Способ и устройство для измерения и регулированияплоскостности и/или внутренних напряжений в полосе или фольге из нержавеющей стали при холодной прокатке в многовалковой клети, в частности в двадцативалковом стане сендцимира - RU2333811C2
Код документа: RU2333811C2
Чертежи






Описание
Изобретение относится к способу и устройству для измерения и регулирования плоскостности и/или внутренних напряжений в полосе или фольге из нержавеющей стали при холодной прокатке в многовалковой клети, в частности в двадцативалковом стане Сендцимира, посредством, по меньшей мере, одного содержащего несколько установочных величин контура регулировки, при этом действительная плоскостность полосы при прохождении многовалковой клети измеряется элементом измерения плоскостности на основании распределения напряжений в полосе по ширине полосы.
Подобные многовалковые клети состоят из сплит-блока и моноблока, при этом верхние и нижние комплекты валков могут регулироваться отдельно друг от друга и, таким образом, относиться к различным рамам станины.
Подобный способ известен из документа EP 0349885 B1 и предусматривает формирование значений измерений, характеризующих плоскостность, в частности распределения растягивающих напряжений, на стороне выхода из прокатной клети, при этом в зависимости от них управляются установочные элементы прокатного стана, которые относятся к контуру регулирования плоскостности прокатываемых листов или полос. Для того чтобы устранить временную инерционность установочных элементов прокатного стана, в известном способе предусматривается согласование скоростей установочных элементов друг с другом и выравнивание их пути перемещения при установке. Однако таким способом не устраняются дальнейшие источники ошибок.
Другой способ известен из документа EP 0647164 B1 и относится к выработке начальных сигналов в совокупности сигналов управления зазором между валками, причем для управляющих элементов и регуляторов установочных элементов рабочих валков требуется измерение распределения напряжений поперек полосы, при этом дефекты плоскостности могут быть описаны математической функцией, в которой квадраты отклонений минимизируются, что достигается применением матричных операторов, выбором количества точек измерения, числа строк, числа базовых функций и величины зазора между валками в точках измерения. Подобный механизм, однако, не учитывает встречающиеся на практике дефекты плоскостности и их особенности.
В основе изобретения лежит задача усовершенствования регулирования установочных элементов на базе точных измерений и анализа дефектов плоскостности с тем, чтобы достичь высокой плоскостности конечного продукта при наличии возможности повышения скорости прокатки.
Поставленная задача решается согласно изобретению тем, что дефекты плоскостности выявляют путем сравнения вектора напряжений с заранее заданной сравнительной кривой, после чего профиль дефектов плоскостности по ширине в блоке анализа посредством математических приближений разбивается на отдельные векторы напряжений, и затем описываемые действительными числами определенные доли дефектов плоскостности учитываются соответствующими модулями регулирования при управлении соответствующими установочными элементами. Преимуществом является достижение стабильного процесса прокатки с минимальными долями проскальзывания и, таким образом, возможность повышения скорости прокатки. Кроме того, за счет автоматического регулирования установочных элементов для регулирования плоскостности при изменяющихся условиях устраняется возможность ошибок, допускаемых обслуживающим персоналом. Далее одинаковое качество продукта достигается независимо от квалификации персонала. Кроме того, определение параметров функций влияния и параметров управления достигается более быстро. Система регулирования плоскостности в целом не подвержена неточностям в расчете параметров управления. Неточности не влияют на процесс. Важнейшие компоненты, вызывающие дефекты плоскостности, максимально быстро устраняются динамическим регулированием. Ортогональные составляющие векторов напряжений являются линейными, независимыми друг от друга, за счет чего устраняется взаимовлияние при регулировании одной из составляющих. Скалярные доли дефектов плоскостности обрабатываются отдельным модулем регулирования.
В варианте выполнения изобретения предусмотрено, что профиль дефектов плоскостности по ширине полосы описывается в приближении Гаусса 8 порядка (способ LSQ) и затем раскладывается на ортогональные составляющие.
Усовершенствование изобретения достигается тем, что анализируют вектор остаточных дефектов, и результаты анализа непосредственно учитывают в выбранных установочных параметрах. Все остающиеся после динамического регулирования дефекты плоскостности, на величину которых можно влиять изменением параметров, устраняются при регулировании остаточных дефектов в границах заданного диапазона установки. При этом предпочтительно, помимо названных ортогональных составляющих остаточных дефектов, учитывать и другие составляющие, которые устраняют не путем регулирования ортогональных компонентов, а путем непосредственного регулирования установочных параметров.
Согласно другим вариантам, ранжирование векторов остаточных дефектов осуществляют путем оценки величин их вклада, которые выражают из функций управления установочных элементов, выполненных в виде эксцентриков, при этом всей совокупности имеющихся дефектов плоскостности соответствует отдельный эксцентрик.
Далее является предпочтительным, чтобы из векторов остаточных дефектов, относящихся к отдельным эксцентрикам, посредством суммирования определяли величину ошибки, описываемую действительным числом.
Другое усовершенствование заключается в том, что регулирование, относящееся к кромке полосы, в рамках регулирования плоскостности осуществляют отдельно. За счет этого подобное регулирование, при необходимости, может быть полностью исключено, если оно не является неизбежным.
Другое усовершенствование заключается в том, что в качестве установочного элемента для регулирования напряжения на кромке полосы используют горизонтальное смещение внутренних промежуточных валков.
Кроме того, предлагается усовершенствование, включающее в себя то, что при регулировании напряжений на кромке полосы, отдельно для каждой кромки устанавливают заранее заданное напряжение полосы в области одной или двух перекрывающихся внешних зон ролика для измерения плоскостности.
Другие признаки предусматривают, что регулирование напряжений на кромке полосы по выбору осуществляется синхронно или асинхронно для двух кромок полосы.
При этом величины регулирования для регулирования напряжений на кромке полосы определяются отдельно для каждой кромки полосы путем определения разницы между сравнительной разностью для двух внешних результатов измерений роликом для измерения плоскостности.
Согласно представленному уровню техники, устройство для измерения и регулирования плоскостности и/или напряжений в полосе из нержавеющей стали или фольге из нержавеющей стали при холодной прокатке в многовалковой клети, в частности в двадцативалковом стане Сендцимира, содержит, по меньшей мере, один контур регулирования установочных элементов, состоящих из гидравлических установочных элементов, эксцентриков внешних опорных валков, аксиально перемещаемых внутренних конусных промежуточных валков и/или параметров их регулирования.
Поставленная задача, с точки зрения техники, решается тем, что сравнительный сигнал между сравнительной кривой и действительным значением плоскостности, полученным элементом измерения плоскостности, подается на вход в контур регулирования на первом средстве анализа и самостоятельных, первом и втором модулях регулирования для формирования векторов напряжений и на вход установочного элемента для подвижного гидравлического установочного элемента комплекта валков, при этом сравнительный сигнал поступает параллельно на второе средство анализа и на дальнейший отдельный второй модуль регулирования, результат расчета в котором в виде параметров управления через контактное соединение передается на установочные элементы эксцентриков. При такой конструкции устройства в ней реализуются преимущества способа.
Дальнейшее усовершенствование изобретения заключается в том, что сравнительный сигнал между сравнительной кривой и действительным значением плоскостности поступает через самостоятельное средство анализа на самостоятельный третий модуль регулирования остаточных дефектов плоскостности, выход которого посредством контактного соединения соединен с установочными элементами в виде эксцентриков.
Дальнейшее в контексте изобретения, усовершенствование заключается в том, что сравнительный сигнал между сравнительной кривой и действительным значением плоскостности через дальнейшее самостоятельное третье средство анализа поступает на самостоятельный четвертый модуль регулирования для контроля регулирования напряжений на кромках полосы, при этом выход его соединен с установочным элементом внутренних конусных промежуточных валков.
Точное формирование сигнала обеспечивается тем, что с выхода измерительного элемента для плоскостности в линию передается действительное значение плоскостности полосы.
В другом варианте изобретения предусмотрено, что для каждого вектора дефектов плоскостности предусмотрен динамический регулятор, который выполнен как PI-регулятор с ограниченной функциональностью.
Другой вариант предусматривает, что перед каждым отдельным регулятором вне первого средства анализа предусмотрена параллельная схема из адаптивного средства параметризации и индикатора управления.
Далее предпочтительно, что каждый отдельный регулятор снабжен разъемами для передачи номинальных параметров.
Отдельный динамический регулятор может быть соединен с управляющим пультом.
Аналогия с этапами способа заключается в том, что для уменьшения остаточной ошибки вектор остаточных дефектов посредством оборудования для регулирования остаточных дефектов взаимодействует с установочными элементами эксцентриков.
Неточность измерения на кромке полосы устраняется тем, что для регулирования напряжений на кромке полосы предусмотрено средство анализа для различных зон ролика для измерения плоскостности, соответствующих кромкам полосы, к которому соответственно присоединены два модуля регулирования кромки полосы.
В развитии данной конструкции предусмотрено, что средства регулирования кромки полосы соединены с установочными элементами конусных промежуточных валков.
Таким образом, средства регулирования кромки полосы могут включаться независимо друг от друга.
В заключение предусмотрено, что оба средства регулирования кромки полосы присоединены к адаптивному средству регулирования скорости перемещения и к индикатору управления.
На чертежах показаны примеры осуществления изобретения, подробно описанные далее.
Показано:
фиг.1 - конфигурация двадцативалкового прокатного стана Сендцимира;
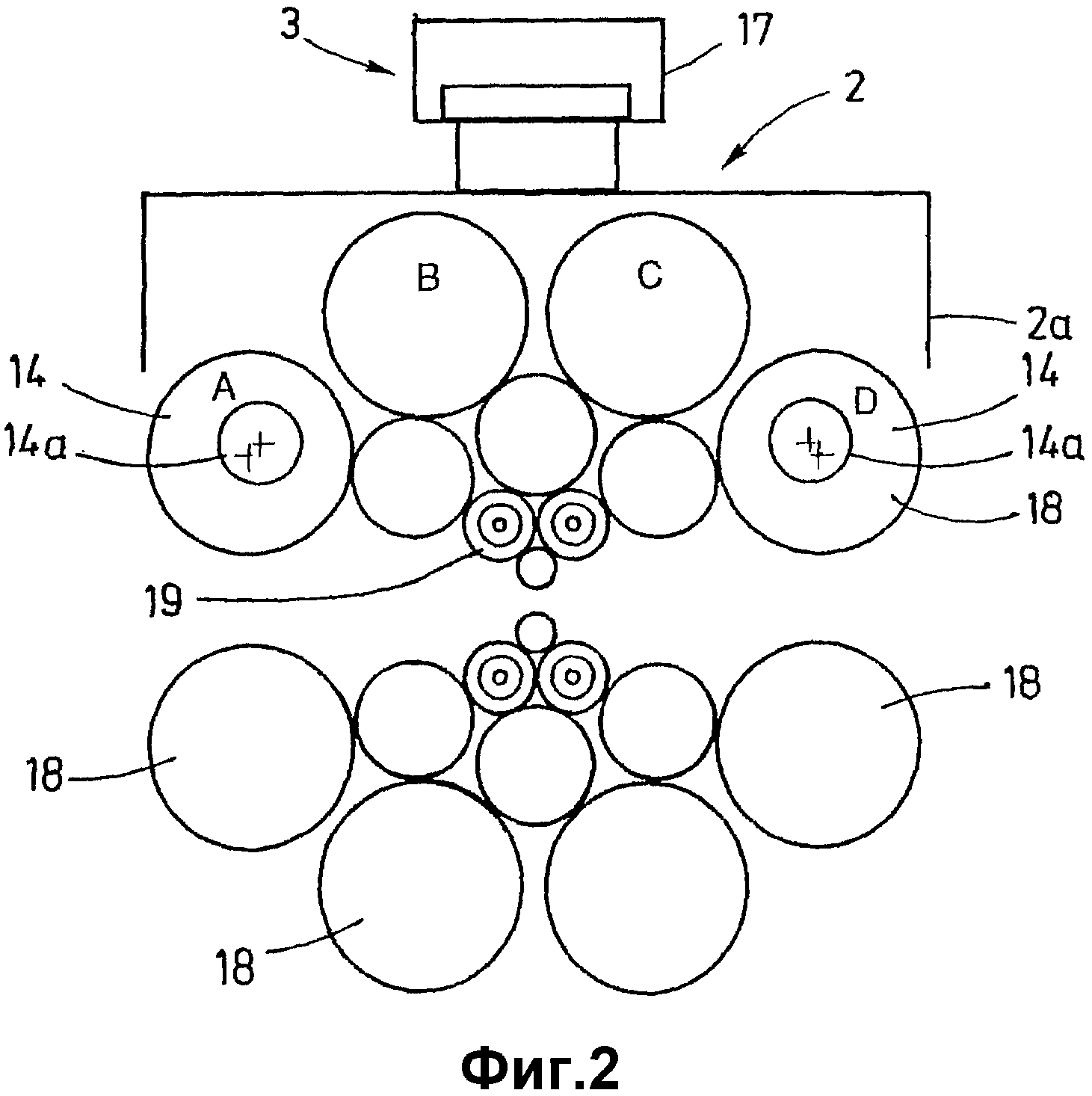
фиг.2 - в увеличенном изображении комплект валков в виде сплит-блоков с позициями для установочных элементов регулирования плоскостности;
фиг.3 - диаграмма зависимости зазора между валками от ширины полосы с регулированием профиля зазора между валками эксцентриками;
фиг.4 - диаграмма изменения зазора между валками по ширине полосы для определения смещения конусных промежуточных валков;
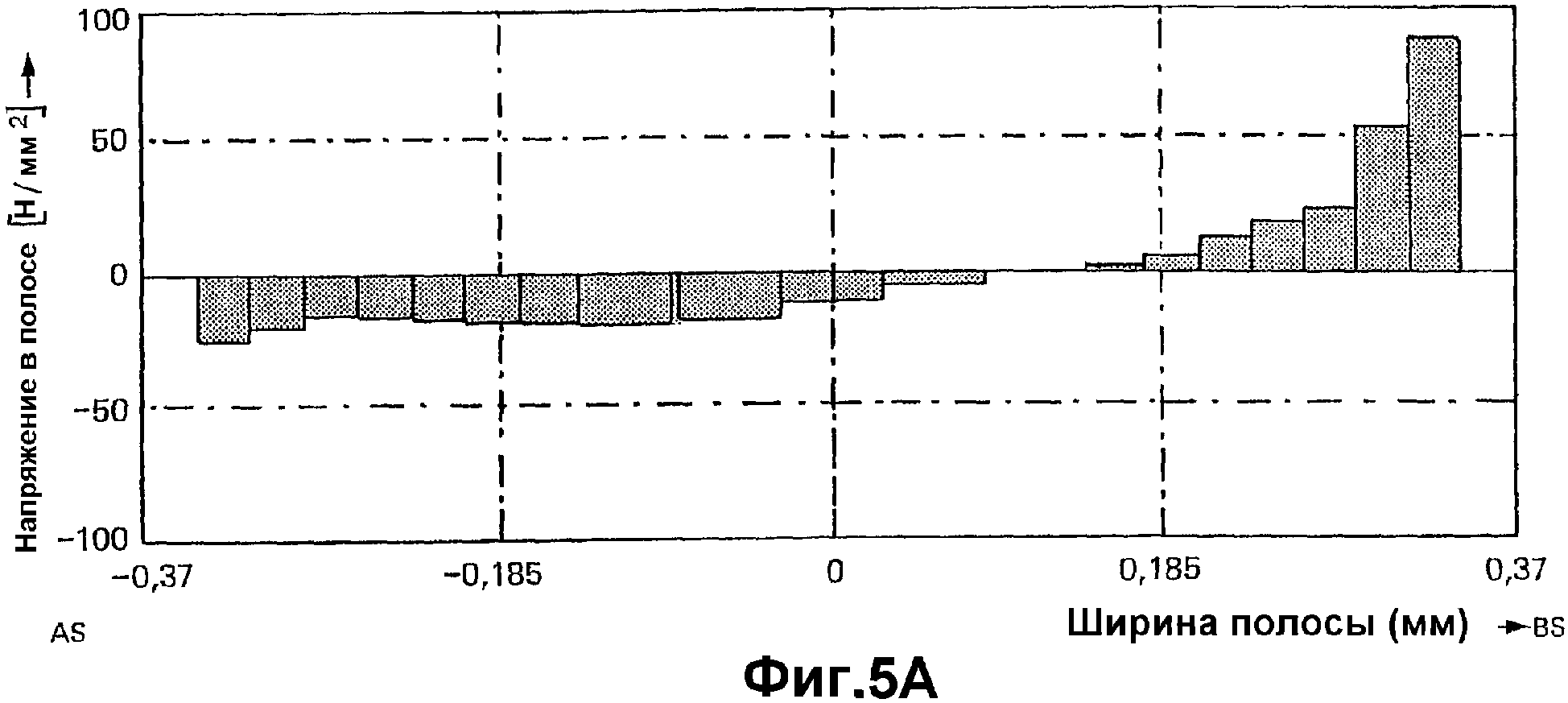
фиг.5А - диаграмма остаточных дефектов плоскостности (напряжение в полосе по ширине полосы);
фиг.5В - диаграмма распределения остаточных дефектов плоскостности по отдельным эксцентрикам;
фиг.6 - наглядная блок-схема регулирования плоскостности в двадцативалковом прокатном стане Сендцимира;
фиг.7 - структурированная блок-схема Сх-регулирования;
фиг.8 - блок-схема системы устранения остаточных дефектов;
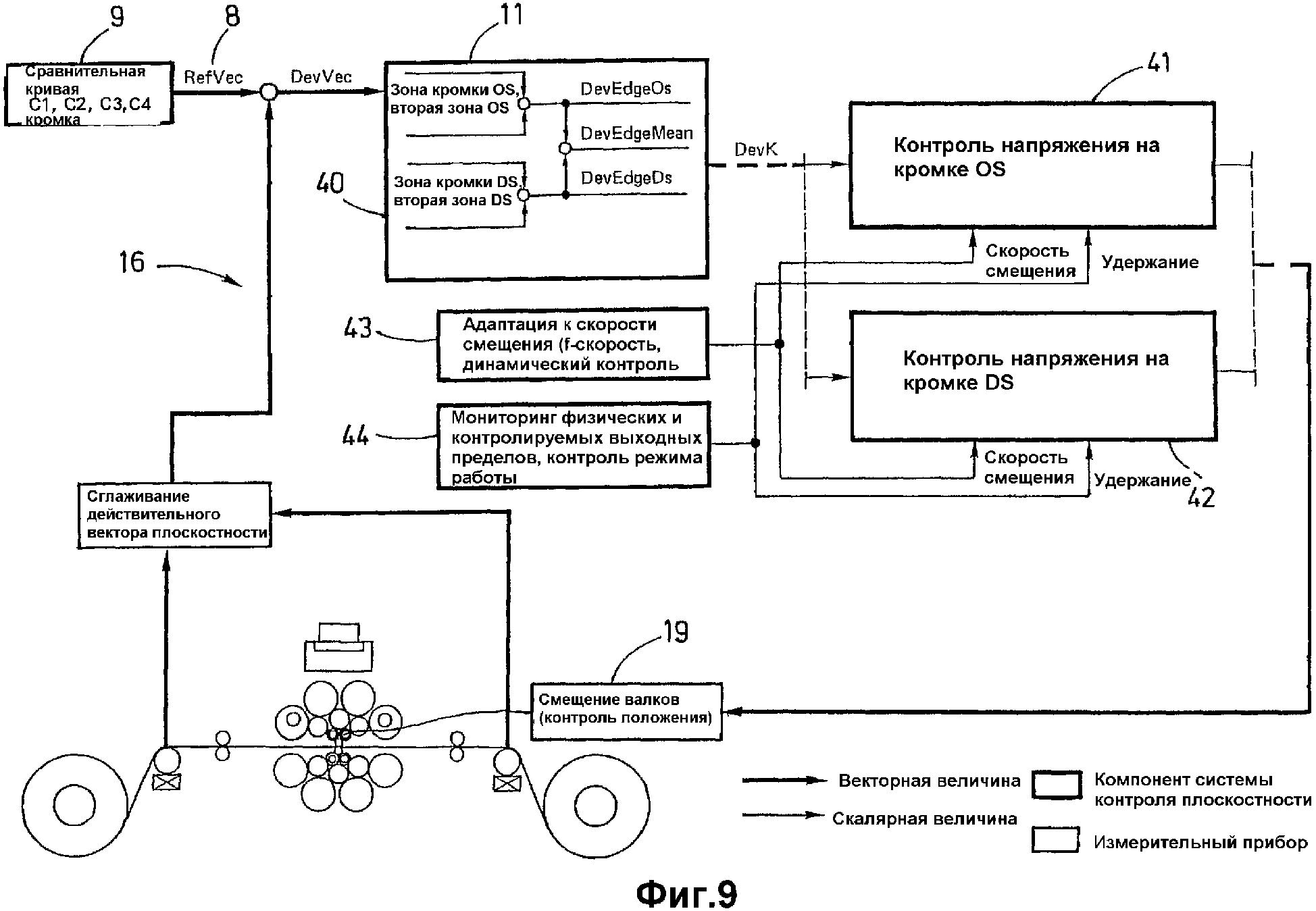
фиг.9 - блок-схема системы регулирования напряжения на кромке полосы.
Согласно фиг.1, полосы 1 из нержавеющей стали или фольга 1а из нержавеющей стали в многовалковой клети 2, двадцативалковой клети 2а Сендцимира, прокатываются посредством размотки, прокатки и смотки. При этом комплекты 2b валков образуют сплит-блок. Верхний комплект 2b валков может регулироваться посредством установочного элемента 3 и других элементов. В контуре 4 регулирования (фиг.6-9) вырабатываются описываемые сигналы. Эти сигналы формируются перед процессом прокатки на входе 5а и после процесса прокатки на выходе 5b посредством элементов 6 для измерения плоскостности, которые в показанном примере выполнены в виде измерительных роликов 6а.
На фиг.2 для верхнего комплекта валков 2b в качестве установочного элемента 3 показано гидравлическое установочное средство 17. Для влияния на плоскостность полосы в качестве установочных элементов 3 предусмотрено: перемещение гидравлического установочного средства 17 (только при выполнении в виде сплит-блоков), установочный элемент 14 эксцентриков внешних опорных валков 18 (A, B, C, D, из которых опорные валки A и D снабжены эксцентриками 14а) и аксиальное перемещение внутренних конусных промежуточных валков 19.
Способ определения настроек эксцентриков характеризуется так называемыми «функциями влияния». Два или больше внешних опорных валков 18 снабжены соответственно четырьмя и до восьми эксцентриков 14а, которые могут поворачиваться соответственно посредством блоков поршень-цилиндр, за счет чего осуществляется воздействие на зазор между валками. Внутренние конусные промежуточные валки 19, которые выполнены с возможностью горизонтального перемещения посредством гидравлического средства перемещения, в области кромок 15 полосы имеют конический профиль. Указанный профиль находится у обоих верхних промежуточных валков 19 на стороне обслуживания многовалковой клети 2, при этом нижние конусные промежуточные валки 19 имеют указанный профиль на стороне привода (или наоборот). Таким образом, при синхронном смещении соответственно верхних и нижних конусных промежуточных валков 19 осуществляется влияние на напряжения на кромке 15 полосы.
На фиг.3 для каждого из восьми перемещаемых эксцентриков 14а в данном примере реализации представлено соответствующее изменение геометрии зазора между валками между кромками 15 полосы по ширине 7 полосы.
Соответствующие функции влияния, которые описывают влияние смещения конусных промежуточных валков на геометрию зазора между валками, представлены на фиг.4 также по ширине 7 полосы до кромок 15 полосы.
Разложение вектора дефектов плоскостности в ортогональные полиномы напряжения σ(х), при применении соответствующих методов анализа, приводит к коэффициентам: С1 (первого порядка), С2 (второго порядка), С3 (третьего порядка), С4 (четвертого порядка) и размерности Н/мм2.
Привязывание остаточных дефектов к отдельным эксцентрикам представлено на фиг.5А как остаточные дефекты 26 плоскостности (остающиеся после применения Сх регулирования), соотнесенные с напряжением (Н/мм2) по ширине полосы 7 между кромками 15 полосы, и на фиг.5В представлены величины вклада для оценки остаточных дефектов 26 плоскостности, представленные для каждого эксцентрика 14а, в зависимости от ширины полосы 7 между кромками полосы 15.
Способ наглядно представлен на фиг.6. Действительные значения плоскостности полосы на выходе 5b многовалковой клети 2 измеряются роликом 6а для измерения плоскостности на основании распределения напряжений в полосе (косвенное измерение напряжений в полосе по ширине 7) и сосредотачиваются в векторе напряжений 8. Вычитание задаваемой пользователем сравнительной функции 9 (заданная кривая) после расчета дает вектор 8 напряжений дефектов 10 плоскостности (сравнительная разность). Изменение дефектов 10 плоскостности по ширине 7 полосы описывается в приближении аппроксимацией Гаусса восьмого порядка, осуществляемой в блоке 11 анализа, (LSQ способ), и затем раскладывается в ортогональные составляющие С1...Сх. Ортогональные составляющие являются линейными и независимыми друг от друга, за счет чего устраняется взаимовлияние компонентов. Скалярные составляющие дефектов плоскостности С1, С2, С3, С4 и при необходимости дальнейшие, от первого анализирующего прибора 11а передаются первому и второму модулям 12а и 12b регулирования. Соответственно второй и третий анализирующие приборы 11b и 11с соединены с модулем 12с регулирования и четвертым модулем 12d регулирования.
Более конкретно процесс выглядит так: сравнительный сигнал 20 сравнительной функции 9 и действительная плоскостность 22 от элемента 6 измерения плоскостности на входе 23 контура 4 регулирования поступают на первый анализирующий прибор 11а и самостоятельный первый модуль 12а регулирования для формирования векторов напряжения 8 (С1...Сх) и на выход 24 соответствующего установочного элемента 3 для гидравлических установочных элементов 17 комплекта 2b валков. Начальные сигналы с первого анализирующего прибора 11а поступают далее на второй модуль 12b регулирования. Результат расчета (f), из параметров 21 управления, через штекерное соединение 25 поступает на установочный элемент 3 эксцентриков 14а. Сравнительный сигнал 20 между сравнительной кривой 9 и действительной плоскостностью 22 поступает через самостоятельный анализирующий прибор 11b на самостоятельный третий модуль 12с регулирования для остаточных дефектов 26 плоскостности, выход 27 которого выведен на штекерное соединение 25 установочного элемента 3 эксцентриков 14а.
Далее на фиг.6 показано, что сравнительный сигнал 20 между сравнительной кривой 9 и действительным значением плоскостности 22 поступает через дальнейший самостоятельный третий анализирующий прибор 11с на самостоятельный четвертый модуль 12d регулирования для контроля регулирования 16 напряжений на кромках полосы, при этом его выход 28 соединен с установочным элементом 3 внутренних конусных промежуточных валков 19. На выходе 5b в линию передается действительное значение плоскостности 22 полосы от ролика 6а для измерения плоскостности.
Также существенным для практики является учет помимо уже названных составляющих дефектов 10 плоскостности также и остаточных дефектов, которые связаны не с описанными выше ортогональными компонентами, а непосредственно с эксцентриками 14а. Подобное согласование на фиг.5В представлено в виде величин вклада, которые следуют из функций влияния эксцентриков и сопряжения общего вектора дефектов плоскостности отдельным эксцентрикам 14а. Затем из векторов 13 остаточных дефектов, относящихся к отдельным эксцентрикам 14а, посредством суммирования определяли скалярную величину ошибки и учитывали ее в модуле 12d регулирования отдельных эксцентриков 14а.
Для каждой ортогональной составляющей вектора дефектов плоскостности (фиг.7) в высокоскоростном контуре регулирования 29 предусмотрен динамический регулятор 30, который выполнен как PI-регулятор 31 с ограниченной функциональностью на входе 32. Перед каждым отдельным регулятором 30 вне первого анализирующего прибора 11а предусмотрена параллельная схема из адаптивного средства 33 параметризации и индикатора 34 управления. Каждый отдельный регулятор 30 снабжен разъемами 35 для передачи номинальных параметров Ki и Kp. Отдельный динамический регулятор 30 может быть соединен с управляющим пультом 36.
Отдельный регулятор 30 для составляющей С1 (положение наклона) в качестве управляющей величины использует при выполнении в виде сплит-блока - заданное значение наклона гидравлического установочного средства 17, при выполнении в виде моноблока - установку эксцентриков. Регуляторы 30 для остальных составляющих (С2, С3, С4 и далее более высокого порядка) взаимодействуют с установочными элементами 14 эксцентриков внешних опорных валков 18.
Для согласования скалярных установочных величин, выдаваемых отдельными динамическими регуляторами 30 для эксцентриков 14а, применяют параметры 21 управления. Параметры управления преобразуют установленное перемещение, задаваемое массивом С1, С2, С3 и так далее, в соответствующую комбинацию отдельных задаваемых перемещений эксцентриков. Упомянутое разделение обеспечивает то, что установочное перемещение, например от С2-регулятора, не влияет на другие ортогональные составляющие, помимо С2. Соответствующие параметры влияния заранее рассчитывают и преобразуют в функции влияния в зависимости от ширины 7 полосы и количества активных эксцентриков 14а. Применяемые PI-регуляторы снабжены адаптивным, в зависимости от динамичности установочного элемента и скорости прокатки, средством 33 параметризации и обеспечивают, таким образом, для каждого диапазона эксплуатации достижение теоретически возможной оптимальной динамики регулирования. Помимо этого выбранный подход к расчету номинальных параметров Ki и Kp по методу оптимизации величины вклада обеспечивает очень простое использование, так как установка динамики регулирования извне осуществляется выбором только одного параметра. С высокоскоростными регуляторами 30 в зависимости от скорости прокатки достигается время отклика при регулировании менее 1 секунды.
Согласно фиг.8, учитывают также составляющие дефектов, для которых не предусмотрен отдельный регулятор 30 и для которых соответствующий регулятор 30 отключен и таких, которые вызваны объективными ошибками или отсутствием описываемой взаимосвязи при расчете параметров управления. Такие составляющие дефектов не могут устраняться естественным образом посредством высокоскоростных регуляторов 30 ортогональных составляющих. Для того чтобы, тем не менее, устранить указанные составляющие дефектов, в способе регулирования плоскостности предусмотрено регулирование остаточных дефектов (фиг.8). При регулировании остаточных дефектов в качестве установочных элементов 3 воздействуют на эксцентрики 14а, что обеспечивает возможность при применении описанного анализа дефектов практически полностью устранить все дефекты плоскостности с использованием характеристик установочных элементов. Из-за наличия остающейся связи между отдельными эксцентриками 14а и вследствие возможного взаимовлияния с высокоскоростным регулированием ортогональных составляющих, регулирование остаточных дефектов следует осуществлять со сравнительно меньшей скоростью. Последнее ориентируется на задаваемую постоянную скорость перемещения эксцентриков 14а, так что регулирование, в зависимости от скорости прокатки и отклонений при регулировании, требует несколько большего времени. В соответствии с этим, для устранения остаточных дефектов формируют вектор 13 остаточных дефектов и передают его посредством регуляторов 37, 38, 39 для регулирования остаточных дефектов к установочным элементам 3 эксцентриков 14а.
Для того чтобы в особенности в двадцативалковых клетях и при прокатке тонкой полосы или фольги учесть через напряжение на кромке 15 полосы возможность возникновения трещин, проскальзывания регулирование кромок полосы в рамках регулирования плоскостности осуществляют отдельно. В качестве установочного элемента применяют горизонтальное смещение внутренних конусных промежуточных валков 19. Кроме того, при регулировании 16 напряжений на кромке полосы, отдельно для каждой кромки 15 полосы, согласно фиг.9, устанавливают заранее заданное напряжение полосы в области одной или двух перекрывающихся внешних зон ролика 6а для измерения плоскостности. При этом величины регулирования для регулирования напряжений на кромке полосы, как видно из фиг.9, определяют отдельно для каждой кромки 15 полосы путем определения разницы между сравнительной разностью для двух внешних результатов измерений роликом 6а для измерения плоскостности. За счет этого регулирование 16 напряжения на кромке полосы осуществляется независимо от сравнительной кривой 9 и от других компонентов регулирования плоскостности. Для регулирования 16 напряжений на кромке полосы предусмотрен анализирующий прибор 40 для различных зон ролика 6а для измерения плоскостности, соответствующих кромкам полосы, к которому соответственно присоединены два средства 41 и 42 регулирования кромки полосы.
Средства 41 и 42 регулирования кромки полосы соединены с установочными элементами 3 конусных промежуточных валков 19.
Таким образом, средства 41 и 42 регулирования кромки полосы могут включаться независимо друг от друга. Кроме того, оба средства 41 и 42 регулирования кромки полосы присоединены к адаптивному средству 43 регулирования скорости перемещения и к индикатору 44 управления. Регулирование 16 напряжений на кромке полосы по выбору осуществляется асинхронно (независимо для двух кромок 15 полосы) или синхронно. Скорость регулирования 16 напряжений на кромке полосы зависит от допустимой скорости горизонтального перемещения конусных промежуточных валков, которая зависит от усилия и скорости прокатки.
Реферат
Изобретение относится к прокатному производству. Технический результат - повышение точности регулирования. Измерение и регулирование плоскостности и/или напряжений в стальной полосе или фольге из нержавеющей стали при холодной прокатке осуществляют в многовалковой клети, имеющей, по меньшей мере, один контур регулирования установочных элементов, обеспечивающий точное измерение и регулирование. Дефекты плоскостности определяют путем сравнения вектора напряжений с заданной сравнительной кривой. Затем изменение дефектов плоскостности по ширине полосы в блоке анализа описывают и раскладывают в отдельные векторы напряжений, описываемых действительными значениями, которые подают на соответствующие модули регулирования для управления установочными элементами. 3 н. и 20 з.п. ф-лы, 9 ил.

Комментарии