Модифицированные фосфором катализаторы крекинга с повышенной активностью и гидротермической стабильностью - RU2632913C2
Код документа: RU2632913C2
Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к фосфорсодержащему катализатору, приготовленному из каолинового сырья, и к способу каталитического крекинга углеводородов, в котором применяется данный катализатор.
УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Каталитический крекинг - это способ переработки нефти, который в крупных масштабах применяется в промышленности. Около 50% смешанного бензинового пула нефтеперерабатывающих заводов в Соединенных Штатах произведено с помощью этого способа, причем, практически все это количество произведено с применением способа флюид-каталитического крекинга (ФКК). В настоящее время все промышленные катализаторы ФКК содержат кристаллический алюмосиликатный цеолит, в частности, фожазит, т.е., цеолит Υ в аморфной или аморфной/каолиновой матрице из силиката, алюминия, алюмосиликата, каолина, глины и тому подобного.
Была проделана большая работа для того, чтобы повысить паротермическую (гидротермическую) стабильность цеолитов путем включения с помощью ионообменных методов редкоземельных ионов или ионов аммония для того, чтобы снизить содержание соды, которая является разрушительной для цеолита Y. Для переработки сырья из тяжелых углеводородов в более ценные продукты в промышленности используют термически и химически модифицированный цеолит Y, такой как ультрастабильный цеолит Υ (УС Υ) и кальцинированный обмененный на редкоземельные ионы Y-цеолит (КОРЗ Υ).
Согласно известному уровню техники в катализаторах флюид-каталитического крекинга активный цеолитный компонент включается в состав микросфер катализатора с помощью одного или двух основных способов. В одном способе цеолитный компонент кристаллизируется, а потом на отдельном этапе включается в состав микросфер. В другом способе, который является in-situ способом, сначала формируются микросферы, а затем цеолитные компоненты сами кристаллизируются в микросферах, что приводит к образованию микросфер, содержащих как цеолитные, так и нецеолитные компоненты.
Давно признали, что для того, чтобы катализатор флюид-каталитического крекинга был коммерчески востребованным, он должен характеризоваться коммерчески приемлемой активностью, селективностью и стабильностью. Он должен быть достаточно активным для того, чтобы обеспечить экономически целесообразный выход продукции, он должен обладать хорошей селективностью в отношении производства нужных продуктов и не производства ненужных продуктов, и он должен быть достаточно гидротермически стабильным и устойчивым к истиранию для того, чтобы иметь коммерчески приемлемый срок эксплуатации.
В патенте США №4,493,902, материалы которого включены в данный текст посредством перекрестной ссылки, описаны новые катализаторы флюид-крекинга, содержащие устойчивые к истиранию, каталитически активные микросферы с высоким содержанием цеолитов, которые содержат более чем 40%, предпочтительно - 50-70% по массе Y-фожазита, а также способы получения таких катализаторов с помощью кристаллизации более чем около 40% натриевого Y-цеолита в пористых микросферах, состоящих из смеси двух различных форм химически реагирующей кальцинированной глины, а именно: метакаолина (каолина, кальцинированного до вступления в сильную эндотермическую реакцию, связанную с дегидроксилированием) и каолиновой глины, кальцинированной в условиях, более строгих, чем те, что используются для преобразования каолина в метакаолин, т.е., каолиновой глины, кальцинированной до вступления в характеристическую каолиновую экзотермическую реакцию, и которую иногда называют шпинельной формой кальцинированного каолина. В предпочтительном варианте реализации микросферы, содержащие две формы кальцинированной каолиновой глины, погружаются в щелочной раствор силиката натрия, который нагревается, предпочтительно до тех пор, пока максимально возможное количество Y-фожазита не кристаллизируется в микросферах.
При практическом применении способа согласно ʹ902 пористые микросферы, в которых кристаллизируется цеолит, предпочтительно готовят путем получения водной суспензии из порошкообразной сырой (гидратированной) каолиновой глины (Al2O3:2SiO2:2Н2O) и порошкообразной кальцинированной каолиновой глины, которая экзотермически прореагировала вместе с небольшим количеством силиката натрия, действующего как разжижающий агент для суспензии, который заливается в распылительную сушилку для образования микросфер, а затем выполняет функцию обеспечения физической прочности компонентов высушенных распылением микросфер. Затем высушенные распылением микросферы, содержащие смесь из гидратированной каолиновой глины и каолина, кальцинированного до вступления в экзотермическую реакцию, кальцинируют в контролируемых условиях, менее строгих, чем те, которые необходимы для того, чтобы заставить каолин вступить в экзотермическую реакцию, с целью дегидратировать гидратированную часть каолиновой глины в микросферах, содержащих необходимую смесь из метакаолина, каолина, кальцинированного до вступления в экзотермическую реакцию, и связующего компонента из силиката натрия. В иллюстративных примерах патента ʹ902 в распылительной сушилке в исходной реакционной смеси присутствовали приблизительно одинаковые массы гидратированной глины и шпинели, а полученные кальцинированные микросферы содержали немного больше экзотермически прореагировавшей глины, чем метакаолина. В патенте ʹ902 сообщается, что кальцинированные микросферы содержат около 30-60% по массе метакаолина и около 40-70% по массе каолина, отличительным признаком которого служит его характеристическая экзотерма. Описанный в патенте менее предпочтительный способ включает распылительное высушивание суспензии, содержащей смесь из каолиновой глины, предварительно кальцинированной до состояния метакаолина, и каолина, кальцинированного до вступления в экзотермическую реакцию, но без содержания каких-либо гидратированных каолинов в суспензии, таким образом, обеспечивая прямое получения микросфер, содержащих как метакаолин, так и каолин, кальцинированный до вступления в экзотермическую реакцию, без кальцинации для преобразования гидратированного каолина в метакаолин.
В реализации изобретения, описанного в патенте ʹ902, микросферы, состоящие из каолина, кальцинированного до вступления в экзотермическую реакцию, и метакаолина, вступают в реакцию с каустическим обогащенным раствором силиката натрия в присутствии инициатора кристаллизации (зародышей) для того, чтобы преобразовать оксид кремния и оксид алюминия в микросферах в синтетический натриевый фожазит (цеолит Y). Микросферы отделяют от силикатного натриевого маточного щелока, проводят ионный обмен на редкоземельные, аммониевые ионы, или на те и другие, для образования редкоземельных или различных других стабилизированных форм катализаторов. В технологии патента ʹ902 предложены способы получения необходимой и уникальной комбинации с высоким содержанием цеолита, которая характеризуется высокой активностью, хорошей селективностью и термической стабильностью, а также устойчивостью к истиранию.
Вышеуказанная технология является широко востребованной в коммерческом плане. Из-за доступности микросфер с высоким содержанием цеолита, которые, вдобавок, являются устойчивыми к истиранию, изготовленные по заказу катализаторы со специфическими технологическими показателями, такими как улучшенная активность и/или селективность, теперь являются доступными для нефтеперерабатывающих заводов без проведения дорогостоящей механической реконструкции. Значительная часть катализаторов ФКК, которые поставляются на местные и зарубежные нефтеперерабатывающие заводы, изготовлена на основе данной технологии.
Катализаторы, которые содержат фосфор или фосфорсодержащие соединения, были описаны в патентах США №4,498,975, 4,504,382, 4,839,319, 5,110,776. В этих ссылках указывается, что каталитическая крекирующая активность и селективность цеолитных катализаторов может быть улучшена путем добавления фосфора.
Например, в соответствии с изобретением, описанным в патенте США №4,454,241, предложен катализатор, содержащий кристаллический алюмосиликатный цеолит, изготовленный из исходного сырья в виде глины, остатка, полученного из указанной глины, и эффективного количества фосфора, причем указанный катализатор готовят поэтапно, включая этапы: (а) ионного обмена полученного из глины кристаллического алюмосиликатного цеолита Y-типа, содержащего щелочной металл, и полученного из глины остатка на катион не щелочного металла, для того, чтобы снизить содержание щелочного металла в указанном содержащем щелочной металл цеолите; (б) кальцинации полученных ион-обмененных цеолита и полученного из глины остатка, и (в) приведения в контакт полученного кальцинированного цеолита и полученного из глины остатка с веществом, содержащим анион, выбранный из группы, состоящей из первичного кислого фосфат аниона, первичного кислого фосфит аниона и их смесей, на время, достаточное для получения композита из эффективного количества фосфора с указанными кальцинированными цеолитом и остатком.
В патенте США №5,378,670 описан способ приготовления модифицированных фосфором цеолитов/молекулярных фильтров, в котором частично гидрированный, аммоний обмененный натриевый цеолит/молекулярный фильтр смешивают с фосфорсодержащим соединением, таким как Н3РО4 для получения фосфорсодержащего состава цеолита/молекулярного фильтра, который термически обрабатывают (паром) для получения прореагировавшего с фосфором цеолита/молекулярного фильтра, который впоследствии вступает в реакцию с дополнительными фосфорсодержащими веществами для получения обработанного фосфором цеолита/молекулярного фильтра, содержащего от около 2 до 7 массовых процентов Р2О5. Обработку паром проводят для получения ультрастабильного цеолита, имеющего меньший по сравнению с исходным материалом размер элементарной ячейки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с настоящим изобретением модификация фосфором катализатора флюид-крекинга приводит к образованию катализатора с высокой гидротермической стабильностью и активностью. Микросферы катализатора, заявленные в данном изобретении, получают общепринятым способом, который описан в принадлежащем тому же правообладателю патенте США №4,493,902. После завершения процесса кристаллизации микросферы, содержащие Y-фожазит, отделяют от маточного щелока путем фильтрации. Обычно микросферы содержат более чем около 8% по массе Na2О. С помощью аммониевого ионного обмена количество Na2O уменьшают до около 2% по массе. Частично обмененное вещество добавляют в фосфатный раствор при 180°F и уровне рН 2-5 для того, чтобы получить от около 0,5 до 2% Р2О5 в катализаторе. После фильтрации и промывки образец подвергают обмену на редкоземельные ионы при 180°F для того, чтобы получить 0,25-1,5% РЗО в катализаторе.
Обмененное на редкоземельные ионы вещество высушивают, кальцинируют и подвергают дополнительному аммониевому ионному обмену для того, чтобы снизить содержание Na2O до около 0,2%. Полученное вещество снова добавляют в фосфатный раствор при 180°F и уровне рН 2-5 для того, чтобы получить коло 2-4% Р2О5 в катализаторе.
ПОДРОБНОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Катализатор, заявленный в настоящем изобретении, содержит кристаллический алюмосиликатный цеолит Y-типа, полученный непосредственно из каолинового исходного сырья способом, описанным, например, в вышеупомянутом патенте США №4,493,902. Катализатор содержит эффективное количество фосфора для того, чтобы увеличить активность катализатора по сравнению с тем же катализатором, но без включения фосфора указанным способом. Подходящее количество фосфора, присутствующее в катализаторе, составляет от по меньшей мере около 2,0 массовых процентов, предпочтительно - от по меньшей мере около 2,8 массовых процентов, более предпочтительно - от около 2,8 до около 3,5 массовых процентов фосфора, в пересчете на Р2О5, от массы цеолита и полученной из каолина матрицы. Под “цеолитом Y-типа” в данном тексте подразумевается кристаллический алюмосиликатный цеолит, имеющий структуру фожазита, и в котором мольное соотношение оксида кремния к оксиду алюминия составляет по меньшей мере около 3:1.
Катализатор, заявленный в настоящем изобретении, отличается способом приготовления и включения фосфорного компонента. Кристаллический алюмосиликат Y-типа можно приготовить любым известным способом приготовления цеолита из каолина и дополнительного источника оксида кремния для получения цеолита Y-типа с высоким соотношением оксида кремния к оксиду алюминия. Дополнительным источником оксида кремния может служить, например, кремневая соль щелочного металла, или добавленный экзотермически прореагировавший каолин, или водный силикатный золь. Известные способы приготовления включают применение реакционных смесей, содержащих каолин и силикат натрия, и последующую обработку гидроксидом натрия до образования цеолита; обработку смесей из экзотермически прореагировавшего каолина и метакаолина гидроксидом натрия до образования цеолита. Цеолитные катализаторы, выполненные из каолинового исходного сырья, производятся серийно, включая цеолитные катализаторы, производимые непосредственно BASF Catalystʹs, выполненные из каолинового исходного сырья описанным выше способом. Количество цеолита, образующееся в составе катализатора, может варьироваться от около 30 до около 70 массовых процентов, предпочтительно - составлять по меньшей мере около 40 массовых процентов.
Серийно производимые цеолитсодержащие катализаторы, выполненные из каолинового исходного сырья, обычно подвергают по меньшей мере одному стандартному этапу катионного обмена для того, чтобы снизить содержание щелочного металла до не превышающего в общем случае 1 массового процента в пересчете на оксид щелочного металла от общей массы катализатора. Обычно для снижения содержания катионов натрия в катализаторе проводят аммониевый катионный обмен. Затем, аммоний обмененный цеолит Y-типа, включая полученную из каолина матрицу, приводят в контакт с веществом, содержащим анион, выбранный из группы, состоящей из первичного кислого фосфат аниона , первичного кислого фосфит аниона и их смесей, на время, достаточное для получения композита из фосфора с катализатором. Подходящее количество фосфора для включения в катализатор составляет по меньшей мере около 0,5 массовых процентов, предпочтительно - по меньшей мере около 0,7 массовых процентов, более предпочтительно - от около 1,0 до 2 массовых процентов в пересчете на Р2О5 от суммарной массы цеолита и каких-либо остатков матрицы, связанной с цеолитом во время его приготовления из каолина.
Анион получают из фосфорсодержащего соединения, выбранного из группы, состоящей из неорганических фосфорных кислот, солей неорганических фосфорных кислот и их смесей. Подходящие фосфорсодержащие соединения включают фосфористую кислоту (Н3РО3), ортофосфорную кислоту (Н3РО4), соли фосфористой кислоты, соли ортофосфорной кислоты и их смеси. Хотя для того, чтобы обеспечить наличие первичного кислого фосфат или фосфит аниона можно использовать любые растворимые соли фосфористой кислоты и ортофосфорной кислоты, такие как соли щелочных металлов и соли аммония, предпочтительно использовать соли аммония, так как применение солей щелочных металлов требует последующего удаления щелочного металла из катализатора. Предпочтительно анион является первичным кислым фосфат анионом, полученным из фосфата моноаммония, фосфата диаммония и их смесей. Контакт с анионом можно осуществить с помощью по меньшей мере одного этапа контактирования или серии контактов, которые могут являться серией чередующихся и последовательных кальцинации и этапов контактирования первичного кислого фосфат или фосфит аниона.
Контакт аниона с цеолитом и полученной из каолина матрицей удобно проводить при уровне рН в диапазоне от около 2 до около 8. Нижняя граница уровня рН выбрана так, чтобы минимизировать потерю кристалличности цеолита. Верхняя граница рН, по-видимому, определяется концентрацией аниона. Подходящие концентрации первичного кислого фосфат или первичного кислого фосфит аниона в жидкой среде составляют от около 0,2 до около 10,0 массовых процентов аниона. Нижняя граница выбрана таким образом, чтобы обеспечить необходимый минимальный уровень фосфора в катализаторе. Уровень рН обрабатывающего раствора можно доводить до нужного значения путем добавления кислоты, такой как азотная кислота и тому подобное. Хотя верхняя граница не является критической, в концентрации выше установленной верхней границы нет необходимости. Выбранная концентрация аниона в растворе также будет зависеть от того количества раствора, которое используется на обрабатываемую массу цеолита и матрицы. Время обработки и температуры не являются критическими и могут варьироваться от приблизительно комнатной температуры, которая составляет от 60°F, до около 250°F.
После добавления фосфорсодержащего соединения катализатор подвергают обмену на редкоземельный катион из водного раствора растворимой редкоземельной соли, что является известным в данной области техники. Примерами редкоземельных соединений являются нитраты лантана, церия, празеодима, неодима и тому подобные. В данной области техники известны и могут применяться и другие водорастворимые соли редкоземельных соединений. Обычно количество редкоземельного элемента, которое добавляют в катализатор в виде редкоземельного оксида варьируется от около 0,5 до 10%, обычно - 0,5-5 масс. % РЗО. Как правило, температура пропиточного раствора варьируется в диапазоне около 70-200°F при уровне рН около 2-5. Хотя выше описано, что редкоземельный обмен происходит после первого добавления фосфора, редкоземельный обмен может происходить и в другой последовательности, как описано выше. Например, редкоземельный обмен может происходить непосредственно после первого аммониевого обмена и перед обработкой фосфором.
После редкоземельного обмена катализатор, обмененный на редкоземельные ионы, высушивают и кальцинируют при температуре 800°-1200°F. Условия кальцинации являются такими, при которых размер ячеек кристаллов цеолита существенно не уменьшается. Обычно этап сушки после редкоземельного обмена проводят для удаления значительной части воды, содержащейся в катализаторе, а кальцинацию проводят в отсутствие добавочного пара. После кальцинации катализатор, содержащий оксид редкоземельного элемента, дополнительно подвергают кислотному обмену, обычно с помощью ионов аммония, для того, чтобы снова снизить содержание оксида натрия до менее чем около 0,5 масс. % Na2O. Аммониевый обмен можно повторить, чтобы убедиться, что содержание оксида натрия снизилось до менее чем около 0,5 масс. % N2O. Обычно содержание оксида натрия снижается до менее чем 0,2 масс. % N2О. После аммониевого обмена катализатор со сниженным содержанием оксида натрия, содержащий цеолит Y-типа и полученную из каолина матрицу, снова приводят в контакт с веществом, содержащим соединения фосфора, как описано выше, с учетом первой обработки фосфором. Вещество содержит достаточно фосфора для того, чтобы обеспечить содержание фосфора в виде Р2О5 в количестве по меньшей мере 2,0 масс. % и, в большинстве случаев, количество фосфора в виде Р2О5 в количестве от 2,8 до 3,5 масс. % по отношению к катализатору, включая цеолит и полученную из каолина матрицу. Температуры и условия рН для второй обработки фосфором являются такими же, какие были при описанной выше первой обработке. После обработки фосфором пропитанный катализатор снова кальцинируют при температурах в 700°-1500°F. Во время второй кальцинации некоторое количество пара, до 25%, можно добавлять в окислительную среду для того, чтобы уменьшить размер ячеек кристаллов цеолита. Как правило, в кристаллическом состоянии размер элементарной ячейки цеолита составляет от 24,65 до 24,75 Å. После первой кальцинации размер элементарной ячейки остается в пределах установленного диапазона. После второй кальцинации размер элементарной ячейки цеолита может быть уменьшен до менее чем 24,6 Å.
Пример 1: (приготовление микросферы)
Готовили микросферу, содержащую 37,5 частей гидратированной каолиновой глины LHT, 62,5 частей кальцинированного порошка каолина М-93 в виде муллита. В смесь из гидратированного и кальцинированного каолинов добавляли 8 частей SiO2 - силиката натрия от N-brand™. Источник гидратированного каолина представлял собой суспензию с 60%-ым содержанием твердой фазы LHT, крупнодисперсный побочный продукт центрифугирования так называемой серой каолиновой глины, в котором 90 масс. % частиц имеют размер менее 1 микрона. Суспензию помещали в распылительную сушилку для образования микросфер. Микросферы кальцинировали для преобразования гидратированного каолина в метакаолин, но без достижения характеристической экзотермы. Содержание Na2О составляло 3,06 масс. %, растворимых в кислоте веществ - 18,5 масс. %, СРЧ составлял 85 мкм, СПТ составляла 0,55 г/см3, а объем пор Hg составлял между 40 и 20,000. Диаметр составлял 0,720 г/см3. Полученная микросфера является промышленно приготовленной микросферой MS65.
Пример 2: (кристаллизация)
Продукт из Примера 1 кристаллизовали на протяжении 14 часов до образования цеолита Υ с помощью общепринятых методов (патенты США 4493902 и 5395809). Зародыши кристаллизации описаны в патенте США 4631262. После окончания процесса кристаллизации микросферы, содержащие ~55% Y-фожазита и ~45% матрицы с размером элементарной ячейки в 24,71 Å, отделяли от значительной части маточного щелока путем фильтрации. После этапа фильтрации проводили промывку водой. Целью этапа промывки было удаление маточного щелока, который в ином случае остался бы в середине микросфер. Свойства кристаллизованного и промытого катализатора были следующими.

Пример 3: (аммониевый обмен)
Затем продукт из Примера 2 добавляли в 27 масс. % раствор нитрата аммония при 180°F и уровне рН 3-3,5, одновременно перемешивая и добавляя по капле 50% HNO3 для регулирования уровня рН. После добавления всего количества катализатора, суспензию перемешивали на протяжении 30 минут, фильтровали, а лепешку промывали деионизированной водой, чья масса вдвое превышала массу сухого катализатора. Было проведено два таких обменных процесса, при которых массовое соотношение между катализатором и 27 масс. % нитратом аммония составляло 1:2. Содержание Na2O на данном этапе составляло 2,09%.
Сравнительный Пример 4:
600 граммов продукта из Примера 3 (сухого вещества, свободного от легкоиспаряющихся компонентов) добавляли в раствор, содержащий 1200 г деионизированной воды и 19 г диаммоний фосфата (степень чистоты по стандарту ACS - 98%) при 180°F и уровне рН 3-3,5, одновременно перемешивая и добавляя по капле 50% HNO3 для регулирования уровня рН. После добавления всего количества катализатора, суспензию перемешивали на протяжении 30 минут и фильтровали, а лепешку промывали деионизированной водой, чья масса вдвое превышала массу сухого катализатора. Содержание Р2О5 на этом этапе составляло 1,75 масс. %. Затем образец подвергали редкоземельному обмену при 180°F и уровне рН 3-3,5 и получали около 1,36 масс. % La2О3 в катализаторе. Образец высушивали и кальцинировали при 950°F в печи прокалки на протяжении двух часов в закрытых лодочках из оксида кремния, причем исходное влагосодержание составляло 25 масс. %. После кальцинации, три раза повторяли процедуру аммониевого обмена, и после этого снова кальцинировали при влагосодержании в 25 масс. % и 1050°F до образования конечного продукта. Его свойства приведены ниже в Таблице II.
Пример 5: (Изобретение)
600 граммов продукта из Примера 3 (сухого вещества, свободного от легкоиспаряющихся компонентов) добавляли в раствор, содержащий 1200 г деионизированной воды и 19 г диаммоний фосфата (степень чистоты по стандарту ACS - 98%) при 180°F и уровне рН 3-3,5, одновременно перемешивая и добавляя по капле 50% HNO3 для регулирования уровня рН. После добавления всего количества катализатора, суспензию перемешивали на протяжении 30 минут и фильтровали, а лепешку промывали деионизированной водой, чья масса вдвое превышала массу сухого катализатора. Содержание Р2О5 на этом этапе составляло 1,75 масс. %. Затем образец подвергали редкоземельному обмену при 180°F и уровне рН 3-3,5 и получали около 1,36 масс. % La2О3 в составе катализатора. Образец высушивали и кальцинировали при 950°F в печи прокалки на протяжении двух часов в закрытых лодочках из оксида кремния в отсутствие добавочного пара. После кальцинации пять раз повторяли процедуру аммониевого обмена. Полученный образец добавляли в раствор, содержащий 1200 г деионизированной воды и 19 г диаммоний фосфата (степень чистоты по стандарту ACS - 98%) при 180°F и уровне рН 3-3,5, одновременно перемешивая и добавляя по капле 50% HNO3 для регулирования уровня рН. После добавления всего количества катализатора, суспензию перемешивали на протяжении 30 минут и фильтровали, а лепешку промывали деионизированной водой, чья масса вдвое превышала массу сухого катализатора. Содержание Р2О5 на этом этапе составляло 3,56 масс. %. Образец высушивали и повторно кальцинировали в отсутствие добавочного пара при 1050°F до образования конечного продукта. Его свойства приведены ниже в Таблице II.
Сравнительный Пример 6:
200 граммов продукта из Примера 3 (сухого вещества, свободного от легкоиспаряющихся компонентов) подвергали редкоземельному обмену при 180°F и уровне рН 3-3,5 и получали около 1,28 масс. % La2О3 в составе катализатора. Образец высушивали и кальцинировали при 950°F в печи прокалки на протяжении двух часов в закрытых лодочках из оксида кремния, причем исходное влагосодержание составляло 25 масс. %. После кальцинации, три раза повторяли процедуру аммониевого обмена. Полученный образец добавляли в раствор, содержащий 400 г деионизированной воды и 11 г диаммоний фосфата (степень чистоты по стандарту ACS - 98%) при 180°F и уровне рН 3-3,5, одновременно перемешивая и добавляя по капле 50% HNO3 для регулирования уровня рН. После добавления всего количества катализатора, суспензию перемешивали на протяжении 30 минут и фильтровали, а лепешку промывали деионизированной водой, чья масса вдвое превышала массу сухого катализатора. Содержание Р2О5 на этом этапе составляло 3,74 масс. %. Образец высушивали и повторно кальцинировали при влагосодержании в 25 масс. % и 1050°F до образования конечного продукта. Его свойства приведены ниже в Таблице III.
Сравнительный Пример 7:
Продукт из Примера 3 подвергали редкоземельному обмену при 180°F и уровне рН 3-3,5 и получали около 1,28 масс. % La2О3 в составе катализатора. Образец высушивали и кальцинировали при 950°F в печи прокалки на протяжении двух часов в закрытых лодочках из оксида кремния, причем исходное влагосодержание составляло 25 масс. %. После кальцинации, три раза повторяли процедуру аммониевого обмена, а затем образец повторно кальцинировали при влагосодержании в 25 масс. % и 1050°F до образования конечного продукта. Его свойства приведены ниже в Таблице III.
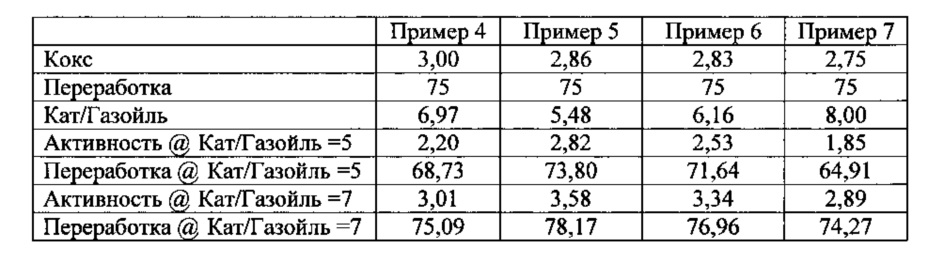
Свойства конечных и деактивированных паром продуктов приведены в следующей таблице:


Измерение активности катализатора
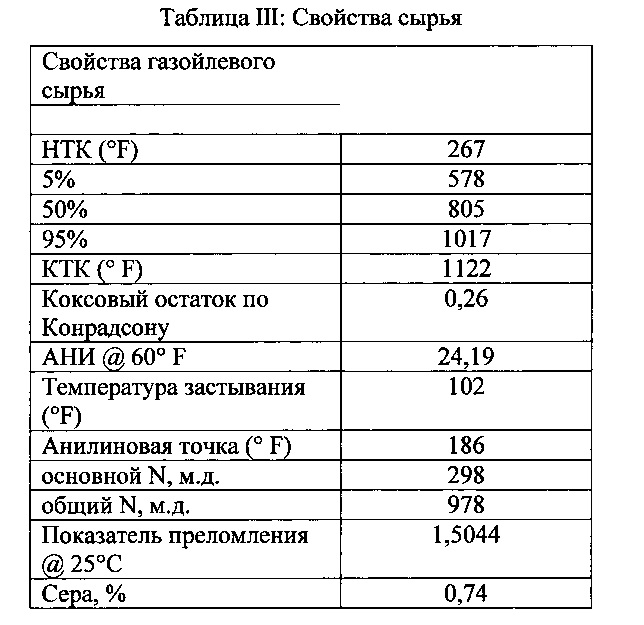
Каталитическую активность определяли с помощью АСE™ микромасштабной установки с неподвижным флюидизированным слоем, работающей при 1000°F (Таблица IV), используя 9 граммов катализатора и газойлевое сырье (Таблица III), практически так, как описано в патенте США №6,069,012, при положении насоса 2,125ʹʹ. Время десорбционной обработки катализатора было постоянным и составляло 575 секунд. Скорость закачки газойля составляла 1,2 г/мин.

Реферат
Предложены способ модификации цеолитного катализатора флюид-каталитического крекинга фосфором и модифицированный катализатор, полученный указанным способом. Способ модификации цеолитного катализатора Y-типа фосфором включает: обмен между кристаллизованным катализатором и аммониевой солью с целью обеспечить содержание в катализаторе оксида натрия, меньшее чем около 2 мас.% NaO, обработку аммоний обмененного катализатора первым фосфатным раствором, достаточную для того, чтобы добавить от 0,5 до 2 мас.% РОв катализатор, аммониевый ионный обмен обработанного фосфором катализатора с возможностью получения катализатора с низким содержанием оксида натрия, которое составляет менее чем около 0,5 мас.% NaO, обработку катализатора с низким содержанием оксида натрия вторым фосфатным раствором, достаточную для того, чтобы обеспечить содержание РОв катализаторе в количестве 2-4 мас.%, и ионный обмен катализатора на редкоземельные катионы, следующий за первым аммониевым ионным обменом или за первой обработкой фосфором с возможностью включения от 0,5 до 10 мас.% редкоземельных элементов в виде оксидов редкоземельных элементов в состав указанного катализатора, где после редкоземельного обмена катализатор кальцинируют в таких условиях кальцинации, при которых размер элементарной ячейки цеолита Y-типа значительно не уменьшается и где указанную кальцинацию проводят в отсутствие добавочного пара. Технический результат – высокая гидротермическая стабильность и активность катализатора. 2 н. и 4 з.п. ф-лы, 4 табл., 7 пр.
Формула
Документы, цитированные в отчёте о поиске
Катализатор конверсии углеводородов
Комментарии