Способ закрепления конструктивного металлического усиливающего элемента на изготовленной из композитного материала части лопатки газовой турбины и форма для литья под давлением, обеспечивающая осуществление такого способа - RU2638401C2
Код документа: RU2638401C2
Чертежи

Описание
УРОВЕНЬ ТЕХНИКИ
Изобретение относится, в общем, к изготовленным из композитного материала лопаткам газовой турбины авиационного двигателя, которые содержат переднюю кромку и/или выходную кромку, оснащенную конструктивным металлическим усиливающим элементом.
Область применения изобретения включает лопатки вентилятора газотурбинного двигателя или лопасти воздушного винта. Другая область применения изобретения включает лопатки выходного направляющего аппарата (OGV) для газотурбинных двигателей.
Относительно лопаток турбовентилятора, которые изготовлены из композитного материала, известно, что их необходимо устанавливать по плотной посадке с металлическим конструктивным усиливающим элементом, продолжающимся по всей высоте лопаток и за пределы их передних кромок. То же самое относится к лопаткам выходного направляющего аппарата.
Такой конструктивный усиливающий элемент обеспечивает защиту пакета композитных лопаток относительно вентилятора при ударе посторонним предметом, таким как птица, засасываемым, например, двигателем. В частности, металлический конструктивный усиливающий элемент служит для защиты передней кромки (или выходной кромки) лопатки из композитного материала, вследствие исключения рисков расслаивания, разрушения волокон или фактически выхода из строя в результате потери сцепления между волокнами и матрицей.
Конструктивный усиливающий элемент обычно содержит детали из титана, изготовленные из куска материала посредством механической обработки, и такие детали закреплены адгезионным способом непосредственно по внешнему контуру защищаемой лопатки.
Однако адгезионное прикрепление детали конструктивного металлического усиливающего элемента поднимает несколько вопросов. В частности, трудно обеспечить достаточную толщину адгезива (далее - связующего материала) по всем участкам контактной поверхности между металлическим усиливающим элементом и лопаткой. Кроме того, при изменении вязкости между различными порциями связующего материала невозможно обеспечить равную толщину слоя связующего материала в неизменяемых условиях изготовления.
Таким образом, существует потребность в способе, который позволяет обеспечивать неоднократное адгезионное прикрепление конструктивного металлического усиливающего элемента к лопатке, в особенности, при регулируемой толщине связующего материала.
ЗАДАЧА И СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задача согласно изобретения решена посредством создания способа закрепления конструктивного металлического усиливающего элемента на части лопатки газовой турбины, изготовленной из композитного материала с армированием волокнами с уплотнением матрицей, при котором: размещают конструктивный металлический усиливающий элемент в форме для литья под давлением; размещают указанную часть лопатки, на которой требуется закрепить конструктивный металлический усиливающий элемент, в форме для литья под давлением, причем эту часть лопатки и конструктивный металлический усиливающий элемент размещают относительно друг друга в их окончательном относительном положении, оставляя между ними зазор; инжектируют связующий материал в зазор между конструктивным металлическим усиливающим элементом и указанной частью лопатки, на которую требуется закрепить конструктивный металлический усиливающий элемент; и осуществляют полимеризацию связующего материала.
Способ прикрепления согласно изобретению имеет преимущество, основанное на способе заполнения полимером при использовании технологии литьевого формования материала типаLCM, а более конкретно, способ инжекции полимера типа способа литьевого прессования полимера (RTM) или типа литьевого прессования полимера с помощью вакуума (VARTM) для прикрепления конструктивного металлического усиливающего элемента к лопатке. Такие способы являются, собственно, известными, обеспечивающими возможность эффективного управления прикреплением конструктивного металлического усиливающего элемента. Таким способом, в частности, можно обеспечить эффективное регулирование конечной толщины слоя связующего материала повсеместно на участке контактной поверхности между конструктивным металлическим усиливающим элементом и лопаткой. Это позволяет неоднократно выполнять адгезионное прикрепление металлического усиливающего элемента на всех лопатках газовой турбины.
Лопатку можно устанавливать в форму для литья под давлением в горизонтальном или вертикальном положении. Лопатку также можно частично или полностью устанавливать в форму для литья под давлением. В результате, способ по изобретению имеет большую свободу применения.
Способ, кроме того, предпочтительно предусматривает создание вакуума в зазоре между конструктивным металлическим усиливающим элементом и частью лопатки, на которой конструктивный металлический усиливающий элемент должен быть закреплен до инжекции связующего материала. Создание вакуума позволяет обеспечивать вполне равномерное распределение связующего материала в данном зазоре.
Также предпочтительным является удерживание конструктивного металлического усиливающего элемента внутри формы для литья под давлением благодаря действию вакуумного или всасывающего держателя с чашечным присосом. Таким образом, форма для литья под давлением может состоять из двух частей, которые соединены одна с другой шарнирно, каждая часть такой пресс-формы вмещает соответствующую боковую сторону конструктивного металлического усиливающего элемента.
Изобретение также обеспечивает применение способа, как определено выше, для прикрепления конструктивного металлического усиливающего элемента на передней кромке, выходной кромке или на венце лопатки вентилятора, лопасти воздушного (гребного) винта или лопатки выходного направляющего аппарата, выполненной из композитного материала, и для использования в турбинном двигателе.
Согласно изобретению также предлагается форма для литья под давлением для осуществления способа, как упомянуто выше, причем форма для литья содержит место для вмещения конструктивного металлического усиливающего элемента, прикрепляемого на части лопатки, и средство для удерживания конструктивного металлического усиливающего элемента в форме для литья. Форма может содержать две части, которые являются шарнирно соединенными вместе посредством шарнира.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Другие особенности и преимущества настоящего изобретения становятся очевидными из нижеследующего описания, приведенного со ссылкой на приложенные чертежи, которые отображают варианты осуществления, не имеющие ограничивающего характера. На чертежах:
фиг. 1 - схематический вид в разрезе лопатки вентилятора газотурбинного двигателя, изготовленной из композитного материала, содержащей переднюю кромку, покрытую конструктивным металлическим усиливающим элементом;
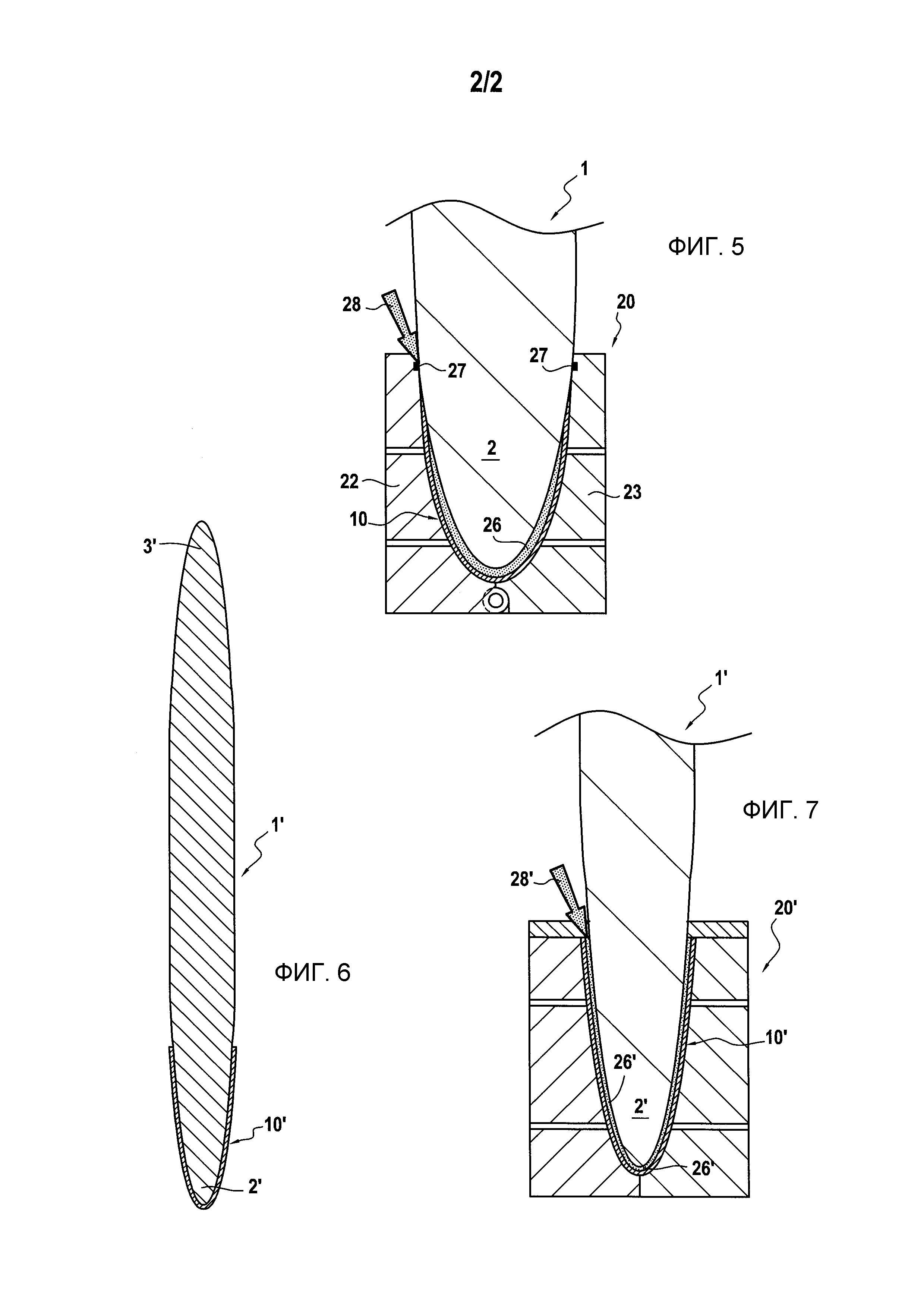
фиг. 2-5 - различные этапы способа согласно изобретению для прикрепления конструктивного металлического усиливающего элемента к передней кромке лопатки с фиг. 1;
фиг. 6 - схематический вид в разрезе конструктивной лопатки направляющего аппарата, изготовленной из композитного материала и содержащей переднюю кромку, покрытую конструктивным металлическим усиливающим элементом; и
фиг. 7 - этап способа согласно изобретению для закрепления конструктивного металлического усиливающего элемента на передней кромке лопатки согласно фиг. 6.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Изобретение относится к любой изготовленной из композитного материала лопатке газовой турбины для авиационного двигателя, и, в частности, оно имеет отношение к лопаткам вентилятора турбины двигателя, как показано на виде в разрезе с фиг. 1.
Как известно, лопатка 1 вентилятора содержит аэродинамическую поверхность, которая продолжается, в частности, между передней кромкой 2 и выходной кромкой 3. Аэродинамическая поверхностьлопатки вентилятора также содержит корыто 4 и спинку 5, которые образуют боковые поверхности лопатки, связывающие переднюю кромку и выходную кромку.
Лопатка 1 вентилятора изготовлена из композитного материала с армированием волокнами, с уплотнением посредством матрицы. Например, лопатка может быть выполнена посредством трехмерной заготовки с переплетением из волокон и посредством пропитки заготовки с матрицей, узел в сборе выполняют способом литьевого формования полимера с помощью вакуума, способом типа VARTM.
Лопатка 1 вентилятора содержит конструктивный металлический усиливающий элемент 10, который адгезивно связан с ее передней кромкой 2 и который продолжается как в осевом направлении за пределыпередней кромки лопатки, так и в радиальном направлении по всей высоте передней кромки (то есть от хвостовика до венца лопатки - на фиг. 1 не показано).
Более точно, конструктивный металлический усиливающий элемент 10 плотно прилегает по контуру к передней кромке 2 лопатки, которую он продолжает для образования металлической передней кромки 2a. Конструктивный металлический усиливающий элемент за пределами передней кромки лопатки плотно прилегает к профильным частям корыта 4 и спинки 5 лопатки.
Конструктивный металлический усиливающий элемент 10 представлен в прямом сечении, который выполнен, по существу, с видом закругленной V-формы, содержит основание 11, которое плотно прилегает к передней кромке 2 лопатки и которое продолжено двумя боковыми сторонами 12 и 13, плотно прилегающими к корыту 4 и спинке 5 лопатки. Каждая из боковых сторон 12 и 13 конструктивного металлического усиливающего элемента представляет профиль, который сужается к выходной кромке лопатки.
Конструктивный металлический усиливающий элемент 10 является цельной частью, которая предпочтительно изготовлена на основе титана. Этот материал демонстрирует большую способность к поглощению энергии в результате ударов.
Следует заметить, что конструктивный металлический усиливающий элемент может быть прикреплен аналогичным способом к выходной кромке лопатки или к венцу лопатки, вместо или в дополнение к конструктивному металлическому усиливающему материалу, прикрепленному к передней кромке.
Конструктивный металлический усиливающий элемент 10 прикреплен к передней кромке 2 лопатки 1 вентилятора способом крепления согласно изобретению, как описано ниже со ссылкой на фиг. 2-5.
Первоначально, конструктивный металлический усиливающий элемент 10 для прикрепления к передней кромке лопатки вентилятора устанавливают в заданном положении внутри формы 20 для литья под давлением.
Как показано на фиг. 2, форма 20 для литья под давлением содержит внутреннюю поверхность профиля, соответствующего, по существу, внешнему профилю конструктивного металлического усиливающего элемента 10, в частности, содержащую нижнюю часть 21, вмещающую основание 11 конструктивного металлического усиливающего элемента, и две стороны 22 и 23, соответственно вмещающие боковые стороны 12 и 13 усиливающего элемента.
В примере, показанном на фиг. 2-5, конструктивный металлический усиливающий элемент 10 удерживается внутри формы 20 для литья под давлением посредством создаваемого вакуума. С этой целью, стороны 22 и 23 формы для литья под давлением содержат каналы 24 для создания вакуума между внутренней поверхностью формы для литья под давлением и внешней поверхностью конструктивного металлического усиливающего элемента с тем, чтобы усиливающий элемент удерживался внутри формы для литья под давлением.
Естественно, могут быть предусмотрены другие средства для обеспечения такого удерживания. Например, внутренняя поверхность формы для литья под давлением может быть оснащена чашками-присосками, к которым прижимают конструктивный металлический усиливающий элемент.
Кроме того, в описываемом варианте осуществления изобретения форма для литья под давлением изготовлена из двух частей, которые шарнирно соединены друг с другом посредством шарнира 25. В частности, две шарнирно соединяемые части соответствуют двум сторонам 22 и 23 формы для литья под давлением. Естественно, можно предусмотреть любой другой способ замыкания формы для литья под давлением.
После выполнения установки и удерживания должным образом конструктивного металлического усиливающего элемента 10 внутри формы для литья под давлением, переднюю кромку лопатки вентилятора, которую необходимо покрыть, устанавливают в заданное положение. С этой целью, и как показано на фиг. 3, форму 20 для литья под давлением открывают (путем разведения сторон 22, 23), чтобы позволить вставление передней кромки 2 лопатки в форму для литья под давлением.
Передняя кромка 2 лопатки удерживается в таком положении посредством введения лопатки в зацепление с неподвижной частью оснастки посредством ее хвостовика и/или, например, ее выходной кромки. Форма 20 для литья под давлением затем может быть закрыта возвращением ее сторон 22 и 23 в их исходное положение.
В таком положении (фиг. 4) передняя кромка 2 лопатки и конструктивный металлический усиливающий элемент удерживаются относительно друг друга в их окончательном относительном положении, то есть с оставлением между ними зазора 26, который регулируют как функцию количества связующего материала, который необходимо впрыснуть (ввести под давлением).
Нижеследующий этап способа, как показано на фиг. 5, состоит во впрыскивании связующего материала в зазор 26, созданный между конструктивным металлическим усиливающим элементом 10 и передней кромкой 2 лопатки. С этой целью, уплотнительная прокладка 27 помещается на форму для литья под давлением вокруг концевых частей двух боковых сторон 12 и 13 конструктивного металлического усиливающего элемента, и связующий материал может быть введен через любое периферийное место передней кромки лопатки (такое место для впрыска связующего материала указано стрелкой 28 на фиг. 5). Связующий материал заполняет весь объем зазора 26.
Связующий материал, предпочтительно, впрыскивается после первоначального создания вакуума в зазоре 26 между конструктивным металлическим усиливающим элементом 10 и передней кромкой 2 лопатки для обеспечения вполне равномерного распределения связующего материала.
С этой целью, возможно отсасывание воздуха из зазора через любую периферийную часть передней кромки лопатки (которая является отличной от места 28 инжекции связующего материала). Следует отметить, что степень разрежения в зазоре не должна препятствовать удерживанию конструктивного металлического усиливающего элемента внутри формы для литья под давлением. В частности, такое разрежение воздуха должно быть создано при одновременном поддержании градиента давления между формой для литья под давлением и конструктивным металлическим усиливающим элементом и в то же время с обеспечением градиента, достаточного для исключения отделения конструктивного металлического усиливающего элемента от формы для литья под давлением.
Связующий материал, который введен в зазор 26 между конструктивным металлическим усиливающим элементом 10 и передней кромкой 2 лопатки, может быть полимером из сложного полиэфира, полиуретана, полиэпоксидной смолы, бисмалеимида и/или материалом фенолического типа, а может быть в виде стекловидной массы.
Связующий материал затем полимеризируется. Например, со связующим материалом типа эпоксидной смолы класса 180°C полимеризацию выполняют повышением температуры до 140°C в течение 2 часов после инжекции.
После этого передняя кромка лопатки может быть вынута из формы для литья под давлением. С этой целью, может быть предпочтительно повторное открытие формы для литья под давлением посредством раздвижения ее сторон 22 и 23 относительно друг друга, как описано со ссылкой на фиг.3.
Со ссылкой на фиг. 6 и 7, ниже следует описание другого выполнения способа изобретения.
В данном примере лопатка, которую необходимо снабдить конструктивным металлическим усиливающим элементом, является турбинной лопаткой выходного направляющего аппарата (OGV) газотурбинного двигателя.
Как показано на фиг. 6, лопатка 1' выходного направляющего аппарата (OGV) представляет собой аэродинамическую поверхность, которая продолжена, в частности, между передней кромкой 2' и выходной кромкой 3'.
Что касается лопатки вентилятора, описанной выше, лопатка 1' выходного направляющего аппарата (OGV) изготовлена из композитного материала и представляет конструктивный металлический усиливающий элемент 10', который является адгезионно прикрепленным к его передней кромке 2' и который продолжается как в осевом направлении за пределы передней кромки лопатки, так и радиально по полной высоте передней кромки.
Способ прикрепления конструктивного металлического усиливающего элемента 10' на передней кромке 2' лопатки 1' идентичен вышеописанному способу. В частности, он заключается, главным образом, в устанавливании конструктивного металлического усиливающего элемента 10' в заданном положении в форму 20' для литья под давлением, затем в устанавливании передней кромки 2' лопатки в заданном положении в форму для литья под давлением так, чтобы лопатка и конструктивный металлический усиливающий элемент были установлены в заданном положении относительно друг друга в их окончательном относительном положении, в то же время оставляя между ними зазор 26'. Связующий материал затем можно впрыскивать через точку 28' для инжекции связующего материала, расположенную на периферии передней кромки лопатки. После выполнения полимеризации связующего материала лопатка и ее передняя кромка могут быть вынуты из формы для литья под давлением.
По сравнению с вариантом осуществления изобретения, описанным с лопаткой вентилятора, форма для литья под давлением, используемая в таком варианте осуществления, не обязательно изготовлена с использованием двух частей, которые шарнирно соединены вместе. При данной конфигурации с несимметричным профилем лопатки выходного направляющего аппарата (OGV) не обязательной является возможность открытия формы для литья под давлением, чтобы устанавливать переднюю кромку лопатки в заданное положение.
Ниже описаны характеристики, которые являются общими для двух вышеописанных вариантов осуществления изобретения.
Лопатка (лопатка вентилятора или лопатка выходного направляющего аппарата (OGV)) может быть установлена в форму для литья под давлением вертикально или горизонтально в зависимости от требований. Она также может быть установлена в форму для литья под давлением частично или полностью.
Связующий материал можно впрыскивать в зазор, остающийся между конструктивным металлическим усиливающим элементом и передней кромкой лопатки через периферию передней кромки, как показано на чертежах, или через один из двух радиальных концов конструктивного металлического усиливающего элемента. Также возможно предусмотреть впрыскивание связующего материала через одно или более из отверстий, выполненных сквозь основание конструктивного металлического усиливающего элемента, эти отверстия впоследствии закрываются (например, посредством лазерной наплавки).
Кроме того, во время выполнения этапа инжекции связующего материала в форму для литья под давлением является возможным адгезионное прикрепление пленки на основе полиуретана на нагнетательную боковую сторону и/или всасывающую боковую сторону лопатки. Такая пленка имеет функцию покрытия поверхности лопатки, которую она защищает от эрозии.
В описанных примерах конструктивный металлический усиливающий элемент устанавливают на переднюю кромку лопатки. Естественно, аналогичный элемент может быть применен также для прикрепления конструктивного металлического усиливающего элемента к выходной кромке или к венцу лопатки. В частности, если необходимо зафиксировать такой усиливающий элемент как к передней кромке, так и к выходной кромке лопатки, эти операции могут быть выполнены одновременно с использованием одного и того же способа инжекции. Аналогично, способ по изобретению является применимым равным образом к лопастям воздушных винтов авиационного двигателя, типа турбовинтового двигателя.
Реферат
Изобретение относится к способу закрепления конструктивного металлического усиливающего элемента на части лопатки газовой турбины, изготовленной из композитного материала, включающему установку конструктивного металлического усиливающего элемента в форме для литья под давлением, установку части лопатки, на которую требуется прикрепление конструктивного металлического усиливающего элемента в форму литья под давлением. Часть лопатки и конструктивный металлический усиливающий элемент устанавливают относительно друг друга в их окончательное относительное положение, оставляя между ними зазор. Осуществляют впрыскивание связующего материала в зазор между конструктивным металлическим усиливающим элементом и частью лопатки, на которой требуется закрепить конструктивный металлический усиливающий элемент. Осуществляют полимеризацию связующего материала. Согласно изобретению также предлагается форма для литья под давлением для осуществления этого способа. Изобретение обеспечивает повышение качества получаемых изделий. 3 н. и 5 з.п. ф-лы, 7 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ изготовления композитной лопатки газотурбинного двигателя и лопатка, полученная при помощи этого способа
Комментарии