Способ изготовления панели для мебели или пола - RU2531813C2
Код документа: RU2531813C2
Чертежи

Описание
Область техники, к которой относится изобретение
Изобретение относится к способу изготовления панели, в частности панели для мебели или пола, при котором на, по меньшей мере, одну поверхность пластинчатой подложки наносится декоративная отделка, преимущественно декоративная отделка, имитирующая дерево, и при котором подложка или узор снабжается плоскостной трехмерной структурой. Далее изобретение относится к изготовленной таким способом панели, в частности панели для мебели или для пола.
Уровень техники
Известны различные способы, с помощью которых из древесно-стружечных плит изготавливаются имеющие покрытие панели, в частности панели для пола. Известный способ состоит, например, в том, чтобы древесно-волокнистые или стружечные плиты покрывать набивной и пропитанной меламиновой смолой декоративной бумагой и затем на прессе при применении структурированных листов для тиснения снабжать структурированной поверхностью. Декоративная бумага обычно набита имитацией дерева, например, узором паркетной клепки или деревянного настила. Нанесенная тиснением структура потом должна имитировать пористую структуру натурального дерева. В частности, в этой связи известен подбор декоративной отделки, имитирующей дерево, и структурированного листа для тиснения друг к другу, так что наносимая с помощью листа для тиснения структура по возможности синхронно образована с декоративной отделкой, имитирующей дерево, т.е. что структура осуществляется по возможности в точно подходящем перекрытии с предназначенной декоративной отделкой, имитирующей дерево. Подходящая установка листа для тиснения в отношении декоративной бумаги, однако, затруднительна. К тому же при этом возникает проблема, что в прессе декоративная бумага изменяется под давлением и температуры в своих размерах. Соответственно, говорят о росте бумаги.
Другой известный способ изготовления трехмерной структурированной поверхности на пластинчатой заготовке заключается в том, что декоративная отделка, в частности, декоративная отделка, имитирующая дерево, печатается с помощью печатного вала прямо на пластинчатой заготовке и затем на декоративную отделку с помощью нанесения текучей среды посредством гравированного накатного валика наносится прозрачный заделывающий слой. Благодаря такому способу действия устраняется проблема роста бумаги, однако качество полученного таким образом структурирования, в частности, глубина структуры, достигаемая с помощью накатного валика в отношении относительно тонкого структурирования, еще неудовлетворительна.
Для достижения глубины структуры существенно больше чем 10 µм (микрометр), например, глубины структуры 50 (DE 102007019871 А1) предлагается способ, при котором нанесение текучей среды осуществляется с помощью гравированного накатного валика таким образом, что накатной валик как в своих выгравированных углублениях, так и в (не имеющих гравировки) выступающих областях смачивается текучей средой. Таким образом, должна достигаться трехмерная структура с глубиной структуры от 5-500 µм. Недостатком при этом известном способе, однако, является то, что для каждой декоративной отделки, имитирующей дерево, требуются, по меньшей мере, один печатный вал для рисунка, а также один соответствующий гравированный накатной валик для создания поверхностной структуры. Изготовление панелей с различными декоративными отделками, имитирующими дерево, в частности, смена печатных валов для декоративной отделки, а также накатных валиков, создающих трехмерную структуру, требует очень больших затрат.
Далее из DE 2005046264 А1 известен способ для изготовления панели с трехмерным покрытием поверхности, при котором верхняя сторона древесно-стружечной плиты с покрытием из имеющей надпечатку декоративной бумаги снабжается необработанным пористым слоем, т.е. слоем, собственно не имеющим никаких пор, в котором затем - при необходимости после отверждения - с помощью лазерной обработки выгравировываются поры. Далее в DE 102005046264 А1 предлагается вариант способа, при котором древесно-стружечная плита сначала снабжается термореактивным грунтовочным покрытием, в котором потом с помощью гравировки лазером создается пористая структура. Затем с помощью цифрового печатающего устройства, в частности струйного принтера, наносится окончательная декоративная отделка.
Раскрытие изобретения
В основе настоящего изобретения поставлена задача создать способ, с помощью которого могут быть изготовлены декоративные панели с трехмерной поверхностной структурой высокого качества и благоприятно в стоимостном отношении, а также в относительно небольших количествах.
Согласно изобретению эта задача решается в способе признаками пункта 1 формулы изобретения.
При предложенном в соответствии с изобретением способе на, по меньшей мере, одну поверхность пластинчатой подложки наносится декоративная отделка, преимущественно декоративная отделка, имитирующая дерево. Далее подложка или декоративная отделка снабжается плоскостной трехмерной структурой. Трехмерная структура при этом может наноситься, в частности, также перед нанесением декоративной отделки на подложку. Но точно так же наносится на декоративную отделку только после нанесения ее. Согласно изобретению для получения структуры на подложку или декоративную отделку одно или многослойно может наноситься жидкий и/или порошкообразный наносимый материал, причем нанесенный наносимый материал упрочняется с помощью, по меньшей мере, управляемого цифровым способом устройства, и причем управление устройства осуществляется при применении представленными в цифровой форме данными структуры.
С помощью предложенного в соответствии с изобретением способа могут создаваться трехмерные структуры с большой глубиной структуры. Это получается, в частности, если жидкий и/или порошкообразный наносимый материал наносится несколькими слоями на подложку или декоративную отделку, в частности, так и в отношении соответствующих поверхностей декоративной отделки могут создаваться различные области поверхности соответствующей панели с различной высотой структуры и/или глубиной структуры. Благодаря применению управляемого цифровым способом устройства и его управлению с помощью представленных в цифровой форме данных структуры на одной единственной производственной установке могут изготавливаться панели с различными декоративными отделками, в частности с декоративными отделками, имитирующими дерево, камень, и фантастическими рисунками, без необходимости осуществления при смене декоративной отделки, требующей затрат замены накатного валика или листа для тиснения. Применение цифровых данных структуры и с ней цифровым способом управляемого устройства для нанесения, уплотнения и/или упрочнения наносимого материала делает возможным, в частности, благоприятное в отношении стоимости, гибко изменяемое производство панелей с различными индивидуальными декоративными отделками, соответственно структурами, и это в различных форматах, а также различных величинах серии. Кроме того, предложенное в соответствии с изобретением изготовление трехмерных структур делает возможным, что при этом в местах будущих углублений структуры преимущественно не осуществляется никакого нанесения материала или происходит удаление излишнего наносимого материала в этих местах, и он снова может применяться, за счет чего достигается значительная экономия материала по сравнению с существующими способами, при которых поры (углубления) создаются путем выжигания, вытеснения или уплотнения наносимого материала.
Предпочтительное исполнение предложенного в соответствии с изобретением способа предусматривает, что в качестве наносимого материала применяется жидкий и/или порошкообразный наносимый материал, который упрочняется под воздействием излучения, преимущественно светового и/или теплового излучения, причем нанесенный на подложку или декоративную отделку наносимый материал в области, подлежащей созданию структуры, упрочняется ограниченно по месту с помощью упомянутого излучения.
Другое исполнение предложенного в соответствии с изобретением способа заключается в том, что в качестве наносимого материала применяется жидкий и/или порошкообразный наносимый материал, который упрочняется под воздействием связующего вещества, причем нанесенный на подложку или декоративную отделку наносимый материал в области создаваемой структуры упрочняется ограниченно по месту с помощью подвода упомянутого связующего вещества.
Предложенный в соответствии с изобретением способ включает, в частности, вариант осуществления, при котором жидкий и/или порошкообразный наносимый материал наносится направленно несколькими слоями только на область создаваемого возвышения трехмерной структуры. В качестве альтернативы наносимый материал, служащий для создания трехмерной структуры, может также согласно изобретению наноситься со значительным избытком или даже по всей поверхности, причем затем осуществляется ограниченно по месту упрочнение наносимого материала для создания возвышений трехмерной структуры. После ограниченного по месту упрочнения наносимого материала потом неупрочненный, избыточный наносимый материал удаляется с пластинчатой подложки. Избыточный наносимый материал снова применяется преимущественно для получения других участков структуры.
Другое предпочтительное исполнение предложенного в соответствии с изобретением способа отличается тем, что декоративная отделка на пластинчатой подложке печатается с помощью цифрового печатающего устройства. Благодаря этому становится возможной высокая гибкость относительно производства панелей с различными декоративными отделками и трехмерными структурами, различных форматов, а также различной величины серий.
Другое предпочтительное исполнение изобретения в этой связи заключается в том, что получаются цифровые данные декоративной отделки для управления печатающим устройством с помощью сканирования образцов, изготовленных из естественных продуктов, преимущественно настоящих пород дерева или природного камня. Благодаря этому простым способом может быть собрано большое количество различных декоративных отделок и сохраняться в виде цифровых наборов данных в памяти для управления печатающим устройством. В другом исполнении предложенного в соответствии с изобретением способа предусмотрено, что также получаются данные структуры для управления цифровым устройством, которое способствует нанесению, уплотнению и/или упрочнению наносимого материала, путем сканирования образцов, изготовленных из натуральных продуктов, преимущественно настоящего дерева или природного камня. Благодаря этому может достигаться оптимальная точность приводки (синхронность) декоративной отделки и трехмерной структуры.
Оптимальная точность приводки декоративной отделки и трехмерной структуры в другом исполнении предложенного в соответствии с изобретением способа может быть достигнута также, если данные структуры для управления цифровым устройством, которое способствует нанесению, уплотнению и/или упрочнению наносимого материала, получаются с помощью сканирования нанесенной при необходимости прежде на пластинчатую подложку декоративной отделки.
Другое предпочтительное исполнение предложенного в соответствии с изобретением способа отличается тем, что нанесенный наносимый материал местами упрочняется с помощью нескольких управляемых цифровым способом устройств, причем устройства покрывают различные области поверхности подложки. Это исполнение делает возможным значительное повышение производительности при предложенном в соответствии с изобретением изготовлении трехмерной структуры.
Краткое описание чертежей
Ниже изобретение более подробно поясняется с помощью чертежей, представляющих несколько примеров осуществления и схематически показывающих:
фиг.1 - устройство для осуществления предложенного в соответствии с изобретением способа;
фиг.2 - другое устройство для осуществления предложенного в соответствии с изобретением способа;
фиг.3 - панель, изготовленную способом, предложенным в соответствии с изобретением, в вертикальном продольном разрезе; и
фиг.4 - вид панели, изготовленной способом, предложенным в соответствии с изобретением, в перспективном изображении.
Осуществление изобретения
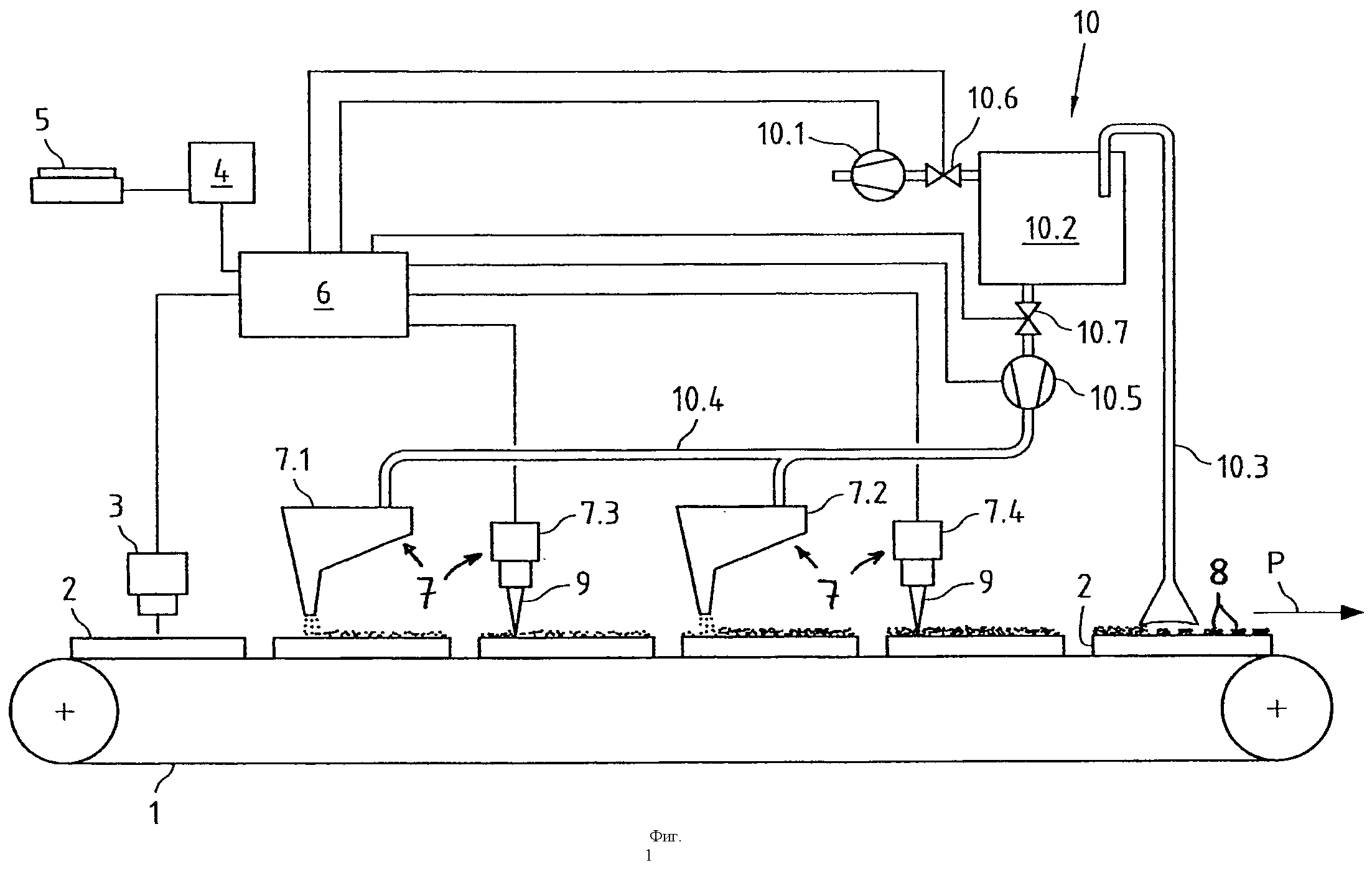
Представленное на фиг.1 устройство включает транспортное устройство 1, например, установку с ленточным транспортером, с помощью которой подлежащую снабжению декоративной отделкой, а также трехмерной структурой подложка 2 подводится к нескольким позициям обработки. Направление транспортировки подложки 2 показано стрелкой Р.
Пластинчатая подложка 2 состоит, например, из древесно-стружечной плиты, преимущественно из имеющей среднюю плотность или высокую плотность древесно-волокнистой плиты. Подлежащая снабжению декоративной отделкой поверхность соответствующей подложки 2 сначала снабжается грунтовочным покрытием. Грунтовочное покрытие служит уменьшению впитывающей способности несущей пластины 2 и улучшает сцепление впоследствии нанесенной декоративной отделки. Грунтовочное покрытие по цвету увязано с подлежащей нанесению декоративной отделкой. Например, грунтовочное покрытие выполнено бежевого цвета или красноватым, если в случае подлежащей нанесению декоративной отделки речь идет о декоративной отделке, имитирующей дуб или вишню. Если, напротив, наносится декоративная отделка, имитирующая камень, то грунтовочное покрытие может иметь, например, серый оттенок. Грунтовочное покрытие, нанесенное на пластинчатую подложку 2, упрочняется преимущественно с помощью светового и/или теплового излучения и затем в другой позиции обработки (не показано) шлифуется.
Так, предварительно обработанные пластинчатые подложки 2 подаются для нанесения декоративной отделки печатающему устройству. Печатающее устройство включает преимущественно, по меньшей мере, одно цифровое печатающее устройство 3, например печатающее устройство, выполненное по принципу действия струйного принтера.
Цифровое печатающее устройство 3 управляется с помощью цифровых данных декоративной отделки, которые сохранены, соответственно могут храниться в запоминающем устройстве 4 данных, преимущественно в центральном запоминающем устройстве. Цифровые данные декоративной отделки (данные для управления) получаются преимущественно с помощью сканирования (оптического считывания) образцов. В случае образцов речь идет, в частности, об образцах, изготовленных из природных продуктов, например, настоящего дерева или природного камня (оригинальный образец). Для этого преимущественно применяется сканер 5 с высокой разрешающей способностью. Полученные таким образом данные декоративной отделки хранятся в запоминающем устройстве 4 данных и передаются в виде управляющих сигналов через управляющее устройство 6 печатающему устройству 3. При этом лежит также в рамках изобретения, прежде всего, обработка полученных, соответственно хранимых данных декоративной отделки. Эта обработка может включать, например, переработку данных декоративной отделки в части устранения дефектов, лежащих в основе оригинального образца, например дыр от сучков и/или включений. Дальше обработка данных декоративной отделки может включать изменение оттенка и/или цветового контраста.
За печатающим устройством 3 может следовать устройство для сушки (не показано), с помощью которого, по меньшей мере, частично упрочняется нанесенная на соответствующую подложку 2 декоративной отделки. Сушка, соответственно упрочнение осуществляется при необходимости опять же с помощью светового и/или теплового излучения.
Далее за печатающим устройством 3 может следовать устройство для нанесения (не показано), с помощью которого на декоративную отделку по всей поверхности наносится прозрачный, в основном равномерный заделывающий слой.
Напечатанная (и при необходимости заделанная по всей поверхности) декоративная отделка затем снабжается плоскостной трехмерной структурой. Согласно изобретению структура 8 создается с помощью одно- или многослойного нанесения наносимого материала (ср. фиг.3). Это происходит с помощью имеющего цифровое управление устройства 7, которое управляется при применении имеющихся в цифровой форме данных структуры.
Данные структуры опять же получаются с помощью сканирования (оптического считывания) образцов, изготовленных из природных продуктов, например настоящего дерева или природного камня, и хранятся в запоминающем устройстве 4 данных.
Передача данных декоративной отделки, а также данных структуры от запоминающего устройства 4 данных печатающему устройству 3, соответственно цифровому устройству 7 для получения трехмерной структуры осуществляется через сеть передачи данных, например, внутреннюю сеть или Интернет или с помощью мобильного/транспортабельного окружения запоминающего устройства, которое соединено с печатающим устройством 3, соответственно цифровым устройством 7 или загружено в приданное устройство считывания данных (не показано) и может считываться.
В примере осуществления согласно фиг.1 в качестве наносимого материала для получения трехмерной структуры 8 применяется порошкообразный, упрочняемый с помощью светового и/или теплового излучения наносимый материал, который может наноситься с помощью имеющего отдельное цифровое управление устройства.
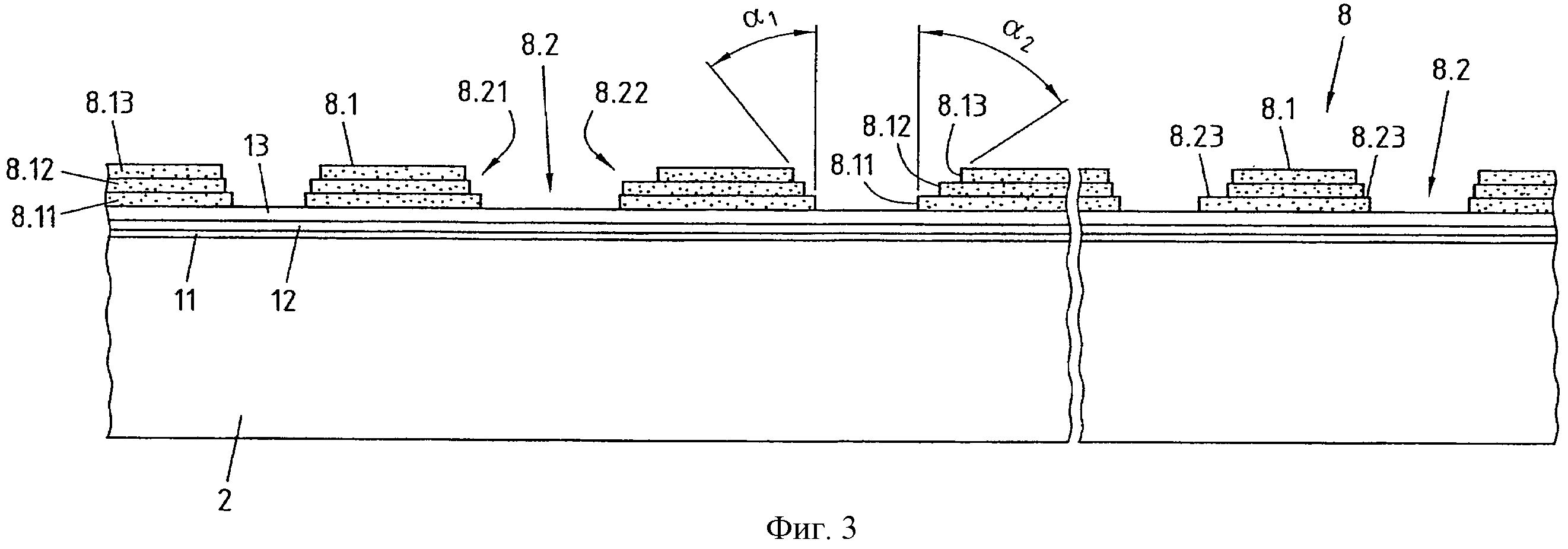
Прозрачная структура 8 создается из прозрачного твердеющего материала. Как показано на фиг.3, структура 8 определяет небольшие возвышения 8.1 и углубления 8.2 (поры), причем позиции возвышений 8.1 и углублений 8.2 согласованы с декоративной отделкой. Так, например, в местах декоративной отделки, имитирующей дерево, углубления (поры) структуры, соответственно представляющие поры дерева, расположены с точной пригонкой. В этом отношение говорят о синхронных порах или структуре с синхронными порами.
Трехмерная структура создается преимущественно слоями с помощью имеющего цифровое управление устройства 7 при использовании имеющихся в цифровой форме данных структуры. Устройство 7 для этого включает следующую за печатающим устройством 3 (первую) головку для 7,1 нанесения порошкообразного наносимого материала, который упрочняется под воздействием светового и/или теплового излучения.
Устройство 7 включает преимущественно две, три или несколько таких головок 7.1, 7,2 для нанесения. Соответствующая головка 7.1, 7.2 для нанесения комбинирована с устройством 7.3, 7.4 для упрочнения жидкого наносимого материала.
С помощью головки 7.1 для нанесения, образованной на фиг.1 в виде рассеивающей головки, в основном по всей поверхности на верхнюю сторону соответствующей пластинчатой подложки 2 с напечатанной декоративной отделкой, наносится первый слой порошкообразного наносимого материала. За рассеивающей головкой 7.1 расположена позиция обработки, которая имеет головку 7.3 для обработки, которая направляет сфокусированный луч 9 энергии, например, лазерный луч на определенную частичную область нанесенного наносимого материала.
Благодаря этому достигается, что нанесенный на декоративную отделку наносимый материал в области, подлежащей созданию структуры, ограниченно по месту упрочняется с помощью подвода упомянутого светового и/или теплового излучения.
За головкой 7.3 может следовать вторая или другая головка 7.2 для нанесения (рассеивающая головка) для нанесения второго, соответственно другого слоя порошкообразного наносимого материала, который потом опять же облучается, ограниченно по месту оплавляется, соответственно упрочняется лучом 9 энергии головки 7.4 для обработки, следующей за рассеивающей головкой 7.2 в направлении транспортировки Р несущих пластин 2. Чтобы добиться упрочнения порошкообразного наносимого материала с помощью светового воздействия, он содержит, например, фотополимер.
Головка 7.3, 7.4 для обработки, например, лазерная головка может перемещаться как в направлении Р транспортировки пластинчатой подложки 2, так и поперек направления транспортировки. Движение и функционирование соответствующей головки 7.3, 7.4 для обработки управляются в зависимости от хранящихся в памяти данных структуры с помощью управляющего устройства 6. Не упрочненный после ограниченного по месту упрочнения, соответственно оплавления наносимого материала излишний наносимый материал удаляется с соответствующей пластинчатой подложки 2. Это осуществляется преимущественно с помощью отсасывающего устройства 10. Отсасывающее устройство для этого включает, например, вытяжной вентилятор 10.1, сборную емкость 10.2 и ведущий к сборной емкости отсасывающий трубопровод 10.3. Отверстие для всасывания отсасывающего трубопровода 10.3 располагается на небольшом расстоянии над снабженной покрытием подложкой 2. Отсосанный с подложки 2, уловленный в сборной емкости 10.2 наносимый материал может дальше использоваться для создания других слоев, соответственно участков трехмерной структуры производимой панели. Соответственно этому к сборной емкости 10.2 присоединен возвратный трубопровод 10.4, который снабжен транспортным шнеком 10.5 или другим подходящим транспортным устройством. Возвратный трубопровод 10.4 выходит в, по меньшей мере, одну загрузочную или сборную емкость, которая придана рассеивающей головке 7.1, соответственно 7.2. Между сборной емкостью 10.2 и вытяжным вентилятором 10.1 расположен клапан или запорное устройство 10.6. Точно так же между сборной емкостью 10.2 и насосом 10.5 (транспортный шнек) расположен клапан или запорное устройство 10.7. Клапаны (запорные устройства) 10.6, 10.7 могут управляться противоходно, т.е. если клапан 10.6 открыт, клапан 10.7 закрыт, и наоборот.
Наносимый материал, из которого создается трехмерная структура с помощью однослойного или многослойного нанесения, представлен лаком или синтетической смолой, которая отверждается прозрачно. Наносимый материал может при этом содержать частицы, повышающие прочность на истирание, например, частицы корунда. Повышающие прочность на истирание частицы при этом не должны наноситься с каждой из головок 7.1, 7.2 для нанесения. Например, нанесенный с помощью первой головки 7.1 для нанесения наносимый материал может не содержать какие-либо частицы, повышающие прочность на истирание, в то время как наносимый материал, который наносится с помощью второй и/или последней головки 7.2 для нанесения, содержит такие частицы.
После создания трехмерной структуры соответствующая пластинчатая подложка 2 разделяется на большое количество панелей. Это осуществляется, например, с помощью пильного устройства (не показано), имеющего несколько пильных полотен. Далее также предусмотрена обработка кромок панелей, при которой, по меньшей мере, их продольные кромки с помощью фрезерования снабжаются соединительными элементами, например, элементами паз-шпунт.
На фиг.2 схематически представлен другой пример осуществлении устройства для проведения предложенного в соответствии с изобретением способа. Это устройство отличается от устройства согласно фиг.1 тем, что, по меньшей мере, одно цифровое печатающее устройство 3, которое управляется с помощью цифровых данных декоративной отделки, расположено в направлении Р транспортировки пластинчатой подложки 2 ниже, по меньшей мере, одного цифрового устройства 7 для создания трехмерной структуры. В этом примере осуществления, таким образом, сначала на подложке 2 создается трехмерная структура и потом на трехмерной структуре с помощью цифрового печатающего устройства печатается декоративная отделка, например декоративная отделка, имитирующая дерево или природный камень.
В части конструкции и функционирования цифрового печатающего устройства 3, а также получения и обработки данных декоративной отделки во избежание повторения можно сослаться на изложенное выше описание.
В примере осуществления, представленном на фиг.2, устройство для осуществления предложенного в соответствии с изобретением способа предоставляет возможность отказаться от грунтовочного покрытия пластинчатой подложки 2 или в качестве наносимого материала для создания трехмерной структуры использовать наносимый материал, который одновременно обладает свойствами грунтовочного покрытия.
Нанесенный перед декоративной отделкой на подложку и упрочненный местами для получения трехмерной структуры с помощью, по меньшей мере, одного имеющего цифровое управление устройства 7 наносимый материал по цвету подобран к декоративной отделке. Например, наносимый материал после своего локального упрочнения имеет бежевый или красноватый оттенок, если в случае декоративной отделки, которая затем будет напечатана, речь идет о декоративной отделке, имитирующей дерево.
Устройство 7, изображенное на фиг. 1 и 2, образовано, например, так, что оно работает по многопроходному способу. В качестве альтернативы устройство 7 может быть выполнено таким образом, что оно работает способом за один проход. При работе способом за один проход в распоряжении имеется несколько устройств 7, соответственно 7.3 и/или 7.4, которые в направлении 7 транспортировки подложки 2 расположены рядом и, соответственно, перекрывают определенную рабочую ширину, т.е. различные области поверхности пластинчатой подложки 2. При многопроходном способе работы предусмотрено, напротив, по меньшей мере, одно устройство 7 соответственно 7.3 и/или 7.4, которое туда-сюда движется над поверхностью обрабатываемого изделия, причем здесь подача подложки 2 осуществляется квазитактами.
На фиг.3 схематически изображена в вертикальном продольном разрезе панель, изготовленная в соответствии с предложенным согласно изобретению способом. Панель состоит из древесно-стружечной плиты 1, например, стружечной плиты или древесно-волокнистой плиты. На видимой стороне древесно-стружечной плиты 1, служащей в качестве подложки, сначала расположен слой 11 грунтовочного покрытия. На слое 11 грунтовочного покрытия напечатана декоративная отделка, например цветная декоративная отделка, имитирующая дерево, камень или фантазийный рисунок. Декоративная отделка, образующая относительно тонкий слой 12, заделана прозрачным защитным слоем 13. На защитный слой (заделывающий слой) 13 нанесена структура 8, выполненная из нескольких слоев 8.11, 8.12, 8.13. Слои 8.11, 8.12, 8.13 трехмерной структуры 8 состоят точно так же из прозрачного материала, например, прозрачно отверждающейся синтетической смолы или лака. По меньшей мере, в самом верхнем слое 8.13 могут быть заделаны повышающие прочность на истирание частицы корунда или нечто подобное. Благодаря многослойному строению структуры 8 можно производить декоративные панели названного вида с относительно большой глубиной структуры. Как видно на фиг.3, предложенный в соответствии с изобретением способ к тому же позволяет очень меняющееся исполнение боковых поверхностей 8.21, 8.22 углублений (пор) 8.2. Боковые поверхности 8.21, 8.22 пор могут благодаря многослойному строению структуры 8 выполняться особенно крутыми. Далее боковые поверхности 8.21, 8.22 могут определяться с помощью различной ширины подобных террасе уступов 8.23 слоев. В частности, благодаря этому могут реализоваться различные углы наклона α1, α2 на соответствующих боковых поверхностях 8.21, 8.22 пор.
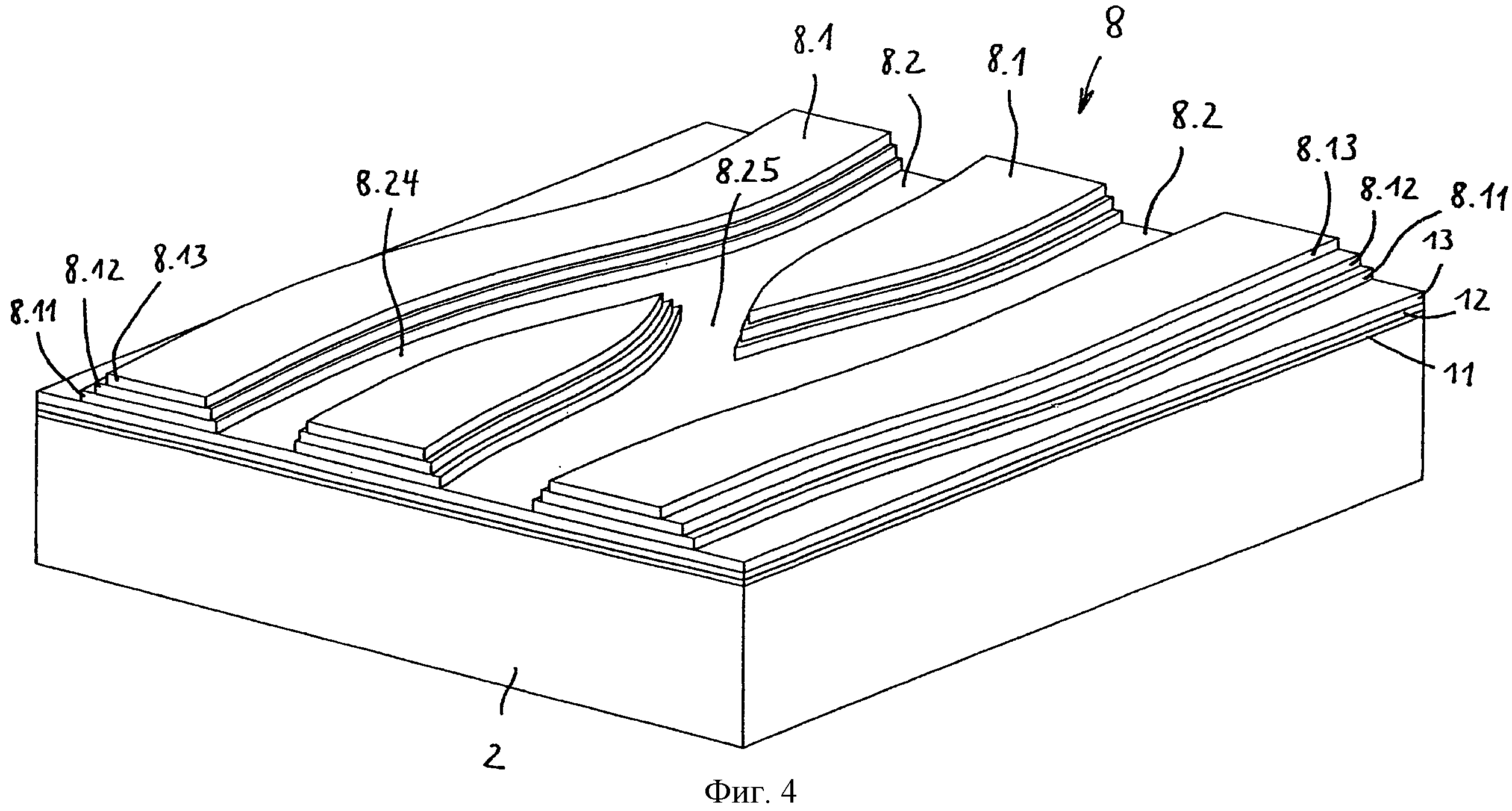
На фиг.4 схематически изображен участок панели, изготовленный по предпочтительному варианту осуществления предложенного в соответствии с изобретением способа, причем слои, соответственно элементы, которые соответствуют слоям и элементам, показанным на фиг.3, обозначены одинаковыми позициями. Можно видеть, что продолговатые возвышения 8.1 плоскостной трехмерной структуры могут быть ограничены как продолговатыми углублениями (порами) 8.24, так и относительно короткими, проходящими поперек углублениями (порами) 8.25.
Осуществление изобретения не ограничено описанными выше примерами осуществления. Скорее, возможны многочисленные варианты, которые могут использоваться также при отклоняющемся от изобретения, приведенного в приложенной формуле исполнении. Так, также в рамках изобретения, например, находится то, что в качестве наносимого материала применяется жидкий и/или порошкообразный наносимый материал, который упрочняется под воздействием связующего вещества или компонента связующего вещества, в частности отвердителя, причем наносимый материал, нанесенный на подложку или декоративную отделку в области, подлежащей созданию структуры, упрочняется ограниченно по месту с помощью подачи упомянутого связующего вещества, соответственно компонента связующего вещества. В частности, отвердитель при этом перед и во врем нанесении на жидкий или порошкообразный наносимый материал может иметь жидкую консистенцию и, например, наносится в виде тонкой струи жидкости с помощью имеющей цифровое управление распыливающей головки.
В принципе достаточно, если трехмерная структура 8 создается с помощью нанесения одного единственного слоя из наносимого материала. Чтобы получить структуру 8 с относительно большой глубиной структуры, правда, является благоприятным создание структуры 8 с помощью многослойного, например двухслойного или трехслойного нанесения наносимого материала.
Используемый для создания структуры 8 наносимый материал может во время фазы нанесения иметь порошкообразную и/или жидкую консистенцию. В частности, наносимый материал может наноситься на подложку или на напечатанную декоративную отделку в виде дисперсии и затем местами упрочняться.
Если в качестве наносимого материала применяется жидкий наносимый материал, то он наносится на подложку преимущественно с помощью одного или нескольких накатных валиков. В этом случае головка для нанесения (рассеивающая головка) 7.1 и/или 7.2 заменяется одним или несколькими накатными валиками.
Реферат
Изобретение относится к способу изготовления панели, в частности панели для мебели или пола. На, по меньшей мере, одну поверхность пластинчатой подложки наносят декоративную отделку, преимущественно декоративную отделку, имитирующую дерево. Подложку или декоративную отделку снабжают плоскостной трехмерной структурой. Для получения структуры на подложку или декоративную отделку в один слой или многослойно наносят жидкий и/или порошкообразный наносимый материал. Нанесенный наносимый материал местами упрочняют с помощью, по меньшей мере, имеющего цифровое управление устройства. Управление устройством осуществляют при применении имеющихся в цифровой форме данных структуры. Изобретение обеспечивает изготовление декоративных панелей с трехмерной поверхностной структурой высокого качества. 14 з.п. ф-лы, 4 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ производства поверхностных элементов
Способ покрытия и декоративной отделки поверхностей
Способ формирования рисунка на синтетической древесной плите (варианты)
Комментарии