Сегментированные гелевые композиты и жесткие панели, изготовленные из них - RU2634774C2
Код документа: RU2634774C2
Чертежи






Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к области армированных композитов, используемых в ряде промышленных и домашних применений.
Краткое описание изобретения
Настоящее изобретение описывает новые армированные гелевые композиты и способ получения армированного волокном или пенопластом с открытыми порами гелевого композита, содержащий стадии обеспечения листа сегментированного волокнистого холста или листа сегментированного пенопласта с открытыми порами, объединения листа с предшественником геля, гелеобразования предшественника геля в комбинации с получением композитного листа, сворачивания в рулон композитного листа и сушки композита с получением армированного волокном гелевого композита. Дополнительно, могут быть выполнены дополнительные стадии разматывания рулона высушенного композита, нанесения адгезива на, по меньшей мере, одну сторону и, предпочтительно, на главную сторону композита и присоединения его к другому плоскому материалу. Таким плоским материалом может быть другой композит, полученный аналогичным образом.
Кроме того, рассматривается способ получения гелевой композитной панели, который содержит стадии обеспечения листа высушенного сегментированного армированного волокном или пенопластом с открытыми порами гелевого композита, причем лист имеет, по меньшей мере, две главные поверхности и множественные сегментированные поверхности поперечного сечения (предпочтительно, включая поверхности частичного поперечного сечения, где сегменты совсем не заметны через толщину), нанесения адгезива на, по меньшей мере, одну главную поверхность указанного композита и присоединения указанного композита к другому высушенному сегментированному гелевому композиту.
Дополнительно описан способ получения армированного гелевого композита, который содержит стадии обеспечения листа сегментированного пенопласта с открытыми порами, объединения листа пенопласта с открытыми порами с предшественником геля, гелеобразования предшественника геля в комбинации с получением композита, свертывания в рулон композита и сушки композита с получением армированного гелевого композита. Сегментированный волокнистый холст или лист сегментированного пенопласта с открытыми порами любого из предыдущих способов могут иметь облицовочный слой или облицовочный лист, присоединенный к ним. Такие облицовочные слои могут содержать волокна. Волокнистые холсты или нетканые холсты способов настоящего изобретения могут содержать ненепрерывные волокна или непрерывные филаменты.
Кроме того, вышеописанный способ содержит стадию введения добавок в композит, выбранных из группы, состоящей из диоксида титана, оксидов железа, углеродной сажи, графита, гидроксида алюминия, фосфатов, боратов, силикатов металла, металлоценов, молибдатов, станнатов, гидроксидов, карбонатов, оксидов цинка, оксидов алюминия, оксидов сурьмы, смесей магний-цинк, смесей магний-цинк-сурьма, карбида кремния, силицида молибдена, оксидов марганца, оксида железа-титана, силиката и оксида циркония, оксидов железа(II) и железа(III), диоксида марганца, оксида железа-титана (ильменита), оксида хрома и их комбинации.
В дополнительных вариантах вышеуказанные способы содержат стадию введения, по меньшей мере, связующего в волокна или использования волокон или систем волокон, содержащих, по меньшей мере, одно связующее. Способы настоящего изобретения содержат использование сегментированных волокнистых холстов или листа сегментированного пенопласта с открытыми порами с, по меньшей мере, одним сегментом, который является жестким.
В дополнительных вариантах способы настоящего изобретения используют в качестве геля в армированном волокном гелевом композите один или более материалов или их производных, выбранных из группы, состоящей из диоксида циркония, диоксида иттрия, диоксида гафния, диоксида алюминия, диоксида титана, диоксида церия, диоксида кремния, полиакрилатов, полистиролов, полиакрилонитрилов, полиуретанов, полиимидов, полифурфурального спирта, фенолофурфурилового спирта, меламиноформальдегидов, резорциноформальдегидов, крезолоформальдегида, фенолоформальдегида, диальдегида поливинилового спирта, полициануратов, полиакриламидов, различных эпоксидов, агара и агарозы и их комбинаций. В дополнительных вариантах лист пенопласта с открытыми порами настоящего изобретения содержит один или более материалов или их производных, выбранных из полиуретанов, изоцианатсодержащих материалов, полициануратов, полиимидов, поливинилхлорида, пенополистирола, силиконов, полиолефинов, эпоксидов, мочевиноформальдегида, латексного каучука, фторополимеров и синтактических пенопластов.
Волокна в листе волокнистого холста, облицовочном слое или сегментированных армированных волокном гелевых композитах настоящего изобретения содержат один или более материалов, выбранных из группы, состоящей из минеральной ваты, стекловаты, каменной ваты, стекловолокна, сложного полиэфира, полиолефинтерефталатов, поли(этилен)нафталата, поликарбонатов и вискозного волокна, найлона, хлопоксодержащей лайкры (изготовитель - DuPont), углеродсодержащих волокон, подобных графиту, предшественников для углеродных волокон, подобных полиакрилонитрилу (ПАН), окисленному ПАН, некарбонизованному термообработанному ПАН, как изготовленному технологией SGL из углеродного, стекловолокносодержащего материала, подобного S-стеклу, 901-стеклу, 902-стеклу, 475-стеклу, Е-стеклу, (диоксид кремния)содержащие волокна, подобные кварцу, кварцелу (изготовитель - Saint-Gobain), Q-войлока (изготовитель - Johns Manville), Saffil (изготовитель - Saffil), Durablanket (изготовитель - Unifrax) и других (диоксид кремния)содержащих волокон, полиарамидных волокон, подобных Kevlar, Nomex, Sontera (изготовитель всех DuPont), Conexx (изготовитель - Taijin), полиолефинов, подобных Tyvek (изготовитель - DuPont), Dyneema (изготовитель - DSM), Spectra (изготовитель - Honeywell), другие полипропиленовые волокна, подобные Typar, Xavan (изготовитель обоих - DuPont), фторполимеров, подобных ПТФЭ с торговыми марками тефлон (изготовитель - DuPont), Goretex (изготовитель - GORE), волокон из карбида кремния, подобных Nicalon (изготовитель - COI Ceramics), керамических волокон, подобных Nextel (изготовитель - 3М), акриловых полимеров, волокон из шерсти, шелка, конопли, кожи, замши, волокон PBO-Zylon (изготовитель - Tyobo), жидкокристаллического материала, подобного Vectan (изготовитель - Hoechst), волокна Cambrelle (изготовитель - DuPont), полиуретанов, полиамидов, древесных волокон, бора, алюминия, железа, волокон из нержавеющей стали и других термопластов, подобных PEEK, PES, полиэфиримиду (PEI), PEK, полифениленсульфиду, и их комбинаций.
Кроме того, способы получения панелей, описанные в настоящем изобретении, используют один или более адгезивов, выбранных из группы, состоящей из калиевого жидкого стекла, натриевого жидкого стекла, цемента и щелочноактивированных алюмосиликатов, полиэтилена, каптона, полиуретана, сложного полиэфира, натурального каучука, синтетического каучука, хайполона, полимерных сплавов, ПТФЭ, поливинилгалогенидов, неопрена, акриловых полимеров, нитрилов, ЭПДМ, ЭП (этилен-пропиленового сополимера), витона, винилов, винилацетата, этиленвинилацетата, стирола, стирол-акрилатов, стирол-бутадиенов, поливинилового спирта, поливинилхлорида, акриламидов, фенольных смол и их комбинаций. Теплопроводность армированных гелевых композитов, полученных вышеуказанными способами, составляет менее 25 мВт/мK в условиях окружающей среды и, предпочтительно, менее 16 мВт/мK.
Рассматривается сегментированный армированный волокном или пенопластом с открытыми порами гелевый композит, в котором гель является непрерывным через волокно в, по меньшей мере, одном сегменте, и существует, по меньшей мере, один зазор между двумя смежными сегментами. Зазор, как описано здесь, означает, что имеется разрывность как в волокне, так и в геле указанных смежных сегментов. Необходимо, чтобы указанный зазор не присутствовал через всю толщину, и может присутствовать частично через толщину армированного волокном листа, листа пенопласта с открытыми порами или получаемых листов композита.
Кроме того, описывается жесткая панель, содержащая, по меньшей мере, два слоя армированного волокном или пенопластом с открытыми порами армированных композитов, где, по меньшей мере, один слой содержит сегментированный армированный гелевый композит с, по меньшей мере, зазором как в волокне или пенопласте с открытыми порами, так и геле между, по меньшей мере, двумя смежными сегментами.
В варианте гелевые композиты или панели настоящего изобретения дополнительно содержат наполнители, выбранные из группы, состоящей из диоксида титана, оксидов железа, углеродной сажи, графита, гидроксида алюминия, фосфатов, боратов, силикатов металла, металлоценов, молибдатов, станнатов, гидроксидов, карбонатов, оксидов цинка, оксидов алюминия, оксидов сурьмы, смесей магний-цинк, смесей магний-цинк-сурьма, карбида кремния, силицида молибдена, оксидов марганца, оксида железа-титана, силиката циркония, оксида циркония, оксида железа(II), оксида железа(III), диоксида марганца, оксида железа-титана (ильменита), оксида хрома и их комбинации. В другом варианте панели или композиты настоящего изобретения дополнительно содержат, по меньшей мере, связующее в волокнистой структуре.
В другом варианте сегментированный волокнистый холст или листы сегментированного пенопласта с открытыми порами панелей или композитов настоящего изобретения имеют присоединенный облицовочный слой или лист. Облицовочный лист/слой может содержать волокна. Волокнистые холсты настоящего изобретения могут содержать ненепрерывные волокна или непрерывные филаменты или их комбинацию. В варианте облицовочный лист имеет приемлемую проницаемость водяного пара для практических применений, хотя не позволяет проходить жидкой воде. В другом варианте облицовочный лист позволяет проходить как воде, так и водяному пару. В еще другом варианте облицовочный лист по существу не позволяет проходить ни жидкой воде, ни водяному пару.
Кроме того, панели или композиты настоящего изобретения могут дополнительно содержать добавки, выбранные из группы, состоящей из диоксида титана, оксидов железа, углеродной сажи, графита, гидроксида алюминия, фосфатов, боратов, силикатов металла, металлоценов, молибдатов, станнатов, гидроксидов, карбонатов, оксидов цинка, оксидов алюминия, оксидов сурьмы, смесей магний-цинк, смесей магний-цинк-сурьма, карбида кремния, силицида молибдена, оксидов марганца, оксида железа-титана, Кроме того, панели или композиты настоящего изобретения могут дополнительно содержать добавки, выбранные из группы, силиката циркония, оксида циркония, оксида железа(II), оксида железа(III), диоксида марганца, оксида железа-титана (ильменита), оксида хрома и их комбинации.
Кроме того, панели или композиты настоящего изобретения могут дополнительно содержать, по меньшей мере, связующее в волокнах или использование волокна, содержащего, по меньшей мере, одно связующее. Связующее может быть органическим или неорганическим по природе или гибридным материалом. В варианте, по меньшей мере, сегмент сегментированного волокнистого холста может быть жестким в предшествующих панели или композитах.
Кроме того, панели или композиты настоящего изобретения имеют компоненты, которые выполнены из гелевых предшественников диоксида циркония, диоксида иттрия, диоксида гафния, диоксида алюминия, диоксида титана, диоксида церия, диоксида кремния, полиакрилатов, полистиролов, полиакрилонитрилов, полиуретанов, полиимидов, полифурфурального спирта, фенолофурфурилового спирта, меламиноформальдегидов, резорциноформальдегидов, крезолоформальдегида, фенолоформальдегида, диальдегида поливинилового спирта, полициануратов, полиакриламидов, различных эпоксидов, агара, целлюлозы и агарозы и их комбинаций.
Кроме того, волокна в панелях и композитах настоящего изобретения выбраны из группы, состоящей из минеральной ваты, стеклянной ваты, стекловолокна, сложного полиэфира, полиолефинтерефталатов, поли(этилен)нафталата, поликарбонатов и вискозного волокна, найлона, хлопоксодержащей лайкры (изготовитель-DuPont), углеродсодержащих волокон, подобных графиту, предшественников для углеродных волокон, подобных полиакрилонитрилу (ПАН), окисленному ПАН, некарбонизованному термообработанному ПАН, как изготовленному технологией SGL из углеродного, стекловолокносодержащего материала, подобного S-стеклу, 901-стеклу, 902-стеклу, 475-стеклу, Е-стеклу, (диоксид кремния)содержащие волокна, подобные кварцу, кварцелу (изготовитель - Saint-Gobain), Q-войлока (изготовитель - Johns Manville), Saffil (изготовитель - Saffil), Durablanket (изготовитель - Unifrax) и других (диоксид кремния)содержащих волокон, полиарамидных волокон, подобных Kevlar, Nomex, Sontera (изготовитель - DuPont), Conex (изготовитель - Taijin), полиолефинов, подобных Tyvek (изготовитель - DuPont), Dyneema (изготовитель - DSM), Spectra (изготовитель - Honeywell), другие полипропиленовые волокна, подобные Typar, Xavan (изготовитель обоих - DuPont), фторполимеров, подобных ПТФЭ с торговыми марками тефлон (изготовитель - DuPont), Goretex (изготовитель -GORE), волокон из карбида кремния, подобных Nicalon (изготовитель - COI Ceramics), керамических волокон, подобных Nextel (изготовитель - 3М), акриловых полимеров, волокон из шерсти, шелка, конопли, кожи, замши, волокон PBO-Zylon (изготовитель - Tyobo), жидкокристаллического материала, подобного Vectan (изготовитель - Hoechst), волокна Cambrelle (изготовитель - DuPont), полиуретанов, полиамидов, древесных волокон, бора, алюминия, железа, волокон из нержавеющей стали и других термопластов, подобных PEEK, PES, полиэфиримиду, PEK, полифениленсульфиду, и их комбинаций.
Кроме того, панели настоящего изобретения содержат адгезивы, выбранные из группы, состоящей из калиевого жидкого стекла, натриевого жидкого стекла, цемента и щелочноактивированных алюмосиликатов, полиэтилена, каптона, полиуретана, сложного полиэфира, натурального каучука, синтетического каучука, хайполона, полимерных сплавов, ПТФЭ, поливинилгалогенидов, неопрена, акриловых полимеров, нитрилов, ЭПДМ, ЭП, витона, винилов, винилацетата, этиленвинилацетата, стирола, стирол-акрилатов, стирол-бутадиенов, поливинилового спирта, поливинилхлорида, акриламидов, фенольных смол и их комбинаций. Теплопроводность армированных гелевых композитов, полученных вышеуказанными способами, составляет менее 25 мВт/мК в условиях окружающей среды.
Краткое описание чертежей
На фигуре 1 показан аэрогельный композит, полученный с использованием ротационного нетканого стеклохолста как есть (без сегментации).
На фигуре 2 схематически показано получение аэрогельных композитов с использованием надрезанных нетканых продуктов с увеличенной жесткостью.
На фигуре 3 показано сравнение высушенных гелевых композитов, полученных с несегментированным листом стекловаты (выше) и с сегментированным листом стекловаты (ниже).
На фигуре 4 показаны влажный сегментированный гелевый композит и высушенный сегментированный гелевый композит.
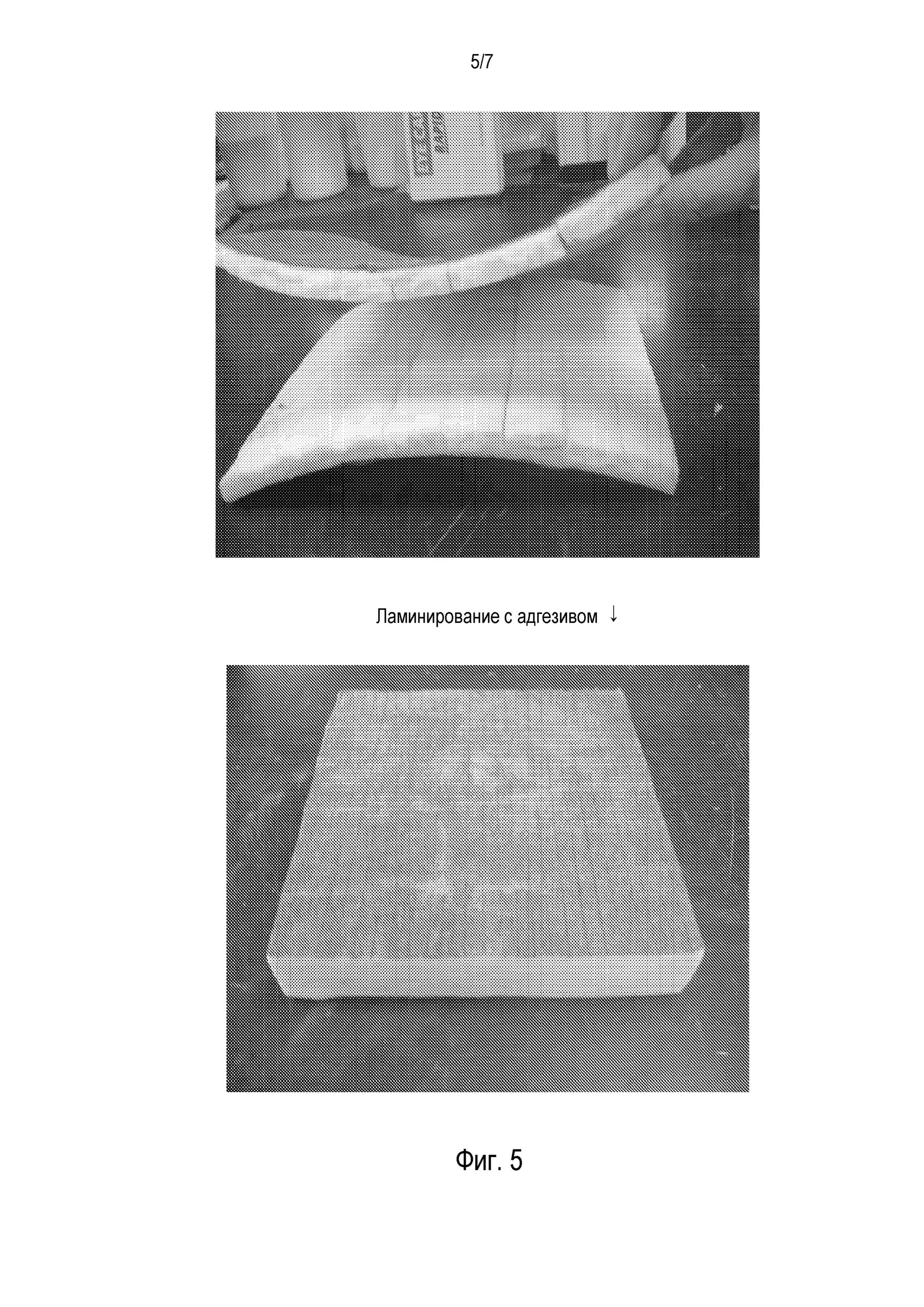
На фигуре 5 показана переработка сегментированного композита аэрогель/волокно в плиту.
На фигуре 6 показано получение жестких панелей из листов сегментированного волокнистого армирования и предшественников геля.
На фигуре 7 показан альтернативный вариант волокнистого армирования, где имеется постепенное изменение размеров сегмента по длине волокнистого армирования.
Подробное описание изобретения
Настоящее изобретение содержит получение рулонных изоляционных продуктов на основе аэрогелей и аэрогельподобных материалов. Аэрогели, которые имеют чрезвычайно низкую плотность, высокую площадь поверхности, хорошие оптические, термические и акустические свойства, были исследованы для различных применений. Однако аэрогели имеют присущие недостатки, такие как непрочность и хрупкость. Различные типы армирований могут использоваться для увеличения прочности, эластичности и других важных свойств аэрогелей. Армированные волокном аэрогельные композиты могут быть получены при введении волокон в массе или нетканых волокнистых листов в предшественники геля, гелеобразовании в сочетании с получением листа геля, созревании листа геля и сушке формованного листа геля.
Аэрогели, которые имеют чрезвычайно низкую плотность, высокую площадь поверхности, хорошие оптические, термические и акустические свойства, были ранее использованы в попытке закрыть указанную потребность и другие потребности, для которых их свойства могли быть предпочтительными. Однако аэрогели имеют присущие недостатки, такие как непрочность и хрупкость. Особенно при получении высоко прозрачных и гидрофобных аэрогелей хрупкость становится намного более сильной, и, таким образом, они являются более трудными для обработки и требуют длительных циклов времени для сушки для того, чтобы избежать растрескивания.
Непрочность и хрупкость аэрогелей низкой плотности могут в частности иметь отрицательное воздействие на получение крупного масштаба и ограниченно крупного масштаба. Кроме того, аэрогели низкой плотности могут иметь наилучшую прозрачность, но также показывать более высокую теплопроводность и, таким образом, показывать худшие изоляционные характеристики.
Хрупкая структура аэрогеля (низкая плотность и высокая пористость) также вызывает некоторые трудности в сочетании с неровными поверхностями или в сохранении целостности в динамических условиях, таких как при расположении сэндвичеобразно между стеклом, и различные коэффициенты термического расширения между стеклом и аэрогелем дают в результате усилия сжатия. Таким образом, эластичность, сжимаемость, целостность, долговечность, прочность, стойкость к спеканию, пыление и растрескивание все являются областями потенциального улучшения аэрогелей и аэрогельных композитов.
Был сделан ряд попыток по улучшению аэрогелей и аэрогельных композитов в отношении указанных проблем и сделать более полным преимущество их замечательных свойств в качестве материалов. Некоторые патенты описывают попытки получения композитов с вспененными и дисперсными аэрогелями, например, ЕР 0489319 и патенты США №№6136216, 5691392, 6040375 и 6068882. Другие патенты, например, патенты США №№4966919, 5037859, 5972254, 5973015 и 6087407, и опубликованная заявка на патент США №2002/0094426 описывают другие аэрогели и аэрогельные композиты с и без пенопластов. Некоторые источники, такие как опубликованная заявка на патент США №2005/0192367 и заявка на патент США серийный №11/392925, описывают прозрачные аэрогели и аэрогельные композиты.
В контексте вариантов настоящего изобретения термины «аэрогели» и «аэрогельные материалы» вместе с их соответствующими единичными формами относятся к гелям, содержащим воздух в качестве дисперсионной среды в широком смысле, включая без ограничения, гели, высушенные с использованием сверхкритических жидкостей, жидкостей при нижекритических условиях, высушенные при слегка повышенных температурах, при повышенных температурах, высушенных с использованием технологии сушки вымораживанием и их комбинаций; и гели, высушенные с использованием сверхкритических жидкостей в узком смысле. Химический состав аэрогелей может быть неорганическим, органическим (включая полимеры) или гибридным органическим-неорганическим. Неорганические аэрогели могут быть на основе диоксида кремния, диоксида титана, диоксида циркония, диоксида алюминия, диоксида гафния, диоксида иттрия, диоксида церия, карбидов и нитридов. Органические аэрогели могут быть на основе соединений, включающих в себя (но не ограничиваясь этим) уретаны, резорцинформальдегиды, полиимид, полиакрилаты, хитозан, полиметилметакрилат, представители семейства акрилатов олигомеров, полидиметилсилоксан с триалкоксилильным окончанием, полиоксиалкилен, полиуретан, полибутадиен, меламиноформальдегид, фенол-фурфураль, представитель семейства простых полиэфиров материалов или их комбинации. Примеры органических-неорганических гибридных аэрогелей включают в себя (но не ограничиваясь этим): (диоксид кремния)-ПММА, (диоксид кремния)-хитозан, (диоксид кремния)-(простой полиэфир) или возможно комбинацию вышеуказанных органических и неорганических соединений. Опубликованные заявки на патент США 2005/0192367 и 2005/0192366 широко описывают такие гибридные органические-неорганические материалы и поэтому приводятся в качестве ссылки в своей полноте.
Аэрогели, применимые в настоящем изобретении, включают такие аэрогели, которые армированы волокнистой структурой. Такие армирования придают прочность и эластичность структуре аэрогеля. Патенты США 6068882, 6087407, 6770584, 5124101, 5973015, 6479416, 5789075, 5866027, 5786059, 5972254, 4363738, 4447345, РСТ заявка WO 9627726, заявки на патент США 20020094426, 2003077438, Японский патент JP 8034678, патент Великобритании GB 1205572 описывают некоторые из аэрогельных материалов, которые могут быть применены с вариантами настоящего изобретения. Указанные документы приводятся здесь в качестве ссылки для описания способов получения таких эластичных аэрогельных материалов, по меньшей мере, частично. Эластичные аэрогельные материалы могут также образовать факторы, которыми являются покрытия или тонкие ленты. Хотя много вариантов настоящего изобретения сфокусировано на аэрогельных композитах покрытия, они также могут использоваться для покрытия других форм аэрогелей.
Волокнистое армирование в случае применения, соответственно, дает в результате эластичные аэрогельные материалы. Такая эластичность аэрогельных материалов является желательной в ряде применений, где указанные аэрогельные материалы могут быть заменой для существующих материалов. Однако, эластичность может также дать некоторую опасность для аэрогельной структуры. Хотя она может не влиять на другие критические свойства аэрогельных материалов, она может представлять помеху для физического обращения. Настоящее изобретение во многих своих вариантах предусматривает способы минимизации влияния такой опасности и, кроме того, предотвращает удаление любого такого подвергшегося риску материала из материала матрицы. Отсюда в результате удается избежать любых вопросов механической обработки относительно аэрогельных дискретных материалов на поверхности такого аэрогельного материала и по существу снизить способами настоящего изобретения. В некоторых вариантах настоящее изобретение обеспечивает получение жестких композитов и панелей.
Было показано, что модернизация существующих домов, зданий и конструкций изоляцией, обладающей высокой теплостойкостью, может значительно снизить энергопотребление и соответствующие выделения СО2. Таким образом, имеется сильное желание разработать аэрогельсодержащие изоляционные материалы для рынка зданий и конструкций. Для применений, не включающих полые стены и/или изоляцию чердачных перекрытий, предпочтительным продуктом для указанного рынка являются жесткие панели. Например, многие внутренние и внешние модернизации зданий содержат установку неэластичных плитовых материалов, таких как минеральная вата или пенопласт из вспенивающегося полистирола. В последнее десятилетие существует возобновляющийся интерес к получению жестких панелей с теплоизоляционными материалами с большими R-значениями, чем в настоящее время на рынке. Аэрогельсодержащая изоляция представляет особый интерес. Армированная волокном аэрогельная изоляция является в настоящее время коммерчески доступной в высоком объеме как эластичное долговечное композитное покрытие при толщине, не превышающей 10 мм. Множественные слои указанных материалов обычно ламинируются адгезивами с получением жесткой плиты большей толщины. Поскольку эластичная аэрогельсодержащая изоляция должна получаться как свернутый в рулон продукт, она может обладать некоторой степенью дефектов наматывания в форме короблений, волнистости и/или колебаний толщины, и как таковые такой интенсивный способ и контроль качества необходимо использовать для управления указанными вопросами. Наличие указанных дефектов делает ламинирование эластичных аэрогельных материалов в жесткую плиту сложной задачей. Отдельные слои аэрогельной изоляции с дефектами поверхности дают в результате неполное скрепление поверхности благодаря неспособности достигнуть полного сопряжения поверхности каждого отдельного слоя в процессе ламинирования. Панели, полученные таким образом, могут содержать большое число пустот и дефектов, что не только ухудшает механическую прочность, но также общую термическую характеристику. Таким образом, существует сильная необходимость исключения поверхностных дефектов указанных материалов, которые обусловлены, главным образом, напряжениями, вносимыми наматыванием и разматыванием, напряжениями, обычно связанными с получением рулонных материалов. Наматывание и разматывание, связанное с получением эластичной композитной аэрогельной изоляции, также ставит сложную задачу использования жестких волокнистых материалов в качестве армирования указанных композитов. Волокнистые материалы с высоким содержанием связующего и/или материалы, которые являются жесткими, не могут выдерживать наматывание/разматывание получения рулонных материалов без выдерживания огромных количеств дефектов в форме расслоений, короблений и/или разрывов. Благодаря значительно улучшенной экономике имеется сильное желание обеспечить использование недорогостоящих волокнистых армирований с высоким содержанием связующего для получения эластичной аэрогельной изоляции. До настоящего времени указанные типы армирующих материалов являются слишком жесткими, чтобы наматываться вокруг сердечника с небольшим радиусом без придания несогласованностей в присутствии складок, разрывов и расслоений. Как таковая имеется необходимость разработки способа, который может обеспечить наматывание и последующую аэрогельную переработку такого материала без придания разрушения, связанного с наматыванием. Для целей данной заявки на патент термин «жесткая панель» означает панель с практически неустановленной площадью поверхности (от 0,1 до 10 м2) со способностью выдерживать собственный вес без изгибания в степени, которая препятствует практическому обращению и установке панели. Хотя можно получить жесткие панели скреплением нежесткого плоского материала с другим жестким материалом, жесткая панель, как определено выше, исключает такие скрепленные комбинации, и жесткие панели настоящего изобретения сфокусированы на одном или более слоев гелевого композита, скрепленных с помощью адгезива или иным способом, являясь жесткими, как описано выше.
Настоящее изобретение также описывает способ получения плоских панельных аэрогельсодержащих плит с использованием недорогостоящих волокнистых основ или основ из пенопласта с открытыми порами с увеличенной жесткостью. Такие основы обычно не подходят для стандартной переработки в цилиндрическом сосуде для различных процессов, включенных в получение гелевых композитов в форме рулона. Эффективное использование сосудов делает необходимым получение армированных волокном аэрогельных материалов в форме рулона для того, чтобы максимизировать объем цилиндрического сосуда и снизить фиксированные затраты, связанные с получением. Как таковое, волокнистое армирование, используемое для армирования аэрогелей, должно иметь достаточную эластичность, чтобы выдерживать наматывание и разматывание. Материалы с избыточной жесткостью и/или материалы с высоким содержанием связующего обычно не перерабатываются хорошо и обычно дают получение аэрогельных композитов с избыточными дефектами в форме складок, короблений, расслоений и разрывов (фигура 1). Конечный продукт, образованный с использованием таких жестких армирований, является, таким образом, не подходящим для получения плоской панельной плиты, предпочтительной формы продукта для применений в зданиях и конструкциях. Избыточное количество дефектов в таких продуктах снижает термическую характеристику, целостность материала и сильно усложняет любой способ получения.
Авторами изобретения установлено, что продольная сегментация (через ширину покрытия) жесткого нетканого волокнистого армирования или вспененного с открытыми порами армирования обеспечивает достаточную эластичность, так что продукт может быть намотан/размотан с минимальным расслоением или короблением. В другом варианте облицовочный лист интегрируется на одной стороне покрытия с обеспечением дополнительной разрывной прочности. Сегментированные нетканые покрытия могут быть получены различными способами, включая надрезание поверхности нетканого материала частично через его толщину, присоединение отдельных сегментов к облицовочному листу, таким образом создавая сегментированный лист, соединенный вместе облицовочным листом общим способом и присоединяя облицовочный лист любыми другими способами, известными в технике. Термины «сегментация» и «нанесение надрезов» используются взаимозаменяемо в данном документе для обозначения способа получения сегментированных листов, где сегменты удерживаются вместе облицовочным листом. Альтернативно нанесение надрезов (надрезание) осуществляется менее, чем на толщину листов, так что сегментированный лист находится еще в одном куске и удерживается вместе частями через толщину, не разрезанную при нанесении надрезов. Некоторые надрезанные нетканые листы являются доступными на рынке. Примером является нетканый холст из минеральной ваты Isoroll MW от Isolparma S.r.l. Сегментированный нетканый лист выполняется облицовочным листом/вуалью способом получения армированного волокном аэрогельного композита и последующим получением жесткой панели - схематически показано на фигурах 2 и 6. Нетканое волокнистое армирование может быть эффективно намотано в цилиндрическую форму, и любые листы с введенным гелем, полученные из него, могут быть размотаны в плоскую плитоподобную форму с небольшим или отсутствующим повреждением. Это обеспечивает эффективную отливку влажного композита гель/волокно с использованием плоской конвейерной ленты и наматывание конечного влажного гелевого композита с обеспечением эффективного использования в способах, содержащих использование цилиндрических сосудов. Альтернативно, сегментированный нетканый лист может быть предварительно намотан с другим непроницаемым слоем, смежным с главной поверхностью, и предшественник геля может быть введен в волокнистую матрицу вдоль оси намотки, затем размотан после гелеобразования и дополнительно переработан с получением высушенных сегментированных гелевых композитов. Что еще более важно, большинство видимых воздушных зазоров в гелевом композите, как получено в цилиндрической форме, между смежными сегментами эффективно исчезают при разматывании в плоский лист, обеспечивая, что сохраняется термическая характеристика типичного композита аэрогель/волокно. Конечный материал может быть размотан в почти осуществленную плоскую панель, обеспечивая эффективное получение жестких панелей или аэрогельсодержащих плит, подходящих в применениях для зданий и конструкций. Что было неожиданно и удивительно, что при наматывании (либо влажного, либо высушенного геля) зазоры, т.е. зазоры между смежными сегментами, разделены прозрачной линией без дробления. Аэрогели и другие высушенные гели, выполненные из предшественников геля, описанных в настоящем изобретении, являются хрупким материалом, который при воздействии любых напряжений является склонным к растрескиванию и дроблению. Однако, что установлено авторами изобретения, это способ, где высушенные гели могут быть разрушены по прозрачным линиям в зазорах, так что при последующем разматывании они дают по существу плоскую поверхность. Это обеспечивает эффективное получение плоских панелей. Кроме того, отдельные сегменты являются еще жесткими, даже если они способны наматываться и разматываться. Указанная сегментированная жесткость обеспечивает получение жестких панелей с двумя или более таких полученных листов армированных волокном гелевых композитов с использованием адгезивов различного типа, с использованием неклеевых устройств механического крепления, сшивания иглой полученных композитов или сшивки их с использованием внешних волокон.
Авторы изобретения довели данное изобретение до практического осуществления при получении маломасштабных рулонов аэрогельных композитов длиной 36 дюйм (914 мм) и шириной 8 дюйм (203 мм). В частности, авторы изобретения использовали сегментированный лист стекловаты, содержащей ротационное стекло, и другие листы минеральной ваты, доступные на рынке, для получения гелевых композитных материалов в способе рулонных материалов. Композиты нетканого материала и геля были намотаны вокруг сердечника диаметром 6 дюйм (152 мм). При использовании стандартных предшественников (диоксид кремния)содержащего аэрогеля (тетраэтоксисилан и его производные) были получены влажные гелевые композиты с использованием указанного листа стекловаты (надрезанного, или сегментированного, с интервалами 1 или 2 дюйм (25,4 мм или 50,8 мм) вдоль его длины) и затем были намотаны в рулон вокруг диаметра 6 дюйм (152 мм) после 12 мин периода синерезиса. При наматывании влажный гель чисто разрушается по надрезам (или сегментации) с обеспечением эластичности и сохранении целостности сегментов волокно/аэрогель (фигура 4). Альтернативно сегментированные волокнистые холсты или листы сегментированного пенопласта с открытыми порами могут быть свернуты в цилиндрическую форму и помещены в цилиндрический контейнер, и предшественники геля могут быть введены, или ими пропитана волокнистая или из пенопласта с открытыми порами матрица с последующим гелеобразованием в таком сочетании. Вакуум или подведение давления могут быть использованы для облегчения введения или пропитки волокнистого холста или пенопласта с открытыми порами предшественниками геля.
Намотанный влажный композит гель/волокна является теперь пригодным для обработки в цилиндрическом сосуде для созревания, споласкивания и экстракции сверхкритическим СО2 и находится в идеальной форме для максимизации объема цилиндрического сосуда. После удаления растворителя экстракцией сверхкритическим СО2 или другой технологией сушки, рассмотренной еще где-либо в данной заявке, материал сохраняет достаточную эластичность, так что он может быть размотан в плоский лист. В противоположность аэрогельным композитам, полученным с несегментированным листом стекловаты такого же типа, использование сегментированного листа стекловаты значительно снижает/исключает любые дефекты материала, связанные со стадиями наматывания и разматывания. Сегментированный гелевый композит сохраняет эластичность, так что он может быть размотан и формован в панель с получением плиты (фигуры 4, 5 и 6).
Авторами изобретения также успешно показано, что использование сегментированного композита аэрогель/волокно может быть использовано для получения плоской доски с использованием неорганических и органических адгезивов. В частности, авторами изобретения были получены прототипы, использующие калийсиликатные адгезивы и два слоя сегментированных композитов аэрогель/волокно. Первоначальной целью использования облицовочного листа в исходном волокнистом армировании было обеспечение улучшенной разрывной прочности и носителя для сегментов волокна, но авторами изобретения было также установлено, что такой облицовочный лист теперь может быть ориентирован наружу с обеспечением некоторого уровня сдерживания распространения пыли для конечной аэрогельной плиты.
Способы получения аэрогеля, включающие использование высоких давлений, должны включать цилиндрические сосуды, работающие под давлением. Даже стадии низкого давления, такие как созревание и споласкивание, эффективно выполняются с использованием цилиндрических сосудов. Обработка текучей среды является легче в цилиндрических сосудах, чем в сосудах другой формы. Для того, чтобы полностью максимизировать использование цилиндрического сосуда, необходимо перерабатывать эластичный гелевый композит, так что он принимает цилиндрическую форму и, таким образом, заполняет любой сосуд почти на 100% доступного объема. Для того, чтобы добиться этого, волокнистое армирование аэрогельного композита должно быть способно выдерживать наматывание и разматывание и должно соответствовать без разрушения небольшому радиусу порядка 3-18 дюйм (76-457 мм). Настоящее изобретение обеспечивает нетканые волокнистые армирования, которые являются достаточно жесткими, или нетканые волокнистые армирования, обычно содержащие заметные количества связующего, используемые в качестве армирований для получения композитов аэрогель/волокно. Поскольку указанные нетканые материалы являются обычно ниже по стоимости, чем другие типы нетканых материалов (т.е. иглопробивные), настоящее изобретение имеет способность значительно снижать стоимость армированной волокном гелевой композитной изоляции.
В другом варианте предусматривается интегрированный способ получения жесткой панели из сегментированных нетканых армирующих материалов (фигура 6). Сегментированный нетканый лист (1) раскатывается на движущуюся конвейерную ленту, и предшественник геля в жидкой форме наносится на верх раскатанного нетканого листа, обеспечивается его диффундирование в нетканый лист с превращением в гелевый лист в процессе его перемещения через конвейерную ленту. В конце конвейерной ленты нетканый лист с введенным гелем (влажный гелевый композитный лист) наматывается на сердечник (2). Указанное наматывание может визуально показать зазоры между сегментами. Таким образом, намотанный влажный гелевый композит перегружается в сосуд для обеспечения созревания с получением в результате гелевого композита с различной требуемой прочностью и другими свойствами. Необязательно, рулоны могут споласкиваться растворителем и в еще другом варианте обрабатываться гидрофобными агентами для придания поверхности гидрофобности. Рулон затем сушат с использованием различных способов, включая сушку диоксидом углерода при окружающем давлении, в ниже критических условиях, сверхкритических условиях. Высушенный гель может необязательно переноситься через печь для дополнительного удаления любого остаточного растворителя или воды. Таким образом, высушенные два рулона гелевого композита разматываются, как показано на фигуре 5 (внизу) с сегментированной стороной листов с одновременным нанесением адгезива (5). Адгезивом может быть органический или неорганический адгезив. После нанесения адгезива рулоны соединяются вместе и пропускаются между парой вращающихся прижимных валков, где два слоя гелевого композита спрессовываются вместе. Дополнительные прижимные валки (4) могут быть введены в указанное устройство в зависимости от используемого адгезива и сжатия, необходимых для переработки листов в жесткие панели (6). Формованные таким образом жесткие панели могут быть разрезаны на требуемые размеры и упакованы для перевозки иди дополнительного контроля и дополнительной переработки или сушки, как предназначено.
В другом варианте лист сегментированного волокнистого армирования может быть получен так, что размеры сегментов по длине являются неоднородными. В частности, размеры сегментов могут постепенно увеличиваться. Это способствует наматыванию гелевых листов, полученных из таких армированных листов, где наматывание создает постепенно увеличивающийся радиус кривизны. Лист сегментированного волокнистого армирования, иллюстрирующий указанный вариант, показан на фигуре 7.
В другом варианте вместо использования листа сегментированного волокнистого армирования лист несегментированного или частично сегментированного армирования может быть использован для получения гелевого листа, который может быть сегментирован после получения гелевого листа. В данном случае жесткий или умеренно жесткий лист волокнистого армирования может быть объединен с предшественниками геля с обеспечением гелеобразования как гелевый лист. Такой гелевый лист может быть подвергнут нанесению надрезов (или надрезан), так что в гелевом листе создается область сегментации. При наматывании указанный сегментированный гелевый лист ведет себя подобно сегментированным гелевым листам, полученным из сегментированного волокнистого армирования. Альтернативно, даже когда используется сегментированное волокнистое армирование, стадия нанесения надрезов, или надрезания, может использоваться после получения гелевого листа с получением плавных краев сегментных зазоров.
Сегментированное армирование в форме листа, используемое в настоящем изобретении, может быть нескольких типов. Могут использоваться нетканые материалы нескольких типов, выполненные с непрерывными волокнами или рублеными волокнами. Когда используются рубленые волокна, в некоторых вариантах нетканый материал может содержать связующее. В другом варианте нетканые листы, используемые в настоящем изобретении, могут быть иглопробитыми с образованием фетроподобных материалов. Вышеописанные материалы могут быть сегментированы нанесением на них надрезов через их толщину с использованием ножа, горячего ножа, дисковой пилы или любой другой технологии нанесения надрезов, известной в технике. Волокна, используемые для получения волокнистых армирований настоящего изобретения, включают в себя материалы, состоящие из минеральной ваты, стеклянной ваты, стекловолокна, сложного полиэфира, полиолефинтерефталатов, поли(этилен)нафталата, поликарбонатов и вискозного волокна, найлона, хлопоксодержащей лайкры (изготовитель - DuPont), углеродсодержащих волокон, подобных графиту, предшественников для углеродных волокон, подобных полиакрилонитрилу (ПАН), окисленному ПАН, некарбонизованному термообработанному ПАН, как изготовленному технологией SGL из углеродного, стекловолокносодержащего материала, подобного S-стеклу, 901-стеклу, 902-стеклу, 475-стеклу, Е-стеклу, (диоксид кремния)содержащих волокон, подобных кварцу, кварцелу (изготовитель - Saint-Gobain), Q-войлока (изготовитель - Johns Manville), Saffil (изготовитель - Saffil), Durablanket (изготовитель - Unifrax) и других (диоксид кремния)содержащих волокон, полиарамидных волокон, подобных Kevlar, Nomex, Sontera (изготовитель всех DuPont), Conex (изготовитель - Taijin), полиолефинов, подобных Tyvek (изготовитель - DuPont), Dyneema (изготовитель - DSM), Spectra (изготовитель - Honeywell), других полипропиленовых волокон, подобных Typar, Xavan (изготовитель обоих - DuPont), фторполимеров, подобных ПТФЭ с торговыми марками тефлон (изготовитель - DuPont), Goretex (изготовитель - GORE), волокон из карбида кремния, подобных Nicalon (изготовитель - COI Ceramics), керамических волокон, подобных Nextel (изготовитель - 3М), акриловых полимеров, волокон из шерсти, шелка, конопли, кожи, замши, волокон PBO-Zylon (изготовитель - Tyobo), жидкокристаллического материала, подобного Vectan (изготовитель - Hoechst), волокна Cambrelle (изготовитель - DuPont), полиуретанов, полиамидов, древесных волокон, бора, алюминия, железа, волокон из нержавеющей стали и других термопластов, подобных PEEK, PES, полиэтиленимину, PEK, полифениленсульфиду, и их комбинаций.
В дополнение к волокнистым материалам, описанным в настоящем изобретении, вспененные материалы и в отдельных вариантах плиты жесткого пенопласта могут быть переработаны в сегментированные листы с использованием облицовочного листа и переработаны с использованием технологии, описанной в данной заявке, с получением вспененных гелевых жестких композитных листов, которые могут быть переработаны в жесткие панели, как описано выше. В другом варианте вспененными материалами могут быть пенопласты с открытыми порами.
Обычно предшественники геля, используемые в настоящем изобретении, содержат оксиды металлов, которые являются совместимыми с золь-гель-способом, где при полимеризации образуется гелевая сетка (сетки). Используемые предшественники диоксида кремния могут быть выбраны (но не ограничиваясь этим) из алкоксисиланов, частично гидролизованных алкоксисиланов, тетраэтоксисилана ((ТЭОС)(TEOS)), частично гидролизованного ТЭОС, конденсационных полимеров ТЭОС, тетраметоксисилана ((ТМОС) (TMOS)), частично гидролизованного ТМОС, тетра-н-пропокси-силана, частично гидролизованных и/или конденсационных полимеров тетра-н-пропоксисилана или их комбинаций. ТЭОС, частично гидролизованные полиэтилсиликаты и полиэтилсиликаты являются до некоторой степени обычно более коммерчески доступными предшественниками диоксида кремния. Наполнители могут быть распределены в растворе предшественника геля в любой точке перед тем, как образуется гель. Гелеобразование может рассматриваться как точка, где раствор (или смесь) показывает сопротивление течению и/или образует непрерывную полимерную сетку во всем его объеме. Предпочтительно, смесь, содержащая наполнители и предшественники, является гомогенным раствором, способствующим гелеобразованию. Помимо предшественников на основе диоксида кремния используются предшественники диоксида циркония, диоксида иттрия, диоксида гафния, диоксида алюминия, диоксида титана, диоксида церия. В дополнительных вариантах в качестве предшественников геля в настоящем изобретении могут быть использованы органические предшественники, такие как полиакрилаты, полистиролы, полиакрилонитрилы, полиуретаны, полиимиды, полифурфуральный спирт, фенолофурфуриловый спирт, меламиноформальдегиды, резорциноформальдегиды, крезолоформальдегид, фенолоформальдегид, диальдегид поливинилового спирта, полицианураты, полиакриламиды, различные эпоксиды, агара и агароза и комбинации вышеуказанного. Дополнительно могут использоваться гибридные органические-неорганические предшественники геля с различными комбинациями частиц, описанных выше.
Подходящие растворители для использования здесь включают в себя низшие спирты с 1-6 углеродными атомами, предпочтительно, 2-4 углеродными атомами, хотя могут использоваться другие растворители, как известно в технике. Этанол обычно является предпочтительным используемым растворителем. Примеры других используемых растворителей включают в себя (но не ограничиваясь этим) этилацетат, этилацетоацетат, ацетон, дихлорометан, тетрагидрофуран, метанол, изопропиловый спирт и т.п. Конечно, для того, чтобы достигнуть желаемого уровня дисперсии или раствора, могут потребоваться некоторые системы (предшественник геля)/наполнитель или многорастворительный подход.
Обычно гель может быть образован при поддержании смеси в состоянии покоя в течение достаточного периода времени, изменении рН раствора, направлении формы энергии на смесь или их комбинации. Типичные формы энергии включают в себя регулируемый поток электромагнитного (ультрафиолетового, видимого, инфракрасного, микроволнового), акустического (ультразвукового) излучения или излучения частиц. В настоящем изобретении гель образуется после того, как предшественник геля объединяется с сегментированными армированиями настоящего изобретения.
Гели могут быть дополнительно подвергнуты созреванию перед сушкой для дополнительного упрочнения структуры геля при увеличении числа сшивок. Данная операция используется для предотвращения возможной потери объема в процессе сушки или просто более прочного конечного геля. Созревание может включать в себя поддержание геля (перед сушкой) в состоянии покоя в течение большого периода времени, поддержание геля при повышенных температурах, введение соединений, способствующих сшивке, или любую их комбинацию. Период времени созревания обычно составляет от примерно 1 ч до нескольких дней. Предпочтительные температуры находятся обычно в интервале от примерно 10°C до примерно 100°C. Кроме того, могут использоваться агенты, придающие гидрофобность поверхности, такие как гексаметилдисилазан, гексаметилдисилоксан, триметилэтоксисилан, метилэтоксисилан, метилметоксисилан, пропилтриэтоксисилан, пропилтриметоксисилан, триметилхлоросилан, триметилметоксисилан, триэтилэтоксисилан, триэтилметоксисилан, диметилдихлоросилан, диметилдиэтоксисилан, метилтрихлоросилан, этилтрихлоросилан, чтобы сделать композиты гель/волокно гидрофобными. Такие агенты могут быть смешаны с растворителем, таким как растворитель, используемый на предыдущих стадиях, и пропущены течь через намотанные в рулон гелевые листы в процессе стадии созревания, как описано выше.
Сушка играет важную роль в проектировании свойств аэрогелей, таких как пористость и плотность, которые влияют на теплопроводность материала. До настоящего времени были разработаны многочисленные способы сушки. Патент США 6670402 описывает сушку путем быстрого обмена растворителя (растворителей) внутри влажных гелей с использованием сверхкритического СО2 при введении сверхкритического в большей степени, чем жидкого СО2 в экстрактор, который был предварительно нагрет и предварительно опрессован до по существу сверхкритических условий или выше, с получением аэрогелей. Патент США 5962539 описывает способ получения аэрогеля из полимерного материала, который находится в форме золь-гель в органическом растворителе, при обмене органического растворителя на жидкость, имеющую критическую температуру ниже температуры разложения полимера, и сверхкритической сушке жидкости/золь-гель. Патент США 6315971 рассматривает способы получения гелевых композиций, содержащие сушку влажного геля, содержащего твердый гель и агент сушки, и удаление агента сушки в условиях сушки, достаточных для минимизации усадки геля в процессе сушки. Также патент США 5420168 описывает способ, по которому резорцин/формальдегидные аэрогели могут быть получены с использованием простой воздушной сушки. Наконец, патент США 5565142, приведенный в качестве ссылки, описывает технологию сверхкритической сушки. Вариант настоящего изобретения может быть осуществлен сушкой с использованием любой из вышеуказанных технологий. В некоторых вариантах предпочтительно, что сушка осуществляется в вакууме ниже сверхкритических давлений (давление ниже критического давления жидкости, присутствующей в геле в некоторой точке) и, необязательно, с использованием поверхностьмодифицирующих агентов. В другом варианте сушка осуществляется с использованием сверхкритического СО2. Высушенные таким образом композиты гель-волокно могут быть дополнительно высушены при пропускании через печь при повышенных температурах.
Различные добавки, улучшающие характеристики, могут быть введены в предшественник геля перед тем, как гель образуется в различных вариантах настоящего изобретения. Они включают в себя диоксид титана, оксиды железа, углеродную сажу, графит, гидроксид алюминия, фосфаты, бораты, силикаты металла, металлоцены, молибдаты, станнаты, гидроксиды, карбонаты, оксиды цинка, оксиды алюминия, оксиды сурьмы, смеси магний-цинк, смеси магний-цинк-сурьма, карбид кремния, силицид молибдена, оксиды марганца, оксид железа-титана, силикат циркония, оксид циркония, оксид железа(II), оксид железа(III), диоксид марганца, оксид железа-титана (ильменита), оксида хрома и их комбинацию.
Необходимо отметить, что даже хотя различные варианты настоящего изобретения описывают способы и технологию получения армированных аэрогельсодержащих композитов, такие же способы могут использоваться для получения армированных композитов на основе других материалов, которые выполнены из жидких или полужидких исходных материалов. Например, армированные пластики или полимерные материалы могут быть получены, начиная с либо расплавленных полимеров или мономеров, либо олигомеров и объединяя их с армированиями настоящего изобретения с получением армированных композитов. Наполнители и другие материалы, рассмотренные в настоящем изобретении, могут быть аналогично введены в такие композиты. Такие неаэрогельные композиты могут быть даже более легкими для получения или обращения, т.к. они могут не быть по своей природе хрупкими, как сами аэрогели. Другим примером являются материалы на основе дисперсного диоксида кремния или материалы на основе коллоидального диоксида кремния, которые могут быть введены в волокнистый холст или в матрицу из пенопласта с открытыми порами с помощью жидкой среды, такой как полимеры или другие золь-гель-материалы, и получаемые композиты имеют преимущества аэрогельных композитов, описанных здесь, и более.
Необходимо отметить, что лист пенопласта с открытыми порами может заменить лист армированного волокном холста во всех различных вариантах настоящего изобретения, где вариант на основе такого пенопласта с открытыми порами определен здесь или иным образом, и все такие варианты должны пониматься так, что лист пенопласта с открытыми порами может заменить или работать в сочетании с волокнистыми холстами или матами. Кроме того, ссылка на холст может включать любую из волокнистых форм в по существу листовой или плоской форме, включая без ограничения, холсты, фетры, маты, плиты и т.п.
Примеры
Пример 1
Следующий пример показывает получение и характеристики сегментированных композитов гель-волокно и аэрогельсодержащей жесткой панели в соответствии с вышеописанным изобретением. Точную продольную сегментацию коммерчески доступного нетканого листа стекловаты с интегрированным облицовочным листом выполняют с использованием эффективного ножа или автоматизированного ротационного режущего инструмента в комбинации с полученной по заказу режущей оснастки при выполнении резки на глубину не менее 90% исходной толщины. С использованием указанного способа получают сегментированные листы стекловаты размером 36 дюйм × 8 дюйм ((914 мм × 203 мм) с сегментами как 1 дюйм (25,4 мм), так и 2 дюйм (50,8 мм). Необходимое количество растворимого источника диоксида кремния (т.е. золя, содержащего гидролизованный тетраэтоксисилан и его производные) и катализатор конденсации, водный гидроксид аммония, объединяют и обеспечивают пропитку им нетканого листа стекловаты в горизонтальной/плоской конфигурации. После периода синерезиса 15 мин композит гель/волокно наматывают вокруг сердечника, имеющего диаметр 6 дюйм (152 мм). Наматывание такого композита выполняют при обеспечении, что сегментные зазоры обращены лицом от сердечника в процессе наматывания. Таким образом, напряжения наматывания снимаются, когда зазоры образуются вдоль каждой сегментации. Композит гель/волокно в цилиндрической форме затем подвергается периоду созревания, в котором намотанный в рулон композит подвергается воздействию горячего раствора этанола гидроксида аммония и гидрофобного агента, содержащего алкил- и силил-группы (гексаметилдисилазан). После созревания намотанный в рулон композит перегружают в цилиндрический сосуд под давлением и сушат с использованием экстракции сверхкритическим СО2 с удалением растворителя.
Композит затем обрабатывают нагревом с удалением любой остаточной влаги и/или летучих соединений. Материал затем разматывают с приданием плоской конфигурации. Термообработку также применяют после того, как композит был размотан. После разматывания композита адгезив на основе органики (Spray 78 или FastBond) наносят распылением (на сторону аэрогеля) при номинальной массе покрытия 20-40 г/м2). Второй кусок сегментированного композита гель/волокно, переработанный таким же образом, затем присоединяют к первому куску, так что сегментации смещаются, и облицовочные листы ориентируются от соединительной стороны. Материал затем подвергается короткому периоду напряжения сжатия ((<0,25 фунт/кв. дюйм)(<1,725 кПа)) с обеспечением полного сопряжения и отверждения адгезива. Напряжение сжатия затем снимается, и определяют теплопроводность полученной жесткой панели. В последующей таблице представлена измеренная теплопроводность формованных таким образом жестких панелей при двух различных температурах при небольшом давлении 2 фунт/кв.дюйм (13,8 кПа).
Пример 2
Также можно получить сегментированные волокнистые армирования, описанные выше, с использованием любой комбинации волокнистого армирования, содержащего связующее, и легковесных облицовочных листов. Например, ряд сегментированных волокнистых армирований, подходящих для аэрогельной продукции, получают с использованием Knauf Batt изоляции (0,5 дюйм (12,7 мм), 2 фунт/фут3 (32 кг/м3)) и стеклянного вуального облицовочного листа с плотностью 10 г/м2. Указанные волокнистые армирования получают с использованием двустадийного способа, содержащего начальное ламинирование облицовочного листа на одну сторону стекловолокнистого холста с использованием акрилсодержащего адгезива (Fastbond) по всей длине изоляционного холста с последующей точной продольной сегментацией на не более 90% первоначальной толщины с использованием эффективного ножа и/или автоматизированного ротационного режущего инструмента. Продольную сегментацию выполняют таким образом, чтобы оставить ламинированный облицовочный лист неповрежденным. Сегментационная длина варьируется от 1 дюйм (25,4 мм) до 6 дюйм (152 мм).
С использованием таких предварительно полученных сегментированных материалов получают ряд аэрогельных композитов размером 12 дюйм × 24 дюйм (304 мм × 608 мм) в горизонтальной конфигурации. Обеспечивают диффундирование требуемого количества растворимого источника диоксида кремния (т.е. золя, содержащего гидролизованный тетраэтоксисилан и его производные) и подходящего катализатора конденсации с пропиткой волокнистого армирования, предварительно полученного с интервалом сегментации 2 дюйм (50,8 мм). После периода синерезиса 15 мин композит гель/волокно наматывают вокруг сердечника, имеющего диаметр 6 дюйм (152 мм). Наматывание такого композита выполняют при обеспечении, что сегментные зазоры обращены лицом от сердечника в процессе наматывания. Таким образом, напряжения наматывания снимаются, когда зазоры образуются вдоль каждой сегментации. Композит гель/волокно в цилиндрической форме затем подвергается периоду созревания, в котором намотанный в рулон композит подвергается воздействию горячего раствора этанола гидроксида аммония и гидрофобного агента, содержащего алкил- и силил-группы (гексаметилдисилазан). После созревания намотанный в рулон композит перегружают в цилиндрический сосуд под давлением и сушат с использованием экстракции сверхкритическим СО2 с удалением растворителя. Композит затем обрабатывают нагревом с удалением любой остаточной влаги и/или летучих. Высушенный аэрогельный материал затем разматывают горизонтально с приданием плоской конфигурации. После разматывания композита адгезив на основе органики (Spray 78 или FastBond, которые могут быть получены от 3М, Миннеаполис, Миннесота) наносят распылением (на сторону аэрогеля) при номинальной массе покрытия 20-40 г/м2. Второй кусок сегментированного композита гель/волокно, переработанный таким же образом, затем присоединяют к первому куску, так что сегментации смещаются, и облицовочные листы ориентируются от соединительной стороны. Материал затем подвергается короткому периоду напряжения сжатия ((<0,25 фунт/кв. дюйм)(<1,725 кПа)) с обеспечением полного сопряжения и отверждения адгезива. Напряжение сжатия затем снимается, и определяют теплопроводность полученной жесткой панели. В последующей таблице представлена измеренная теплопроводность жестких панелей, полученных в учетверенном количестве, при двух различных средних температурах испытания. Измерения теплопроводности были сделаны при воздействии на материал небольшого давления 2 фунт/кв. дюйм (13,8 кПа).
Пример 3
Предварительно изготовленные сегментированные армирования получают ламинированием несплошного куска волокнистого армирования с подходящим легковесным облицовочным листом. Широкий ряд материалов, таких как сляб минеральной ваты, стекловолокнистые войлоки или жесткие пенопласты с открытыми порами разрезают продольно на несплошные куски с предпочтительными интервалами сегментации от 1 дюйм (25,4 мм) до 6 дюйм (152 мм) и затем ламинируют с подходящим облицовочным листом с получением сегментированного продукта, подходящего для получения аэрогеля, как описано выше в примере 1. Аэрогельные продукты и панели получают с такими армированиями с использованием технологии, описанной в примерах 1-2.
Пример 4
Легковесные волокнистые облицовочные листы, используемые в примерах 1-3, альтернативно заменяют любыми химически совместимыми полимерными пленками/ламинатами. Ламинаты с термопластичными соединительными слоями термоотверждают на одной стороне непрерывных войлоков волокнистой изоляции после точной продольной сегментации на глубину не менее 90% первоначальной толщины. Полимерные пленки наносят посредством нанесения неводного или водного покрытия с последующими соответствующими способами отверждения с образованием по существу непрерывной полимерной пленки с подходящей толщиной. Продольная сегментация проводится после формования пленки с получением сегментированного волокнистого армирования, подходящего для получения аэрогеля с использованием экспериментальной технологии, описанной в примерах 1-2.
Пример 5
Коммерчески доступный лист полужесткого полиуретанового пенопласта толщиной немного менее 10 мм и размером примерно 48 дюйм × 144 дюйм (1220 мм × 3658 мм) выбирают в качестве армирующего материала. Лист частично надрезают по его толщине в направлении ширины с шагом надрезания 2 дюйм (25,4 мм) с использованием эффективного ножа. Указанный армирующий материал используется таким же образом, как в примере 2 выше. Полученный композит разматывается и дополнительно скрепляется с другим композитом, полученным аналогичным образом с использованием Fast Bond. Это дает в результате жесткую плиту или панель армированного аэрогельного композита.
Реферат
Изобретение относится к способу получения сегментированного гелевого композита, содержащего стадии обеспечения листа сегментированного волокном холста или листа сегментированного пенопласта с открытыми порами, объединения листа с предшественником геля, гелеобразования предшественника геля, гелеобразования объединения с получением композитного листа, свертывания в рулон композитного листа и сушки композитного листа с получением сегментированного, армированного гелевого композита. Описан также способ получения сегментированного гелевого композита, сегментированный гелевый композит и жесткая панель, содержащая, по меньшей мере, два слоя армированного гелевого композита. Технический результат - гелевые композиты являются достаточно эластичными для наматывания и при разматывании могут быть плоско вытянуты и переработаны в жесткие панели с использованием адгезивов. 4 н. и 25 з.п. ф-лы, 2 табл., 7 ил., 5 пр.
Формула
Документы, цитированные в отчёте о поиске
Композиционный материал и способы его получения
Способ получения упрочненных волокнами ксерогелей и их применение
Аэрогелевый композит с волокнистым ватином
Комментарии