Способ быстрого изготовления материала - RU2185469C2
Код документа: RU2185469C2
Чертежи
































Описание
Область использования изобретения
Изобретение относится к способу быстрого изготовления плоского или
объемного материала и устройству для осуществления, а также к материалу, изготовленному таким способом, состоящему из групп нитей, плотно застилающих площадь.
Предпосылки создания
изобретения
Текстильный материал часто формируют из одиночных нитей, или элементарных нитей, пряжи способами ткачества или вязания или подобными способами, чтобы удерживать нити между собой.
Способы ткачества или вязания, в которых нити направляют поверх и под соседние нити, достаточно медленные и не обеспечивают больших возможностей в формировании объемных материалов. На станке для
выработки ткани уточные нити вводят по одной каждый раз. Этими способами обычно изготавливают плоские или цилиндрические материалы. Существует потребность в способе, который помимо изготовления
плоских или цилиндрических материалов обеспечивал бы больше возможностей в формировании материалов с произвольными трехмерными формами, например в способе, который обеспечивал бы возможность
формирования изделий одежды, например сорочек, без выкраивания деталей изделия из материала и дальнейшего сшивания их друг с другом. Раскраивание материала на детали нерегулярной формы приводит к
образованию большого количества отходов и, кроме того, раскраивание и сшивание увеличивают количество этапов сверх того, которое требуется для формирования материала непосредственно в форме конечного
изделия. Такая же проблема существует при изготовлении эластичных инженерных форм, например автомобильных воздушных мешков, парусов парусных судов, мешков для промышленных фильтров и т. п. В этих
случаях необходимость сшивания для формирования трехмерных изделий создает проблемы, касающиеся обеспечения структурной прочности и/или проницаемости, поэтому швы должны быть выполнены тщательно.
Имеется потребность в способе, обеспечивающем быстрое формирование текстильного материала из стренг нитей; имеется потребность в способе, обеспечивающем возможность быстрого формирования трехмерных эластичных изделий из текстильных материалов без раскраивания и сшивания.
Существует также проблема изготовления изделий сложных форм для композитных структур, которые можно пропитывать затвердевающими смолами. Иногда требуется укладывать элементарные нити в виде трехмерной формы перед добавлением смолы или во время введения смолы. Существующие в настоящее время средства для выполнения таких операций включают сложные формы с убираемыми несущими средствами, предназначенными для удерживания элементарных нитей на месте до затвердевания смолы. Имеется потребность в более простом способе предварительного формирования таких форм из материалов без применения сшивания. Такие швы могут приводить к риску снижения прочности композитных структур.
В ряде патентов США, выданных на имя Освальда ( 4600456, 4830781 и 4838966), описан образец материала из лент, или кордных нитей, с частично вулканизированным резиновым покрытием для изготовления петли предварительно сформированной армированной ленты для шин автомобилей. Ленты или кордные нити укладывают вместе так, чтобы они соприкасались, образуя относительно жесткую структуру. Кордные нити укладывают в виде "зигзагообразного повторяющегося рисунка последовательно укладываемых длин лент, смещенных одна относительно другой. Длины кордных нитей чередуют с длинами кордных нитей, расположенных под противолежащим углом... Это чередующееся взаимное расположение приводит к образованию тканей структуры". Клейкость частично вулканизированной резины, очевидно, удерживает кордные нити на месте для формирования поверхности и удерживает их друг около друга до тех пор, пока лента не будет собрана с другими элементами шины и сформована при нагреве и под давлением для изготовления готовой шины.
В процессе, практиковавшемся Освальдом и др., использовали один или небольшое число кордных нитей, которые укладывали в поперечном направлении ленты в одну и другую сторону множество раз, чтобы получить одну полную окружность. Представляется, что в результате этого получают многослойную структуру, где кордные нити в любом одном слое образуют редкий массив, но они не застилают сплошь поверхность ленты. Только после повторных зигзагообразных проходов по поверхности ленты поверхность становится редко застланной кордной нитью. Представляется, что благодаря повторяющимся зигзагообразным проходам только небольшого числа кордных нитей в каждом слое находятся кордные нити, уложенные в двух различных направлениях, которые не перекрещиваются друг с другом. Кордные нити, которые перекрещиваются друг с другом, должны находиться в различных слоях. Эти структурные особенности армирования лент характерны для способа, в котором укладывают только небольшое число кордных нитей одновременно, и необходимо делать множество повторных проходов по поверхности ленты, чтобы обеспечить достаточный застил площади. Существует потребность в простом отличном от ткацкого способе, посредством которого можно изготавливать структуры материалов путем укладки большого количества нитей одновременно на площади материала, чтобы в разреженном порядке застелить ее быстро и настелить несколько таких слоев из редко расположенных нитей, чтобы плотно застелить площадь.
Краткое описание изобретения.
Изобретение направлено на создание материала и его вариаций, на создание способа изготовления материала и вариаций этого способа и на создание нескольких форм автоматизированных устройств для изготовления предпочтительных форм продукта. В настоящее изобретение включены следующие варианты исполнения.
Структура материала, содержащая:
множество групп нитей, плотно застилающих площадь, причем нити одной
группы следуют в существенной степени вдоль параллельных траекторий (они включают петли на траекториях нитей), и нити одной группы расположены так, чтобы перекрещиваться с нитями другой группы;
множество подгрупп, входящих в каждую группу, причем каждая подгруппа содержит множество нитей, разреженно застилающих упомянутую площадь, и нити одной подгруппы одной и той же группы смещены
относительно нитей других подгрупп одной группы;
множество соединений между верхней подгруппой структуры и нижней подгруппой структуры либо непосредственно, либо через нити других подгрупп
осуществлено таким образом, что соединения между точками перекрещивания нитей групп имеют место в 0,3-80% случаев всех перекрещиваний нитей.
В частности, точки перекрещивания нитей имеют место в 1-50% случаев всех перекрещиваний нитей.
В частности, имеются несоединенные участки отдельно от соединений, такие, на которых присущую нитям гибкость в структуре сохраняют на несоединенных участках.
В частности, соединения представляют собой отстоящие один от другого соединенные участки и имеются несоединенные участки, отдельные от соединенных участков, такие, на которых присущую нитям гибкость в структуре сохраняют в несоединенных участках.
В частности, нити подгруппы следуют в существенной степени вдоль параллельных траекторий, что понуждает каждую из нитей перекрещиваться с самой собой внутри подгруппы и перекрещиваться с соседними нитями внутри группы.
В частности, нити подгруппы в одной группе перегнуты так, что они становятся нитями подгруппы другой группы и в результате этого перекрещиваются с ними.
В частности, полотно пленки или нетканого материала укладывают между двумя соседними подгруппами в структуре.
В настоящей заявке также раскрыт способ формирования гибкого материала из переплетенных нитей, содержащий следующие этапы:
укладывание
множества групп нитей, включающих множество нитей, плотно застилающих площадь, при этом нити в группе расположены в существенной степени параллельно, причем нити каждой группы перекрещиваются с нитями
других групп, каждая группа содержит множество подгрупп, каждая подгруппа содержит множество нитей, причем нити каждой подгруппы укладывают так, чтобы они были расположены на определенном расстоянии
одна от другой в виде разреженного массива, чтобы застилать упомянутую площадь;
настилание каждой подгруппы одной группы на отличную подгруппу другой группы так, что нити подгруппы одной
группы перекрещиваются с нитями подгруппы другой группы;
позиционирование нитей каждой подгруппы одной группы со смещением относительно нитей других подгрупп одной группы;
соединение
самой верхней подгруппы в настиле с самой нижней подгруппой в настиле для формирования переплетенной структуры материала, в которой соединения имеют место в 0,3-80% случаев перекрещиваний нитей в
подгруппе.
В частности, точки перекрещивания нитей имеют место в 1-50% случаев всех перекрещиваний нитей.
В частности, дополнительно содержится этап, заключающийся в введении настланных подгрупп каждой группы друг в друга с образованием уплотненной структуры, где нити одной группы огибают нити соседних групп.
В частности, этап соединения содержит этап соединения подгрупп на отстоящих участках и образования несоединенных участков, отдельных от соединенных участков, в которых присущую нитям гибкость в структуре сохраняют в несоединенных участках.
В настоящей заявке раскрыта также структура материала, изготовленная согласно способу, раскрытому выше.
Кроме того, в настоящей заявке раскрыта также
трехмерная, объемная, переплетенная структура материала, содержащая следующие элементы:
настил первого множества подгрупп, второго множества подгрупп и третьего множества подгрупп, причем
каждая подгруппа включает нити, отстоящие одна от другой, для образования разреженного застила площади материала, причем нити обычно расположены параллельно и направлены вдоль криволинейной траектории
в пространстве;
настланные подгруппы расположены в предварительно определенном массиве относительно общей эталонной оси и общей эталонной плоскости, перпендикулярной к эталонной оси;
первые подгруппы расположены под первым углом относительно эталонной плоскости и расположены под первым углом вращения относительно оси, вторые подгруппы расположены под вторым углом относительно
эталонной плоскости и расположены под вторым углом вращения относительно эталонной оси, третьи подгруппы расположены под третьим углом относительно эталонной плоскости и расположены под третьим углом
вращения относительно эталонной оси, при этом нити любой одной из первых, вторых и третьих подгрупп перекрещиваются с нитями другой первой, второй и третьей подгрупп;
в каждом первом, втором
и третьем множестве подгрупп нити одной подгруппы смещены относительно нитей других подгрупп для формирования группы нитей для каждой из соответствующих подгрупп, причем группа любых соответствующих
подгрупп плотно застилает площадь материала;
верхняя подгруппа в настиле соединена с нижней подгруппой в настиле для формирования трехмерной, объемной, переплетенной структуры материала.
В частности, вся площадь материала содержит двухосную часть площади, состоящую из двух множеств подгрупп из первой, второй и третьей подгрупп, и трехосную часть площади, состоящую из трех множеств подгрупп из первой, второй и третьей подгрупп.
В настоящей заявке раскрыта также переплетенная структура материала, содержащая следующие элементы:
множество первых
подгрупп нитей, включающее множество нитей, ориентированных в первом угловом направлении, свободных от перекрещиваний, причем нити первых подгрупп образуют настил со множеством вторых подгрупп нитей,
содержащих множество нитей, ориентированных во втором угловом направлении, свободных от перекрещиваний;
нити каждой подгруппы, направляемые в существенной степени вдоль параллельных
траекторий, которые отстоят одна от другой с повторяющимся рисунком, чтобы разреженно застилать общую предварительно определенную площадь материала, нити подгрупп поочередно настланы вместе с первой
подгруппой, следующей за второй подгруппой, при этом нити первой подгруппы перекрещиваются с нитями второй подгруппы;
нити любой одной подгруппы из множества первых подгрупп смещены
относительно нитей всех других подгрупп из множества первых подгрупп;
нити любой одной подгруппы из множества вторых подгрупп смещены относительно нитей всех других подгрупп из множества
вторых подгрупп;
настилание всего множества первых подгрупп, образующих первую группу нитей, содержащую нити, плотно застилающие предварительно определенную площадь материала, и настилание
всего множества вторых подгрупп, образующих вторую группу нитей, содержащую нити, плотно застилающие предварительно определенную площадь материала;
нити верхней подгруппы в настиле соединены
с нитями нижней подгруппы в настиле, чтобы таким образом охватить другие подгруппы в настиле в переплетенной структуре материала.
При этом нити последовательно расположенных подгрупп из множества первых подгрупп в настиле смещены относительно друг друга на ширину нити в этой подгруппе материала, и нити последовательно расположенных подгрупп из множества вторых подгрупп в настиле смещены относительно друг друга на ширину нити в этой подгруппе материала.
В частности, переплетенная структура материала содержит множество третьих подгрупп нитей, включающее множество нитей, ориентированных в третьем угловом направлении, свободных от перекрещиваний, причем третьи подгруппы нитей образуют настил со множеством первых и вторых подгрупп нитей, при этом нити третьей подгруппы перекрещиваются с нитями первой и второй подгрупп, настилание всех множеств третьих подгрупп, образующих третью группу нитей, содержащую нити, плотно застилающие предварительно определенную площадь материала.
А также множество первых подгрупп расположено в настиле так, чтобы определять общее количество шагов смещений нитей, равное количеству подгрупп, из которых образовано множество первых подгрупп, при этом последующие подгруппы из множества первых подгрупп нитей уложены на множестве равных подинтервалов шагов нитей между ними и последовательно помещены в подинтервалы со множеством нитей в последующих подгруппах из множества первых подгрупп, смещенных на один шаг нити одна от другой, множество вторых подгрупп расположено в настиле так, чтобы определять общее количество шагов смещений нитей, равное количеству подгрупп, из которых образовано множество вторых подгрупп, при этом последующие подгруппы из множества вторых подгрупп нитей в настиле уложены на множестве равных подинтервалов шагов нитей между ними и последовательно помещены в подинтервалы со множеством нитей в последующих подгруппах из множества вторых подгрупп, смещенных на один шаг нити одна от другой.
В настоящем изобретении раскрыт способ формирования переплетенной структуры материала, содержащий следующие этапы:
укладывание первой
подгруппы нитей, включающей множество нитей, ориентированных в первом угловом направлении, свободных от перекрещиваний, причем нити в первой подгруппе направляют в существенной степени по параллельным
траекториям, которые отстоят одна от другой с повторяющимся рисунком, чтобы в разреженном виде застилать определенную площадь материала;
наложение второй подгруппы нитей, следующей за первой
подгруппой нитей и включающей множество нитей, ориентированных во втором угловом направлении, свободных от перекрещиваний, и нити во второй подгруппе направляют в существенной степени по параллельным
траекториям, которые отстоят одна от другой с повторяющимся рисунком, чтобы в разреженном виде застилать определенную площадь материала;
продолжение чередуемого наложения множества первых
подгрупп нитей и множества вторых подгрупп нитей, включающее следующие подэтапы:
смещение множества нитей в любой одной подгруппе из множества первых подгрупп, состоящих из множества нитей во
всех других подгруппах из первого множества подгрупп, и укладывание всех нитей в одном первом множестве подгрупп перед укладыванием нитей в другой подгруппе;
смещение множества нитей в любой
одной подгруппе из множества вторых подгрупп, состоящих из множества нитей во всех других подгруппах из второго множества подгрупп, и укладывание всех нитей в одном втором множестве подгрупп перед
укладыванием нитей в другой подгруппе;
окончание настилания, когда все множества первых подгрупп образуют первую группу нитей, содержащую нити, которые плотно застилают предварительно
определенную площадь материала и когда настилание всех из множества вторых подгрупп образует вторую группу нитей, включающую нити, которые плотно застилают предварительно определенную площадь
материала;
соединение нитей из верхней подгруппы в настиле с нитями из нижней подгруппы в настиле, чтобы таким образом удерживать другие подгруппы в настиле и образовывать переплетенную
структуру материала.
Кроме того, изобретение включает структуру материала, изготовленную согласно способу, приведенному выше.
Изобретение раскрывает также способ
быстрого формирования трехмерного гибкого объемного материала, в котором нити в подгруппах отдалены одна от другой с регулярным шагом, чтобы следовать вдоль контуров формы, содержащий следующие
этапы:
укладывание на пространственную поверхность множества групп нитей, причем каждая группа содержит множество нитей, плотно застилающих площадь, при котором нити в группе в существенной
степени параллельны, причем нити в каждой группе перекрещиваются с нитями других групп, при этом каждая группа содержит множество подгрупп и каждая уложенная подгруппа содержит множество нитей, причем
нити каждой подгруппы отстоят одна от другой в разреженном массиве, чтобы застилать существенную часть упомянутой площади;
настилание каждой подгруппы одной группы на отличную подгруппу
другой группы совместно с нитями подгруппы одной группы, перекрещивающейся с нитями подгруппы другой группы;
позиционирование нитей каждой подгруппы одной группы со смещением относительно
нитей других подгрупп одной группы;
соединение самой верхней подгруппы в настиле с самой нижней подгруппой в настиле для формирования переплетенной структуры материала, в которой соединения
имеют место в 0,3-80% случаев перекрещиваний нитей в подгруппе.
В частности, точки перекрещивания нитей имеют место в 1-50% случаев всех перекрещиваний нитей.
Изобретение включает также устройство для формирования материала для формирования структуры материала из множества нитей, содержащее следующие элементы:
бесконечный транспортер, имеющий
подвижную несущую поверхность для поддержания структуры формируемого материала, причем поверхность имеет противоположные края, параллельные направлению движения, и держатели, расположенные вдоль
каждого края и предназначенные для временного удерживания нити, чтобы противостоять боковому перемещению нити, причем транспортер снабжен контролируемым мотором для сообщения движения подвижной
несущей поверхности;
множество раскладчиков, приспособленных для перемещения в поперечном направлении поверхности от одного края к другому краю, причем каждый содержит множество нитеводов для
быстрого направления нитей от держателей, расположенных вдоль одного края, к держателям, расположенным вдоль другого края, и обратно к держателям первого края; причем раскладчики содержат
контролируемый привод для сообщения возвратно-поступательного движения раскладчикам в поперечном направлении несущей поверхности;
множество соединяющих элементов, расположенных в поперечном
направлении несущей поверхности между краями несущей поверхности и за последним раскладчиком в направлении движения поверхности, причем соединяющие элементы приспособлены для соединения одной нити с
другой нитью в точке их перекрещивания;
управляющее средство для координирования управляемого двигателя и приводных средств для постоянного формирования структуры материала на несущей
поверхности транспортера.
А также изобретение включает устройство для распределения нитей для аккуратной укладки нитей на сложной криволинейной поверхности при использовании
механического привода, содержащее следующие элементы:
средство для привода механического раскладчика;
раскладчик нитей, содержащий раму, несущую полый вал, сквозь который может
проходить нить;
нитевод, соединенный с раскладчиком и со средством для привода механического раскладчика;
блок, размещенный на полом валу, который несет множество гибких пружин,
перекрещивающихся в общей точке;
полая головка с окончанием в виде полусферы, расположенная в точке перекрещивания пружин, через которую может проходить нить, причем пружины обеспечивают
возможность перемещения головки в осевом или угловом направлении и вращение вала обеспечивает возможность головке обкатывать любую поверхность, сохраняя контакт с ней и в то же время обеспечивает
возможность свободно отклоняться в осевом или угловом направлении так, чтобы аккуратно укладывать нить на поверхности, в то время как нить проходит через отверстие в полом валу и через отверстие в
полой головке.
При этом изобретение раскрывает способ формирования переплетенной структуры материала, содержащий следующие этапы:
создание продолговатой несущей материал
поверхности, имеющей продольную ось и противоположные боковые края, параллельные этой оси, и расположение поверхности рядом со множеством раскладчиков нитей, размещенных вдоль противоположных боковых
краев продолговатой поверхности;
использование множества нитеводов в раскладчике, причем каждый нитевод приспособлен для направления нити от источника нити к несущей поверхности;
захват нитей у одного края несущей поверхности;
обеспечение относительного движения между несущей поверхностью и каждым из множества раскладчиков таким образом, чтобы раскладчики укладывали
нити из нитеводов на поверхность в первом диагональном направлении относительно края поверхности и в предварительно определенном направлении вдоль несущей поверхности;
захват нитей у
противоположного края несущей поверхности;
реверсирование относительного движения раскладчиков и несущей поверхности так, чтобы раскладчики укладывали нити из нитеводов на поверхность во
втором диагональном направлении относительно края поверхности и в предварительно определенном направлении;
расположение раскладчиков и нитеводов и координирование относительных движений так,
чтобы, когда нити от раскладчиков укладывают на поверхность, диагональные позиции каждой нити были смещены относительно других нитей, таким образом плотно застилая несущую поверхность нитями в одном
цикле относительного движения от одного края к противоположному краю и обратно к первому краю.
В частности, для обеспечения относительного движения перемещают несущую поверхность в предварительно определенном направлении вдоль продольной оси несущей поверхности и перемещают раскладчики в направлении вдоль траектории от одного края к противоположному краю, причем эта траектория расположена в существенной степени перпендикулярно к продольной оси несущей поверхности.
В частности, по крайней мере, один раскладчик располагают вдоль одного края и, по крайней мере, другой раскладчик располагают вдоль того же края, и один и другой раскладчики перемещают от одного края к противоположному краю согласованно во время сообщения относительного движения.
В частности, по крайней мере, один раскладчик располагают вдоль одного края и, по крайней мере, другой раскладчик располагают вдоль противоположного края и один и другой раскладчики перемещают навстречу друг другу и обратно во время их движения от одного края к упомянутому противоположному краю согласованно во время сообщения относительного движения.
При этом в данной заявке описаны материалы из нитей, изготовленные согласно способам, приведенным выше.
Кроме того, в настоящем изобретении раскрыт способ формирования материала из переплетенных нитей,
содержащий следующие этапы:
создание продолговатой несущей материал поверхности на вращаемой оправке, имеющей ось вращения и противоположные боковые края, в существенной степени
перпендикулярные к этой оси;
ориентирование поверхности, расположенной рядом с кольцевым раскладчиком нитей, в существенной степени перпендикулярным к оси вращения оправки, причем кольцо
расположено рядом с боковым краем несущей материал поверхности;
использование множества нитеводов на кольцевом раскладчике, причем каждый нитевод приспособлен для направления нити от
источника нити к несущей поверхности, нитеводы равномерно распределены по окружности, чтобы укладывать нити с одинаковым шагом между ними вокруг обечайки оправки;
захват нитей у одного края
несущей поверхности;
обеспечение относительного перемещения между несущей поверхностью и кольцевым раскладчиком таким образом, чтобы кольцевой раскладчик производил укладку нити от нитеводов
на несущую поверхность в первом диагональном направлении относительно краев поверхности от одного края к противоположному краю и в предварительно определенном направлении вращения вдоль несущей
поверхности, разреженно застилая таким образом площадь материала на поверхности оправки нитями в упомянутом первом направлении;
захват нитей на противоположном краю несущей поверхности;
реверсирование направления относительного движения кольцевого раскладчика и несущей поверхности таким образом, чтобы кольцевой раскладчик укладывал нити от нитеводов на поверхность во втором
диагональном направлении относительно краев поверхности от противоположного края к первому краю и в предварительно определенном направлении вращения вдоль несущей поверхности, разреженно застилая
таким образом площадь материала на поверхности оправки нитями во втором направлении;
расположение кольцевого раскладчика и нитеводов и координация относительного движения таким образом, чтобы,
когда нити от нитеводов в кольцевом раскладчике последовательно укладывают на поверхность, диагональные положения последовательно укладываемых нитей были смещены относительно ранее уложенных нитей в
каждом первом и втором диагональном направлениях, чтобы таким образом плотно застелить несущую поверхность нитями после повторяемых циклов относительного перемещения от одного края к противоположному
краю и обратно к первому краю.
В частности, обеспечение относительного движения содержит остановку относительного движения между кольцевым раскладчиком и несущей поверхностью оправки, когда кольцевой раскладчик сначала возвращают к одному краю, продолжение предварительно определенного поворота поверхности оправки на предварительно определенное расстояние, чтобы уложить последующую укладываемую нить в предварительно определенном смещенном положении относительно ранее уложенной нити в первом направлении и перед реверсированием относительного движения повторение остановки, продолжения и реверсирования у противоположного края, чтобы разместить последующую укладываемую нить в предварительно определенном смещенном положении относительно ранее уложенной нити во втором направлении и перед реверсированием относительного движения, и остановку относительного движения между кольцевым раскладчиком и опорной поверхностью оправки, когда кольцевым раскладчиком произведена укладка нити во всех смещенных позициях для каждого первого и второго направлений, чтобы таким образом плотно застелить площадь материала на несущей поверхности оправки.
В частности,
продолжение предварительно определенного поворота поверхности оправки на предварительно определенное расстояние содержит следующее:
определение равных подинтервалов позиций смещения между
первыми уложенными нитями в первом и втором направлениях;
последовательное продолжение предварительно определенного поворота у одного края и противоположного края, чтобы уложить последующие
укладываемые нити в каждом направлении на этих подинтервалах;
дальнейшее последовательное продолжение предварительно определенного поворота у одного края и противоположного края, чтобы
последовательно помещать нити в каждый подинтервал на расстоянии от ранее уложенных нитей на одно смещение нити, чтобы таким образом завершить размещение нитей во всех смещенных позициях во всех
подинтервалах вместе.
В данной заявке раскрыт переплетенный материал из нитей, изготовленный согласно способу, приведенному выше.
В настоящем изобретении также раскрыт
способ формирования переплетенной структуры материала и переплетенная структура материала, изготовленная этим способом, содержащим следующие этапы:
создание продолговатой несущей материал
поверхности, имеющей продольную ось и противоположные боковые края, при этом продольное направление машины определено в направлении продольной оси, а поперечное направление определено между
противоположными краями;
укладывание на несущую поверхность множества подгрупп нитей, в которых нити ориентированы в продольном направлении, укладывание каждой группы с определенным шагом
вдоль продольной оси, укладывание нитей каждой подгруппы, ориентированной в продольном направлении, на смещенные позиции в поперечном направлении относительно других подгрупп, ориентированных в
продольном направлении;
укладывание на несущую поверхность множества подгрупп нитей, содержащих нити, ориентированные в поперечном направлении, укладывание каждой подгруппы с определенным
шагом вдоль продольной оси, укладывание подгруппы, ориентированной в поперечном направлении, с определенным шагом относительно соответствующей подгруппы, ориентированной в продольном направлении;
укладывание нитей каждой подгруппы, ориентированной в поперечном направлении, на смещенные позиции в продольном направлении, отличные от других подгрупп, ориентированных в
поперечном
направлении;
перемещение несущей поверхности в предварительно определенном направлении, совмещенном с продольной осью, чтобы собрать вместе нити, уложенные из всех подгрупп, ориентированных в
продольном и поперечном направлениях, и образовать настил;
сжатие подгрупп между собой и соединение верхних подгрупп в настиле с нижними подгруппами в настиле для формирования переплетенной
структуры материала.
При этом в изобретении раскрыт способ формирования переплетенной объемной структуры материала, содержащий следующие этапы:
создание прямоугольной
параллелепипедной несущей поверхности для материала, вращаемой относительно трех ортогональных осей, определяя таким образом три ортогональных направления укладки нитей: X, Y и Z;
укладывание
первой подгруппы нитей, чтобы разреженно застилать несущую поверхность в упомянутом направлении вдоль оси X;
укладывание второй подгруппы нитей, чтобы разреженно застилать несущую поверхность
в упомянутом направлении вдоль оси Y и формировать настил вместе с нитями, уложенными в направлении оси X;
укладывание третьей подгруппы нитей, чтобы разреженно застилать несущую поверхность
в упомянутом направлении вдоль оси Z и формировать настил вместе с нитями, уложенными в направлении оси Х и в направлении оси Y;
повторение укладывания и настилания каждой первой, второй и
третьей подгрупп и смещения нитей последующих подгрупп относительно всех нитей ранее уложенных подгрупп до тех пор, пока каждая из множества подгрупп не образует группу нитей, расположенных в
соответствующем направлении для той подгруппы, которая плотно застилает поверхность оправки;
соединение верхней подгруппы в настиле с нижней подгруппой в настиле для формирования объемной
переплетенной структуры материала.
В частности, этот способ также содержит этап отделения несущей материал поверхности от материала. Кроме того, в заявке раскрыта переплетенная объемная структура материала, изготовленная согласно этому способу.
Краткое описание чертежей:
Фиг. 1А-1Е изображает в плане последовательность наложенных нитей при
формировании базового из двух групп (двунаправленного, или двухосного) гибкого материала из множества подгрупп, состоящих из множества нитей.
Фиг. 2А-2Е - вид в плане и сбоку подгруппы из нитей базового раппорта материала.
Фиг. 3А-3С - вид в плане и вертикальная проекция вариантов расположения нитей в раппорте.
Фиг. 4А-4D - виды в плане дополнительной двухосной структуры материала.
Фиг. 5А-5В - два различных вида в плане трехслойного (трехнаправленного, или трехосного) гибкого материала.
Фиг. 6 изображает устройство для непрерывного формирования двумерного (двухосного) материала из нитей, в котором нити ориентированы под острым углом к продольной оси машины, и материал, сформированный таким образом.
Фиг. 7 - в увеличенном масштабе вид части материала, представленного на фиг. 6.
Фиг. 8А-8В изображают другое устройство для непрерывного формирования двумерного двухосного материала из нитей, аналогичного показанному на фиг. 7.
Фиг. 9 изображает в увеличенном масштабе часть материала, сформированного на устройстве, представленном на фиг. 8.
Фиг. 10А-10В изображают настольное устройство для изготовления штучного двумерного или трехмерного материала и образец куска трехмерного двухосного материала.
Фиг. 11А - оправка для изготовления штучного изделия двумерного или трехмерного материала.
Фиг. 11В - оправка для изготовления трубчатого изделия материала.
Фиг. 11С - вид сплюснутого трубчатого материала, изготовленного на устройстве, представленном на фиг. 11В.
Фиг. 11D - специальное устройство для укладки нити.
Фиг. 12 - другое ручное устройство для изготовления штучного изделия трехмерной структуры.
Фиг. 13 - еще одно устройство для непрерывного формирования двумерного двухосного материала из нитей, ориентированных под углом 0 и 90o к продольному направлению машины.
Фиг. 14 - схематический вид ячейки материала.
Фиг. 15 - универсальное устройство для распределения нитей для объемной оправки.
Фиг. 16А-16D изображают общую ориентацию одной подгруппы одной группы нитей на форме, представленной на фиг. 15.
Фиг. 17А-17D изображают ориентацию одной подгруппы из трех групп на форме, представленной на фиг. 15.
На фиг. 18А-18Е - ориентация последующих подгрупп каждой группы, уложенных так, чтобы плотно застелить форму, представленную на фиг. 15, и сформировать материал определенной формы.
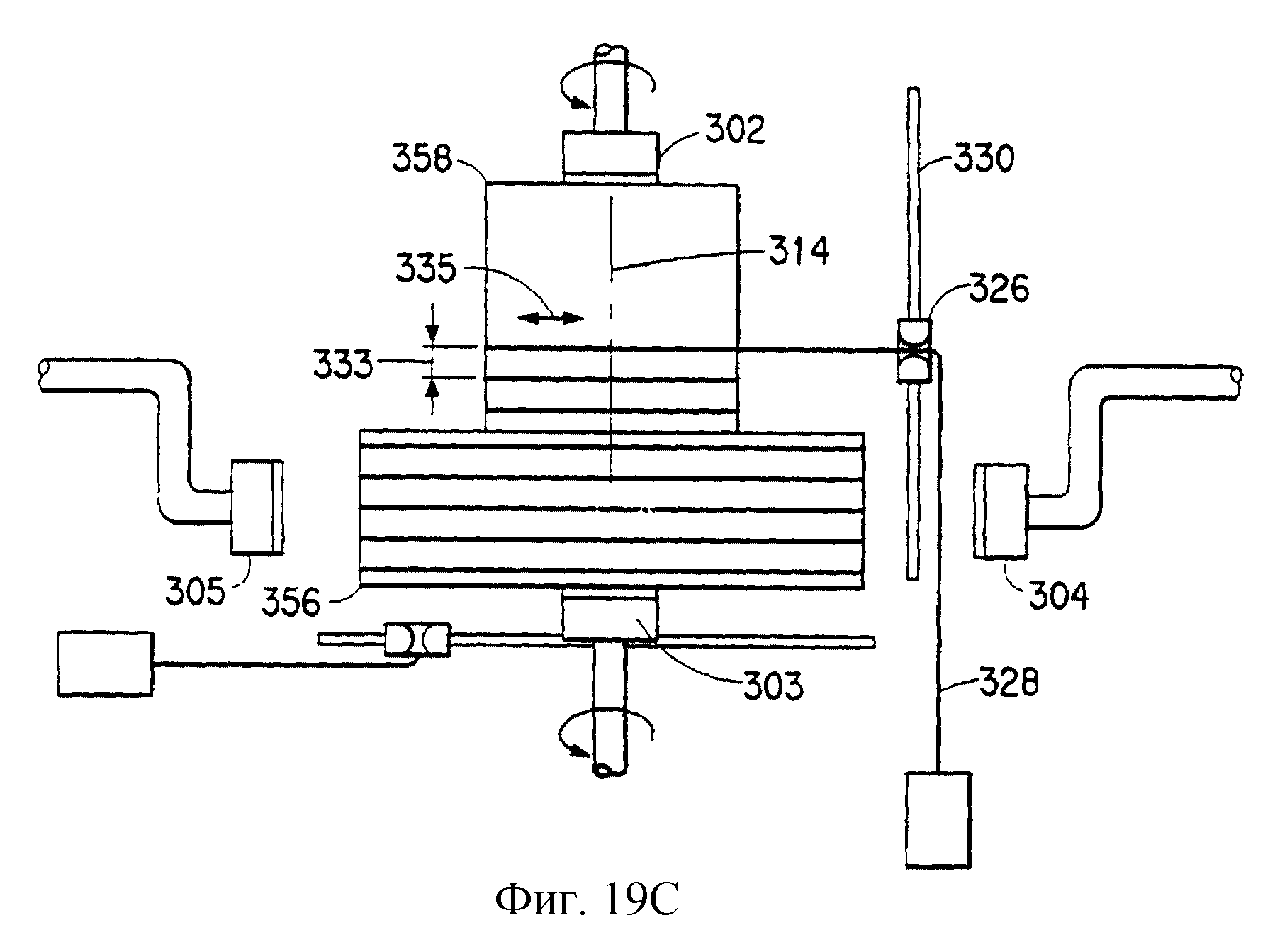
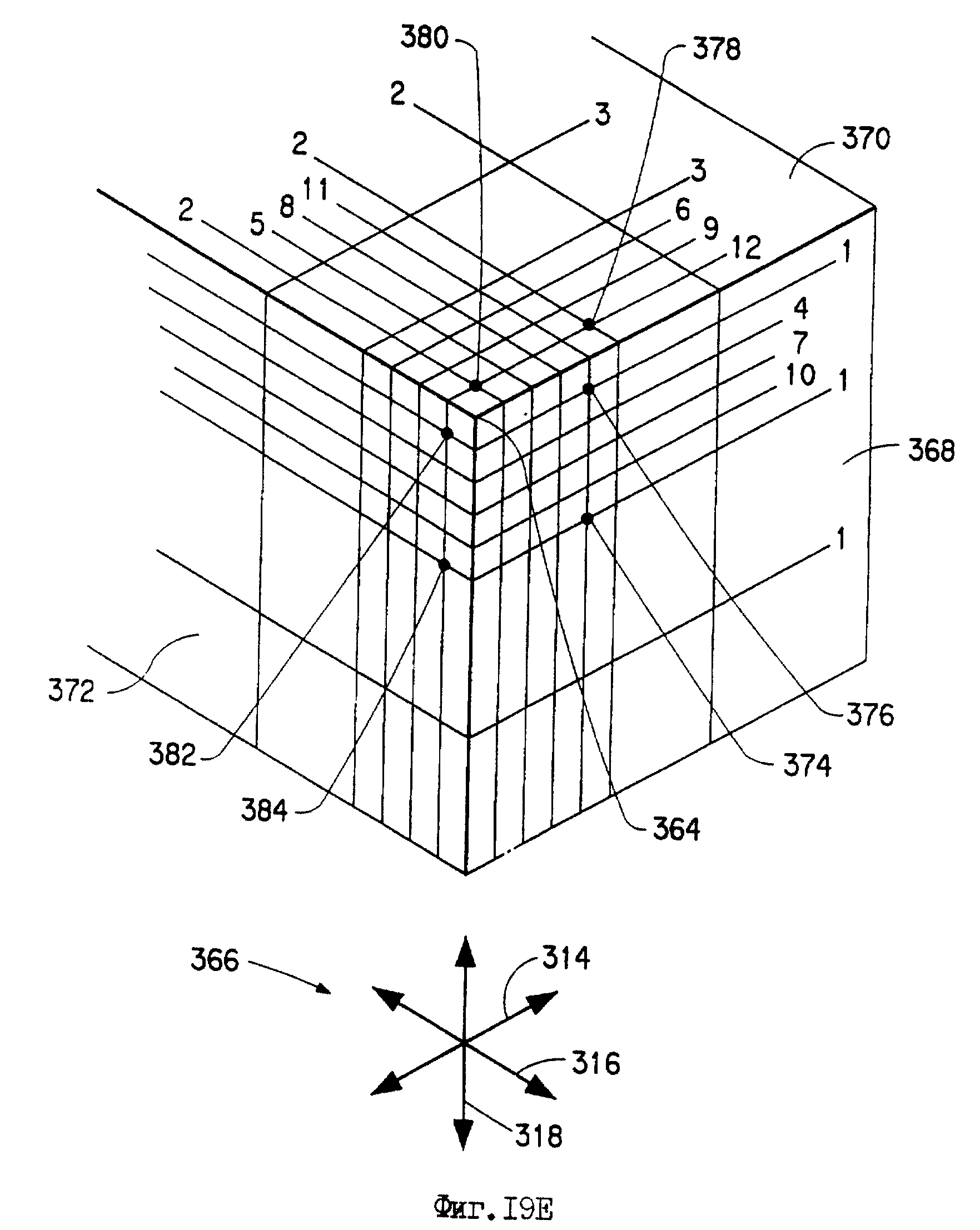
Фиг. 19А-19Е - устройство для изготовления материала в форме оболочки.
Фиг. 20 изображает специальное устройство для укладки нитей на оправку, имеющую сложную криволинейную форму.
Подробное описание изобретения
На фиг. 1А-1Е показана в плане на поверхности 23
упрощенная базовая структура и способ формирования двунаправленного или двухосного материала 22 (фиг. 1Е) из нитей согласно изобретению. На фиг. 1А две нити 30 и 32 уложены в первом направлении 34,
например под углом 90o. Нити 30 и 32 расположены на определенном расстоянии одна от другой, определяющем ячейку, или с шагом 33, который может быть равен приблизительно 3-20 диаметрам нити
(предпочтительно 4 - 16, а наиболее предпочтительно 4 - 8); около четырех диаметров показано здесь, чтобы обеспечить 4 позиции для нитей, которые должны быть уложены или смещены относительно других
нитей в этом направлении. На фиг. 1В показаны две нити 36 и 38, которые уложены во втором направлении 40, например под углом 0o, и поверх первых нитей. Нити 36 и 38 тоже отстоят одна от
другой на определенном расстоянии, определяющем ячейку, или с шагом 42, который имеет ту же величину, что и шаг 33, для этих нитей одинаковой толщины. Для нитей другой толщины или для создания
специальных эффектов величины шагов 33 и 42 могут быть разными. На фиг. 1С две нити 44 и 46 расположены одна от другой на расстоянии 33 и в направлении 34 и уложены рядом с нитями 30 и 32
соответственно и поверх нитей 36 и 38. Две нити 48 и 50 отстоят одна от другой на расстоянии 42, расположены в направлении 40 и уложены рядом с нитями 36 и 38 соответственно и поверх нитей 44 и 46. На
фиг. 1D показаны две нити 52 и 54, которые отстоят одна от другой на расстоянии 33 и расположены в направлении 34, и их укладывают рядом с нитями 44 и 46 соответственно и поверх нитей 48 и 50. Две
нити 56 и 58 отстоят одна от другой на расстоянии 42 и расположены в направлении 40, и их укладывают рядом с нитями 48 и 50 соответственно и поверх нитей 52 и 54. На фиг. 1Е показаны две нити 60 и 62,
которые отстоят одна от другой на расстоянии 33 и расположены в направлении 34, и их укладывают рядом с нитями 52 и 54 соответственно и поверх нитей 56 и 58. Две нити 64 и 66 отстоят одна от другой на
расстоянии 42 и расположены в направлении 40, и их укладывают рядом с нитями 56 и 58 соответственно и поверх нитей 60 и 62.
На этом заканчивают укладку нитей, и теперь базовая плоская структура 22 создана из множества нитей, которые удерживаются на месте только за счет сил трения и сил тяжести. Остается закрепить нити на месте. Это выполняют простейшим способом путем соединения верхних нитей 64 и 66 с нижними нитями 30 и 32 в точках 68, 70, 72, 74 их перекрещивания. В результате этого теперь все нити структуры "схвачены" вместе, так как они не могут быть высвобождены тем же способом, которым они были уложены.
Структура, показанная на фиг. 1Е, показана также на фиг. 2А в несколько увеличенном масштабе для удобства дальнейшего пояснения. Структура, представленная на фиг. 2А, имеет характерную структуру, или ячейку 61, которая должна быть повторена на большой площади материала; она выделена утолщенными пунктирными линиями. Между самыми верхними нитями и самыми нижними нитями в каждой ячейке этой структуры имеется точка перекрещивания, например точка 68 в ячейке 61, где самая верхняя нить 66 перекрещивается с самой нижней нитью 32.
На фиг. 2В показан вид сбоку по линии 2В - 2В на фиг. 2А, где нити изображены как жесткие элементы. Следует принять во внимание то, что т.к. нити являются гибкими, если они не натянуты, они обогнут сверху и снизу одна другую в структуре и структура "сожмется" до приблизительно двух-четырех толщин нитей так, что трудно будет вытянуть нескрепленные нити из структуры. Эти огибающие сверху и снизу траектории нитей в структуре могут рассматриваться как переплетение в ткани. Чем больше переплетений присутствует в материале, тем большей стабильностью обладает материал и тем большая наблюдается тенденция нитей к устойчивому сохранению своего положения без смещения и без образования отверстий в материале. Т.е. материал обладает хорошей целостностью. Эта особенность является желательной для поддержания возможности застила поверхности материала. Представление о полностью "сплюснутой" структуре дано на фиг. 2С, где отдельные нити в каждой подгруппе обозначены поз. 1-8. В полностью "сплюснутом" состоянии толщина в положении 57 равна приблизительно толщине отдельной нити одной группы, расположенной в одном направлении 34, наложенной поверх одной нити другой группы в другом направлении 40. Эта полностью консолидированная толщина составляет около двух диаметров толщин нитей, которая может быть достигнута путем понуждения нитей к сближению их друг с другом при увеличении количества скреплений. Путем удерживания контролируемым способом степени скрепления на минимальном уровне, как это показано на фиг. 2А, структура материала может быть выполнена более объемной и ее толщина 59 может достигать величины в 3-4 диаметра нити. При этом материал получается в 1,5-2 раза более объемным, чем тканая структура, в которой использованы те же нити. В альтернативном варианте могут быть использованы менее дорогие, с меньшей объемностью, с меньшей текстурированностью, и/или меньшей извитостью, нити в структуре материала согласно настоящему изобретению, чтобы достигнуть той же объемности, что и у тканой структуры, в которой использованы более дорогие и более объемные нити. Это уникальное достоинство материала, выполненного согласно настоящему изобретению.
Целесообразно сформулировать некоторые определения, для того чтобы рассмотреть общие особенности изобретения, со ссылками на фиг. 1Е, 2A и 2В.
Нить - преимущественно одномерный, продолговатый, гибкий элемент материала, в существенной степени непрерывный по длине, например шнур, волокно, элементарная нить, проволока, веревка, тесьма, лента, жгут, пряжа, бечевка и т.п., изготовленные из одного или большего число подэлементов, которые могут быть непрерывными по длине (например, непрерывная комплексная нить) или прерывистыми по длине (например, пряжа из штапельных волокон).
Ячейка - наименьшая часть материала, в которой рисунок расположения нитей повторяется по большей части поверхности материала и где для удобства самая верхняя нить, например нить 66, расположена вдоль одной стороны ячейки и следующая самая верхняя нить, например нить 60, расположена вдоль другой стороны ячейки (другие повторяющиеся части ячейки могут быть выбраны, если желательно). На фиг. 2А показана ячейка целиком в виде ячейки 61. В некоторых структурах края материала могут иметь только частичные ячейки или может быть несколько ячеек в материале с несколько различными рисунками укладки нитей, которые повторяются в материале. В некоторых материалах может быть очень переменная или очень большая ячейка и может быть неудобным обозначать ячейку, материал полностью может быть определен как одна ячейка.
Группа нитей - группа нитей, включающая все нити в материале или ячейке, расположенные в данном направлении, например под углом 0 или 90o. На фиг. 2А группа нитей, расположенных под углом 0o, во всех ячейках обозначена римской цифрой I, а группа нитей, расположенных углом 90o во всех ячейках, обозначена римской цифрой II. Нити в группе образуют плотный застил из нитей по поверхности, и нити в группе направлены в существенной степени вдоль параллельных траекторий, которые могут включать криволинейные участки или петли, где данная нить может перекрещиваться сама с собой. Для достижения наиболее плотного застила все нити не должны перекрещиваться и должны быть предпочтительно параллельны одна другой; для обеспечения меньшей плотности застила это условие необязательно.
Шаг ячейки - это длина стороны ячейки, которая определяет расстояние, которое может занимать ряд неперекрещивающихся и неналоженных одна на другую нитей в группе. Для простых ячеек этот размер определяет расстояние между редко расположенными нитями в подгруппе (см. ниже). Для группы II шаг ячейки обозначен поз. 33; для группы I шаг ячейки обозначен поз. 42. На длине шагов 33 или 42 на фиг. 1А, 1В и 2А имеется четыре позиции для нитей в этой группе, которые смещены одна относительно другой. Для ячейки, показанной на фиг. 2 А, обозначенной в соответствии с разработанными правилами, шаг 33 ячейки показан между верхними нитями 64 и 66.
Подгруппа нитей - это множество нитей, составляющих разреженное подразделение группы. Нити в группе переложены подгруппами с нитями других групп. На фиг. 2А, 2В и 2С общее количество, состоящее из восьми подгрупп полной ячейки, обозначено поз. от 1 до 8, причем все нити, входящие в каждую подгруппу, обозначены той же позицией; подгруппы 1, 3, 5, 7 составляют группу I для ячейки 61, а подгруппы 2, 4, 6. 8 составляют группу II для ячейки 61. Каждая подгруппа, рассматриваемая отдельно, представляет собой разреженный настил нитей по площади материала. Например, нити, обозначенные поз. 1, образуют подгруппу 1 и они отстоят одна от другой на величину шага 33 ячейки. Нити, обозначенные поз. 1, составляют самую нижнюю подгруппу в группе I, а также в ячейке, и на них наложены нити, обозначенные поз. 2, самой нижней подгруппы из группы II в ячейке. Нити различных подгрупп группы I не перекрещиваются, т.е. на виде сверху они не лежат одна на другой, хотя в особых случаях, включающих петли из нитей, отдельная нить может перекрещиваться сама с собой и с нитями других подгрупп, как, например, на фиг. 2Е.
Под позицией нити в данной группе понимают место расположения в ячейке, где нить расположена относительно предварительно выбранной эталонной нити в этой же группе. На длине шага ячейки имеется конечное число позиции нитей, доступных для нитей в подгруппе группы, которые в существенной степени параллельны и смещены одна относительно другой. В предпочтительном варианте обозначений ось Х наложена на самую верхнюю нить в ячейке, а ось Y проведена через начало координат, определяемое точкой перекрещивания самой верхней нити и нити, расположенной в следующей подгруппе, которая перекрещивается с самой верхней нитью. Для удобства ячейка определена как повторяемый элемент структуры из нитей, одна сторона которого расположена рядом с осью X, а начало координат Х - Y расположено в нижнем левом углу ячейки. Позиция нити в подгруппе может быть теперь определена как доля от общего количества возможных позиций нитей, отстоящая от эталонной нити, причем эталонная нить расположена в нулевой позиции. Если траектория нитей не прямая в отличие от примера, изображенного на фиг. 1А - 1Е и 2А, то ось Х следует совместить с преобладающей непрямой траекторией, которая может представлять собой ось симметрии траектории нити в случае синусоидальной или зигзагообразной траектории.
В ячейке 61 на фиг. 2А самая верхняя нить 66 подгруппы 8 группы II выбрана в качестве эталонной нити и она совмещена с осью Х 71. Нить 60 в следующей подгруппе 7 ячейки 61 перекрещивается с эталонной нитью 66 подгруппы 8. В точке перекрещивания эталонной нити 66 расположено начало координат 75, через которую проходит ось Y 77. Позиции подгрупп в группе I нитей в ячейке 61 обозначены поз. 0/4, 1/4, 2/4, 3/4, причем подгруппа 8, представленная самой верхней нитью 66, находится в позиции 0/4 и со знаком, определяемым направлением оси Y там, где нить пересекает ось Y. Позиции подгрупп в группе II нитей в ячейке 61 обозначены поз. 0/4, 1/4, 2/4, 3/4, причем подгруппа 7, представленная следующей нитью 60, находится в позиции 0/4 и со знаком, определяемым направлением оси Х там, где нить пересекает ось X. Нити подгруппы 1 группы II (фиг. 2А и 2В), например нить 32, находятся в позиции 1/4 в показанной ячейке, которая представляет собой позицию +1 из четырех возможных позиций. Нити подгруппы 6 группы I (фиг. 2А и 2D), например нить 56, находятся в позиции 3/4 в показанной ячейке, которая представляет собой позицию +3 из четырех возможных позиций.
Может быть создана матрица для описания расположения нитей в ячейке структуры. Например, для материала, показанного на фиг. 2А, 2В и 2С, матрица для двух групп нитей, расположенных под углами 0 и 90o, будет иметь форму, представленную в табл. 1.
На фиг. 1Е четыре нити использованы для заполнения шага 33: нити 30, 44, 52 и 60. С практической точки зрения размер каждого шага 33 и 42 определяет длину, на которой нити не скреплены на верхней и нижней поверхностях структуры материала, например длину 76 самой верхней нити 64, расположенной под углом 0o, и длину 78 самой нижней нити 30, расположенной под углом 90o, на фиг. 1Е. По мере увеличения этого шага, когда добавляют количество подгрупп нитей в структуре, увеличенная нефиксированная длина нити растет и может привести к возникновению проблемы "отпущенных" нитей в готовой структуре материала. С другой стороны, может быть желательным иметь такие нефиксированные нити на поверхности материала в некоторых вариантах применения. В сатинах, изготовленных по обычной ткацкой технологии, имеется много длинных сегментов нескрепленных нитей на поверхности таких тканей для того, чтобы создавать особый внешний вид и особое туше. Когда требуется снизить до минимума длину нескрепленных нитей на поверхности материала, однако, длина, соответствующая 4-8 диаметрам нити, является предпочтительной детерминантой для шагов 33 и 42 и количества подгрупп. Величина, равная 16-20 диаметрам нити, является, очевидно, максимальным размером шага ячейки с практической точки зрения. Если приемлема или желательна более толстая структура, две полные структуры материала могут быть наложены одна на другую и затем наружные подгруппы соединены так, что количество подгрупп увеличивается без увеличения длины нескрепленной нити на поверхности материала.
Возможны различные варианты рисунков при укладывании подгрупп нитей. Все нити одной подгруппы удерживают на месте до укладки на место следующей подгруппы, что характеризует нити одной подгруппы. На фиг. 2А показан базовый модуль структуры материала, изображенной на фиг. 1Е, где последовательность расположения подгрупп, идущая слева направо, представлена значениями 1-3-5-7 в каждой группе, расположенной под углом 90o, и идущая снизу вверх, представлена значениями 2-4-6-8 в каждой группе, расположенной под углом 0o. На фиг. 3А последовательность расположения подгрупп, идущая слева направо, представлена значениями 1-5-7-3, последовательность расположения подгрупп, идущая слева направо, представлена значениями 1-5-7-3 в каждой группе, расположенной под углом 90o; последовательность расположения подгрупп, идущая снизу вверх на фигуре, представлена значениями 2-6-8-4 в каждой группе, расположенной под углом 0o. На фиг. 3В показана вертикальная проекция структуры материала, представленного на фиг. 3А, и изображены позиции подгрупп в ячейке 79 на фиг. 3А. На фиг. 3С показан другой рисунок ячейки, где нити, расположенные под углом 90o, были смещены, как показано на фиг. 2А (1-3-5-7). А нити, расположенные под углом 0o, были смещены, как показано на фиг. 3А (2-6-8-4). Как можно видеть, возможны различные рисунки смещения нитей в каждой подгруппе, чтобы варьировать рисунки расположения нитей или (по желанию) структурные особенности; и подгруппы, расположенные под углом 0o и расположенные под углом 90o, могут быть смещены по-разному. Другой вариант исполнения показан на фиг. 4А, где нити последовательно расположенных подгрупп уложены в середине шага ячейки, благодаря чему обеспечивается возможность изготавливать по-другому выглядящий рисунок расположения нитей. В общем, расположение на фиг. 4 менее предпочтительно; скорее предпочтительно располагать нити последовательно размещенных подгрупп рядом с нитью предыдущей подгруппы. В результате этого достигается большая точность в расположении и ограничение в перемещении нитей в направлении соседних нитей во время формирования структуры перед скреплением. На фиг. 4В показан еще один рисунок.
Действительные этапы, выполняемые устройством для укладки нитей при последовательном настилании подгрупп, можно также варьировать по желанию. Например, устройство может выполнять последовательность 1, 3, 5, 7 (фиг. 2А и группу, расположенную под углом 90o), как показано скобками 63 или 65, или 67, или 69; в группе, расположенной под углом 0o, могут быть произведены аналогичные вариации. Последовательность выполнения этапов не оказывает влияния на внешний вид и структуру рисунка в средней части структуры материала, но может быть использована для придания определенного вида краям материала.
Можно использовать средства для соединения верхних и нижних нитей, отличные от соединения только в точках наложения. В одном предпочтительном варианте исполнения ультразвуковой волновод перемещают вдоль структуры в диагональном направлении по траектории 51, например через точки 68 и 74 (см. фиг. 1Е), чтобы непрерывно скреплять все нити вдоль траектории с соседними нитями, с которыми они перекрещиваются. Параллельная траектория 53 может быть проведена через точку 70, а следующая параллельная траектория 55 может быть проведена через точку 72 так, чтобы множество полученных ультразвуковым способом скрепляющих швов было выполнено для обеспечения целостности структуры. В альтернативных вариантах скрепляющие проходы могут быть проведены через точки 68-70 или 68-72. На практике траектории не обязательно должны проходить непосредственно через точки 68, 70, 72 и 74 для того, чтобы эффективно удерживать нити в структуре. Важно, чтобы верхние нити и нижние нити были соединены с другими нитями, которые в конечном счете соединены одна с другой, в результате чего верхние нити в конце концов оказываются соединенными рядами соединений с нижними нитями. Такой "процесс проходного" соединения выгоден тем, что не требуется точное расположение точек скрепления верхних и нижних нитей в точках их перекрещивания, хотя это все-таки желательно. Такое расположение траекторий, которое только что было описано, обеспечивает возможность выполнения частоты скреплений, которая достаточно мала, но при которой сохраняется присущая гибкость нитей в структуре вместо создания точек скрепления с большой частотой из расплавленного и термофиксированного полимера. Проходы соединения образуют зону скрепления в структуре материала и могут быть использованы для регулирования объемности материала. Между проходами скрепления, например траекториями 51 и 55, расположена нескрепленная зона 49, в которой нити остаются нескрепленными и несоединенными, так что присущая гибкость нитей, используемых в структуре, сохраняется. Следует учесть, что для изготовления структуры материала практических размеров требуется использовать очень большое количество нитей и множество зон скрепления и нескрепленных зон.
На фиг. 4С показан участок материала малой площади с рисунком, который похож на рисунок, изображенный на фиг. 1Е (а также на фиг. 2А). Участок материала 22 малой площади, показанный на фиг. 1Е и 2А, который принят в качестве простой ячейки/рисунка с одним шагом (или самая простая ячейка рисунка), может быть изготовлен за четыре прохода двух нитей в каждой группе, например за четыре прохода двух питающих нитей 30 и 32 в направлении под углом 90o в сочетании с четырьмя проходами двух нитей 36 и 38 в направлении под углом 0o. В каждом подслое последующие нити укладывают рядом с предыдущими нитями со смещением на один шаг нити в сторону. Этот материал может быть быстро изготовлен таким способом. Эквивалентный участок материала 24, показанный на фиг. 4С, был изготовлен за восемь проходов только одной питающей нити в каждой группе, например за восемь проходов питающей нити 41 в направлении под углом 90o, чередуемых с восьмью проходами питающей нити 43 в направлении под углом 0o. Если пронумерованная последовательность, обозначенная поз. 45а, выполнена для питающей нити 41 в направлении под углом 90o, и пронумерованная последовательность, обозначенная поз. 45b, выполнена для питающей нити 43 в направлении под углом 0o, то получается рисунок, очень похожий на тот, который изображен на фиг. 1Е и 2А. Рисунок на части материала, изготовленного в соответствии с фиг. 1Е и 2А, содержит четыре ячейки материала с четырьмя нитями на сторону ячейки, а рисунок на части материала, изготовленного в соответствии с фиг. 4С, содержит одну ячейку материала с восьмью нитями на сторону ячейки. Некоторые визуальные различия материалов можно заметить, глядя на нижний правый квадрант двух материалов, где видно, что на фиг. 2А (аналогично и на фиг. 1Е) подгруппа 5 проходит под подгруппой 6, а подгруппа 7 проходит под подгруппой 8; но в эквивалентном материале на фиг. 4С подгруппа 11 проходит над подгруппой 10 и подгруппа 15 проходит над подгруппой 14.
Этот рисунок на фиг. 4С принят в качестве разделенного рисунка с одним шагом ячейки (или точно "разделенная ячейка рисунка"), так как вторая нить, уложенная в каждой группе нитей 41а и 43а, делит шаг ячейки например, расстояние 47, на некоторые части ячейки, например 0,5 ячейки, как показано равными отрезками 47а и 47b, делящими ячейку. Последующие нити каждой группы, например нити 41b и 43b, укладывают затем вслед за предыдущими нитями, например нитями 41 и 43 соответственно, на один шаг нити в сторону в первом шаге разделенной ячейки, например 47а. Также последующие нити каждой группы, например нити 41с и 43с, укладывают затем вслед за предыдущими нитями, например нитями 41а и 43а соответственно на один шаг нити в сторону во втором шаге разделенной ячейки, например 47b. Таким образом, два или более шага разделенной ячейки формируют вместе. Когда ячейку завершают, верхнюю и нижнюю нити в точке их перекрещивания скрепляют, например в точке 73. Дополнительные линии скрепления, аналогичные показанным поз. 51, 53 и 55 на фиг. 1Е, могут быть также использованы для скрепления большего числа нитей одну с другой, как показано поз. 73а, 73b и 73с на фиг. 4С. Больше или меньше линий скрепления можно использовать по желанию. Для простой ячейки рисунка с одним шагом и разделенной ячейки рисунка с одним шагом и для любого другого сходного рисунка, который обеспечивает хорошее переплетение нитей, может быть возможным использовать меньше чем предложенное одно скрепление на ячейке при большом рисунке материала, который содержит много ячеек и скреплений.
На фиг. 4D для сравнения показан материал 26, изготовленный с использованием простой ячейки рисунка, как на фиг. 1Е и 2А, но с использованием восьми нитей на шаг ячейки вместо только четырех. Только одна питающая нить в каждой группе нитей могла быть необходима для поверхности материала, показанного на этой одной ячейке. Пронумерованную последовательность, обозначенную поз. 27а, выполняют в направлении под углом 90o для нити 25, перемежающейся с пронумерованной последовательностью, обозначенной поз. 27b, которую выполняют в направлении под углом 0o для нити 28. Эта одна ячейка рисунка покрывает такую же площадь, как четыре ячейки, изображенные на фиг. 1Е и 2А, или одну ячейку на фиг. 4С, но он содержит большое количество незакрепленных нитей большой длины, что может быть нежелательным для некоторых применений. При укладке большого количества нитей в ячейке (8 или больше) предпочтительно использовать разделенную ячейку рисунка, чтобы уменьшить количество незакрепленных нитей большой длины.
Было установлено, что рисунок расположения нитей, показанный на фиг. 1Е, 2А и 4С, обеспечивает особенно хорошее переплетение нитей, при котором
структуры материалов обладают тенденцией лучше держать форму без смещения нитей и без образования отверстий в материале. Имеются, однако, некоторые существенные различия в двух рисунках укладки нитей.
В простой ячейке показанной на фиг. 1Е и 2А, используют больше питающих нитей на единицу ширины материала, чем в разделенной ячейке на фиг. 4С, и если следовать практике создания по крайней мере
одного скрепления на ячейке, то больше скреплений было бы использовано на единицу площади материала. Использование большего количества питающих нитей может потребовать шпулярник с большим содержанием
паковок нити и большим количеством направляющих для нитей, как можно будет это представить при рассмотрении различных устройств, описанных ниже. Такое использование большего количества питающих нитей
на единицу ширины материала, однако, приводит к более быстрому формированию материала при воспроизведении простого раппорта рисунка. Рисунок с разделенной ячейкой, с другой стороны, обеспечивает
возможность получения такого же хорошего переплетения нитей, как и простая ячейка рисунка, и обеспечивает большую гибкость в формировании различных структур из нитей при использовании любого данного
устройства при выборе оптимального варианта затрат времени на выработку материала. В общем, структура материала согласно изобретению представляет собой переплетенный материал, содержащий:
множество первых подгрупп нитей, включающих множество нитей, ориентированных в первом угловом направлении, свободных от перекрещиваний, причем первые подгруппы нитей образуют настил совместно со
множеством вторых подгрупп нитей, включающих множество нитей, ориентированных во втором угловом направлении, свободных от перекрещиваний;
нити каждой подгруппы, расположенные в существенной
степени вдоль параллельных траекторий, которые отстоят одна от другой с повторяющимся рисунком так, чтобы разреженно застилать общую предварительно определенную площадь материала;
подгруппы
нитей попеременно переложены нитями первой подгруппы вслед за нитями второй подгруппы, где нити первой подгруппы перекрещиваются с нитями второй подгруппы;
нити любой одной подгруппы из
множества первых подгрупп смещены относительно нитей всех других подгрупп первого множества подгрупп;
нити любой одной подгруппы из множества вторых подгрупп смещены относительно нитей всех
других подгрупп второго множества подгрупп;
настил всего множества первых подгрупп, образующих первую группу нитей, содержащую нити, которые плотно застилают предварительно определенную
площадь материала, и настил всего множества вторых подгрупп, образующих вторую группу нитей, содержащую нити, которые плотно застилают предварительно определенную площадь материала;
нити
верхней подгруппы в настиле соединены с нитями нижней подгруппы в настиле для того, чтобы таким образом охватывать другие подгруппы в настиле в переплетенной структуре материала.
В
случае формирования простой ячейки, т.е. рисунка с одним шагом, структура переплетенного материала включает:
нити последовательно расположенных подгрупп из множества первых подгрупп в настиле
смещены одна относительно другой на ширину нити в этой подгруппе в материале;
нити последовательно расположенных подгрупп из множества вторых подгрупп в настиле смещены одна относительно
другой на ширину нити в этой подгруппе в материале.
В случае разделенной ячейки рисунка структура переплетенного материала также содержит:
множество первых подгрупп,
расположенных в настиле так, чтобы определять общее количество шагов смещения нитей, равное количеству подгрупп, из которых образовано множество первых подгрупп (величина такого шага нити эквивалентна
диаметру нити, входящей в подгруппу, в том виде, как она выглядит в материале), в котором последовательные подгруппы из множества первых подгрупп нитей уложены на множество равных подинтервалов шагов
нитей, отстоящих один от другого;
и последующие подгруппы из множества первых подгрупп последовательно уложены на подинтервалы со множеством нитей в последующих подгруппах из множества первых
подгрупп, смещенных на один шаг нити одна от другой;
множество вторых подгрупп расположено в настиле так, чтобы определять общее количество шагов смещения нитей, равное количеству подгрупп,
составляющих множество вторых подгрупп, в котором последующие подгруппы из множества вторых подгрупп нитей в настиле уложены на множество равных подинтервалов шагов нитей одна от другой;
и
последующие подгруппы из множества вторых подгрупп последовательно уложены на подинтервалы со множеством нитей в последующих подгруппах из множества вторых подгрупп, смещенных на один шаг нити одна от
другой.
Средства для соединения материала согласно изобретению могут представлять собой ультразвуковые скрепляющие средства, как уже упоминалось, если нити изготовлены из термопластичного полимера, и верхние и нижние нити изготовлены из сродственных полимеров, которые соединяются вместе при плавлении. Средства для соединения (или скрепления) могут также представлять собой расплав клеящего вещества, растворитель, размягчающий полимер нити и позволяющий нитям соединяться вместе, клеящее вещество, затвердевающее при комнатной температуре, клеящее вещество на базе растворителя или другого пропитывающего типа, механические средства, например, скобы, хомуты или стяжки или другие подобные средства.
В случае соединения склеиванием все нити в структуре не обязательно должны быть изготовлены из термопластичного полимера, чтобы выполнять роль связующих нитей. Связующие нити должны содержать клейкий полимер, частично растворимый полимер, расплавляемый полимер и т.п., чтобы выполнять роль связующего или клеящего вещества, так как скрепление может быть распределено по структуре различными путями. Скрепляющая нить - это нить, которая может механически или клеящим способом захватить другую клеящую нить или неклеящую нить во время скрепления. Неклеящая нить - это нить, которая не может механически или клеящим способом захватывать другую неклеящую нить во время скрепления. В простом случае несколько или все нити в структуре могут быть изготовлены из неклеящих волокон, которые покрыты клеящими волокнами путем кручения или обвивки. Примером такой обвивки является комплексная нить из нетермопластичной стержневой нити, обвитой оболочкой из комплексной нити, которая содержит некоторое количество или все термопластичные элементарные нити. Оболочка может состоять из элементарных нитей или из штапельных волокон. В случае использования штапельных волокон оболочка может быть образована из смеси клеящих и неклеящих волокон, например штапельных волокон из термопластичного найлона и нетермопластичных арамидных штапельных волокон или из хлопка. Нити такого типа могут быть изготовлены с использованием прядильной машины фрикционного типа модели "ДРЕФ 3", выпускаемой фирмой "Текстильмашиненфабрик д-ра Эрнста Ферера АГ", г. Линц, Австрия. Смесь, содержащая 5-25% (по массе) термопластичных связующих волокон в оболочке, может с успехом быть использована для этих целей. Другие клеящие и неклеящие полимеры могут быть использованы для производства волокон для нитей по требованию. Если для скрепления используют такие нити, состоящие из стержня и оболочки, то ожидается, что элементарные нити оболочки будут деформированы в процессе скрепления, в то время как стержневая нить останется недеформированной. Можно предположить, что элементарные нити стержня будут нести нагрузку в структуре после скрепления. В некоторых случаях может быть желательным формировать скрепления во всех точках перекрещивания нитей, чтобы получить жесткий картоноподобный материал. Это может быть выполнено нагреванием и сжатием между собой всех клеящих волокон в структуре так, чтобы в существенной степени все нити были скреплены вместе.
Другой путь распределения скрепляющего клеящего материала для скрепления структуры вместе заключается в введении скрепляющей нити в одну или более верхних подгрупп из, например, группы нитей, ориентированных под углом 0o, и в одну или более нижних подгрупп из, например, группы нитей, ориентированных под углом 90o. Эти верхние и нижние нити могут представлять собой комплексные нити "оболочка - стержень", описанные выше. Другой путь распределения скрепляющего материала заключается в использовании нитей, содержащих связующее, в части или в каждой подгруппе, например в нитях, ориентированных под углом 0-90o, например, через одну подгруппу или каждая десятая нить в каждой подгруппе. Как было установлено, одна структура, которая хорошо работала, была сформирована из верхней и следующих подгрупп нитей и нижней и следующих подгрупп нитей, содержавших связующие волокна. Во время скрепления верхнего и следующего подслоя и нижнего и следующего подслоя скрепляющие нити соединяют склеиванием, а другие неклеящие нити могут быть механически соединены, например, впрессовыванием, обволакиванием, капсулированием и т.п. Это дополнительное сопряжение неклеящих волокон приводит к образованию траекторий нагрузок, направленных от верхних к нижним подгруппам нитей, даже там, где верхние и нижние подгруппы не обязательно должны контактировать одна с другой.
Было установлено, что при использовании распределения связующих волокон в структуре согласно изобретению введение 5-60% клеящих волокон от массы всего количества волокна, а предпочтительно распределение около 10-20% от массы всего количества волокна дает положительные результаты для обеспечения хорошей связанности материала, сохраняя при этом хорошую мягкость материала (уменьшая до минимума жесткость и картоноподобие материала). В некоторых случаях может быть желательным иметь структуру, состоящую сплошь из клеящих (термопластичных) нитей, и контролировать формирование скреплений в предварительно определенном порядке в ряде или во всех точках перекрещивания между верхними и нижними подгруппами нитей в структуре без необходимости точного расположения перекрестий между этими двумя подгруппами.
При использовании ультразвукового способа скрепления, например, для передачи скрепляющей энергии термопластичным нитям, может быть возможным достижение этого предпочтительного скрепления путем использования толстых или "жирных" нитей в составе верхних и нижних подгрупп нитей. При сжатии между широкими волноводом и опорой ультразвукового устройства в точках перекрещивания толстых нитей можно достигнуть большего давления сжатия, чем в соседних точках перекрещивания более тонких нитей, так что ультразвуковое нагревание может проявляться предпочтительно в области перекрещивания толстых нитей при минимальном скреплении в точках перекрещивания более тонких нитей.
Для получения соединенной структуры материала требуется иметь контролируемое количество соединений, чтобы достичь адекватной прочности, контролируемой объемности материала и сохранить присущую гибкость нитей, используемых для формирования материала. Слишком малое количество соединений может привести к риску снижения целостности материала; слишком большое количество соединений может привести к риску снижения гибкости материала и к уменьшению его объемности. Количество соединений может составлять некоторую часть от общего количества перекрещиваний нитей в структуре. Для обеспечения хорошей целостности, контролирования объемности и хорошей гибкости количество соединений следует регулировать в определенных пределах. На фиг. 14 представлена схема одиночной ячейки 380 структуры материала и маркировочные знаки, представляющие перекрещивания нитей в ячейке. Ячейка 380 представляет двухосную структуру материала с восьмью нитями в каждом направлении и полным количеством точек перекрещивания, составляющим 64 (8х8) на ячейку. Линии 382, 384, 386 и 388 представляют возможные концы траекторий скрепления, проходящих через ячейку. Круг 390 представляет единичное скрепление между нитью, расположенной сверху структуры, и нитью, расположенной снизу структуры, который может представлять минимальное количество скрепленных перекрещиваний для ячейки.
Между линиями 384 и 386 может быть выполнена одна пересекающая по всей ширине скрепляющая траектория, которая может представлять среднее число скрепленных перекрещиваний для ячейки, между линиями 384 и 388 может быть выполнена двойная пересекающая по всей ширине скрепляющая траектория, которая может представлять большое число скрепленных перекрещиваний для ячейки; и между линиями 382 и 388 может быть выполнена тройная пересекающая по всей ширине скрепляющая траектория, которая может представлять очень большое число скрепленных перекрещиваний для ячейки.
В конце описания представлена табл. 2 переменных и значений для определения части скрепленных перекрещиваний от общего количества перекрещиваний. Значение "N" представляет количество нитей в одном направлении в квадратной единичной ячейке; в квадратной единичной ячейке 380 это число составляет 8. Значение "Min" представляет скрепленную часть, если только одно перекрещивание выполнено из возможного полного количества N2 перекрещиваний; значение "Med" представляет скрепленную часть, если выполнена одна пересекающая по всей ширине скрепляющая траектория, которая создает N скреплений в точках перекрещивания из N2 перекрещиваний; значение "Hi" представляет скрепленную часть, если выполнена двойная пересекающая по всей ширине скрепляющая траектория, которая создает N+(N-1) скреплений в точках перекрещивания из N2 перекрещиваний; значение "V Hi" представляет скрепленную часть, если выполнена тройная пересекающая по всей ширине скрепляющая траектория, которая создает N+(N-1) + (N-1) скреплений в точках перекрещивания из N2 перекрещиваний.
В общем, было установлено, что доля скрепления в диапазоне около 0,003-0,778 предпочтительна. Доля скрепления в пределах около 0, 008-0,520 наиболее предпочтительна, что составляет около 1-50% от возможного количества скрепленных перекрестий или соединений, произведенных каким-либо другим способом. Эта доля может быть проконтролирована количеством нитей в ячейке и количеством скреплений в ячейке, которые можно регулировать шириной траекторий скрепления и количеством скрепленных траекторий в ячейке. Если выполняют более одного прохода скрепления в ячейке, то эти проходы скрепления должны быть узкими.
Ссылаясь на табл.2 "долей скрепления", составленную на базе процесса формирования простой ячейки как модели, следует отметить, что материал, в котором использовано 16 нитей в ячейке, является, с одной стороны, предпочтительным масштабом, может быть наиболее предпочтительным, когда его изготавливают с использованием разделенной ячейки и одношагового процесса. Это верно, так как переплетение улучшается и количество длинных незакрепленных длин нитей сокращается при данном количестве нитей в ячейке при этом процессе. Вообще, если обеспечено большее переплетение в материале согласно изобретению, то количество скреплений на ячейку может быть уменьшено и при этом сохранена хорошая целостность материала. Например, если часть разделенной ячейки составляет половину ячейки, то при 16 нитях в ячейке материал с разделенной ячейкой может быть эквивалентен (в предпочтительном варианте) материалу с ячейкой из 8 нитей по таблице материалов с простой ячейкой.
На фиг. 5А показана структура другого гибкого материала, в которой нити уложены группами в трех направлениях: под углом 0, 60 и 120o для создания трехосной структуры. Для рассмотрения взята одна базовая ячейка структуры в форме параллелограмма, повторяющейся по всей структуре, обозначенной поз. 88, со сторонами, изображенными пунктирными линиями, которые ориентированы вдоль направлений под углом 0 и 60o. В альтернативном варианте базовая ячейка может также быть выбрана со сторонами, ориентированными вдоль направлений под углом 0 и 120o. Верхняя подгруппа нитей 81 определяет расположение оси X, а перекрещивание нити 81 с нитью 83 следующей подгруппы определяет точку начала координат 85 и, таким образом, ось Y. Шаг ячейки в направлении оси, расположенной под углом 0o, обозначен поз. 89; шаг ячейки в направлении оси, расположенной под углом 60o , обозначен поз. 90; шаг ячейки в направлении оси, расположенной под углом 120o, обозначен поз. 92. Каждый шаг ячейки содержит четыре возможных позиции для нитей в подгруппах. Третья подгруппа нитей 87 пересекает ось Х в точке 0,5/4, которая определяет третью группу сдвига от начала координат. Верхняя и нижняя подгруппы нитей 12 и 1 соответственно соединены в точках 80, 82 перекрещивания и наложения, причем обе расположены на краях ячейки. Другие точки скрепления в местах наложения в структуре при формировании материала большей площади располагаются в точках с поперечной штриховкой, например в точках 84 и 86. Следует отметить, что подгруппа 2 нитей лежит между нитями подгруппы 12 и нижней подгруппы 1 нитей и по крайней мере частично задействована в скреплении. На фиг. 5В показан участок 95 большего размера аналогичного трехосного материала, но изготовленного с использованием восьми нитей в каждом шаге ячейки, содержащего множество ячеек, и смещение третьей группы от начала координат равно нулю, так что равносторонние треугольники образованы нитями трех групп.
Используя правила, рассмотренные выше, можно составить матрицу для структуры, представленной на фиг. 5А, которая будет иметь вид, представленный в табл. 3.
В общих словах трехосная структура согласно изобретению сходна с двухосной
структурой согласно изобретению с добавлением того, что переплетение структуры материала также содержит:
множество третьих подгрупп нитей, включающих множество нитей, ориентированных в
третьем угловом направлении, свободном от перекрещиваний, причем третьи подгруппы нитей образуют настил совместно с первыми и вторыми подгруппами нитей, где нити в третьей подгруппе нитей
перекрещиваются с нитями первой и второй подгрупп;
настил из всего множества третьих подгрупп, образующих третью группу нитей, содержащую нити, которые плотно застилают предварительно
определенную площадь материала.
На фиг. 6 показано устройство для непрерывного формирования двухосной структуры материала с базовой ячейкой, сходной с тем, который представлен на фиг. 1Е и 2А. Устройство состоит из продолговатой несущей поверхности, например плоской перфорированной ленты 91, приводимой в движение двигателем 107, оснащенной множеством колков, таких как колок 93, вдоль одного края 94 и множеством колков, таких как колок 96, вдоль противоположного края 98 ленты 91 для принудительного удерживания нитей, на которые действуют возвратные силы. Под лентой расположена вакуум-камера 97, соединенная со средством 99 отсоса воздуха, предназначенная для удерживания нитей на месте на ленте 91. Вдоль края 98 находится множество раскладчиков 100, 102, 104, 106 нитей, каждый из которых установлен на направляющих, например 101 и 103, и каждый снабжен приводными средствами, например приводом 105 для раскладчика 100, для сообщения возвратно-поступательного движения в поперечном направлении ленты 91 от одного края 98 к противоположному краю 94. Каждый раскладчик нитей содержит множество нитеводов, таких как нитевод 173 на раскладчике 100, для раскладки нитей с высокой точностью по ленте, например нитей 111, подаваемых с паковок нити 113. Пунктирными линиями 100', 102', 104' и 106' у края 94 показано положение раскладчиков, которое они занимают после прохода над лентой 91. Множество ультразвуковых волноводов, например волновод 108, размещено в положении 110 в поперечном направлении ленты 91 для того, чтобы действовать на нити, уложенные на ленту для осуществления скрепления между нитями расплавлением наложенных одна на другую нитей в отстоящих друг от друга местах сформированного материала. Лента и жесткая опора 109, расположенная снизу, выполняют роль ультразвуковой опоры для передачи энергии через нити. Как только нити охлаждаются после ультразвукового скрепления, структура материала может быть снята с колков или крючков, расположенных вдоль краев ленты и ленту можно использовать вновь, а материал накатать в рулон на товарный валик (на чертеже не показан). Натяжение при накатке материала следует контролировать, чтобы исключить разрушение материала в направлении ленты, которое совпадает с диагональным направлением материала (наклонным), и вдоль оси линии скрепления.
Вид двухосного сформированного материала 112, состоящего из двух групп нитей, показан на ленте. На виде показан рисунок переплетения укладываемых нитей от начала процесса формирования, где ленту перемещают справа налево в направлении стрелки 114, когда раскладчики перемещают в существенной степени перпендикулярно в поперечном направлении ленты от края 98 к краю 94 координированным образом с перемещением ленты в направлении продольной оси ленты и продолжают возвратно-поступательное движение раскладчиков в направлении, обозначенном стрелками 116. То, что показано, - это то, что было сформировано вначале и затем было приостановлено, и затем ленту вернули в начальное положение относительно раскладчиков нитей. Для реального представления раскладчик 100 (и другие раскладчики) должен быть показан смещенным вправо на фигуре в положение, находящееся как раз за раскладчиком 106. У левого края 118 материала 112 верхние подгруппы нитей уложены сами собой, в то время как вначале ни одна из других подгрупп еще не находится на месте. В правом конце 120 материала 112 все подгруппы нитей уже находятся на месте в полностью сформированном материале, обозначенном поз. 122, и материал будет после этого находиться постоянно в полностью сформированном состоянии, в то время как ленту и раскладчики будут продолжать перемещать в соответствии с приведенным выше описанием. Скорость ленты и скорость раскладчиков контролируют и координируют с помощью блока 115 управления, электрически соединенного с двигателем 107 и приводом каждого раскладчика, например с приводом 105. Это позволяет обеспечить условия, при которых прохождение нитей через раскладчики и укладка их на ленту происходит по прямым траекториям под углом 45o к продольной оси и к краям ленты так, что образуется первая группа нитей, расположенная под углом +45o, как показано поз. 119, и вторая группа нитей, расположенная под углом -45o, как показано поз. 121. Путем варьирования контролируемых перемещений возможно воспроизводить укладку нитей под другими углами и вдоль криволинейных траекторий. Первую и вторую (нижние) подгруппы нитей укладывают раскладчиком 106, третью и четвертую (средние) подгруппы нитей укладывают раскладчиком 104, пятую и шестую (средние) подгруппы нитей укладывают раскладчиком 102 и седьмую и восьмую (верхние) подгруппы нитей укладывают раскладчиком 100. Положение определенной нити в поперечном направлении материала может чередоваться между подгруппами в ячейках при перемещении вперед и назад в поперечном направлении материала. В этом примере ленту перемещают в продольном направлении, а раскладчики перемещают только возвратно-поступательно в поперечном направлении ленты, причем ленту перемещают непрерывно справа налево. Тот же рисунок переплетения может быть воссоздан, если принять, что лента неподвижна и необычно длинна, а раскладчики перемещают возвратно-поступательно в диагональных направлениях под углом 45o вдоль ленты слева направо.
Рисунок переплетения верхних и нижних нитей изменяется в материале, что доказывается ячейками 124, 126 и 128. На фиг. 7 показана эта часть материала 112 в увеличенном масштабе для удобства
рассмотрения. Нити показаны слегка отстоящими одна от другой в каждой группе для большей ясности. На фиг. 7 нить 130 является восьмой подгруппой верхних нитей в ячейках 124 и 126, но является седьмой
подгруппой нитей в ячейке 128. Точно так же нить 132 является шестой подгруппой нитей в ячейках 124 и 126, но пятой подгруппой нитей в подгруппе 128. Сходные изменения происходят в остальных
подгруппах. Эти отклонения от совершенно регулярного рисунка переплетения в материале, в отличие от рисунка переплетения, представленного на фиг. 1Е и 2А, не влияют пагубно на целостность структуры
материала и представляют собой пример некоторых приемлемых вариаций в рисунках переплетений согласно изобретению. Соседние ячейки 134, 136 и 138 все идентичны и аналогичны ячейкам на фиг. 1Е и 2А.
Каждая нить имеет индексацию подгруппы и индексацию позиции в ячейке. Однако и индексация подгруппы и индексация позиции в ячейке могут изменяться от ячейки к ячейке в данной структуре материала или
они могут оставаться постоянными и в обоих случаях все еще следуют базовым правилам для практического выполнения настоящего изобретения, которые заключаются в следующем:
множество в
существенной степени параллельных нитей в группе располагают так, чтобы они плотно застилали площадь нитями одной группы, расположенными так, чтобы перекрещиваться с нитями других групп;
каждая группа состоит из множества подгрупп, причем каждая подгруппа включает множество нитей, расположенных разреженно;
множество нитей в одной группе смещены относительно множества нитей
других подгрупп той же группы;
нити верхней подгруппы и нижней подгруппы соединяют одну с другой в местах, отстоящих одно от другого, либо непосредственно, либо не непосредственно через нити
в других подгруппах.
Точка скрепления верхних и нижних нитей в ячейке 124 представляет собой точку 140; точка скрепления в ячейке 126 представляет собой точку 142; точка скрепления в ячейке 128 представляет собой точку 144. В частичной ячейке 146, расположенном у края материала, точка скрепления представляет собой точку 148. Все эти точки скрепления могут быть покрыты проходами ультразвукового скрепления в направлениях, указанных стрелками 150 у левого края на фиг. 7.
Четыре нити в каждом раскладчике достаточно, чтобы застелить ленту при формировании материала с ячейкой, включающей четыре шага нитей, при изображенной ширине и при угле ориентации рисунка переплетения 45o. На фиг. 6 шаг одной нити, например нити 152, направленной от края 94 ленты к краю 98 ленты и обратно поперек ленты 91, составляет расстояние вдоль ленты, обозначенное поз. 154. Четыре нити, например 152, 156, 158 и 160 в раскладчике 100, заполняют это расстояние группами 8 и 7. Если используют более широкую ленту, где противоположный край 98 находится в положении 162, шаг, охватываемый одной нитью 152, проведенной в одну и противоположную стороны поперек ленты 91, составит расстояние 164 вдоль ленты. В этом случае потребуются дополнительные нити 166, 168, 170 и 172, чтобы заполнить пространство для подгрупп 7 и 8. Раскладчик 100 следовало бы расширить так, чтобы он вмещал 8 нитей вместо всего 4 для формирования этого более широкого материала, а раскладчик 102 следовало бы сместить вдоль продольного направления ленты 91, чтобы освободить пространство для более широкого раскладчика 100.
Раскладчик 102 и другие раскладчики 104 и 106 следовало бы расширить и сместить таким же образом. Нитевод 171 для первой нити в раскладчике 102 показан отстоящим от нитевода 173 для последней нити в раскладчике 100 на расстояние 175, равное диагонали одной ячейки плюс одна диагональ позиции одной нити, чтобы уложить нити подгрупп 5 и 6 со смещением относительно нитей подгрупп 7 и 8, уложенных с помощью раскладчика 100. Это расстояние аналогично для последующих раскладчиков вдоль края ленты 91. Это расстояние может быть меньше или больше на единицы диагонали ячейки в зависимости от того, как много свободного пространства необходимо для раскладчиков.
Такая расстановка раскладчиков и
координирование движения раскладчиков и ленты приводят к формированию рисунка ячейки с диагональю, направленной под углом 45o, где позиция каждой из нитей, расположенных в диагональном
направлении, находится рядом с другими нитями (скорее, чем накладывается на них), чтобы таким образом плотно застелить несущую нити поверхность на ленте с нитями. Если требуется большая плотность или
большая толщина структуры, то могут быть введены дополнительные раскладчики и другая плотная структура может быть сформирована поверх первой структуры, чтобы образовать многослойную структуру. В общих
словах, только что описанный процесс формирования переплетенной структуры материала содержит:
(а) изготовление продолговатой несущей материал поверхности, имеющий продольную ось и
противоположные боковые края, параллельные оси, и расположение поверхности рядом со множеством раскладчиков нитей, размещенных вдоль противоположных боковых краев продолговатой поверхности;
(b) использование множества нитеводов в раскладчике, причем каждый нитевод должен быть приспособлен для направления нити от источника нити к несущей поверхности;
(c) захват нитей у одного
края упомянутой несущей поверхности;
(d) обеспечение относительного движения между несущей поверхностью и каждым из множества раскладчиков так, чтобы раскладчики укладывали нити от нитеводов
на поверхность в первом диагональном направлении относительно края поверхности и в предварительно определенном направлении вдоль несущей поверхности;
(e) захват нитей у противоположного края
упомянутой несущей поверхности;
(f) реверсирование относительного движения раскладчиков и несущей поверхности так, чтобы раскладчики укладывали нити от нитеводов на поверхность во втором
диагональном направлении относительно края поверхности и в предварительно определенном направлении;
(g) расположение раскладчиков и нитеводов и координирование относительных движений так,
чтобы, когда нити от раскладчиков укладывают на поверхность, диагональные позиции каждой нити смещают относительно других нитей, таким образом плотно застилая несущую поверхность нитями в одном цикле
относительного движения от одного края к противоположному краю и обратно к первому краю.
С помощью показанного устройства с отдельными раскладчиками позиции подгрупп нитей в шаге ячейки можно варьировать путем смещения раскладчиков вдоль продольного направления 91. Посредством изменения шага между раскладчиками и используя способ укладки нитей для формирования материала, можно добавлять материалы между подгруппами нитей в структуру материала. Например, рулон пленки 117 может быть установлен так, чтобы непрерывно подавать пленку между раскладчиками 104 и 106 вокруг направляющего вала 119 и на материал 112 между подгруппами нитей, уложенных раскладчиком 106 (подгруппы 1 и 2) и раскладчиком 104 (подгруппы 3 и 4). В другом варианте исполнения нити 121 и 123, расположенные в продольном направлении машины, могут быть размещены так, чтобы непрерывно подавать нити между раскладчиками 102 и 104, через нитеводы 125 и 127 соответственно и на материал 112 между подгруппами нитей, уложенных раскладчиком 104 (подгруппы 3 и 4) и раскладчиком 102 (подгруппы 5 и 6). Такое введение материала между подгруппами представляет собой необычную возможность способа формирования материала согласно настоящему изобретению. В проиллюстрированном случае добавление пленки и нитей в основном направлении машины может способствовать уменьшению отклонения базового материала в основном направлении или достижению других специальных целей. Другие материалы, например нетканые материалы, проволока, эластомерные материалы или нити, волокнистые настилы из натуральных или синтетических материалов, сетки и т.п. могут быть введены.
Есть другой способ использования раскладчиков для непрерывной укладки для формирования материала на ленте. Раскладчики могут быть расположены в чередующемся порядке вдоль края ленты 91 и могут быть размещены так, чтобы их можно было перемещать в противоположных направлениях поперек ленты по мере перемещения ленты так, как показано на фиг. 8А и 8В. На фиг. 8А раскладчики 100 и 104 расположены вдоль края 94 ленты 91, а раскладчики 102 и 106 расположены вдоль края 98. При движении ленты 91 справа налево, как показано на фиг. 8А и 8В, раскладчики перемещают в поперечном направлении ленты к противоположному краю, таким образом укладывая нити на ленту в диагональном направлении. При повторных движениях раскладчиков возвратно-поступательно, в то время как ленту продолжают перемещать, вырабатывают материал 174 с рисунком переплетения, показанным в увеличенном масштабе на фиг. 9. Этот рисунок переплетается слегка отличается от материала 112, представленного на фиг. 6 и 7. При рассмотрении ячеек 176, 178 и 180 видно, что ячейки 176 и 178 представляют собой ячейки, состоящие из пяти подгрупп, в то время как ячейка 180 содержит 8 подгрупп. В ячейке 176 нить 181 находится в подгруппе 5; нити 182 и 184 находятся в аналогичной подгруппе, т.е. в подгруппе 4; нити 186 и 188 находятся в подгруппе 3; нити 190 и 192 - обе в подгруппе 2 и нить 194 - в подгруппе 1. При рассмотрении ячейки 180 видно, что нить 181 находится в подгруппе 7, нить 186 - в подгруппе 5, нить 188 - в подгруппе 3 и нить 194 - в подгруппе 1. Ячейка 180 имеет то же расположение, что и базовая ячейка на фиг. 1Е и 2А. Для того чтобы сформировать правильные точки скрепления между верхней подгруппой 5 и неперекрещивающейся нижней подгруппой 1 в ячейке 176, должна быть точка 196 скрепления между нитью 181 подгруппы 5 и нитью 182 подгруппы 4 плюс точка 198 скрепления между нитью 182 и нитью 194 подгруппы 1. При выполнении проходов ультразвукового скрепления, как показано стрелками 200, появляется дополнительная точка 202 скрепления между нитью 181 подгруппы 5 и нитью 192 подгруппы 2 и точка 204 скрепления между нитью 192 и нитью 194 подгруппы 1. При формировании цепи точек скрепления в ячейке 176 верхнюю подгруппу 5 соединяют с нижней подгруппой 1 даже тогда, когда верхняя и нижняя подгруппы не перекрещиваются между собой. Расположение проходов ультразвукового скрепления для достижения правильно распределенных точек скрепления в материале 112 на фиг. 6 и 7 отличается от проходов скрепления в материале 174 на фиг. 9.
На фиг. 10А показано другое устройство для изготовления двумерного материала согласно изобретению. Оно удобно для изготовления штучного материала вместо рулонного материала. Это устройство проще устройства, представленного на фиг. 6. Одиночному раскладчику 206 сообщают возвратно-поступательное движение с помощью привода 207 над столом 208, которому также сообщают возвратно-поступательное движение с помощью привода 209 в направлении, перпендикулярном направлению возвратно-поступательного движения раскладчика 206. Параллельными рядами колков 210 и 212 удерживают нити в положении их реверса. Вакуум может быть также приложен к плите, если это требуется. Раскладчику и столу сообщают возвратно-поступательное движение в ходе ряда циклов при скоординированном их перемещении таким образом, чтобы сформировать плотные группы нитей, перекрещивающихся между собой. Один ультразвуковой скрепляющий волновод 211 затем повторно проводят над материалом вдоль траекторий, параллельных направлению возвратно-поступательного движения стола 208, чтобы сформировать отстоящие друг от друга точки скрепления, чтобы соединить между собой верхние и нижние подгруппы нитей. Затем материал снимают с расположенных по краям колков 210, 212. Путем сообщения дополнительного перемещения раскладчику 206 в вертикальном направлении с помощью привода 205 можно сформировать трехмерный материал на трехмерной форме 203, установленной на столе 208. На фиг. 10В показаны криволинейные траектории нитей в материале 213, которые могут быть использованы для застила трехмерной формы.
На фиг. 11А показано другое устройство для изготовления двумерных штучных структур материала. Оно сходно с устройством, представленным на фиг. 10, за исключением того, что вместо укладки нитей на стол нити здесь укладывают на оправку 214 с помощью раскладчика 216. Вместо раскладчика 216, перемещаемого возвратно-поступательно, как на фиг. 10, раскладчик 216 установлен стационарно, а оправку 214 поворачивают в одну и другую сторону двигателем 215, как показано стрелкой 217, и одновременно столу 208', несущему оправку, сообщают возвратно-поступательное движение относительно раскладчика с помощью привода 209'. Одним рядом колков 218 удерживают нити между реверсивными поворотами в обоих направлениях, в то время когда оправку поворачивают. В результате получают материал, имеющий цилиндрическую трубчатую форму во время такого изготовления. После того как все нити уложены, один ультразвуковой волновод 219 многократно проводят в осевом направлении оправки в различных местах по окружности над материалом, в то время как материал перемещают возвратно-поступательно с помощью стола и оправки. В результате получают параллельные проходы скрепления, чтобы соединить вместе верхние и нижние группы. В альтернативном варианте исполнения волноводу может быть сообщено круговое движение в различных местах вдоль оси оправки. После съема с колков 218 результирующий материал оказывается плоским. Такой способ изготовления на цилиндрической оправке обладает преимуществом в сравнении с плоской плитой на фиг. 10А, заключающимся в том, что натяжение нитей может быть использовано для надежного удерживания нитей на оправке.
На фиг. 11В показано устройство, сходное с устройством на фиг. 11А за исключением того, что оправке 214 сообщают непрерывное вращение в одном направлении, чтобы изготовить материал в виде цилиндрического изделия. На фиг. 11В вращаемая оправка 220 установлена на подвижном столе 208", которому сообщают возвратно-поступательное движение приводом 209". Кольцевой раскладчик 222 нитей содержит множество нитеводов, например нитевод 224, которые распределены по окружности вокруг оправки 220. Раскладчик 222 удерживают в неподвижном состоянии относительно оправки и стола. Нити, например нить 226, с неподвижных паковок 228 подают через каждый нитевод, например нитевод 224, и закрепляют у торца 230 оправки, где раскладчик и оправку выставляют перед пуском оправки и пуском движения стола. Так как паковки нити стационарны, нити можно подавать непрерывно, используя резервные паковки (на чертеже не показаны) и привязки начал нитей к концам питающих паковок. Оправка 220 содержит множество колец 232 и 234 близко расположенных колков у краев 230 и 236 соответственно показанной оправки. Это позволяет захватить нити у краев амплитуды движения, когда изменяют направление движения стола на противоположное. В конце каждого изменения направления движения, когда нити сопрягают с кольцами колков, стол останавливают и оправку поворачивают на угол в несколько градусов, чтобы надежно закрепить нити на колках до того, как поменяют направление движения стола на противоположное. Оправку можно перемещать с высокой точностью, используя шаговый мотор, например двигатель 238. Нити должны быть также выставлены с желаемым смещением в ячейке перед укладкой следующих соседних нитей.
Рисунок укладки нитей и движение стола и оправки будет рассмотрено ниже со ссылкой на фиг. 11С, на которой представлен воображаемый вид оправки, как если бы оправка была "сплюснута" и ей была бы придана плоская двумерная форма. Слева на диаграмме показан край 236 оправки и кольцо колков 234, а справа на диаграмме показан край 230 оправки и кольцо колков 232. Пунктирными линиями показаны траектории нитей на обратной стороне "сплюснутой" оправки; сплошными линиями показаны траектории нитей на передней стороне оправки. Показанные нити - это только те нити, которые видны при пуске на передней стороне фигуры в точках 240, 242, 244 и 246, и из них только траектория нити, начинающаяся в точке 240, полностью прослежена за один полный цикл укладки. В этих начальных точках нити уложены направляющими, например раскладчиком 222 и нитеводом 224. Четыре других нити от раскладчика 222 должны быть уложены вдоль аналогичных траекторий от начальных точек, расположенных с обратной стороны "сплюснутой" оправки с таким же шагом, как и нити, показанные на передней стороне. Эти точки представляют позицию 0/4 первой нити из четырех возможных позиций для первой группы в ячейке материала. Нить в точке 240 следует вдоль траектории 248 по мере вращения оправки 220 и сдвигается относительно раскладчика 222 нитей, в то время как нити в точках 242, 244 и 246 следуют вдоль траекторий 250, 252 и 254 соответственно. Траектория 248 - это территория укладки нити первой группы. Траектория 248 переходит на заднюю сторону "сплюснутой" оправки в точке 256, возвращается на переднюю сторону в точке 258 и достигает кольца колков 232 в точке 260. Аналогичным образом другая нить первой группы из точки 242 достигает кольца с колками 232 в точке 262, нить из точки 244 достигнет кольца 232 в точке 266.
Принимая, что нить мгновенно захватывается колком на кольце 232, оправку вращают непрерывно и сдвиг оправки производят при реверсе мгновенно, то траектория 248' нити начнется в обратном направлении вдоль оправки из точки 260 так, чтобы уложить нить во второй группе. Если эта идеальная ситуация не присутствует, то сдвиг оправки следовало бы приостановить, в то время как вращение оправки продолжить на угол в несколько градусов для обеспечения захвата нити колками. Точки на правом краю 230 оправки представляют позицию 0/4 первой нити во второй группе в шаге ячейки материала. Траектория 248' нити переходит на заднюю сторону "сплюснутой" оправки в точке 268, возвращается на переднюю сторону в точке 270 и достигает кольца колков 234 в точке 272. Теперь следует решить, какой рисунок переплетения нитей желателен для материала, принимая, что позиция следующей нити - это позиция 1/4 и что оправку продолжают вращать в том же направлении, укладка нити в позиции 272 требует появления ее в позиции 274 перед реверсированием сдвига оправки. Сдвиг оправки следует приостановить, когда нить достигнет точки 272 и произвести выстой в этом месте до тех пор, пока оправку не повернут на угол в несколько градусов и пока нить не достигнет точки 274; затем начинают сдвиг оправки в обратном направлении и при этом нить следует вдоль траектории 248". Это понуждает нить укладываться в зоне правого кольца колков 232 у точки 276, которая также находится в позиции 1/4 шага ячейки. Если это требуемый рисунок переплетения для шага ячейки второй группы нитей, то сдвиг оправки можно произвести мгновенно в обратном направлении и нить будет уложена вдоль возвратной траектории 248'''. Если желательно изменить позицию нити в ячейке, то сдвиг оправки можно приостановить, а оправку продолжать вращать на угол в несколько градусов до тех пор, пока нить не придет в требуемую позицию в шаге ячейки, и затем начать сдвиг оправки в противоположном направлении, и нить будет следовать вдоль новой траектории. Рисунок расположения нити в ячейке может быть различным для первой группы нитей и для второй группы нитей. Этот рисунок будет продолжаться до тех пор, пока нить из точки 240 не будет уложена на кольце колков 234 в позиции 278. В этой точке все позиции для нитей в шаге раппорта уже заняты подгруппами нитей и структура материала цилиндрической формы готова для скрепления.
Ультразвуковой волновод для скрепления (на чертеже не показан, но сходный с волноводом 219 на фиг. 11) может делать повторяющиеся проходы
вдоль оси оправки путем сдвига оправки без ее вращения под стационарным волноводом и путем поворота оправки на некоторый угол в несколько градусов в конце каждого прохода. В альтернативном варианте
исполнения скрепление может быть произведено вдоль круговых проходов. После скрепления кольца колков могут быть убраны (отводом или другими способами) и материал может быть снят с оправки. В
альтернативном варианте исполнения один край материала может быть отрезан у одного кольца колков и только противоположное кольцо колков убрано. При сталкивании материала он расширяется, так как он
ориентирован под углом к оси оправки, поэтому легко сталкивать материал с оправки. В общих словах только что описанный способ формирования переплетенной структуры материала содержит:
(a)
создание продолговатой несущей материал поверхности на вращаемой оправке, имеющей ось вращения и противоположные боковые края, в существенной степени перпендикулярные к этой оси;
(b)
ориентирование поверхности, расположенной рядом с кольцевым раскладчиком нитей, в существенной степени перпендикулярным к оси вращения, причем кольцо расположено рядом с боковым краем несущей материал
поверхности;
с) использование множества нитеводов на кольцевом раскладчике, причем каждый нитевод приспособлен для направления нити от источника нити к несущей поверхности, нитеводы
равномерно распределены по окружности, чтобы укладывать нити с одинаковым шагом между ними вокруг обечайки оправки;
(d) захват нитей у одного края несущей поверхности;
(е)
обеспечение относительного перемещения между несущей поверхностью и кольцевым раскладчиком таким образом, чтобы кольцевой раскладчик производил укладку нити от нитеводов на несущую поверхность в
первом диагональном направлении относительно краев поверхности от одного края к противоположному краю и в предварительно определенном направлении вращения вдоль несущей поверхности, разреженно
застилая таким образом площадь материала на поверхности оправки нитями в первом направлении;
(f) захват нитей на противоположных краях несущей поверхности;
(g) реверсирование
направления относительного движения кольцевого раскладчика и несущей поверхности таким образом, чтобы кольцевой раскладчик укладывал нити от нитеводов на поверхность во втором диагональном направлении
относительно краев поверхности от противоположного края к первому краю и в предварительно определенном направлении вращения вдоль несущей поверхности, разреженно застилая таким образом площадь
материала на поверхности оправки нитями во втором направлении;
(h) расположение кольцевого раскладчика и нитеводов и координацию относительного движения таким образом, чтобы, когда нити от
нитеводов в кольцевом раскладчике последовательно укладывают на поверхность, диагональные положения последовательно укладываемых нитей были смещены относительно ранее уложенных нитей в каждом первом и
втором диагональном направлении, чтобы таким образом плотно застелить несущую поверхность нитями после повторяемых циклов относительного перемещения от одного края к противоположному краю и обратно к
первому краю.
В некоторых случаях желательно использовать такой же кольцевой раскладчик 222 (фиг. 11В) для структур, содержащих различное количество нитей в ячейке, так как нет необходимости в установке различных раскладчиков для выполнения рутинных изменений в линейной плотности нитей и т.п. Одним из путей выполнения этой гибкой схемы является использование специального рисунка переплетения нитей, как было рассмотрено выше со ссылками на процесс формирования разделенной ячейки с одним шагом, который хорошо работал бы с данным устройством при формировании ячеек, которые выглядели и формировались бы так, как будто они содержат меньшее количество нитей в каждой ячейке.
Другая возможность заключается в способе действия двигателя 238 оправки и
привода 209" стола при выполнении множества проходов нитей от раскладчика 222, чтобы осуществлять действительные изменения в количестве нитей в подслое в структуре. Например, чтобы удвоить количество
нитей в подслое, нити, например нити 226 и 226', могли бы быть уложены вдоль траектории, обозначенной пунктирными линиями 227, которые добавляли бы одну нить между первоначальными нитями, уложенными
раскладчиком. Это можно было бы выполнить следующим образом:
а. вращать оправку по часовой стрелке, как показано стрелкой 221, и сдвигать оправку за раскладчиком 222, как это показано, так,
чтобы разреженный подслой нитей, например подслой с направлением под углом 0o, сформированный из нитей, например нитей 226 и 226', укладывался бы на оправку от кольца колков 232 к кольцу
колков 234;
b. приостанавливать сдвиг оправки и продолжать поворот оправки на угол, соответствующий половине расстояния между нитеводами 224;
с. изменять направление вращения оправки
на противоположное и вращать ее против часовой стрелки и сдвигать оправку за раскладчиком 222 так, чтобы нити, например нити 226 и 226', укладывались бы на оправку от кольца колков 234 к кольцу колков
232 и между сплошными линиями нитей, чтобы добавить нити в разреженный подслой с направлением под углом 0o;
d. приостанавливать сдвиг оправки и продолжать поворот оправки против
часовой стрелки на угол, соответствующий половине расстояния между нитеводами 224 в позицию для следующего подслоя, например с направлением под углом 90o;
е. продолжать вращение
против часовой стрелки и сдвигать оправку за раскладчик 222 так, чтобы разреженный подслой нити с направлением под углом 90o, сформированный из нитей, например нитей 226 и 226', укладывался
бы на оправку от кольца колков 232 к кольцу колков 234;
f. приостанавливать сдвиг оправки и продолжать поворот оправки против часовой стрелки на угол, соответствующий половине расстояния
между нитеводами 224;
g. изменять направление вращения оправки на противоположное и вращать ее по часовой стрелке и сдвигать оправку за раскладчик 222 так, чтобы нити, например, нити 226 и
226' укладывались бы на оправку от кольца колков 234 к кольцу колков 232 и между только что уложенным подслоем нитей с направлением под углом 90o, чтобы добавить нити в разреженный подслой
с направлением под углом 90o;
h. приостанавливать сдвиг оправки и продолжать поворот оправки по часовой стрелке на угол, соответствующий половине расстояния между нитеводами 224 в
позицию для следующего подслоя, например для следующего подслоя с направлением под углом 0o;
i. повторить процесс по пп. а-h, описанный только что, и добавить еще столько подслоев,
сколько требуется.
Этот чередующийся процесс отличается от процесса формирования простой ячейки с образованием подслоев на оправке 220, где раскладчик содержит все требующиеся нити для подслоя и оправку вращают в одном и том же направлении, когда на ней укладывают нити от одного края до другого между кольцами колков. Чередующийся процесс, который только что был описан, добавляет нити в подслой путем непрерывного поворота оправки на угол, соответствующий половине расстояния между нитеводами 224 (или на какую-либо другую часть угла), и последующего изменения направления вращения оправки на противоположное, чтобы добавить нити в подслой. Если требуется добавить две нити между направляемыми нитями вместо одной, как это было только что описано в приведенном выше примере, то непрерывный поворот оправки должен составлять угол, соответствующий всего одной трети расстояния между нитеводами, и этот шаг нужно повторять у следующего кольца колков. Аналогично, если требуется добавить три нити, то непрерывный поворот оправки должен составлять угол, соответствующий всего одной четверти расстояния между нитеводами, и этот шаг нужно повторять у следующих двух колец колков. При укладке нитей таким способом, когда направление вращения оправки реверсируют, важно снизить до минимума люфт в механизмах устройства и снизить до минимума неконтролируемую длину нитей между нитеводами и поверхностью оправки.
Очень важно, чтобы при укладке нити на оправку (фиг. 11В) траектория от нитевода до поверхности оправки была как можно короче, так, чтобы положение нити на оправке можно было бы с высокой точностью рассчитывать и контролировать. Это важно в любом устройстве для укладки нитей. Один путь точной укладки нитей заключается в использовании устройства, представленного на фиг. 11D, на котором показан вид с торца оправки 230' и кольцевой раскладчик 222'. Чтобы проиллюстрировать общий случай, показана оправка 230' овальной формы. Следует учесть, что форма оправки может быть также переменной вдоль ее оси. Раскладчик 222' содержит множество нитеводов, например нитевод 224', которые направляют нити 226. Каждый нитевод, например нитевод 224', включает полый вал 280, скругленную направляющую головку 282, пружину 284 и ограничитель 286. Вал пропущен через отверстие 288 в раскладчике 222'. Пружина 284 надета на вал 280 между раскладчиком 222' и головкой 282 для того, чтобы понуждать головку прижиматься к оправке 230'. Нить 226 пропускают через полый вал 280 и выводят через головку 282 и укладывают непосредственно на оправку 230'. Таким образом, нить укладывают прямо на оправку, как будто "рисуют" по поверхности оправки. Это обеспечивает точную укладку нити на оправку. Вал перемещается свободно в отверстии 288 раскладчика 222', чтобы обеспечить возможность головке нитевода обкатывать любые криволинейные поверхности на форме оправки, в то время как пружиной обеспечивают прижим головки 282, и нить 226, выходящая из нее, находится в плотном контакте с поверхностью оправки. Головка 282 может быть с успехом покрыта материалом с малым коэффициентом трения для облегчения скольжения по оправке и укладки нитей на ней.
На фиг. 20 показано другое устройство для аккуратной укладки нитей на сложную криволинейную поверхность, например сферическую поверхность, когда используют робот или другой механический привод. Существует проблема, заключающаяся в том, что робот не всегда может следовать вдоль сложной криволинейной поверхности, осуществляя непрерывное плавное движение, а имеет место некоторое нерегулярное ступенчатое движение. Полезно иметь некоторую податливость в головке нитевода, чтобы удерживать ее в контакте с криволинейной поверхностью оправки при отклонениях в траектории привода раскладчика или робота. Раскладчик 470 нитей присоединен к направляющей 472 скольжения, которая присоединена к лицевой плите 474 робота. Направляющую удобно использовать для тонкого позиционного регулирования с помощью винта 476 для установки начального отклонения раскладчика при программировании траектории движения робота. Раскладчик 470 содержит раму 478, которая несет полый вал 480, установленный с возможностью вращения. Блок 482, установленный на валу 480, несет четыре тонких гибких пружины 484, 485, 486 и 497 (последняя расположена за пружиной 486). Полая головка 488 присоединена в месте перекрещивания пружин и снабжена полусферическим колпаком 489. Пружины позволяют головке перемещаться в осевом направлении, обозначенном стрелками 490, и в коническом направлении, определенном углом 492. Вращением оси 480 обеспечивают возможность головке обкатывать любую поверхность, находясь с ней в контакте, и в то же время головке предоставлена свобода отклоняться как в осевом направлении, так и в угловом. Это позволяет головке аккуратно укладывать нить 494 на поверхности по мере движения нити через отверстие 496 в полом валу 480 и выхода нити из отверстия 498 в головке 488.
На фиг. 12 показано устройство, которое пригодно для изготовления простых трехмерных трубчатых штучных материалов, если использовать устройство типа токарного станка или мотальное устройство для намотки текстильной нити, в котором оправку 290 вращают непрерывно мотором 291, но без сдвига, а кольцевой раскладчик 292 перемещают возвратно-поступательно вдоль оси оправки с помощью кулачка или винта 294, вращаемого двигателем 293. Координация работы двигателей 291 и 293 обеспечивает возможность контролирования структуры материала. Кольца колков на фиг. 11В могут быть исключены и заменены заплечиками 295 и 296, чтобы удерживать нити при изменении направления перемещения и сохранять угол наклона достаточно малым относительно заплечика. Это вариант устройства, показанного на фиг. 11В, которое позволяет вырабатывать материалы согласно изобретению с небольшими модификациями существующей системы оправок.
На фиг. 13 показано устройство, которое пригодно для изготовления рулонного материала, в котором две группы нитей ориентированы параллельно и перпендикулярно к направлению движения ленты, на которую производят укладку. Одну группу нитей подают как множество подгрупп, каждая из которых содержит множество нитей в основном направлении, а вторую группу нитей подают как множество подгрупп, каждая из которых содержит множество нитей в уточном направлении. Множеством отстоящих один от другого ультразвуковых скрепляющих проходов соединяют между собой верхние и нижние подгруппы. Нити, расположенные в уточном направлении, подают согласно способу и используя устройство, сходное с описанным в патенте США 4030168, выданному на имя Коула и включенному в настоящую заявку путем ссылки.
На фиг. 13 показано устройство 500 для укладки подгрупп нитей 502, 504, 506 и 508 в продольном направлении машины и соединения их с подгруппами нитей 510, 512, 514 и 516, укладываемыми в поперечном направлении на поверхности 517 транспортера, чтобы непрерывно формировать предварительно скрепленную структуру материала 518. Подгруппы 502, 504, 506 и 508 направляют на поверхность 517 транспортера раскладчиками, расположенными в поперечном направлении поверхности 517, например направляющим брусом 503 для подгруппы 502. Раскладчики, например направляющий брус 503, могут содержать ролики, каждый из которых может иметь направляющую канавку на периферии (на чертеже не показана), чтобы действовать как индивидуальные нитеводы, чтобы направлять каждое множество нитей, распределенных с определенным шагом по раскладчику в поперечном направлении между противоположными краями поверхности транспортера для размещения подгрупп нитей относительно других нитей, нитей уложенных в продольном направлении на поверхность транспортера. Раскладчики, например брус 503, могут также содержать группу глазков на брусе для направления каждой из множества нитей в подгруппе из группы, расположенной в продольном направлении машины. Подгруппы нитей 510, 512, 514 и 516 направляют на поверхность 517 транспортера замкнутыми бесконечными транспортерами-раскладчиками, расположенными вдоль двух противоположных краев транспортерной ленты 517, например раскладчиком 505, расположенным у ближнего края, и раскладчиком 507, расположенным у дальнего края, для раскладки подгруппы 510. Замкнутые бесконечные транспортеры-раскладчики содержат отстоящие друг от друга держатели или зажимы нитей ( на чертеже не показаны) для поддержания заданного расстояния (шага) между нитями подгруппы в группе, расположенной в поперечном направлении машины. Держатели или зажимы освобождают нити после их укладки на поверхность транспортера, несущую материал, и на любую из продольно расположенных нитей, уже уложенную на эту поверхность. Предпочтительно, чтобы нити, укладываемые в поперечном направлении, не высвобождались бы зажимами до тех пор, пока они не будут захвачены следующими нитями, укладываемыми в продольном направлении. В некоторых случаях продольные нити могут быть уложены под натяжением и они могут оказывать достаточную поддержку поперечно укладываемым нитям так, что отдельная несущая поверхность может не понадобиться. Альтернативой бесконечной поверхности ленточного транспортера, показанного на чертеже, может служить несущая поверхность цилиндрического барабана, до тех пор пока нити могут соответствующим образом удерживаться на поверхности, например благодаря натяжению продольно расположенных нитей или с помощью отсоса воздуха во время вращения барабана. Транспортер следует приводить в движение и следует создать отсос воздуха аналогично тому, как это выполнено на транспортере, изображенном на фиг. 6. Материал 518 консолидируют и скрепляют с помощью множества отстоящих друг до друга средств скрепления, расположенных в положении 520, для образования непрерывного материала 522 согласно изобретению. Контактный вал 524 поджимают к ведущему валу 526 транспортера для того, чтобы принудительно перемещать материал без проскальзывания относительно поверхности 517 транспортера. Подгруппа 502 содержит множество разреженно расположенных нитей, которые отстоят одна от другой на повторяемом расстоянии, равном шагу раппорта, и их укладывают непосредственно на поверхность 517 транспортера. Подгруппа 504 содержит множество разреженно расположенных нитей, которые также отстоят одна от другой на таком же расстоянии шага ячейки, и их укладывают, смещая на одну позицию нити (вглубь чертежа) относительно подгруппы 502; подгруппа 506 содержит множество разреженно расположенных нитей, которые также отстоят одна от другой на таком же расстоянии шага ячейки, и их укладывают, смещая как относительно подгруппы 502, так и относительно подгруппы 504; и подгруппа 508 содержит множество разреженно расположенных нитей, которые также отстоят одна от другой на таком же расстоянии шага раппорта и их укладывают, смещая относительно всех подгрупп 502, 504 и 506. Подгруппа 510 содержит множество разреженно расположенных нитей, причем все нити, например нити 526 и 528, которые отстоят одна от другой на повторяемом расстоянии шага ячейки 530, причем это расстояние такое же, как и расстояние (шаг) между всеми нитями в других подгруппах 512, 514 и 516. Этот шаг определяет количество возможных позиций для нитей в подгруппах 510, 512, 514 и 516.
Эта
контролируемая расстановка по шагу и смещение лучше всего показаны в том месте, где подгруппы собраны вместе и образуют структуру материала. Нити в подгруппе 510 отстоят одна от другой на шаг ячейки
532, нити в подгруппе 512 смещены относительно подгруппы 510 на повторяемую величину смещения 534 и отстоят одна от другой на шаг ячейки 536, нити в подгруппе 514 смещены относительно нитей подгруппы
512 на повторяемую величину смещения 538 и отстоят одна от другой на шаг ячейки 540, и нити в подгруппе 516 смещены относительно нитей подгруппы 514 на повторяемую величину смещения 542 и отстоят одна
от другой на шаг 544 ячейки. Эти нити показаны в позициях рисунка 0/4, 1/4, 2/4 и 3/4, если следовать последовательно от подгруппы 510 к подгруппе 516. Эта последовательность может быть различной,
например такой: 0/4, 3/4, 1/4 и 2/4, в зависимости от желаемых рисунков переплетения и структуры. Такие же вариации последовательности в рисунке переплетения также возможны в подгруппах 502, 504, 506
и 508, если не рассматривать рисунки переплетения в подгруппах 510-516. Пленки и другие волокнистые материалы могут быть введены между подгруппами нитей, как это было предложено со ссылкой на фиг. 6.
В общих словах, только что описанный способ формирования переплетенной структуры материала содержит этапы:
(a) создание продолговатой несущей материал поверхности, имеющей продольную ось и
противоположные боковые края, где продольное направление машины определено в направлении продольной оси, а поперечное направление определено между противоположными краями;
(b) укладывание на
несущую поверхность множества подгрупп нитей, в которых нити ориентированы в продольном (машинном) направлении, укладывание каждой группы с определенным шагом вдоль продольной оси, укладывание нитей
каждой подгруппы, ориентированной в продольном направлении, на смещенные позиции в поперечном направлении относительно других подгрупп, ориентированных в продольном направлении;
(с)
укладывание на несущую поверхность множества подгрупп нитей, содержащих нити, ориентированные в поперечном направлении; укладывание каждой подгруппы с определенным шагом вдоль продольной оси;
укладывание подгруппы, ориентированной в поперечном направлении, с определенным шагом относительно соответствующей подгруппы, ориентированной в продольном направлении; укладывание нитей каждой
подгруппы, ориентированной в поперечном направлении, на смещенные позиции в продольном направлении, отличные от других подгрупп, ориентированных в поперечном направлении;
(d) перемещение
несущей поверхности в предварительно определенном направлении, совмещенном с продольной осью, чтобы собрать вместе нити, уложенные из всех подгрупп, ориентированных в продольном и поперечном
направлениях, и образовать настил;
(е) сжатие подгрупп между собой и соединение верхних подгрупп в настиле с нижними подгруппами в настиле, чтобы таким образом сформировать переплетенную
структуру материала.
Вариант способа, описанного со ссылкой на фиг. 13, заключается в предварительной сборке двух ортогональных и соседних подгрупп, например подгрупп 502 и 510, чтобы сформировать сетку. Четыре сетки 502/510, 504/512, 506/514 и 508/516 должны быть соединены со смещениями между подгруппами, описанными выше, чтобы сформировать такую же структуру материала. Предварительно собранные подгруппы могли бы быть временно собраны в сетки с использованием связующего в виде шлихты, которую можно удалить после окончательной сборки и соединения верхних и нижних подгрупп, или соединения между предварительно собранными подгруппами могли бы остаться в конечной структуре материала.
Гибкий материал согласно настоящему изобретению можно изготовить непосредственно трехмерной формы с использованием устройств, представленных на фиг. 15 и 18Е. Гибкий материал может быть изготовлен непосредственно требуемой формы путем укладки каждой подгруппы прямо на объемную форму. На фиг. 15 показан пример использования универсального распределяющего устройства для изготовления материала. Универсальное приводное устройство в данном случае представляет собой робот 401, обладающий шестью степенями свободы, который несет один распределитель 402 нити, сходный с представленным на фиг. 20, предназначенный для расположения в желаемой позиции и с желаемой ориентацией, чтобы укладывать нить 403 на оправку 404 объемной конфигурации. Робот может также нести множество распределителей нитей, чтобы укладывать множество отстоящих одна от другой нитей одновременно на оправку объемной конфигурации.
В общей форме каждая группа нитей может включать нити, расположенные вдоль криволинейных пространственных траекторий. Предпочтительно, чтобы соседние нити в группе были в общем параллельны между собой и чтобы нити группы плотно застилали участок поверхности, ограниченный самыми крайними нитями этой группы; данная группа не обязательно должна застилать полностью желаемую конечную форму. На фиг. 16А показана в плане оправка, на фиг. 16В и 16D показаны виды сбоку, а на фиг. 16С - вид в изометрий. Траектории 410 (фиг. 16А-16D) являются криволинейными траекториями в пространстве для одной подгруппы одной группы нитей на сферической оправке 411. Эта траектория подгруппы состоит из дуг 412, 413, 414, 415, 416, 417, 418, 419, 420, 421, 422, 423, соединенных соединительными участками 424, 425, 426, 427, 428, 429, 430, 431, 432, 433, 434. На фиг. 16В четко показано, как соединительные участки соединяют дуги траекторий подгрупп 410, например соединительный участок 424, который соединяет дугу 412 с дугой 413.
Ориентация траекторий подгруппы 410 относительно оправки 411 задана двумя углами: углом поворота относительно оси Z 435 и наклонением относительно плоскости X-Y 436. Для определения угла 435 следует двигаться от начала дуги 412, от точки 437 в нижнем правом углу на фиг. 16D. Определить касательный вектор 438, который направлен вдоль дуги 412 влево на фиг. 16D по направлению к первому соединительному участку 424. Направление этого касательного вектора в т. Y=0 на фиг. 16D показано вектором 439, который также показан на фиг. 16А. Угол 435 определен как угол между положительным направлением оси X 442 и вектором 439 в плане на фиг. 16А, который для показанного случая составляет - 90o. Траектория 410 подгруппы наклонена к плоскости X-Y 440 под углом, обозначенным поз. 436, который в показанном случае составляет +75o. Угол 436 наклонения выбран меньше 90o для того, чтобы обеспечить условия, при которых нити на экваторе этой сферической оправки перекрещивались бы от подгруппы к подгруппе, скорее чем располагались бы почти параллельно, если угол 436 составлял бы около 90o.
На фиг. 17А - 17D показаны две другие траектории 450 и 451 подгрупп, образованные вращением траектории 410 подгруппы относительно оси Z. Угол на плане, эквивалентный углу 435 для траектории 450, составляет +30o и для траектории 451 составляет +150o. В данном примере три группы, состоящие из подгрупп, равномерно отстоят одна от другой, и угол 435 на виде в плане траектории 450 составляет +120o от траектории 410, и угол 435 на виде в плане траектории 451 составляет -120o от траектории 410. Количество групп и необходимые углы 435 и 436 для каждой группы можно варьировать для обеспечения требуемых свойств структуры объемного материала.
Траектория 410 подгруппы определяет скелет траекторий всей группы нитей в этом общем направлении. Другие подгруппы в этой группе можно определить путем помещения нитей в смещенные позиции вдоль поверхности, в общем параллельно разреженным нитям скелета 410. В общем, подгруппы направляющей группы не просто смещенные версии друг друга, как в случае плоской фигуры; они имеют слегка отличающуюся форму. Другие подгруппы нитей в других направлениях групп 450 и 451 можно определить путем смещения траекторий 450 и 451 подгрупп аналогично вдоль поверхности оправки для этих общих направлений.
На фиг. 18А-18Е показано сложение и завершение того, что было рассмотрено со ссылками на траектории нитей на фиг. 16А-16D и 17А-17D. На фиг. 18А-18D показано последовательное наложение нитей, начиная от одной подгруппы на фиг. 18А и переходя к первым подгруппам трех групп на фиг. 18В, к первым двум подгруппам трех групп на фиг. 18С, к первым трем подгруппам трех групп на фиг. 18D, к четырем подгруппам трех групп на фиг. 18Е, в данном случае плотно покрывающим требуемый участок поверхности для образования объемной структуры материала 452. В этом примере нити каждой подгруппы отдалены на четыре позиции нити одна от другой и каждая подгруппа смещена от предыдущей группы на одну позицию. Аналогичная процедура может быть использована для групп с различным количеством нитей (скажем, от 3 до 8), отделяющих нити в каждой подгруппе, или с различной последовательностью смещений для последующих подгрупп (скажем, 0/4, 2/4, 1/4, 3/4 вместо показанной последовательности 0/4, 1/4, 2/4, 3/4).
Каждая семья траекторий 410, 450 или 451 подгрупп,
составляющих каждую из трех групп траекторий нитей, не должна обязательно застилать полностью желаемый участок
конечной поверхности, и семьи траекторий не обязательно должны быть одинаковыми между собой, как в данном примере. Для обобщенной формы поверхности с малой симметричностью различные группы могут не
быть одинаковыми. Можно выбрать столько групп, во скольких главных направлениях необходимо застелить требуемый участок поверхности так, что в каждой точке будет по крайней мере две группы
перекрещивающихся нитей и угол перекрещивания будет достаточным, чтобы отвечать требованиям механической прочности материала. На фиг. 18Е показано, что структура гибкого материала 452 может сочетать
трехосные участки 460, включающие нити, расположенные в трех направлениях, с двухосными участками 461, включающими нити, расположенные в двух направлениях.
Для изготовления материала (фиг. 15, 16А-16D и 17А-17D) универсальный привод может быть "обучен" или запрограммирован так, чтобы распределять нити вдоль траекторий подгрупп, определенных для каждой группы. Распределитель может укладывать одну нить, совершая возвратные движения последовательно вдоль дуги 412, затем вдоль соединительного участка 424, затем вдоль дуги 413, затем вдоль соединительного участка 425 и т.д., затем вдоль соединительного участка 434, затем вдоль дуги 423. В альтернативном варианте исполнения распределитель может укладывать нити вдоль всех дуг 412, 413, 414, 415, 416, 417, 418, 419, 420, 421, 422, 423 одновременно за один проход. В другом альтернативном варианте исполнения распределитель может укладывать нити вдоль выбранного количества дуг, например дуг 412, 413, 414, за один проход, и завершить укладку вдоль остальных дуг при последующих проходах вдоль дуг 415, 416, 417, затем вдоль дуг 418, 419, 420, затем вдоль дуг 421, 422, 423, прокладывая некоторые или все соединительные участки 424, 425, 426, 427, 428, 429, 430, 431, 432, 433, 434. Альтернативой укладки нитей вдоль траекторий соединительных участков может быть отрезание нитей в конце дуги и прикрепление заново к оправке в точке начала прокладки нити вдоль следующей дуги. Таким образом, нити из последующих подгрупп можно было бы не накапливать вдоль соединительных участков траекторий.
Подгруппы в других направлениях могут быть уложены путем "обучения" или программирования робота по этим траекториям или в некоторых случаях симметричной укладки, например, как в этом случае, путем поворота оправки относительно Z-оси 441 на требуемый угол 435 и повторения программы для траектории 410. Вообще, для несимметричных форм, однако, укладке последующих подгрупп следует обучать или программировать независимо, так как они являются не просто смещенными параллельными переносами траекторий 410 первой уложенной подгруппы первой группы.
Контролирование натяжения нитей очень важно во время укладки их вдоль этих траекторий для удерживания нитей на, в общем, криволинейной траектории. Чрезмерное натяжение может понудить нить в существенной степени отклониться от желаемой траектории. Предпочтительно использовать временную помощь с использованием механических средств или клеящего вещества на поверхности оправки и на нитях в предыдущих подгруппах для удерживания нитей на требуемых траекториях. Например, клеящее вещество, чувствительное к давлению, может быть нанесено путем напыления на оправку в начале и при укладке каждой следующей подгруппы нитей, чтобы способствовать удерживанию уложенных на место нитей. Чтобы далее способствовать этому, можно использовать ролик для каждой подгруппы для прижима нитей с нанесенным на них клеящим веществом к оправке и друг к дружке. Эти вспомогательные средства могут быть оставлены в готовом материале или могут быть удалены после конечного этапа скрепления.
Конечный этап предназначен для соединения последней подгруппы, которая должна быть уложена на каждом участке, т.е. верхней подгруппы, с первой подгруппой, которая должна быть уложена на этом участке, т.е. с нижней подгруппой, в точках перекрещивания между двумя подгруппами. В общем, верхние и нижние подгруппы должны быть расположены таким образом, чтобы они перекрещивались друг с другом. Так как каждая группа не обязательно должна застилать всю поверхность (но застилать существенную часть, большую одной трети и предпочтительно большую половины поверхности материала), верхние и нижние подгруппы могут быть разными подгруппами, отличными от различных групп в трехосных и двухосных зонах. Можно соединять нити верхней подгруппы с нитями нижней подгруппы путем соединения верхних и нижних нитей с нитями промежуточных подгрупп во множестве отстоящих друг от друга мест, скорее, чем выполнять точные непосредственные соединения между верхними и нижними нитями подгрупп. Такой процесс был рассмотрен при описании плоской структуры материала.
В общем, рассмотренный выше способ, позволяющий изготавливать трехмерную, объемную, переплетенную структуру материала, содержит:
настил первого множества подгрупп,
второго множества подгрупп и третьего множества подгрупп, причем каждая подгруппа содержит нити, отстоящие одна от другой, чтобы определять разреженный застил площади материала, нити преимущественно
параллельны и уложены вдоль криволинейных траекторий в пространстве;
настланные подгруппы расположены в предварительно определенном массиве относительно общей оси и общей эталонной плоскости,
перпендикулярной к упомянутой оси;
первые подгруппы расположены под первым углом относительно эталонной плоскости и размещены под первым углом вращения относительно оси, вторые подгруппы
расположены под вторым углом относительно эталонной плоскости и размещены под вторым углом вращения относительно оси, третьи подгруппы расположены под первым углом относительно эталонной плоскости и
размещены под третьим углом вращения относительно оси, при этом нити любой из первых, вторых и третьих подгрупп перекрещиваются с нитями других первых, вторых и третьих подгрупп;
в каждом
первом, втором и третьем множестве подгрупп нити одной подгруппы смещены относительно нитей других подгрупп, чтобы таким образом образовывать группу нитей для каждой соответствующей подгруппы, причем
группа для любой соответствующей подгруппы плотно застилает поверхность материала;
верхняя подгруппа в настиле соединена с нижней подгруппой в настиле, чтобы таким образом сформировать
трехмерную, объемную переплетенную структуру материала.
Материал согласно изобретению может также быть намотан на прямоугольную параллелепипедную форму для изготовления двухосных трехмерных структур материала в соответствии с фиг. 19А-19D. На фиг. 19А показана сложная прямоугольная оправка 300, которая представляет собой общую конфигурацию желаемой формы и которая в данном случае могла бы представлять форму рубашки с короткими рукавами. Оправка может быть сплошной, изготовленной из соединенных частей в виде прямоугольных параллелепипедов, например торса 310 и плечевых частей 312, присоединенных с возможностью отсоединения стержнями, или винтами, или зажимами (на чертеже не показаны). Оправка может быть также в виде рамы, определяющей внешнюю форму или раздвигаемую и складываемую структуру для облегчения съема готового материала.
Для манипулирования формой и вращения ее относительно трех осей и легкого формирования материала предусмотрены две пары захватывающих устройств, расположенных на остове (на чертеже не показаны), окружающем оправку. Подходящая рама для удерживания захватов и вращения и сдвига, и подходящий двигатель с переменной скоростью для осуществления их привода могут быть созданы машиностроителем-специалистом в данной области техники, и поэтому это устройство не будет рассмотрено здесь более подробно. Первая пара противоположных захватов 302 и 303 (фиг. 19А) расположена так, чтобы поддерживать оправку 300 с возможностью вращения относительно первой оси 314 оправки. Вторая пара противоположных захватов 304 и 305 расположена так, чтобы поддерживать оправку 300 с возможностью вращения относительно второй оси 316 оправки. Оправка может быть переориентирована на 90o (фиг. 19В) относительно положения, показанного на фиг. 19А, и вторая пара противоположных захватов 304 и 305 расположена так, чтобы поддерживать оправку 300 с возможностью вращения относительно третьей оси 318 оправки. Каждая пара захватов обладает возможностью вращения и осевого перемещения вперед и назад в направлении друг к другу, т.е. захват 302 можно вращать и перемещать в осевом направлении вперед и назад относительно захвата 303, а захват 303 можно вращать и перемещать в осевом направлении вперед и назад относительно захвата 302.
На фиг. 19А захваты 304 и 305 были перемещены в осевом направлении, чтобы они вошли в сопряжение с краями оправки 312, чтобы вращать оправку 300 относительно оси 316. Лицевая плоскость каждого захвата пары, которую вводят в сопряжение с краями оправки, может быть покрыта упругим материалом с высоким коэффициентом трения, чтобы надежно захватить оправку и любой материал, уложенный на ней, или они могут быть покрыты колками или иглами, чтобы захватывать края оправки и материал. Имеется первый раскладчик нити 306, предназначенный для намотки первой нити 307 на оправку 300 при вращении ее относительно оси 316. Раскладчик 306 размещен на вращаемой штанге 320 с винтовой резьбой, с помощью которой ему сообщают возвратно-поступательное движение в направлении, параллельном оси 316. Штанга установлена в простых опорах и ее приводят во вращение с помощью двигателя (на чертеже не показан) с регулируемой скоростью. Вращение захватов 304/305 оправки и штанги 320 координируют с помощью регулятора 321 так, чтобы за один оборот захватов 304/305 нить 307 переместилась на один шаг ячейки 322 вдоль оправки 300, чтобы уложить первую подгруппу нитей в направлении 324 на оправке. После застила оправки нитями одной подгруппы намотку приостанавливают и захваты 302 и 303, удерживающие оправку, и захваты 304 и 305 разводят. Захватами 302/303 поворачивают оправку на 90o и останавливают, захваты 304 и 305 вновь вводят в сопряжение с оправкой, а захваты 302 и 303 разводят. В результате этого оправку устанавливают в положение, показанное на фиг. 19В.
Захваты 304 и 305 перемещают в осевом направлении так, чтобы захватить торцы оправки 312, чтобы вращать оправку 300 относительно оси 318. Первый раскладчик 306 нити теперь расположен для намотки нити 307 на оправку 300 при ее вращении относительно оси 318. Раскладчик 306 теперь размещен на вращаемой штанге 320 с винтовой резьбой, с помощью которой ему сообщают возвратно-поступательное движение в направлении, параллельном оси 318. Вращение захватов 304/305 оправки и штанги 320 координируют так, чтобы за один оборот захватов 304/305 нить 307 переместилась на один шаг ячейки 332 вдоль оправки 300, чтобы уложить первую подгруппу нитей в направлении 334 на оправке.
Во время намотки нити при вращении оправки 300 относительно оси 318, чтобы уложить нити на оправку в зоне подмышек на форме рубашки, используют специальное отклоняющее устройство, которое лучше всего показано на фиг. 19D, где представлен вид сбоку оправки, а захваты показаны на фиг. 19В. Во время вращения оправки 300 в одной точке нити 307 укладывают вдоль траектории 336, изображенной пунктирной линией 336 в зоне подмышки 338 оправки. В этой точке устройство 340 для отклонения нитей перемещают из удаленного положения 342 в выдвинутое положение 344 и укладывают нити в зону подмышки, где вставка 346, включающая временные захваты, например, крючки или клеящее вещество, захватывают нити и удерживают их в требуемом положении в зоне подмышки. Устройство 340 для отклонения нитей затем быстро возвращают в отведенное положение 342 и продолжают вращать оправку и продолжают укладывать нити. Так как оправку продолжают вращать, другая зона подмышки 348 приходит в зону действия устройства 340 для отклонения нитей, этот цикл повторяют и устройство для отклонения нитей изгибает нити, укладывая их в зону подмышки 348, где ее захватывают с помощью захватывающей вставки 350.
Оба захвата 302 и 303 (фиг. 19С) перемещают в осевом направлении, чтобы захватить края оправки 300, чтобы вращать ее относительно оси 314, а захваты 304 и 305 разводят. Лицевая поверхность каждого захвата пары захватов 302/303, которыми зажимают края оправки, могут быть покрыты упругим материалом с высоким коэффициентом трения для того, чтобы надежно захватить оправку и любой материал, уложенный на ней, или они могут быть покрыты колками или иглами, чтобы захватывать края оправки и материал. Имеется второй раскладчик 326 нити, предназначенной для намотки второй нити 328 на оправку 300 при ее вращении относительно оси 314. Раскладчик 326 размещен на вращаемой штанге 330 с винтовой резьбой, с помощью которой ему сообщают возвратно-поступательное движение в направлении, параллельном оси 314. Вращение захватов 302/303 оправки и штанги 330 координируют так, чтобы за один оборот захватов 302/303 нити 328 переместились на один шаг 333 ячейки вдоль оправки 300, чтобы уложить первую подгруппу нитей в направлении 335 на оправке.
Чтобы сформировать плотный застил оправки, используя четыре подгруппы нитей в
каждом из трех направлений, следующая последовательность действий предпочтительна (хотя другие последовательности возможны):
оправку захватывают захватами 304/305, как показано на фиг. 19В, и
нить 307 прикрепляют к углу 352 оправки;
захватами 304/305 вращают оправку 300 относительно оси 318 оправки и нить 307 сдвигают в поперечном направлении путем перемещения раскладчика 306,
чтобы достичь шага 332 ячейки;
нить приостанавливают приблизительно около позиции 354, отрезают и затем прикрепляют к оправке;
захватами 302/303 захватывают оправку 300, а захваты
304/305 разводят, как показано на фиг. 19С, и нить 328 прикрепляют к углу 356 оправки;
захватами 302/303 вращают оправку 300 относительно оси 314 оправки и нить 328 сдвигают в поперечном
направлении путем перемещения раскладчика 326, чтобы достичь шага 333 ячейки;
нить 328 приостанавливают приблизительно около позиции 358, отрезают и затем прикрепляют к оправке;
захватами 304/305 захватывают оправку 300, а захваты 302/303 разводят, как показано на фиг. 19А, и нить 307 прикрепляют к углу 360 оправки;
захватами 304/305 вращают оправку 300 относительно
оси 316 оправки и нить 307 сдвигают в поперечном направлении путем перемещения раскладчика 307, чтобы достичь шага 322 ячейки;
нить 307 приостанавливают приблизительно около позиции 362,
отрезают и затем прикрепляют к оправке;
захватами 302/303 захватывают оправку 300, а захваты 304/305 разводят и захватами 302/303 поворачивают оправку 300 до положения, показанного на фиг.
19В;
захватами 304/305 захватывают оправку, а захваты 302/303 разводят, как показано на фиг. 19В, и нить 307 прикрепляют около угла 352, кроме смещенной позиции в один, два или три диаметра
нити от позиции 352;
нить наматывают еще один раз относительно оси 318 у смещенной позиции, отрезают и прикрепляют вблизи позиции 354;
захватами 302/303 захватывают оправку 300, а
захваты 304/305 разводят, как показано на фиг. 19С, и нить 328 прикрепляют вблизи угла 356 оправки, кроме смещенной позиции в один, два или три диаметра нити от позиции 356;
нить наматывают
еще один раз относительно оси 314 у смещенной позиции, отрезают и прикрепляют вблизи позиции 358;
захватами 304/305 захватывают оправку, а захваты 302/303 разводят, как показано на фиг. 19А,
и нить 307 прикрепляют около угла 360 оправки, кроме смещенной позиции в один, два или три диаметра нити от позиции 360;
нить наматывают еще один раз относительно оси 316 у смещенной позиции,
отрезают и прикрепляют вблизи позиции 362;
описанный выше процесс продолжают с последующими нитями, наматываемыми относительно данной оси оправки, смещенными относительно предыдущих нитей, до
тех пор, пока плотно не застелят четырьмя подгруппами нитей в трех направлениях. На каждой данной поверхности оправки будут нити, ориентированные только в двух направлениях, образуя таким образом
двухосную структуру материала на каждой поверхности;
на каждой поверхности оправки самую верхнюю подгруппу нитей соединяют с самой близко расположенной к оправке подгруппой нитей, при этом
самые верхние перекрещиваются с самыми близко расположенными к оправке нитями путем воздействия волноводом ультразвуковой скрепляющей установки только в точках перекрещивания при использовании оправки
в качестве опоры ультразвуковой скрепляющей установки.
В альтернативном варианте исполнения множество отстоящих один от другого волноводов можно перемещать возвратно-поступательно над
каждой поверхностью оправки вдоль диагональной траектории относительно направлений расположения нитей на этой лицевой поверхности аналогично тому, что было изложено при формировании плоской структуры
материала;
после того как соединение будет завершено, оправку можно отделить от захватов и края рукавов материала рубашки могут быть отрезаны (чтобы "открыть" рукава) и часть оправки 312,
отделенная от части 312, может быть вынута через отверстие отрезанных рукавов;
нижний край материала рубашки (отходы) может быть отрезан (чтобы "открыть" рубашку по подолу) и часть оправки
310 может быть вынута через открытое нижнее отверстие;
отрезанные края материала могут быть удалены или могут быть использованы для образования манжет на рукавах и пояса на рубашке.
Используя описанный выше способ, можно легко изготавливать трехмерные изделия одежного ассортимента из материала при применении относительно простых оправок. Путем наматывания простым способом относительно трех осей оправки можно изготовить материал с двухосной направленностью нитей в виде трехмерного изделия без применения раскраивания и сшивания отдельных деталей из материала, как это имело место в существующей технологии. Такая технология позволяет изготавливать уникальные изделия предметов одежды из материала без швов.
На фиг. 19Е показан рисунок переплетения нитей (каким он виден) на углу оправки у края рукава около угла 364 (как это видно также на фиг. 19А). Оси оправки обозначены на вынесенной схеме 366. Несколько первых подгрупп нитей, уложенных относительно оси 318 оправки, обозначено цифрой 1; несколько вторых подгрупп нитей, уложенных относительно оси 314 оправки, обозначено цифрой 2. Несколько третьих подгрупп нитей, уложенных относительно оси 316 оправки, обозначено цифрой 3. Подгруппы обозначены в том порядке, в котором они уложены на оправку. В подгруппах, следующих за третьей, только одна нить подгруппы обозначена, чтобы показать рисунок переплетения, который формируют на оправке. Группа нитей, уложенная относительно оси 318 оправки, обозначена цифрой 1 из первой подгруппы, цифрой 4 из четвертой подгруппы, цифрой 7 из седьмой подгруппы и цифрой 10 из десятой подгруппы. Группа нитей, уложенная относительно оси 314 оправки, обозначена цифрой 2 из второй подгруппы, цифрой 5 из пятой подгруппы, цифрой 7 из восьмой подгруппы и цифрой 11 из одиннадцатой подгруппы. Группа нитей, уложенная относительно оси 316 оправки, обозначена цифрой 3 из третьей подгруппы, цифрой 6 из шестой подгруппы, цифрой 9 из девятой подгруппы и цифрой 12 из двенадцатой подгруппы. Хотя нити намотаны относительно трех осей оправки, на лицевой поверхности 368 нити образуют двухосную структуру; на лицевой поверхности 370 нити образуют двухосную структуру и на лицевой поверхности 372 нити образуют двухосную структуру.
Точками 374 и 376 на лицевой поверхности 368 показаны некоторые типичные точки скрепления
между самой наружной подгруппой 11 и самой внутренней подгруппой 1. Точками 378 и 380 на лицевой поверхности 370 показаны некоторые типичные точки скрепления между самой наружной подгруппой 12 и самой
внутренней подгруппой 2. Точками 382 и 384 на лицевой поверхности 372 показаны некоторые типичные точки скрепления между самой наружной подгруппой 12 и самой внутренней подгруппой 1. В общем, только
что описанный способ формирования переплетенной объемной структуры материала содержит следующие этапы:
(a) создание прямоугольной параллелепипедной несущей поверхности для материала, которую
можно вращать относительно трех ортогональных осей, определяя таким образом три ортогональных направления укладки нитей: X, Y и Z;
(b) укладывание первой подгруппы нитей, чтобы разреженно
застилать несущую поверхность в упомянутом направлении вдоль оси X;
(c) укладывание второй подгруппы нитей, чтобы разреженно застилать несущую поверхность в упомянутом направлении вдоль оси Y
и формировать настил вместе с нитями, уложенными в направлении оси X;
(d) укладывание третьей подгруппы нитей, чтобы разреженно застилать несущую поверхность в упомянутом направлении вдоль
оси Z и формировать настил вместе с нитями, уложенными в направлении оси Х и в направлении Y;
(e) повторение укладывания и настилания каждой первой, второй и третьей подгрупп и смещения нитей
последующих подгрупп относительно всех нитей ранее уложенных подгрупп до тех пор, пока каждая из множества подгрупп не образует группу нитей, расположенных в соответствующем направлении для той
подгруппы, которая плотно застилает поверхность оправки;
(f) соединение верхней подгруппы в настиле с нижней подгруппой в настиле для формирования объемной переплетенной структуры
материала.
ПРИМЕРЫ
Пример 1
Была изготовлена структура материала из нити "оболочка - стержень" общей линейной плотности 78,8 текс, включающей стержень линейной
плотности 44,4 текс из комплексной нити, изготовленной из найлона-6,6 и состоящей из элементарных нитей линейной плотности 0,666 текс. Стержневая нить была обвита "оболочкой" из штапельных волокон,
изготовленных из сополимера найлон-6,6, содержавшего 30% (массовых) элементарных звеньев, производных от MPMD (2-метилпентаметилендиамида), точка плавления которых ниже точки плавления полимера
стержневой нити. Штапельные волокна, которые были навиты на стержневую нить, были в форме ровницы, причем их штапельная длина составляла 38,1 мм и линейная плотность составляла около 0,2 текс. Эта
нить была изготовлена на "Машине фрикционного прядения" модели "DREF 3" фирмы "Текстильмашиненфабрик Д-р Эрнст Ферер АГ", г. Линц, Австрия. Структура материала содержала 16 подгрупп, расположенных так,
как показано на фиг. 2А, и была намотана на устройстве, показанном на фиг. 11В. Шаг ячейки переплетения содержал 8 нитей. Узлы скрепления были выполнены по окружности с использованием ультразвукового
генератора фирмы "Дюкейн Ко." модели 351 "Автотрек", которая работала на частоте 40 кГц, и сила прижима к оправке составляла около 1,8-2,3 кг. Скорость волновода относительно поверхности оправки была
такой, что на материал воздействовала ультразвуковая энергия порядка 0,2 Дж на точку скрепления. Траектории линий скрепления отстояли друг от друга на расстоянии 5,1 мм, кончик волновода имел ширину
около 2,54 мм и длину около 19,05 мм со слегка вогнутой поверхностью, причем вогнутость составляла в поперечном направлении 0,1 размера на приблизительно 12,7 мм длины. Вогнутый край скрепляющей
поверхности был скруглен для того, чтобы исключить острый край на ведущем углу, и вогнутость следовала за радиусом округления. Волноводом не осуществляли полный контакт по всей длине в 19,5 мм
благодаря радиусу кривизны оправки. Волноводом выполняли прочно скрепленные участки около краев вогнутой поверхности. Имеется уверенность, что улучшенное скрепление могло быть реализовано при
использовании более узкого волновода с шириной порядка 1,016 мм с плоской поверхностью скрепления вместо вогнутой поверхности.
После скрепления материал снимали с оправки и проводили испытания на растяжение в направлении, параллельном расположению одной группы нитей. Максимальная теоретическая разрывная нагрузка этого материала без каких-либо скреплений была вычислена (и составляла 67,1 кг на ширину 25,4 мм) путем умножения прочности нити, составлявшей 2,09 кг, на количество нитей - 32, приходящихся на ширину в 25,4 мм. Скрепленный материал согласно настоящему изобретению обладал действительной схватывающей прочностью 54,4 кг/25,4 мм. Есть уверенность в том, что если нити типа "оболочка-стержень" скреплены путем преимущественного плавления оболочки, имеющей более низкую температуру плавления, при сохранении элементарных нитей, составляющих стержневую нить, в существенной степени ненарушенными, то прочность материала не будет существенно снижена в результате скрепления. В других испытаниях материала, проведенных с использованием комплексной нити, изготовленной из найлона-6,6 линейной плотности 69,93 текс без оболочки, имеющей более низкую температуру плавления, теоретическая разрывная прочность нескрепленного материала составляла 167,8 кг/25,4 мм, а реальная прочность скрепленного материала составляла 54,4 кг/25,4 мм. Это указывает на существенное снижение прочности скрепленных комплексных нитей в сравнении со снижением прочности при скреплении нитей типа "оболочка-стержень", в которых оболочка имеет более низкую температуру плавления. Оболочка с более низкой температурой плавления позволяет получить значительное повышение прочности, когда используют ультразвуковое скрепление для соединения нитей.
Пример
2
Была изготовлена структура материала с ограниченной проницаемостью путем введения полотна пленки в структуру материала во время его изготовления. Образец был сформирован с использованием
комплексных нитей с линейной плотностью 69,93 текс, намотанных на устройстве, показанном на фиг. 11В, и скреплен с использованием ультразвукового устройства, описанного в примере 1. Шаг ячейки
материала содержал 8 нитей. Полотно полипропиленовой пленки фирмы "Бинель" имело толщину 0,076-0,127 мм. Материал был изготовлен путем укладки двух подгрупп нитей на оправку, и вслед за этим
укладывали пленку, а затем укладывали 12 подгрупп нитей, далее укладывали следующее полотно пленки, а далее - две подгруппы нитей. После этого материал скрепляли так же, как и в примере 1. Материал
снимали с оправки и затем испытывали на продув воздуха через материал; было установлено, что очень малое количество воздуха проходит через материал и проникновение воздуха происходит только в зоне
скрепления.
Пример 3
Была изготовлена структура армированного материала путем добавления полотна нетканого материала "Спанбондед" в структуру во время ее формирования. Нити
были те же, что и в примере 2. Нетканый материал был изготовлен из сополимера полиамида и имел поверхностную плотность 33,5 г/м2. Материал был изготовлен таким же образом, как и материал в
примере 2. 14 подгрупп нитей было намотано на оправку, нетканый материал укладывали на оправку и две подгруппы нитей были намотаны поверх нетканого материала. Материал был скреплен так же, как в
примере 1. Материал снимали с оправки, и было установлено, что он обладал повышенной прочностью и пониженной деформацией в диагональном направлении.
Пример 4
Армирующая
структура для композитной панели была сформирована с использованием нетермопластичных нитей и полотен термопластичной пленки. Были использованы комплексные нити с малой круткой из арамидных
элементарных нитей ("КевларTM"). Полотно полиэфирной пленки имело толщину 0,051-0,076 мм. Материал был изготовлен таким же образом, как и материал в примере 2. Две подгруппы нитей были
намотаны на оправку, затем уложено полотно пленки, затем четыре подгруппы нитей, затем полотно пленки, затем четыре подгруппы нитей, затем полотно пленки, затем две подгруппы нитей; всего 16 подгрупп
нитей и четыре слоя пленки. Пленка составляла приблизительно 15% массы материала. Материал был скреплен так же, как и материал в примере 1. Материал снимали с оправки, и было установлено, что он
обладает адекватной целостностью для использования в качестве армирующей структуры для композитной панели.
Пример 5
Был изготовлен материал с введенным во время формирования
в его структуру волокнистым слоем из хлопковых лент для придания материалу хорошей мягкости на ощупь. Нить была такой же, что и в примере 2. Слой хлопка был сформирован из лент в холст площадью 203,
2х279, 4 мм2 и с поверхностной плотностью около 16,7 г/м2. Материал был изготовлен таким же образом, как и материал в примере 2. Восемь подгрупп нитей было намотано на оправку,
затем было уложено два слоя хлопкового холста, затем было намотано восемь подгрупп нитей. Материал был скреплен так же, как и материал в примере 1. Материал снимали с оправки, и было установлено, что
он обладает мягкой связанной структурой, но его можно расслоить по хлопковому холсту. Есть уверенность в том, что целостность структуры может быть улучшена путем добавления некоторого количества
штапеля из найлона-6,6 или сополимера найлона-6,6 с низкой температурой плавления в хлопковую ленту путем смешивания до изготовления хлопковой ленты. Есть уверенность в том, что это позволит улучшить
скрепление нейлоновых нитей с хлопковым холстом и через него.
Пример 6
Была изготовлена структура материала из натуральных волокон, использованных в качестве внутренних
подгрупп, и термопластичных волокон в качестве первых и последних подгрупп. В структуре было использовано 8 питающих нитей в виде 28 подгрупп. Нити из хлопка имели линейную плотность 176 текс, а
термопластичные нити были из найлона-6,6 и имели общую линейную плотность 69,3 текс. Последовательность укладки была следующей: первой подгруппой были нити из найлона-6,6, затем 26 подгрупп нитей из
хлопка и последней была подгруппа из найлона-6,6. Структура была затем скреплена путем прослеживания траектории каждой нити в последней подгруппе ультразвуковым волноводом и скрепления в продольном
направлении таким образом, чтобы скрепить каждую точку перекрещивания первой и последней подгрупп.
Пример 7
Была изготовлена структура материала из нитей из "ДакронаTM" (линейная плотность элементарной нити 0,143 текс, линейная плотность комплексной нити 28,1 текс), состоявшая из повторяющихся групп из подгрупп. Материал, состоявший из двухслойной структуры,
где один слой представлял собой настил из двух групп подгрупп, который образовывал плотно застланный участок, а другой слой - идентичную группу из подгрупп, которая образовывала второй плотно
застланный участок. Результирующий материал имел базовую поверхностную плотность, эквивалентную поверхностной плотности материала, состоящего из такого же количества всех подгрупп, которые были
параллельны, но смещены таким образом, что ни одна подгруппа не была уложена поверх другой, но давала более объемное ощущение и внешний вид.
Для сравнения было выработано три отдельных материала, чтобы исследовать влияние различных способов изготовления на объемность готового материала. Все материалы были выработаны с использованием вышеупомянутых нитей, уложенных в 16 нитеводов кольца-раскладчика устройства, изображенного на фиг. 11В. Все материалы были скреплены одинаково с использованием процесса кругового скрепления, описанного в примере 1. Материал А содержал две группы нитей, включавших всего 18 подгрупп, причем на шаг ячейки приходилось 9 нитей, поверхностная плотность материала составляла 33,4 г/м2. Материал В содержал две группы нитей, включавших всего 36 подгрупп, причем на шаг ячейки приходилось 18 нитей, поверхностная плотность материала составляла 66,8 г/м2. Нити в материале В были уложены более плотно в том же шаге ячейки, что и нити материала А. Материал С представлял собой двухслойную структуру, где первый слой был сформирован, как материал А, а затем второй слой был сформирован поверх первого слоя, чтобы получить материал с общим числом подгрупп нитей, равным 36, и поверхностной плотностью 66,8 г/м2. Два слоя были скреплены только после того, как были намотаны на оправку оба слоя. Три материала сняли с оправки и провели визуальное сравнение и сравнение на ощупь для определения объемности. Казалось, что материал А обладает меньшей объемностью, материал С - наибольшей объемностью, материал В обладал объемностью, занимавшей среднее положение между этими же характеристиками материалов А и С. Оказалось неожиданным, что при упаковывании большего числа нитей в шаг ячейки получают более объемный материал (при сравнении материалов А и В) и что двухслойная структура с таким же числом нитей обладает большей объемностью (при сравнении материалов В и С). Так как все материалы были скреплены одинаковым образом, то это показывает, что упаковкой нитей и их укладкой можно регулировать объемность материала.
Пример 8
Были изготовлены смешанные образцы с
использованием двух слоев из ковровых комплексных объемных нитей из найлона-6,6 с линейной плотностью 275 текс (состоявших из объемных элементарных нитей с линейной плотностью 2,09 текс) и ковровых
нитей из штапельных волокон из найлона-6,6. Энергия скрепления для этих более толстых нитей могла доходить до 1-2 Дж ультразвуковой энергии на одно перекрещивание нитей. Были изготовлены также
смешанные образцы с использованием текстурированных полиэфирных нитей с линейной плотностью 16,5 текс при линейной плотности элементарной нити 0,08 текс. Были изготовлены вручную также плоские и
трехмерные образцы с использованием шпагата, или кордной нити, с диаметром 3,175-6,35 мм и пластиковой ленты для соединения нитей в местах перекрещивания наружных подгрупп.
Структура материала согласно изобретению может быть изготовлена множеством различных способов, включая ручные и автоматизированные средства, либо в виде штучных изделий либо в виде непрерывных рулонных материалов с использованием широкого ассортимента нитей и средств скрепления.
Реферат
Изобретение относится к созданию материала и его вариаций, к созданию способа изготовления материала и вариаций этого способа и к созданию нескольких форм автоматизированных устройств для изготовления предпочтительных форм продукта и обеспечивает быстрое осуществление указанных объектов изобретения. 19 с. и 20 з.п.ф-лы, 20 ил., 3 табл.

Комментарии