Волокнистый мат и способ изготовления волокнистого мата - RU2352697C2
Код документа: RU2352697C2
Чертежи







Описание
Изобретение относится к способу изготовления волокнистого мата, пригодного для использования при изготовлении армированного волокном устройства, причем упомянутый волокнистый мат содержит по меньшей мере два расположенных по существу в продольном направлении и параллельных массива волокон, возможно, в сочетании с одним или большим числом несущих слоев и удерживающих средств, например нитей или подобных средств. Изобретение также относится к волокнистому мату и к использованию волокнистого мата.
Общеизвестно использование волокнистых матов, состоящих из однонаправленных массивов волокон для производства ламинатов для различных пластиковых объектов, армированных волокном, включая крупные объекты, например лопасти ветряных электрогенераторов, изделий для использования в судостроении, в авиационной промышленности, автомобильной промышленности или для изготовления строительных элементов.
Массивы могут быть прикреплены к расположенным ниже слоям других массивов или к несущему слою войлока с помощью прошивания так называемым «вязально-прошивным способом». В популярных терминах этот способ прошивки описывается как зигзагообразная прошивка, выполняемая нитью поперек каждого из отдельных массивов мата. Однако прошивание в вязально-прошивном способе сопряжено с недостатком, заключающимся в том, что на волокно оказывает влияние прошивка, и оно принимает синусоидальную криволинейную форму в продольном направлении волокон с «прокачиванием» для прикрепления каждой нити к несущему слою, получающемуся из-за сил натяжения нити.
В случае применения массивов из тонких волокон, например углеродных волокон толщиной меньше 7 мкм, соответствующие массивы натягиваются таким образом, при их прошивании вязально-прошивным способом, что они изгибаются, принимая отчетливо волнообразную форму в продольном направлении. Такие волнообразные массивы совершенно нежелательны и влекут за собой значительное ухудшение прочностных свойств готового ламината и особенно при воздействии сил сжатия.
Если натяжение нити снижают для противодействия искривлению, то эффект выражается в том, что массивы могут быть сжаты так, что становятся плоскими, что может в результате приводить к растяжению и нарушению процесса формования, так как распределение полимера усложняется, потому что сжатые массивы могут оказывать противодействие продвижению полимера в направлении толщины ламината. Это применимо при использовании технологии формования VARTM (литьевое прессование, при котором продвижению полимера способствуют путем создания разрежения). В этом случае во время применения этого процесса формования соответствующий полимер засасывают в сухие слои волокнистых матов посредством создания в пресс-форме давления ниже атмосферного. Таким образом, очень важно, чтобы полимер мог распространяться сравнительно беспрепятственно в продольном и поперечном направлениях слоев и в глубину слоев.
Задачей изобретения является создание волокнистого мата и способа изготовления волокнистого мата, в котором массивы волокон соединяют таким образом, при котором массивы не принимают волнообразную форму, и, следовательно, это не приводит к потере прочности при сжатии. Дополнительной задачей также является исключение возможности сжатия массивов волокон во время формования, что могло бы оказывать пагубное воздействие на перемещение полимера.
Другие задачи станут очевидными из описания.
Новые аспекты способа согласно изобретению включают то, что способ содержит стадию соединения массивов с помощью удерживающих средств, посредством которых охватывают каждый массив под углом таким образом, чтобы удерживающие средства оказывали влияние на каждый массив по существу симметрично относительно оси, расположенной в продольном направлении между массивами. Симметричное влияние относительно оси в продольном направлении между массивами означает, что влияние с одной стороны уравновешивается влиянием с противоположной стороны. Таким образом, предотвращают возможность принятия массивом волнообразной формы; однако благодаря симметричному влиянию он может быть достаточно прочным для фиксации массива для обеспечения того, чтобы он не мог быть сжат так, чтобы он стал плоским во время формования. Одновременно массивы остаются четко отделенными, благодаря чему полимер более легко перемещается в продольном направлении, в поперечном направлении и в глубину относительно массивов. При отсутствии волнообразности массивы являются прямолинейными и распрямленными и, следовательно, обладают очень хорошими свойствами на сжатие.
В двух вариантах исполнения удерживающие средства могут содержать по меньшей мере одну нить, которую прокладывают в соответствии с предварительно заданным рисунком сверху или снизу соответственно каждого массива. Таким образом, способ можно выполнять на уже существующих линиях для изготовления волокнистых матов, где технология изготовления содержит процесс прошивки. В этом варианте исполнения нити можно придавать форму в поперечном направлении массивов в направлении, по существу перпендикулярном продольному направлению массивов. Таким образом, влияние нити на массивы становится симметричным относительно оси между массивами.
Согласно предпочтительному варианту исполнения по меньшей мере одну нить можно прокладывать в соответствии с рисунком, содержащим поперечные стежки. Поперечные стежки можно выполнять так, чтобы они были симметричными, и, следовательно, исключать их влияние на массивы.
Согласно предпочтительному варианту исполнения по меньшей мере одну нить прокладывают согласно рисунку, содержащему стежки, расположенные в продольном направлении между массивами.
Согласно предпочтительному варианту исполнения волокнистый мат дополнительно содержит по меньшей мере первый несущий слой, к которому прикрепляют массивы с помощью удерживающих средств. При прикреплении массивов к несущему слою несущий слой способствует удерживанию массивов вместе. Путем использования очень тонкого несущего слоя поддерживают драпируемость соединенных массивов, но одновременно при этом сохраняют упомянутые выше преимущества. Кроме того, производственно-технические преимущества сохраняются, так как при использовании расположенного снизу несущего слоя необходимо только проложить удерживающие средства поперек массивов на верхней поверхности и не прокладывать на нижней поверхности.
Согласно еще одному предпочтительному варианту исполнения нить может быть проложена в виде стежков, имеющих длину, соответствующую 1-10-кратной ширине соседнего массива. Таким образом, достигают того, чтобы соответствующая длина сообщалась стежкам и, следовательно, также расстоянию между точками крепления массивов на несущем слое. Слишком близкое расположение стежков означало бы, что используется неоправданно большое количество нити, тогда как очень длинные стежки означали бы неточное закрепление массивов.
Еще один предпочтительный вариант исполнения может содержать средства для манипулирования некоторым количеством нитей, средства для манипулирования несущим слоем и некоторым количеством массивов волокон, в котором большинство массивов прикрепляют, используя стадии:
a) проведение некоторого количества игл, каждая из которых имеет игольное ушко, расположенных в группе первых позиций между массивами, сквозь несущий слой со стороны, противоположной массивам;
b) захватывание по меньшей мере двух нитей каждым ушком;
c) закрывание ушек игл;
d) протягивание игл сквозь несущий слой таким образом, чтобы по меньшей мере из двух нитей была сформирована петля;
e) открывание ушек игл и высвобождение нитей;
f) проведение каждой иглы сквозь петлю, сформированную в стадии d) по меньшей мере из двух нитей;
g) проведение игл, расположенных в группе смещенных позиций, сквозь несущий слой;
h) захватывание по меньшей мере двух других нитей ушками игл;
i) протягивание игл сквозь несущий слой таким образом, чтобы по меньшей мере из двух нитей была сформирована петля;
в котором каждую из по меньшей мере двух нитей, до выполнения стадии b), проводят с противоположных сторон сверху или снизу соседнего массива волокон. Таким образом, выполняют надежное прикрепление массивов, так как нити зафиксированы относительно несущего слоя стежками, которые закреплены сквозь несущий слой при помощи петель. Таким образом, способ можно выполнять в продольном направлении массивов, и, следовательно, он может быть подходящим для автоматического выполнения, так как стадии можно выполнять снова и снова для изготовления волокнистых матов очень большой длины.
Еще один предпочтительный вариант исполнения может содержать средства для манипулирования некоторым количеством нитей, средства для манипулирования несущим слоем и некоторым количеством массивов волокон, в котором большую часть массивов прикрепляют, используя стадии:
j) проведение некоторого количества игл, каждая из которых имеет игольное ушко, расположенных в группе первых позиций между массивами, сквозь несущий слой со стороны, противоположной массивам;
k) захватывание по меньшей мере двух нитей каждым ушком;
l) закрывание ушек игл;
m) протягивание игл сквозь несущий слой таким образом, чтобы по меньшей мере из двух нитей была сформирована петля;
n) открывание ушек игл и высвобождение нитей;
o) проведение каждой иглы сквозь петлю, сформированную в стадии m) по меньшей мере из двух нитей;
p) проведение игл, расположенных в группе смещенных позиций на несущем слое, сквозь несущий слой;
q) захватывание по меньшей мере одной нити ушком иглы;
r) протягивание игл сквозь несущий слой таким образом, чтобы по меньшей мере из одной нити была сформирована петля;
в котором каждую из по меньшей мере двух нитей, до выполнения стадии k), проводят в соответствии с предварительно заданным рисунком, включая с противоположных сторон, сверху или снизу соответственно соседнего массива волокна и в продольном направлении между первым и вторым соседними массивами. Таким образом, способ можно выполнять в продольном направлении массивов, и, кроме того, он может быть подходящим для автоматического выполнения, так как стадии можно выполнять снова и снова для изготовления волокнистых матов очень большой длины. Этим вариантом исполнения дополнительно достигают того, что стежки могут также быть расположены в продольном направлении массивов, и не все нити используют для формирования всех петель, таким образом, может быть достигнута экономия количества нитей.
В еще одном предпочтительном варианте исполнения удерживающие средства могут содержать второй несущий слой, прикрепленный к первому несущему слою по меньшей мере тремя соединениями или рядами соединений, проходящими параллельно, посредством чего из первого и второго несущих слоев с соединениями образуют ряд трубок, в которых располагаются массивы. Таким образом, первый и второй несущие слои могут быть совместно использованы для точного охвата массивов волокон, которым, следовательно, не предоставляется возможность принимать волнообразную форму. Кроме того, обеспечивают условия, при которых полимер можно легко продвигать в области между двумя соседними трубками.
Посредством специального варианта исполнения соединения или ряды соединений могут быть сформированы с помощью процесса, выбираемого из группы, включающей прошивание, склеивание и сварку. Эти процессы можно легко выполнять, и одновременно с их помощью обеспечивают надежное функционирование. Когда соединения выполняют в виде рядов, между соединениями может быть расстояние в продольном направлении массивов, благодаря чему также обеспечивают возможность более легкого прохода полимера в поперечном направлении массивов между соединениями.
Согласно подходящему варианту исполнения первый несущий слой может быть выбран из группы, содержащей материал, проницаемый для полимера, включая материал в форме волокон, расположенных диагонально или в поперечном направлении относительно массивов волокон, нетканый материал, плетеные волокна и волокна в форме ткани, включая стекловолокно.
Согласно еще одному предпочтительному варианту исполнения нити можно транспортировать под натяжением, выбранным таким образом, чтобы придавать скругленный контур массивам в поперечном направлении. Таким образом, обеспечивают возможность того, чтобы было достаточное пространство для прохода полимера между соседними массивами.
Согласно еще одному предпочтительному варианту исполнения количество волокна в массивах может быть выбрано относительно размера трубок таким образом, чтобы придать скругленный контур массивам в поперечном направлении. Таким образом, в этом варианте исполнения тоже обеспечивают достаточное пространство для прохода полимера между соседними массивами.
Согласно подходящему варианту исполнения массивы могут содержать волокна, выбираемые из группы, включающей стекловолокно, углеродное волокно, волокна, обладающие меньшим электрическим сопротивлением, чем стекловолокно, и сочетания волокон из различных материалов.
Новые отличительные особенности волокнистого мата согласно изобретению включают то, что мат приспособлен для использования в изготовлении армированного волокном устройства и содержит по меньшей мере два расположенных по существу в продольном направлении и параллельных массива волокон, причем массивы соединяют посредством удерживающих средств, которыми охватывают каждый массив под углом для обеспечения того, чтобы на каждый массив оказывалось влияние, которое по существу является симметричным относительно оси, расположенной в продольном направлении между массивами. Благодаря симметричному влиянию относительно продольной оси между массивами достигают того, чтобы влияние с одной стороны уравновешивалось влиянием с противоположной стороны. Таким образом, предотвращают принятие массивами волнообразной формы. Кроме того, этим достигают того, чтобы массивы могли быть плотно прикреплены так, чтобы исключить их сжатие до плоского состояния во время формования. Одновременно массивы четко отделены друг от друга, благодаря чему полимер может более легко проходить в поперечном направлении, в продольном направлении и в глубину массивов. При отсутствии волнообразности массивы являются прямолинейными и распрямленными и, следовательно, обладают очень хорошими свойствами на сжатие.
Подходящие варианты исполнения волокнистого мата представлены в зависимых пунктах 17-26 формулы изобретения.
Волокнистый мат согласно одному или более из пунктов 16-26 формулы изобретения может быть с успехом использован в литьевом прессовании (RTM) армированного волокном устройства или в литьевом прессовании с применением разрежения (VARTM) при укладке вручную или препег (в мокром или сухом состоянии) соответственно. Посредством литьевого прессования с применением разрежения (VARTM) могут быть особенно успешно улучшены свойства, связанные с проводимостью.
Согласно особенно успешному варианту исполнения, описанному выше, волокнистые маты можно использовать при формовании устройства, которое выполняют для использования в лопасти ветряного электрогенератора, включая, например, каркас лопасти или армированную балку. Такие лопасти имеют очень большую длину, и часть волокон часто располагают так, чтобы они проходили вдоль всей длины лопасти. Таким образом, улучшенные свойства в отношении проводимости полимера особенно предпочтительны. Улучшенные свойства при сжатии также очень ценны, так как обе стороны лопасти могут быть подвергнуты большим нагрузкам, приводящим к сжатию.
Далее следует более подробное описание изобретения со ссылками на чертежи, на которых приведены в качестве примеров варианты исполнения изобретения и на которых изображено
на фиг.1 - вид сверху волокнистого мата согласно изобретению;
на фиг.2 - вид сверху альтернативного варианта исполнения волокнистого мата согласно изобретению;
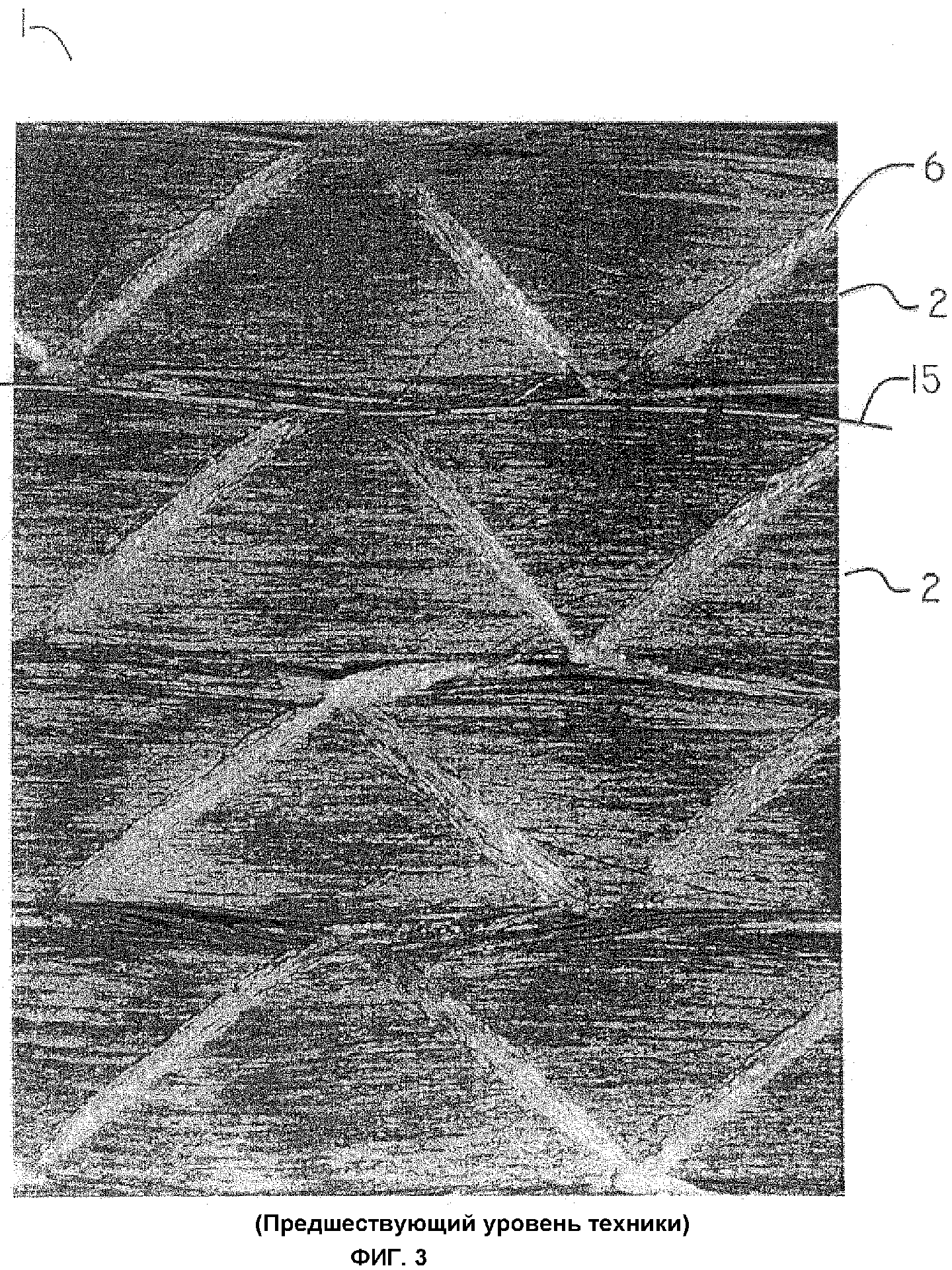
на фиг.3 - вид сверху волокнистого мата согласно предшествующему уровню техники;
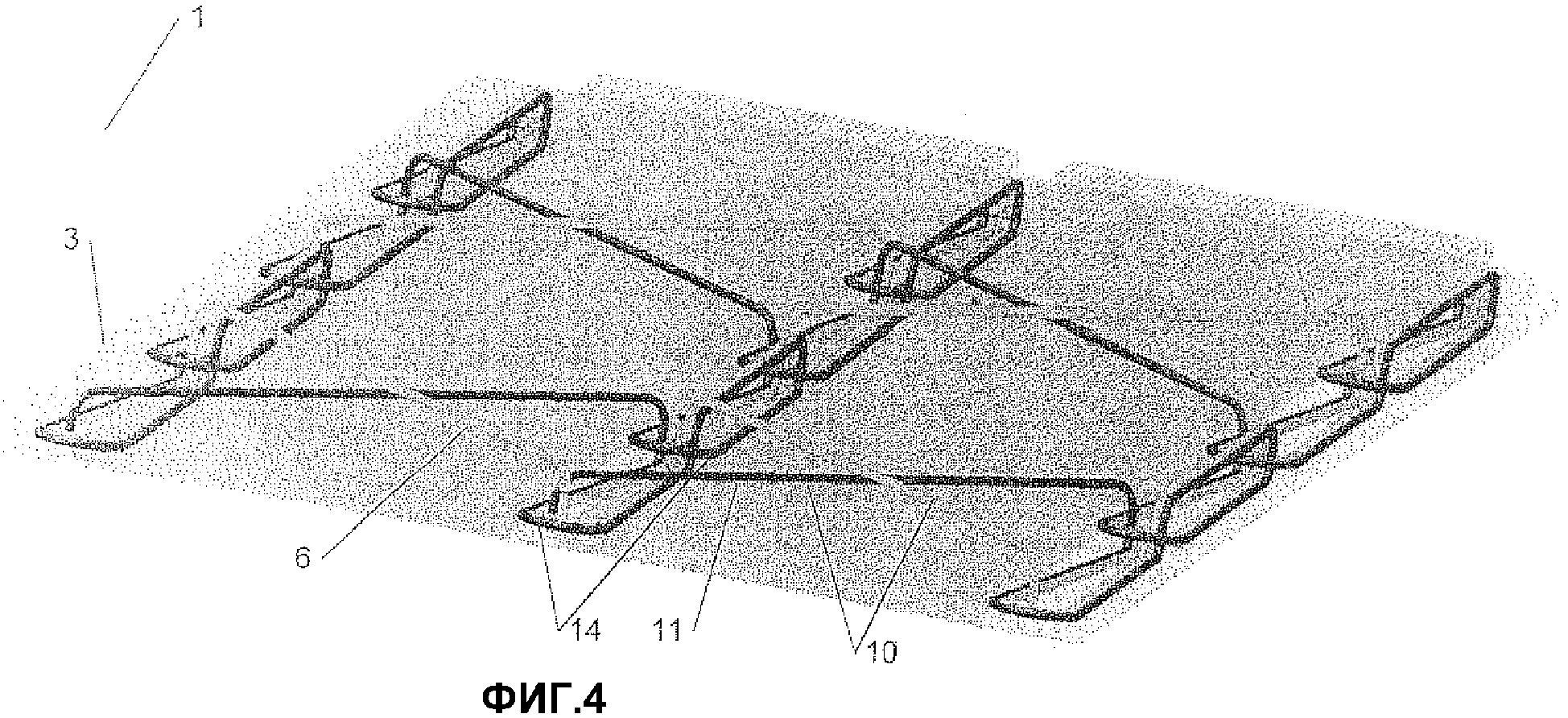
на фиг.4 - схематический вид прокладки двух нитей согласно рисунку;
на фиг.5 - схематический вид прокладки трех нитей согласно рисунку;
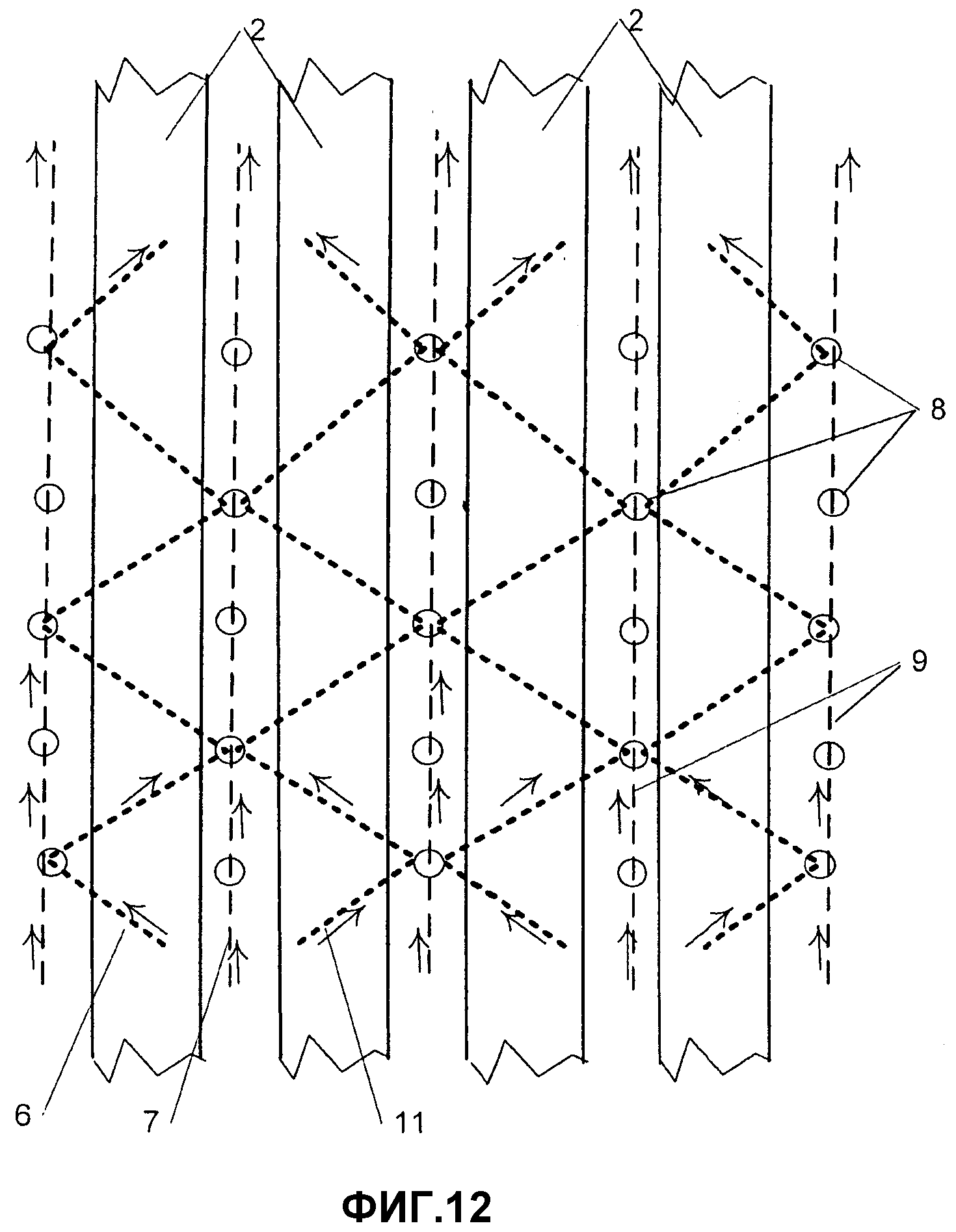
на фиг.6-12 - схематические виды прокладки двух или более числа нитей соответственно согласно различным рисункам;
на фиг.13 - дополнительный вариант исполнения волокнистого мата согласно изобретению, показанный под углом спереди, сбоку и сверху.
На фиг.1 показан волокнистый мат 1, содержащий ряд массивов 2 волокна, прикрепленных к невидимому несущему слою 3. Удерживающими средствами в виде нитей 6 и 11 удерживают массивы надежно прикрепленными к невидимому несущему слою. Нити 6 и 11 прокладывают таким образом, что они содержали поперечные стежки 10 и прямолинейные стежки 9, расположенные параллельно массивам 2. Стежками 10 оказывают влияние на массивы 2 симметрично относительно оси 5 в продольном направлении между массивами, как это показано на чертежах. Каждый массив 2 имеет ширину 8, но может также иметь другие ширины, и, аналогичным образом, могут быть различные типы волокон в различных массивах и в отдельных массивах. Таким образом, могут быть массивы, содержащие стекловолокно и углеродное волокно, смешанное в установленной пропорции.
На фиг.2 показан волокнистый мат 1, содержащий некоторое количество массивов 2 волокна, прикрепленных к невидимому несущему слою 3. Удерживающими средствами в виде нитей 6 и 11 удерживают массивы 2 надежно прикрепленными к невидимому несущему слою. Нити 6 и 11 прокладывают таким образом, чтобы они содержали поперечные стежки 10. Стежками оказывают влияние на массивы 2 симметрично относительно непоказанной оси, расположенной в продольном направлении между массивами, таким образом исключая волнообразное искривление массивов 2. Соответствующая ось симметрии показана на фиг.1. Между массивами 2 видны отдельные петли 14, прикрепленные стежками 10.
На фиг.3 показан прототип волокнистого мата 1, содержащий массивы 2 волокна. Посредством нитей 6 массивы 2 прикреплены вязальными стежками, проложенными зигзагообразно и несимметрично относительно любой оси в продольном направлении массивов. С помощью введенной криволинейной линии 15 подчеркнуто, как массивы 2 искривляются, что, как упомянуто выше, является нежелательным.
На фиг.4 показан волокнистый мат 1, содержащий несущий слой 3, который просто обведен и изображен просвечивающимся. Массивы волокна не показаны. Нити 6 и 11 проложены так, чтобы они содержали поперечные стежки 10. Кроме того, на фиг.4 показано, что нити 6, 11 протянуты вниз как одна нить в петлю 14, которая, следует понимать, расположена на одной стороне несущего слоя 3, тогда как стежки 10 расположены на противоположной стороне несущего слоя 3. Соответствующий вариант исполнения показан на фиг.11. Непоказанные массивы расположены между несущим слоем 3 и стежками 10. Прокладку нитей 6 и 11 производят посредством непоказанной иглы, содержащей ушко, находящейся в первой позиции между непоказанными массивами, проводимой сквозь несущий слой 3 со стороны, которая расположена против массивов, и две нити 6, 11 захватывают каждым ушком, после чего ушко закрывают и нити надежно удерживают в ушке. Затем иглу протягивают сквозь несущий слой 3, и, таким образом, из двух нитей 6, 11 формируют петлю 14, после чего ушко раскрывают и нити высвобождают. Затем иглу проводят через петлю 14, которую ранее сформировали с помощью этой иглы из двух нитей 6, 11, после чего иглу снова, в смещенной позиции относительно несущего слоя 3, проводят сквозь него, захватывают две другие нити посредством ушка и протягивают сквозь несущий слой, таким образом формируя новую петлю, и т.д. Нити, таким образом, прокладывают так, чтобы с их помощью оказывать влияние на массивы (которые не показаны) симметрично, и, следовательно, массивы не принимают волнообразную форму.
На фиг.5 также показан волокнистый мат 1, также содержащий несущий слой 3, и он просто обведен и изображен прозрачным. Массивы волокна не показаны. Прошивку выполняют тремя нитями 6, 7 и 11, прокладываемыми таким образом, чтобы стежки 9 и 10 содержались как в поперечном, так и в продольном направлениях. Кроме того, на фиг.5 также показана нить 7 отдельно и нити 6, 7 и 11 вместе соответственно, которые протянуты вниз в петлю 14, которые, как следует понимать, расположены со стороны несущего слоя 3, в то время как стежки 9 и 10 расположены на противоположной стороне от несущего слоя 3.
Соответствующий вариант исполнения показан на фиг.12. Непоказанные массивы расположены между несущим слоем 3 и стежками 9 и 10. Прокладку нитей 6, 7 и 11 производят с помощью непоказанной иглы с ушком, расположенной в первой позиции между непоказанными массивами, которую проводят сквозь несущий слой 3 со стороны, противоположной массивам, а три нити 6, 7, 11 захватывают каждым ушком, после чего ушко закрывают и нити надежно удерживают в ушке. Затем иглу протягивают сквозь несущий слой 3, таким образом формируя из трех нитей 6, 7 и 11 петлю 14, после чего ушко открывают и нить высвобождают. Затем иглу проводят сквозь петлю 14, которую сформировали ранее из трех нитей 6, 7, 11, после чего иглу в смещенной позиции относительно несущего слоя 3 снова проводят сквозь него, и одну нить 7 захватывают ушком и протягивают сквозь несущий слой, таким образом формируя новую петлю, и т.д. Нити, таким образом, прокладывают так, чтобы с их помощью оказывать влияние на массивы (которые не показаны) симметрично, и, следовательно, массивы не принимают волнообразную форму.
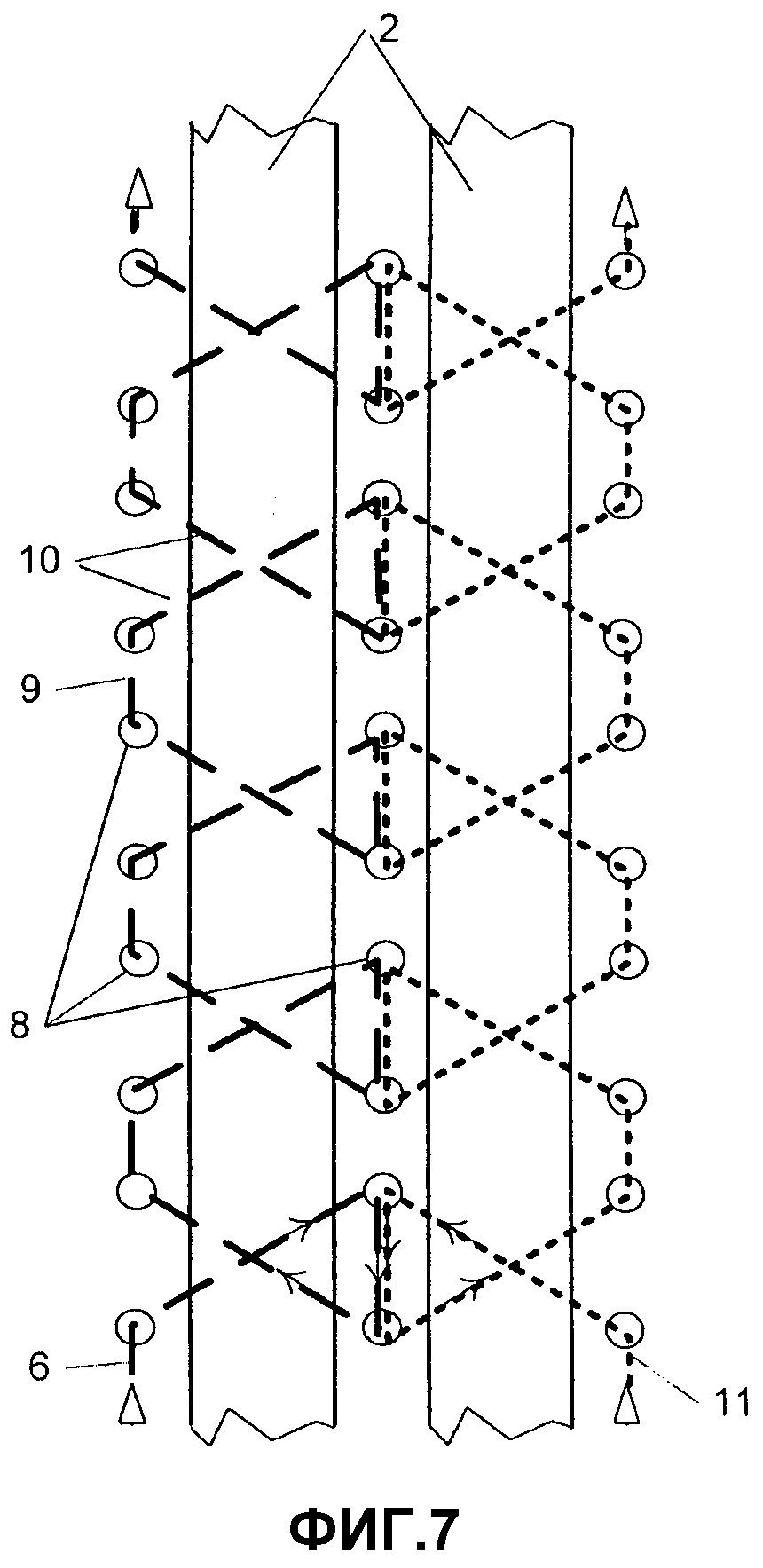
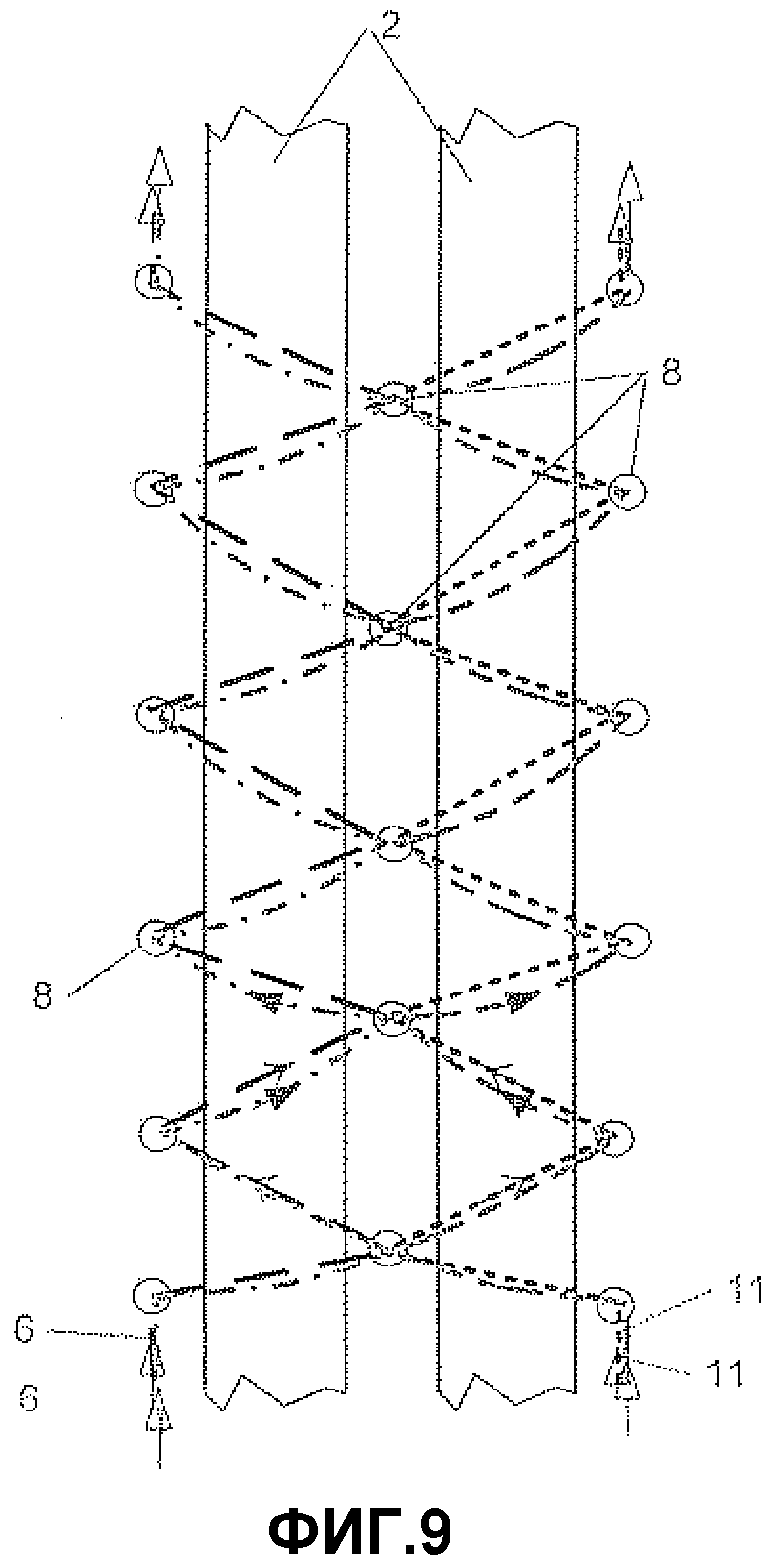
На фиг.6-12 показаны варианты исполнения, содержащие примеры того, как нити согласно изобретению могут быть проложены, чтобы с их помощью оказывать симметричное влияние на один или большее число массивов волокна. На фиг.6-8 и 10-12 несущий слой не показан. Вместо этого изображены кружочки 8, которыми определены точки прохода нитей, где одну или более игл соответственно проводят сквозь непоказанный несущий слой и протягивают нить или нити вниз сквозь несущий слой, где формируют непоказанную петлю. Петля показана на фиг.4 и фиг.5. Иглы затем проводят сквозь эту петлю и в смещенной позиции ее (или иглы) снова проводят вверх сквозь несущий слой, протягивают по меньшей мере одну нить вниз и формируют новую петлю, и т.д. С целью упрощения чертежа на фиг.6-8 и 10-12 несущий слой 3 и петли 14 не показаны. На фиг.9 изображен очерченный контур соединенных массивов без несущего слоя, а кружочками определены места, где одна или более игл соответственно было проведено на другую сторону массивов.
На фиг.6 две нити 6 и 11 прокладывают в виде стежков, которые проходят перпендикулярно продольному направлению массивов 2, и в их продольном направлении соответственно (см. стежки, обозначенные поз.16 и 9). В этом контексте под «стежком» следует понимать нить, расположенную между двумя последующими точками прохода, обозначенными кружочками 8.
На фиг.7 две нити 6 и 11 прокладывают в виде стежков, которые содержат прямолинейные стежки 9 и поперечные стежки 10.
На фиг.8 две нити 6 и 11 прокладывают в виде стежков, которые содержат только поперечные стежки.
На фиг.9 схематически показано соединение двух массивов без несущего слоя, где четыре нити 6 и 11 прокладывают в виде поперечных стежков как сверху, так и снизу массивов, таким образом оказывая с помощью нитей симметричное влияние на каждый массив относительно оси в продольном направлении массивов.
На фиг.10 показана прокладка двух нитей 6 и 11. В случае наличия трех массивов 2 можно использовать восемь нитей, но шести нитей может быть достаточно, так как крайние нити одни прокладывают в виде прямолинейных стежков 9, применение которых не способствует упрочнению массивов 2. Нити 6 и 11 проводят сквозь точку прохода 8 в первой позиции 17. Нити затем прокладывают диагонально в каждом их направлении в виде поперечных стежков 10 и по направлению к позициям 19 и 21 соответственно, после чего их снова собирают вместе в позиции 20. Если смотреть в продольном направлении массивов 2, то позиция 18 является следующей после позиции 17, которую видно; однако в позиции 18 две другие нити сводят вместе, предпочтительно также с помощью той же группы игл (не показаны). Таким образом, непоказанную петлю из нитей 6 и 11 формируют из нитей, которые были соединены в позиции 18 и снова соединены в позиции 20. Непоказанные петли, таким образом, располагаются в продольном направлении между позициями 17 и 18, а также между позициями 18 и 20.
На фиг.11 показан другой способ прокладки нитей. В принципе, различие в сравнении со способом, проиллюстрированным на фиг.10, заключается в том, что поперечные стежки расположены в интервалах, которые были созданы в виде группы поперечных стежков 10, которые заменили группой прямолинейных стежков 9. Нити 6 и 11 проводят сквозь точку прохода 8 у первой позиции 17. Нити затем проводят диагонально в каждом их направлении в виде поперечных стежков 10 в направлении позиций 19 и 23 соответственно, после чего их проводят в виде прямолинейных стежков в направлении позиций 20 и 24 соответственно, после чего их снова собирают у позиции 21. Таким образом, непоказанную петлю из нитей 6 и 11 формируют из нитей, которые свели вместе в позиции 18 и снова свели в позиции 20. Применяя этот вариант исполнения, можно получать более гибкую конструкцию материала, которому легче придать скругленную или скругленную в двух направлениях форму поверхности, например, при литьевом прессовании с применением разрежения (VARTM).
На фиг.12 показан способ прокладки трех нитей. В принципе, различие в сравнении со способами, проиллюстрированными на фиг.10 и 11, заключается в том, что третью нить 7 проводят по существу только в стежках 9 в продольном направлении между массивами. Непоказанные петли формируют так, как изображено на фиг.5, из заменяемых поочередно одной нити 7 и трех нитей 6, 7 и 11. Применяя этот вариант исполнения, можно получать обладающий большей драпируемостью мат, которому легче придать скругленную или скругленную в двух направлениях форму поверхности, например при литьевом прессовании с применением разрежения (VARTM).
В варианте исполнения, проиллюстрированном на фиг.10-12, непоказанные иглы предпочтительно удерживают в том же самом месте расположения, тогда как нити смещают в поперечном направлении и обеспечивают различные позиции в продольном направлении массивов 2 путем смещения массивов 2, включая непоказанный несущий слой. Противоположный способ тоже возможен, но его сложно выполнять практически. На практике, конечно, в примерах, проиллюстрированных на фиг.6-12, содержится значительно больше массивов 2, так как ширина B массивов 2 может обычно составлять несколько миллиметров. В этом случае, конечно, требуется использовать большее количество нитей, но при этом применяют те же принципы.
На фиг.13 показан вариант исполнения волокнистого мата 1, содержащий первый несущий слой 3 и второй несущий слой 12, которые соединяют для изготовления ряда трубок 13, в которых могут быть расположены массивы 2 волокна. Несущие слои 3, 12 могут быть соединены непрерывно или рядами соединений, например, с некоторым расстоянием между соединениями. Соединения могут быть выполнены, например прошиванием, склеиванием или сваркой. Несущие слои 3, 12 предпочтительно изготавливают из материала, проницаемого для полимера, нетканого материала, плетеных волокон или волокон в форме ткани, включая стекловолокно.
Следует иметь в виду, что изобретение, представленное в настоящем описании и чертежах, может быть модифицировано и изменено, но при этом будет находиться в рамках объема следующей формулы изобретения.
Реферат
Изобретения относятся к волокнистому мату и способу изготовления волокнистого мата, пригодного для использования при изготовлении армированного волокном устройства. Волокнистый мат содержит, по меньшей мере, два по существу продольных и параллельных массива волокна. При этом массивы соединяют с помощью удерживающих средств, которыми охватывают каждый массив под углом таким образом, что удерживающие средства оказывают влияние на каждый массив, которое является по существу симметричным относительно оси, расположенной в продольном направлении между массивами. Технический результат изобретения заключается в улучшении прочностных свойств готового ламинита. 3 н. и 25 з.п. ф-лы, 13 ил.
Формула
a) проведение некоторого количества игл, каждая из которых имеет игольное ушко, расположенных в группе первых позиций между массивами, сквозь несущий слой со стороны, противоположной массивам;
b) захватывание по меньшей мере двух нитей каждым ушком;
c) закрывание ушек игл;
d) протягивание игл сквозь несущий слой таким образом, чтобы по меньшей мере из двух нитей была сформирована петля;
e) открывание ушек игл и высвобождение нитей;
f) проведение каждой иглы сквозь петлю, сформированную в стадии
d) по меньшей мере из двух нитей;
g) проведение игл, расположенных в группе смещенных позиций, сквозь несущий слой;
h) захватывание по меньшей мере двух других нитей ушками игл;
i) протягивание игл сквозь несущий слой таким образом, чтобы по меньшей мере из двух нитей была сформирована петля;
в котором каждую из по меньшей мере двух нитей до выполнения стадии b) проводят с противоположных сторон сверху или снизу соседнего массива волокон.
j) проведение некоторого количества игл, каждая из которых имеет игольное ушко, расположенных в группе первых позиций между массивами, сквозь несущий слой со стороны, противоположной массивам;
k) захватывание по меньшей мере двух нитей каждым ушком;
l) закрывание ушек игл;
m) протягивание игл сквозь несущий слой таким образом, чтобы по меньшей мере из двух нитей была сформирована петля;
n) открывание ушек игл и высвобождение нитей;
о) проведение каждой иглы сквозь петлю, сформированную в стадии m) по меньшей мере из двух нитей;
р) проведение игл, расположенных в группе смещенных позиций на несущем слое, сквозь несущий слой;
q) захватывание по меньшей мере одной нити ушком иглы;
r) протягивание игл сквозь несущий слой таким образом, чтобы по меньшей мере из одной нити была сформирована петля;
в котором каждую из по меньшей мере двух нитей до выполнения стадии
k) проводят в соответствии с предварительно заданным рисунком, включая предпочтительно с противоположных сторон, сверху или снизу, соответственно, соседнего массива волокна, в продольном направлении между первым и вторым соседними массивами.
Документы, цитированные в отчёте о поиске
Способ быстрого изготовления материала
Комментарии