Металлургическая порошковая композиция, способ изготовления и полученная из нее деталь - RU2462524C2
Код документа: RU2462524C2
Чертежи

Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к порошку на основе железа. В особенности изобретение касается порошка, пригодного для изготовления износостойких изделий, таких как вставные седла клапана VSI (valve seat insert), а также детали, изготовленной из порошка.
Уровень техники
Изделия, имеющие высокую износостойкость, широко используются, и существует постоянная необходимость в менее дорогих изделиях, имеющих такие же или лучшие эксплуатационные качества, как/чем у существующих изделий. Одни только вставные седла клапанов производятся в количестве более 1000000000 деталей ежегодно.
Производство изделий с высокой износостойкостью может быть основано, например, на порошках, таких как порошок железа и порошки на основе железа, включающие в себя углерод в виде карбидов.
Карбиды являются очень твердыми и имеют высокие температуры плавления, характеристики, которые придают им высокую износостойкость во многих применениях. Эта износостойкость часто делает карбиды желательными компонентами в сталях, как, например, в быстрорежущих инструментальных сталях HSS (high speed steel), которые требуют высокой износостойкости, такие как стали для сверл, токарных станков, вставных седел клапана и подобного.
VSI в двигателе внутреннего сгорания представляет собой кольцо, которое вставляется в место соприкосновения клапана с головкой цилиндра во время работы. VSI применяют, чтобы ограничить износ головки цилиндра, вызванный клапаном. Это достигается путем использования в VSI материала, который может сопротивляться износу лучше, чем материал головки цилиндра, без изнашивания клапана. Материалы, используемые для VSI, являются литыми материалами или, в большинстве случаев, прессованными и спеченными материалами, полученными средствами порошковой металлургии.
Изготовление вставного седла клапана с помощью порошковой металлургии позволяет варьировать состав VSI и экономически очень эффективно получать продукт. Способ создания вставного седла клапана из порошковых материалов (ПМ) начинается с приготовления смеси, которая включает в себя все ингредиенты, необходимые в конечной детали. Порошковая смесь, как правило, включает в себя железо или низколегированный порошок, служащие матрицей в конечной детали, и легирующие элементы в элементарном виде, такие как C, Cu, Ni, Co и подобные, которые в меньшей или большей степени должны диффундировать в материал матрицы и повышать прочность и твердость. Для повышения износостойкости сплава могут быть добавлены дополнительные твердофазные материалы, содержащие карбиды и подобные им фазы. Принято также использовать реагенты, способствующие механической обрабатываемости материала, добавленные для снижения износа инструмента при механической обработке конечного изделия, а также твердые смазки, для того чтобы улучшить характеристики смазывания при работе двигателя. К тому же во всех готовых для прессования смесях парообразующие смазки добавляют для содействия уплотнению и выталкиванию прессованной детали. Известный VSI материал, произведенный средствами порошковой металлургии, основан на порошке быстрорежущей инструментальной стали в качестве карбидосодержащего материала матрицы. Все используемые порошки имеют, как правило, размер частиц менее 180 мкм. Средний размер частиц смеси заключается обычно между 50 и 100 мкм, чтобы дать возможность смеси течь и способствовать изготовлению. Во многих случаях легирующие и смазочные добавки представляют собой более мелкие по размеру частицы по сравнению с порошком матрицы, чтобы улучшить распределение легирующих элементов в порошковой смеси и обработанной детали.
Порошковую смесь затем загружают в полость пресс-формы с формой VSI кольца. Используют осевое давление между 400-900 МПа, дающее в результате близкую к окончательной форму детали VSI, имеющую плотность между 6,4-7,3 г/см3. В некоторых случаях используют двойное прессование, чтобы снизить использование дорогостоящих легирующих элементов. При двойном прессовании применяют две разные порошковые смеси. Одну - более дорогостоящую с превосходными свойствами износостойкости, создающую поверхность износа VSI, повернутую к клапану, и одну - менее дорогую, чтобы придать желательную высоту конструктивной детали. После прессования отдельные зерна нежестко связаны только посредством холодной сварки, и требуется последующая операции спекания, чтобы дать возможность отдельным частицам диффундировать вместе для распределения легирующих элементов. Спекание обычно осуществляют при температурах между 1120°C и 1150°C, но могут быть использованы температуры вплоть до 1300°C в восстановительной атмосфере, обычно на основе азота и водорода. Во время спекания или после медь может проникать в поры детали для повышения твердости и прочности, а также для улучшения теплопроводности и износостойкости. Во многих случаях проводят последовательные операции термообработки для достижения конечных свойств. Для достижения требуемой точности геометрических размеров VSI его механически обрабатывают до заданного размера. Конечную механическую обработку во многих случаях делают по завершении монтажа VSI в головку цилиндра. Конечную механическую обработку делают для придания VSI требуемого профиля, обратного клапану, и получения минимальных размерных неравномерностей.
Примеры обычных порошков на основе железа с высокой износостойкостью раскрыты, например, в патенте США 6679932, относящемся к порошковой смеси, включающей в себя порошок инструментальной стали с высокодисперсными карбидами, и в патенте США 5856625, относящемся к порошку нержавеющей стали.
W, V, Mo, Ti и Nb являются сильными карбидообразующими элементами, что делает эти элементы особенно интересными для изготовления износостойких продуктов. Cr также является карбидообразующим элементом. Большинство из этих традиционных карбидообразующих металлов являются, однако, дорогостоящими и дают в результате чрезвычайно дорогой продукт. Таким образом, в отрасли порошковой металлургии есть необходимость в менее дорогостоящем порошке на основе железа или быстрорежущей инструментальной стали, которая является достаточно износостойкой для применений, таких как седло клапанов и подобных.
Так как хром намного дешевле и более легкодоступный карбидообразующий материал, чем другие металлы, применяемые в традиционных порошках и твердых фазах с высокой износостойкостью, то было бы желательно уметь использовать хром в качестве основного карбидообразующего материала. Таким образом, порошок и соответственно прессованное изделие могут быть изготовлены недорогим образом.
Карбиды стандартных быстрорежущих инструментальных сталей являются обычно достаточно маленького размера, но теперь неожиданно, в соответствии с настоящим изобретением, было показано, что порошки, имеющие в равной степени выгодную износостойкость, для, например, производства седла клапана могут быть получены с хромом в качестве основного карбидообразующего металла при условии, что существует достаточное количество крупных карбидов, подкрепленных незначительным количеством более мелких и более твердых карбидов.
Сущность изобретения
Задачей настоящего изобретения таким образом является предоставление недорогого порошка на основе железа для производства изделий порошковой металлургии, имеющих высокую износостойкость.
Эту и другие описанные ниже задачи, а также другие цели, очевидные из последующего раскрытия, согласно настоящему изобретению решаются посредством использования отожженного, предварительно легированного распыленного водой порошка на основе железа, содержащего от 10 до менее 18 вес.% Cr, 0,5-5 вес.% каждого из, по меньшей мере, одного из Mo, W, V и Nb, 0,5-2%, предпочтительно 0,7-2%, и наиболее предпочтительно 1-2 вес.% C, при этом порошок на основе железа имеет матрицу, содержащую менее 10 вес.% Cr. Кроме того, порошок на основе железа содержит дополнительно крупные карбиды хрома и более мелкие и более твердые карбиды хрома.
Так как высокие содержания Cr в порошке способствуют образованию карбидов крупного типа, например М23С6-типа, тогда 18 вес.% Cr и свыше будут давать слишком низкое содержание мелких и твердых карбидов хрома.
В соответствии с настоящим изобретением этот новый порошок, который позволяет решить вышеупомянутые задачи, может быть получен посредством способа изготовления порошка на основе железа, включающего в себя от 10 до менее 18 вес.% Cr, 0,5-5 вес.% каждого, по меньшей мере, одного из Mo, W, V и Nb, и 0,5-2%, предпочтительно 0,7-2% и наиболее предпочтительно 1-2 вес.%, C, распыления водой для получения частиц порошка на основе железа и отжига частиц порошка при температуре и в течение периода времени, достаточных для получения желаемых карбидов в частицах.
В предпочтительных вариантах осуществления установили, что температуры в интервале 900-1100°C и время проведения отжига в интервале 15-72 часов являются достаточными для получения желаемых карбидов в частицах.
Краткое описание чертежей
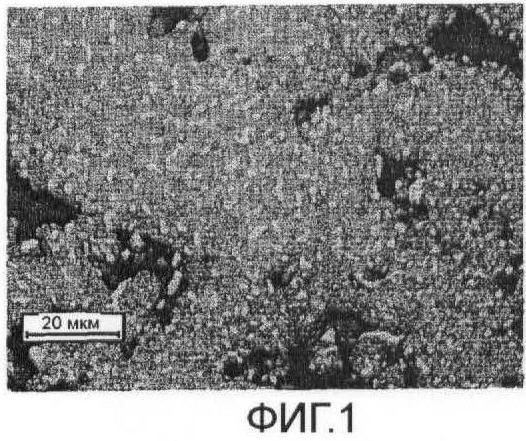
На фиг. 1 изображена микроструктура испытуемого материала на основе ОВ1.
На фиг. 2 изображена микроструктура испытуемого материала на основе МЗ/2.
Подробное описание предпочтительных вариантов осуществления
Предварительно легированный порошок по изобретению содержит хром 10 - менее 18 вес.%, по меньшей мере, один из элементов: молибден, вольфрам, ванадий и ниобий, в количестве 0,5-5 вес.% каждого, и углерод 0,5-2 вес.%, предпочтительно 0,7-2% и наиболее предпочтительно 1-2 вес.%, причем остальное является железом, необязательными другими легирующими элементами и неизбежными примесями.
Предварительно легированный порошок может при необходимости включать в себя другие легирующие элементы, такие как кремний, вплоть до 2 вес.%. Другие легирующие элементы или добавки также могут быть при необходимости включены.
В особенности должно быть отмечено, что очень дорогостоящие карбидообразующие металлы ниобий и тантал не являются необходимыми в порошке по настоящему изобретению.
Предварительно легированный порошок предпочтительно имеет средний размер частиц в интервале 40-100 мкм, предпочтительно примерно 80 мкм.
В предпочтительных вариантах осуществления предварительно легированный порошок содержит 12-17 вес.% Cr, как, например, 15-17 вес.% Cr, например 16 вес.% Cr.
В предпочтительных вариантах осуществления предварительно легированный порошок содержит 12 - менее 18 вес.% Cr, 1-3 вес.% Mo, 1-3,5 вес.% W, 0,5-1,5 вес.% V, 0,2-1 вес.% Si, 1-2 вес.% C и остальное - Fe.
В наиболее предпочтительных вариантах осуществления предварительно легированный порошок содержит 14 - менее18 вес.% Cr, 1-2 вес.% Mo, 1-2 вес.% W, 0,5-1,5 вес.% V, 0,2-1 вес.% Si, 1-2 вес.% C и остальное - Fe.
В других предпочтительных вариантах осуществления предварительно легированный порошок содержит 12 - менее 15 вес.% Cr, 1-2 вес.% Mo, 2-3 вес.% W, 0,5-1,5 вес.% V, 0,2-1 вес.% Si, 1-2 вес.% C и остальное - Fe.
В предпочтительных вариантах осуществления крупные карбиды хрома представляют собой тип М23С6 (М=Cr, Fe, Mo, W), то есть, кроме хрома, в качестве основного карбидообразующего элемента может присутствовать один или более из Fe, Mo, W.
В предпочтительных вариантах осуществления более мелкие и более твердые карбиды хрома представляют собой тип М7С3 (М=Cr, Fe, V), то есть, кроме хрома, в качестве основного карбидообразующего элемента может присутствовать один или более из Fe и V. Оба типа карбидов могут также содержать в малых количествах элементы, отличающиеся от вышеупомянутых карбидообразующих элементов. Порошок может дополнительно содержать отличающиеся от вышеупомянутых типы карбидов.
Крупные карбиды порошка по изобретению предпочтительно имеют средний размер в интервале 8-45 мкм, более предпочтительно в интервале 8-30 мкм, твердость примерно 1100-1300 микровиккерс (microvickers), и предпочтительно составляют 10-30% по объему всего порошка.
Меньшие карбиды М7С3-типа порошка по изобретению являются меньшими и более твердыми, чем крупные карбиды М23С6-типа. Меньшие карбиды заявляемого порошка предпочтительно имеют средний размер менее 8 мкм, твердость примерно 1400-1600 микровиккерс (microvickers), и предпочтительно составляют 3-10% по объему всего порошка.
Так как карбиды имеют неправильную форму, "размер" определяется как наибольшая протяженность, измеренная с помощью микроскопа.
Для того чтобы получить эти крупные карбиды, предварительно легированный порошок подвергают длительному отжигу, предпочтительно в вакууме. Отжиг предпочтительно осуществляют в интервале 900-1100°C, наиболее предпочтительно при температуре примерно 1000°C, при которой хром предварительно легированного порошка реагирует с углеродом с образованием карбидов хрома.
Во время отжига образуются и растут новые карбиды, и существующие карбиды продолжают расти за счет реакции между хромом и углеродом. Отжиг предпочтительно продолжают в течение 15-72 часов, более предпочтительно в течение более 48 часов, для того чтобы получить карбиды желаемого размера. Чем дольше продолжительность отжига, тем больше растут карбидные зерна. Однако отжиг потребляет много энергии и может быть узким местом технологического маршрута, если отжиг продолжается долго. Таким образом, хотя средний размер зерна примерно 20-30 мкм для крупных карбидов хрома может быть оптимальным, может быть более удобным, с экономической точки зрения, в зависимости от приоритета прекращать отжиг раньше, когда средний размер зерна крупных карбидов хрома составляет примерно 10 мкм.
Используют очень медленное охлаждение, предпочтительно более 12 часов от температуры отжига. Медленное охлаждение будет допускать дополнительный рост карбидов, так как большее количество карбидов является термодинамически стабильным при более низких температурах. Медленное охлаждение будет также гарантировать, что матрица становится ферритной, что является важным для прессуемости порошка.
Отжиг порошка также имеет другие преимущества, помимо роста карбидов.
Во время отжига также растут зерна матрицы и ослабляются собственные напряжения частиц порошка, полученные в результате распыления водой. Эти факторы делают порошок менее твердым и более пригодным для уплотнения, таким образом придают порошку более высокую прессуемость.
Во время отжига можно регулировать содержания углерода и кислорода в порошке. Обычно желательно поддерживать низким содержание кислорода порошка. Во время отжига углерод реагирует с кислородом с образованием газообразного оксида углерода, что уменьшает содержание кислорода в порошке. Если самого по себе углерода недостаточно в предварительно легированном порошке как для карбидообразования, так и для уменьшения содержания кислорода, то во время отжига может быть обеспечен дополнительный углерод в виде графитового порошка.
Поскольку большое количество хрома предварительно легированного порошка мигрирует из матрицы к карбидам во время отжига, матрица получающегося отожженного порошка имеет содержание растворенного хрома менее 10 вес.% от матрицы, предпочтительно менее 9 вес.% и наиболее предпочтительно менее 8 вес.%, поэтому порошок и не является нержавеющим.
Состав матрицы порошка разрабатывают так, что феррит превращается в аустенит во время спекания. Таким образом, аустенит может превращаться в мартенсит при охлаждении после спекания. Крупные карбиды в комбинации с меньшими и более твердыми карбидами в мартенситной матрице обеспечивают хорошую износостойкость прессованной и спеченной детали.
Отожженный порошок по изобретению может быть смешан с другими порошковыми компонентами, такими как другие порошки на основе железа, графит, парообразующие смазки, твердые смазки, улучшающие механическую обрабатываемость реагенты и подобное, перед прессованием и спеканием для получения продукта с высокой износостойкостью. Можно, например, смешать заявляемый порошок с порошком чистого железа и графитовым порошком или с порошком нержавеющей стали. Может быть добавлена смазка, такая как воск, стеарат, металлическое мыло или подобное, которая облегчает прессование и затем испаряется во время спекания, а также может быть добавлена твердая смазка, такая как MnS, CaF2, MoS2, которая уменьшает трение во время применения спеченного продукта и которая также может улучшить его же механическую обрабатываемость. Также могут быть добавлены другие улучшающие механическую обрабатываемость реагенты, а также другие обычные добавки из области порошковой металлургии.
Вследствие хорошей прессуемости полученная смесь хорошо подходит для прессования до близкой к окончательной форме деталей VSI, имеющих перевернутый со скошенной фаской профиль клапана.
Пример 1
Расплав, содержащий 16,0 вес.% Cr, 1,5 вес.% Mo, 1,5 вес.% W, 1 вес.% V, 0,5 вес.% Si, 1,5 вес.% C и остальное - Fe, распыляли водой с образованием предварительно легированного порошка. Полученный порошок впоследствии отжигали в вакууме при 1000°C в течение 48 часов, причем суммарное время отжига составляло примерно 60 часов, после которого частицы порошка содержали примерно 20% по объему карбидов М23С6-типа со средним размером зерна примерно 10 мкм и примерно 5% по объему карбидов М7С3-типа со средним размером зерна примерно 3 мкм в ферритной матрице.
Полученный порошок (в дальнейшем на него ссылаются как на ОВ1) смешивали с 0,5 вес.% графита и 0,75 вес.% парообразующей смазки. Смесь была спрессована в пробные бруски при давлении 700 МПа. Полученные образцы спекали в атмосфере 90N2/10H2 при температуре 1120°C. После спекания образцы подвергали криогенному охлаждению в жидком азоте с последующим отпуском при 550°C.
Подобную смесь готовили на основе известного порошка быстрорежущей инструментальной стали HSS М3/2, и пробные бруски были изготовлены с использованием такого же способа, как способ, описанный выше.
Пробные бруски подвергали испытаниям на твердость по методу Виккерса. Горячую твердость определяли при трех различных температурах (300/400/500°C). Результаты представлены в таблице ниже.
Микроструктура испытуемого материала ОВ1 (см. фиг. 1) состоит из желательной смеси крупных и маленьких карбидов в мартенситной матрице. Материал сравнения имеет подобную микроструктуру (см. фиг. 2), но с меньшими карбидами, чем материал ОВ1.
Материал ОВ1 имеет немного более высокую пористость, чем МЗ/2 материал, что объясняет, почему для ОВ1 величины твердости (HV5) ниже, чем они же для МЗ/2, хотя микротвердость ОВ1 выше, чем микротвердость для МЗ/2. В производстве посредством порошковой металлургии деталей VSI пористость обычно устраняют пропитыванием медью во время спекания, и, следовательно, такими явлениями можно пренебрегать. В свете этого величины твердости материала ОВ1 являются сравнимыми с величинами твердости материала сравнения М3/2, что дает хорошее указание на то, что материалы должны иметь сравнимую износостойкость. Особенно сохранение твердости при повышенных температурах является важным для износостойкости в VSI применениях. Результаты испытания на горячую твердость показывают, что материал ОВ1 соответствует этим требованиям.
Пример 2
Расплав, содержащий 14,5 вес.% Cr, 1,5 вес.% Mo, 2,5 вес.% W, 1 вес.% V, 0,5 вес.% Si, 1,5 вес.% C и остальное - Fe, распыляли водой с образованием предварительно легированного порошка. Полученный порошок впоследствии отжигали в вакууме при 1000°C в течение 48 часов, причем суммарное время отжига составляло примерно 60 часов, после которого частицы порошка содержали примерно 20% по объему карбидов М23С6-типа со средним размером зерна примерно 10 мкм и примерно 5% по объему карбидов М7С3-типа со средним размером зерна примерно 3 мкм в ферритовой матрице.
Обрабатывая, этот порошок смешивали с 0,5 вес.% графита и 0,75 вес.% парообразующей смазки для получения пробных брусков тем же способом, что и в примере 1, микроструктура результирующих брусков очень похожа на изображенную на фиг. 1.
Реферат
Изобретение относится к области металлургии, в частности к порошкам на основе железа, пригодным для изготовления из них износостойких изделий. Заявлены отожженный, предварительно легированный, распыленный водой порошок на основе железа, способ его изготовления и деталь, полученная из этого порошка. Порошок на основе железа содержит 10 - менее 18 вес.% Сr, 0,5-5 вес.% каждого из, по меньшей мере, одного элемента из Мо, W, V и Nb, и 0,5-2% С. Порошок имеет матрицу, содержащую менее 10 вес.% Сr, и содержит крупные карбиды М23С6-типа в комбинации с меньшими по размеру карбидами М7С3-типа. Способ получения порошка включает распыления расплава на основе железа водой и отжиг частиц порошка при температуре и в течение периода времени, достаточных для получения в частицах крупных карбидов хрома и меньших и более твердых карбидов хрома. Изделия, полученные из заявленного порошка, обладают повышенной износостойкостью. 3 н. и 15 з.п. ф-лы, 2 ил., 1 табл., 2 пр.
Формула
10 - менее 18 вес.% Сr;
0,5-5 вес.% каждого из, по меньшей мере, одного элементов из Мо, W, V и Nb; и
0,5-2%, предпочтительно 0,7-2% и наиболее предпочтительно 1-2 вес.% С;
при этом порошок на основе железа имеет матрицу, содержащую менее 10 вес.% Сr, и при этом порошок на основе железа содержит крупные карбиды хрома, а также меньшие и более твердые карбиды хрома.
подвергание расплава на основе железа, содержащего 10 - менее 18 вес.% Сr, 0,5-5 вес.% каждого из, по меньшей мере, одного элемента из Мо, W, V и Nb и 0,5-2 вес.%, предпочтительно 0,7-2 вес.% и наиболее предпочтительно 1-2 вес.% С, распылению водой для получения частиц порошка на основе железа и
отжиг частиц порошка при температуре и в течение периода времени, достаточных для получения крупных карбидов хрома и меньших и более твердых карбидов хрома в частицах.
Комментарии