Способ и устройство для изготовления армированных волокном деталей инжекционным методом - RU2217312C2
Код документа: RU2217312C2
Чертежи




Описание
Настоящее изобретение относится к способу изготовления армированных волокном деталей из сухих заготовок на основе композитного материала инжекционным методом с последующим отверждением при низком давлении, а также к устройству для осуществления этого способа.
При осуществлении подобных способов для изготовления деталей допускающей, не допускающей или частично допускающей развертку на плоскость геометрической формы используют сухие заготовки на основе волокнистого композита, так называемые преформы. При этом сухая заготовка на основе волокнистого композита может представлять собой ткань, каркас из формованного волокна либо армированную нитями однонаправленную заготовку. Указанные типы заготовок находят применение при изготовлении деталей из волокнистых композитов и представляют собой промежуточный продукт технологического процесса до стадии пропитки смолой и отверждения.
Подобный способ известен как "пропитка пленкой на основе смолы" (Resin Film Infusion, RFI). При этом в устройство для отверждения помещают сухие углеродные волокна, ткань из углеродного волокна или формованное углеродное волокно и снаружи накрывают нетекучей пленкой из смолы определенного объема. Затем укомплектованные таким путем и вакуумированные формы для отверждения помещают в автоклав или другой сосуд высокого давления и подвергают отверждению при заданных значениях температуры и давления. Однако применение автоклавов и необходимых при этом сложных форм связано с высокими затратами, а осуществление этих способов дополнительно усложняется из-за необходимости поддержания заданных значений температуры и давления. Вследствие этого область применения таких способов ограничена.
Помимо этого, применение сухих преформ известно из заявки DE-OS 19813105 А1, в которой предложен способ изготовления деталей из волокнистого композита, согласно которому волокна и материал матрицы формуют в состоящей по меньшей мере из двух частей и образующей оформляющую полость форме, при этом находящийся в оформляющей полости формы воздух может улетучиваться из нее. Помимо этого со стороны оформляющей полости формы перед отверстиями помещают пористую мембрану, поры которой имеют такие размеры, которые обеспечивают свободное прохождение сквозь них воздуха и в то же время удерживают материал матрицы в оформляющей полости формы.
Несмотря на то, что согласно описанному в заявке DE-OS 19813105 А1 решению повышенное давление для отверждения матрицы не используется, тем не менее недостаток этого решения заключается в ограничении размеров изготавливаемой подобным способом детали, поскольку материал матрицы можно ввести в волокнистую структуру, т.е. в преформы, только на ограниченную глубину, что обусловлено предусмотренной этим способом центральной подачей материала матрицы, который в этом случае должен растекаться вдоль плоскости преформы, т. е. вдоль волокон. При этом с учетом большой величины пути, который должен пройти материал матрицы, и высокого сопротивления пропитываемого матрицей материала в этом направлении создается высокое сопротивление потоку материала матрицы. Таким образом, пропитка преформы ограничена длиной проходимого материалом матрицы пути. Согласно другому предложенному в DE-OS 19813105 А1 варианту предусмотрена возможность плоскостной подачи материала матрицы. С этой целью используют расходные емкости со смолой, которые размещены на поверхности детали и каждая из которых должна быть оснащена собственным сложным устройством подачи смолы к преформе, и поэтому использование большого количества подобных расходных емкостей сопряжено с риском образования в детали пористости в каждом месте, где расположены такие емкости (риском получения бракованной детали).
Еще один недостаток этого способа состоит в том, что он лишь в ограниченных пределах обеспечивает соблюдение исключительно высоких предъявляемых к детали стандартов качества, поскольку материал матрицы, поступающий через несколько вводных устройств для подачи смолы, проходящих сквозь вакуумную пленку и мембрану к поверхности преформы во многих точках детали, может проникать сквозь мембрану и закупоривать ее сверху. В этом случае откачивание воздуха (вакуумирование) через мембрану становится более невозможным, и в результате протекающей в процессе отверждения реакции (сопровождающейся, например, образованием воздушных включений, химическим отщеплением, выделением летучих компонентов и т.п.) внутри ламината будут образовываться поры, которые уже невозможно удалить и которые ухудшают качество детали.
В других известных способах, в которых предусмотрено использование пониженного давления, например VARI (заявка неизвестна, DLR), было предложено отказаться от использования мембраны и разделенных на две части вакуумированных полостей. В этих способах проблема образования пор решается за счет проведения процесса при таком вакууме и при такой температуре, которые исключают кипение материала матрицы. Тем самым удается предотвратить образование пор в детали. Однако недостаток таких способов заключается в необходимости очень точного соблюдения заданного температурного режима и глубины вакуума в каждой точке детали, чтобы избежать создание условий, при которых возможно локальное закипание матрицы с сопутствующим локальным образованием пор. При изготовлении крупногабаритных деталей обеспечить подобное точное соблюдение технологических режимов достаточно сложно и возможно лишь при условии высоких затрат. Еще один недостаток этого способа заключается в том, что при постоянном вакуумировании возможно отсасывание материала матрицы из детали, сопровождающееся нежелательным образованием пор. Помимо этого, во избежание повреждения вакуумного насоса попадающим в вакуумную линию материалом матрицы дополнительно требуется предусматривать ловушку для смолы или аналогичное устройство.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача разработать способ изготовления армированных волокном деталей из сухих заготовок на основе композитного материала инжекционным методом, который позволял бы изготавливать в том числе и крупногабаритные детали и который был бы предельно простым в осуществлении и вместе с тем обеспечивал бы получение деталей высокого качества, а также разработать соответствующее устройство для осуществления этого способа.
Указанная задача решается с помощью отличительных признаков независимых пунктов формулы изобретения. Предпочтительные варианты осуществления изобретения представлены в соответствующих зависимых пунктах формулы.
Предлагаемое в изобретении решение прежде всего обеспечивает изготовление деталей исключительно высокого качества. Сказанное имеет важное значение главным образом для высоконагруженных несущих авиационных конструкций, изготовленных из армированных углеродным волокном пластиков. Типичными показателями качества подобных деталей являются, например, пористость внутри отвержденного пластика, армированного углеродным волокном и термостойкость, определяемая так называемой величиной TG, которая представляет собой так называемую температуру стеклования материала матрицы по завершении процесса.
Предлагаемое в изобретении решение предназначено главным образом для изготовления армированных волокном пластмассовых деталей или изделий из пластика, армированного углеродным волокном, стекловолокном, арамидным волокном, борным волокном или гибридными материалами, допускающей, не допускающей или частично допускающей развертку на плоскость геометрической формы. При этом оно может применяться прежде всего для изготовления усиленных или неусиленных элементов обшивки большой площади, инструмента либо оснастки для переработки пластмасс или для ремонта соединенных на ус поврежденных элементов из волокнистого композита. Под усилением при этом понимается использование так называемых интегральных элементов жесткости (профили из армированного углеродным волокном пластика и т.д., профили в виде сочетания многослойного материала с армированным углеродным волокном пластиком и т.п.) или использование обычной плоской многослойной структуры (сэндвич-структуры).
Таким образом, в изобретении предлагается экономически эффективный способ изготовления армированных волокном деталей, инструмента либо оснастки для переработки пластмасс или заплат, предназначенных для ремонта соединенных на ус элементов, вакуумно-инжекционным методом с отверждением в вакууме, не требующим применения автоклава, соответственно избыточного давления.
Ниже изобретение более подробно рассмотрено со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 - схематичное изображение в
разрезе предлагаемого в изобретении устройства для осуществления способа по изобретению;
на фиг. 2 - типичная структура интегрально усиленной детали в качестве варианта многослойной детали с
колпакообразным усиливающим профилем, изготавливаемой в устройстве по фиг.1;
на фиг. 3 - типичная структура интегрально усиленной детали в качестве варианта детали с тавровым усиливающим
профилем, изготавливаемой в устройстве по фиг.1;
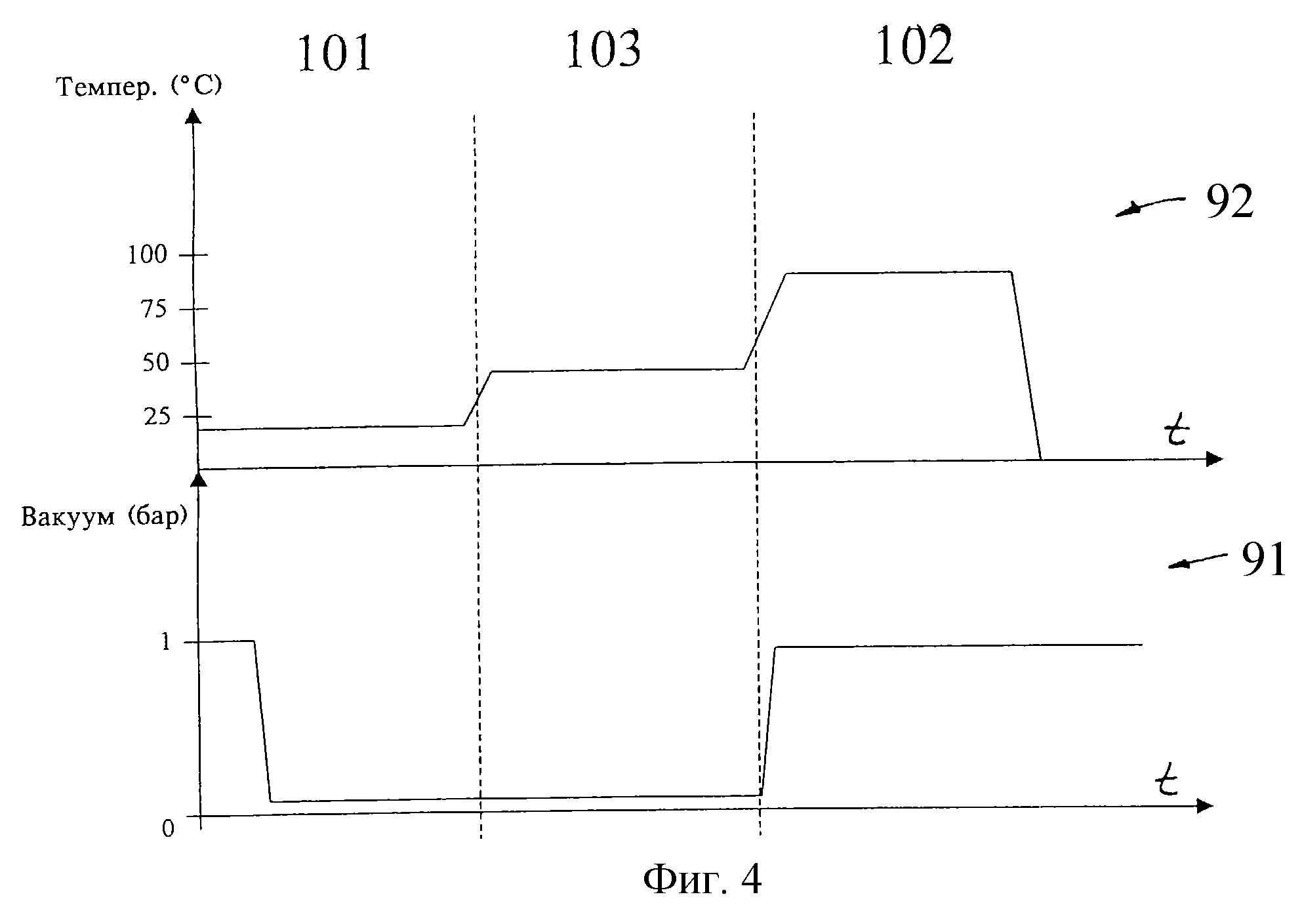
на фиг. 4 - типичные характеристики изменения температуры и вакуума в функции времени для так называемой 350oF-системы;
на
фиг. 5 - типичные характеристики изменения температуры и вакуума в функции времени для так называемой КТ-системы (КТ означает "комнатная температура"); и
на фиг.6 - схематичное изображение в
разрезе предлагаемого в изобретении устройства, выполненного по другому варианту.
На фиг.1 показано устройство, в котором находится изготавливаемая деталь или сухая заготовка 1 из волокнистого композита, расположенная в форме 3, например на надставке 5. При этом подобная деталь или изделие из слоистого пластика может представлять собой деталь из пластика, армированного углеродным волокном, стекловолокном, арамидным волокном, борным волокном или гибридными материалами, допускающей, не допускающей или частично допускающей развертку на плоскость геометрической формы, и может применяться прежде всего для изготовления усиленных или неусиленных элементов обшивки большой площади, инструмента либо оснастки для переработки пластмасс или для ремонта соединенных на ус поврежденных элементов из волокнистого композита. Под усилением при этом понимается использование так называемых интегральных элементов жесткости (профили из армированного углеродным волокном пластика и т. д., профили в виде сочетания многослойного материала с армированным углеродным волокном пластиком и т.п.) или использование обычной плоской многослойной структуры (сэндвич-структуры). Форма 3 имеет пригодную для размещения в ней детали 1, соответственно используемой при определенных условиях надставки 5 форму, и может быть выполнена из различных пригодных для этой цели материалов, например дерева, стали, листового металла, стекла и т. п.
Деталь 1 покрыта полупроницаемой мембраной 7, которая является проницаемой для газа, но непроницаемой для материала матрицы. За пределами периметра 8 детали 1 мембрана 7 уплотнена уплотнением 9, которое, однако, следует располагать максимально близко к детали 1 и которое служит для уплотнения образованного мембраной 7 и надставкой 5, соответственно поверхностью формы 3 первой полости 10. В другом варианте, показанном на фиг.6, мембрана 7 может также окружать деталь со всех сторон. При этом для этой цели можно либо использовать (фиг.6), либо не использовать уплотнение, выполнив в последнем случае мембрану 7 в виде пространственно замкнутого элемента. Между деталью 1 и мембраной 7 над всей обращенной к этой мембране 7 поверхностью 11 детали 1 можно предусмотреть отрывную ткань 13 (необязательно) и прокладку или распорку в качестве вспомогательного приспособления 15 для уменьшения сопротивления потоку, назначение которого состоит в том, чтобы удерживать мембрану 7 на некотором расстоянии от поверхности 11 детали 1. Подобное вспомогательное приспособление 15 может представлять собой своего рода решетку либо сетку или же жесткую ткань, соответственно трикотажное полотно либо плетеное изделие (мат), которое при создании вакуума не проявляет высокой склонности к уменьшению в размерах (сжатию) и выполнено, например, из таких материалов, как металл, пластмасса или текстильные полуфабрикаты (заготовки).
Конструкция 17, состоящая из надставки 5, детали 1, мембраны 7 с уплотнением 9, а также с отрывной тканью 13 и вспомогательным приспособлением 15 для уменьшения сопротивления потоку, покрыта газонепроницаемой пленкой 19. Эта пленка уплотнена охватывающим мембрану 7 по всему периметру уплотнением 21, расположенным на форме 3, в результате чего между поверхностью формы 3 и внутренней поверхностью пленки 19 образуется герметично отделенная от внешнего пространства вторая или внутренняя полость 27. Между пленкой 19 и мембраной 7 проложена вентиляционная ткань 32, в качестве которой можно использовать, например, стеклоткань, волокнистый холст (нетканое полотно) или аналогичный материал. Назначение этой вентиляционной ткани 32 состоит в том, чтобы направлять во внутреннем пространстве 25 вдоль поверхности мембраны отсасываемые вакуумным насосом 29 сквозь мембрану из внутренней полости 27 воздух и газы. Эту внутреннюю полость 27 вакуумируют с помощью вакуумного насоса 29 (не показан) по соответствующему входящему во внутреннюю полость 27 трубопроводу 31. Кроме того, во внутренней полости 27 оканчивается второй трубопровод 33, по которому в эту внутреннюю полость 27 можно подавать материал матрицы, прежде всего смолу.
Шланги или трубопроводы 33, которые служат для подачи материала матрицы к детали, с одной стороны подсоединены к расходной емкости со смолой (не показана), а с другой стороны оканчиваются в имеющемся в первой полости 10 пространстве 25. Форма и расходная емкость с материалом матрицы в том случае, если в процессе инжектирования смолу выбранного состава требуется подвергать термической обработке, либо устанавливают на нагревательных плитах, либо помещают в обогревательную камеру, либо помещают в резервуар с подогреваемой жидкостью (в масляную или аналогичную ванну), либо помещают в регулируемую печь.
К пленке 19, отрывной ткани 13, мембране 7, вентиляционной ткани 32 и вспомогательному приспособлению 15 для уменьшения сопротивления потоку предъявляются общие требования касательно стойкости к применяемому материалу матрицы в течение всего процесса и термической стойкости при температурах, преобладающих в ходе процесса. В соответствии с воспроизводимой геометрией конечного изделия указанные элементы должны допускать возможность их автоматической приспособляемости к такой геометрии за счет растяжения, образования складок и т.п.
Пленка 19 представляет собой соответствующую уровню техники вакуумную мембрану, которая является газонепроницаемой и обладает рассмотренными выше характеристиками. Функция этой пленки состоит в герметичном отделении второй полости 27 от окружающего пространства. Примерами обычно используемых для этой цели материалов служат полимерная пленка или резиновые мембраны. В качестве примера пригодных для применения при 180oС (350oF) пленок можно назвать пленки на основе политетрафторэтилена (ПТФЭ), перфторэтиленпропилена (ПФЭП) и других материалов. В зависимости от выбранного типа материала матрицы и конкретных температур его отверждения с учетом рассмотренных выше требований могут использоваться и иные материалы.
Отрывная ткань 13, называемая в англоязычной литературе как "peel ply", пo завершении процесса позволяет легко отделить заполненное материалом матрицы вспомогательное приспособление 15 путем его отслоения ("отрыва" - отсюда понятие "отрывная ткань") от детали 1, поскольку все указанные вспомогательные материалы служат лишь вспомогательными средствами для изготовления детали 1. Отрывная ткань 13 имеет такие свойства, которые не допускают ее постоянное (неразъемное) соединение с материалом матрицы и поверхностью детали. Подобное свойство обеспечивается за счет придания поверхности отрывной ткани особой структуры и/или за счет нанесения дополнительных антиадгезионных покрытий (например, из ПТФЭ, силикона и т.п.). В качестве примера типичных материалов, которые можно использовать в качестве отрывной ткани, можно назвать стеклоткань, найлоновую ткань и аналогичные материалы. Отрывная ткань должна быть газопроницаемой и вместе с тем проницаемой в обоих направлениях для материала матрицы.
Мембрана 7 представляет собой полупроницаемую мембрану, которая выполнена, например, из технического синтетического (полимерного) материала и свойства которой касательно термостойкости и стойкости к воздействию реакционных сред согласованы с условиями проведения технологического процесса. Эта мембрана, кроме того, является газопроницаемой, однако непроницаема для жидкостей, показатели вязкости которых сопоставимы с вязкостью воды. Подобное свойство мембраны обеспечивается благодаря наличию в ней газопроницаемых пор, которые в большей или меньшей степени распределены по поверхности мембраны. Размер пор выбирают таким образом, чтобы материал матрицы не мог проходить сквозь них. Толщина мембраны варьируется в пределах десятых долей миллиметра. Применение обычного синтетического (полимерного) материала позволяет придать мембране достаточную гибкость, необходимую для ее драпирования и принятия требуемой формы.
Назначение расположенной поверх вспомогательного приспособления 15 вентиляционной ткани 32 состоит в обеспечении направленного перемещения отсасываемых вакуумным насосом 29 через мембрану воздуха и других летучих компонентов. Этот элемент может быть изготовлен из любого материала, который обладает достаточной термостойкостью и стойкостью к воздействию реакционных сред, т. е. к воздействию используемых в технологическом процессе веществ и материалов, и обеспечивает прохождение воздуха в продольном направлении. С этой целью можно применять ворсистые маты, ткань, трикотаж, плетеные изделия, которые могут быть изготовлены из металла, пластмассы и иных материалов, и т.п.
Назначение вспомогательного приспособления 15 для уменьшения сопротивления потоку состоит в распределении по поверхности детали 1 материала матрицы, поступающего в пространство 25 по подводящему трубопроводу. Такое вспомогательное приспособление 15 выполняет функцию проточного канала, способствующего поступлению текучего материала к детали. При этом вспомогательное приспособление 15, расположенное под ограниченным пленкой 19 вакуумным пространством, должно обладать минимально возможной толщиной, чтобы обеспечить подобную подвижность текучего материала. Таким образом, это вспомогательное приспособление выполняет функцию прокладки или распорки, образующей проточный канал между мембраной 7 и деталью 1. Вспомогательное приспособление может представлять собой ткань, трикотажное полотно, плетеный материал и т.п. и должно иметь максимально возможную крупноячеистую структуру, создающую малое сопротивление потоку. Для изготовления такого вспомогательного приспособления можно использовать любые материалы, например металл или пластмассу, которые должны удовлетворять указанным выше общим минимальным требованиям (касательно термостойкости и стойкости к воздействию технологических или реакционных сред). С целью обеспечить более эффективную подачу материала матрицы подводящий трубопровод 33 можно ввести в первую полость 10 на любую длину. Более того, для подачи материала матрицы на подводящем трубопроводе можно предусмотреть ответвления или использовать несколько подающих трубопроводов. Кроме того, расположенный в первой полости 10 участок этого подающего трубопровода для материала матрицы может иметь отверстия, например, в виде круглых отверстий, поперечных прорезей, продольных прорезей и т.п. Тем самым обеспечивается более эффективное перемещение смолы во вспомогательном приспособлении.
На фиг. 2 и 3 изображено показанное на фиг.1 предлагаемое в изобретении устройство, в котором, однако, для наглядности расположены детали 1 других типов, при этом на всех чертежах выполняющую одинаковую функцию элементы обозначены одинаковыми позициями. Очевидно, что предлагаемое в изобретении устройство пригодно для изготовления деталей практически любых форм. При этом на фиг. 2 схематично изображен элемент (панель) обшивки (деталь 1), усиленный в одном направлении колпакообразными профилями. Эти колпакообразные профили имеют сердцевину 35, образованную вспененным материалом или любым иным материалом, с замкнутой поверхностью и наложенную на нее заготовку 34 колпакообразной формы из волокнистого композита. При этом для изготовления заготовок 34 может использоваться тот же или аналогичный волокнистый композит, что и для изготовления детали 1. Сердцевина 35 из вспененного материала и заготовка 34 являются элементами детали 1.
Показанная на фиг.3 деталь 1 также представляет собой элемент обшивки, который в продольном направлении усилен одним или несколькими тавровыми (Т-образными) профилями 36. Таким образом изготавливаемая деталь 1 в показанном на фиг.3 варианте образована отдельными элементами 1 и 36. При этом для изготовления тавровых профилей 36 может использоваться тот же или аналогичный волокнистый композит, что и для изготовления остальной детали 1. Помимо этого, для детали подобной конфигурации дополнительно требуется использовать опору 37, обеспечивающую фиксацию сухого и неустойчивого в непропитанном состоянии таврового профиля 36. Эти опоры 37 могут быть изготовлены из обычных жестких или частично упругих конструкционных материалов, например из металла, дерева, резины, пластмассы и т.п. Материал опор 37, поскольку он непосредственно контактирует с материалом матрицы, должен в процессе изготовления детали сохранять свою форму при контакте с материалом матрицы.
На фиг.4 и 5 для различных классов смоляных систем представлены типичные характеристики технологического процесса, отражающие характер изменения глубины вакуума (график 91) и температуры (график 92), при этом характеристики на фиг.4 относятся к 350oF-системе, а графики на фиг.5 относятся к КТ-системе.
На характеристиках изменения температуры и глубины вакуума можно выделить по меньшей мере две стадии, которыми являются стадия 101 инжекции и стадия 103 отверждения. После этих стадий дополнительно может быть предусмотрена стадия 102 отжига. На стадии 101 инжекции температура ниже, чем на стадии 103 отверждения.
В ходе процесса температуру и глубину вакуума регулируют таким образом, чтобы обеспечить после отверждения оптимальное качество детали при минимальном количестве или полном отсутствии пор и приемлемой объемной доле армирующих волокон. Задаваемые значения температуры определяются требованиями, предъявляемыми к материалу матрицы. При этом вакуум можно поддерживать на постоянном уровне независимо от выбранного материала матрицы в течение всего технологического процесса вплоть до отверждения, т.е. до состояния, в котором агрегатное состояние материала матрицы необратимо изменяется с жидкого на твердое. Обычные значения и допуски, которые при этом необходимо соблюдать, составляют, например, от 1 до 10 мбар (абсолютное давление, близкое к полному вакууму). После стадии 103 отверждения необходимость в вакууме отпадает. Требуемые температурные режимы можно охарактеризовать следующим образом. На стадии 101 инжекции при полном вакууме необходимая температура определяется вязкостными характеристиками материала матрицы. При этом выбирают такую температуру, чтобы материал матрицы обладал достаточной текучестью для его поступления по подводящему трубопроводу 33 во внутреннее пространство 25 в результате его всасывания под действием создаваемого в этом пространстве вакуума. Эта температура является наименьшей температурой, которая необходима для технологического процесса. Вместе с тем эту температуру следует выбирать не слишком высокой во избежание преждевременного отверждения (потеря вязкости, твердое состояние матрицы). Поэтому рабочую температуру задают (в зависимости от выбранного материала матрицы) таким образом, чтобы обеспечить возможность инжекции материала матрицы (малая вязкость) и обеспечить при инжекции достаточный запас времени до отверждения материала матрицы, т.е. практически полное заполнение внутреннего пространства 25 материалом матрицы (это время принято называть термином "время гелеобразования"). На стадии инжекции типичные необходимые значения вязкости составляют, например, от 1 до 1000 мПа•с. Типичные значения температуры для 350oF-(180oC-) систем составляют, например, от 70 до 120oС на стадии 101 инжекции, примерно от 100 до 180oС на стадии 103 отверждения и примерно от 160 до 210oС на стадии 102 отжига.
Для некоторых материалов матрицы, например для материалов КТ-матриц, может оказаться предпочтительным поддерживать на всех трех стадиях (стадии 101 инжекции, стадии 103 отверждения и стадии 102 отжига) одинаковую температуру.
Вакуум создают перед стадией 101 инжекции (фиг.4) или во время этой стадии. При осуществлении предлагаемого в изобретении способа на стадии инжекции глубина создаваемого вакуума обычно составляет от 1 до 10 мбар, который следует поддерживать и не снижать до окончания стадии отверждения.
Ниже более подробно рассмотрен предлагаемый в изобретении способ.
Сначала в форму для отверждения в соответствии с заданными конструктивными особенностями будущей детали в качестве ее основы помещают сухие материалы (например, формованное углеродное волокно, ткань и т.д.), формируя тем самым слоистую структуру из слоев отдельных заготовок. При этом в форме предварительно предусматривают разделительное (антиадгезионное) покрытие, т. е. предварительно обрабатывают смазкой или помещают в нее разделительную пленку и отрывную ткань (вместе они образуют надставку 5 с нижней стороны детали 1), с целью предотвратить слипание материала матрицы с формой и обеспечить тем самым беспрепятственное отделение готовой детали от поверхности формы (извлечение из формы). Сухую основу детали 1 предпочтительно покрывать отрывной тканью 13. Помимо этого поверх полученной в результате надставки дополнительно накладывают, не закрепляя, так называемое вспомогательное приспособление 15 для уменьшения сопротивления потоку. При изготовлении деталей более сложной формы это вспомогательное приспособление целесообразно локально фиксировать сбоку, например термостойкой клейкой лентой. Затем на это вспомогательное приспособление 15 накладывают проницаемую только для воздуха, но не для жидкостей, мембрану 7 и всю эту конструкцию уплотняют уплотнением 21. Далее поверх мембраны 7 накладывают вентиляционную ткань 32 и после этого отделяют от окружающего пространства пленкой 19 и уплотнением 21. В ходе этого процесса к такой конструкции согласно фиг.1 с использованием имеющихся в продаже вводных устройств и уплотнений подсоединяют подводящий трубопровод 33 для материала матрицы и трубопровод, ведущий к вакуумному насосу 29.
После помещения в форму указанных материалов и их покрытия пленкой или вакуумной пленкой 19 с помощью вакуумного насоса вакуумируют первую полость 10. Одновременно к системе подсоединяют расходную емкость с материалом матрицы для его подачи в первую полость 10. Этот материал матрицы автоматически всасывается в ваккумированную первую полость 10 благодаря создаваемому в результате вакуумирования перепаду давлений. При этом поступающие по подающему трубопроводу 33 материал матрицы более или менее беспрепятственно и практически независимо от своей вязкости распределяется с помощью вспомогательного приспособления 15 по поверхности детали. В ходе этого процесса присутствующий в вакуумном пространстве или попадающий в него воздух удаляется из него через мембрану 7 благодаря непрерывному вакуумированию внутренней полости 27. При этом материал матрицы не растекается внутри слоистой структуры, характеризующейся высоким сопротивлением потоку. Более того, материал матрицы просачивается от поверхности детали перпендикулярно вниз в слоистую структуру. Следовательно, максимальный путь, проходимый текучим материалом в каждой точке детали внутрь нее, непосредственно зависит от толщины детали в этой точке. Таким образом, сопротивление потоку имеет исключительно малую величину, и поэтому можно использовать смоляные системы, которые ранее не применяли по той причине, что они из-за их вязкости не обладали способностью к инфильтрации, и помимо этого изготавливать детали больших размеров.
Мембрана 7 позволяет избежать образования локальных воздушных раковин. Так, например, если в результате слияния формирующихся фронтов потока в детали 1 образуется замкнутая воздушная полость, не сообщающаяся с внутренним пространством 25, а тем самым и с системой вакуумирования, то смола не сможет затекать в эту воздушную полость. В этом случае возможно образование в детали дефекта (отсутствие сплошной пропитки). Воздухопроницаемая мембрана 7 предотвращает возникновение подобного эффекта, поскольку в каждой точке детали воздух может всегда проходить перпендикулярно поверхности через эту мембрану в вакуумируемую полость 27, в которой отсутствует смола, и отсасываться оттуда по вентиляционной ткани 32 над мембраной 7 с помощью вакуумного насоса 29. При этом мембрана не проницаема для смолы. Благодаря этому нет необходимости контролировать фронты потока, поскольку процесс пропитки регулируется автоматически. Степень пропитки напрямую зависит от количества поступившей в ходе процесса смолы, а также от объемной доли использованных волокон.
По окончании полной пропитки осуществляют отверждение при пригодной для этой цели температуре, сохраняя тот же уровень вакуума. Образующиеся при этом в результате химических процессов пузырьки (закипание матрицы, наличие летучих компонентов и т.п.) при использовании известной технологии могли бы привести к образованию пор в готовой детали. Однако мембрана 7 позволяет предотвратить подобный негативный эффект благодаря непрерывному откачиванию воздуха через эту мембрану перпендикулярно поверхности детали.
По завершении отверждения деталь можно извлечь из формы. Иными словами, в ходе этой операции все использовавшиеся в процессе изготовления детали вспомогательные материалы можно вновь удалить с детали 1, например отделить от нее вручную, и снять готовую деталь с формы 3. Затем извлеченную из формы твердую деталь, полученную в результате пропитки материалом матрицы заготовки, в зависимости предъявляемых к ней требований можно подвергать последующей термической обработке (отжиг на стадии 102). Подобный отжиг можно также проводить перед извлечением готовой детали из формы, однако для сокращения времени загруженности формы такую операцию следует проводить вне формы.
Максимальные размеры изготавливаемых предлагаемым в изобретении способом деталей практически не ограничены. При этом максимальные размеры изготавливаемых деталей ограничены не столько технологическими сторонами процесса, сколько удобством оперирования или манипулирования с готовой деталью (например, для ее дальнейшей транспортировки и т.п.). На минимальные размеры изготавливаемых предлагаемым в изобретении способом деталей вообще не существует никаких ограничений. Максимально достижимая толщина детали определяется типами применяемых смол и временем инжекции. Подобная продолжительность инжекции ограничивается экономическими, а не техническими факторами. Наличие других нежелательных эффектов, сопровождающих технологический процесс, например протекание экзотермической реакции при отверждении, обусловлено только используемой смоляной системой и не связано с самим способом.
Таким образом, в изобретении предлагается способ изготовления армированных волокном пластмассовых деталей из сухих заготовок на основе волокнистого композита инжекционным методом путем инжекции материала матрицы, при осуществлении которого из второй полости 27 откачивают воздух, в результате чего между первой полостью 10 и второй полостью 27 создается перепад давлений, благодаря которому в вакуумированную первую полость 10 начинает поступать всасываемый из расходной емкости под действием подобного разрежения материал матрицы, который с помощью вспомогательного приспособления 15 для уменьшения сопротивления потоку распределяется по обращенной к мембране 7 поверхности 11 заготовки 1 и вертикально проникает, соответственно просачивается вглубь нее. Объединение функций распределения материала матрицы по поверхности детали с помощью вспомогательного приспособления для уменьшения сопротивления потоку с возможностью плоскостного откачивания воздуха над деталью и вспомогательным приспособлением сквозь мембрану позволяет при проведении процесса отверждения в вакууме без создания избыточного давления достичь требуемого качества получаемых в результате изделий.
Реферат
Изобретение относится к способу изготовления армированных волокном деталей из сухих заготовок на основе композитного материала инжекционным методом с последующим отверждением при низком давлении, а также к устройству для осуществления этого способа. В описываемом способе заготовку на основе волокнистого композита помещают в форму, при этом на поверхности заготовки расположено вспомогательное приспособление для уменьшения сопротивления потоку. Образуют первую полость с помощью газопроницаемой и не проницаемой для материала матрицы мембраны, охватывающей заготовку, по меньшей мере, с одной стороны, предусматривая возможность подачи материала матрицы в эту первую полость. Образуют смежную с первой полостью вторую полость, ограниченную относительно окружающего пространства не проницаемой для газа и материала матрицы и уплотненной относительно формы пленкой. Затем из второй полости откачивают воздух, что обеспечивает поступление материала матрицы в вакуумированную первую полость за счет его всасывания под действием разрежения из расходной емкости. При этом вспомогательное приспособление для уменьшения сопротивления потоку обеспечивает распределение материала матрицы по обращенной к нему поверхности заготовки и проникновение материала матрицы в заготовку. Описано также устройство для осуществления способа. Изобретение позволяет исключить образование пор в изделии и не требует установки ловушек для смолы, предотвращающих повреждение вакуумного насоса. 2 с.п.ф-лы, 6 ил.

Комментарии