Прокладка - RU2341702C2
Код документа: RU2341702C2
Чертежи



Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к прокладкам, используемым для разделения сложенных в стопку пористых пластин во время производственного процесса. В частности, изобретение относится к кольцевым металлическим прокладкам, используемым для разделения сложенных в стопку кольцевых заготовок из композитного материала, в частности, в процессе уплотнения, например, при химической инфильтрации в паровой фазе.
Уровень техники
Заготовки из композитного материала могут, в частности, представлять собой кольцевые заготовки для изготовления тормозных дисков или других трущихся деталей.
Устройство для уплотнения кольцевых заготовок для изготовления тормозных дисков и подобных им деталей описано, например, в патентной заявке США №10/468031, поданной 14 августа 2003 г.; пример такого устройства представлен на фиг.1.
На фиг.1 крайне схематично изображена технологическая камера, имеющая полость 10, в которой установлен комплект кольцевых заготовок или пластин 20, выполненных из углеродного волокна. Заготовки комплекта сложены в стопку, причем их центральные отверстия, по существу, выровнены в вертикальном направлении. Стопка может состоять из нескольких наложенных одна на другую секций стопки, разделенных одной или несколькими промежуточными несущими пластинами 12.
Сложенные в стопку пластины отделены друг от друга разделителями 30. Как показано на фиг.2, разделители 30 могут быть расположены радиально, а число их может быть различным. Разделители образуют между соседними подложками зазоры 22, имеющие, по существу, одинаковую высоту, и обеспечивают сообщение между внутренним объемом 24 стопки, образованным, по существу, вертикально выровненными центральными отверстиями пластин, и внешним объемом 26, находящимся снаружи стопки и внутри полости 10.
В примере, представленном на фиг.1, в полости 10 установлена одна стопка подложек. В других вариантах осуществления в той же полости может быть установлено несколько стопок пластин, расположенных друг рядом с другом.
Полость 10 нагревают при помощи токоприемника 14, выполненного, например, из графита, образующего стенки полости 10 и индуктивно связанного с индукционной катушкой 16, расположенной снаружи корпуса 17, окружающего токоприемник. Также могут быть использованы другие методы нагревания, например резистивное нагревание (эффект Джоуля).
В полость 10 впускают газ, содержащий один или несколько источников углерода, обычно углеводородные газы, такие как метан и/или пропан. В представленном примере впуск газа осуществляют через нижнюю часть 10а полости. Газ проходит через зону 18 предварительного нагревания, образованную одной или несколькими перфорированными пластинами, расположенными друг над другом в нижней части полости под плитой 11, поддерживающей стопку подложек. Газ, нагретый пластинами предварительного нагревания (нагретыми до температуры, поддерживаемой внутри полости), свободно поступает в полость, проходя одновременно во внутренний объем 24, внешний объем 26 и зазоры 22. Остаточный газ выводится из полости через выпускной патрубок, предусмотренный в крышке 10b, методом отсасывания.
Разделители 30 представляют собой отдельно устанавливаемые блоки, чаще всего, выполненные из оксида алюминия. Однако эти блоки из оксида алюминия после формовки крайне хрупки, и их ломкость приводит к высоким потерям. Фактически, при обычном использовании стандартные блоки из оксида алюминия служат не более двух-трех циклов в процессе уплотнения. Это, естественно, приводит к росту производственных расходов, поскольку вызывает необходимость частой замены блоков из оксида алюминия.
Кроме того, производимая вручную замена отдельных блоков из оксида алюминия, расположенных между слоями заготовок, отнимает крайне много времени. В примере, проиллюстрированном на фиг.2, изображены шесть таких блоков, однако на практике могут использоваться до двенадцати блоков. Временные затраты усугубляются тем обстоятельством, что обращение с хрупкими блоками требует крайней осторожности во избежание их поломки. Как правило, подготовка оборудования для полного процесса уплотнения, в котором используется семь поддонов с заготовками (на каждом из которых расположено от двенадцати до четырнадцати стопок заготовок), с использованием традиционных методов может занимать от одного до двух рабочих дней.
Другой недостаток использования отдельных разделителей 30 заключается в том, что они могут вызывать деформации (а именно, вмятины) в заготовке под действием веса заготовок (и разделителей), сложенных над данной заготовкой. Как можно видеть из фиг.2, между разделителями 30 имеются большие участки заготовки, не опирающиеся на разделители. Поскольку заготовки, как правило, выполнены из пластичного материала, а оксид алюминия, из которого выполнены разделители 30, не способен к деформации, на поверхности заготовок в местах расположения разделителей 30 возникают вмятины. Эти вмятины, какими бы небольшими они ни были, должны быть устранены механической обработкой на дополнительном этапе обработки, чтобы обеспечить необходимую плоскую поверхность, требуемую для трущихся деталей. В результате используют заготовки, имеющие большую толщину, чем требуемая толщина готовой детали, чтобы учесть возможные деформации, возникающие в процессе изготовления традиционными методами, и механическую обработку, направленную на устранение этих деформаций. Потери материала, удаляемого в ходе механической обработки, снижают экономическую эффективность производства.
Сущность изобретения
В соответствии с настоящим изобретением предложена выполненная в виде единого элемента кольцевая прокладка для разделения сложенных в стопку кольцевых заготовок.
Прокладка по настоящему изобретению имеет по существу плоскую кольцеобразную форму с первой и второй поверхностями, противоположными одна другой. По меньшей мере, одна из этих поверхностей выполнена таким образом, что, по меньшей мере, частично образует множество радиально ориентированных каналов для прохождения газов, соединяющих внутреннюю в радиальном направлении сторону прокладки с ее внешней в радиальном направлении стороной.
Прокладка по настоящему изобретению предпочтительно имеет радиальные размеры, близкие соответствующим размерам прилегающих к ней кольцевых заготовок. Это означает, что прокладка предпочтительно имеет внутренний и внешний диаметры, близкие соответствующим диаметрам кольцевых заготовок. Если размеры прокладки не идентичны размерам кольцевых заготовок, она предпочтительно должна быть несколько меньше (т.е. иметь больший внутренний диаметр и меньший внешний диаметр, чем кольцевые заготовки), а не больше (т.е. не шире в радиальном направлении), чем кольцевые заготовки.
В одном из вариантов осуществления настоящего изобретения прокладка изготовлена из металлического материала и имеет сквозные отверстия, причем металлический материал может представлять собой металлический сетчатый материал, но не ограничивается им. Металлический материал может не иметь покрытия (в том числе и антиадгезионного покрытия), что упрощает изготовление и регенерацию прокладок и делает их менее дорогостоящими.
Краткое описание чертежей
Настоящее изобретение станет более ясно из нижеследующего описания, содержащего ссылки на прилагаемые чертежи, где:
на фиг.1 изображена технологическая камера для осуществления процесса уплотнения сложенных в стопку кольцевых заготовок,
на фиг.2 изображено расположение отдельных разделителей, разделяющих сложенные в стопку кольцевые заготовки, показанные на фиг.1,
на фиг.3А и 3В представлен пример прокладки по настоящему изобретению.
Следует особо подчеркнуть, что приведенные чертежи лишь иллюстрируют примеры осуществления настоящего изобретения, не ограничивая объем его правовой охраны. Также следует отметить, что на приведенных чертежах не обязательно соблюдается масштаб, как в общем виде, так и в отдельных взаимосвязанных видах.
Сведения, подтверждающие возможность осуществления изобретения
Прокладка по настоящему изобретению имеет ряд особенно полезных признаков.
Цельная или иным образом выполненная в виде единого элемента конструкция прокладки облегчает загрузку сложенных в стопки кольцевых заготовок в технологическую камеру по сравнению с технологией, по которой между каждыми двумя кольцевыми заготовками прокладывают несколько отдельных разделителей. Как было отмечено выше, известная конструкция, описанная выше со ссылками на фиг.2, требует размещения каждого разделителя вручную. Кроме того, поскольку известные разделители обычно изготавливают из хрупких материалов, таких как оксид алюминия, во избежание их поломки такие разделители требуют крайне осторожного обращения в ходе этой, и без того длительной и трудоемкой, ручной операции. Разделители также имеют относительно малые размеры и крайне малую толщину (например, 1×4×0,1 дюйма), что дополнительно затрудняет работу с ними.
При использовании цельной прокладки по настоящему изобретению одна операция установки прокладки заменяет несколько операций установки отдельных разделителей согласно известным техническим решениям. В отличие от описанного выше известного способа загрузки технологической камеры, занимающего от одного до двух дней, при использовании цельной прокладки по настоящему изобретению время загрузки при прочих равных условиях значительно сокращается и составляет от двух до четырех часов.
Кроме того, конструкция цельной прокладки по настоящему изобретению обеспечивает лучшую поддержку веса одной или нескольких кольцевых заготовок, сложенных на ней и опирающихся на большую площадь, чем в случае использования отдельных разделителей, как показано на фиг.2. В частности, радиальная ширина цельной кольцевой прокладки должна быть равна или несколько меньше радиальной ширины кольцевых заготовок. В результате этого каждая из кольцевых заготовок оказывается менее деформированной после удаления из технологической камеры. Это означает, что после процесса уплотнения для получения необходимой недеформированной поверхности требуется меньшая механическая обработка.
Как указано выше, прокладка предпочтительно имеет радиальную ширину, приблизительно такую же или чуть меньшую (например, приблизительно на 5 мм относительно внешнего и/или внутреннего диаметра), чем кольцевая заготовка. Если бы прокладка имела ширину, которая была бы больше ширины кольцевой заготовки, на ее выступающих участках образовывался бы осадок (например, пиролитического углерода), полученный в результате разложения газа, используемого в процессе уплотнения. Это может сократить срок службы прокладки или вызвать необходимость дополнительной обработки для удаления такого осадка. Кроме того, если прокладка выступает в радиальном направлении за внешние края кольцевых заготовок, это может затруднить размещение нескольких стопок кольцевых заготовок в технологической камере для одновременной обработки (которое часто применяют на практике). Это может отразиться негативно на эффективности производства и привести к тому, что в технологической камере определенных размеров сможет быть одновременно обработано меньшее количество стопок.
В общем случае цельная прокладка по настоящему изобретению содержит радиально ориентированные каналы или другие элементы, расположенные на одной или обеих поверхностях прокладки, которые, по меньшей мере, частично образуют радиально ориентированные каналы для прохождения газов, соединяющие внутреннюю в радиальном направлении сторону прокладки с ее внешней в радиальном направлении стороной. Замечание о «частичном» образовании каналов для прохождения газов сделано потому, что в некоторых случаях эти каналы также частично образованы противоположной поверхностью одной из кольцевых заготовок, соприкасающейся с поверхностью цельной прокладки. Площадь поперечного сечения каналов для прохождения газов предпочтительно сравнима с площадью такого поперечного сечения в конструкциях, известных из уровня техники. Однако в некоторых конкретных случаях эти площади могут отличаться.
Следует иметь в виду, что суммарная площадь поперечного сечения каналов для прохождения газов может быть изменена, например, путем изменения размеров каждого канала, путем увеличения количества таких каналов или другими подобными методами. Решающим фактором при этом должно быть обеспечение требуемого уровня поддержки кольцевой заготовки или заготовок, опирающихся на данную прокладку.
В общем случае цельная кольцевая прокладка по настоящему изобретению должна быть изготовлена из материала, выдерживающего температуры приблизительно до 1100°С, а в предпочтительном варианте (для обеспечения безопасности) - приблизительно до 1200-1400°С. Предпочтительно, чтобы выбранный материал был максимально устойчив к химическому взаимодействию с заготовкой при указанной рабочей температуре.
Примеры материалов, пригодных для изготовления цельной прокладки по изобретению, включают такие металлические материалы, как нержавеющая сталь, сплав «инконель», титан, молибден, тантал и вольфрам, но не ограничиваются ими.
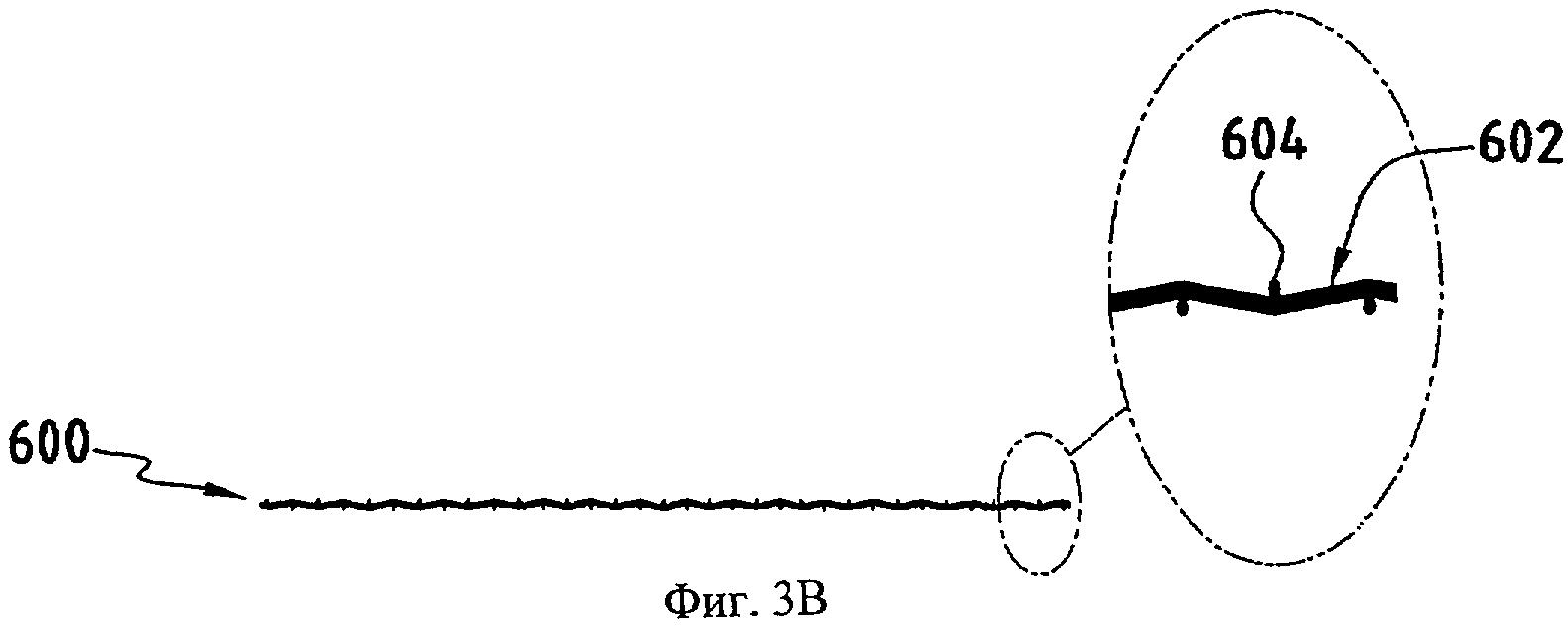
На фиг.3А изображен в плане еще один пример кольцевой прокладки 600 по настоящему изобретению, а на фиг.3В - соответствующая вертикальная проекция с увеличенным изображением участка прокладки.
Кольцевая прокладка 600 как правило выполнена из перфорированного металлического материала, площадь отверстий в котором составляет примерно от 20 до 80%. В частном примере осуществления кольцевая прокладка 600 выполнена из металлического сетчатого материала.
Как указано выше, металлический материал, используемый для изготовления кольцевой прокладки 600, должен выдерживать температуры приблизительно до 1100°С, а в предпочтительном варианте (для обеспечения безопасности) - приблизительно до 1200-1400°С. Нержавеющая сталь, сплав «инконель», титан, молибден, тантал и вольфрам являются примерами подходящих металлических материалов.
Кольцевая прокладка 600 может быть изготовлена путем вырезания кольцевидной детали соответствующих размеров из листа исходного материала. Для этого можно использовать любые промышленные способы резки, включая способ лазерной резки, управляемой компьютером, но не ограничиваясь им.
На фиг.3А и 3В представлен пример использования металлического сетчатого материала для изготовления кольцевой прокладки 600. На увеличенном фрагменте фиг.3В ясно видно, что сетчатый материал представляет собой плетеную сетку, изготовленную по известным технологиям, в частности, включающим волнообразное переплетение проволоки. Изготовление сетки с волнообразным переплетением проволоки подразумевает предварительное формование (т.е. волнообразное изгибание) проволоки, по меньшей мере, в одном из направлений сетки. На фиг.3В проиллюстрирована проволока 602, изогнутая относительно нитей проволоки 604. Таким образом, волны проволоки 602 образуют выемки, через которые проходят поперечные проволоки 604. Эти выемки (соединенные друг с другом по всей поверхности кольцевой прокладки 600) вместе образуют каналы, по которым газ, применяемый в процессе уплотнения, может проходить между внутренней и внешней в радиальном направлении сторонами кольцевой прокладки 600.
В общем случае толщина кольцевой прокладки 600 приблизительно равна удвоенному диаметру проволоки 602 или 604. В одном из примеров осуществления суммарная толщина кольцевой прокладки 600 составляет от 1 мм до приблизительно 6 мм.
Параметры теплового расширения кольцевой прокладки 600 и кольцевых заготовок существенно отличаются, поэтому прилипание этих элементов друг к другу пренебрежимо мало и антиадгезионное покрытие, применяемое для углеродных кольцевых прокладок, может не использоваться. Кроме того, металлическая сетка легко может быть восстановлена, например, методом пескоструйной очистки.
Под воздействием температур, при которых происходит уплотнение, возможно некоторое загрязнение заготовок металлом. Однако предполагается, что глубина такого загрязнения пренебрежимо мала по сравнению с количеством материала, теряемого при механической обработке поверхности и других подобных операциях, применяемых в ходе нормального производственного процесса (например, при промежуточной механической обработке с целью восстановления пористости заготовок для продолжения уплотнения). Вследствие этого возможное загрязнение удаляется без осуществления каких-либо дополнительных операций.
Хотя настоящее изобретение было описано в отношении наиболее предпочтительного варианта его осуществления, следует особо отметить, что это описание приведено только в качестве одного из возможных примеров и что в изобретение могут быть внесены соответствующие изменения и модификации, не выходящие за рамки формулы изобретения, прилагаемой к настоящему описанию.
Реферат
Изобретение относится к области машиностроения, в частности к элементам, используемым для разделения сложенных в стопку пористых пластин во время производственного процесса. Кольцевая прокладка имеет первую и вторую поверхности, противоположные одна другой, а также множество образованных в ней отверстий. Прокладка изготовлена из металлического материала в виде проволочной сетки и частично образует множество радиально ориентированных каналов для прохождения газов. Каждый из каналов проходит между внутренней и внешней в радиальном направлении сторонами прокладки с обеспечением соединения внутренней в радиальном направлении стороны прокладки с ее внешней в радиальном направлении стороной. Способ подготовки кольцевых заготовок из углеродного волокна для процесса химической инфильтрации в паровой фазе заключается в складывании кольцевых заготовок из углеродного волокна в стопки. Между каждыми двумя кольцевыми заготовками из углеродного волокна помещают кольцевую прокладку из металлического материала в виде проволочной сетки таким образом, что сложенные в стопку кольцевые заготовки и кольцевые прокладки совместно образуют границы внутреннего пространства внутри стопки. Каждая из кольцевых прокладок имеет первую и вторую поверхности, противоположные одна другой, и выполнена таким образом, что частично образует множество радиально ориентированных каналов для прохождения газов, соединяющих внутреннее пространство стопки с пространством, расположенным снаружи стопки. Достигается модернизация процесса производства и усовершенствование технологии, используемой при производстве. 2 н. и 18 з.п. ф-лы, 4 ил.
Комментарии