Способ получения концентрата адипиновой кислоты и натриевой щелочи из щелочных стоков производства капролактама - RU2681195C1
Код документа: RU2681195C1
Описание
Изобретение относится к области рекуперации промышленных отходов методом разделения с использованием электролиза с ионообменной мембраной, преимущественно для получения концентрата адипиновой кислоты и щелочи на предприятиях по производству капролактама.
На этих предприятиях образуется большое количество трудноутилизируемых сточных вод, содержащих натриевые соли органических кислот, в основном, адипината натрия, при этом не только страдает окружающая среда, но и безвозвратно теряются дорогие и дефицитные продукты - натриевая щелочь и адипиновая кислота, которая является исходным сырьем для производства современных смазочных материалов и компонентом охлаждающих жидкостей. Однако в настоящее время адипиновая кислота не производится отечественной промышленностью, а поступает по импорту, в основном, из Индии и Китая (Чулков И.П., Реморов Б.С., Одинец Л.Г., Земляная Т.П. Проблемы производства синтетических эфиров как основ современных смазочных материалов. Химическая промышленность сегодня, 2015, №10, с. 37). В рамках решения проблемы импортонезависимости стоки производства капролактама представляются перспективным источником ценных химических продуктов.
Известен способ переработки отходов производства капролактама, включающий электролиз щелочных стоков в трехкамерном электролизере с двумя катионообменными мембранами. При этом через анодную камеру электролизера циркулирует раствор серной кислоты, в катодную камеру подают разбавленную натриевую щелочь, а в промежуточную камеру - щелочной сток (РФ патент №2066235, B01D 61/44, 1994) Недостатками известного способа являются высокое напряжение на электролизере, обусловленное повышенным сопротивлением пары катионообменных мембран и, связанный с этим высокий расход электроэнергии, увеличивающийся в процессе электролиза за счет отложения смолистых веществ на мембранах, а также повышенный расход самих дорогостоящих мембран. Кроме того, концентрация раствора адипиновой кислоты на выходе из промежуточной камеры электролизера не превышает 290 г/л, что снижает экономические показатели последующих стадий выделения конечного продукта.
Наиболее близким по технической сущности и взятым за прототип является способ переработки отходов производства капролактама, включающий смешение щелочного отхода с серной кислотой для разделения на водную и органическую фазы, отделение органической фазы от водной по достижении кислотности водной фазы 20-30 г/л в пересчете на серную кислоту, подачу водной фазы в анодную камеру двухкамерного электролизера и использование органической фазы в качестве концентрата адипиновой кислоты. (Реморов Б.С, Чулков И.П., Вижанков Е.М. Способ получения концентрата адипиновой кислоты и натриевой щелочи из щелочных стоков производства капролактама, РФ патент №2635106, МПК С25В 1/16, 2017 - прототип).
Предварительное смешение щелочного стока с серной кислотой позволяет получить концентрат адипиновой кислоты с повышенным содержанием целевого продукта и одновременно очищенную от смолистых веществ водную фазу, пригодную для использования в качестве анолита в двухкамерном мембранном электролизере.
Основным недостатком известного способа является наличие кислого стока в виде отработанного анолита, утилизация которого связана с технологическими и экологическими проблемами, а также с дополнительными финансовыми затратами.
Технический результат изобретения - повышение эффективности за счет уменьшения производственных отходов при одновременном улучшении экологии в районе производства.
Указанный технический результат достигается тем, что в известном способе получения концентрата адипиновой кислоты и натриевой щелочи из щелочных стоков производства капролактама, включающем предварительное смешение стоков с сульфатным подкисляющим агентом с получением органической и водной фазы, кислотность которой поддерживают не выше 30 г/л в пересчете на серную кислоту, использование органической фазы в качестве концентрата адипиновой кислоты и электролиз водной фазы в двухкамерном мембранном электролизере с получением в катодной камере натриевой щелочи, а в анодной - кислого анолита, согласно изобретению, кислый анолит после выхода из электролизера подают на стадию смешения с новой порцией стоков в качестве подкисляющего агента, замыкая анолитный цикл, кислотность образующейся водной фазы поддерживают не ниже 10 г/л в пересчете на серную кислоту, а водный и солевой баланс анолитного цикла поддерживают частичным упариванием водной фазы, которое осуществляют или до ее подачи в электролизер с выделением сульфата натрия, или после выхода из анодной камеры электролизера с выделением бисульфата натрия. При этом выделенный бисульфат натрия вводят в состав сульфатного подкисляющего агента.
Возвращение кислого анолита в технологический цикл позволяет значительно снизить количество производственных стоков. Кроме того, в результате экспериментов было установлено, что использование концентрированного анолита в качестве подкисляющего агента позволяет более полно разделить водную и органическую фазы, за счет большего высаливающего воздействия на органические компоненты электролитов водной фазы, а также снизить минимально допустимую кислотность водной фазы на стадии отделения концентрата адипиновой кислоты до 10 г/л в пересчете на серную кислоту, что благоприятно сказывается на стойкости анодов на последующей стадии электролиза.
Необходимость поддержания материального баланса на заданном уровне возникает вследствие, того, что каждая новая порция стоков добавляет в циркулирующий анолит дополнительный объем воды, а на стадии обработки подкисляющим агентом образуется дополнительное количество сульфата натрия. Избыточный объем водной фазы определяется известными методами, например, с помощью мерного стекла на емкости для смешения, и устраняется выпаркой при одновременном удалении избытка сульфатов в виде осадка.
Таким образом, указанные технологические приемы в совокупности улучшают не только экологические, но и технологические и, как следствие, экономические показатели процесса.
Способ осуществляют следующим образом.
Подлежащую переработке порцию щелочного стока, представляющую собой водный раствор натриевых солей органических кислот, в основном - адипиновой, с примесями других алифатических кислот и смолистых веществ помещают в емкость с мешалкой и подкисляют серной кислотой. В результате раствор разделяется на две фазы - водную и органическую. При этом соли органических кислот превращаются в соответствующие кислоты и высаливаются вместе с примесями в органическую фазу, представляющую собой концентрат адипиновой кислоты. В водной фазе накапливается сульфат натрия по реакции:
R(COONa)2+H2SO4=R(COOH)2+Na2SO4
Контролируя кислотность водной фазы, продолжают приливать кислоту для максимально возможного разделения фаз до достижения кислотности водной фазы 20-30 г/л в пересчете на серную кислоту. После разделения смеси отделяют органическую фазу от водной и направляют последнюю в анодную камеру двухкамерного мембранного электролизера. В процессе электролиза под действием электрического тока на аноде выделяется кислород, ионы натрия мигрируют сквозь катионообменную мембрану в катодное пространство, образуя за счет выделения водорода на катоде водный раствор натриевой щелочи, являющийся товарным продуктом. В анодной камере электролизера при этом происходит увеличение кислотности анолита за счет разложения воды с выделением кислорода. Кислый анолит после выхода из электролизера подают на смешение с новой порцией стока в качестве подкисляющего агента, замыкая анолитный цикл. Кислотность образующейся водной фазы при этом поддерживают не ниже 10 г/л, добавляя, по необходимости, серную кислоту или бисульфат натрия. Установлено, что изменение кислотности водной фазы в образующейся системе ниже указанного значения уменьшает полноту перехода адипиновой кислоты в органическую фазу. В процессе непрерывной работы технологической схемы в анолитном цикле происходит избыточное накопление воды и сульфатов, которые выводят посредством упаривания раствора. Упаривание, в зависимости от потребности рынка или собственного производства в конкретном продукте, производят либо перед подачей водной фазы на электролиз с выделением сульфата натрия, либо после стадии электролиза с выделением бисульфата натрия. Выделенный в последнем случае бисульфат натрия впоследствии может быть использован в составе сульфатного подкисляющего агента.
Примеры конкретного выполнения.
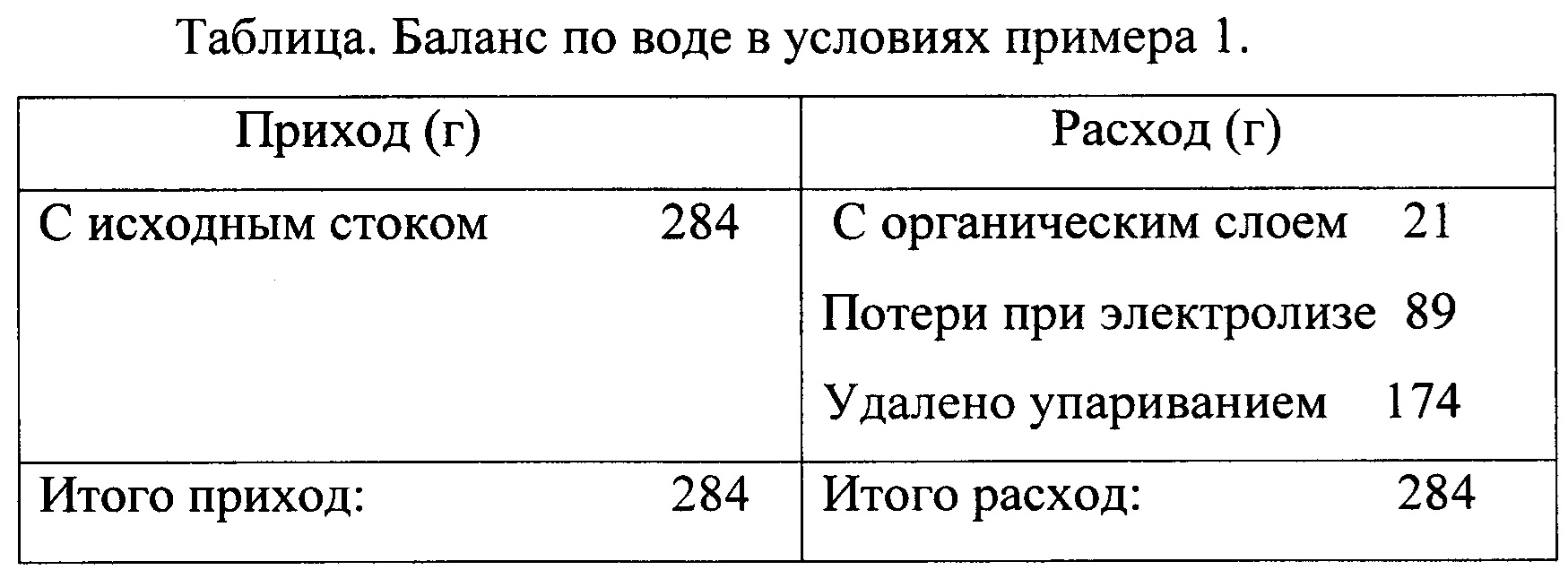
Пример 1. Щелочного сток в количестве 390 г помещали в смеситель и медленно приливали 30 мл концентрированной (98%) серной кислоты. Наблюдали разделение жидкости на водную и органическую фазы. Продолжали приливать кислоту до достижения кислотности водной фазы 30 г/л в пересчете на H2SO4. Переносили смесь в фазоразделитель и после полного разделения фаз отделяли органический слой, представляющий собой концентрат адипиновой кислоты, от водного. Подавали водный слой в анодную камеру двухкамерного мембранного электролизера, катодную камеру которого подпитывали 0,1 н водным раствором NaOH. Анодом служил электрод из двуокиси свинца, катодом - нержавеющая сталь. Для разделения межэлектродного пространства применяли мембрану МК-40.
электролиз вели при плотности тока 10 А/дм2 и температуре 38-40°С. По окончании процесса в катодном пространстве получен водный раствор щелочи с концентрацией 4,9 г-экв/л. Полученный в анодной камере анолит упаривали с отгонкой 174 мл воды и отделением на фильтре 7,4 г бисульфата натрия и возвращали на подкисление новой порции щелочного стока. В дальнейшем в установившейся последовательности циклов подкисления и электролиза кислотность водной фазы поддерживали в пределах 10-20 г/л путем добавления при необходимости серной кислоты или бисульфата натрия. При этом получен концентрат адипиновой кислоты с содержанием основного продукта 480-495 г/л. Баланс по воде представлен в таблице.
В аналогичных условиях при применении способа-прототипа образуется отход в виде кислого анолита в количестве 162 г.
Пример 2. В условиях примера 1 упаривание раствора производили перед подачей в анодную камеру электролизера с выделением 7,1 г сульфата натрия. В результате в установившемся режиме получен водный раствор щелочи с концентрацией 4,0 г-экв/л и концентрат адипиновой кислоты с содержанием основного продукта 437-446 г/л.
Таким образом, совокупность существенных признаков изобретения: возвращение кислого анолита после выхода из электролизера в технологический цикл в качестве подкисляющего агента, поддержание кислотности водной фазы не ниже 10 г/л в пересчете на серную кислоту, а водного и солевого баланса анолитного цикла частичным упариванием водной фазы является необходимой и достаточной для достижения технического результата и решения поставленной задачи - повышения эффективности за счет уменьшения производственных отходов при одновременном улучшении экологии в районе производства.
Использование изобретения обеспечивает возможность повысить эффективность производства и улучшить экологическую обстановку в районе предприятия путем реализации малоотходного способа получения концентрата адипиновой кислоты, являющегося исходным сырьем для производства получаемой в настоящее время по импорту адипиновой кислоты - ценного компонента для производства современных смазочных материалов и охлаждающих жидкостей.
Реферат
Изобретение относится к области рекуперации промышленных отходов методом разделения с использованием электролиза с ионообменной мембраной, преимущественно для получения концентрата адипиновой кислоты и щелочи на предприятиях по производству капролактама. Способ включает предварительное смешение стоков с сульфатным подкисляющим агентом с получением органической и водной фазы, кислотность которой поддерживают не выше 30 г/л в пересчете на серную кислоту. Затем органическую фазу используют в качестве концентрата адипиновой кислоты. Водную фазу подвергают электролизу в двухкамерном мембранном электролизере с получением в катодной камере натриевой щелочи, а в анодной – кислого анолита. Кислый анолит после выхода из электролизера подают на смешение с новой порцией стоков в качестве подкисляющего агента, замыкая анолитный цикл. Кислотность образующейся водной фазы поддерживают не ниже 10 г/л. Водный и солевой баланс анолитного цикла поддерживают частичным упариванием водной фазы, которое осуществляют до ее подачи в электролизер с выделением сульфата натрия или после выхода из анодной камеры электролизера с выделением бисульфата натрия. Обеспечивается повышение эффективности за счет уменьшения производственных отходов при одновременном улучшении экологии в районе производства. 1 з.п. ф-лы, 1 табл., 2 пр.
Формула
Документы, цитированные в отчёте о поиске
Способ получения концентрата адипиновой кислоты и натриевой щелочи из щелочных стоков производства капролактама
Комментарии