Способ изготовления целлюлозного продукта, устройство для формования целлюлозного продукта и целлюлозный продукт - RU2735554C2
Код документа: RU2735554C2
Чертежи














Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу изготовления целлюлозного продукта из целлюлозных волокон. Настоящее изобретение дополнительно относится к устройству формования целлюлозного продукта и к целлюлозному продукту.
УРОВЕНЬ ТЕХНИКИ
Существует много ситуаций, когда желательно обеспечить предметы, сделанные из экологичных материалов, с плоской или по существу неплоской формой. Плоская форма может относиться к в целом двумерной (2D) форме, такой как, например, форма листового материала или заготовки, а по существу неплоские формы могут относиться к любой подходящей трехмерной (3D) форме объекта. Одна такая ситуация относится к упаковке жидкостей, сухих материалов и различных типов товаров, где упаковка может быть сделана в трехмерной форме или сформована в трехмерную форму из двумерного листового материала.
Например, при упаковке чувствительных товаров, таких как механические высокоточные изделия, электронное оборудование и другие предметы быта и технические изделия, существует потребность в защитной упаковке, чтобы избежать повреждения чувствительных товаров из-за, например, механического удара, вибрации или сжатия при транспортировке, хранении или другой обработке. Такая упаковка обычно требует защитных вставок, которые имеют форму, адаптированную к содержащимся товарам, и таким образом надежно удерживают товары в упаковке. Такие вставки обычно делаются из вспененного полистирола (EPS), который является облегченным материалом, получаемым из нефти, и не рассматривается как экологичный материал.
Дешевым материалом, обычно используемым для упаковочных вставок, является формованная целлюлоза. Формованная целлюлоза имеет то преимущество, что она рассматривается как экологичный упаковочный материал, поскольку она изготавливается из биоматериалов и может быть переработана после использования. Как следствие популярность формованной целлюлозы быстро увеличивается как для первичных, так и для вторичных упаковочных применений (для упаковки изделия и для упаковки таких упаковок). Изделия из формованной целлюлозы обычно формуются путем погружения отсасывающей формы в суспензию целлюлозы и всасывания, посредством чего за счет отложения волокон формуется тело из целлюлозы, имеющее форму желаемого изделия. Отсасывающая форма затем извлекается из суспензии, и всасывание обычно продолжается для того, чтобы уплотнить осажденные волокна, удаляя остаточную жидкость.
Общим недостатком всех методик влажного формования является необходимость сушки формованного продукта, что является время- и энергозатратной стадией. Другой недостаток состоит в том, что прочные межволоконные связи, часто объясняемые как водородные связи, образуются между волокнами в материале, что ограничивает гибкость материала.
Кроме того, многие современные бережливые поточные линии требуют производства упаковки или компонента в ходе процесса и по требованию, для чего процесс влажного формования не является предпочтительным.
В последнее время были разработаны новые волокнистые материалы для сухого формования трехмерных объектов. Один такой подход раскрыт в патентном документе WO2014/142714A1, где укладываемое всухую композитное полотно, являющееся промежуточным продуктом для термоформования трехмерных формованных объектов, содержащее 40-95 мас.% волокна CTMP, 5-50 мас.% термопластичного материала и 0-10 мас.% добавок, пропитывается дисперсией, эмульсией, или раствором, содержащим термопластичный полимер, и сушится, приобретая плотность 50-250 кг/м3, или каландрируется, приобретая плотность 400-1000 кг/м3. В соответствии с раскрытием патентного документа WO2014/142714A1 связывание полимера активируется более высокой температурой, применяемой в процессе термоформования, и способствует приобретению термоформованным объектом окончательной прочности.
Хотя полимер в соответствии с раскрытием патентного документа WO2014/142714A1 может способствовать приобретению окончательной прочности и позволять формование сухоуложенного полотна, такой термопластичный ингредиент будет устранять экологические особенности целлюлозы, поскольку полученный композит не будет пригоден для повторного использования. Этот недостаток остается даже в том случае, если используется возобновляемый и биоразлагаемый биопластик, например, полилактид (PLA), как предложено в патентном документе WO2014/142714A1, поскольку отсутствует логистика для повторного использования материала.
Последние открытия и политические решения, например, Парижское соглашение по глобальному потеплению 2015 г., устанавливают, что углеродный след потребляемых товаров и упаковки в так называемом анализе жизненного цикла (LCA) чрезвычайно зависит от способности перерабатывать и повторно использовать материалы. Даже возобновляемые материалы, такие как целлюлоза и PLA, должны перерабатываться для того, чтобы достигать уровня многократно перерабатываемых невозобновляемых материалов, таких как полиэтилентерефталат (PET).
Повторное использование материала медленно и постепенно становится все более общепринятым в большинстве частей мира. Европе принадлежит глобальное первенство с повторным использованием приблизительно 30%, в то время как США достигли лишь 10%, а многие развивающиеся страны до сих пор не приступили к повторному использованию. Общим для всех усилий по повторному использованию является фокус на наиболее часто используемых материалах, таких как бумага, картон, стекло, алюминий, сталь и PET. Эти пригодные для повторного использования фракции представляют собой огромное большинство выбрасываемых товаров, и маловероятно, что другие фракции, такие как биополимеры, будут в массовом порядке собираться в обозримом будущем.
Таким образом, глобальная потребность в трехмерных формованных упаковках, коробках, плечиках, бутылках, чашках, тарелках, мисках, вставках и крышках из возобновляемого и пригодного для повторного использования материала с механическими свойствами, близкими к свойствам пластмасс, является огромной.
В публикации ISBN 978-91-7501-518-7 (Helena Halonen, October, 2012) был изучен один возможный подход к использованию прямого прессования коммерческой химической древесной целлюлозы, обработанной только водой. Цель состояла в изучении структурных изменений во время обработки и сложности связывания механических свойств окончательных биокомпозитов с наноразмерной структурой.
Комбинация высокой температуры (150-170°C) и высокого давления (45 МПа) во время прямого прессования приводит к замечательному увеличению агрегирования фибрилл, возможно включая связи целлюлоза-целлюлоза, то есть агрегирование фибрилл в области связи волокно-волокно. Это агрегирование фибрилл приводит к биокомпозиту с замечательными механическими свойствами, включающими улучшенную прочность (289 МПа), модуль (12,5 ГПа) и жесткость (6%) по сравнению, например, с прочностью PET (75 МПа) и модулем PET (3 ГПа).
Хотя патентный документ WO2014142714A1 предлагает непригодный для повторного использования термопластичный ингредиент, а публикация ISBN 978-91-7501-518-7 представляет научные результаты для формования пригодных для повторного использования целлюлозных волокон с тем, чтобы получить хорошие механические свойства, до сих пор не было изобретено никакого практического или промышленного способа, который позволял бы коммерчески производить с приемлемым временем цикла упаковку и товары из целлюлозы в качестве замены пластмасс, которые можно было бы перерабатывать как картон.
Принимая во внимание вышеупомянутые и другие недостатки предшествующего уровня техники, задачей настоящего изобретения является предложить экономически эффективное и рациональное производство целлюлозного продукта с улучшенными механическими свойствами.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является предложить способ изготовления целлюлозного продукта, устройство для формования целлюлозы и целлюлозный продукт, которые позволяли бы избежать упомянутых ранее проблем. Эта задача по меньшей мере частично решается с помощью особенностей независимых пунктов формулы изобретения. Зависимые пункты формулы изобретения содержат дальнейшее развитие способа изготовления целлюлозного продукта, устройства для формования целлюлозного продукта и целлюлозного продукта.
Существует много ситуаций, когда желательно обеспечить предметы, сделанные из экологичных материалов, с плоской или по существу неплоской формой. Плоская форма может относиться к в целом двумерной форме, такой как, например, форма листового материала или заготовки, а по существу неплоские формы могут относиться к любой подходящей трехмерной форме объекта. Одна такая ситуация относится к упаковке жидкостей, сухих материалов и различных типов товаров, где упаковка может быть сделана в трехмерной форме или сформована в трехмерную форму из двумерного листового материала.
Настоящее изобретение касается способа изготовления целлюлозного продукта, содержащего стадии: сухого формования заготовки из целлюлозы в блоке сухого формования; помещения заготовки из целлюлозы в формующую форму; нагревания заготовки из целлюлозы до температуры формования в диапазоне 100°C - 200°C; и прессования заготовки из целлюлозы в формующей форме с давлением формования по меньшей мере 1 МПа.
Под сухим формованием целлюлозной заготовки понимается процесс, в котором целлюлозные волокна укладываются воздухом для того, чтобы сформовать заготовку из целлюлозы. При формовании заготовки из целлюлозы в процессе воздушной укладки целлюлозные волокна переносятся и формуются в структуру заготовки с помощью воздуха в качестве носителя. Это отличается от обычного процесса бумажного производства, где вода используется в качестве носителя целлюлозных волокон при формировании бумажной структуры. В процессе воздушной укладки вода или другие вещества могут быть добавлены к целлюлозным волокнам для изменения свойств заготовки из целлюлозы, но воздух все еще используется в качестве носителя в процессе формования.
Преимущества этих особенностей состоят в том, что целлюлозный продукт производится в процессе сухого формования, где заготовка из целлюлозы сухим образом формуется из целлюлозных волокон в блоке сухого формования. За счет нагрева и прессования заготовки из целлюлозы достигаются целлюлозные продукты с хорошими свойствами. Целлюлозные продукты могут представлять собой, например, бутылку, контейнер или часть контейнера, где целлюлозный продукт, произведенный в соответствии с этим способом, может заменять пластмассовые продукты, которые более трудно использовать вторично. Другие целлюлозные продукты, произведенные в соответствии с этим способом, могут представлять собой, например, упаковку, вставки для упаковки, плечики, коробки, миски, тарелки, чашки, лотки или крышки. При прессовании целлюлозных волокон с давлением формования по меньшей мере 1 МПа и температурой формования в диапазоне 100°C - 200°C целлюлозные волокна будут связываться друг с другом таким образом, что получаемый целлюлозный продукт будет иметь хорошие механические свойства. Тесты показали, что более высокие температуры формования будут давать более сильное соединение между целлюлозными волокнами при прессовании с конкретным давлением формирования. При температурах формования выше 100°C вместе с давлением формования по меньшей мере 1 МПа целлюлозные волокна будут сильно связываться друг с другом. Более высокая температура формования будет увеличивать агрегирование фибрилл, водостойкость, модуль Юнга и механические свойства конечного целлюлозного продукта. Высокое давление является важным для агрегирования фибрилл между целлюлозными волокнами в целлюлозном продукте. При температурах выше 200°C целлюлозные волокна будут термически разлагаться, и поэтому температур выше 200°C следует избегать.
В соответствии с одним аспектом настоящего изобретения заготовка из целлюлозы формуется в целлюлозный продукт, имеющий плоскую или по существу неплоскую форму. Таким образом может быть произведено множество различных типов продуктов, включая по существу двумерные заготовки, которые могут использоваться для формования трехмерных продуктов.
В соответствии с другим аспектом настоящего изобретения давление формования находится в диапазоне 1 МПа - 100 МПа. Внутри этого диапазона давлений может быть достигнуто формование целлюлозных продуктов с желаемыми свойствами, и уровень давления может быть регулироваться для удовлетворения конкретных потребности формуемых типов продуктов.
В соответствии с одним дополнительным аспектом настоящего изобретения нагревание заготовки из целлюлозы по меньшей мере частично выполняется до прессования заготовки из целлюлозы. При этом заготовка из целлюлозы может быть подогрета перед прессованием заготовки из целлюлозы в формующей форме. В качестве альтернативы заготовка из целлюлозы может быть подогрета до некоторой степени перед прессованием и дополнительно нагрета в ходе самого прессования.
В соответствии с другим аспектом настоящего изобретения формующая форма нагревается перед прессованием заготовки из целлюлозы. За счет нагрева формующей формы тепло будет передано заготовке из целлюлозы при ее помещении в формующую форму. Таким образом температура формования заготовки из целлюлозы может быть эффективно достигнута посредством теплопередачи от формующей формы.
В соответствии с одним аспектом настоящего изобретения блок сухого формования содержит блок разделения, формующую сетку и блок уплотнения, где способ дополнительно содержит стадии: разделения целлюлозы на отдельные целлюлозные волокна в блоке разделения; размещения целлюлозных волокон на формующей сетке; и уплотнения целлюлозных волокон в блоке уплотнения для того, чтобы сформовать заготовку из целлюлозы. Таким образом достигается эффективное формование заготовки из целлюлозы. Блок сухого формования может быть организован как обрабатывающая установка, которая является частью непрерывного производственного процесса, в котором производится целлюлозный продукт. Блок сухого формования также может быть размещен отдельно от устройства для формования целлюлозы, и тогда заготовка из целлюлозы предпочтительно может поступать в рулонах к устройству для формования целлюлозы.
В соответствии с другим аспектом настоящего изобретения способ дополнительно содержит стадию нанесения проклеивающего средства на целлюлозные волокна для того, чтобы увеличить гидрофобность и/или механическую прочность заготовки из целлюлозы. Различные типы проклеивающих средств могут использоваться для увеличения гидрофобности и/или механической прочности целлюлозного продукта, производимого из заготовки из целлюлозы, что может зависеть от типа производимого продукта. Например, проклеивающие средства могут быть фторсодержащими соединениями, алкилкетеновым димером (AKD), алкенилянтарным ангидридом (ASA), канифолью (кислотное проклеивание), воском, лигнином и жидким стеклом (силикатом натрия).
В соответствии с одним дополнительным аспектом настоящего изобретения заготовка из целлюлозы формуется как непрерывное целлюлозное полотно в блоке сухого формования. Непрерывное целлюлозное полотно может использоваться в непрерывном производственном процессе, где непрерывное целлюлозное полотно формуется сухим образом из целлюлозных волокон в блоке сухого формования, а затем переносится к формующей форме.
В соответствии с другим аспектом настоящего изобретения непрерывное целлюлозное полотно периодически подается в формующую форму подающим блоком. Посредством прерывистой подачи непрерывного целлюлозного полотна к формующей форме формование непрерывного целлюлозного полотна и формование целлюлозного продукта в формующей форме могут быть частью одной и той же производственной единицы для эффективного производства целлюлозных продуктов из целлюлозных волокон.
Настоящее изобретение дополнительно касается устройства для формования целлюлозного продукта, производящего целлюлозный продукт, которое содержит блок сухого формования для формования заготовки из целлюлозы и формующую форму для формования целлюлозного продукта и которое выполнено с возможностью реализации данного способа изготовления целлюлозного продукта. Преимущества этих особенностей состоят в том, что целлюлозный продукт производится в устройстве для формования целлюлозного продукта в процессе сухого формования, где заготовка из целлюлозы сухим образом формуется из целлюлозных волокон в блоке сухого формования. За счет нагрева и прессования заготовки из целлюлозы достигаются целлюлозные продукты с хорошими свойствами.
В соответствии с одним аспектом настоящего изобретения заготовка из целлюлозы формуется в формующей форме в целлюлозный продукт, имеющий плоскую или по существу неплоскую форму. Может быть произведено множество различных типов продуктов, включая по существу двумерные заготовки, которые могут использоваться для формования трехмерных продуктов.
В соответствии с другим аспектом настоящего изобретения блок сухого формования содержит блок разделения для разделения целлюлозы на отдельные целлюлозные волокна, формующую сетку для целлюлозных волокон и блок уплотнения для уплотнения целлюлозных волокон для того, чтобы сформовать заготовку из целлюлозы.
В соответствии с одним дополнительным аспектом настоящего изобретения формующая форма нагревается блоком нагрева. С помощью этого блока нагрева заготовка из целлюлозы может быть подогрета перед прессованием заготовки из целлюлозы в формующей форме. В качестве альтернативы заготовка из целлюлозы может быть подогрета до некоторой степени перед прессованием и дополнительно нагрета в ходе самого прессования. Блок нагрева может быть интегрирован в формующую форму таким образом, чтобы тепло передавалось заготовке из целлюлозы, размещенной в формующей форме. Таким образом температура формования заготовки из целлюлозы может быть эффективно достигнута посредством теплопередачи от формующей формы.
В соответствии с одним аспектом настоящего изобретения проклеивающее средство или другие вещества наносятся на целлюлозные волокна с помощью блока нанесения. Блок нанесения может, например, иметь форму распылительного сопла или подобного устройства, которое добавляет проклеивающее средство к целлюлозным волокнам в блоке сухого формования.
В соответствии с другими аспектами настоящего изобретения блок сухого формования формует заготовку из целлюлозы как непрерывное целлюлозное полотно, а затем это непрерывное целлюлозное полотно периодически подается в формующую форму подающим блоком. Непрерывное целлюлозное полотно может использоваться в непрерывном производственном процессе, где непрерывное целлюлозное полотно формуется сухим образом из целлюлозных волокон в блоке сухого формования, а затем переносится к формующей форме. Посредством прерывистой подачи непрерывного целлюлозного полотна к формующей форме подающим блоком формование непрерывного целлюлозного полотна и формование целлюлозного продукта в формующей форме могут быть частью одной и той же производственной единицы для эффективного производства целлюлозных продуктов из целлюлозных волокон.
Настоящее изобретение дополнительно касается целлюлозного продукта, имеющего плоскую или по существу неплоскую форму. Этот целлюлозный продукт может содержать по меньшей мере 90 мас.% целлюлозных волокон.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Эти и другие аспекты настоящего изобретения будут теперь описаны более подробно со ссылками на приложенные чертежи, показывающие примерные варианты осуществления настоящего изобретения, в которых:
Фиг.1 схематично показывает устройство формирования целлюлозного продукта в соответствии с настоящим изобретением,
Фиг.2a-b схематично показывают первую альтернативную конфигурацию сжимающего устройства, использующего многократно используемую мембрану, на начальной стадии (a) и стадии (b) сжатия в соответствии с одним примерным вариантом осуществления настоящего изобретения;
Фиг.3a-b схематично показывают вторую альтернативную конфигурацию сжимающего устройства, содержащего одноразовый интегрированный с материалом барьер, на начальной стадии (a) и стадии (b) сжатия в соответствии с одним примерным вариантом осуществления настоящего изобретения;
Фиг.4a-d схематично показывают третью альтернативную конфигурацию сжимающего устройства, использующего одноразовый интегрированный с материалом барьер и выдувное формование, на начальной стадии (a и b) и стадии (c) сжатия в соответствии с одним примерным вариантом осуществления настоящего изобретения;
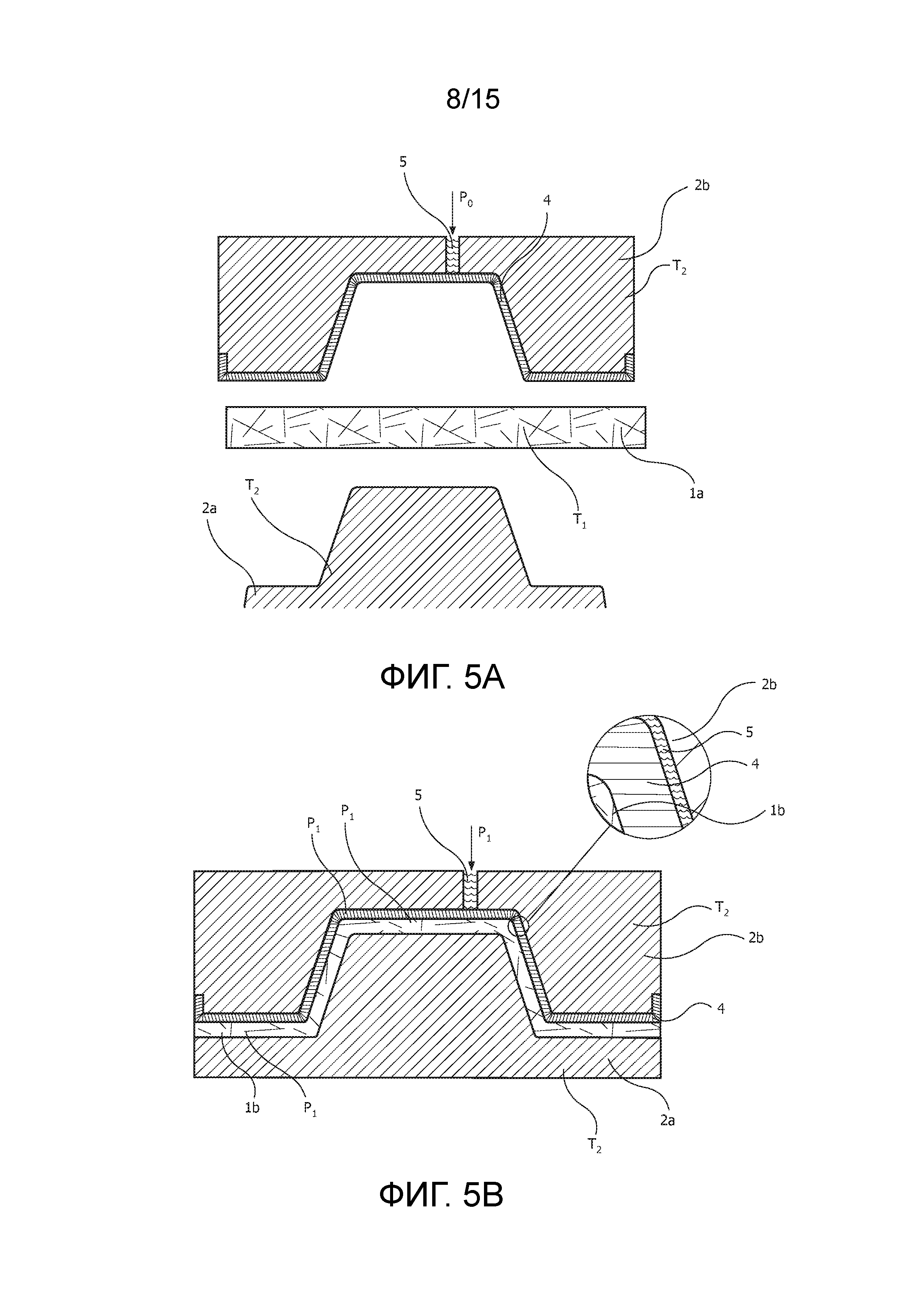
Фиг.5a-b схематично показывают четвертую альтернативную конфигурацию сжимающего устройства, использующего многократно используемую мембрану, на начальной стадии (a) и стадии (b) сжатия в соответствии с одним примерным вариантом осуществления настоящего изобретения;
Фиг.6a-c схематично показывают пятую альтернативную конфигурацию сжимающего устройства, использующего управление компенсирующим давлением в полости, на начальной стадии (a и b) и стадии (c) сжатия в соответствии с одним примерным вариантом осуществления настоящего изобретения;
Фиг.7a-b схематично показывают шестую альтернативную конфигурацию сжимающего устройства, использующего компенсацию толщины заготовки, на начальной стадии (a) и стадии (b) сжатия в соответствии с одним примерным вариантом осуществления настоящего изобретения; и
Фиг.8a-c схематично показывают альтернативную конфигурацию сжимающего устройства в соответствии с настоящим изобретением, использующего массивную гибкую мембрану; и
Фиг.9a-c схематично показывают другую альтернативную конфигурацию сжимающего устройства в соответствии с настоящим изобретением, использующего массивную гибкую мембрану.
ОПИСАНИЕ ПРИМЕРНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Различные аспекты настоящего изобретения будут в дальнейшем описаны в совокупности с приложенными чертежами для того, чтобы проиллюстрировать, а не ограничить настоящее изобретение, в котором одинаковые обозначения обозначают одинаковые элементы, и вариации описанных аспектов не ограничиваются конкретно показанными вариантами осуществления, но применимы к другим вариациям настоящего изобретения.
В настоящем подробном описании будут описаны способ изготовления целлюлозного продукта, устройство для формования целлюлозного продукта и целлюлозный продукт.
Различные варианты осуществления листовых материалов или заготовок в соответствии с настоящим изобретением обсуждаются главным образом со ссылкой на целлюлозную заготовку, помещенную в положение для формования в плоской форме. Следует отметить, что это ни в коем случае не ограничивает область охвата настоящего изобретения, которое равным образом включает в себя, например, заготовку, предварительно сформованную в трехмерный объект. Например, заготовка может быть помещена в положение для формования в форме, подобной желаемой окончательной форме объекта. Другой вариант осуществления может содержать целлюлозную заготовку, которая подается в положение для формования в форме полотна, разматываемого из рулона.
Плоская форма может относиться к в целом двумерной (2D) форме, такой как, например, форма заготовки или листового материала, а по существу неплоские формы могут относиться к любой подходящей трехмерной (3D) форме. Объект в соответствии с настоящим изобретением может быть сделан в двумерной форме, трехмерной форме, или сформован в трехмерную форму из двумерной заготовки или листового материала.
Кроме того, схематично показанный связный лист из целлюлозных волокон ни в коем случае не ограничивает область охвата настоящего изобретения, которая равным образом включает в себя, например, подаваемые на формование заготовки с несвязанными и отделенными волокнами.
В настоящем подробном описании различные варианты осуществления формуемых трехмерных целлюлозных продуктов и форма для формования целлюлозных продуктов в соответствии с настоящим изобретением обсуждаются главным образом со ссылкой на полую миску, полую чашку или полую бутылку, которые имеют в основном однородную толщину. Следует отметить, что это ни в коем случае не ограничивает область охвата настоящего изобретения, которая равным образом включает в себя, например, сложные формы с различной толщиной, неполыми частями или массивными объектами. Например, объект может содержать элементы жесткости, складки, отверстия, трехмерный текст, шарниры, замки, резьбу, защелки, ножки, ручки или поверхностные рисунки.
На Фиг.1 схематично показан способ изготовления целлюлозного продукта в устройстве 18 для формования целлюлозного продукта, где заготовка 1а из целлюлозы сухим образом формуется в блоке 11 сухого формования, располагается в формующей форме 3, нагревается до температуры формования и прессуется в формующей форме 3 с помощью давления формования. На первой стадии заготовка 1а из целлюлозы сухим образом формуется в блоке 11 сухого формования. Блок 11 сухого формования на Фиг.1 схематично показан пунктиром и содержит блок 13 разделения, формующую коробку 23, формующую сетку 14 и блок 15 уплотнения. Заготовка 1а из целлюлозы в этом способе формуется в целлюлозный продукт, имеющий плоскую или по существу неплоскую форму.
В блоке 13 разделения целлюлоза разделяется на отдельные целлюлозные волокна 12. Целлюлоза, используемая в блоке 13 разделения, может поступать из любого подходящего источника, такого как, например, древесная целлюлоза и распушенная целлюлоза, или целлюлозные волокна из хлопка, льна, конопли, сахарного тростника и зерна. Также могут использоваться другие типы целлюлозы, и в зависимости от конструктивного решения блока 13 разделения может быть возможно даже повторно использовать целлюлозные волокна из текстиля, бумаги, картона или других подходящих источников. Например, блок разделения может быть обычной молотковой дробилкой. Стандартная сырая распушенная целлюлоза может использоваться в качестве сырья целлюлозы и может быть, например, куплена на открытом рынке в рулонах. На Фиг.1 рулон 21, например, из распушенной целлюлозы, используются в качестве сырья, которое подается в блок 13 разделения.
Целлюлозные волокна 12 располагаются на формующей сетке 14 обычным способом внутри блока 11 сухого формования. Отдельные целлюлозные волокна 12 могут быть вытянуты из блока 13 разделения центробежным вентилятором 22 и вдуты в формующую коробку 23, которая может иметь, например, форму башни воздушного прочесывания, расположенной над формующей сеткой 14. Формующая башня или коробка 23 содержит корпус с открытым дном, обеспечивающим прямой доступ отделенных целлюлозных волокон 12 на нижележащую формующую сетку 14. Вакуумная коробка 24 может быть расположена под верхней частью формующей сетки 14. Центробежный вентилятор 22 подает отдельные целлюлозные волокна 12 во внутреннюю часть формующей коробки 23, и несколько роликов 25 разделения волокон в один или несколько рядов могут быть расположены в корпусе формующей коробки между входным отверстием для волокон и дном корпуса формующей коробки, чтобы равномерно распределять целлюлозные волокна 12 на формующую сетку 14. Центробежный вентилятор 22 таким образом извлекает отдельные целлюлозные волокна 12 из блока 13 разделения и вдувает целлюлозные волокна 12 в формующую коробку 23. Целлюлозные волокна 12 втягиваются вакуумом в вакуумную коробку 24 на формующую сетку 14, чтобы сформировать целлюлозное полотно, которое затем транспортируется формующей сеткой 14 к блоку 15 уплотнения. Формующая сетка 14 может быть организована обычным образом как ленточный транспортер, сделанный, например, из тканой сетчатой структуры, который может непрерывно перемещаться с постоянной скоростью, формируя целлюлозное полотно. Плотность целлюлозного полотна может быть выбрана так, чтобы она была подходящей для формуемого целлюлозного продукта.
Для того, чтобы сформировать из целлюлозного полотна заготовку 1а из целлюлозы, целлюлозные волокна 12 уплотняются или каландрируются в блоке 15 уплотнения. Блок 15 уплотнения может быть разработан с одним или с несколькими уплотняющими или каландрирующими валками, интегрированными в блок 11 сухого формования, и один или более уплотняющих валков могут быть объединены с формующей сеткой 14. Например, уплотняющий валок может быть расположен над формующей сеткой так, чтобы уплотняющий валок оказал уплотняющее давление на целлюлозное полотно, формируемое в процессе сухого формования. Таким образом заготовка 1а из целлюлозы формируется как непрерывное целлюлозное полотно 16 в блоке 11 сухого формования. Уплотняющие или каландрирующие валки могут нагреваться при уплотнении целлюлозных волокон 12.
Сухое формование заготовки 1а из целлюлозы может иметь место как отдельная стадия процесса, в которой заготовка 1а из целлюлозы может укладываться в стопку листов или сматываться в рулон полотна перед формованием целлюлозного продукта. В качестве альтернативы, сухое формование заготовки 1а из целлюлозы может быть частью непрерывного процесса, как показано на Фиг.1, в котором целлюлозный продукт производится в устройстве для формования целлюлозного продукта, и сухое формование заготовки 1а из целлюлозы будет тогда начальной стадией процесса перед помещением, нагреванием и прессованием заготовки 1а из целлюлозы в формующей форме 3.
Для того, чтобы сформировать целлюлозный продукт, заготовка 1а из целлюлозы располагается в формующей форме 3, после чего она нагревается до температуры формования в диапазоне 100°C - 200°C, а затем прессуется в формующей форме 3 с давлением формования по меньшей мере 1 МПа. Нагревание и прессование заготовки 1а из целлюлозы в формующей форме 3 будут дополнительно описаны ниже. Тесты показали, что подходящие уровни давления могут находиться в диапазоне 1-100 МПа. Нагревание заготовки 1а из целлюлозы может иметь место перед прессованием в формующей форме 3 или по меньшей мере частично перед прессованием в формующей форме 3. В качестве альтернативы, нагревание заготовки 1а из целлюлозы может иметь место в формующей форме 3 при прессовании. Нагревание заготовки 1а из целлюлозы может быть достигнуто, например, посредством нагрева формующей формы 3 перед прессованием заготовки 1а из целлюлозы. Давление может также прикладываться перед нагревом заготовки 1а из целлюлозы, и, например, нагревание заготовки из целлюлозы может иметь место в формующей форме 3 во время прессования.
При прессовании целлюлозных волокон с давлением формования по меньшей мере 1 МПа и температурой формования в диапазоне 100°C - 200°C целлюлозные волокна 12 будут связываться друг с другом таким образом, что получаемый целлюлозный продукт будет иметь хорошие механические свойства. Тесты показали, что более высокие температуры формования будут давать более сильное соединение между целлюлозными волокнами 12 при прессовании с конкретным давлением формирования. При температурах формования выше 100°C вместе с давлением формования 1-100 МПа целлюлозные волокна 12 будут сильно связываться друг с другом. Более высокая температура формования будет увеличивать агрегирование фибрилл, водостойкость, модуль Юнга и механические свойства конечного целлюлозного продукта. Высокое давление является важным для агрегирования фибрилл между целлюлозными волокнами 12 в целлюлозном продукте. При температурах выше 200°C целлюлозные волокна будут термически разлагаться, и поэтому температур выше 200°C следует избегать. Давление формования и температура формования могут быть выбраны так, чтобы они были подходящими для конкретного производимого целлюлозного продукта.
Заготовка 1а из целлюлозы может помещаться в формующую форму 3 любым подходящим способом, например, вручную. Другой альтернативой является организация подающего устройства, которое транспортирует заготовку 1а из целлюлозы к формующей форме. Подающее устройство может быть, например, конвейерной лентой, промышленным роботом или любым другим подходящим технологическим оборудованием. Если сухое формование заготовки 1а из целлюлозы является частью непрерывного производственного процесса, в котором производится целлюлозный продукт, как показано на Фиг.1, заготовка 1а из целлюлозы может подаваться в формующую форму 3 из блока 11 сухого формования с помощью формующей сетки 14. Более конкретно, заготовка 1а из целлюлозы может периодически подаваться в формующую форму 3 подающим блоком 17, если формующая сетка 14 перемещается с постоянной скоростью через блок 11 сухого формования, и формование целлюлозных продуктов в формующей форме 3 происходит прерывисто.
Заготовка из целлюлозы может, например, периодически подаваться в формующую форму подающим блоком 17 в форме компоновки буферной зоны, как показано на Фиг.1. Рычаг 26 натяжного ролика с натяжным роликом поднимается и сгибает заготовку 1а из целлюлозы в плавную дугу с помощью синхронизированного серводвигателя. Таким образом буферизуется подходящая длина заготовки 1а из целлюлозы для того, чтобы обеспечить инкрементальную подачу по требованию заготовки 1а из целлюлозы в формующую форму 3. Когда рычаг 26 натяжного ролика опускается, буферизованная заготовка 1а из целлюлозы может быть прерывисто подана в формующую форму 3. Рычаг 26 натяжного ролика таким образом поднимается и опускается повторяющимся образом для буферизации заготовки 1а из целлюлозы так, чтобы заготовка 1а из целлюлозы могла периодически подаваться в формующую форму 3, например, через направляющие ролики 27, расположенные после рычага 26 натяжного ролика.
В качестве альтернативы, вместо использования подающего блока 17 формующая форма 3 может совершать возвратно-поступательное движение, синхронизированное с подачей заготовки 1а из целлюлозы, обеспечивая постоянную скорость заготовки 1а из целлюлозы в процессе производства. Таким образом, формующая форма перемещается вместе с заготовкой из целлюлозы во время прессования целлюлозного продукта.
Как было описано выше, целлюлозный продукт производится из целлюлозных волокон 12, и может содержать по меньшей мере 90 мас.% целлюлозных волокон. Можно производить целлюлозный продукт только из целлюлозных волокон, но проклеивающие средства или другие подходящие добавки могут быть нанесены на целлюлозные волокна 12 для того, чтобы увеличить гидрофобность, механическую прочность и/или другие свойства заготовки 1а из целлюлозы. Проклеивающие средства или добавки могут наноситься при формовании заготовки 1а из целлюлозы, например, в блоке 13 разделения. Другие подходящие вещества, которые могут быть добавлены к целлюлозным волокнам, могут быть, например, различными формами крахмала, такими как крахмал из картофеля, зерна или кукурузы в порошковой форме, которые могут добавляться к целлюлозным волокнам 12 перед формованием целлюлозного продукта в формующей форме 3. При добавлении крахмала прочность конечного целлюлозного продукта увеличивается. Например, целлюлозный продукт может содержать 90-98 мас.% целлюлозных волокон и 2-10 мас.% других веществ, таких как крахмал, проклеивающие средства и/или другие подходящие добавки и вещества. Количество целлюлозных волокон также может быть меньше, чем 90 мас.%, если используются другие подходящие вещества. Другие подходящие вещества, которые могут быть добавлены к целлюлозным волокнам, являются, например, добавками или проклеивающими средствами, традиционно используемыми при мокром формовании изделий из бумаги, фторсодержащими соединениями, димером алкилкетена (AKD), алкенилянтарным ангидридом (ASA), канифолью (кислотное проклеивание), воском, лигнином и жидким стеклом (силикатом натрия). Для того, чтобы гарантировать возможность переработки целлюлозного продукта после его использования, добавленные вещества могут быть биоразлагаемыми или подходящими для повторного использования.
Как было описано выше со ссылкой на Фиг.1, устройство 18 для формования целлюлозного продукта содержит блок 11 сухого формования для формования заготовки 1а из целлюлозы и формующую форму 3 для формования целлюлозного продукта. Устройство 18 для формования целлюлозного продукта может быть создано как одна производственная единица непрерывного действия, в которой целлюлозные продукты производятся из целлюлозного сырья. Заготовка 1а из целлюлозы сначала формуется в блоке 11 сухого формования, а затем формуется в целлюлозный продукт в формующей форме 3, где целлюлозный продукт может иметь плоскую или по существу неплоскую форму.
Блок сухого формования содержит блок 13 разделения для разделения целлюлозы на отдельные целлюлозные волокна 12, формующую коробку 23 и формующую сетку 14 для целлюлозных волокон 12, а также блок 15 уплотнения для уплотнения целлюлозных волокон 12 с тем, чтобы сформовать заготовку 1а из целлюлозы. Как показано на Фиг.1, отдельно расположенный блок 19 нагрева нагревает заготовку 1а из целлюлозы перед ее прессованием в формующей форме 3. В качестве альтернативы, формующая форма 3 может вместо этого нагреваться блоком 19 нагрева, в котором горячий жидкий носитель, электрический нагреватель или другие подходящие средства нагрева используются для нагревания формующей формы 3.
Проклеивающее средство, добавка или другие необходимые вещества наносятся на целлюлозные волокна 12 блоком 20 нанесения. Блок нанесения может иметь, например, форму одного или более распылительных сопел или подобных устройств, которые добавляют проклеивающие средства или другие вещества к целлюлозным волокнам 12 в блоке 11 сухого формования.
Подающий блок 17 расположен после блока сухого формования так, чтобы заготовка 1а из целлюлозы в форме непрерывного целлюлозного полотна 16 могла периодически подаваться в формующую форму 3 подающим блоком 17.
Далее будет дополнительно описано формование целлюлозного продукта из заготовки 1а из целлюлозы в формующей форме 3. Способы формования целлюлозного продукта из заготовки 1а из целлюлозы в формующей форме 3, описываемые ниже, могут быть частью непрерывного способа формирования целлюлозного продукта, и различные описанные типы формующих форм 3 могут быть интегрированы в устройство 18 для формования целлюлозного продукта.
Формующая форма 3, которая может быть определяемым силой сжимающим устройством, в соответствии с одним примерным вариантом осуществления настоящего изобретения будет теперь описана со ссылкой на Фиг.2a-b. На Фиг.2a показан в открытом состоянии схематический вид сбоку сжимающего устройства или устройства формования под давлением в виде формующей формы 3 для целлюлозных волокон, использующей тепло. Сжимающее устройство или формующая форма 3 может быть спроектирована так, чтобы прикладывать изостатическое давление при формовании целлюлозного продукта. Прикладываемое давление также может быть неизостатическим, так что различные уровни давления могут прикладываться в различных частях формующей формы 3 при формовании целлюлозного продукта.
Формующая форма 3 этого варианта осуществления настоящего изобретения использует одну жесткую часть 2а формующей формы, расположенную под многократно используемой мембраной 4. Мембрана 4 составляет уплотнение для оказывающей давление текучей среды 5, такой как, например, гидравлическое масло, содержащееся в камере повышенного давления, не показанной на чертеже. Мембрана 4, также называемая диафрагмой, может быть сделана предпочтительно из резины, силикона, эластомера или полиуретана.
Подобные прессовые устройства известны в различных отраслях промышленности, например, для формования металлических листов для самолетов или для обработки металлического порошка в однородные материалы. Прессы для обычных целей как правило используют очень высокое давление, такое как 1000-2000 бар.
Заготовка 1а из целлюлозы, содержащая главным образом целлюлозные волокна с некоторыми добавками и агентами, как показано на Фиг.2a, помещается в зазоре между мембраной 4 и жесткой частью 2a формующей формы, которая на Фиг.2a расположена под мембраной 4. Заготовка 1а из целлюлозы может также содержать некоторое количество воды, которое может зависеть, например, от влажности окружающей атмосферы.
Для того, чтобы сформовать целлюлозный продукт или часть целлюлозного продукта из заготовки 1а из целлюлозы, заготовка 1а из целлюлозы должна быть нагрета до температуры формования T1, которая может находиться в диапазоне 100°C - 200°C. Часть 2a формующей формы может быть нагрета до желаемой температуры T2 так, чтобы тепло было передано заготовке 1а из целлюлозы, чтобы она достигла температуры формования T1. Формующая форма 3 может быть подогрета, например, до температуры 150-170°C путем закачивания нагретого масла во внутренние каналы 7 части 2a формующей формы. Альтернативный способ подогрева формующей формы 3 состоит в том, чтобы использовать интегрированные электрические сопротивления, не показанные на чертеже. Заготовка 1а из целлюлозы также может быть подогрета путем использования, например, инфракрасного излучения перед помещением в форму. Нагревание оказывающей давление среды 5 до температуры T5 также может быть подходящей альтернативой.
На Фиг.2b гидравлическое масло, используемое в качестве оказывающей давление среды 5, доводится до давления по меньшей мере 1 МПа, и мембрана 4 обертывает нагретую формующую форму 2a так, что сжимаемый материал 1b, образующий целлюлозный продукт, находится между ними. Подходящее давление P1 для формования целлюлозного продукта может находиться внутри диапазона 1-100 МПа. При прикладывании подходящего давления целлюлозные волокна сжимаются. Прикладываемое давление может быть однородным или изостатическим для того, чтобы сжимать целлюлозные волокна равномерно независимо от их относительного положения на формующей форме 2a и независимо от фактического локального количества волокон. В альтернативном варианте осуществления давление вместо этого может быть неизостатическим, так, чтобы в различных частях формующей формы 3 использовались различные уровни давления для формования целлюлозного продукта. Это может использоваться, например, в том случае, если желательны различные структурные свойства в различных частях целлюлозного продукта.
Сжимающее устройство может содержать устройство управления текучей средой (не показано на чертежах) для оказывающей давление среды 5, и может быть исполнительным механизмом, сжимающим текучую среду, или регулятором потока жидкости для управляемого ввода текучей среды под давлением в камеру повышенного давления, имеющую гибкую мембрану 4 в качестве части ее стенки. Это устройство может содержать текучую среду, или текучая среда может быть воздухом из окружающей атмосферы.
Авторы настоящего изобретения нашли, что использование давления P1, равного 4 МПа (40 бар), и температуры 160°C при формовании целлюлозного продукта дает такое агрегирование фибрилл в целлюлозных волокнах, которое становится сопоставимым со многими термопластами после 10 с выдержки.
Для того, чтобы уменьшить время цикла для промышленного производства целлюлозных продуктов из сжатого материала 1b, охлаждение упомянутого сжатого материала 1b может выполняться, например, путем закачивания охлажденного масла во внутренние каналы 7, расположенные в части 2a формующей формы, или в камеру повышенного давления, причем температура T2 части 2a формующей формы и температура T5 оказывающей давление среды могут быть быстро понижены после завершения агрегирования фибрилл в целлюлозных волокнах.
Процесс и устройство возвращаются в исходное открытое состояние, показанное на Фиг.2a, путем понижения давления оказывающей давление среды 5 до атмосферного давления P0, причем упомянутая мембрана 4 восстановится до ее более или менее плоского исходного состояния, и конечный целлюлозный продукт может быть извлечен и обрезан от нежелательных остаточных сжатых или несжатых целлюлозных волокон.
Окончательная толщина t1 целлюлозного продукта может слегка варьироваться в зависимости от фактического локального количества целлюлозных волокон.
В одном альтернативном варианте осуществления жесткая часть формующей формы может использоваться вместо гибкой или сгибаемой мембраны 4, что может быть подходящим, если желательны различные уровни давления при формовании целлюлозного продукта. Использование гибкой мембраны 4 может обеспечить изостатический способ сжатия, приводящий к однородному целлюлозному продукту с высокой прочностью и коротким производственным циклом.
На Фиг.3a-b многократно используемая мембрана 4, показанная на Фиг.2a-b, заменена одноразовой мембраной, содержащей барьер 6 из тонкой пленки, причем упомянутый пленочный барьер 6 может быть заранее нанесен на заготовку 1а из целлюлозы при ее изготовлении, или пленочный барьер 6 подается в сжимающее устройство, например, из рулона, не показанного на чертежах, и наносится на заготовку 1а из целлюлозы во время изостатического сжатия заготовки 1а из целлюлозы.
Упомянутый тонкопленочный барьер 6 может быть сделан из термопластичного материала, такого как PET, биополиэтилен или PLA, и может иметь толщину 1-700 мкм.
Фиг.3a схематично показывает способ, содержащий сжимающее устройство или формующую форму 3 в ее начальном открытом состоянии, использующую тонкопленочный барьер 6, нанесенный на целлюлозные волокна 1a, содержащее нижнюю негативную часть 2b формующей формы, подогретую до температуры T2, и оказывающую давление текучую среду 5, предпочтительно газ или воздух при атмосферном давлении, содержащийся в камере повышенного давления, не показанной на чертеже.
Фиг.3b показывает то же самое устройство и заготовку 1а из целлюлозы, показанные на Фиг.3a, в сжатом состоянии, в котором оказывающая давление среда 5, предпочтительно сжатый воздух или незагрязняющая жидкость, такая как вода, имеет давление P1, и в котором тонкопленочный барьер 6 отделяет и герметизирует оказывающую давление среду от сжатого материала 1b заготовки 1а из целлюлозы, и в котором оказывающая давление среда 5 и мембрана 6, создающие равные давления, действуют на целлюлозные волокна по всей нагретой формующей поверхности упомянутой части 2b формующей формы с температурой T2.
При выдерживании конкретного давления при конкретной температуре в течение некоторого периода времени X агрегирование фибрилл в целлюлозных волокнах создаст биокомпозитный компонент сжатого материала 1b с механическими свойствами, близкими к свойствам термопластов. Например, если давление P1 составляет 4 МПа (40 бар), температура формования T1 составляет 140°C, температура T2 части 2b формующей формы составляет 160°C, и интервал времени X составляет 10 с, может быть получен биокомпозитный компонент сжатого материала 1b с механическими свойствами, близкими к свойствам термопластов. Интервал времени X может составлять, например, от 0,1 с до нескольких секунд в зависимости от температуры формования заготовки из целлюлозы и приложенного давления.
После удаления оказывающей давление среды 5 и понижения давления до атмосферного P0 после истечения интервала времени X целлюлозный продукт, сформированный сжатым материалом 1b, может быть извлечен и в случае необходимости обрезан до его окончательной формы.
Одно преимущество способа, показанного на Фиг.3a-b, заключается в том, что пленочный барьер 6 может также функционировать в качестве барьера для других сред, воздействию которых этот компонент будет подвергаться во время его использования. Например, если целлюлозный продукт, снабженный пленочным барьером 6, является миской для готовых салатов, желательно, чтобы барьер 6 предохранял целлюлозные волокна в сжатом материале 1b от контакта с овощами и уменьшал гигроскопичные свойства миски. Этот способ может также использоваться изготовления бутылок или контейнеров для жидких продуктов, и целлюлозный продукт таким образом может быть подходящим для упаковывания различных типов жидкостей или напитков, включая газированные жидкости.
Показанная на Фиг.4a-d формующая форма 3 содержит по меньшей мере две открываемых и закрываемых негативные формующие поверхности или части 2a, 2b, окружающие заготовку 1а из целлюлозы в форме трубки, содержащую пленочный барьер 6, в которой наружный слой представляет собой несжатые целлюлозные волокна с добавками, а внутренний слой 6 представляет собой одноразовую мембрану, содержащую тонкопленочный барьер 6. Эта заготовка может предпочтительно подаваться к сжимающему устройству в рулонах, не показанных на чертеже, в плоской форме, не показанной на чертеже, когда заготовка формуется в форму трубки, окружающей сопло 8 оказывающей давление среды.
На Фиг.4a формующая форма 3 с формующими поверхностями или частями 2a, 2b подогревается до температуры T2, и схематично показана в открытом начальном состоянии данного способа формования. Заготовка 1а из целлюлозы в форме трубки с пленочным барьером 6 поступает сверху, окружая закрепленное сопло 8 оказывающей давление среды, что означает, что заготовка 1а из целлюлозы в форме трубки с пленочным барьером 6 подается в направлении сверху в формующие поверхности 2a, 2b.
При закрывании подогретой формующей формы 3 прикладывается сила закрытия Fc, которая является более высокой чем открывающая сила, создаваемая давлением P1, прикладываемым создающей давление средой 9 к внутренней части формующей формы 3 через сопло 8, показанное на Фиг.4c. Закрытое состояние формующей формы 3 с формующими поверхностями 2a, 2b схематично показано на Фиг.4 b-c. Закрывающая сила Fc и конструктивное решение формующих поверхностей 2a, 2b, смежных с верхом и низом полости будут герметизировать внутренний объем целлюлозной заготовки 1a от внешнего атмосферного давления P0.
В альтернативном варианте осуществления, не показанном на чертежах, заготовка 1а из целлюлозы может вырезаться формующими формами из остального материала при закрытии формующей формы 3. Одна или обе части формующей формы могут быть снабжены режущим устройством, таким как, например, острая режущая кромка, для вырезания целлюлозного продукта, не содержащего нежелательных остаточных сжатых или несжатых целлюлозных волокон, при том же самом сжимающем движении, формирующем целлюлозный продукт в формующей форме. Это режущее устройство может быть спроектировано так, чтобы оно соответствовало конкретной толщине целлюлозного продукта. Это режущее устройство может обрезать край сформованного целлюлозного продукта как в двумерных, так и в трехмерных формах в зависимости от желаемой формы целлюлозного продукта. Это режущее устройство может быть создано различными путями для того, чтобы оно было эффективным для вырезания конечного продукта, например, путем создания узкого надреза, расположенного на одной из частей формующей формы, взаимодействующего с выступающим лезвием на другой части формующей формы, или путем создания лезвия, расположенного на одной из частей формующей формы, взаимодействующего с режущей поверхностью на другой части формующей формы. В качестве альтернативы, режущее устройство может быть организовано как подвижный резак, интегрированный в форму, который перемещается в некотором направлении относительно прессующего движения.
Любые остаточные целлюлозные волокна 12, не используемые в целлюлозном продукте, могут быть собраны и возвращены к блоку 13 разделения для повторного использования.
Фиг.4c показывает фазу формирования и агрегирования фибрилл способа по настоящему изобретению, в которой упомянутый внутренний объем заготовки заполнен создающей давление средой 9 через сопло 8 и сжимается с давлением P1, и в которой создающая давление среда 9 и одноразовая мембрана 6 создают равные давления, действующие на целлюлозные волокна по все нагретой формующей поверхности упомянутых формующих форм 2a и 2b.
Процесс заполнения имеет место между стадиями, показанными на Фиг.4b и 4c, и требует, чтобы воздушные каналы 10 позволяли воздуху снаружи заготовки 1а из целлюлозы с пленочным барьером 6 в полости формующей формы 3 выходить во время процесса расширения заготовки.
Фиг.4d иллюстрирует трехмерный целлюлозный продукт в форме полого объекта, сделанного из сжатого материала 1b и пленочного барьера 6, например, бутылки для напитков, сформованного с помощью способа, показанного на Фиг.4a-c, заполненный упомянутой создающей давление средой 9, в котором пленочный барьер 6 отделяет среду 9 от сжатых целлюлозных волокон 1b.
В соответствии с настоящим изобретением создающая давление среда 9 в этом варианте осуществления может представлять собой напиток, которым должен быть заполнен целлюлозный продукт, такой как, например, молоко, сок, вода и газированные напитки.
Пленочный барьер 6 предпочтительно может быть сделан из тонкого термопластичного материала, такого как PET, биополиэтилен или PLA, имеющего толщину в диапазоне 1-700 мкм, причем пленочный барьер 6, традиционно применяемый в бумажных пакетах для напитков, также герметизирует целлюлозные волокна 1b от контакта с напитком во время хранения и использования целлюлозного продукта.
Время цикла для стадии процесса, показанной на Фиг.4c, может быть уменьшено, если напиток охлажден до температуры T9, например в диапазоне 1-20°C, и заполнение может выполняться быстро, предпочтительно меньше чем за секунду. Если формующая форма 3 с формующими поверхностями 2a, 2b подогрета до температуры формы T2, например 200°C, а заготовка подогрета до температуры T1, например 140°C, температура T9 создающей давление среды будет позволять выемку заполненной бутылки из формующей формы 3 за время цикла порядка нескольких секунд или даже меньше.
Фиг.5a-b схематично показывают другой принцип настоящего изобретения, в котором сжимающее устройство содержит по меньшей мере одну позитивную часть 2а формующей формы, по меньшей мере одну негативную часть 2b формующей формы и многократно используемую предварительно сформованную мембрану 4, в котором создающая давление среда 5 создает давление P1 после того, как части 2a и 2b формы, окружающие заготовку 1а из целлюлозы, будут закрыты.
Стадия окончательного формования, на которой происходит агрегирование фибрилл в целлюлозных волокнах заготовки 1а из целлюлозы, показана на Фиг.5b. Увеличенное поперечное сечение, показанное на Фиг.5b, иллюстрирует, как создающая давление среда 5 проникает в формующую форму 3 между верхней негативной частью 2b формующей формы и мембраной 4, где давление P1будет равномерно сжимать заготовку 1а из целлюлозы в направлении к формующей поверхности подогретой нижней позитивной части 2a формующей формы. Проникновение создающей давление среды 5 может быть облегчено за счет незначительных не показанных на чертеже углублений в поверхности верхней негативной части 2b формующей формы, действующих как микроканалы для создающей давление среды 5.
Вариант осуществления сжимающего устройства в соответствии с Фиг.5a-b может быть выгодным по сравнению со способом, показанным на Фиг.2a-b, когда предпочтительными являются более короткие времена цикла. Мембрана 4 не должна деформироваться до той же самой степени в варианте осуществления, показанном на Фиг.5a-b.
Вышеописанные примеры способа сжатия, показанные на Фиг.2-5, содержат гибкую мембрану 4, которая может использоваться для обеспечения изостатического давления. Следует понимать, что формование трехмерных объектов из целлюлозного композита с использованием горячего прямого прессования целлюлозных волокон, таких как древесная целлюлоза, обработанная только водой, может быть получено с использованием обычных инструментов при достижении изостатического давления.
На Фиг.6a-c верхняя подогретая негативная негибкая часть 2b и нижняя подогретая позитивная негибкая часть 2a формующей формы окружают заготовку 1а из целлюлозы, где толщина t(P) полости между нижней подогретой позитивной негибкой частью 2a и верхней подогретой негативной негибкой частью 2b формующей формы отклоняется от номинальной равномерной толщины, причем эта девиация теоретически и/или практически устанавливается так, чтобы создать изостатическое давление P1 на каждой части заготовки 1а из целлюлозы в направлении к частям 2a и 2b формы, когда эти части формы сжимаются с силой F.
Фиг.6a схематично показывает этот вариант осуществления в исходном открытом состоянии с заготовкой из целлюлозы в плоском состоянии, подаваемой в форму в виде непрерывного полотна 1a. Фиг.6c схематично показывает этот вариант осуществления в закрытом состоянии с заготовкой 1а из целлюлозы в сжатом неплоском состоянии. Фиг.6b схематично показывает этот вариант осуществления в промежуточном между открытым и закрытым, несжатом неплоском состоянии.
Фиг.6a-c показывают один пример сжимающего устройства для полой миски, где позитивная часть 2a формующей формы имеет номинальную, предпочтительную форму, и где негативная часть 2b имеет компенсированную форму для того, чтобы получить равное давление P1.
Как показано на Фиг.6b, заготовка деформируется двумя частями 2a, 2b формы, причем толщина t заготовки 1а из целлюлозы варьируется благодаря тому, что трение и деформация удерживают заготовку 1а из целлюлозы. В этом схематическом примере, который может быть изменен различными способами, заготовка 1а из целлюлозы в конце концов будет иметь самую малую толщину tmin рядом со входом в полость части 2b формы и самую большую толщину tmax на вершине части 2a формующей формы.
Следовательно, толщина s полости между двумя частями 2a, 2b формы компенсируется так, что самая малая толщина полости smin располагается рядом с тем местом, где заготовка из целлюлозы имеет самую малую толщину tmin, а самая большая толщина полости smax располагается рядом с тем местом, где несжатая заготовка 1а из целлюлозы имеет самую большую толщину tmax, посредством того, что негативная часть 2b, прижимающая заготовку 1а из целлюлозы к позитивной части 2a формы по существу с равным давлением формования P1, действует на заготовку 1а из целлюлозы по всей формующей поверхности.
Кроме того, соотношение между толщиной t заготовки из целлюлозы и толщиной s полости, а также окончательная форма полости также связаны с созданием геометрического давления в полости. Сила F определяет давление P1 на вершине позитивной части 2a формы, в то время как выпуклость, толщина и угол полости рядом с самой малой толщиной полости smin определяют окончательное давление P1.
Авторы настоящего изобретения нашли, что окончательная форма полости представляет собой сложный алгоритм изменения t(P) для того, чтобы получить по существу изостатическое давление P1, где как математические тесты, предпочтительно с использованием метода конечных элементов (FEM), так и эмпирические тесты, предпочтительно с использованием метода проб и ошибок, должны получать равное давление по всему компоненту.
В соответствии с другим вариантом осуществления настоящего изобретения, без гибкой мембраны, геометрически компенсирующая давление полость на Фиг.6a-c может быть заменена компенсацией толщины заготовки из целлюлозы.
Фиг.7a-b схематично показывают традиционную некомпенсированную негативную часть 2b и некомпенсированную позитивную часть 2a формующей формы с предпочтительно равной и номинальной толщиной полости t, причем заготовка имеет компенсированную толщину между tmin и tmax, устанавливаемую с помощью той же самой теории и тем же самым образом, что и для варианта осуществления, показанного на Фиг.6a-c.
Предпочтение способа создания изостатического давления без гибкой мембраны, представленного на Фиг.6a-c и Фиг.7a-b, относится к более короткому времени цикла и более низким затратам на сжимающее устройство. Однако опытно-конструкторские работы для способа, использующего жесткие формы, могут быть более дорогостоящими.
Преимуществом использования способа, показанного на Фиг.7a-b, по сравнению со способом, показанным на Фиг.6a-c, является равномерная толщина t1конечного целлюлозного продукта. Однако в этом случае стоимость производства заготовок может быть более высокой.
В качестве альтернативы, формующая форма 3 также может быть организована с мембраной в виде массивной гибкой мембранной структуры. На Фиг.8a-c схематично показана альтернативная формующая форма 3 с негативной частью 2b и позитивной частью 2a. Позитивная часть 2a прикладывает давление формования F к массивной гибкой мембране 4, которая оказывает изостатическое давление на заготовку 1а из целлюлозы, формуя целлюлозный продукт. Под массивной гибкой мембраной понимается гибкая структура, которая имеет способность оказывать изостатическое давление на заготовку 1а из целлюлозы аналогично мембранным структурам, описанным в вышеприведенных вариантах осуществления, но с большей зоной упругой деформации по сравнению с более тонкими мембранными структурами. Массивная гибкая мембрана 4 может быть создана с использованием толстой мембранной структуры или даже может быть сделана из однородного тела из гибкого материала. Этот гибкий материал может иметь такие свойства, которые позволяют ему перетекать между частями формующей формы при прикладывании давления к телу. В варианте осуществления, показанном на Фиг.8a-c, массивная гибкая мембрана 4 сделана из однородного тела из гибкого материала.
В одном альтернативном варианте осуществления массивная гибкая мембрана 4 может иметь переменную толщину, где массивная гибкая мембрана, например, формуется или отливается в структуру с переменной толщиной. Более тонкие и более толстые области массивной гибкой мембраны с различной толщиной могут компенсировать те области в частях формующей формы, которые нуждаются в меньшей или большей деформации мембраны для выравнивания давления, прикладываемого к заготовке 1а из целлюлозы. За счет использования массивной гибкой мембранной структуры формующая форма может быть сделана более дешевой и более простой в конструкции.
Массивная гибкая мембрана 4 проектируется так, чтобы, когда давление F прикладывается частями формующей формы, массивная гибкая мембрана 4 деформировалась для того, чтобы обеспечить изостатическое давление. Массивная гибкая мембрана 4 может быть сделана из материала с подходящими свойствами, такого как, например, резина, латекс, полиуретан или силикон. Также могут использоваться другие подходящие материалы или комбинации материалов с высокоэластичными свойствами. Благодаря гибким свойствам массивной гибкой мембраны 4 она оказывает изостатическое давление на заготовку 1а из целлюлозы.
На Фиг.8a заготовка 1а из целлюлозы размещена между негативной частью 2b формующей формы и массивной гибкой мембраной 4. Позитивная часть 2a формующей формы вдавливает массивную гибкую мембрану 4 и заготовку 1а из целлюлозы в негативную часть 2b формующей формы, когда давление формования F прикладывается к частям формующей формы, как показано на Фиг.8a-b. При формовании целлюлозного продукта негативная часть 2b нагревается до температуры T2 формующей формы, и заготовка 1а из целлюлозы нагревается до температуры T1 формования, см. Фиг.8a-c.
На Фиг.9a-c схематично показана другая альтернативная формующая форма 3 с негативной частью 2b и позитивной частью 2a. Негативная часть 2b прикладывает давление формования F к массивной гибкой мембране 4, которая оказывает изостатическое давление на заготовку 1а из целлюлозы, формуя целлюлозный продукт. Массивная гибкая мембрана 4 проектируется так, чтобы, когда давление F прикладывается частями формующей формы, массивная гибкая мембрана 4 деформировалась для того, чтобы обеспечить изостатическое давление. Массивная гибкая мембрана 4 может иметь ту же самую конструкцию, что и описанная выше для варианта осуществления, показанного на Фиг.8a-c. В варианте осуществления, показанном на Фиг.9a-c, массивная гибкая мембрана 4 имеет переменную толщину, чтобы соответствовать форме позитивной части 2a формующей формы. Благодаря гибким свойствам массивной гибкой мембраны 4 она оказывает изостатическое давление на заготовку 1а из целлюлозы.
На Фиг.9a заготовка 1а из целлюлозы размещена между позитивной частью 2а формующей формы и массивной гибкой мембраной 4. Позитивная часть 2a формующей формы проталкивает заготовку 1а из целлюлозы в негативную часть 2b формующей формы в направлении к массивной гибкой мембране 4, когда давление формования F прикладывается к частям формующей формы, как показано на Фиг.9a-b. При формовании целлюлозного продукта позитивная часть 2а нагревается до температуры T2 формующей формы, и заготовка 1а из целлюлозы нагревается до температуры T1 формования, см. Фиг.9a-c.
В формуле изобретения слова «включающий в себя» не исключают других элементов или этапов, а единственное число не исключает множественного числа. Тот факт, что некоторые меры приведены во взаимно различных зависимых пунктах формулы изобретения, не означает, что комбинация этих мер не может быть использована для получения выгоды.
Следует иметь в виду, что вышеприведенное описание является примерным по своей природе и не предназначено для ограничения настоящего изобретения, его применения или использования. Хотя конкретные примеры были описаны в данном описании и проиллюстрированы в чертежах, специалистам в данной области техники будет понятно, что могут быть сделаны различные изменения, а элементы настоящего изобретения могут быть заменены их эквивалентами без выхода за рамки настоящего изобретения, определяемые приложенной формулой изобретения. Кроме того, множество изменений может быть сделано для адаптирования конкретной ситуации или материала к описанию настоящего изобретения без выхода за его существенные рамки. Следовательно, имеется в виду, что настоящее изобретение не ограничивается конкретными примерами, проиллюстрированными чертежами и описанными в настоящем документе как наилучшие для реализации настоящего изобретения, и что область охвата настоящего изобретения будет включать в себя любые варианты осуществления, находящиеся в рамках вышеприведенного описания и приложенной формулы изобретения. Ссылочные обозначения, упомянутые в формуле изобретения, не должны рассматриваться как ограничивающие объем защиты формулы изобретения, и их единственной функцией является облегчить понимание формулы изобретения.
ССЫЛОЧНЫЕ ОБОЗНАЧЕНИЯ
1a: заготовка из целлюлозы;
1b: уплотненный материал;
2a-b: части формующей формы;
3: формующая форма;
4: мембрана;
5: создающая давление среда;
6: пленочный барьер;
7: внутренние каналы;
8: сопло для создающей давление среды;
9: создающая давление среда;
10: воздушные каналы;
11: блок сухого формования;
12: целлюлозные волокна;
13: блок разделения;
14: формующая сетка;
15: уплотняющий блок;
16: непрерывное целлюлозное полотно;
17: подающий блок;
18: устройство для формования целлюлозного продукта;
19: блок нагрева;
20: блок нанесения;
21: валок;
22: центробежный вентилятор;
23: формующая коробка;
24: вакуумная коробка;
25: ролики разделения волокон;
26: рычаг натяжного ролика;
27: подающие ролики.
Реферат
Изобретение относится к пищевой промышленности. Предложен способ изготовления целлюлозного продукта, содержащий стадии сухого формования заготовки из целлюлозы в блоке сухого формования, помещения заготовки из целлюлозы в формующую форму; нагревания заготовки из целлюлозы до температуры формования в диапазоне 100-200°C и прессования заготовки из целлюлозы в формующей форме с давлением формования по меньшей мере 1 МПа с получением при этом целлюлозного продукта. При сухом формовании заготовки из целлюлозы в блоке сухого формования целлюлозные волокна переносятся и формуются в заготовку из целлюлозы с помощью воздуха в качестве носителя. Изобретение обеспечивает получение высокоэффективного способа получения целлюлозного продукта. 3 н. и 14 з.п. ф-лы, 22 ил.
Формула
Документы, цитированные в отчёте о поиске
Компрессионное формование распушенного целлюлозного материала
Патенты аналоги
Компрессионное формование распушенного целлюлозного материала
Комментарии