,.
1
Изобретение относится к прокатному производству, а точнее к устройствам , регулирующ1гм профиль рабочих
валков прокатных станов, и может быт использовано на многовалковых станах
для управления поперечным профилем и формой прокатьгоаемых полос.
Цель изобретения - снижение неплоскостности прокатываемых полос
путем повышения эффективности регулирования профилем рабочего валка.
На фиг. 1 схематично представлено предлагаемое устройство для регулирования прогиба рабочего валка в
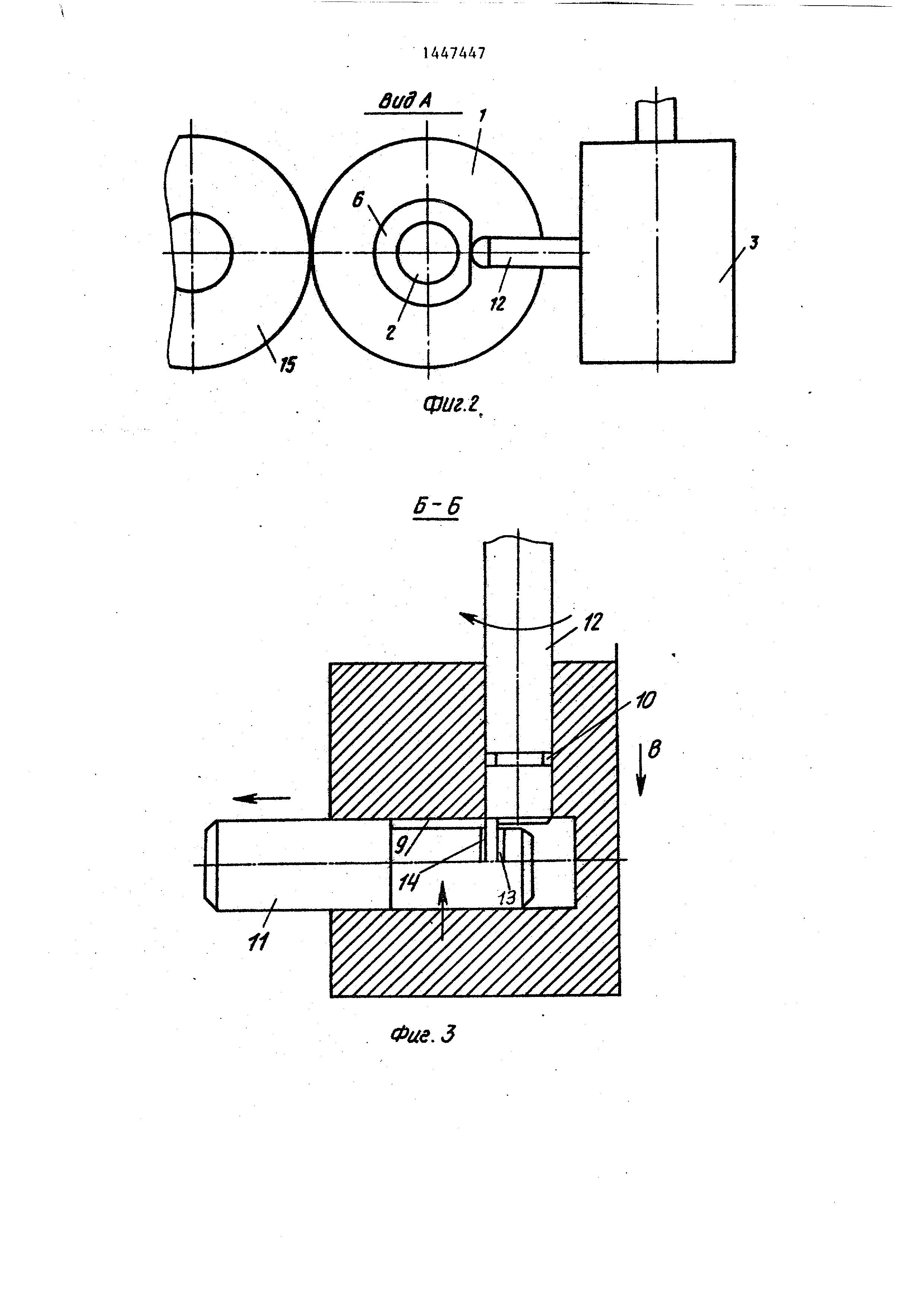
горизонтальной плоскости на фиг. 2- вид А на фиг. 1; на фиг. 3 - разрез
Б-Б на фиг. I; на фиг, 4 - разрез В-В на фиг. 1; на фиг, 5 - схема
валковой системы с двумя промежуточными валками,
Устройство дПя регулирования прогиба прокатного валка многовалкового
стана состоит из роликов 1, насаженных на ось 2, опорного моста 3 с гид
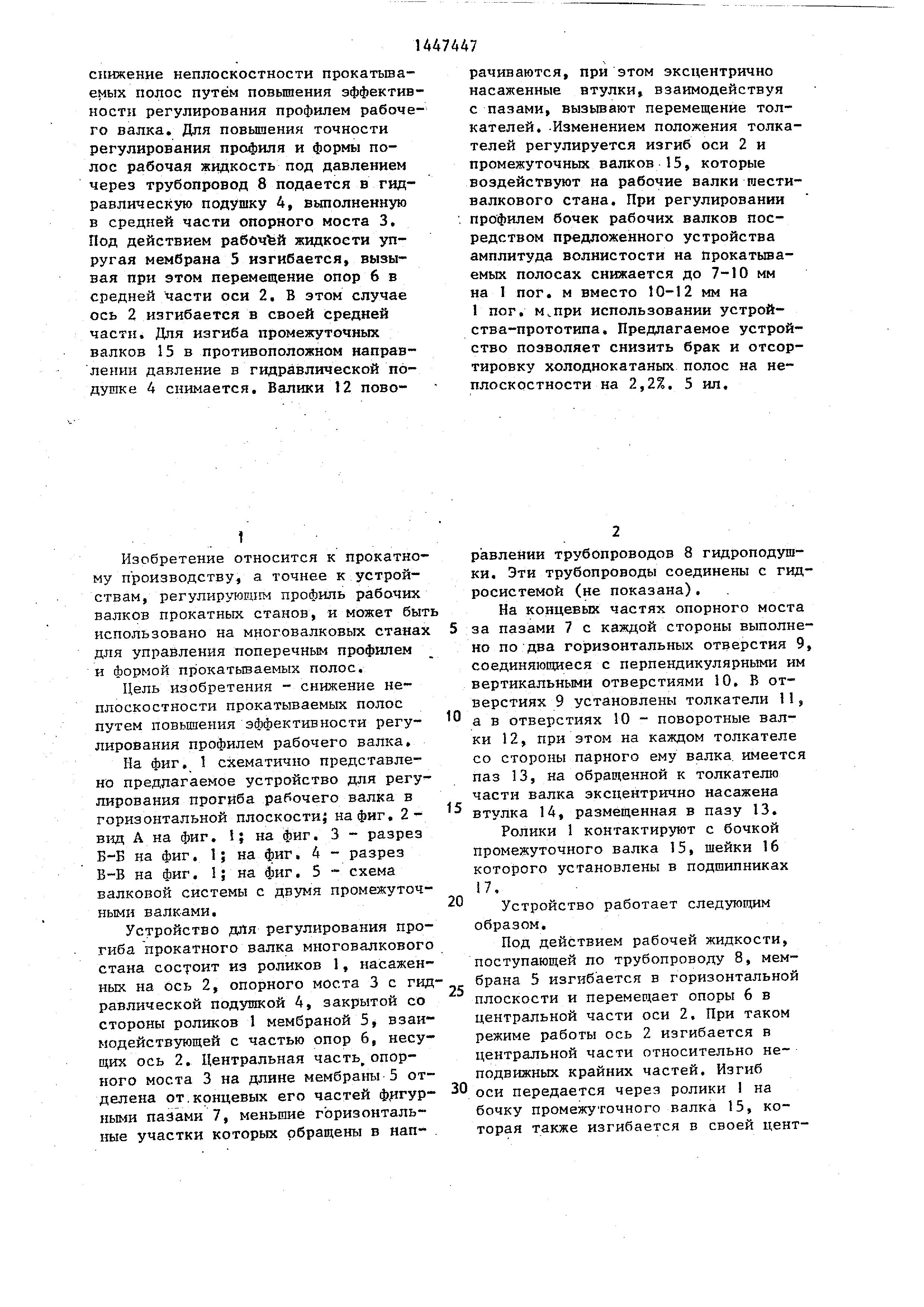
равлической подушкой 4, закрытой со стороны роликов 1 мембраной 5, взаи
модействующей с частью опор 6, несущих ось 2. Центральная часть, опорного
моста 3 на длине мембраны 5 отделена от,концевых его частей ф 1гур-
ными пазами 7, меньшие горизонтальные участки которых обращены в нап10
5
равлении
трубопроводов 8 гидроподушки . Эти трубопроводы соединены с гидросистемой (не показана).
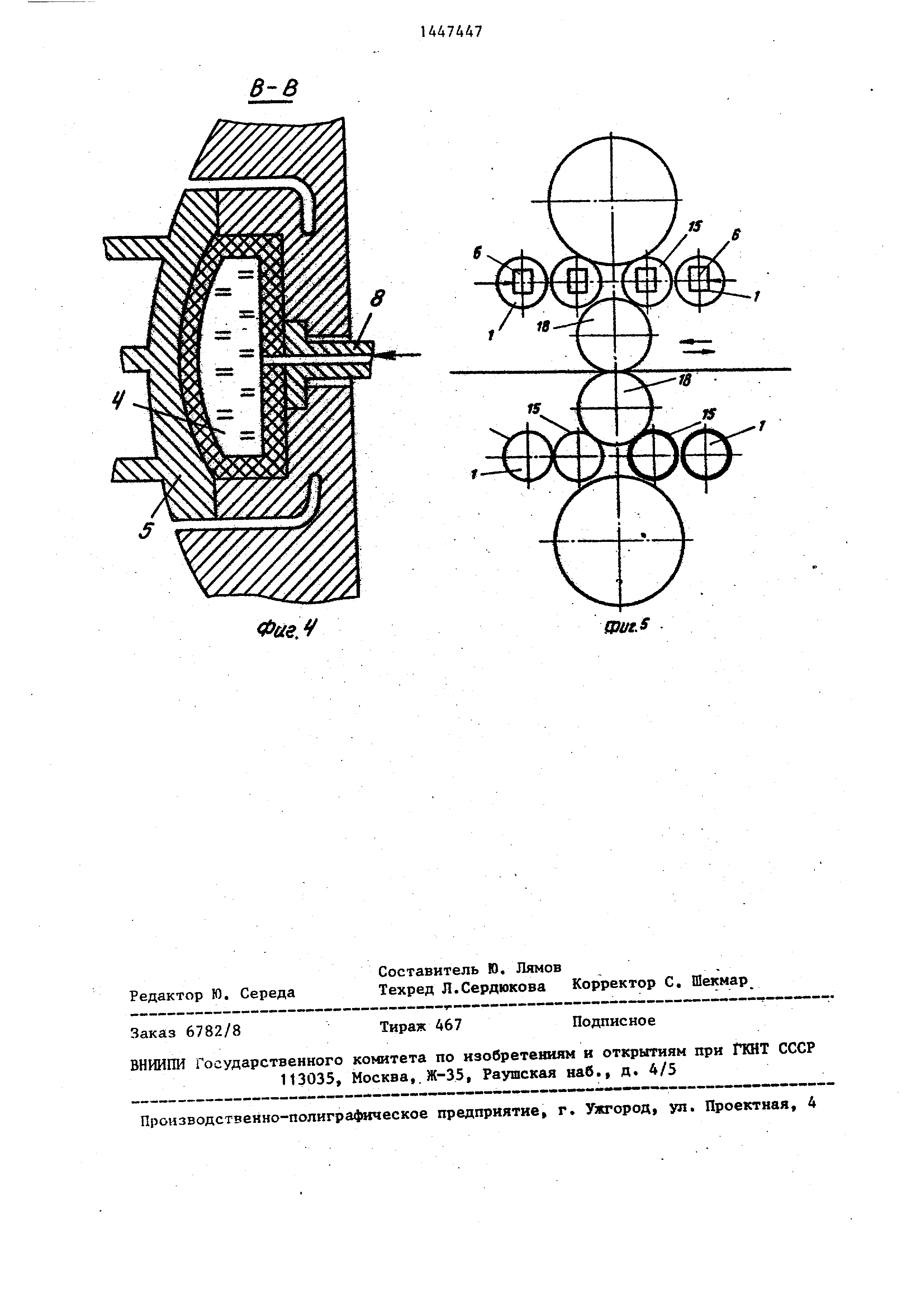
На концевых частях опорного моста за пазами 7 с каждой стороны выполнено
по два горизонтальных отверстия 9, соединяющиеся с перпендикулярными им
вертикальными отверстиями 10. В отверстиях 9 установлены толкатели 11,
а в отверстиях 10 - поворотные валки 12, при этом на каждом толкателе
со стороны парного ему валка, имеется паз 13, на обращенной к толкателю
части валка эксцентрично насажена втулка 14, размещенная в пазу 13.
Ролики 1 контактируют с бочкой промежуточного валка 15, шейки 16 которого установлены в подшипниках
17.
Устройство работает следуюЕцим образом.
Под действием рабочей жидкости, поступающей по трубопроводу 8, мембрана 5 изгибается в горизонтальной
плоскости и перемеряет опоры 6 в центральной части оси 2. При таком режиме работы ось 2 изгибается в
центральной части относительно не- подвижньк крайних частей. Изгиб оси передается через ролики I на
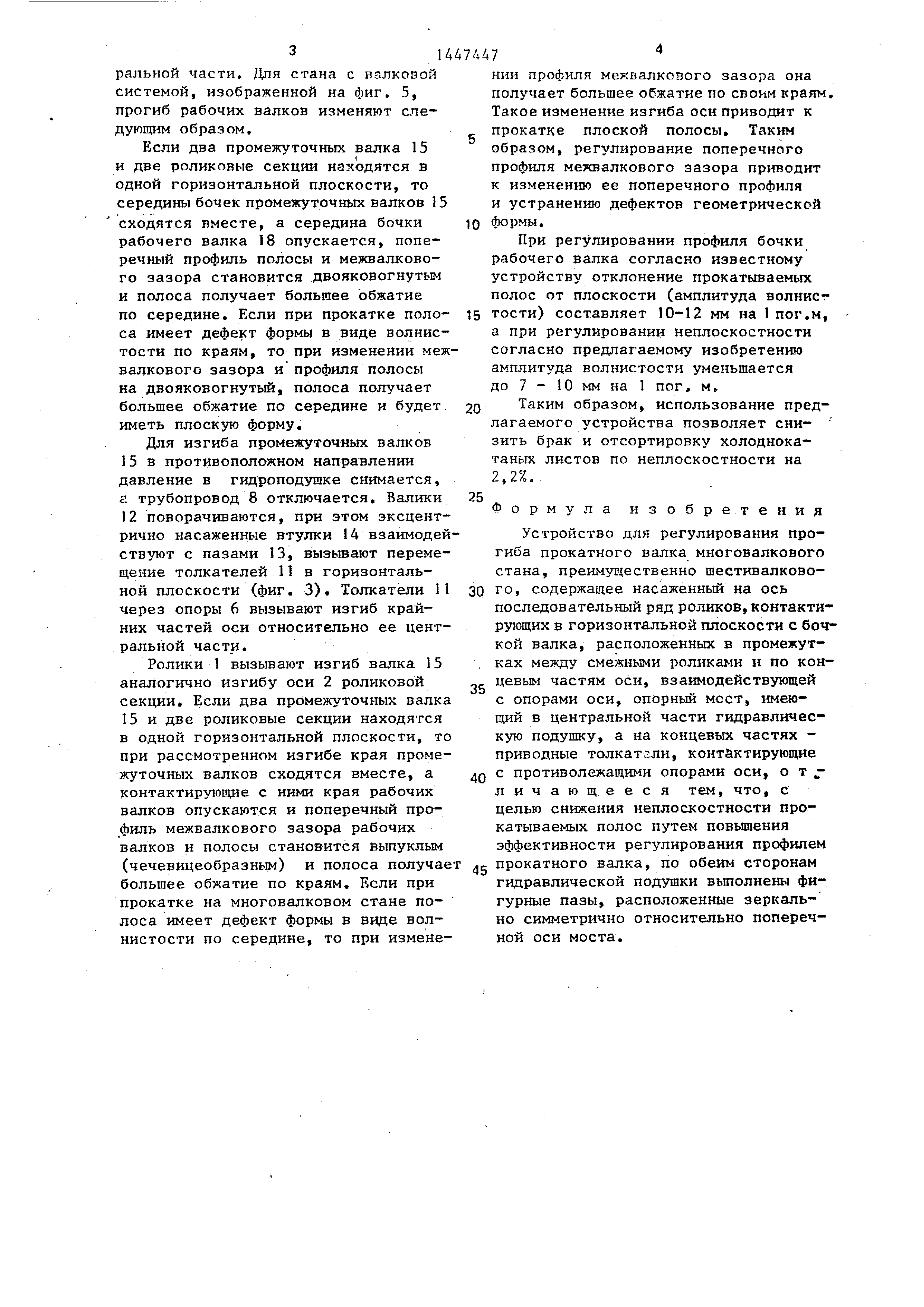
бочку промежуточного валка 15, которая также изгибается в своей центральной части. Для стана с валковой системой, изображенной на фиг. 5, прогиб рабочих валков изменяют следующим
образом.
Если два промежуточных валка 15 и две роликовые секции находятся в
одной горизонтальной плоскости, то середины бочек промежуточных валков 15 сходятся вместе, а середина бочки
рабочего валка 18 опускается, поперечный профиль полосы и межвалкового зазора становится двояковогнутым
и полоса получает большее обжатие
по середине. Если при прокатке поло- 15 тости) составляет 10-12 мм на 1 пог.м,
са имеет дефект формы в виде волнис- а при регулировании неплоскостности тости по краям, то при изменении меж- согласно предлагаемому изобретению
валкового зазора и профиля полосы на двояковогнутый, полоса получает
амплитуда волнистости уменьшается до 7 - 10 мм на 1 пог. м.
большее обжатие по середине и будет. иметь плоскую форму.
Для изгиба промежуточных валков 15 в противоположном направлении давление в гидроподушке снимается,
г трубопровод 8 отключается. Валики 12 поворачиваются, при этом эксцентрично
насаженные втулки 14 взаимодействуют с пазами 13, вызьюают перемещение толкателей 11 в горизонтальной
плоскости (фиг. 3). Толкатели 11 через опоры 6 вызывают изгиб крайних
частей оси относительно ее центральной части.
Ролики 1 вызывают изгиб валка 15
аналогично изгибу оси 2 роликовой секции. Если два промежуточных валка
15 и две роликовые секции находятся в одной горизонтальной плоскости, то
при рассмотренном изгибе края промежуточных валков сходятся вместе, а контактирующие с ними края рабочих
валков опускаются и поперечный профиль межвалкового зазора рабочих валков и полосы становится вьшуклым
(чечевицеобразным) и полоса получает g прокатного валка, по обеим сторонам
большее обжатие по краям. Если при гидравлической подушки выполнены фн- прокатке на многовалковом стане по- гурные пазы, расположенные зеркапь-
лоса имеет дефект формы в виде вол- но симметрично относительно попереч- нистости по середине, то при измене- ной оси моста.
НИИ профиля меквалкового зазора она получает большее обжатие по своим краям.
Такое изменение изгиба оси приводит к прокатке плоской полосы. Таким образом, регулирование поперечного
профиля межвалкового зазора пр1гводит к изменению ее поперечного профиля
и устранению дефектов геометрической формы.
При регулировании профиля бочки
рабочего валка согласно известному устройству отклонение прокатываемых
полос от плоскости (амплитуда волнист
тости) составляет 10-12 мм на 1 пог
а при регулировании неплоскостност согласно предлагаемому изобретению
амплитуда волнистости уменьшается до 7 - 10 мм на 1 пог. м.
Таким образом, использование предлагаемого устройства позволяет сни-
зить брак и отсортировку холоднокатаных листов по неплоскостности на
2,2%..
Формула изобретения Устройство для регулирования прогиба
прокатного валка многовалкового стана, пpeимyD ecтвeннo шестивалково-
го, содержащее насаженный на ось последовательный ряд роликов, контактирующих
в горизонтальной плоскости с бочкой валка, расположенных в промежутках
между смежными роликами и по концевым частям оси, взаимодействующей
с опорами оси, опорный мест, имеющий в центральной части гидравлическую
подущку, а на концевых частях - приводные толкатзли, контактирующие
с противолежащими опорами оси, отличающееся тем, что, с целью снижения неплоскостности прокатываемых
полос путем повышения эффективности регулирования профилем
Фие.Э
/
/
фиг.г
б б
в-в
Фие.
Редактор Ю. Середа
Составитель Ю. Лямов
Техред Л.Сердюкова Корректор С. Шекмар
Заказ 6782/8
Тираж 467
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва,.Ж-35, Раушская наб., д. 4/5
ffua.s

Комментарии