Способ изготовления композитной лопатки газотурбинного двигателя и лопатка, полученная при помощи этого способа - RU2413590C2
Код документа: RU2413590C2
Чертежи




Описание
Настоящее изобретение касается способа изготовления композитной лопатки газотурбинного двигателя, а также лопатки, изготовленной при помощи этого способа.
Речь идет о композитной лопатке, содержащей заготовку из нитей или волокон, сотканных в трех измерениях, и связующего, обеспечивающего сохранение относительного расположения нитей заготовки, при этом заготовка образована нитями основы и нитями утка, при этом направление нитей основы образует продольное направление заготовки.
В частности, настоящее изобретение касается лопатки вентилятора для газотурбинного двигателя, в частности турбореактивного двигателя. Вместе с тем в рамках настоящего изобретение предусматривается также изготовление лопатки для компрессора низкого давления, рабочие температуры которого совместимы с термомеханическим сопротивлением такого типа лопатки.
Как известно, лопатки вентиляторов из композитного материала, в частности из карбоновых волокон, выполняют путем формирования стопки предварительно пропитанных однонаправленных складок, которую помещают в пресс-форму, придавая складкам разное направление перед уплотнением и полимеризацией в автоклаве. Эта очень сложная технология требует осуществления ручных операций по укладке складок в стопки.
Было также предложено готовить сухие заготовки из тканых волокон, которые затем соединяют путем сшивания, прежде чем осуществить их пропитку смолой, впрыскиваемой в закрытую пресс-форму. Альтернативой этому способу является изготовление только одной заготовки, которую затем соединяют с одной или несколькими сплошными вставками перед формованием под давлением. Недостатком этих решений (US 5672417 и US 5013216) является то, что они требуют соединения нескольких деталей, при этом в местах соединения образуются зоны ослабления, например зоны расслаивания, что приводит к снижению механической прочности, в частности ударной прочности.
Для преодоления этих недостатков в документе FR 2861143 предложено выполнять заготовку из нитей или волокон, сотканных в трех измерениях, что позволяет после возможного разрезания и формования под давлением получать из одной этой заготовки конечную деталь, содержащую все части лопатки газотурбинного двигателя, не прибегая к использованию вставок или любого другого присоединяемого элемента.
Однако в этом случае, независимо от способа изготовления заготовки (многослойная предварительно пропитанная заготовка или заготовка, сотканная в трех измерениях), после извлечения из формы промежуточной детали, полученной в результате формования под давлением, для получения конечной детали необходимо дополнительно осуществить определенное число операций.
В числе указанных операций можно упомянуть точную механическую обработку, в частности, для выполнения контуров передней кромки, задней кромки или ножки. Действительно, эти зоны должны соответствовать очень точным конструкционным размерам. Так, в случае ножки лопатки особое внимание уделяется опорным поверхностям, а именно поверхностям, подвергающимся сильным напряжениям во время вращения в результате контакта с боковиной или пазом диска, в который устанавливают ножку. В частности, между этими соприкасающимися поверхностями появляется контактный износ или «фрикционная коррозия» в результате периодического трения одной детали об другую, поскольку силы трения способствуют разрушению материала от действия высоких температур и других усталостных процессов.
В ходе этих последующих операций устанавливают также различные защитные элементы для повышения термомеханической прочности композитной лопатки. Так, на передней кромке крепят металлическую защиту, например, в виде титановой детали, наклеиваемой по всей поверхности передней кромки и на переднем участке наружных поверхностей стенок спинки и стенок корытца. Усиливают также наружную сторону стенки корытца путем нанесения защитной пленки, которая может быть выполнена из синтетического материала (например, из полиуретана) и непосредственно наклеена на промежуточную деталь.
Поскольку речь идет о выполнении всех этих операций для каждой лопатки вентилятора и, в случае необходимости, для всех лопаток нескольких ступеней компрессора низкого давления, то существенно увеличивается время изготовления и увеличиваются производственные затраты.
Кроме того, при выполнении механической обработки полимеризованной заготовки может произойти снижение механической прочности указанных зон, так как при такой обработке обрезается часть нитей исходной тканой заготовки, в частности нитей основы.
Задачей настоящего изобретения является создание способа, позволяющего устранить вышеуказанные недостатки и, в частности, сохранить в целостности волокна после формования под давлением, в частности, во время последующей механической обработки путем укладки защитных элементов во время этапа формования заготовки под давлением.
Техническим результатом настоящего изобретения является получение на выходе этапа формования под давлением детали, которая имеет форму, близкую к форме конечной детали.
Для решения поставленной задачи в способе в соответствии с настоящим изобретением предусмотрены следующие этапы:
а) путем трехмерного тканья нитей выполняют заготовку, при этом упомянутая заготовка содержит одновременно перо и ножку лопатки, при этом нити содержат разметочные нити, расположенные, по меньшей мере, на поверхности заготовки;
б) упомянутую заготовку разрезают, оставляя нетронутым ряд разметочных нитей, расположенных вдоль контрольной стороны заготовки, при этом получают вырезанную заготовку, которая может принимать форму и размеры составных частей лопатки;
в) вырезанную заготовку предварительно деформируют, в результате чего получают предварительно деформированную заготовку;
г) осуществляют уплотнение и упрочнение упомянутой предварительно деформированной заготовки;
д) готовят пресс-форму для формования под давлением, в которую помещают упомянутую упрочненную заготовку;
е) пресс-форму нагревают;
ж) в пресс-форму впрыскивают связующее, содержащее термоотверждающуюся смолу, для пропитки всей предварительно деформированной заготовки и для сохранения относительного расположения между нитями заготовки; и
з) сформованную и полимеризованную композитную деталь извлекают из пресс-формы, при этом она по существу имеет форму и размеры упомянутой лопатки.
Таким образом, за счет того, что ряд разметочных нитей вдоль контрольной поверхности не разрезают, то есть, в частности, нитей основы, в основном расположенных в продольном направлении заготовки и, следовательно, конечной детали, повышают сцепление и, следовательно, механические свойства этой контрольной поверхности. В частности, эта контрольная поверхность может быть поверхностью зоны заготовки, которая должна формировать переднюю кромку и/или стенку корытца и/или ножки или ее часть.
Кроме того, осуществляя предварительное деформирование вырезанной заготовки, можно убедиться в правильном расположении и направлении зон заготовки относительно друг друга, что облегчается за счет того, что в этот момент заготовка, полученная после этапов тканья и резки, является относительно гибкой. Эту деформацию можно осуществлять в несколько этапов с учетом необходимости изготовления различных частей лопатки и в зависимости от их искомого положения и направления. Затем это положение предварительной деформации фиксируют на этапе г) относительного упрочнения путем уплотнения за счет наличия замасливающего вещества, которым покрывают волокна для облегчения тканья, при этом замасливающее вещество может быть дополнено фиксатором, например, разбавленной эпоксидной смолой.
Таким образом, убеждаются, что во время формования под давлением при помощи технологии RTM «Resin Transfer Moulding» максимальное количество разметочных нитей сохраняет правильное положение. Благодаря этому впоследствии сохраняется максимальное количество нетронутых нитей, так как либо в этой части не производят никакой механической обработки, либо обработку производят строго параллельно этим разметочным нитям, поэтому не происходит разрезания нити, расположенной параллельно этой разметочной нити, по всей ее длине.
В целом, благодаря способу в соответствии с настоящим изобретением можно изготавливать лопатку, в частности лопатку вентилятора, которая после этапа формования под давлением содержит различные части, имеющие формы и размеры, близкие к формам и размерам конечной детали.
Другие преимущества и отличительные признаки настоящего изобретения будут более очевидны из нижеследующего описания, представленного в качестве примера выполнения, со ссылками на прилагаемые фигуры чертежей, в числе которых:
Фиг.1 изображает общий вид в изометрии заготовки после вырезания.
Фиг.2-6 изображают виды в проекции других этапов осуществления способа в соответствии с настоящим изобретением.
Способ в соответствии с настоящим изобретением осуществляют при помощи заготовки, полученной в результате трехмерного тканья, например, согласно патенту FR 2861143. Так, на первом этапе а) способа выполняют трехмерную тканую заготовку, которая содержит нити основы и нити утка. В этих двух группах нитей предусматривают разметочные нити, визуально отличаемые от других и равномерно распределенные, по меньшей мере, по поверхности заготовки.
Предпочтительно упомянутая заготовка образована нитями основы и нитями утка, при этом направление нитей основы образует продольное направление заготовки, при этом упомянутая заготовка содержит, по меньшей мере, первую часть, выполненную путем первого переплетения и образующую перо лопатки, и вторую часть, выполненную путем второго переплетения и образующую ножку лопатки, при этом первая часть и вторая часть разделены переходной зоной, в которой первое переплетение постепенно меняется и переходит во второе переплетение, за счет чего получают, по меньшей мере, уменьшение толщины лопатки между второй частью и первой частью.
Нити для тканья выбирают из группы, в которую входят карбоновые нити, стекловолокна, волокна из кремнезема, волокна из карбида кремния, волокна из глинозема, арамидные волокна и волокна из ароматических полиамидов.
Эту тканую заготовку, выполненную в виде единой детали, затем разрезают на этапе б) в соответствии с настоящим изобретением. В тканой заготовке вырезают контур по трехмерному шаблону, выполненному таким образом, чтобы после деформирования заготовка соответствовала форме конечной детали. Операцию резки можно осуществлять водяной струей и/или механическими средствами (ножницы, резак, пила и т.д.) и/или путем лазерной резки.
Получают вырезанную заготовку 10а, показанную на фиг.1. Она содержит части, предназначенные для выполнения пера 12 и ножки 14 лопатки. В частности, нити 20 основы и утка, используемые для трехмерного тканья, являются карбоновыми волокнами, а стекловолокна или кевларовые волокна образуют разметочные нити 22, расположенные в основном на поверхности заготовки вдоль главного направления, параллельного нитям основы, и вдоль поперечного направления, параллельного нитям утка. Таким образом, разметочные нити 22 имеют белый цвет, выделяющийся на фоне остальной части заготовки черного цвета, поэтому разметочные нити 22 очень легко идентифицировать. Кроме того, эти разметочные нити можно отслеживать при помощи классических технологий неразрушающего контроля (типа томографии рентгеновскими лучами или ультразвуком), позволяющих проверять соответствие конечной детали.
В частности, эти разметочные нити 22 присутствуют в данном случае на поверхности с двух сторон (часть корытца 17 и часть спинки 18) лопатки в заранее определенных местах и служат контрольной меткой для позиционирования с целью вырезания и для других этапов обработки заготовки, которые будут описаны ниже.
Согласно изобретению во время этого этапа вырезания сохраняют ряд разметочных нитей, находящихся на поверхности заготовки, по меньшей мере, на одной контрольной стороне 16, которая в данном случае является стороной, предназначенной для выполнения передней кромки.
После этого в соответствии с настоящим изобретением осуществляют этап в), во время которого производят предварительное деформирование вырезанной заготовки 10а.
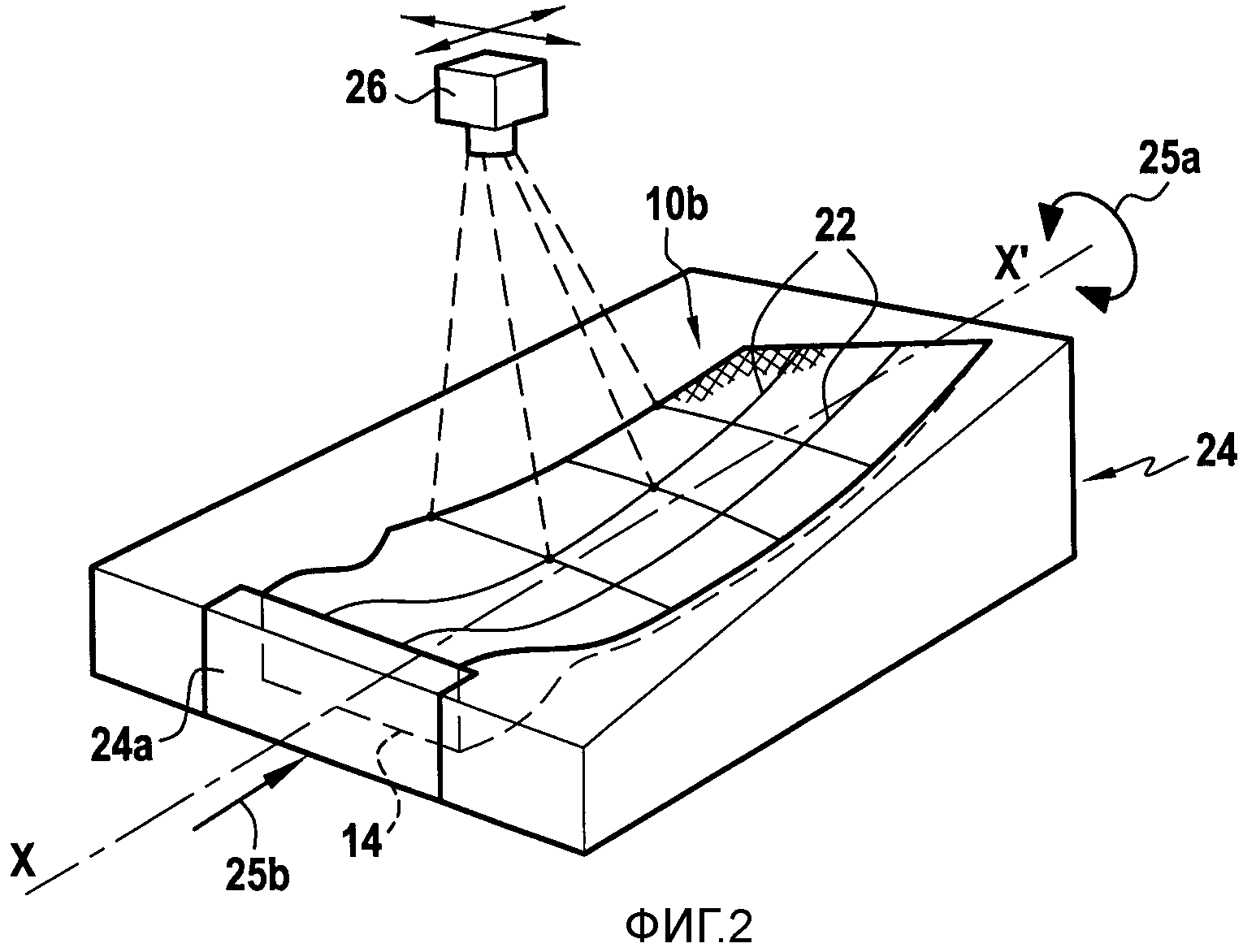
В частности, во время этапа в) упомянутое деформирование осуществляют, поместив вырезанную заготовку 10а в фасонную пресс-форму 24, содержащую несколько частей, ограничивающих между собой полость для установки вырезанной заготовки 10а и содержащую метки для правильного позиционирования, по меньшей мере, некоторых из разметочных нитей 22.
Можно использовать разные системы разметки и позиционирования вырезанной заготовки 10а, в частности лазерный излучатель 27, направляющий световой пучок в оптимальное место разметочной нити 22 таким образом, чтобы впоследствии можно было легко переместить соответствующую разметочную нить 22 для получения заранее определенной позиции.
Альтернативно или дополнительно на заготовке можно располагать трафареты, повторяющие контур и/или положение всех или части разметочных нитей 22, для контроля над правильным позиционированием.
В качестве варианта можно предусмотреть, чтобы установка вырезанной заготовки 10а в фасонную пресс-форму 24 была достаточной для осуществления комплекса деформаций, необходимых для получения требуемой конечной формы. Однако предпочтительно этот этап в) осуществляют в несколько подэтапов.
В частности, во время этапа в) перед установкой вырезанной заготовки 10а в фасонную пресс-форму 24 осуществляют предварительное деформирование, которое состоит в сдвиге по направлению, параллельному главному продольному направлению вырезанной заготовки, удерживая вырезанную заготовку 10а в ее плоскости.
После этого движения сдвига вырезанную заготовку 10а помещают в фасонную пресс-форму 24, которая придает вырезанной заготовке новую конфигурацию, деформируя ее еще больше и, кроме того, закручивая ее (стрелка 25а) вокруг оси ХХ', параллельной главному направлению.
Можно также предусмотреть, чтобы фасонная пресс-форма 24 содержала подвижную часть 24а, выполненную съемной и предназначенную для установки напротив свободного конца ножки 14 заготовки, чтобы воздействовать напряжением (стрелка 25b), обеспечивающим требуемую деформацию этого участка 14 заготовки или препятствующим некоторым видам деформации в этой части во время деформирования других участков заготовки 10а.
Следует отметить, что для придания формы вырезанной заготовке 10а можно предусмотреть многие возможности благодаря использованию разметочных нитей 22 в качестве контрольных элементов для позиционирования заготовки 10а в фасонной пресс-форме 24.
Стратегия размещения вырезанной заготовки 10а в фасонной пресс-форме 24 связана также с профилем разрезания или вырезания, выполненным ранее в зависимости от выбранной(ых) контрольной(ых) поверхности(ей), в частности ножки, головки, передней кромки 16, задней кромки или любой другой предварительно определенной зоны.
В этом случае, разбивая деформирование вырезанной заготовки 10а на несколько подэтапов, то есть разделяя его, как в указанном выше примере, на сдвиг и закручивание, можно легко контролировать точное позиционирование всех участков этой заготовки, особенно когда она имеет большой размер.
Как показано на фиг.3, ножка 14 предварительно деформированной заготовки 10b имеет свободную нижнюю концевую сторону 14а, которая не является плоской в результате ранее выполненной деформации сдвига и кручения, а боковые стороны 14b, контур которых просматривается благодаря наличию разметочных нитей 22 и которые не имеют прямолинейного направления (показанного пунктирной линией), а следуют криволинейному контуру, полученному в результате сдвига (стрелки 25 с) и кручения (стрелка 25а), осуществленных во время этого этапа в) предварительного деформирования.
После этого на этапе г) осуществляют уплотнение, которое способствует упрочнению предварительно деформированной заготовки 10b. Используемая для этого уплотняющая пресс-форма 28, частично показанная на фиг.4, может быть выполнена путем дополнительной комплектации фасонной пресс-формы 24 необходимыми приспособлениями. Действительно, пресс-форму 20 необходимо нагревать до температуры порядка 100°С с частичным созданием разрежения путем откачки испаряющегося растворителя.
Во время этого этапа такому упрочнению способствуют замасливающие вещества, покрывающие нити и использовавшиеся для облегчения тканья. По сути дела это упрочнение приводит к достаточной фиксации формы, придаваемой вырезанной заготовке 10а, чтобы ее можно было легко поместить в пресс-форму для формования под давлением без существенного изменения формы.
В случае необходимости в форму можно добавлять фиксатор, например разбавленную смолу, в частности эпоксидную смолу, которая вместе с замасливающими веществами под действием тепла и давления, создаваемых на этапе г) уплотнения, способствует склеиванию между собой тканых карбоновых нитей, чтобы предварительно деформированная заготовка 10b не могла подвергнуться какой-либо дальнейшей деформации, в частности, на этапе формования под давлением.
Уплотняющая пресс-форма 28 содержит гнездо, размеры и объем которого позволяют уплотнять тканую заготовку до удельной плотности порядка 55-58%, по существу соответствующей удельной плотности конечной детали. В представленном примере выполнения классическую уплотняющую пресс-форму 28 модифицируют в месте, предназначенном для размещения контрольной стороны 16 заготовки, которая в дальнейшем должна образовать переднюю кромку.
В этом месте размеры уплотняющей пресс-формы 28 изменяют таким образом, чтобы осуществить дополнительное уплотнение с достижением удельной плотности волокон порядка 65%. В альтернативном варианте это дополнительное уплотнение можно осуществить после уплотнения и упрочнения в неизмененной пресс-форме 28 путем использования специального инструмента, предназначенного для дополнительного уплотнения только в зоне предварительно деформированной заготовки 10b, предназначенной для образования передней кромки.
В примере выполнения, показанном на фиг.5, перед этапом формования под давлением и после вышеуказанного этапа дополнительного уплотнения на уплотненную заготовку 10с укладывают различные защитные элементы.
Для этого сначала на дополнительно уплотненной контрольной стороне 16 закрепляют (при помощи клея) металлический защитный элемент 30 передней кромки, например, из титана.
Этот защитный элемент 30 имеет вид продольной полугильзы, накладываемой на дополнительно уплотненную зону заготовки 10с, и имеет большую толщину в зоне, образующей заострение передней кромки 16 по обе стороны от участков, образующих крылья 30а, 30b.
Из всего вышесказанного следует, что на этапе г) перед, во время и после упрочнения осуществляют следующие подэтапы:
г1) осуществляют дополнительное уплотнение предварительно деформированной заготовки 10b в месте расположения передней кромки;
г2) на предварительно деформированную заготовку 10b на месте передней кромки накладывают металлический защитный элемент 30, предохраняющий переднюю кромку, содержащий два крыла, покрывающие стенки корытца и спинки.
В частности, для облегчения установки защитного элемента 30 на этапе г2) упомянутый защитный элемент 30 укладывают в монтажное устройство 40, выполненное с возможностью раздвигания упомянутых крыльев 30а, 30b (стрелки 31) упомянутого защитного элемента 30, затем упомянутое монтажное устройство 40 устанавливают на предварительно деформированную заготовку 10с таким образом, чтобы оба крыла 30а, 30b упомянутого защитного элемента 30 закрывали дополнительно уплотненную переднюю кромку предварительно деформированной заготовки 10b, после чего упомянутые крылья 30а, 30b отпускают.
Необходимо отметить, что на соответствующую поверхность дополнительно уплотненной передней кромки 16 предварительно деформированной заготовки 10b предварительно наносят клей.
Это монтажное устройство 40 выполнено в виде формы, образующей раздвижное устройство, которое разводит крылья защитного элемента, чтобы облегчить введение заготовки 10с внутрь гнезда, ограниченного продольным защитным элементом 30.
Для этого в монтажном устройстве 40 частично создают вакуум при помощи системы 33 частичного разрежения таким образом, чтобы при установке металлического защитного элемента 30 внутри гнезда этого монтажного устройства 40 разрежение позволяло развести крылья 30а, 30b защитного элемента (см. стрелки 31), что позволяет легко разместить заготовку, а точнее участок 16 этой заготовки, предназначенный для выполнения передней кромки, внутри защитного элемента 30 между крыльями 30а, 30b (см. фиг.6).
Кроме того, согласно примеру выполнения перед этапом г2) на предварительно деформированной заготовке закрепляют защитную пленку 32 на участке наружной поверхности стенки корытца, содержащем переднюю кромку. Эту защитную пленку 32, например, выполненную из полиуретана, предпочтительно наклеивают, и она должна выполнять функцию защиты против эрозии стенки корытца, на которую действует воздушный поток, поступающий внутрь вентилятора.
Такая защитная пленка 32 предпочтительно позволяет также улучшить поверхностные механические свойства стенки корытца 17, которая является частью лопатки, наиболее подверженной воздействию со стороны входящего воздушного потока.
В этом случае под защитной пленкой 32 можно использовать клей, например, типа полиуретана, обладающий низкой вязкостью и сопротивлением температурам во время формования под давлением и обжига (соответственно порядка 160°С и 180°С).
Как показано на фиг.5, в данном примере выполнения между защитной пленкой 32 и предварительно деформированной заготовкой 10b вставляют промежуточный элемент 34, образующий под защитной пленкой 32 утолщение на нитях 20 заготовки, которые находятся на поверхности заготовки.
Действительно, при помощи этого промежуточного элемента 34 избегают или, по меньшей мере, сводят к минимуму возможность деформирования защитной пленки в зависимости от состояния поверхности заготовки, которое зависит от положения и диаметра тканых нитей 20.
Для этого в качестве промежуточного элемента, помещаемого между ткаными нитями 20 и защитной пленкой 32, можно использовать мягкий промежуточный элемент 34, например, предварительно пропитанная сухая ткань или нетканый материал, предпочтительно выполненный из карбоновых волокон, или более жесткую оболочку, выполненную только из смолы или из смеси смолы и волокон.
В результате вышеперечисленных этапов получают жесткую заготовку (на чертежах не показана), имеющую окончательную конфигурацию, содержащую различные виды защиты, а именно металлический защитный элемент 30 передней кромки и защитную пленку 32 стенки корытца 17, под которой располагают промежуточный элемент 34.
Во время этапа д) подготовки пресс-формы для формования под давлением в упомянутую пресс-форму помещают, по меньшей мере, одну колодку (не показана) напротив поверхности упрочненной заготовки, предназначенной для формования подошвы ножки лопатки.
В этом случае на этапах е) и ж), во время которых происходит формование под давлением, упомянутую колодку прижимают постоянным давлением к поверхности упрочненной заготовки, предназначенной для формования подошвы ножки лопатки, в частности к поверхности 14а, образующей свободную концевую поверхность ножки (см. фиг.3). Например, как показано на фиг.2, используют колодку, образованную деталью, аналогичной подвижной части 24а фасонной пресс-формы 24 и выполненной с возможностью перемещения скольжением в направлении, параллельном главному продольному направлению лопатки.
Таким образом, на эту колодку можно действовать соответствующим уплотняющим давлением, чтобы обеспечить хорошее формование опорных поверхностей ножки 14.
Очевидно, что использование этой колодки под давлением заменяет технологию, которая применяется до настоящего времени и состоит в размещении восьми - пятнадцати заранее пропитанных листов под ножкой во время формования и которая требует корректировки размеров путем механической обработки и, прежде всего, использования вставки, которая не сцепляется своими волокнами/нитями, по меньшей мере, с остальной частью заготовки, что может привести к отслаиванию и образованию зон механического ослабления во время работы.
Последний этап представляет собой классический этап формования под давлением с впрыскиванием смолы внутрь пресс-формы для формования под давлением, которая в этом частном случае содержит предварительно деформированную заготовку 10с, содержащую защитные элементы.
В данном случае необходимо иметь в виду, что на этапе е), во время которого пресс-форму нагревают, зона 16, дополнительно уплотненная и упрочненная во время этапов г) и г1), а именно дополнительно уплотненная передняя кромка предварительно деформированной заготовки 10с, размягчается. Действительно, происходит усадка, то есть ослабление тканой структуры, которая занимает, таким образом, объем, придаваемый ей пресс-формой, что обеспечивает тесный контакт между передней кромкой, клеем и защитными элементами, в частности, между передней кромкой и гнездом защитного элемента 30.
Можно предусмотреть, чтобы пресс-форма для формования под давлением содержала другие колодки, в частности, колодки, которые устанавливают по краю гнезда, в которое вставляют заготовку, и которые извлекают в первую очередь после формования под давлением во время охлаждения, чтобы избежать появления напряжений и ослабления лопатки, в частности, в некоторых зонах по причине разности коэффициентов теплового расширения материалов пресс-формы, которую часто выполняют из металла, и впрыскиваемой смолы.
Таким образом, понятно, что способ в соответствии с настоящим изобретением позволяет получить на выходе пресс-формы для формования под давлением лопатку, уже содержащую различные типы защиты передней кромки и стенки корытца, при этом опорные поверхности ее ножки имеют окончательные размеры конечной детали.
Реферат
Изобретение относится к изготовлению лопатки вентилятора газотурбинного двигателя. В предложенном способе путем трехмерного тканья нитей выполняют заготовку, содержащую разметочные нити, расположенные, по меньшей мере, на поверхности заготовки. Далее заготовку разрезают, оставляя нетронутым ряд разметочных нитей, расположенных вдоль контрольной стороны заготовки, и предварительно деформируют, уплотняют и упрочняют. Готовят пресс-форму для формования под давлением, в которую помещают упомянутую упрочненную заготовку и впрыскивают в нее связующее, содержащее термоотверждающуюся смолу. Полученную лопатку вентилятора используют в газотурбинном двигателе. Обеспечивается получение детали, которая имеет форму, близкую к форме конечной детали. 4 н. и 14 з. п. ф-лы, 6 ил.
Формула
а) путем трехмерного тканья нитей (20) формируют заготовку, содержащую перо (12) и ножку (14) лопатки, при этом нити (20) содержат разметочные нити (22), идентифицируемые визуально и расположенные, по меньшей мере, на поверхности заготовки;
б) заготовку разрезают, не затрагивая ряд разметочных нитей (22), расположенных вдоль контрольной стороны (16) заготовки, при этом получают вырезанную заготовку (10а), которая может принимать форму и размеры составных частей лопатки;
в) вырезанную заготовку (10а) предварительно деформируют, в результате чего получают предварительно деформированную заготовку (10b);
г) осуществляют уплотнение и упрочнение предварительно деформированной заготовки (10b);
д) готовят пресс-форму для формования под давлением, в которую помещают упомянутую упрочненную заготовку (10с);
е) в пресс-форму впрыскивают связующее, содержащее термоотверждающуюся смолу, для пропитки всей предварительно деформированной и упрочненной заготовки (10с) и сохранения относительного расположения между нитями (20) заготовки;
ж) упомянутую пресс-форму нагревают;
з) извлекают из пресс-формы сформованную композитную деталь, имеющую форму и размеры упомянутой лопатки.
г1) осуществляют дополнительное уплотнение предварительно деформированной заготовки (10b) в месте расположения передней кромки;
г2) на предварительно деформированную заготовку (10b) в месте расположения передней кромки накладывают металлический защитный элемент (30), предохраняющий переднюю кромку, содержащий два крыла (30а, 30b), покрывающие участок стенок корытца и спинки.
Комментарии