Форма для термитной сварки и способ ремонта - RU2752046C1
Код документа: RU2752046C1
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к форме для ремонта металлических рельсов, в частности железнодорожных рельсов.
Изобретение также относится к способу ремонта рельса с помощью такой формы.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
В настоящем контексте термин «подошва» относится к нижней части рельса, опирающейся на шпалу, а термины «головка» и «шейка» используются соответственно для обозначения поверхности катания и вертикальной стенки, соединяющих подошву с головкой. Это определение используется для подошв рельса всех типов, имеющих профиль «Виньоль» или какой-либо другой профиль.
Более конкретно, речь здесь будет идти о рельсах с изношенной верхней частью головки.
Чаще всего такой износ является следствием использования рельса или инцидентов при катании, так что поверхность катания перестает быть ровной, и на ней появляются неровности поверхности, ухудшающие безопасность.
В таких случаях, в соответствии с известным уровнем техники, на месте осуществляется техническое обслуживание, в процессе которого вырезают подвергшуюся износу часть рельса, заменяют эту часть отрезком рельса, т.е. куском нового рельса, и приваривают этот кусок к имеющемуся рельсу.
Ясно, что это дорогостоящая и трудоемкая операция, которая занимает много времени. Если такая операция и оправдана в случае очень значительного износа, то она не оправдана в том случае, когда дефект имеет ограниченное распространение по глубине и длине.
Однако при ремонте рельса непосредственно с помощью термитной сварки можно столкнуться со следующими трудностями.
Известна процедура технического обслуживания на месте, которая осуществляется с помощью формы, состоящей целиком из песка. Форму размещают с одной и с другой стороны от той области рельса, из которой удален дефект, и расплавленную сталь, полученную с помощью алюминотермической реакции, заливают в форму таким образом, чтобы заполнить выемку, образованную в результате удаления дефекта.
Обычно требуется притирка двух половин песчаной формы для лучшего выравнивания поверхности контакта с целью обеспечения герметичности по отношению к расплавленному металлу, который будет залит в эту форму, что является условием успешности ремонта. Эта операция трудоемка и не всегда позволяет обеспечить полную герметичность.
Кроме того, нельзя исключить, что подлежащая ремонту часть находится в той области, где при укладке железнодорожной линии два отрезка рельса были сварены друг с другом путем электросварки (в английской терминологии «контактной электросварки оплавлением»), создающей припуски, которые могут достигать трех миллиметров. Конечно, валики сварного шва и другие следы сварки, имеющиеся на головке, были тщательно устранены, в частности путем шлифования. Однако это не относится к другим частям рельса, не образующим поверхность катания.
Валики сварного шва от электросварки, расположенные не на головке, можно было бы шлифовать перед ремонтом рельса. Но на практике это трудноосуществимо, поскольку у рабочих очень мало времени для осуществления ремонта: путь должен быть закрыт для движения на как можно более короткое время. Между тем, такое шлифование должно осуществляться очень тщательно, чтобы обеспечить абсолютно герметичную поверхность контакта между рельсом и формой.
При этих условиях легко понять, что неровности поверхности создают проблемы герметичности, поскольку предлагается ремонтировать поврежденный рельс путем термитной сварки в форме, обхватывающей рельс полностью с обеих сторон в зоне повреждения.
Задачей настоящего изобретения является устранения этого недостатка.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Таким образом, в первом своем аспекте настоящее изобретение относится к форме для термитной сварки металлического рельса, содержащей по меньшей мере две по существу одинаковые детали или кокиля, выполненные с возможностью временной установки друг напротив друга и по обеим сторонам рельса таким образом, чтобы они обхватывали головку, шейку и подошву этого рельса, причем каждая из этих деталей или кокилей содержит верхнее отверстие, которое открывается во внутреннюю полость, ограниченную стенками, выполненными с возможностью обхвата головки, шейки и подошвы этого рельса, причем эта форма отличается тем, что внутренняя полость содержит сжимаемое герметизирующее покрытие только на стенке, предназначенной для обхвата шейки, подошвы и нижней части головки без остальной части головки и нижней части подошвы.
В соответствии с одним из вариантов осуществления, покрытие является огнеупорным войлоком.
В соответствии с одним из вариантов осуществления, толщина покрытия составляет от 2 до 10 мм.
В соответствии с особенно предпочтительным вариантом осуществления, внутренняя часть детали, противоположная полости, содержит наклонный разрез, предназначенный для того, чтобы избежать контакта с системой крепления рельса к шпале.
Во втором своем аспекте настоящее изобретение относится к способу ремонта рельса, содержащего дефект поверхности в области головки, причем способ отличается тем, что включает следующие этапы:
- удаление дефекта таким образом, чтобы создать выемку на головке рельса;
- размещение двух деталей или кокилей формы описанным выше способом по обеим сторонам рельса;
- заполнение выемки путем заливки в форму через верхнее отверстие материала термитной сварки.
В соответствии с одним из вариантов осуществления, шейка содержит по существу под прямым углом к подлежащему ремонту дефекту валик сварного шва, образованный в результате электросварки, и сжимаемое покрытие формы плотно прижимается к этому валику.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Другие отличия и преимущества настоящего изобретения поможет понять описание одного из предпочтительных вариантов осуществления, которое будет приведено ниже со ссылками на прилагаемые чертежи.
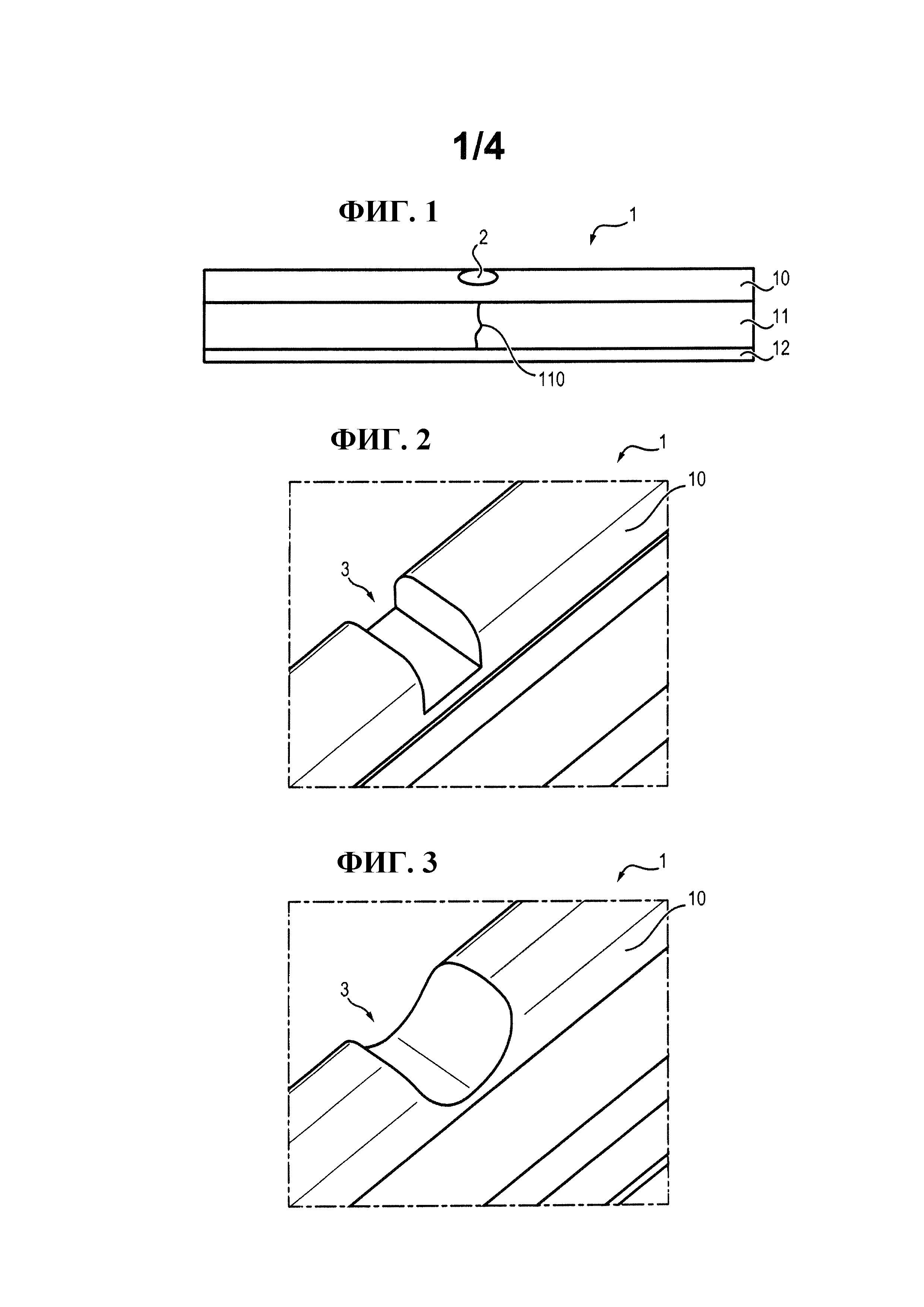
На фиг. 1 представлен упрощенный вид сбоку участка рельса, содержащего дефект поверхности в области части катания (головки), а также наружный след сварки в области шейки.
На фиг. 2 представлен вид в перспективе части рельса по фиг. 1, содержащего дефект поверхности, после удаления той части материала, в которой содержится этот дефект.
На фиг. 3 представлен вид по фиг. 2, но выемка от удаленного материала имеет другую форму.
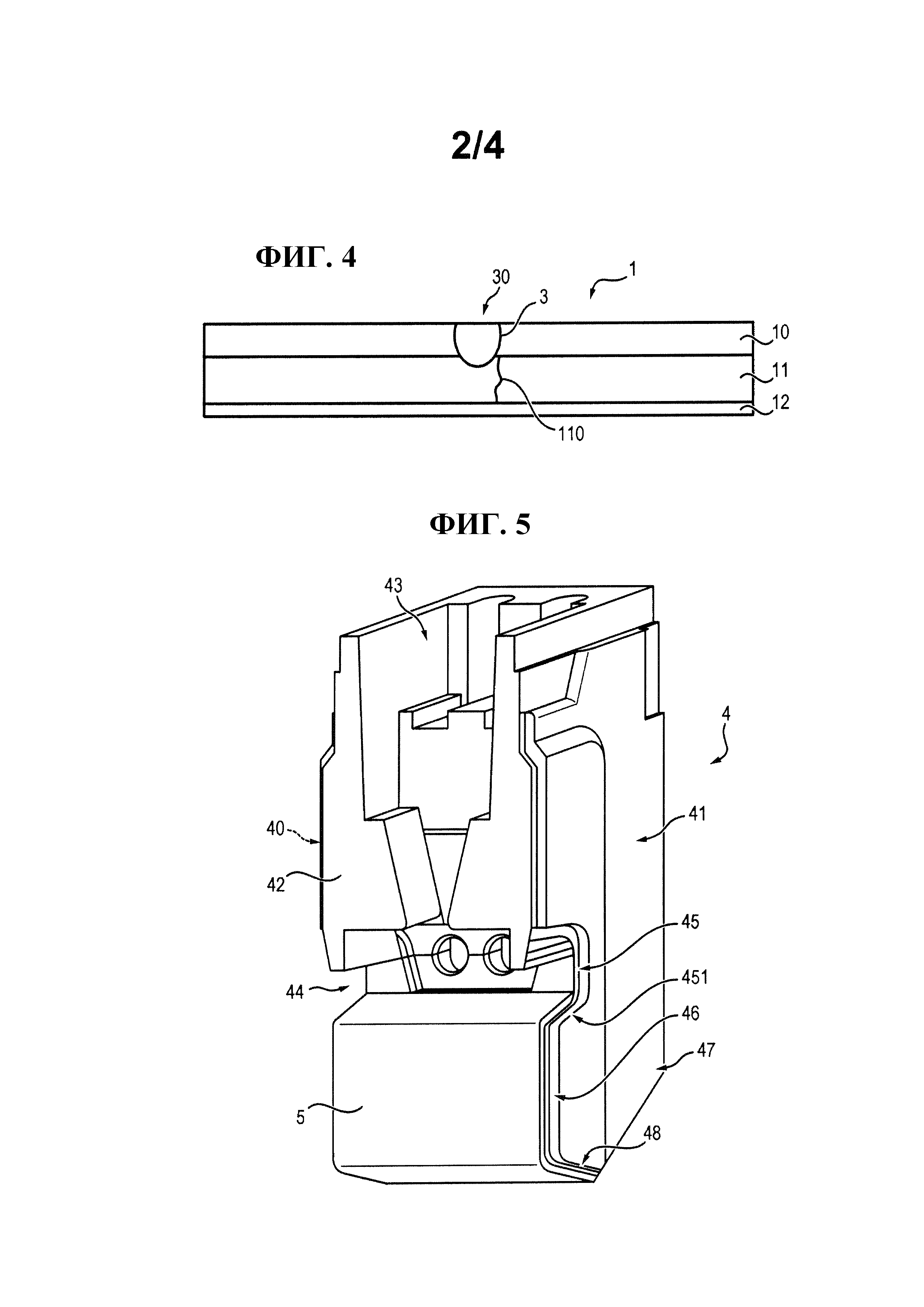
На фиг. 4 представлен вид по фиг. 1, демонстрирующий рельс после ремонта.
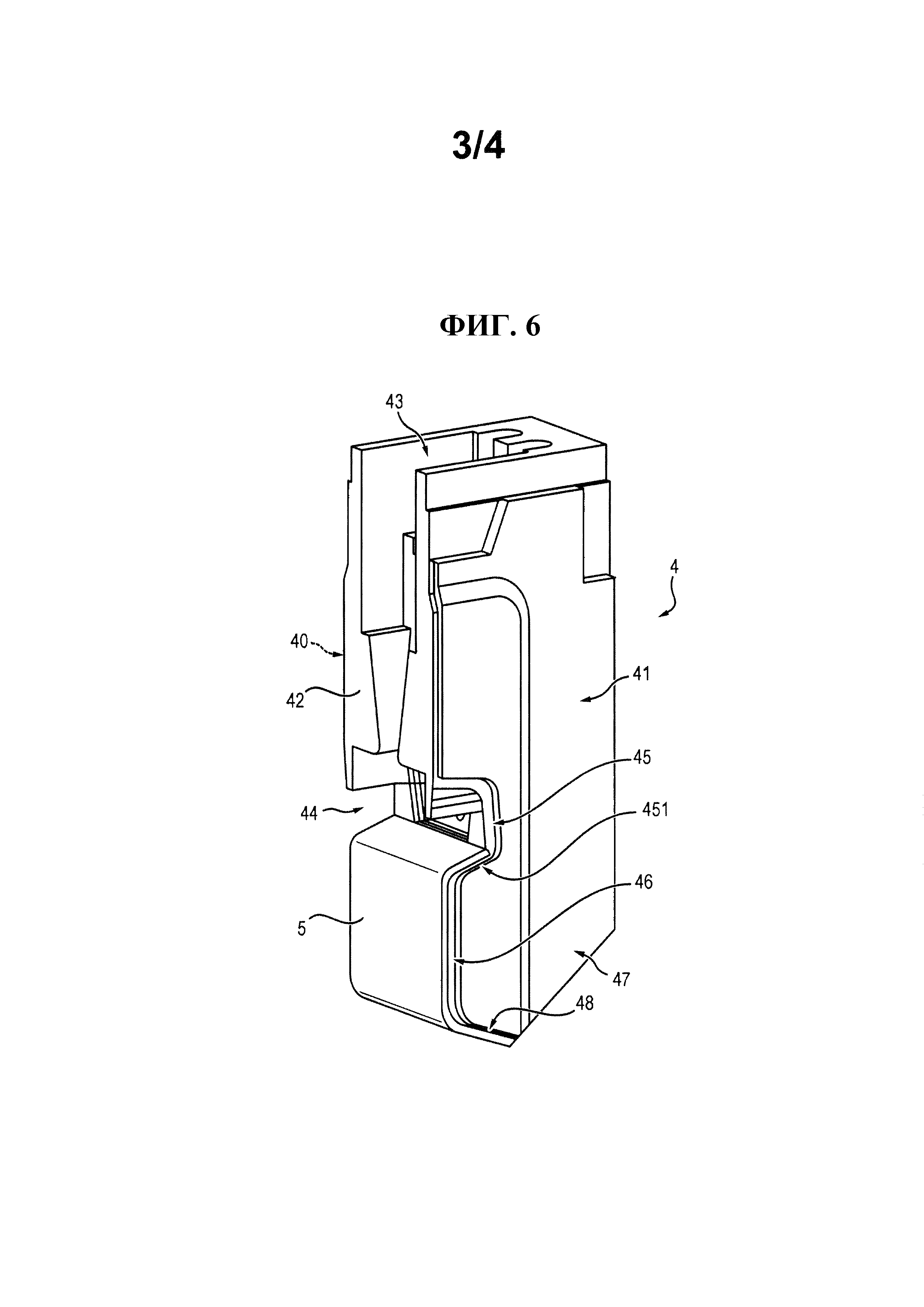
На фиг. 5 и 6 представлены виды в перспективе в двух разных направлениях одной из частей формы в соответствии с настоящим изобретением.
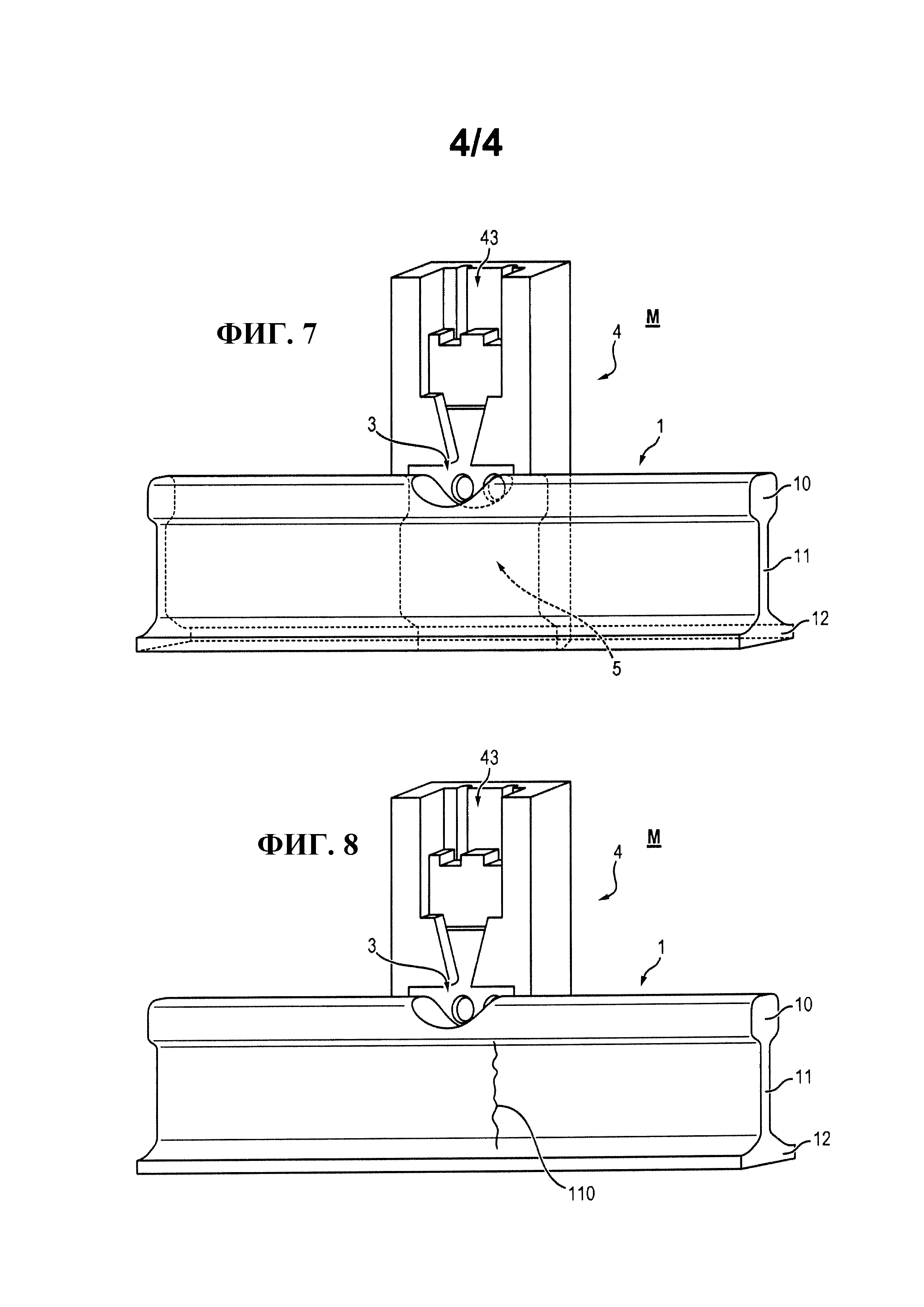
На фиг. 7 и 8 представлены виды в перспективе подлежащего ремонту отрезка рельса, показанного относительно части формы в соответствии с изобретением, причем на фиг. 7 этот отрезок рельса виден на просвет.
СВЕДЕНИЯ. ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На фиг. 1 схематично представлен отрезок металлического железнодорожного рельса.
Как и обычно, этот рельс содержит головку 10, шейку 11 и подошву 12. Головка 10 содержит дефект 2 поверхности в области верхней поверхности катания. Этот дефект занимает поверхность, равную, например, нескольким квадратным сантиметрам.
По существу под прямым углом к дефекту 2 в области шейки 11 проходит валик 110 сварного шва, образованный в результате электросварки. Этот валик создает неровность поверхности шейки 11.
Рельс именно такого типа предлагается ремонтировать с помощью формы в соответствии с изобретением.
На фиг. 2 и 3 можно видеть меньшую часть того же рельса после предварительного удаления дефекта 2 поверхности таким образом, что на поверхности головки 10 образована выемка 3.
Форма выемки 3 зависит от примененной для удаления технологии. Таким образом, на фиг. 2 удаленная область имеет прямые и попарно перпендикулярные края, полученные путем шлифования рельса, тогда как выемка по фиг. 3 содержит искривленное дно, полученное путем газовой резки. Эта форма не влияет на характеристики формы для литья и способа в соответствии с изобретением. Ясно, что специалист в данной области техники сможет выбрать любую другую подходящую технологию удаления дефекта поверхности без отклонения от сущности настоящего изобретения.
На фиг. 4 представлено то, что в некотором отношении составляет задачу настоящего изобретения, в данном случае отремонтированный рельс 1, содержащий заполняющий материал 30 вместо выемки 3 по фиг. 2 и 3.
На фиг. 5 и 6 представлена форма в соответствии с изобретением.
Эта форма состоит из двух по существу одинаковых деталей (или кокилей) 4, предпочтительно и исключительно изготовленных из песка. Способ изготовления такой формы не будет подробно описан ниже, поскольку он известен сам по себе и не является предметом изобретения.
Для ясности здесь представлена только одна деталь 4. Эта деталь по сторонам ограничена двумя параллельными поверхностями 40 и 41. В верхней части она содержит переднюю поверхность 42, разделенную на две части, расположенные по обеим сторонам от отверстия 43, соединяющего верхнюю часть формы с внутренней отливочной полостью 44 формы.
Внутренняя часть формы разделена на две зоны: отливочную полость 44, предназначенную для размещения вокруг головки рельса и ограниченную стенкой 45, и поверхность упора в шейку и подошву рельса, образованную стенками 46, 48.
Стенка 45 выполнена с возможностью обхвата головки 10 рельса 1, тогда как стенка 46 предназначена для обхвата шейки 11, а стенка 48 предназначена для обхвата подошвы 12 рельса. Стенка 45 содержит, в частности, часть 451, предназначенную для вхождения в контакт с нижней частью головки.
В соответствии с настоящим изобретением, внутренняя часть формы содержит сжимаемое герметизирующее покрытие 5, прилегающее только к стенкам 451, 46 и 48, предназначенным для обхвата шейки, подошвы и нижней части головки, без остальной части головки и нижней части подошвы.
В соответствии с одним из предпочтительных вариантов осуществления, это покрытие состоит из огнеупорного войлока. Оно жестко соединено со стенками с помощью клеящего вещества. Толщина покрытия обычно составляет от 2 до 10 мм.
В соответствии с одним из предпочтительных вариантов осуществления, внутренняя часть детали 4, противоположная полости 44, содержит наклонный разрез 47, более четко выраженный, чем в обычных формах для термитной сварки, что позволяет разместить форму в любом месте рельса. Действительно, если ремонт должен быть осуществлен под прямым углом к сварному шву, расположенному на шпале, крепежные системы (болты, винты и т.д.) проходят над подошвой рельса. Во избежание контакта деталей формы с этими системами (который делает невозможной установку формы), этот наклонный разрез 47 выполнен таким образом, что он позволяет установить форму на любой крепежной системе.
Фиг. 7 и 8 позволяют легко понять, как размещаются две детали 4 формы М по обеим сторонам рельса 1 таким образом, что отверстие 43 находится на вертикали выемки 3.
После размещения этих деталей и осуществления всех подготовительных операций материал для термитной сварки заливают для заполнения выемки 3.
Поскольку сжимаемое покрытие расположено в зоне областей, склонных к содержанию неровностей поверхности, таких как валики от электросварки, материал покрытия деформируется и плотно прижимается к этим неровностям. Это исключает риск вытекания расплавленного материала куда-либо, кроме требуемой области, т.е. выемки.
Реферат
Группа изобретений относится к области верхнего строения железнодорожного пути, в частности к формам для термитной сварки металлического рельса, имеющего дефект поверхности в области головки, а также к способам ремонта такого рельса. Форма содержит два одинаковых кокиля. Кокили могут быть установлены напротив друг друга по обеим сторонам рельса. Установленные кокили обхватывают головку, шейку и подошву рельса. Каждый кокиль содержит верхнее отверстие и внутреннюю полость. Полость ограничена стенками, предназначенными для обхвата головки, шейки и подошвы. Полость содержит сжимаемое герметизирующее покрытие только на стенках, охватывающих шейку, подошву и нижнюю часть головки без остальной части головки и нижней части подошвы. При ремонте рельса удаляют дефект, создавая выемку на головке рельса. Размещают кокили по обеим сторонам рельса. Заполняют выемку материалом для термитной сварки. Обеспечивается герметичное прилегание кокилей к рельсу. 2 н. и 4 з.п. ф-лы, 8 ил.
Формула
Документы, цитированные в отчёте о поиске
Литейная форма для алюминотермитной сварки железнодорожных рельсов
Комментарии