, поданной 29 августа 2017 года и озаглавленной «MICRO-TEXTURED SURFACES VIA LOW PRESSURE ROLLING»; и предварительной заявки на патент США № 62/551,298, поданной 29 августа 2017 года и озаглавленной «SYSTEMS AND METHODS FOR CONTROLLING FLATNESS OF A METAL SUBSTRATE WITH LOW PRESSURE ROLLING», все из которых полностью включены в данный документ посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
[2] Эта заявка относится к системам управления и способам управления текстурированием поверхности металлической подложки при прокатке с малым давлением в технологическом процессе перематывания с рулона на рулон.
УРОВЕНЬ ТЕХНИКИ
[3] Во время технологического процесса перематывания с рулона на рулон металлическая полоса, заготовка, пластина или подложка (в данном случае «металлическая подложка») пропускается через пару валков. В некоторых случаях может быть востребовано нанесение текстуры или фактуры на поверхность металлической подложки во время технологического процесса перематывания с рулона на рулон. Однако сила, прикладываемая валками к металлической подложке во время технологического процесса текстурирования, может искажать характеристики металлической подложки и/или фактуры на металлической подложке.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[4] Используемые в данной патентной заявке термины «изобретение», «данное изобретение», «это изобретение» и «настоящее изобретение» предназначены для употребления в широком смысле ко всем объектам изобретения данной патентной заявки и приведенной ниже формулы изобретения патента. Формулировки, содержащие эти термины, должны пониматься как такие, что не ограничивают объект изобретения, описанный в данном документе, или не ограничивают смысл или объем формулы изобретения патента, приведенной ниже. Варианты реализации изобретения, охватываемые этим патентом, определяются приведенной ниже формулой изобретения, а не этой сущностью изобретения. Сущность изобретения представляет собой высокоуровневый обзор различных вариантов реализации изобретения и вводит некоторые концепции, которые дополнительно описаны ниже, в разделе «Подробное описание сущности изобретения». Настоящее описание сущности изобретения не предназначено для определения ключевых или существенных признаков заявленного объекта изобретения и не предназначено для самостоятельного применения для определения объема заявленного объекта изобретения. Такой объект следует рассматривать с учетом соответствующих частей всего описания данной патентной заявки, всех графических материалов и каждого пункта формулы изобретения.
[5] Определенные аспекты и отличительные признаки настоящего раскрытия относятся к способу нанесения текстуры на подложку. В некоторых примерах указанная подложка может представлять собой металлическую подложку (например, металлический тонкий лист или тонкий лист из металлического сплава) или неметаллическую подложку. Например, подложка может содержать алюминий, алюминиевые сплавы, сталь, материалы на основе стали, магний, материалы на основе магния, медь, материалы на основе меди, композиты, тонкие листы, используемые в композитах, или любой другой подходящий металл, неметалл, или сочетание материалов.
[6] В некоторых аспектах подложка представляет собой металлическую подложку. Хотя последующее описание предоставлено со ссылкой на металлическую подложку, следует понимать, что описание применимо к различным другим типам металлических или неметаллических подложек. Согласно различным примерам, способ нанесения текстуры на металлическую подложку включает в себя нанесение текстуры на металлическую подложку с помощью рабочей клети технологической системы для перематывания с рулона на рулон. Рабочая клеть содержит верхний рабочий валок и нижний рабочий валок, расположенный на одной вертикальной линии с верхним рабочим валком. Верхний рабочий валок и нижний рабочий валок поддерживаются промежуточными валками. Вдоль промежуточных валков обеспечены опоры, выполненные с возможностью передачи нагрузок от опор на промежуточные валки. По меньшей мере один из верхнего рабочего валка и нижнего рабочего валка содержит текстуру. Нанесение текстуры включает в себя прикладывание верхним рабочим валком первого давления рабочего валка на верхнюю поверхность металлической подложки и прикладывание нижним рабочим валком второго давления рабочего валка на нижнюю поверхность металлической подложки. Способ также включает в себя измерение распределения контактного давления по меньшей мере одного из первого давления рабочего валка и второго давления рабочего валка в пределах ширины металлической подложки с помощью датчика и прием данных на обрабатывающем устройстве от указанного датчика. Способ дополнительно включает в себя регулирование параметра давления рабочей клети таким образом, чтобы рабочая клеть обеспечивала требуемое распределение контактного давления в пределах ширины металлической подложки, а толщина металлической подложки оставалась по существу постоянной после нанесения текстуры.
[7] Предел текучести подложки относится к количеству напряжения или давления, при котором происходит пластическая деформация в части толщины или толщины листа подложки (например, величина напряжения или давления, которая может вызвать постоянное изменение части толщины или толщины листа металлической подложки). Во время технологического процесса текстурирования, чтобы предотвратить уменьшение толщины металлической подложки (например, толщина металлической подложки остается по существу постоянной и по существу отсутствует уменьшение толщины металлической подложки), указанные опоры выполнены с возможностью передачи нагрузок от опор на промежуточные валки. Затем промежуточные валки передают нагрузку на рабочие валки таким образом, что рабочие валки передают давление рабочего валка на металлическую подложку, которое является ниже предела текучести металлической подложки, когда металлическая подложка проходит между рабочими валками. Распределение контактного давления относится к распределению давления рабочего валка по поверхности и в пределах ширины подложки, когда она проходит между рабочими валками. Поскольку давление рабочих валков, передаваемое рабочими валками на металлическую подложку, создает давление, которое ниже предела текучести металлической подложки, то толщина металлической подложки остается по существу постоянной (например, по существу не происходит уменьшения толщины металлической подложки).
[8] Хотя давление рабочих валков, приложенное рабочими валками, является ниже предела текучести металлической подложки, текстура на рабочих валках может иметь топографию, которая создает локализованные области на поверхности металлической подложки, где локализованное давление выше предела текучести металлической подложки, когда металлическая подложка проходит между рабочими валками. Эти локализованные области могут образовывать различные неровности или перекосы, которые представляют собой выступы или углубления на поверхности металлической подложки любой подходящей высоты, глубины, формы или размера в зависимости от требуемого применения или использования металлической подложки. Другими словами, рабочие валки могут создавать локализованное давление на выступающих контактных поверхностях, которое может быть достаточно высоким, чтобы преодолеть предел текучести металлической подложки в этих локализованных областях. Поскольку давление, создаваемое текстурой в этих локализованных областях, превышает предел текучести металлической подложки, текстура создает локализованные области частичной пластической деформации на поверхности металлической подложки и делает оттиски различных текстур, деталей или фактур на поверхности металлической подложки, оставляя остальную часть металлической подложки недеформированной (например, текстура вызывает пластическую деформацию в определенном месте на поверхности металлической подложки, в то время как толщина металлической подложки остается по существу постоянной вдоль металлической подложки). В некоторых примерах локализованное давление, создаваемое текстурой в локализованных областях, больше предела текучести, так что на поверхности могут быть сделаны оттиски различных текстур, деталей или фактур, но общее давление рабочего валка не является достаточным, чтобы вызвать существенное уменьшение толщины металлической подложки на локализованных областях. В качестве примера, локализованное давление, создаваемое текстурой в локализованных областях, больше, чем предел текучести металлической подложки, так что на поверхности могут быть сделаны оттиски различных текстур, деталей или фактур, но не вызывается существенное уменьшение толщины металлической подложки в пределах ширины или по длине металлической подложки. В качестве примера, указанное давление может вызвать уменьшение толщины металлической подложки менее чем на 1 % в пределах ширины или по длине металлической подложки. Таким образом, в некоторых примерах рабочие валки можно использовать для того, чтобы вызывать локализованные области пластической деформации на поверхности металлической подложки (т. е. переносить текстуру с рабочих валков на поверхность металлической подложки) без изменения общей толщины металлической подложки.
[9] В некоторых примерах создание оттисков различных текстур, деталей или фактур на поверхности металлической подложки может привести к тому, что металлическая подложка будет иметь улучшенные характеристики, включая, например, повышенное удержание смазочного материала, увеличенные возможности удаления слоев, увеличенную сопротивляемость точечной свариваемости, повышенную адгезию, уменьшенное истирание, улучшенные оптические свойства, однородность трения и т. д.
[10] Эти преимущества, среди прочего, могут позволить металлической подложке, часто в форме металлического тонкого листа или толстого листа, дополнительно перерабатываться в автомобильные детали, банки и бутылки для напитков и/или любое другое высокоформованное металлическое изделие с большей легкостью и эффективностью. Например, улучшенные трибологические характеристики металлической подложки, имеющей поверхность с различными текстурами, описанными в данном документе, могут обеспечить более быструю и более стабильную технологическую обработку автомобильных изделий большого объема, поскольку характеристики трения текстурированной металлической подложки являются более согласованными и изотропными между разными партиями материала и/или вдоль одной и той же полосы металлической подложки. Кроме того, введение отрицательно искривленных поверхностных текстур (например, микропузырьков на поверхности металлической подложки) может помочь нарушить поверхностное натяжение между смазанными металлическими подложками, которые штабелированы вместе, тем самым улучшая способность к отделению от штабеля. Кроме того, улучшенная способность для поверхности металлической подложки удерживать смазочный материал может дополнительно уменьшать и/или стабилизировать силы трения между формовочной головкой и поверхностями из тонколистового металла, что приводит к лучшей формуемости при уменьшенных скоростях задирания, складок и отрывов; более высоким скоростям технологической обработки; уменьшенному истиранию, увеличенному сроку службы инструмента и улучшенному качеству поверхности в отформованных деталях.
[11] Различные варианты осуществления, описанные в настоящем раскрытии, могут включать в себя дополнительные системы, способы, отличительные признаки и преимущества, которые не обязательно могут быть явным образом раскрыты в данном документе, но будут очевидны для специалиста в данной области техники после изучения следующего подробного описания и прилагаемых графических материалов. Предполагается, что все такие системы, способы, отличительные признаки и преимущества должны быть включены в настоящее раскрытие и защищены прилагаемой формулой изобретения.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[12] Отличительные признаки и компоненты следующих фигур проиллюстрированы, чтобы подчеркнуть общие принципы настоящего раскрытия. Соответствующие отличительные признаки и компоненты на всех фигурах могут быть обозначены путем сопоставления ссылочных позиций для постоянства и ясности.
[13] Фиг. 1 представляет собой схему клети технологической системы для перематывания с рулона на рулон в соответствии с аспектами настоящего раскрытия.
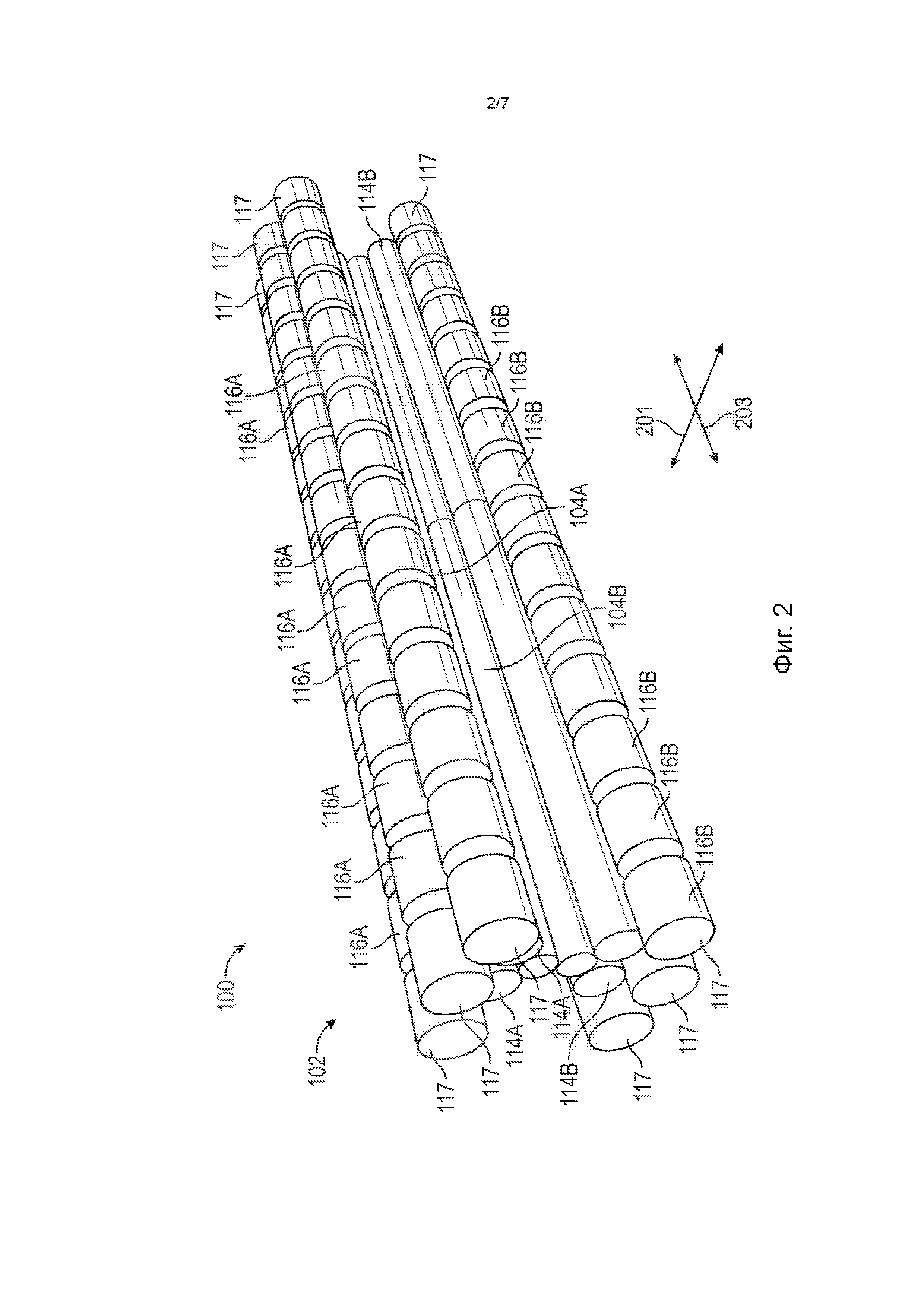
[14] Фиг. 2 представляет собой другую схему клети в соответствии с фиг. 1.
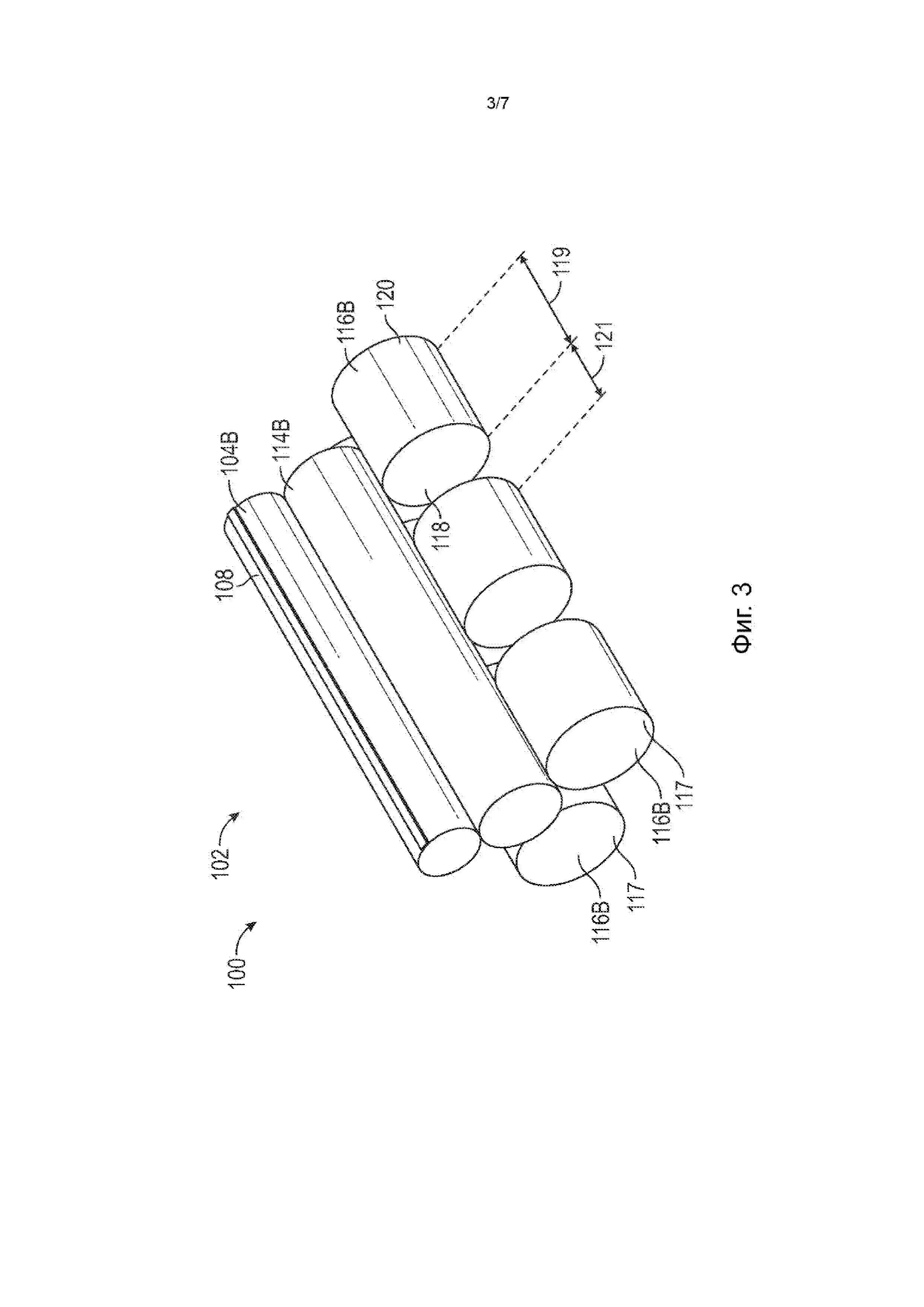
[15] Фиг. 3 представляет собой увеличенный вид клети в соответствии с фиг. 2.
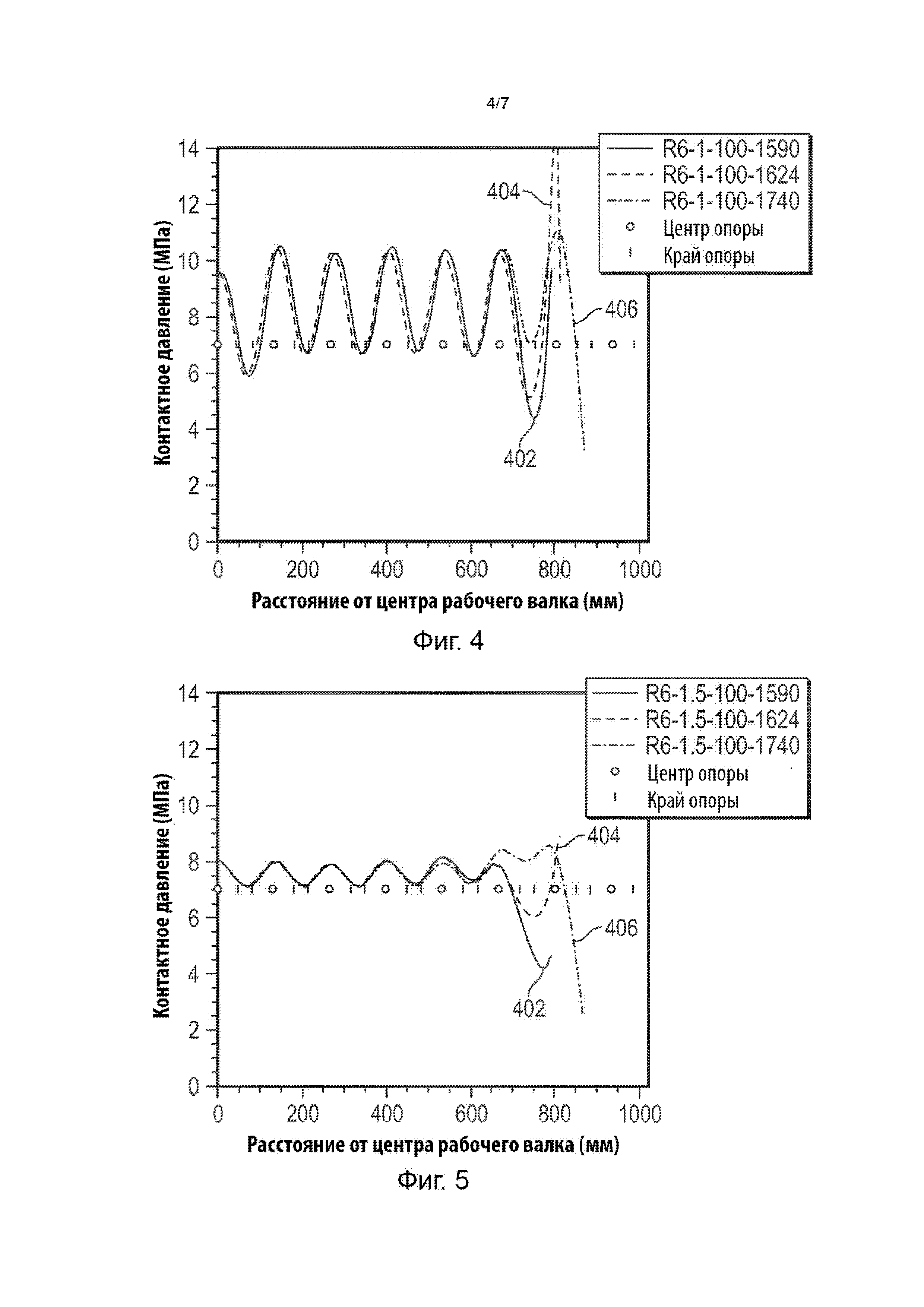
[16] Фиг. 4 представляет собой график распределения контактного давления рабочего валка на трех металлических подложках в соответствии с примером настоящего раскрытия.
[17] Фиг. 5 представляет собой график другого распределения контактного давления рабочего валка на трех металлических подложках в соответствии с примером настоящего раскрытия.
[18] Фиг. 6 представляет собой график другого распределения контактного давления рабочего валка на трех металлических подложках в соответствии с примером настоящего раскрытия.
[19] Фиг. 7 представляет собой схему рабочей клети в соответствии с аспектами настоящего раскрытия.
[20] Фиг. 8 представляет собой схематический вид с боку рабочей клети в соответствии с фиг. 7.
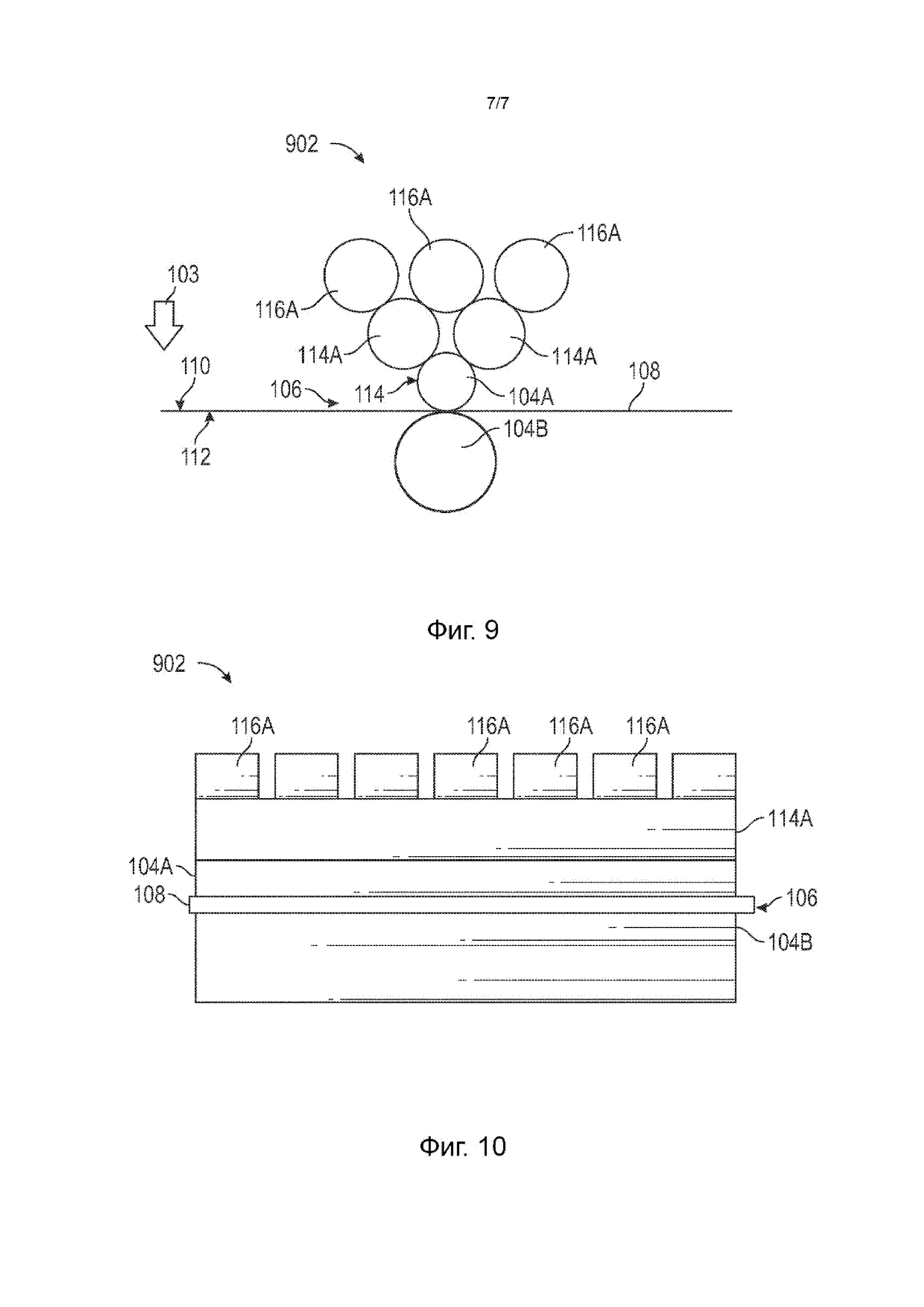
[21] Фиг. 9 представляет собой схему рабочей клети в соответствии с аспектами настоящего раскрытия.
[22] Фиг. 10 представляет собой схематический вид с боку рабочей клети в соответствии с фиг. 9.
ПОДРОБНОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[23] Объект примеров настоящего изобретения описан в данном месте со спецификой для соответствия установленным требованиям, но это описание не обязательно предназначено для ограничения объема формулы изобретения. Заявленный объект изобретения может быть воплощен другими способами, может включать в себя различные элементы или этапы и может использоваться в сочетании с другими существующими или будущими технологиями. Это описание не должно интерпретироваться как подразумевающее какой-либо конкретный порядок или расположение среди или между различными этапами или элементами, кроме случаев, когда порядок отдельных этапов или расположение элементов явно описано.
[24] Как используется в данном документе, длина компонента системы обычно относится к размеру того компонента, который проходит в направлении 201, показанном на фиг. 2. Ширина компонента системы обычно относится к размеру того компонента, который проходит в направлении 203, которое является поперечным направлению 201.
[25] Определенные аспекты и отличительные признаки настоящего раскрытия относятся к способу нанесения текстуры на подложку. В некоторых примерах подложка может представлять собой металлическую подложку (например, металлический тонкий лист или тонкий лист из металлического сплава) или неметаллическую подложку. Например, подложка может содержать алюминий, алюминиевые сплавы, сталь, материалы на основе стали, магний, материалы на основе магния, медь, материалы на основе меди, композиты, тонкие листы, используемые в композитах, или любой другой подходящий металл, неметалл, или сочетание материалов. В некоторых аспектах подложка представляет собой металлическую подложку. Хотя последующее описание предоставлено со ссылкой на металлическую подложку, следует понимать, что описание применимо к различным другим типам металлических или неметаллических подложек.
[26] Определенные аспекты и отличительные признаки настоящего раскрытия относятся к системам и способам управления для управления одним или большим количеством параметров давления (например, параметрами, которые влияют на давление рабочих валков от рабочих валков по отношению к металлической подложке), чтобы обеспечить требуемое распределение контактного давления по поверхности и в пределах ширины металлической подложки. В некоторых случаях требуемое распределение контактного давления как сводит к минимуму разброс давления, так и уменьшает краевые эффекты металлической подложки от технологической обработки, так что толщина металлической подложки остается по существу постоянной во время холодной прокатки при помощи технологического процесса перематывания с рулона на рулон. Путем управления распределением контактного давления, можно также контролировать/улучшать однородность текстуры (например, постоянство размера, глубины, высоты, формы, грубости, распределения, концентрации текстуры и т. д.). В различных случаях использование системы управления для регулировки или адаптации параметров давления создает металлическую подложку с улучшенным постоянством текстуры.
[27] Технологический процесс перематывания с рулона на рулон включает в себя по меньшей мере работу одной клети, и в некоторых примерах технологический процесс перематывания с рулона на рулон может включать в себя работу нескольких клетей. Холодная прокатка относится к прокатке металла при любых температурах, достаточно низких для возникновения деформационного упрочнения, даже если подложка ощущалась бы горячей для человека. В качестве одного неограничивающего примера, в некоторых случаях начальная температура подложки в технологическом процессе перематывания с рулона на рулон может составлять от около 50 °С до около 100 °С, а температура подложки, выходящей из технологического процесса перематывания с рулона на рулон может быть до около 200 °С. Могут быть использованы различные другие температуры, достаточно низкие для деформационного упрочнения.
[28] Каждая клеть содержит пару рабочих валков, расположенных на одной вертикальной линии. Рабочие валки поддерживаются промежуточными валками, а вдоль промежуточных валков обеспечены опоры для передачи нагрузок от опор на промежуточные валки. Между рабочими валками определен межвалковый зазор, и во время технологической обработки металлическая подложка пропускается через указанный межвалковый зазор. Когда металлическая подложка проходит через межвалковый зазор, рабочие валки прикладывают давление рабочих валков на металлическую подложку. В некоторых примерах по меньшей мере один из рабочих валков содержит текстуру, так что при прикладывании рабочими валками давления рабочего валка на металлическую подложку, текстура переносится на поверхность металлической подложки.
[29] Во время технологического процесса текстурирования, чтобы предотвратить уменьшение толщины металлической подложки (например, толщина металлической подложки остается по существу постоянной и практически отсутствует уменьшение толщины металлической подложки), опоры выполнены с возможностью передачи нагрузок от опор на промежуточные валки, которые имеют предел текучести ниже, чем у подложки. Промежуточные валки передают нагрузку на рабочие валки таким образом, что рабочие валки передают давление рабочего валка на металлическую подложку, которое является ниже предела текучести металлической подложки, когда металлическая подложка проходит между рабочими валками. Поскольку давление рабочих валков, передаваемое рабочими валками на металлическую подложку ниже предела текучести металлической подложки, то толщина металлической подложки остается по существу постоянной (например, по существу не происходит уменьшения толщины металлической подложки).
[30] Хотя давление рабочих валков, приложенное к рабочим валкам, является ниже предела текучести металлической подложки, текстура на рабочих валках может иметь топографию, которая создает локализованные области на поверхности металлической подложки, где локализованное давление, прикладываемое посредством рабочих валков, является выше предела текучести металлической подложки, когда металлическая подложка проходит между рабочими валками. Другими словами, профиль поверхности текстуры в сочетании с давлением рабочего валка, которое меньше предела текучести металлической подложки, может создавать области, где давление на поверхности металлической подложки больше, чем предел текучести металлической подложки. Поскольку давление, создаваемое текстурой в этих локализованных областях, превышает предел текучести металлической подложки, текстура создает локализованные области частичной пластической деформации на поверхности подложки, что оставляет остальную часть металлической подложки недеформированной (например, текстура вызывает пластическую деформацию в определенном месте на поверхности металлической подложки, в то время как обеспечивается возможность толщине металлической подложки оставаться по существу постоянной вдоль оставшейся части металлической подложки). Таким образом, в некоторых примерах рабочие валки можно использовать для того, чтобы вызывать локализованные области пластической деформации на поверхности металлической подложки (т. е. переносить текстуру с рабочих валков на поверхность металлической подложки) без изменения толщины металлической подложки.
[31] Ссылаясь на фиг. 1-3, технологический процесс 100 перематывания с рулона на рулон включает в себя по меньшей мере одну клеть 102. Клеть 102 содержит верхний рабочий валок 104A и нижний рабочий валок 104B, расположенный на одной вертикальной линии с верхним рабочим валком 104A. Между верхним рабочим валком 104А и нижним рабочим валком 104В образован зазор 106, который выполнен с возможностью приема металлической подложки 108 во время текстурирования металлической подложки 108, как подробно описано ниже. В других примерах подложка может представлять собой различные другие металлические или неметаллические подложки. Во время технологической обработки верхний рабочий валок 104A и нижний рабочий валок 104B выполнены с возможностью контактировать и прикладывать давление рабочего валка на верхнюю поверхность 110 и нижнюю поверхность 112 металлической подложки 108, когда металлическая подложка 108 проходит через зазор 106.
[32] В пределах ширины металлической подложки 108, которая является поперечной к направлению движения 101 металлической подложки 108, металлическая подложка 108 обычно имеет краевые участки (то есть участки вблизи наиболее удаленных от середины краев металлической подложки 108, которые проходят в направлении движения 101) и некраевые участки (то есть участки между краевыми участками). В некоторых примерах профиль толщины краевых участков может отличаться от некраевых участков из-за технологической обработки металлической подложки 108 перед текстурированием. В общем, однородность текстуры некраевых участков увеличивается за счет обеспечения распределения контактного давления, которое минимизирует разбросы давления рабочего валка в пределах ширины металлической подложки 108. Однако из-за потенциально различных профилей толщины краевых участков и некраевых участков давление рабочего валка, необходимое на краевых участках, может отличаться от давления рабочего валка, необходимого на некраевых участках, чтобы обеспечить однородную текстуру в пределах ширины металлической подложки 108. Следовательно, распределение контактного давления, которое улучшает однородность текстуры, должно учитывать потребности в давлении рабочего валка как на краевых участках, так и на некраевых участках металлической подложки 108.
[33] Рабочие валки 104A-104B обычно имеют цилиндрическую форму с определенной округлостью или цилиндричностью и изготовлены из различных материалов, таких как сталь, латунь и различных других подходящих материалов. Округлость или цилиндричность каждого из рабочих валков 104A-104B могут быть определены с использованием различных циферблатных датчиков и/или других индикаторов, расположенных в нескольких точках вдоль ширины рабочего валка 104A-104B. Каждый рабочий валок 104A-104B имеет диаметр рабочего валка. Диаметр рабочего валка может составлять от около 20 мм до около 200 мм. Расстояние от первого конца до второго конца каждого рабочего валка 104A-104B называется шириной рабочего валка, которая обычно является направлением, поперечным направлению движения 101 металлической подложки 108 во время технологической обработки. Рабочие валки 104A-104B могут приводиться в движение двигателем или другим подходящим устройством для приведения в движение рабочих валков 104A-104B и обеспечения вращения рабочих валков 104A-104B. Рабочие валки 104A-104B прикладывают давление на металлическую подложку 108 во время технологической обработки вдоль ширины рабочего валка. Общее давление, создаваемое рабочими валками, называется давлением рабочих валков. Давление рабочих валков, прикладываемое рабочими валками 104A-104B, является ниже предела текучести металлической подложки 108, как описано выше. Например, давление рабочих валков может составлять от около 1 МПа до около предела текучести металлической подложки 108.
[34] Локализованные области вдоль рабочего валка создают локализованные давления, которые могут быть такими же или отличаться от других локализованных областей вдоль рабочего валка. Следовательно, давление может изменяться вдоль ширины рабочего валка. Распределение контактного давления относится к распределению давления, прикладываемого каждым рабочим валком 104A-104B, по поверхности подложки и вдоль ширины рабочих валков 104A-104B, когда металлическая подложка 108 проходит между рабочими валками 104A-104B. Распределение контактного давления для каждого рабочего валка 104A-104B может быть рассчитано на основе распределения локального изгиба вдоль ширины соответствующего рабочего валка 104A-104B как результат профиля нагрузки, приложенной к опорам 116A-116B рабочей клети 102. Расчет распределения контактного давления дополнительно учитывает жесткость материалов и металла или материала, образующего подложку 108.
[35] Как подробно описано ниже, различные параметры давления могут быть управляемыми во время технологической обработки металлической подложки 108 для достижения требуемого распределения контактного давления в пределах ширины металлической подложки 108 (включая как краевые участки, так и некраевые участки), в то время как толщина металлической подложки 108 остается по существу постоянной.
[36] В различных примерах один или оба рабочих валка 104A-104B содержат одну или большее количество текстур вдоль наружной поверхности валка. Во время текстурирования одна или большее количество текстур по меньшей мере частично переносятся на одну или обе поверхности 110 и 112 металлической подложки 108, когда металлическая подложка 108 пропускается через зазор 106. В различных примерах рабочий валок 104A может быть текстурирован с помощью различных технологий текстурирования, включая, но не ограничиваясь этим, электроразрядное текстурирование (EDT, electro-discharge texturing), текстурирование электроосаждением, электросварочное покрытие, текстурирование электронным пучком (EBT, electron beam texturing), текстурирование лазерным пучком и различные другие подходящие методы. Одна или большее количество текстур на металлической подложке 108 могут иметь различные характеристики. Например, одна или большее количество текстур могут иметь некоторый размер, форму, глубину, высоту, грубость, распределение и/или концентрацию. Равномерность текстуры относится по меньшей мере к одной из характеристик текстуры, передаваемой металлической подложке 108 рабочими валками 104A-104B, находящимися в пределах предварительно определенных допусков для постоянства длины и ширины металлической подложки, и обычно коррелирует с распределением контактного давления.
[37] Во время текстурирования металлическая подложка 108 проходит через зазор 106 при вращении рабочих валков 104A-104B. Рабочие валки 104A-104B прикладывают давление рабочего валка на металлическую подложку 108 таким образом, что текстура переносится по меньшей мере от одного из рабочих валков 104A-104B по меньшей мере на одну из поверхностей 110 и 112 металлической подложки 108. В различных примерах количество давления рабочего валка, прикладываемого рабочими валками 104A-104B в пределах ширины металлической подложки 108, может быть управляемым путем оптимизации различных параметров давления для обеспечения требуемого распределения контактного давления, как подробно описано ниже. Посредством управления распределением контактного давления можно также управлять однородностью текстуры (например, постоянство размера, глубины, высоты, формы, грубости, распределения, концентрации и т. д.) металлической подложки 108.
[38] В различных примерах давление рабочих валков, приложенное рабочими валками 104A-104B на металлическую подложку 108, позволяет толщине металлической подложки 108 оставаться по существу постоянной (например, по существу не происходит уменьшения общей толщины металлической подложки 108). В качестве примера, давление рабочих валков, приложенное рабочими валками 104A-104B, может привести к уменьшению толщины металлической подложки 108 от около 0 % до около 1 %. Например, толщина металлической подложки 108 может уменьшиться менее чем на около 0,5 %, когда металлическая подложка 108 проходит через зазор 106.
[39] Более конкретно, рабочие валки 104A-104B прикладывают давление рабочих валов, которое ниже предела текучести металлической подложки 108, что может предотвратить существенное уменьшение толщины металлической подложки 108 (например, уменьшение более чем на 1 %) при прохождении металлической подложки 108 через зазор 106. Предел текучести подложки относится к количеству напряжения или давления, при котором пластическая деформация происходит по существу по всей толщине или толщине листа подложки 108 (например, количество напряжения или давления, которое может вызвать по существу постоянное изменение по существу всей толщины или толщины листа подложки 108). Во время текстурирования, чтобы предотвратить уменьшение толщины металлической подложки, нагрузка на рабочие валки 104A-104B передается таким образом, что рабочие валки 104A-104B передают давление рабочих валков на металлическую подложку 108, которое ниже предела текучести металлической подложки 108, когда металлическая подложка 108 проходит через зазор 106. Поскольку давление рабочих валков, передаваемое рабочими валками 104A-104B на металлическую подложку 108, ниже предела текучести металлической подложки 108, толщина металлической подложки 108 остается по существу постоянной (например, толщина металлической подложки 108 остается по существу постоянной и по существу не происходит уменьшения толщины металлической подложки 108).
[40] Хотя давление рабочих валков 104A-104B, приложенное к рабочим валкам, ниже предела текучести металлической подложки 108, текстура на рабочих валках 104A-104B может иметь топографию, которая создает локализованные области на поверхности металлической подложки 108, где локализованное давление, прикладываемое посредством рабочих валков 104A-104B, является выше предела текучести металлической подложки 108, когда металлическая подложка 108 проходит между рабочими валками 104A-104B. Другими словами, рабочий валок может создавать локализованные давления на выступающих контактных поверхностях, которое может быть достаточно высоким, чтобы преодолеть предел текучести металлической подложки 108 в этих локализованных областях. В этих локализованных областях, поскольку локализованное давление, создаваемое текстурой, превышает предел текучести металлической подложки 108, текстура создает локализованные области частичной пластической деформации на поверхности металлической подложки 108, что оставляет металлическую подложку 108 недеформированной (например, текстура вызывает пластическую деформацию в определенном месте на поверхности 110 и/или 112 металлической подложки 108, в то время как толщина металлической подложки 108 остается по существу постоянной вдоль металлической подложки 108). Таким образом, в некоторых примерах рабочие валки 104A-104B могут использоваться для того, чтобы вызывать локализованные области пластической деформации на поверхности 110 и/или 112 металлической подложки 108 без изменения толщины металлической подложки 108 (например, без уменьшения толщины всей металлической подложки 108). В различных примерах разброс толщины в пределах ширины металлической подложки в результате технологического процесса текстурирования составляет менее чем приблизительно 1 % после нанесения текстуры. В различных примерах разброс толщины в пределах ширины металлической подложки в результате как технологического процесса текстурирования, так и прокатки во время технологического процесса перематывания с рулона на рулон составляет менее чем приблизительно 2 %.
[41] В некоторых примерах давление рабочих валков, прикладываемое рабочими валками 104A-104B, таково, что длина металлической подложки 108 остается по существу постоянной (например, по существу нет удлинения или увеличения длины металлической подложки 108) при прохождении металлической подложки 108 через зазор 106. В качестве примера, давление рабочих валков, приложенное рабочими валками 104A-104B, может привести к увеличению длины металлической подложки 108 от около 0 % до около 1 %. Например, длина металлической подложки 108 может увеличиться менее чем на около 0,5 %, когда металлическая подложка 108 проходит через зазор 106.
[42] Как показано на фиг. 1-3, верхний рабочий валок 104A поддерживается верхними промежуточными валками 114A, а нижний рабочий валок 104B поддерживается нижними промежуточными валками 114B. Хотя показаны два верхних промежуточных валка 114А и два нижних промежуточных валка 114В, количество верхних промежуточных валков 114А и нижних промежуточных валков 114В, поддерживающих каждый рабочий валок 104А-104В, может варьироваться. В различных примерах промежуточные валки 114A-114B обеспечивают помощь в предотвращении разделения рабочих валков 104A-104B, когда металлическая подложка 108 проходит через зазор 106. Промежуточные валки 114A-114B дополнительно обеспечивают передачу нагрузок от опор с опор 116A-116B на рабочие валки 104A-104B соответственно, так что рабочие валки 104A-104B прикладывают давление рабочих валков на металлическую подложку 108.
[43] Подобно рабочим валкам 104, промежуточные валки 114A-114B обычно являются цилиндрическими с определенной округлостью или цилиндричностью. Округлость или цилиндричность каждого из промежуточных валков 114A-114B могут быть определены с использованием различных циферблатных датчиков и/или других индикаторов, расположенных в нескольких точках вдоль ширины промежуточных валков 114A-114B. Промежуточные валки 114A-114B могут быть изготовлены из различных материалов, таких как сталь, латунь и различных других подходящих материалов. Каждый промежуточный валок 114A-114B определяет диаметр промежуточного валка. Диаметр промежуточного валка может составлять от около 20 мм до около 300 мм. В некоторых примерах диаметр промежуточного валка больше диаметра рабочего валка, хотя это необязательно.
[44] Как показано на фиг. 1-3, клеть 102 также содержит множество опор 116A-116B. Верхние опоры 116А обеспечены вдоль верхних промежуточных валков 114А и выполнены с возможностью приложения нагрузок от опор к верхним промежуточным валкам 114А, которые затем передают нагрузку на верхний рабочий валок 104А таким образом, что верхний рабочий валок 104А прикладывает давление рабочего валка на поверхность 110 металлической подложки 108. Аналогично нижние опоры 116В обеспечены вдоль нижних промежуточных валков 114В и выполнены с возможностью приложения нагрузок от опор к нижним промежуточным валкам 114В, которые затем передают нагрузку на нижний рабочий валок 104В таким образом, что нижний рабочий валок 104В прикладывает давление рабочего валка на поверхность 112 металлической подложки 108. Например, в различных случаях опоры 116A-116B прикладывают вертикальные нагрузки от опор, когда металлическая подложка 108 перемещается горизонтально в направлении движения 101. В некоторых примерах нагрузка от опоры составляет от около 2 кгс (20 Н) до около 20 000 кгс (200 000 Н). В некоторых примерах по меньшей мере некоторые из опор 116A-116B независимо регулируются относительно соответствующего рабочего валка 104A-104B, так что локальное давление в отдельных местах вдоль ширины рабочего валка 104A-104B может быть независимо управляемым. В других примерах две или большее количество опор 116A-116B могут регулироваться синхронно.
[45] В некоторых случаях во время текстурирования верхний рабочий валок 104A может приводиться в движение в направлении, в общем случае обозначенном стрелкой 103, а нижний рабочий валок 104B может приводиться в движение в направлении, в общем случае обозначенном стрелкой 105. В таких примерах рабочие валки приводятся в движение по отношению как к верхней поверхности 110, так и к нижней поверхности 112 металлической подложки 108. Однако в других примерах только одна сторона клети 102 / только один из рабочих валков 104A-104B могут приводиться в движение, и приведение в движение, обозначенное стрелкой 103, или приведение в движение, обозначенное стрелкой 105, может быть исключено. В таких примерах во время текстурирования опоры на одной стороне могут быть ограничены в перемещении и/или могут быть вообще исключены, так что один из рабочих валков 104A-104B не приводится в движение (т. е. приведение в движение на металлической подложке происходит только с одной стороны металлической подложки). Например, в некоторых случаях нижние опоры 116B могут быть ограничены в перемещении, так что нижний рабочий валок 104B является ограниченным в перемещении (и не приводится в движение в направлении, указанном стрелкой 105). В других примерах нижние опоры 116B могут быть исключены, так что нижний рабочий валок 104B является ограниченным в перемещении.
[46] Каждая опора 116A-116B обычно имеет цилиндрическую форму и может быть изготовлена из инструментальной стали и/или различных других подходящих материалов. Каждая опора 116A-116B также имеет диаметр опоры. В некоторых примерах диаметр опоры больше диаметра рабочего валка, хотя это необязательно. Ссылаясь на фиг. 3, каждая опора 116A-116B содержит первый край 118 и второй край 120, расположенный напротив первого края 118. Расстояние от первого края 118 до второго края 120 называется шириной 119 опоры. В некоторых примерах ширина 119 опоры составляет от около 55 мм до около 110 мм. В одном неограничивающем примере ширина 119 опоры составляет около 100 мм. В некоторых примерах каждая опора 116A-116B имеет профиль с выпуклостью или галтелью в пределах ширины 119 опоры, где выпуклость обычно относится к разнице в диаметре между осевой линией и краями 118, 120 опоры (например, опора является бочкообразной). Выпуклость или галтель может иметь высоту от около 0 мкм до около 50 мкм. В одном неограничивающем примере выпуклость составляет около 30 мкм. В другом неограничивающем примере выпуклость составляет около 20 мкм.
[47] В некоторых примерах, где предусмотрено множество опор 116A-116B, опоры 116A-116B могут быть расположены в один или большее количество рядов. Однако количество или конфигурация опоры 116A-116B не должны рассматриваться как ограничивающие настоящее раскрытие. Ссылаясь на фиг. 2 и 3, в каждом ряду опор 116A-116B соседние опоры 116A-116B разнесены на расстояние 121 между опорами, которое является расстоянием между соседними концами соседних опор 116A-116B. В различных примерах расстояние 121 между опорами составляет от около 1 мм до около ширины каждой опоры. В определенных аспектах плотность опор 116A-116B или количество опор, действующих на конкретную часть рабочих валков 104A-104B, может изменяться вдоль рабочих валков 104A-104B. Например, в некоторых случаях количество опор 116A-116B в краевых областях рабочих валков 104A-104B может отличаться от количества опор 116A-116B в центральной области рабочих валков 104A-104B.
[48] В различных примерах, в дополнение к вертикальной регулировке для управления нагрузкой от опоры, опоры 116A-116B также могут быть регулируемыми в поперечном направлении относительно соответствующего рабочего валка 104A-104B, что означает, что положение опор 116A-116B вдоль ширины соответствующего рабочего валка 104A-104B может быть отрегулировано. Например, в примерах, где опоры 116A-116B расположены по меньшей мере в одном ряду, ряд содержит две краевые опоры 117, которые являются наиболее удаленными от середины опорами 116A-116B ряда опор 116A-116B. В некоторых примерах по меньшей мере краевые опоры 117 регулируются в поперечном направлении.
[49] В некоторых примерах характеристика опор 116A-116B может регулироваться или управляться в зависимости от требуемого расположения конкретных опор 116A-116B вдоль ширины рабочих валков. В качестве одного неограничивающего примера, выпуклость или галтель опор 116A-116B вблизи краев рабочих валков может отличаться от выпуклости или галтели опор 116A-116B по направлению к центру рабочих валков. В других аспектах диаметр, ширина, расстояние и т. д. могут управляться или регулироваться таким образом, что конкретная характеристика опор 116A-116B может быть одинаковой или различной в зависимости от местоположения. В некоторых аспектах опоры, имеющие различные характеристики в краевых областях рабочих валков по сравнению с опорами в центральных областях рабочих валков, могут дополнительно обеспечивать равномерное давление или другие требуемые профили давления во время текстурирования. Например, в некоторых случаях опоры могут управляться для преднамеренного изменения плоскостности и/или текстуры металлической подложки 108. В качестве некоторых примеров, опоры 116A-116B могут управляться для преднамеренного создания краевой волны, создания более тонкой кромки и т. д. Могут быть созданы различные другие профили.
[50] Прокатный стан 100 содержит различные параметры давления, которые влияют на распределение контактного давления рабочих валков 104A-104B на металлической подложке 108. Эти параметры давления включают, но не ограничиваются ими, цилиндричность рабочих валков 104A-104B и/или промежуточных валков 114A-114B, диаметр рабочего валка, диаметр промежуточного валка, диаметр опоры, ширина 119 опоры, выпуклость опоры, расстояние 121 между опорами, нагрузка от опоры, распределение нагрузки от опоры (т. е. профиль приложенной нагрузки или распределение нагрузки от опоры вдоль ширины валка) и положение краевой опоры 117 относительно края металлической подложки 108. Некоторые из этих параметров давления могут регулироваться и управляться через контроллер системы 122 управления и/или могут регулироваться и управляться оператором или пользователем прокатного стана 100. В различных примерах параметры давления могут быть выбраны и заданы заранее для установки с новым прокатным станом 100. В других примерах параметры давления могут регулироваться и управляться для модификации существующего прокатного стана100.
[51] В различных примерах округлость или цилиндричность рабочих валков 104A-104B и/или промежуточных валков 114A-114B может быть отрегулирована путем выбора рабочих валков 104A-104B и/или промежуточных валков 114A-114B предварительно определенной округлости или цилиндричности или посредством извлечения рабочих валков 104A-104B и/или промежуточных валков 114A-114B, уже установленных в прокатный стан 100, и замены их сменными рабочими валками 104A-104B и/или сменными промежуточными валками 114A-114B, имеющими другую, заранее определенную округлость или цилиндричность. Сменные валки могут быть более круглыми или менее круглыми в зависимости от потребностей системы для обеспечения требуемого распределения контактного давления. Как отмечено выше, округлость или цилиндричность каждого из валков может быть определена с использованием различных циферблатных датчиков и/или других индикаторов, расположенных в нескольких точках вдоль ширины соответствующего валка. В различных примерах округлость или цилиндричность валка регулируют таким образом, чтобы разброс в цилиндричности составлял менее чем около 10 мкм вдоль ширины валка (то есть разброс от около 0 мкм до около 10 мкм вдоль ширины валка).
[52] В некоторых примерах диаметр рабочего валка, диаметр промежуточного валка и/или диаметр опоры можно регулировать путем выбора рабочих валков 104A-104B, промежуточных валков 114A-114B и/или опор 116A-116B предварительно определенного диаметра или путем извлечения рабочих валков 104A-104B, промежуточных валков 114A-114B и/или опор 116A-116B уже установленных в прокатный стан 100 и замены их сменными рабочими валками 104A-104B, сменными промежуточными валками 114A-114B и/или сменными опорами 116A-116B, имеющих другой заранее определенный диаметр. Сменные рабочие валки 104A-104B, сменные промежуточные валки 114A-114B и/или сменные опоры 116A-116B могут иметь увеличенный диаметр или уменьшенный диаметр в зависимости от потребностей системы для обеспечения требуемого распределения контактного давления. Например, в некоторых случаях диаметр рабочего валка, диаметр промежуточного валка и/или диаметр опоры может быть уменьшен в 1,5 раза, чтобы уменьшить разброс распределения контактного давления. В других примерах диаметр рабочего валка, диаметр промежуточного валка и/или диаметр опоры увеличиваются в 2 раза, чтобы уменьшить разброс распределения контактного давления. В различных примерах, когда диаметры увеличиваются, разброс давления при распределении контактного давления уменьшается, но способность управлять давлением рабочего валка в отдельных местах (то есть при различных локальных давлениях) на металлической подложке 108 также уменьшается, и, таким образом, краевые эффекты увеличиваются.
[53] В различных случаях ширина 119 опоры и расстояние 121 между опорами могут быть отрегулированы путем выбора опор 116A-116B с предварительно определенной шириной 119 опоры и размещения их на предварительно определенных расстояниях между опорами и/или путем извлечения опор 116A-116B, уже установленных в прокатный стан 100, и замены их сменными опорами 116A-116B, имеющими другую предварительно определенную ширину 119 опоры и/или другое предварительно определенное расстояние 121 между опорами. В некоторых случаях ширина сменных опор 116A-116B может быть увеличена или уменьшена. В некоторых примерах предварительно определенная ширина 119 опоры составляет от около 20 мм до около 400 мм. Например, в некоторых случаях ширина 119 опоры составляет от около 55 мм до около 110 мм. В различных примерах заданная ширина 119 опоры составляет около 100 мм. Ширина 119 опоры может быть увеличена или уменьшена в зависимости от потребностей системы для обеспечения требуемого распределения контактного давления. Например, в некоторых случаях ширина 119 опоры может быть увеличена, чтобы помочь уменьшить однородность текстуры в пределах ширины и по краям металлической подложки 108. В других примерах ширина 119 опоры может быть уменьшена, чтобы помочь увеличить однородность текстуры в пределах ширины и по краям металлической подложки 108.
[54] В различных примерах сменные опоры 116A-116B установлены таким образом, что поддерживаются боковые положения опор 116A-116B относительно промежуточного валка 114A-114B. Если сменные опоры 116A-116B имеют увеличенную ширину 119 опоры, расстояние 121 между опорами между соседними опорами 116A-116B может быть уменьшено. В некоторых примерах предварительно определенное расстояние 121 между опорами составляет минимальное расстояние 121 между опорами, равное около 34 мм. И наоборот, если сменные опоры 116A-116B имеют уменьшенную ширину 119 опоры, расстояние 121 между опорами между соседними опорами 116A-116B может быть увеличено. В других примерах сменные опоры 116A-116B установлены таким образом, что положения опор 116A-116B относительно промежуточного валка 114A-114B регулируются в поперечном направлении. Например, сменные опоры 116A-116B могут быть расположены для увеличения или уменьшения расстояния 121 между опорами. В некоторых примерах предварительно определенное расстояние 121 между опорами составляет минимальное расстояние 121 между опорами, равное около 34 мм. В других примерах расстояние 121 между опорами составляет от около 1 мм до около ширины опоры. В различных случаях регулировка расстояния 121 между опорами включает в себя поддержание одинакового количества опор 116A-116B в ряду вдоль промежуточных валков 114A-114B соответственно. В некоторых дополнительных примерах увеличение расстояния 121 между опорами может дополнительно включать в себя уменьшение количества опор 116A-116B в ряду вдоль промежуточных валков 114A-114B соответственно. И наоборот, в других необязательных примерах уменьшение расстояния 121 между опорами может дополнительно включать в себя увеличение количества опор 116A-116B в ряду вдоль промежуточных валков 114A-114B соответственно. В различных примерах опоры с меньшей шириной 119 и/или уменьшенными расстояниями 121 между опорами уменьшают разброс давления при распределении контактного давления и могут помочь улучшить однородность давления рабочих валков и текстуры на краях подложки.
[55] Выпуклость опор 116A-116B может быть отрегулирована путем выбора опор 116A-116B с предварительно определенной выпуклостью или путем извлечения опор 116A-116B, уже установленных с прокатным станом 100, и замены их сменными опорами 116A-116B, имеющими другую, предварительно определенную выпуклость. Например, опоры 116A-116B с увеличенными выпуклостями могут быть предусмотрены для увеличения разброса давления при распределении контактного давления. Опоры 116А-116В с уменьшенными выпуклостями могут быть предусмотрены для уменьшения разброса давления при распределении контактного давления. В различных примерах предварительно определенная выпуклость опоры составляет от около 0 мкм до около 50 мкм.
[56] Нагрузка от опоры может быть отрегулирована путем вертикальной регулировки одной или большего количества опор 116A-116B относительно их соответствующих рабочих валков 104A-104B таким образом, чтобы профиль нагрузки от опоры (т. е. распределение нагрузок от опор вдоль ширины рабочих валков 104A-104B), и, следовательно, давление рабочих валков регулировался на локализованных областях (то есть настраиваются локализованные давления на отдельных областях). В некоторых примерах вертикальным положением опор 116A-116B относительно рабочих валков 104A-104B, соответственно, можно управлять посредством контроллера. В других примерах вертикальным положением опор 116A-116B может управлять оператор. В некоторых примерах опоры 116A-116B или поднабор опор 116A-116B вертикально регулируются от соответствующих рабочих валков 104A-104B для уменьшения нагрузки от опоры и, следовательно, для уменьшения давления рабочих валков на металлическую подложку 108 в локализованных областях (то есть локализованное давление в конкретной области или областях уменьшается). В других примерах опоры 116A-116B или поднабор опор 116A-116B вертикально регулируются по отношению к соответствующим рабочим валкам 104A-104B, чтобы увеличить нагрузку от опоры и, следовательно, увеличить давление рабочих валков на металлическую подложку 108 в локализованных областях (то есть локализованное давление в конкретной области или областях увеличивается). Опоры 116A-116B или поднабор опор 116A-116B могут быть отрегулированы таким образом, чтобы нагрузка на каждую опору 116A-116B составляла от около 2 кгс (20 Н) до около 20 000 кгс (200 000 Н). В качестве одного неограничивающего примера нагрузка на каждую опору 116A-116B может составлять от около 300 кгс (3 000 Н) до около 660 кгс (6 660 Н). В некоторых примерах опоры 116A-116B или поднабор опор 116A-116B регулируются таким образом, что давление рабочих валков в одной или большем количестве локализованных областей составляет около 610 кгс (6 100 Н). В различных примерах нагрузка на каждую опору 116A-116B может зависеть от размеров опоры, твердости подложки 108 и/или требуемой текстуры.
[57] Как отмечено выше, каждая из опор 116A-116B может быть отрегулирована индивидуально, или наборы опор 116A-116B могут быть отрегулированы совместно. Например, в некоторых случаях вертикальная регулировка опор 116A-116B включает в себя вертикальную регулировку всех опор 116A-116B. В других примерах каждая опора 116A-116B регулируется индивидуально. Например, в некоторых случаях краевая опора 117 регулируется по вертикали относительно краев металлической подложки 108, чтобы регулировать локализованное давление на краевых участках металлической подложки 108. Вертикальная регулировка краевых опор 117 может отличаться от вертикальной регулировки других опор 116A-116B, которые косвенно прикладывают нагрузку к некраевым участкам металлической подложки 108. Вертикальная регулировка краевых опор 117 может включать в себя вертикальное перемещение краевых опор 117 в направлении рабочих валков 104A-104B для увеличения локализованного давления на краевых участках металлической подложки 108. Вертикальная регулировка краевых опор 117 может также включать в себя вертикальное перемещение краевых опор 117 в направлении от рабочих валков 104A-104B для уменьшения локализованного давления на краевых участках металлической подложки 108.
[58] Боковое положение краевой опоры 117 относительно края металлической подложки 108 также может быть отрегулировано посредством контроллера или оператора. Неожиданно было обнаружено, что путем управления положением краевой части металлической подложки 108 относительно первого края 118 и второго края 120 краевого опоры 117 можно управлять краевыми эффектами. В некоторых примерах краевые опоры 117 регулируются в поперечном направлении таким образом, что край металлической подложки 108 находится между первым краем 118 и промежуточным положением между первым краем 118 и вторым краем 120. В других примерах краевая опора 117 регулируется в поперечном направлении таким образом, что край металлической подложки 108 находится между вторым краем 120 и промежуточным положением между первым краем 118 и вторым краем 120. В различных примерах краевая опора 117 регулируется в поперечном направлении таким образом, что край металлической подложки 108 находится в боковом направлении наружу от второго края 120 (то есть по меньшей мере некоторая часть металлической подложки 108 проходит за краевую опору 117).
[59] Регулируя один или большее количество из указанных выше параметров давления прокатного стана 100, можно обеспечить требуемое распределение контактного давления рабочих валков 104A-104B на металлической подложке 108, чтобы получить металлическую подложку 108 с улучшенным постоянством текстуры или более однородную текстуру по поверхности и в пределах ширины металлической подложки 108. В некоторых примерах параметры давления регулируются и управляются таким образом, что толщина металлической подложки 108 остается по существу постоянной. В различных примерах управляют одним или большим количеством параметров давления, чтобы обеспечить требуемое распределение контактного давления, которое как минимизирует разброс давления, так и уменьшает краевые эффекты металлической подложки 108, которые возникают во время текстурирования.
[60] В некоторых примерах система 122 управления содержит контроллер (не показан), которым может быть любое подходящее устройство обработки, и один или большее количество датчиков 124. Количество и расположение датчиков 124 показано на фиг. 1 только в иллюстративных целях и может изменяться по желанию. Датчики 124 выполнены с возможностью контроля прокатного стана 100 и/или режимов обработки клети. Например, в некоторых случаях датчики 124 контролируют распределение контактного давления рабочих валков 104A-104B на металлической подложке 108. В зависимости от распознанного распределения контактного давления регулируются один или большее количество параметров давления (через контроллер и/или оператора прокатного стана или иным образом) для обеспечения требуемого распределения контактного давления. В некоторых примерах один или большее количество параметров давления регулируются таким образом, что разброс давления и краевые эффекты минимизируются без изменения толщины металлической подложки 108. В некоторых примерах один или большее количество параметров давления регулируются таким образом, что достигается более однородная текстура металлической подложки 108.
[61] В различных примерах способ нанесения текстуры на металлическую подложку 108 включает в себя пропускание металлической подложки 108 через зазор 106. Когда металлическая подложка 108 проходит через зазор 106, рабочие валки 104A-104B прикладывают давление рабочих валков к верхней поверхности 110 и нижней поверхности 112 металлической подложки 108 в пределах ширины металлической подложки 108 таким образом, что текстура одного или большего количества рабочих валков 104A-104B переносятся на металлическую подложку 108, в то время как толщина металлической подложки остается по существу постоянной. В некоторых примерах способ включает в себя измерение распределения контактного давления в пределах ширины металлической подложки 108 с помощью по меньшей мере одного из датчиков 124 и получение данных от датчика на устройстве обработки системы 122 управления. В различных примерах способ включает в себя поддержание или регулирование по меньшей мере одного параметра давления прокатного стана 100 таким образом, чтобы давление рабочих валков, приложенное рабочими валками 104A-104B в пределах ширины металлической подложки 108, обеспечивало требуемое распределение контактного давления в пределах ширины металлической подложки 108, а толщина металлической подложки 108 оставалась по существу постоянной.
[62] В некоторых примерах по меньшей мере один из параметров давления регулируется, чтобы обеспечить разброс давления при распределении контактного давления по поверхности и в пределах ширины металлической подложки 108, который составляет менее определенного процента. Например, в некоторых случаях по меньшей мере один из параметров давления регулируется таким образом, чтобы разброс давления при распределении контактного давления в пределах ширины металлической подложки 108 составлял менее чем около 25 %. В других случаях по меньшей мере один из параметров давления регулируется таким образом, что изменение давления распределения контактного давления в пределах ширины металлической подложки 108 составлял менее чем около 13 %. В других случаях по меньшей мере один из параметров давления регулируется таким образом, чтобы разброс давления при распределении контактного давления в пределах ширины металлической подложки 108 составлял менее чем около 8 %. Благодаря уменьшению разброса при распределении контактного давления в пределах ширины металлической подложки 108, текстура, передаваемая на металлическую подложку 108, является более однородной по отношению к по меньшей мере одной характеристике текстуры по сравнению с текстурами, нанесенными при распределениях контактного давления, имеющих больший разброс.
[63] Один или большее количество параметров давления, описанных выше, могут быть отрегулированы, чтобы обеспечить требуемое распределение контактного давления, которое как минимизирует разброс давления, так и уменьшает краевые эффекты металлической подложки 108 от обработки, чтобы обеспечить более однородную текстуру вдоль металлической подложки 108, когда общая толщина металлической подложки 108 остается по существу постоянной. В качестве одного неограничивающего примера, чтобы обеспечить требуемое распределение контактного давления, способ может включать в себя по меньшей мере одно из увеличения диаметра рабочего валка и/или диаметра промежуточного валка, уменьшения расстояния 121 между опорами до минимального расстояния 121 между опорами и позиционирования краевых опор 117 таким образом, чтобы край металлической подложки 108 проходил за второй край 120 краевой опоры 117. В качестве другого неограничивающего примера, чтобы обеспечить требуемое распределение контактного давления, профиль приложенной нагрузки (то есть распределение нагрузки по опорам вдоль ширины конфигурации валка) регулируется для получения требуемого давления рабочих валков и текстуры в пределах ширины подложки 108.
[64] На фиг. 4-6 проиллюстрированы примеры влияния регулирования двух представленных в качестве примера параметров давления (диаметр валка и положение краевой опоры 117 относительно края металлической подложки 108) на распределение контактного давления. На каждой из фиг. 4-6 линия 402 представляет распределение давления металлической подложки, когда край металлической подложки 108 находится между первым краем 118 и промежуточным положением между первым краем 118 и вторым краем 120. Линия 404 на каждой из фиг. 4-6 представляет распределение давления металлической подложки, когда край металлической подложки 108 находится между вторым краем 120 и промежуточным положением между первым краем 118 и вторым краем 120. Линия 404 на каждой из фиг. 4-6 представляет распределение давления металлической подложки, когда край металлической подложки 108 проходит наружу от второго края 120.
[65] Для линии 402 на всех фиг. 4-6 показаны восемь опор. Для опор 1-6 локализованное давление, прикладываемое каждой опорой, составляло 610 кгс (6100 Н). Для опоры 7 применяемое локализованное давление составляло 610/4 кгс (6100/4 Н). Опора 8 была зафиксирована в направлении y, что означает, что локализованное давление не было приложено.
[66] Для линии 404 на всех фиг. 4-6 показаны восемь опор. Для опор 1-6 локализованное давление, прикладываемое каждой опорой, составляло 610 кгс (6100 Н). Для опоры 7 применяемое локализованное давление составляло 610/2 кгс (6100/2 Н). Опора 8 была зафиксирована в направлении y, что означает, что локализованное давление не было приложено.
[67] Для линии 406 на всех фиг. 4-6 показаны восемь опор. Для опор 1-7 локализованное давление, прикладываемое каждой опорой, составляло 610 кгс (6100 Н). Опора 8 была зафиксирована в направлении y, что означает, что локализованное давление не было приложено.
[68] На фиг. 4, диаметры рабочих валков, прикладывающих давление рабочих валков к каждой из металлических подложек, являются одинаковыми. На фиг. 5, диаметры рабочего валка увеличены в 1,5 раза относительно диаметров рабочего валка на фиг. 4. На фиг. 6, диаметры рабочего валка увеличены в 2 раза относительно диаметров рабочего валка на фиг. 4.
[69] В общем, для любой из линий 402, 404 или 406 на фиг. 4 проиллюстрировано увеличенный разброс в распределении контактного давления, а также увеличенные краевые эффекты (например, представленные разбросом давления, начиная с опоры 7). Для любой из линий 402, 404 или 406 на фиг. 6 проиллюстрировано наилучшее управление разбросом давления (то есть разброс распределения контактного давления минимизируется), но краевые эффекты увеличиваются. Для любой из линий 402, 404 или 406 в соответствии с фиг. 4-6, на фиг. 5 проиллюстрирована наилучшая комбинация минимизированного разброса давления при уменьшении краевых эффектов в распределении контактного давления.
[70] Следовательно, раскрытая система может быть использована для достижения более однородной текстуры на металлической подложке путем регулировки одного или большего количества параметров давления для получения распределения контактного давления, которое минимизирует разброс давления при одновременном уменьшении краевых эффектов. Оптимизируя параметры давления для получения требуемого распределения контактного давления, можно получать металлические подложки с улучшенной однородностью текстуры.
[71] В некоторых примерах одна сторона рабочей клети может быть ограничена в перемещении таким образом, что приводится в движение только одна сторона клети (то есть клеть приводится в действие только в направлении 103 или только в направлении 105). В таких примерах вертикальное положение нижнего рабочего валка 104B является постоянным, фиксированным и/или не перемещается вертикально по отношению к металлической подложке.
[72] В некоторых аспектах, где опоры содержатся как в верхней, так и в нижней сторонах клети, одна сторона рабочей клети может быть ограничена в перемещении путем управления одним комплектом опор таким образом, чтобы они не приводились в движение. Например, в некоторых случаях нижние опоры 116B могут быть ограничены в перемещении таким образом, что нижний рабочий валок 104B не приводится в движение в направлении 105. В других примерах нижние опоры 116B могут быть исключены, так что нижний рабочий валок 104B является ограниченным в перемещении. В других примерах могут быть использованы различные другие механизмы, так что одна сторона клети является ограниченной в перемещении. Например, на фиг. 7 и 8 проиллюстрирован дополнительный пример рабочей клети, когда одна сторона является ограниченной в перемещении, а на фиг. 9 и 10 проиллюстрирован еще один пример рабочей клети, когда одна сторона является ограниченной в перемещении. Могут быть использованы различные другие подходящие механизмы и/или конфигурации валков для фиксации одной стороны рабочей клети при обеспечении необходимой поддержки ограниченной в перемещении стороны рабочей клети.
[73] На фиг. 7 и 8 проиллюстрирован другой пример рабочей клети 702. Рабочая клеть 702 по существу аналогична рабочей клети 102, за исключением того, что рабочая клеть 702 содержит зафиксированные опорные валки 725 вместо нижних опор 116B. В этом примере зафиксированные опорные валки 725 не приводятся в движение в вертикальном направлении, и как таковая рабочая клеть 702 приводится в движение только в направлении 103. Необязательно, опорные валки 725 поддерживаются на подставке 723 или другой подходящей опоре по желанию. Необязательно, подставка 723 поддерживает каждый опорный валок 725 в одном или большем количестве местоположений вдоль опорного валка 725. В примере на фиг. 7 и 8 предусмотрены три опорных валка 725; однако в других примерах может быть предоставлено любое требуемое количество опорных валков 725. В этих примерах, поскольку опорные валки 725 зафиксированы в вертикальном положении, нижний рабочий валок 104B является ограниченным в перемещении, что означает, что нижний рабочий валок 104b является неподвижным, зафиксированным и/или не перемещается в вертикальном направлении по отношению к металлической подложке. В таких примерах приведение в движение в клети 702 в ходе текстурирования происходит только с одной стороны клети 702 (т. е. приведение в движение происходит только с верхней стороны клети, а именно верхнего рабочего валка 104А).
[74] На фиг. 9 и 10 проиллюстрирован другой пример рабочей клети 902. Рабочая клеть 902 является по существу аналогичной рабочей клети 102, за исключением того, что исключены промежуточные валки и приводы, а диаметр нижнего рабочего валка 104В является большим, чем диаметр верхнего рабочего валка 104А. В этом примере рабочая клеть 1202 приводится в движение только в направлении 103. В некоторых аспектах нижний рабочий валок 104B большего диаметра обеспечивает необходимую опору для противодействия приведения в движение, так что во время текстурирования создается требуемый профиль металлической подложки 108. Понятно, что в других примерах промежуточные валки и/или различные другие опорные валки могут быть снабжены нижним рабочим валком 104В. В дополнительных примерах нижний рабочий валок 104B может иметь диаметр, аналогичный верхнему рабочему валку 104A, и рабочая клеть дополнительно содержит любое требуемое количество промежуточных валков и/или опорных валков, чтобы обеспечить необходимую опору нижнему рабочему валку 104B, когда одна сторона является ограниченной в перемещении.
[75] Набор представленных в качестве примера вариантов реализации изобретения, включающий в себя по меньшей мере некоторые явно перечисленные как «ПК» (примеры комбинаций), обеспечивающие дополнительное описание множества типов вариантов реализации изобретения в соответствии с концепциями, описанными в данном документе, представлены ниже. Эти примеры не должны быть взаимоисключающими, исчерпывающими или ограничительными; и изобретение не ограничивается этими примерами вариантов реализации, а скорее охватывает все возможные модификации и изменения в пределах объема опубликованной формулы изобретения и ее эквивалентов.
[76] ПК 1. Способ нанесения текстуры на подложку, включающий в себя: нанесение текстуры на подложку с помощью рабочей клети технологического процесса перематывания с рулона на рулон, при этом рабочая клеть содержит верхний рабочий валок и нижний рабочий валок, расположенный на одной вертикальной линии с верхним рабочим валком, причем по меньшей мере один из верхнего рабочего валка и нижнего рабочего валка содержит текстуру, и при этом нанесение текстуры включает в себя: приложение верхним рабочим валком первого давления рабочего валка на верхнюю поверхность подложки; и приложение нижним рабочим валком второго давления рабочего валка на нижнюю поверхность подложки; измерение распределения контактного давления по меньшей мере одного из первого давления рабочего валка и второго давления рабочего валка в пределах ширины подложки с помощью датчика; прием данных на устройство обработки от датчика; и регулирование параметра контактного давления рабочей клети таким образом, чтобы рабочая клеть обеспечивала требуемое распределение контактного давления в пределах ширины подложки, а толщина подложки оставалась по существу постоянной после нанесения текстуры.
[77] ПК 2. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что регулирование параметра контактного давления регулирует по меньшей мере одну характеристику текстуры на подложке.
[78] ПК 3. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что по меньшей мере одна характеристика содержит высоту текстуры, глубину текстуры, форму текстуры, размер текстуры, распределение текстуры, грубость текстуры или концентрацию текстуры.
[79] ПК 4. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что регулирование параметра контактного давления включает в себя обеспечение требуемого распределения контактного давления, имеющего разброс контактного давления в пределах ширины подложки менее 25 %.
[80] ПК 5. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что разброс контактного давления в пределах ширины подложки составляет менее 13 %.
[81] ПК 6. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что разброс контактного давления в пределах ширины подложки составляет менее 8 %.
[82] ПК 7. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что регулирование параметра контактного давления включает в себя регулирование цилиндричности формы рабочих валков таким образом, чтобы разброс цилиндричности составлял менее 10 мкм.
[83] ПК 8. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что рабочая клеть дополнительно содержит верхний промежуточный валок, поддерживающий верхний рабочий валок, и нижний промежуточный валок, поддерживающий нижний рабочий валок.
[84] ПК 9. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что регулирование параметра контактного давления включает в себя регулирование цилиндричности промежуточных валков таким образом, чтобы разброс цилиндричности составлял менее 10 мкм.
[85] ПК 10. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что рабочие валки имеют диаметр рабочего валка, а промежуточные валки имеют диаметр промежуточного валка, и при этом регулирование параметра контактного давления включает в себя регулирование по меньшей мере одного из диаметра рабочего валка и диаметра промежуточного валка.
[86] ПК 11. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что диаметр рабочего валка составляет от около 20 мм до около 200 мм, и при этом диаметр промежуточного валка составляет от около 20 мм до около 300 мм.
[87] ПК 12. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что регулирование параметра контактного давления включает в себя увеличение по меньшей мере одного из диаметра рабочего валка и диаметра промежуточного валка в 1,5 раза.
[88] ПК 13. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что регулирование параметра контактного давления включает в себя увеличение по меньшей мере одного из диаметра рабочего валка и диаметра промежуточного валка в 2 раза.
[89] ПК 14. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что верхний промежуточный валок представляет собой первый верхний промежуточный валок, при этом нижний промежуточный валок представляет собой первый нижний промежуточный валок, и причем рабочая клеть дополнительно содержит: второй верхний промежуточный валок, поддерживающий верхний рабочий валок; и второй нижний промежуточный валок, поддерживающий нижний рабочий валок.
[90] ПК 15. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что рабочая клеть дополнительно содержит: набор верхних опор вдоль верхнего промежуточного валка, причем каждая верхняя опора прикладывает нагрузку от опоры к верхнему промежуточному валку таким образом, что верхний промежуточный валок заставляет верхний рабочий валок прикладывать первое давление рабочего валка на подложку; и набор нижних опор вдоль нижнего промежуточного валка, причем каждая нижняя опора прикладывает нагрузку от опоры к нижнему промежуточному валку таким образом, что нижний промежуточный валок заставляет нижний рабочий валок прикладывать второе давление рабочего валка на подложку.
[91] ПК 16. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что набор верхних опор содержит по меньшей мере два ряда верхних опор, и при этом набор нижних опор содержит по меньшей мере два ряда нижних опор.
[92] ПК 17. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что регулирование параметра контактного давления включает в себя регулирование расстояния между соседними верхними опорами.
[93] ПК 18. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что регулирование расстояния включает в себя уменьшение расстояния между соседними верхними опорами путем изменения поперечного положения по меньшей мере одной из верхних опор по отношению к соседней верхней опоре.
[94] ПК 19. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что уменьшение расстояния включает в себя уменьшение расстояния до минимального расстояния, составляющее около 1 мм.
[95] ПК 20. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что уменьшение расстояния включает в себя увеличение количества верхних опор вдоль верхнего промежуточного валка.
[96] ПК 21. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что регулирование параметра контактного давления включает в себя регулирование размера опоры по меньшей мере одной верхней опоры из набора верхних опор.
[97] ПК 22. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что регулирование размера опоры включает в себя изменение по меньшей мере одного из ширины опоры или диаметра опоры.
[98] ПК 23. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что ширина опоры составляет от около 20 мм до около 400 мм, и при этом диаметр опоры составляет от около 20 мм до около 400 мм.
[99] ПК 24. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что ширина опоры составляет около 100 мм.
[100] ПК 25. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что регулирование размера опоры включает в себя увеличение ширины опоры при сохранении боковых положений верхних опор, при этом увеличение ширины опоры уменьшает расстояние между соседними верхними опорами.
[101] ПК 26. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что увеличение ширины опоры включает в себя уменьшение количества верхних опор вдоль верхнего промежуточного валка.
[102] ПК 27. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что регулирование параметра контактного давления включает в себя уменьшение высоты выпуклости или галтели каждой из верхних опор или нижних опор до менее чем около 50 мкм.
[103] ПК 28. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что регулирование параметра контактного давления включает в себя увеличение высоты выпуклости или галтели каждого из верхних опор или нижних опор до менее чем около 20 мкм.
[104] ПК 29. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что каждая из верхних опор регулируется индивидуально относительно верхнего промежуточного валка, и при этом регулирование параметра контактного давления включает в себя увеличение нагрузки от опоры, прикладываемой по меньшей мере одной из верхних опор на верхний промежуточный валок.
[105] ПК 30. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что регулирование параметра контактного давления включает в себя увеличение нагрузки от опоры, прикладываемой всеми из верхних опор на верхний промежуточный валок.
[106] ПК 31. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что набор верхних опор содержит наиболее удаленную от середины верхнюю опору, содержащую внутренний конец и наружный конец, и при этом регулирование параметра контактного давления включает в себя регулирование наиболее удаленной от середины верхней опоры относительно края подложки.
[107] ПК 32. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что регулирование наиболее удаленной от середины верхней опоры включает в себя перемещение наиболее удаленной от середины верхней опоры таким образом, чтобы край подложки находился между внутренним концом и промежуточным положением наиболее удаленной от середины верхней опоры, при этом промежуточное положение находится между наружным концом и внутренним концом.
[108] ПК 33. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что регулирование наиболее удаленной от середины верхней опоры включает в себя перемещение наиболее удаленной от середины верхней опоры таким образом, чтобы край подложки находился между наружным концом и промежуточным положением наиболее удаленной от середины верхней опоры, при этом промежуточное положение находится между наружным концом и внутренним концом.
[109] ПК 34. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что регулирование наиболее удаленной от середины верхней опоры включает в себя перемещение наиболее удаленной от середины верхней опоры таким образом, чтобы край подложки проходил в осевом направлении наружу от наружного конца наиболее удаленной от середины верхней опоры.
[110] ПК 35. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что регулирование наиболее удаленной от середины верхней опоры включает в себя увеличение нагрузки от опоры, прикладываемой наиболее удаленной от середины верхней опорой к верхнему промежуточному валку, чтобы заставить верхний рабочий валок увеличивать давление рабочего валка на краю подложки.
[111] ПК 36. Способ согласно любому из предшествующих или последующих примеров, отличающаяся тем, что первое давление рабочего валка и второе давление рабочего валка составляют от около 1 МПа до около предела текучести подложки.
[112] ПК 37. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что разброс в толщине в пределах ширины подложки составляет менее 2 % после нанесения текстуры.
[113] ПК 38. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что рабочая клеть представляет собой первую рабочую клеть, верхний рабочий валок представляет собой первый верхний рабочий валок, текстура представляет собой первую текстуру, а нижний рабочий валок представляет собой первый нижний рабочий валок, и при этом способ дополнительно включает в себя: нанесение второй текстуры на подложку с помощью второй рабочей клети технологического процесса перематывания с рулона на рулон, при этом вторая рабочая клеть содержит второй верхний рабочий валок и второй нижний рабочий валок, расположенный на одной вертикальной линии со вторым верхним рабочим валком, причем по меньшей мере один из второго верхнего рабочего валка и второго нижнего рабочего валка содержит вторую текстуру, и при этом нанесение второй текстуры включает в себя: приложение вторым верхним рабочим валком третьего давления рабочего валка на верхнюю поверхность подложки, и приложение вторым нижним рабочим валком четвертого давления рабочего валка на нижнюю поверхность подложки, при этом толщина подложки остается по существу постоянной после нанесения второй текстуры.
[114] ПК 39. Способ по любому из предшествующих или последующих примеров, отличающаяся тем, что каждое из первого давления рабочего валка и второго давления рабочего валка составляют менее предела текучести подложки.
[115] ПК 40. Подложка формируется способом любого из предшествующих или последующих примеров.
[116] ПК 41. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что толщина подложки уменьшается не более чем на 1 % после нанесения текстуры.
[117] ПК 42. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что толщина подложки уменьшается не более чем на 0,5 % после нанесения текстуры.
[118] ПК 43. Способ согласно любому из предшествующих или последующих примеров, отличающаяся тем, что каждое из первого давления рабочего валка и второго давления рабочего валка являются по существу одинаковыми.
[119] ПК 44. Технологическая система для перематывания с рулона на рулон, содержащая: рабочую клеть, содержащую: верхний рабочий валок, выполненный с возможностью приложения первого давления рабочего валка на верхнюю поверхность подложки; и нижний рабочий валок, расположенный на одной вертикальной линии с верхним рабочим валком и выполненный с возможностью приложения второго давления рабочего валка на нижнюю поверхность подложки, при этом по меньшей мере один из верхнего рабочего валка и нижнего рабочего валка содержит текстуру, так что по меньшей мере один из верхнего рабочего валка и нижнего рабочего валка выполнен с возможностью передачи текстуры подложке путем приложения первого давления рабочего валка или приложения второго давления рабочего валка; и датчик, выполненный с возможностью измерения распределения контактного давления по меньшей мере одного из первого давления рабочего валка и второго давления рабочего валка в пределах ширины подложки; устройство обработки, выполненное с возможностью приема данных от датчика; и параметр контактного давления, причем параметр контактного давления регулируется на основе измеренного распределения контактного давления для достижения требуемого распределения контактного давления в пределах ширины подложки, а толщина подложки остается по существу постоянной после нанесения текстуры.
[120] ПК 45. Технологическая система для перематывания с рулона на рулон по любому из предшествующих или последующих примеров, отличающаяся тем, что параметр контактного давления содержит цилиндричность рабочих валков, и при этом рабочие валки имеют разброс цилиндричности менее чем около 10 мкм вдоль ширины рабочих валков.
[121] ПК 46. Технологическая система для перематывания с рулона на рулон по любому из предшествующих или последующих примеров, отличающаяся тем, что рабочая клеть дополнительно содержит верхний промежуточный валок, поддерживающий верхний рабочий валок, и нижний промежуточный валок, поддерживающий нижний рабочий валок.
[122] ПК 47. Технологическая система для перематывания с рулона на рулон по любому из предшествующих или последующих примеров, отличающаяся тем, что параметр контактного давления содержит цилиндричность промежуточных валков, и при этом промежуточные валки имеют разброс цилиндричности менее чем около 10 мкм вдоль ширины промежуточных валков.
[123] ПК 48. Технологическая система для перематывания с рулона на рулон по любому из предшествующих или последующих примеров, отличающаяся тем, что рабочие валки имеют диаметр рабочего валка, а промежуточные валки имеют диаметр промежуточного валка, и при этом параметр контактного давления содержит по меньшей мере одно из диаметра рабочего валка и диаметра промежуточного валка.
[124] ПК 49. Технологическая система для перематывания с рулона на рулон по любому из предшествующих или последующих примеров, отличающаяся тем, что диаметр рабочего валка составляет от около 20 мм до около 200 мм, и при этом диаметр промежуточного валка составляет от около 20 мм до около 300 мм.
[125] ПК 50. Технологическая система для перематывания с рулона на рулон по любому из предшествующих или последующих примеров, отличающаяся тем, что верхний промежуточный валок представляет собой первый верхний промежуточный валок, при этом нижний промежуточный валок представляет собой первый нижний промежуточный валок, причем рабочая клеть дополнительно содержит: второй верхний промежуточный валок, поддерживающий верхний рабочий валок; и второй нижний промежуточный валок, поддерживающий нижний рабочий валок.
[126] ПК 51. Технологическая система для перематывания с рулона на рулон по любому из предшествующих или последующих примеров, отличающаяся тем, что рабочая клеть дополнительно содержит: набор верхних опор вдоль верхнего промежуточного валка, причем каждая верхняя опора выполнена с возможностью прикладывания нагрузки от опоры к верхнему промежуточному валку таким образом, что верхний промежуточный валок заставляет верхний рабочий валок прикладывать первое давление рабочего валка на подложку; и набор нижних опор вдоль нижнего промежуточного валка, причем каждая нижняя опора выполнена с возможностью прикладывания нагрузки от опоры к нижнему промежуточному валку таким образом, что нижний промежуточный валок заставляет нижний рабочий валок прикладывать второе давление рабочего валка на подложку.
[127] ПК 52. Технологическая система для перематывания с рулона на рулон по любому из предшествующих или последующих примеров, отличающаяся тем, что набор верхних опор содержит по меньшей мере два ряда верхних опор, а набор нижних опор содержит по меньшей мере два ряда нижних опор.
[128] ПК 53. Технологическая система для перематывания с рулона на рулон по любому из предшествующих или последующих примеров, отличающаяся тем, что параметр контактного давления содержит расстояние между соседними верхними опорами.
[129] ПК 54. Технологическая система для перематывания с рулона на рулон по любому из предшествующих или последующих примеров, отличающаяся тем, что указанное расстояние составляет около 34 мм.
[130] ПК 55. Технологическая система для перематывания с рулона на рулон по любому из предшествующих или последующих примеров, отличающаяся тем, что параметр контактного давления содержит размер опоры по меньшей мере одной верхней опоры из набора верхних опор.
[131] ПК 56. Технологическая система для перематывания с рулона на рулон по любому из предшествующих или последующих примеров, отличающаяся тем, что размер опоры содержит диаметр опоры и ширину опоры.
[132] ПК 57. Технологическая система для перематывания с рулона на рулон по любому из предшествующих или последующих примеров, отличающаяся тем, что диаметр опоры составляет от около 20 мм до около 400 мм, а ширина опоры составляет от около 20 мм до около 400 мм.
[133] ПК 58. Технологическая система для перематывания с рулона на рулон по пункту 56, отличающаяся тем, что ширина опоры составляет около 100 мм.
[134] ПК 59. Технологическая система для перематывания с рулона на рулон по любому из предшествующих или последующих примеров, отличающаяся тем, что параметр контактного давления содержит высоту выпуклости или галтели каждой из верхних опор или нижних опор до менее чем около 50 мкм.
[135] ПК 60. Технологическая система для перематывания с рулона на рулон по любому из предшествующих или последующих примеров, отличающаяся тем, что выпуклость каждой из верхних опор или нижних опор составляет около 20 мкм.
[136] ПК 61. Технологическая система для перематывания с рулона на рулон по любому из предшествующих или последующих примеров, отличающаяся тем, что каждая из верхних опор регулируется индивидуально относительно верхнего промежуточного валка, и при этом параметр контактного давления содержит нагрузку от опоры, прикладываемую по меньшей мере одной из верхних опор на верхний промежуточный валок.
[137] ПК 62. Технологическая система для перематывания с рулона на рулон по любому из предшествующих или последующих примеров, отличающаяся тем, что параметр контактного давления содержит нагрузку от опоры, приложенную всеми верхними опорами на верхний промежуточный валок.
[138] ПК 63. Технологическая система для перематывания с рулона на рулон по любому из предшествующих или последующих примеров, отличающаяся тем, что набор верхних опор содержит наиболее удаленную от середины верхнюю опору, содержащую внутренний конец и наружный конец, и при этом параметр контактного давления содержит положение наиболее удаленной от середины верхней опоры относительно края подложки.
[139] ПК 64. Технологическая система для перематывания с рулона на рулон по любому из предшествующих или последующих примеров, отличающаяся тем, что наиболее удаленная от середины верхняя опора расположена таким образом, чтобы край подложки находился между внутренним концом и промежуточным положением наиболее удаленной от середины верхней опоры, при этом промежуточное положение находится между наружным концом и внутренним концом.
[140] ПК 65. Технологическая система для перематывания с рулона на рулон по любому из предшествующих или последующих примеров, отличающаяся тем, что наиболее удаленная от середины верхняя опора расположена таким образом, чтобы край подложки находился между наружным концом и промежуточным положением наиболее удаленной от середины верхней опоры, при этом промежуточное положение находится между наружным концом и внутренним концом.
[141] ПК 66. Технологическая система для перематывания с рулона на рулон по любому из предшествующих или последующих примеров, отличающаяся тем, что наиболее удаленная от середины верхняя опора расположена таким образом, чтобы край подложки проходил в осевом направлении наружу от наружного конца наиболее удаленной от середины верхней опоры.
[142] ПК 67. Технологическая система для перематывания с рулона на рулон по любому из предшествующих или последующих примеров, отличающаяся тем, что разброс в толщине в пределах ширины подложки составляет менее 2 % после нанесения текстуры.
[143] ПК 68. Технологическая система для перематывания с рулона на рулон согласно любому из предшествующих или последующих примеров, отличающаяся тем, что первое давление рабочего валка и второе давление рабочего валка составляют менее предела текучести подложки.
[144] ПК 69. Способ по любому из предшествующих или последующих примеров, отличающийся тем, что регулирование параметра контактного давления включает в себя регулирование нагрузок от опор, прикладываемых верхними опорами на верхний промежуточный валок для регулировки распределения нагрузок от опор.
[145] ПК 70. Система или способ по любому из предшествующих или последующих примеров комбинаций, отличающиеся тем, что верхний рабочий валок регулируется по вертикали, а при этом нижний рабочий валок фиксируется вертикально таким образом, что только верхний рабочий валок является приводимым в движение.
[146] Вышеописанные аспекты представляют собой лишь возможные примеры вариантов реализации и изложены исключительно для ясного понимания принципов настоящего раскрытия. В вышеописанный пример(ы) может быть внесено множество изменений и модификаций без существенного отклонения от сущности и принципов настоящего раскрытия. Все такие модификации и вариации включены в объем настоящего раскрытия, и все возможные пункты формулы изобретения для отдельных аспектов или комбинаций элементов или этапов предназначены для поддержки настоящим раскрытием. Кроме того, хотя в данном документе, а также в нижеследующей формуле изобретения использованы конкретные термины, они используются исключительно в общем и описательном смысле, а не в целях ограничения описанного изобретения или нижеследующей формулы изобретения.
Реферат
Изобретение относится к системам управления и способам управления текстурированием поверхности металлической подложки при прокатке с малым давлением. Системы и способы нанесения текстуры на подложку (108) включают в себя нанесение текстуры на подложку (108) с помощью рабочей клети (102) прокатного стана. Рабочая клеть (102) содержит верхний рабочий валок (104A) и нижний рабочий валок (104B), расположенный на одной вертикальной линии с верхним рабочим валком. По меньшей мере один из верхнего рабочего валка (104A) и нижнего рабочего валка (104B) содержит текстуру. Нанесение текстуры включает в себя прикладывание верхним рабочим валком (104A) и нижним рабочим валком (104B) давления рабочего валка на верхнюю поверхность (110) и нижнюю поверхность (112) подложки (108). Способ дополнительно включает в себя регулирование параметра контактного давления рабочей клети (102) таким образом, чтобы рабочая клеть обеспечивала требуемое распределение контактного давления в пределах ширины подложки (108) и требуемый профиль толщины краев подложки, в то время как общая толщина подложки остается по существу постоянной. 2 н. и 18 з.п. ф-лы, 10 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ и устройство для измерения и регулированияплоскостности и/или внутренних напряжений в полосе или фольге из нержавеющей стали при холодной прокатке в многовалковой клети, в частности в двадцативалковом стане сендцимира
Устройство для регулирования прогиба прокатного валка многовалкового стана
Комментарии