Компрессионное формование распушенного целлюлозного материала - RU2434746C2
Код документа: RU2434746C2
Чертежи





Описание
ОБЛАСТЬ ТЕХНИКИ
Данное изобретение относится в целом к способу изготовления одного или нескольких продуктов или изделий, продукту или изделию, изготовленному таким способом, и устройству для изготовления.
Выражение «продукт» в данном документе относится к полуфабрикатам, которые должны быть дополнительно обработаны на одной или нескольких стадиях технологической обработки для получения изделия, а выражение «изделие» относится к конечному или завершенному изделию, готовому для его использования по назначению.
Более конкретно, данное изобретение основано на способе формования одного или нескольких продуктов посредством технологического процесса или стадии компрессионного формования при использовании одной или нескольких матриц и одного или нескольких пуансонов, однако данное описание сосредоточено на использовании лишь одной матрицы и, соответственно, лишь одного пуансона, и когда эти полуформы находятся в положении полного объединения и взаимодействия, то они образуют пространство, называемое в последующем описании и формуле изобретения «полостью», внутренняя форма которой аналогична или соответствует внешней и внутренней форме или конструкции указанного продукта или указанного изделия.
Предполагается, что данный способ должен, главным образом, основываться на следующих стадиях:
a) слой структуры распушенного материала, к которому добавляется и/или с которым смешивается жидкое клеевое содержимое, вводится между открытыми полуформами,
b) одна или обе полуформы после этого перемещаются в направлении одна к другой, чтобы охватить участок указанной структуры распушенного материала и выбранное жидкое клеевое содержимое,
c) указанную структуру распушенного материала и жидкое клеевое содержимое принуждают смещаться в направлении к указанной полости и внутрь нее так, чтобы спрессовать участок указанной структуры распушенного материала и указанное жидкое клеевое содержимое указанным пуансоном и относящимися к нему участками стенки, к внутренним поверхностям указанной матрицы и относящемуся к ней участку стенки,
d) обе формы затем перемещаются или отводятся в направлении к открытому первоначальному положению и располагаются в нем.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Способы, устройства и конструкции указанного выше вида известны в данной области в нескольких разных вариантах осуществления.
В качестве первого примера уровня техники и области техники, к которым относится данное изобретение, может быть сделана ссылка на содержание Международной заявки на патент PCT/SE01/02582 (Публикация номер WO-A1-02/42070), в которой представлены и раскрыты способ и устройство для изготовления одного или нескольких продуктов посредством процесса компрессионного формования или литья под давлением при использовании по меньшей мере двух форм, расположенных с возможностью взаимного сближения и удаления одной от другой.
Указанный продукт имеет основу или носитель, состоящий из волокнистого материала, по меньшей мере часть его поверхности покрыта, при необходимости, слоем, создающим барьер, таким как фольга или пленка, устойчивая к воздействию газа или влаги, например, пластиковая фольга или пленка, и указанные полуформы, когда они полностью объединены, образуют внутреннюю полость, ограниченную внешней и внутренней поверхностями, частично или полностью соответствующими форме изготовленного продукта или изделия.
Последовательно выполняемые стадии, относящиеся к известному способу, следующие:
a) удлиненную фольгу или пленку со слоем прессуемого материала, образованного структурой распушенного материала, в качестве размещаемой на ней части, вводят между открытыми полуформами,
b) полуформы объединяют или перемещают одну в направлении к другой, чтобы охватить участок фольги или пленки и соответствующую часть распушенного материала, и прессуют структуру распушенного материала в виде «шнура», окружающего указанный участок фольги или пленки, при приложении прессующего усилия против и вдоль определенной линии или зоны, в соответствии с краем, определяющим линию или область продукта или изделия,
c) указанный участок фольги или пленки с размещенным и поддерживаемым на нем участком структуры распушенного материала, охваченные указанными полуформами, смещают в направлении к и в полость, образованную внутри одной из используемых полуформ (матрицы), имеющей внутреннюю форму, частично или полностью соответствующую внешней форме продукта или изделия, и внутрь полости, чтобы с помощью средства для оказания воздействия на участок фольги или пленки прижать участок указанной структуры распушенного материала к внутренней поверхности открывающей матричной полуформы, и
d) полуформы, матрицу и часть фольги или пленки затем перемещают или отводят в направлении к их открытому первоначальному положению для открывания прессованного недеформируемого продукта или недеформируемых продуктов или изделий.
В частности, раскрыто, что указанное средство, в соответствии со стадией «с», состоит из участка эластичной фольги или пленки, на который воздействуют посредством воздуха или газа при повышенном давлении для прижимания структуры распушенного материала внутрь и в направлении к внутренней стенке, относящейся к указанной матрице.
При рассмотрении изделий, относящихся к данному изобретению, также должны быть упомянуты разные способы изготовления одного или нескольких различных тонкостенных продуктов или изделий, таких как упаковочные изделия, предназначенные для окружения одного или нескольких предметов, в которых материал данных изделий может быть алюминием, пластиком и/или волокнистым материалом.
Поскольку данное изобретение предназначено в первую очередь для изготовления упаковочных продуктов или изделий одноразового использования и в нем в качестве исходного материала основы или носителя используется структура распушенного материала, то лишь этот вид применения будет рассмотрен в деталях.
Соответственно, уже известны различные способы изготовления упаковочных продуктов или изделий разной формы из волокнистого материала, такого как древесные волокна.
Выбранный для такого изготовления способ зависит от выбора исходного материала, желательной скорости изготовления, желательной структуры и формы конечного продукта или изделия, а также от других факторов.
Один из таких ранее известных способов изготовления продуктов из волокнистой древесной массы основан на технологии, которая может быть названа «формованием древесной массы» и основана на «влажном» способе.
В установившемся способе данное «формование древесной массы» выполняется при использовании исходного продукта или молотого материала, древесного волокнистого материала или подобного материала, растворенного в воде, который вместе с выбранными добавками, такими как адгезив и т.п., формуют посредством формующего приспособления, имеющего форму, соответствующую внешней форме продукта или изделия, при этом древесный волокнистый материал прилипает к поверхности формующего приспособления, в то время как вода, в которой растворена древесная масса, проходит через перфорационные отверстия в формующем приспособлении.
При этом обычное содержание древесных волокон составляет такую низкую величину, как 0,5-1%, это означает, что должно быть обработано в 100-200 раз больше количества воды.
Кроме того, в этой известной технологии формующие приспособления должны быть изготовлены из нержавеющей стали.
Формующее приспособление также должно быть снабжено равномерно распределенными перфорациями, имеющими вид небольших отверстий, для прохождения указанной воды древесной массы. Практика показывает, что для удовлетворительного функционирования эти отверстия должны быть расположены близко одни к другим и распределены надлежащим образом при их диаметре примерно от 1 до 2 мм.
Далее, использование таких формующих приспособлений требует, чтобы формующая поверхность, обращенная к продукту, была покрыта проволочной сеткой или тканью, при этом сетка также должна быть изготовлена из нержавеющей стали.
Известно, что просверливание всех этих небольших отверстий, а также придание формы и размещение структуры из проволочной сетки или ткани, требует квалифицированного дорогого ручного труда.
Такое приспособление должно противостоять воздействию воды, волокон, химикатов, вакуума и давления по меньшей мере определенного уровня.
Проволочная сетка или ткань должна также иметь такие точные размеры, чтобы продукт или изделие, изготовленные в виде волокнистого «кека», могли быть освобождены от данной сетки или ткани.
При этом возникает значительная потребность в очистке структуры из проволочной сетки или ткани и т.п., также как и остальных частей формующего приспособления.
После формования такого вида полуфабрикат должен быть перемещен или спрессован во влажном состоянии и затем перемещен в сушилку, или же последующее прессование и/или сушка должны быть выполнены непосредственно между половинами обогреваемого приспособления.
Такие половины приспособления, необходимые для последующей обработки, также должны быть изготовлены из нержавеющей стали, должны быть просверлены с образованием небольших отверстий и профилированы иным образом, чтобы обеспечить конечную форму продукта или изделия.
Также известно, что при сушке полуфабриката с течением времени происходит уменьшение его размеров или усадка, и это требует, чтобы приспособление, используемое для последующей обработки, было адаптировано к соответствующим размерам или подходило для них.
Порядок выполнения сушки, используемый в этом способе, дорог и требует значительных затрат энергии.
Содержание патентной публикации US-A-4337116 также относится к известному уровню техники и представляет упаковочный продукт, изготовленный литьем волокнистой массы или прессованием древесной массы, который состоит из материала на базе древесных волокон и снабжен полиэфирным слоем.
Известный уровень техники может быть также дополнительно представлен содержанием патентной публикации номер WO-A1-97/19803, показывающим и описывающим, каким образом тканый текстильный материал может быть сформован прессованием с образованием трехмерной формы при помощи термопластичного материала пустотелой формы, при этом используется слой адгезива, чтобы поддерживать термопластичный слой вместе с текстильным материалом.
РАССМОТРЕНИЕ ТЕХНИЧЕСКИХ ПРОБЛЕМ, РАЗРЕШАЕМЫХ ДАННЫМ ИЗОБРЕТЕНИЕМ
Принимая во внимание то обстоятельство, что рассмотрение технических аспектов, которое должно быть выполнено специалистом в данной области, чтобы обеспечить решение одной или нескольких изложенных технических проблем, представляет собой, с одной стороны, то, что первоначально должно быть достигнуто понимание мер и/или последовательности их применения и, с другой стороны, то, что требуется необходимый выбор средств, нижеупомянутые технические проблемы относятся, вероятнее всего, с учетом изложенного в данном документе, к развитию и усовершенствованию предметов, связанных с данным изобретением.
Принимая во внимание уровень техники, описанный выше, это должно поэтому рассматриваться как техническая проблема, подлежащая решению в способе и устройстве, адаптированном для изготовления одного или нескольких продуктов или одного или нескольких изделий посредством процесса компрессионного формования при использовании по меньшей мере двух полуформ, одной матрицы и одного пуансона, расположенных с возможностью взаимного сближения и удаления одной от другой, и когда эти части формы находятся в положении полного объединения и взаимодействия, то они образуют внутреннюю полость с ограничивающими поверхностями или участками стенок, соответствующими форме указанного продукта или указанного изделия, при этом:
a) слой структуры распушенного материала должен быть введен между открытыми полуформами,
b) указанные полуформы после этого перемещаются в направлении одна к другой, чтобы охватить участок указанной структуры распушенного материала и выбранное жидкое клеевое содержимое,
c) указанная структура распушенного материала и указанное жидкое клеевое содержимое смещаются к указанной полости и внутрь нее, чтобы спрессовать участок указанной структуры распушенного материала и жидкое клеевое содержимое в структуру спрессованного целлюлозного материала участком стенки, относящимся к пуансону, вплотную к внутренней поверхности или участку стенки указанной матрицы, и
d) полуформы перемещаются в направлении к открытому положению и располагаются в нем, чтобы открыть и извлечь указанный продукт или указанное изделие.
Важные преимущества связаны с техническими мерами и соображениями, которые потребуются, чтобы переместить указанные полуформы в указанное положение полного объединения с образованием указанной полости, при этом объем указанной полости выбирается меньше объема указанной структуры спрессованного целлюлозного материала и указанного выбранного жидкого клеевого содержимого, и указанное жидкое клеевое содержимое выбирается достаточным для того, чтобы при указанном давлении со стороны указанных полуформ полностью увлажнить указанную структуру спрессованного целлюлозного материала.
Имеется техническая проблема, заключающаяся в возможности реализации ассоциированных преимуществ и/или технических мер и соображений, которые потребуются, чтобы на стадии последующей обработки один или несколько продуктов были подвергнуты финишной обработке для формирования внешней и/или внутренней формы продукта, с тем, чтобы получить форму изделия.
Имеется техническая проблема, заключающаяся в возможности реализации ассоциированных преимуществ и/или технических мер и соображений, которые потребуются, чтобы указанное жидкое клеевое содержимое и указанная прессуемая структура распушенного материала были распределены в виде предварительной смеси или слоев поверх гибкого материала-носителя, поддерживаемого пуансоном.
Имеется техническая проблема, заключающаяся в возможности реализации ассоциированных преимуществ и/или технических мер и соображений, которые потребуются, чтобы сформовать полуфабрикат указанного продукта, увлажненного до состояния «насыщения», и разместить указанный полуфабрикат в оборудовании для последующей заключительной обработки, используемой для сушки и/или отверждения указанного жидкого клеевого содержимого и получения твердого продукта или изделия.
Имеется техническая проблема, заключающаяся в возможности реализации ассоциированных преимуществ и/или технических мер и соображений, которые потребуются, чтобы используемое жидкое клеевое содержимое было выбрано из жидкостей с вязкостью менее 500 мПа·с, например, от 50 до 200 мПа·с.
Имеется техническая проблема, заключающаяся в возможности реализации ассоциированных преимуществ и/или технических мер и соображений, которые потребуются, чтобы указанный пуансон был приспособлен для смещения вверх, с тем, чтобы поднять участок гибкого материала-носителя со связанной с ним структурой распушенного материала и жидким клеевым содержимым, размещенным между указанными полуформами, в направлении внутрь матрицы, расположенной над указанным участком гибкого материала-носителя.
Имеется техническая проблема, заключающаяся в возможности реализации ассоциированных преимуществ и/или технических мер и соображений, которые потребуются, чтобы указанный пуансон был приспособлен для смещения вниз, с тем, чтобы прижимать структуру распушенного материала и жидкое клеевое содержимое, размещенные между указанными полуформами, а также гибкий материал-носитель вниз в направлении внутрь матрицы, расположенной под указанным участком материала-носителя.
Имеется техническая проблема, заключающаяся в возможности реализации ассоциированных преимуществ и/или технических мер и соображений, которые потребуются, чтобы окончательно сформовать полуфабрикат и/или высушенный полуфабрикат в качестве завершенного или конечного изделия посредством одной или нескольких последовательно выполняемых стадий, таких как стадия прессования и/или стадия перфорирования.
Имеется техническая проблема, заключающаяся в возможности реализации ассоциированных преимуществ и/или технических мер и соображений, которые потребуются, чтобы выбрать смолу, жидкое стекло, крахмал или т.п., полностью или частично, в качестве указанного жидкого клеевого содержимого для всех материалов, служащих как адгезив, который адаптирован для используемой целлюлозной распушенной структуры.
Имеется техническая проблема, заключающаяся в возможности реализации ассоциированных преимуществ и/или технических мер и соображений, которые потребуются, чтобы выбрать адгезив, имеющий высокое общее содержание твердотельного материала, в качестве указанного жидкого клеевого содержимого.
Имеется техническая проблема, заключающаяся в возможности реализации ассоциированных преимуществ и/или технических мер и соображений, которые потребуются, чтобы закрепить на стадии последующей обработки пластиковую пленку, отличную или отделенную от любого материала-носителя, на одной стороне высушенного и готового к обработке полуфабриката, чтобы сформировать твердое изделие.
Имеется техническая проблема, заключающаяся в возможности реализации ассоциированных преимуществ и/или технических мер и соображений, которые потребуются, чтобы закрепить последующую дополнительную пластиковую пленку и указанный участок указанного материала-носителя посредством нагревания указанного полуфабриката при приложении прижимного усилия, действующего в направлении внутрь указанного полуфабриката, которое создается посредством использования устройства с избыточным давлением воздуха.
Имеется техническая проблема, заключающаяся в возможности реализации ассоциированных преимуществ и/или технических мер и соображений, которые потребуются, чтобы выбрать указанную структуру распушенного материала из материала, состоящего из чистой структуры распушенной целлюлозы и/или смеси одного или нескольких целлюлозных распушенных материалов и выбранного наполнителя, и в качестве указанного наполнителя выбираются такие материалы, как мел, синтетический волокнистый материал или т.п.
Имеется техническая проблема, заключающаяся в возможности реализации ассоциированных преимуществ и/или технических мер и соображений, которые потребуются, чтобы наслаивать указанную структуру распушенного материала вместе с промежуточными слоями жидкого клеевого содержимого и/или слоями, упрочняющими продукт и изделие.
Имеется техническая проблема, заключающаяся в возможности реализации ассоциированных преимуществ и/или технических мер и соображений, которые потребуются, чтобы иметь оборудование, адаптированное для сушки и/или отверждения указанной структуры спрессованного целлюлозного материала, смешанной с указанным жидким клеевым содержимым, состоящим из блока микроволнового нагревания.
РЕШЕНИЕ
Данное изобретение, соответственно, принимает в качестве отправной точки предшествующий уровень техники, рассмотренный в качестве вступления, в котором в способе и устройстве для изготовления одного или нескольких продуктов или одного или нескольких изделий посредством процесса компрессионного формования используются по меньшей мере две полуформы, одна матрица и один пуансон, расположенные с возможностью взаимного сближения и удаления одной от другой, посредством чего указанные полуформы при нахождении в положении полного объединения и взаимодействия образуют внутреннюю «полость» с ограничивающими поверхностями или участками стенок, соответствующими форме указанного продукта или указанного изделия, при этом:
a) слой структуры распушенного материала должен быть введен между открытыми полуформами,
b) указанные полуформы после этого перемещаются в направлении одна к другой, чтобы охватить участок указанной структуры распушенного материала и выбранное жидкое клеевое содержимое,
c) указанная структура распушенного материала и указанное жидкое клеевое содержимое смещаются к указанной полости и внутрь нее, чтобы спрессовать участок указанной структуры распушенного материала и жидкое клеевое содержимое в структуру спрессованного целлюлозного материала участком стенки, относящимся к пуансону, вплотную к внутренней поверхности или участку стенки указанной матрицы, и
d) полуформы перемещаются назад в направлении к открытому положению и располагаются в нем, чтобы открыть и извлечь указанный продукт или указанное изделие.
Для обеспечения возможности решения одной или нескольких из указанных выше технических проблем данное изобретение, в частности, предлагает, чтобы ближайший уровень техники был дополнен следующими стадиями: когда указанные полуформы перемещаются к указанному положению полного объединения и образования указанной «полости», объем указанной полости выбирается несколько меньшим по сравнению с объемом указанной структуры спрессованного целлюлозного материала и указанного выбранного жидкого клеевого содержимого, и указанное жидкое клеевое содержимое выбирается достаточным для того, чтобы при приложении давления со стороны указанных полуформ полностью увлажнить указанную структуру спрессованного целлюлозного материала.
В качестве предпочтительных вариантов осуществления, находящихся в пределах объема данного изобретения, дополнительно предлагается, чтобы указанные один или несколько продуктов подвергались дополнительной или заключительной обработке для формирования внешней и/или внутренней формы продукта, с тем, чтобы получить форму изделия.
Также предлагается, чтобы указанное жидкое клеевое содержимое и указанная прессуемая структура распушенного материала были распределены в виде слоев поверх гибкого материала-носителя.
Также предлагается, чтобы формование полуфабриката в качестве указанного продукта, увлажненного до состояния «насыщения», и обработка указанного полуфабриката в оборудовании для последующей заключительной обработки, используемой для сушки и/или отверждения указанного жидкого клеевого содержимого, обеспечивало получение твердого продукта или изделия.
Также предлагается, чтобы используемое жидкое клеевое содержимое выбиралось таким образом, чтобы иметь вязкость менее 500 мПа·с, например, вязкость от 50 до 200 мПа·с.
Также предлагается, чтобы указанный пуансон был приспособлен для смещения вверх, с тем, чтобы поднимать участок гибкого материала-носителя со связанной с ним увлажненной структурой распушенного материала, размещенный между указанными полуформами, в направлении внутрь матрицы, расположенной над указанным участком гибкого материала-носителя.
Данное изобретение также раскрывает то, что указанный пуансон предназначен для смещения вниз, с тем, чтобы прижимать структуру распушенного материала и жидкое клеевое содержимое, размещенные между полуформами, а также участок гибкого материала-носителя, вниз, в направлении внутрь матрицы, расположенной под указанным участком материала-носителя.
Данное изобретение также раскрывает то, что полуфабрикат и/или высушенный полуфабрикат в заключение формуется в качестве конечного изделия посредством одной или нескольких последовательно выполняемых стадий прессования и/или перфорирования.
Данное изобретение также раскрывает то, что смола, жидкое стекло, крахмал или подобное выбираются полностью или частично в качестве указанного жидкого клеевого содержимого для всех материалов, служащих как адгезив, который адаптирован для используемой целлюлозной распущенной структуры.
Кроме того, предполагается, что на последующей стадии процесса в дополнение к указанному материалу-носителю или отдельно от него пластиковая пленка закрепляется на одной стороне высушенного, например, готового к обработке полуфабриката, чтобы сформировать твердый продукт или изделие.
Кроме того, предполагается, что последующая дополнительная пластиковая пленка и поддерживающий участок указанного материала-носителя закрепляются посредством нагревания указанного полуфабриката при приложении прижимного усилия, действующего в направлении внутрь указанного полуфабриката, которое создается посредством использования устройства с избыточным давлением воздуха.
Также предполагается, что указанная структура распушенного материала выбрана из материала, состоящего из чистой структуры распушенной целлюлозы и/или смеси одного или нескольких целлюлозных распушенных материалов и выбранного наполнителя, и что в качестве наполнителя выбирается мел, синтетический волокнистый материал или т.п.
Также предполагается, что указанная структура распушенного материала наслаивается вместе с промежуточными слоями жидкого клеевого содержимого и/или упрочняющими слоями.
Кроме того, предполагается, что оборудование, адаптированное для сушки и/или отверждения указанного жидкого клеевого содержимого, состоит из блока микроволнового нагревания.
ПРЕИМУЩЕСТВА
Преимущества, которые могут в основном рассматриваться как характеризующие данное изобретение и существенные отличительные признаки данного изобретения, заключаются в том, что данным изобретением созданы необходимые условия для перемещения указанных полуформ к положению полного объединения и образования «полости», объем указанной полости выбирается меньше по сравнению с объемом структуры спрессованного целлюлозного материала и объема выбранного жидкого клеевого содержимого, и указанное жидкое клеевое содержимое выбирается достаточным для того, чтобы при приложении давления со стороны указанных полуформ полностью увлажнить указанную структуру спрессованного целлюлозного материала.
Указанное жидкое клеевое содержимое выбирается в некотором избытке, с тем, чтобы небольшое количество жидкого клеевого содержимого могло просачиваться из указанной полости в указанном положении полного объединения.
То, что может в основном рассматриваться как отличающее способ по данному изобретению, раскрыто в отличительной части пункта 1 прилагаемой формулы изобретения, а устройство раскрыто в отличительной части пункта 16 прилагаемой формулы изобретения.
КРАТКОЕ ОПИСАНИЕ СОПРОВОДИТЕЛЬНЫХ ЧЕРТЕЖЕЙ
Теперь предлагаемые варианты осуществления, демонстрирующие существенные отличительные признаки способа и устройства по данному изобретению, будут описаны ниже более подробно в иллюстративных целях со ссылками на сопроводительные чертежи. На сопроводительных чертежах:
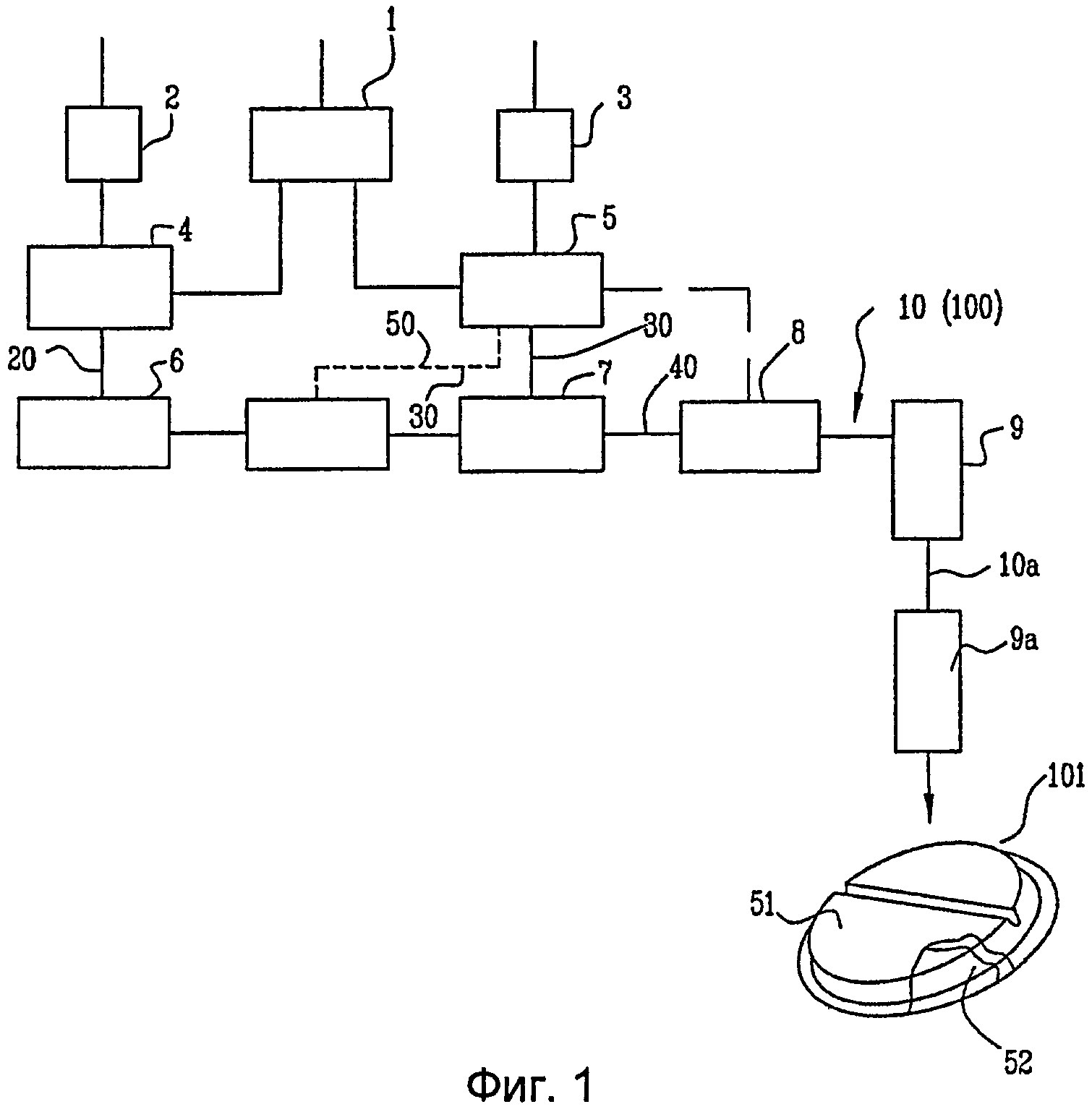
Фиг.1 представляет собой блок-схему устройства и способа по данному изобретению,
Фиг.2А и 2В представляют первый и второй варианты структуры распушенного материала и жидкого клеевого содержимого, нанесенных в два слоя, при этом Фиг.2В иллюстрирует использование пленки,
Фиг.3 показывает другой вариант структуры распушенного материала и заданного жидкого клеевого содержимого, нанесенных в виде дополнительных слоев,
Фиг.4 представляет собой вид сбоку двух полуформ в открытом положении,
Фиг.5 представляет собой вид сбоку двух полуформ в открытом положении со структурой распушенного материала и жидким клеевым содержимым, полностью перемешанных и поддерживаемых гибким материалом-носителем, и
Фиг.6 представляет собой вид сбоку, на котором две полуформы, показанные на Фиг.5, находятся в положении почти полного объединения и взаимодействия.
Фиг.7 иллюстрирует в виде трех последовательных положений, обозначенных как «А», «В» и «С», изготовление изделия из заданной смеси распушенного материала с клеем, прессуемой при использовании матрицы и пуансона.
ОПИСАНИЕ ПРЕДЛАГАЕМЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
В качестве вступления следует подчеркнуть, что в последующем описании предлагаемых вариантов осуществления, которое представляет существенные отличительные признаки данного изобретения и которое поясняется посредством фигур, приведенных на сопроводительных чертежах, нами выбраны термины и специальная терминология с намерением сделать предельно ясной концепцию изобретения.
Однако в данном контексте следует принимать во внимание, что используемые в данном документе выражения не должны рассматриваться как ограниченные, исключительно выбранными и использованными здесь терминами, и следует понимать, что каждый такой выбранный термин должен интерпретироваться таким образом, что он дополнительно охватывает все технические эквиваленты, которые действуют таким же или в основном таким же образом, чтобы тем самым обеспечить возможность достижения такого же или в основном такого же действия и/или технического эффекта.
Со ссылкой на сопроводительные чертежи и на Фиг.1-6 основные предварительные условия для способа и устройства по данному изобретению показаны схематично и в деталях, при этом важные свойства, связанные с данным изобретением, представлены в конкретной форме как результат предлагаемых вариантов осуществления, описанных более подробно в данном документе ниже.
Таким образом, на Фиг.1 разные блоки предназначены для идентификации разных средств, узлов и функций, которые все относятся к способу и устройству для его осуществления по данному изобретению.
На Фиг.1 ссылочной позицией 1 обозначен блок управления; ссылочной позицией 2 - оборудование для подачи структуры распушенного материала; ссылочной позицией 3 - оборудование для подачи жидкого клеевого содержимого; ссылочной позицией 4 - узел для дозирования структуры распушенного материала; и ссылочной позицией 5 - узел для дозирования жидкого клеевого содержимого.
Узел 6 используется для распределения указанной структуры 20 распушенного материала в виде слоя заданной толщины, а узел 7 используется для распределения указанного жидкого клеевого содержимого 30 поверх указанной структуры 20 распушенного материала, как проиллюстрировано Фиг.2А.
На Фиг.2В структура 20 распушенного материала поддерживается слоем 30 жидкого клеевого содержимого. Указанное жидкое клеевое содержимое 30 поддерживается непосредственно на эластичной пленке 50.
Смесь 40, показанная на Фиг.2А или 2В, прессуется в соответствии с данным изобретением в ходе процесса компрессионного формования, обозначенного ссылочной позицией 8 на Фиг.1, для изготовления продукта 10 или изделия (100) или, в качестве варианта, нескольких продуктов 10 или нескольких изделий (100).
Эти продукты 10 могут рассматриваться как полуфабрикаты, предназначенные для последующей обработки в ходе дальнейшего процесса компрессионного формования или стадии 9, с целью прессования формованного продукта 10 с получением вторичного продукта 10а и сушки указанного продукта 10а.
Дополнительный процесс последующей обработки или стадия 9а используется для покрытия продукта 10 или 10а эластичной пленкой, или фольгой для изготовления водостойкого изделия 100, показанного здесь как тарелка.
Структура 20 распушенного материала и жидкое клеевое содержимое 30 могут, в качестве варианта, представлять собой смесь 40.
Фиг.3 иллюстрирует вариант, в котором гибкий материал-носитель 50 поддерживает непосредственно первый тонкий слой структуры 20а распушенного материала, первый тонкий слой жидкого клеевого содержимого 30а, второй тонкий слой структуры 20b распушенного материала, второй тонкий слой жидкого клеевого содержимого 30b и третий тонкий слой структуры 20с распушенного материала.
Очевидно, что могут быть использованы разные слои, и также возможно инжектировать жидкое клеевое содержимое 30 непосредственно в прессовальную камеру для выполнения процесса компрессионного формования 8 во время конечного прессования или перед ним.
Таким образом, Фиг.1 представляет способ и устройство для изготовления одного или нескольких продуктов 10 или одного или нескольких изделий 100 посредством процесса компрессионного формования 8 при использовании по меньшей мере двух полуформ, одной матрицы 80 и одного пуансона 81, расположенных с возможностью взаимного сближения и удаления одной от другой, посредством чего указанные полуформы при нахождении в положении полного объединения и взаимодействия (проиллюстрированном в основном Фиг.6) образуют внутреннюю «полость» с ограничивающими поверхностями или участками стенок, соответствующими форме указанного продукта 10 или указанного изделия 100.
На Фиг.4 внутренняя поверхность или участок стенки в форме усеченной пирамиды или конуса 80а и внешняя поверхность или участок стенки 81а образуют сопрягаемые поверхности для формования указанного продукта 10.
Данные способ и устройство раскрывают, что:
a) слой структуры 20 распушенного материала с жидким клеевым содержимым 30 или смесью 40 вводится между открытыми полуформами 80, 81, как показано на Фиг.4,
b) указанные полуформы 80, 81 принуждаются не показанным средством к перемещению в направлении одна к другой в положение, показанное на Фиг.6, чтобы охватить указанную структуру 20 распушенного материала и выбранное жидкое клеевое содержимое 30, смешиваемые здесь под давлением,
c) указанная структура 20 распушенного материала и указанное жидкое клеевое содержимое 30 смещаются к указанной полости 70 и внутрь нее, чтобы спрессовать участок указанной структуры 20 распушенного материала и жидкое клеевое содержимое в структуру 20' спрессованного целлюлозного материала с указанным жидким клеевым содержимым 30 участком стенки 81а, относящимся к пуансону 81, к внутренней поверхности или участку 80а стенки указанной матрицы 80, и
d) полуформы 80, 81 после этого перемещаются в направлении к открытому положению, чтобы открыть и извлечь указанный продукт 10 или указанное изделие 100.
Фиг.5 показывает, что структура распушенного материала и жидкое клеевое содержимое предварительно смешаны 40 и поддерживаются пленкой 50.
Данное изобретение раскрывает, в частности, то, что, когда указанные полуформы 80, 81 перемещаются к указанному положению полного объединения и образования указанной полости 70, то объем «V» указанной полости 70 выбирается меньше объема указанной структуры 20' спрессованного целлюлозного материала и указанного выбранного жидкого клеевого содержимого 30, и что указанное жидкое клеевое содержимое 30 выбирается достаточным для того, чтобы при приложении давления со стороны указанных полуформ 80, 81 полностью увлажнить указанную структуру 20' спрессованного целлюлозного материала.
Выражение «полностью увлажнить» означает, что выбранный объем жидкого клеевого содержимого 30, регулируемый указанным блоком управления 1, достаточен для заполнения всех пор или в основном всех пор внутри распушенного материала в его спрессованном состоянии 20', так что внешняя и внутренняя поверхности указанного продукта 10 являются сплошными.
Указанный продукт 10 может быть подвергнут дополнительной обработке 9, 9а для формирования внешней и/или внутренней формы продукта 10, 10а с тем, чтобы получить форму изделия 100.
Данное изобретение раскрывает, что указанное жидкое клеевое содержимое 30 выбирается в избытке таким образом, чтобы небольшое количество жидкого клеевого содержимого 30а могло просачиваться из указанной полости 70 в указанном положении полного объединения.
Избыток жидкого клеевого содержимого 30а' может также просачиваться через отверстия 80b на участке стенки 80а, как показано на Фиг.4.
Указанное жидкое клеевое содержимое 30 и указанная прессуемая структура 20 распушенного материала могут быть распределены в виде одного или нескольких более толстых или более тонких слоев поверх гибкого материала-носителя 50.
Формование любого полуобработанного указанного продукта 10 или указанного изделия 100, увлажненного до состояния «насыщения», может быть выполнено посредством размещения указанного полуобработанного указанного продукта 10 или в оборудовании (не показано) для последующей обработки, чтобы высушить и/или отвердить указанное жидкое клеевое содержимое для образования твердого продукта 10а или изделия.
Более конкретно, используемое жидкое клеевое содержимое 30 выбирается посредством указанного блока управления 1 таким образом, чтобы он имел вязкость менее 500 мПа·с, например, между 50 и 200 мПа·с.
Более конкретно, указанная вязкость выбирается таким образом, чтобы она находилась в интервале между 100 и 150 мПа·с.
Исходный вязкий клей с высокой вязкостью может быть разбавлен при использовании добавки, чтобы в смешанном состоянии проявлять указанную вязкость.
Указанный разбавляющий раствор указанных добавок имеет низкую вязкость, например, это вода и т.п.
Кроме того, жидкое клеевое содержимое 30, размещаемое между полуформами 80, 81, может быть инжектировано в структуру распушенного материала и/или предварительно смешано с ней, как обозначено пунктирной линией 5а на Фиг.1.
Указанный пуансон 81 в варианте осуществления, представленном на Фиг.6, предназначен для перемещения в верхнем направлении, чтобы поднять участок гибкого материала-носителя 50а вместе со связанным с ним увлажненной структурой распушенного материала, размещенной между указанными полуформами 80, 81, и переместить его в направлении внутрь матрицы 80, расположенной над указанным участком материала-носителя 50а.
Другой вариант осуществления, не показанный, однако, очевидный, показывает, что указанный пуансон 81 предназначен для смещения в нижнем направлении, с тем, чтобы прижимать структуру 20 распушенного материала, жидкое клеевое содержимое 30 или их смесь 40, размещенные между указанными полуформами 80, 81, а также участок гибкого материала-носителя 50а вниз в направлении внутрь матрицы, расположенной под указанным участком материала-носителя.
Увлажненный полуфабрикат 10 может быть продуктом, обработанным предварительным компрессионным формованием на одной или нескольких стадиях компрессионного формования (не показаны), прежде чем указанный продукт 10 будет обработан в оборудовании 9 для сушки и/или отверждения.
Процесс компрессионного формования на одной или нескольких дополнительных стадиях 9 компрессионного формования выполняется посредством одной или нескольких форм, распределенных между указанным процессом 8 компрессионного формования и стадией 9 сушки и/или отверждения, с образованием из указанного полуфабриката изделия 100.
Полуфабрикат и/или высушенный полуфабрикат 10а в заключение формуется в качестве конечного изделия 100 посредством одной или нескольких последовательно выполняемых стадий прессования и/или перфорирования.
Фиг.1 показывает, что указанному полуфабрикату и/или указанному изделию придается конфигурация 101 в виде лотка или тарелки.
Смола, жидкое стекло, крахмал или т.п. выбираются полностью или частично в качестве указанного жидкого клеевого содержимого 30 для всех материалов, служащих как адгезив, который адаптирован для используемой целлюлозной распушенной структуры 20.
Также предлагается, чтобы в качестве указанного жидкого клеевого содержимого 30 выбирался адгезив или клей с высоким общим содержанием твердого материала.
Жидкое клеевое содержимое, его объем, а также выбранная структура распушенного материала адаптированы к образованию продукта 10 или изделия 100 желательного размера, толщины и/или жесткости.
Вариант осуществления, представленный на Фиг.1, также раскрывает, что на последующей стадии 9а процесса в дополнение к указанному материалу-носителю 50 очень тонкая пластиковая пленка 51 закрепляется на одной стороне высушенного и готового к обработке полуфабриката 10а, чтобы сформировать твердый продукт или изделие 101.
Последующая дополнительная пластиковая пленка 52 и поддерживающий участок указанного материала-носителя 50 закрепляются посредством нагревания 9а указанного полуфабриката 10а при приложении прижимного усилия, действующего в направлении внутрь указанного полуфабриката, которое создается посредством использования устройства с избыточным давлением воздуха.
Во время указанной стадии 8 прессования с образованием полуфабриката 10 жидкое клеевое содержимое в избыточном количестве 30а распределяется в указанной структуре 20 распушенного материала до насыщения таким образом, что любые имеющиеся поры, не занятые распушенным материалом, были заполнены указанным жидким клеевым содержимым 30.
Указанные эластичные пленки 50, 51 и 52 выбираются из пластикового материала, например полиэфира, биопленки, термопластичной пленки или другого подобного материала.
Указанная структура 20 распушенного материала выбирается из материалов, состоящих из чистой структуры распушенной целлюлозы и/или смеси одного или нескольких целлюлозных распушенных материалов и выбранного наполнителя, такого как подобранный мел, синтетический волокнистый материал или т.п.
Также предлагается, чтобы указанная структура 20 распушенного материала и жидкое клеевое содержимое 30 распределялись в виде первого слоя из чистой или смешанной структуры распушенного материала и второго слоя жидкого клеевого содержимого, размещенного поверх указанного первого слоя и распределенного по нему.
Указанная структура распушенного материала и жидкое клеевое содержимое распределяются в виде одного слоя из чистой или смешанной структуры распушенного материала, которая смешана с жидким клеевым содержимым.
Указанная структура распушенного материала и жидкое клеевое содержимое распределяются в виде одного слоя из чистой или смешанной структуры распушенного материала и слоя жидкого клеевого содержимого, размещенного и распределенного под указанной структурой распушенного материала.
Более конкретно, указанная структура распушенного материала наслаивается вместе с промежуточными слоями жидкого клеевого содержимого и/или упрочняющими слоями.
Полуфабрикат имеет структуру и заданную жесткость, которые обеспечивают его целостность, когда несколько расположенных вдоль поперечного направления полуфабрикатов перемещаются при поддержке указанным носителем к соседнему оборудованию 9, 9а для сушки и/или отверждения.
После стадии обработки для формования нескольких мягких полуфабрикатов 10, расположенных в поперечном направлении, с помощью эластичного или гибкого носителя 50, имеются дополнительные стадии формования изготовленных полуфабрикатов 10 с образованием конечного изделия 100.
Указанные дополнительные стадии формования с образованием конечного изделия 100 включают плавление и/или закрепление пластиковой пленки и/или других выбранных поверхностных покрытий посредством тепла нагретого изделия.
Указанная пластиковая пленка и/или указанное дополнительное поверхностное покрытие закрепляется, чтобы образовать конечный продукт и/или конечное изделие 100 посредством приложения избыточного давления воздуха, которое прижимает пленку и/или поверхностное покрытие к продукту, при этом указанная пленка или поверхностное покрытие адаптировано к приплавлению в большей или меньшей степени к внутренней поверхности продукта или изделия 100 посредством тепла нагретого изделия и указанного приложенного избыточного давления.
Оборудование 9а, адаптированное для сушки и/или отверждения указанного жидкого клеевого содержимого, состоит из блока микроволнового нагревания.
Один или несколько участков указанного компрессионного формования предназначены, чтобы обеспечить посредством использования сжатого воздуха дополнительное формование указанного увлажненного полуфабриката при использовании эластичной мембраны, которая отжимается внутрь указанной матрицы 80.
Один или несколько указанных последовательных участков прессования предназначены, чтобы покрыть сухой полуфабрикат посредством использования сжатого воздуха эластичной мембраной или пленкой, которая прижимается к нагретому изделию матрицей.
Фиг.7 предназначена для иллюстрации в виде трех последовательных положений, обозначенных как «А», «В» и «С», производственной линии для изготовления одного (или нескольких) изделий 101 из смеси распушенного материала с клеем, указанная смесь прессуется между верхней матрицей 80 и нижним пуансоном 81 с плунжерной частью 85 прессующего устройства.
Положение «А» иллюстрирует то, что слой жидкого клеевого содержимого 30 распределяется поверх эластичной пластиковой пленки 50 и поддерживается на ней.
Поверх указанного клея 30 распределяется распушенный материал 20, при этом содержание указанного клея 30 и содержание указанного распушенного материала 20 адаптированы в соответствии с принципами данного изобретения и обсуждены выше.
Клей 30 и распушенный материал 20 перемещаются вправо на Фиг.7 между открытыми полуформами 80 и 81 посредством указанной пластиковой пленки 50 или другого подобного средства.
В положении «В» указанная матрица 80 перемещается в направлении к указанному пуансону 81, образуя тем самым зону 82 предварительного формования указанного клея 30' и указанного распушенного материала 20', при этом в зоне 82 указанные клей 30' и материал 20' в большей или меньшей степени полностью перемешаны.
В зонах 83, 84, прилегающих к указанной зоне 82 предварительного прессования, сжатие отсутствует полностью или имеет место очень небольшое сжатие при указанном перемещении.
Эта зона 82 предварительного прессования может также удовлетворять критериям обеспечения просачивания небольшого избыточного количества клея 30'' из зоны 83 при его прохождении полностью или частично через указанную зону 82.
Положение «С» иллюстрирует, что указанная плунжерная часть 85 перемещается вверх и внутрь матрицы 80 при прессовании зоны 83, чтобы сформовать указанное изделие 101.
Может также обеспечиваться выпуск избытка клея 30'' через отверстия на участке 80 (см. Фиг.4) на конечной стадии прессования с образованием указанного изделия 101.
Данное изобретение, естественно, не ограничивается вариантом осуществления, описанным выше на примере, и может быть подвергнуто модификациям без отклонения от идеи изобретения, как она раскрыта в прилагаемой формуле изобретения.
В частности, следует учесть, что каждый проиллюстрированный узел и/или линия могут быть объединены с любым другим показанным узлом и/или линией без отклонения от объема данного изобретения, чтобы обеспечить достижение желательного технического функционирования.
Реферат
Разработаны способ и соответствующее устройство для изготовления одного или нескольких продуктов из исходного целлюлозного материала. Слой распушенного материала, с которым объединено жидкое клеевое содержимое, вводится между открытыми полуформами. Закрытие формы обеспечивает образование внутренней полости, в основном соответствующей форме изготавливаемого продукта, при этом объем полости меньше суммарного объема спрессованной структуры целлюлозного материала и объема жидкого клеевого содержимого. Количество жидкого клеевого содержимого выбирается таким образом, чтобы на стадии прессования полуформами полностью увлажнить спрессованную структуру целлюлозного материала. Технический результат при использовании заявленного изобретения позволяет на стадии обработки один или несколько продуктов подвергнуть финишной обработке для формирования внешней и/или внутренней формы продукта. 2 н. и 27 з.п. ф-лы, 8 ил.
Формула
a) слой структуры (20) целлюлозного распушенного материала вводят между открытыми полуформами (80, 81), и выбранное жидкое клеевое содержимое вводят между полуформами (80, 81),
b) перемещают указанные полуформы (80, 81) в направлении одна к другой, чтобы охватить указанную структуру (20) целлюлозного распушенного материала и указанное выбранное жидкое клеевое содержимое (30),
c) указанную структуру (20) целлюлозного распушенного материала и указанное жидкое клеевое содержимое (30) смещаются к указанной полости (70) и внутрь нее, чтобы спрессовать участок указанной структуры (20) целлюлозного распушенного материала и указанное жидкое клеевое содержимое (30) в структуру (20') спрессованного целлюлозного материала с помощью участка стенки (81а), относящегося к пуансону (81), вплотную к внутренней поверхности или участку (80а) стенки указанной матрицы (80), и
d) перемещают полуформы (80, 81) в направлении к открытому положению, чтобы открыть и извлечь указанный продукт (10) или указанное изделие (100),
отличающийся тем, что когда указанные полуформы (80, 81) перемещаются к указанному закрытому положению и образуют указанную полость (70), то объем указанной полости (71) выбирают меньшим объема указанной структуры (20') спрессованного целлюлозного материала и объема указанного выбранного жидкого клеевого содержимого (30) тем, что указанное жидкое клеевое содержимое (30) выбирают достаточным для того, чтобы под давлением указанных полуформ (80, 81) полностью увлажнить структуру (20') спрессованного целлюлозного материала, а также тем, что указанное жидкое клеевое содержимое (30) выбирают с избытком так, чтобы жидкое клеевое содержимое (30а) просачивалось из внутренней полости (70), когда указанные полуформы находятся в закрытом положении.
a) слой структуры (20) целлюлозного распушенного материала вводится между открытыми полуформами (80, 81), и выбранное жидкое клеевое содержимое вводится между полуформами (80, 81),
b) указанные полуформы (80, 81) перемещаются в направлении одна к другой, чтобы охватить указанную структуру (20) целлюлозного распушенного материала и указанное выбранное жидкое клеевое содержимое (30),
c) указанную структуру (20) целлюлозного распушенного материала и указанное жидкое клеевое содержимое (30) смещаются к указанной полости (70) и внутрь нее, чтобы спрессовать участок указанной структуры целлюлозного распушенного материала и указанное жидкое клеевое содержимое (30) в структуру (20') спрессованного целлюлозного материала с помощью участка стенки (81а), относящегося к пуансону (81), вплотную к внутренней поверхности или участку (80а) стенки указанной матрицы (80), и
d) полуформы (80, 81) перемещаются в направлении к открытому положению, чтобы открыть и извлечь указанный продукт (10) или указанное изделие (100),
отличающееся тем, что когда указанные полуформы (80, 81) перемещаются к указанному закрытому положению и образуют указанную полость (70), то объем указанной полости (70) меньше объема указанной структуры (20') спрессованного целлюлозного материала и объема указанного выбранного жидкого клеевого содержимого (30) тем, что указанное жидкое клеевое содержимое (30) выбрано достаточным для того, чтобы под давлением указанных полуформ (80, 81) полностью увлажнить структуру (20') спрессованного целлюлозного материала, а также тем, что указанное жидкое клеевое содержимое (30) выбрано с избытком так, чтобы жидкое клеевое содержимое (30а) просачивалось из внутренней полости (70), когда указанные полуформы находятся в закрытом положении.
Комментарии