Фасонные моноволокна с пазами и ткани, изготовленные из них - RU2361971C2
Код документа: RU2361971C2
Чертежи










Описание
Уровень техники
Область изобретения
Данное изобретение относится к фасонным нитям и техническим тканям. Более конкретно, данное изобретение относится к использованию нитей с ориентированными в продольном направлении пазами для уменьшения проницаемости ткани без необходимости дополнительного покрытия или заполняющих нитей. Эти нити могут также быть двухкомпонентными нитями с улучшенной адгезией покрытия, или двухкомпонентными нитями с механизмом указания на износ. Изобретение также относится к нитям с пазами, которые имеют увеличенную адгезию покрытия, обеспечивая в то же время создание улучшенного листа и управление воздухом в тканях.
Описание уровня техники
В процессе бумажного производства целлюлозное волокнистое полотно формуют, осаждая волокнистую бумажную массу, т.е. водную дисперсию целлюлозных волокон, на движущуюся формовочную ткань в формовочной секции бумагоделательной машины. Сквозь формовочную ткань из бумажной массы отводится большое количество воды, покидающей целлюлозное волокнистое полотно на поверхности формовочной ткани.
Затем полученное целлюлозное полотно перемещают из формовочной секции в прессовую секцию, в которой имеется ряд зон прессования. Целлюлозное волокнистое полотно, удерживаемое прессовальной тканью или, как часто бывает, между двумя прессовальными тканями, проходит через зоны прессования, где подвергается воздействию сжимающих сил, отжимающих из него воду и вызывающих сцепление целлюлозных волокон в полотне друг с другом, превращая целлюлозное волокнистое полотно в бумажный лист. Вода впитывается прессовальной тканью или тканями и в идеальном случае не возвращается в бумажный лист.
В заключение бумажный лист направляют в сушильную секцию, включающую по меньшей мере один комплект вращающихся сушильных барабанов или цилиндров, нагреваемых изнутри паром. Сформированный бумажный лист направляют по извилистой траектории последовательно вокруг каждого из комплекта барабанов сушильной тканью, которая удерживает бумажный лист в плотном контакте с поверхностью барабанов. Нагретые барабаны уменьшают содержание воды в бумажном листе до желательного уровня за счет ее испарения.
Следует иметь в виду, что формовочная, прессовальная и сушильная ткани на бумагоделательной машине принимают форму бесконечных петель и действуют как конвейеры. Также следует иметь в виду, что изготовление бумаги - это непрерывный процесс, который идет со значительной скоростью, т.е. в формовочной секции волокнистую бумажную массу непрерывно осаждают на формовочную ткань, а полученный бумажный лист после выхода из сушильной части непрерывно сматывают в рулоны.
Современные ткани для производства бумаги имеют большое разнообразие типов, разработанных для удовлетворения требований бумагоделательных машин, на которые они устанавливаются с целью изготовления определенных сортов бумаги. В общем случае они включают тканую ткань-основу. Ткань-основа может быть соткана из моноволоконных, скрученных моноволоконных, многоволоконных и скрученных многоволоконных нитей и может быть однослойной и многослойной или слоистой. Нити обычно получают экструдированием из какой-либо из синтетических полимерных смол, таких как полиамидные и полиэфирные смолы, которые используются для этой цели специалистами в области одежды для бумагоделательных машин.
Сами тканые ткани-основы могут быть различных видов. Например, они могут быть непрерывно-ткаными или плоско-ткаными, а затем им может быть придана форма бесконечной петли с плетеным швом. В альтернативном случае они могут быть изготовлены с помощью процесса, известного как модифицированное бесконечное ткачество, в котором проходящие по ширине кромки ткани-основы имеют шовные петли, в которых использованы нити, проходящие в машинном направлении (МН). В этом процессе нити, расположенные в МН, петляют вперед и назад между проходящими по ширине кромками ткани, поворачивая назад на каждой кромке с образованием шовной петли. Полученной таким образом ткани-основе придают бесконечную форму при ее установке на бумагоделательную машину, поэтому такие ткани называют сшиваемыми на машине тканями. Для придания ткани бесконечной формы две проходящие по ширине кромки сводят друг с другом, шовные петли на двух кромках переплетают друг с другом и сквозь проход, образованный переплетенными шовными петлями, пропускают стержень или штырь.
Кроме того, тканые ткани-основы могут быть сделаны слоистыми путем размещения по меньшей мере одной ткани-основы внутри бесконечной петли, образованной другой, и пропускания с помощью иглы через обе ткани-основы прочеса из штапельного волокна для их соединения. По меньшей мере одна ткань-основа может быть сшиваемой на машине тканью. Это является хорошо сейчас известной слоистой прессовой тканью со сложной структурой основы.
В любом случае тканые ткани-основы имеют форму бесконечных петель или могут быть сшиты в такие петли, имеющие определенную длину, измеряемую вкруговую в продольном направлении, и определенную ширину, измеряемую в поперечном направлении.
Рассмотрим теперь нити, использовавшиеся прежде, в особенности для сушильных тканей. Моноволокна с простым круглым поперечным сечением получали экструдированием. В последнее время были получены нити с фасонным поперечным сечением. Эти фасонные моноволокна использовались в тканых полотнах, чтобы модифицировать текстуру поверхности ткани или плотность, или, в особенности, чтобы управлять воздушной проницаемостью ткани. В связи с этим, например, в патенте США 5361808 (Bowen) описано использование ребристых или Т-образных моноволокон в качестве поперечных заполняющих нитей для уменьшения воздушной проницаемости. В качестве другого примера в патенте США 5998310 (Bowen) показан трехлепестковый заполнитель, используемый, чтобы уменьшить проницаемость. Также описаны моноволокна с формой поперечного сечения "Y", "X" и "Т". При использовании фасонных нитей в направлении, поперечном к машинному (ПМ), достигается стабильность полотна при проницаемостях, достигающих 200 кубических футов в минуту (5 м3/мин) или более. Никто прежде не использовал фасонные нити в качестве функциональных нитей, которые уменьшают воздушную проницаемость без использования покрытия и без использования наполняющих нитей. Никто также прежде не использовал фасонные моноволокна, проходящие в направлении, поперечном к машинному, для улучшения адгезии покрытия и для производства двухкомпонентных нитей.
Кроме того, рассматривая проходящие в машинном направлении круглые нити, использовавшиеся прежде в сушильных тканях, следует отметить, что сторона ткани, обращенная к листу, покрывалась покрытием, которое удерживает бумажный лист. Хотя покрытие имеет достаточное сопротивление истиранию, существует опасность того, что покрытие преждевременно отделится от круглых нитей. Кроме того, флюорополимер в нити и масло на ее поверхности ухудшают сцепление покрытия с моноволокнами. Интерес вызывают также удовлетворительный отвод влаги в точке контакта с бумажным листом и достаточное управление воздухом вдоль поверхности полотна.
Сущность изобретения
В данном изобретении фасонные функциональные нити используются для уменьшения воздушной проницаемости без необходимости использовать покрытие или заполняющие нити. Фасонные моноволокна также используются для улучшения адгезии покрытия и для создания двухкомпонентных моноволокон. Если говорить более конкретно, то моноволокна с фасонными пазами используются в качестве нитей, проходящих в машинном направлении (МН), нитей, проходящих в направлении, поперечном к машинному (ПМ), или нитей, проходящих как в МН, так и в ПМ направлениях. Здесь описываются и ткани, выполненные из этих нитей. Когда полотна имеют покрытие или ламинированы, прочность адгезии, сопротивление истиранию и другие свойства улучшаются благодаря механизму сцепления независимо от конкретной химии покрытия. Кроме того, двухкомпонентные моноволокна могут быть выполнены из этих моноволокон с пазами при использовании покрытия из раствора или покрытия для проводов, имеющего улучшенное сопротивление расслаиванию, и могут также иметь проводящее покрытие. Кроме того, двухкомпонентные моноволокна могут включать механизм указания на износ.
В изобретении также предлагаются моноволокна, имеющие круглое или некруглое поперечное сечение и выполненные в них пазы. Благоприятным является то, что эти моноволокна с пазами имеют улучшенную адгезию, в особенности со "схватывающими лист" покрытиями. Кроме того, ткани, содержащие эти моноволокна с пазами на поверхности, обладают улучшенным управлением воздухом и оставляют меньше следов от ткани на бумажном листе. Как следствие этого свойства, пазы в моноволокнах служат каналами для воздуха, проходящего через ткань. Если говорить более конкретно, то форма поперечного сечения паза может быть такой, какая придает ткани требуемую способность управления воздухом, и не требуется, чтобы это была форма, которая обеспечивает механическое удержание покрытия.
Краткое описание чертежей
Фиг.1 является поперечным сечением моноволокна с пазами по первому варианту данного изобретения;
фиг.2А-2С иллюстрируют типичные конструктивные решения фильеры, используемой для изготовления моноволокна с пазами, показанного на фиг.1;
фиг.3 показывает типичный график зависимости растягивающего напряжения от деформации для моноволокон с пазами;
фиг.4B и 4D являются оптическими микрофотографиями поверхностей, обращенных к бумажному листу, для образцов тканей из моноволокон с пазами;
фиг.4А и 4С являются поверхностями, обращенными к бумажному листу, для типичных тканей с круглыми моноволокнами, известных из уровня техники;
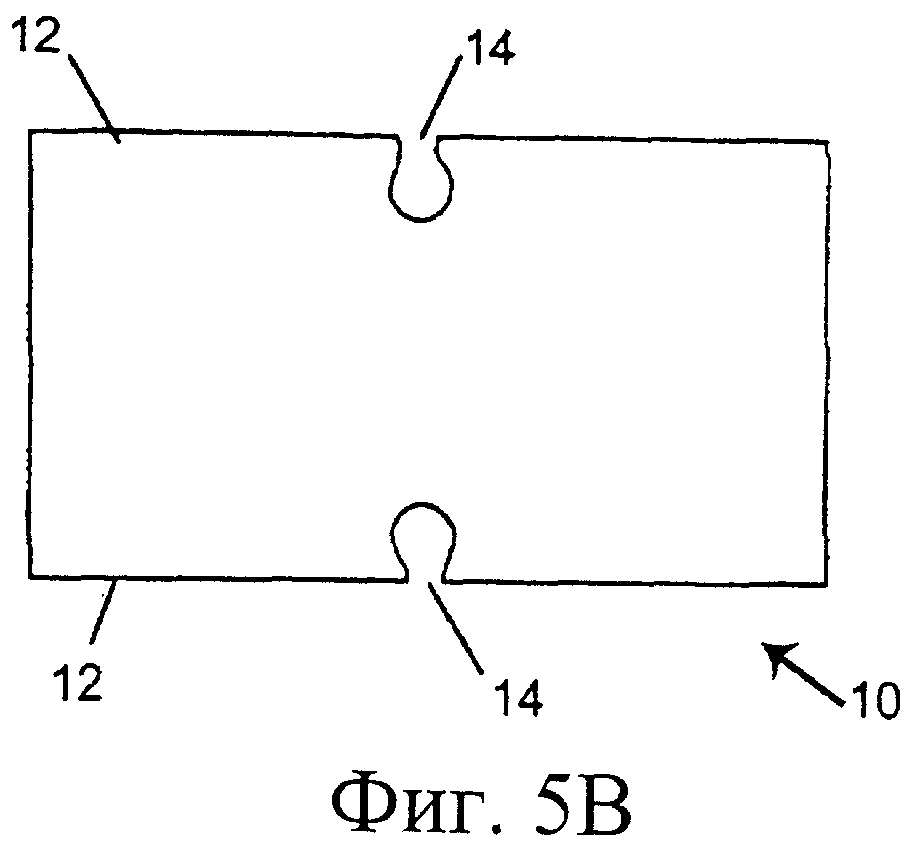
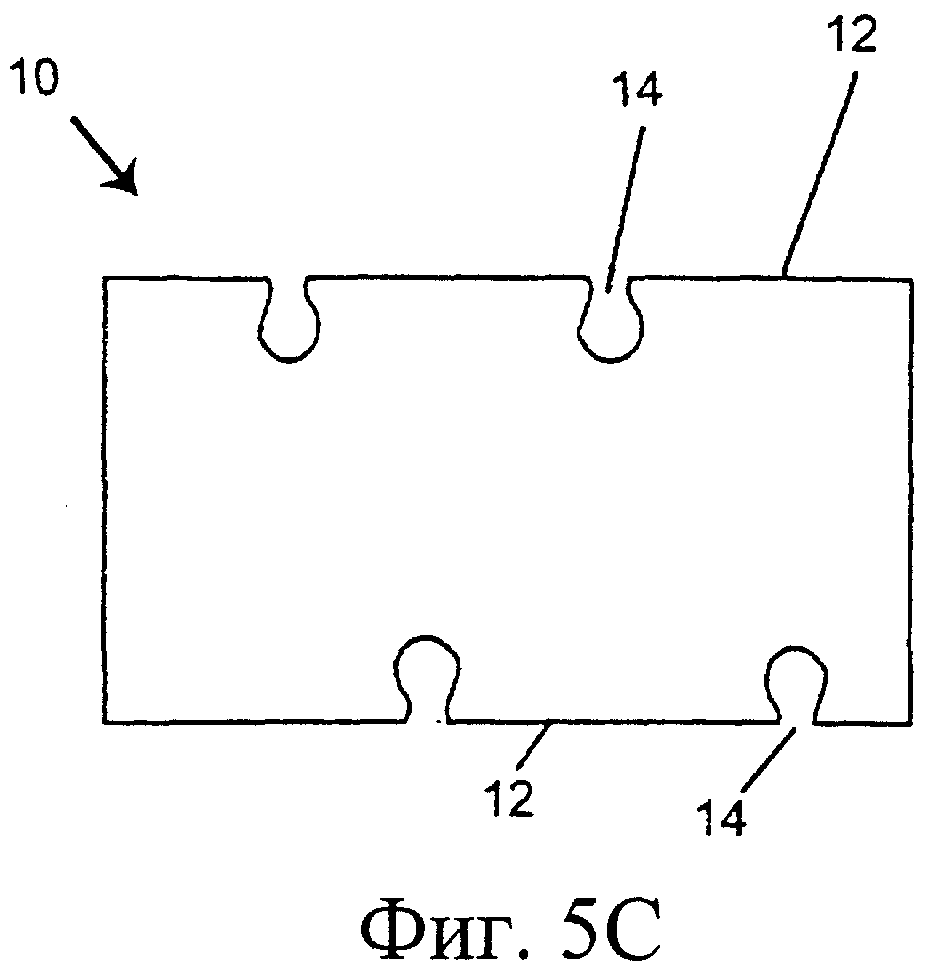
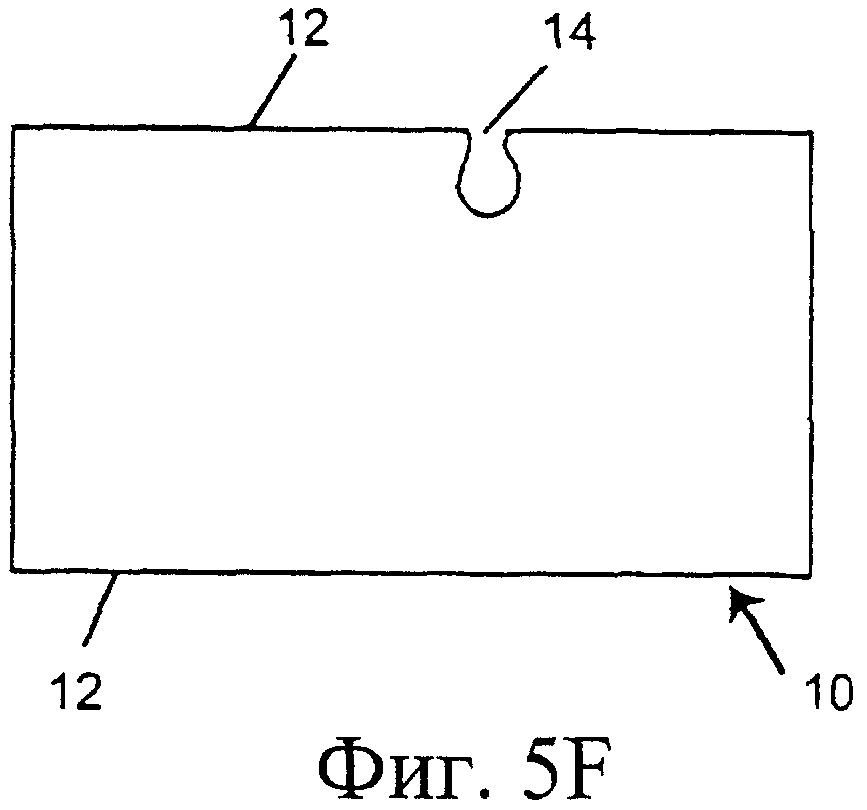
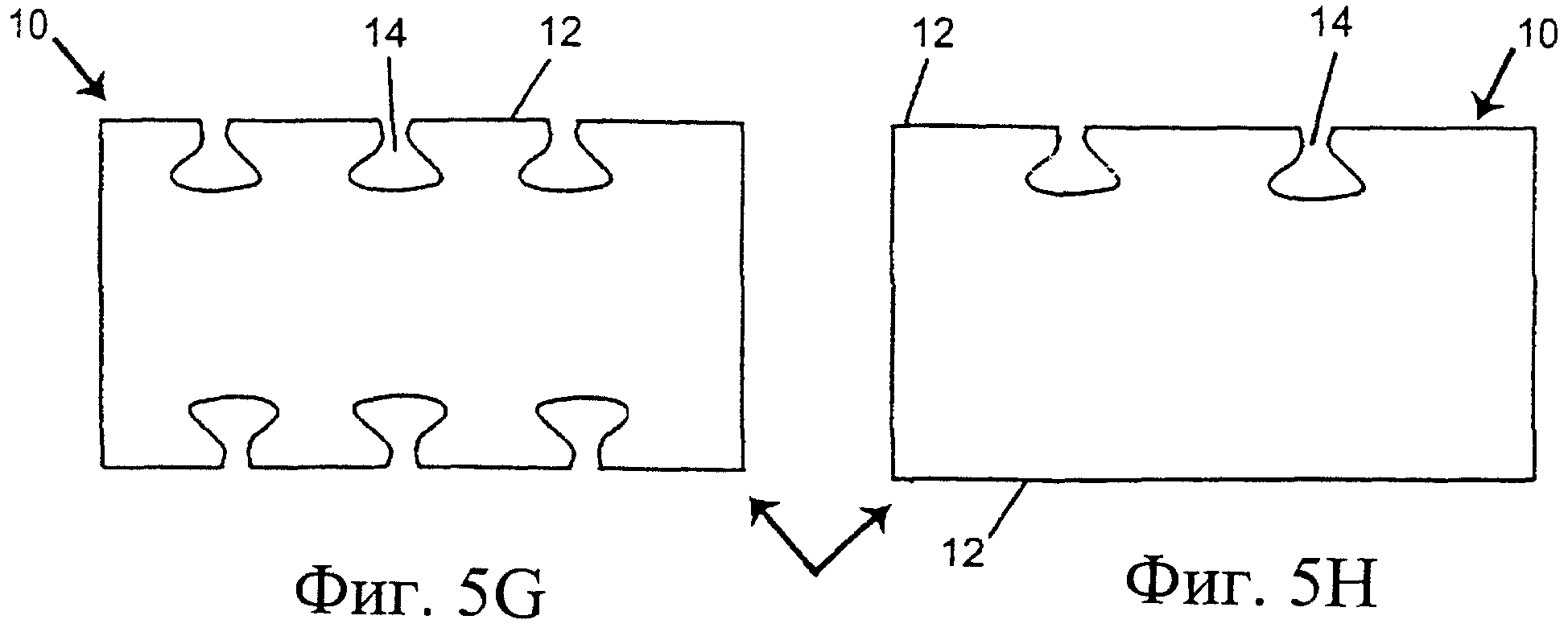
фиг.5А-5H являются поперечными сечениями моноволокон с пазами по второму варианту данного изобретения; и
фиг.6 является поперечным сечением двухкомпонентного моноволокна с пазами по еще одному варианту данного изобретения.
Подробное описание предпочтительных вариантов
Первый вариант данного изобретения будет описан на примере сушильной ткани для бумажного производства. Однако следует заметить, что изобретение применимо и к тканям, используемым в других секциях бумагоделательной машины, а также к тканям, используемым в других промышленных установках, где очень важны гладкость и плоскостность, а также управляемые проницаемости по отношению к воде и воздуху. Некоторые примеры других типов тканей, к которым применимо изобретение, включают формовочные и прессовальные ткани бумагоделательных машин, ткани для сушки проходящим воздухом и пульпообразующие ткани. Другой пример относится к тканям, используемым в процессах, связанных с изготовлением бумаги, таким как отстойные фильтры и химические прокладки. Еще одним примером ткани того типа, к которому применимо изобретение, являются разработанные ткани, например используемые при изготовлении нетканого текстиля в процессах влажной укладки, сухой укладки, выдувания из расплава и/или при осуществлении процесса "спанбонд".
Структуры тканей включают тканые, спирально намотанные, вязаные, сетку, полученную экструдированием, спирально соединенные, спирально намотанные и другие нетканые ткани. Эти ткани могут содержать моноволокно, скрученное моноволокно, мультиволокно или скрученные нити из мультиволокна и могут быть однослойными, многослойными или слоистыми. Нити обычно получают экструдированием любой из синтетических полимерных смол, таких как полиамидные и полиэфирные смолы, используемые для этой цели специалистами в области промышленных тканей в дополнение к тем тканям, которые выполнены из металла или другого материала, пригодного для этой цели.
В качестве одного варианта данного изобретения на фиг.1 показано в поперечном сечении функциональное моноволокно 1 с пазами. Заметим, что, хотя показано круглое сечение, моноволокно может, очевидно, иметь и другую форму поперечного сечения, выбранную из прямоугольной, квадратной, трапецеидальной, продолговатой, овальной, конической, пятилепестковой, звездообразной или другой некруглой формы, пригодной для этой цели. Моноволокна 1 в качестве заполняющих нитей могут входить в состав ткани в качестве функциональных нитей, проходящих в направлении, поперечном к машинному (ПМ). Кроме того, моноволокна 1 могут также входить в полотно в качестве нитей, проходящих в машинном направлении (МН), или в качестве как ПМ, так и МН нитей. Поверхность 2 моноволокна 1 имеет ряд пазов 3, проходящих по его длине. Пазы 3 могут быть выполнены во время экструдирования моноволокна 1. Хотя каждый паз 3 на фиг.1 имеет С-образное поперечное сечение и является предпочтительным в некоторых приложениях, в других приложениях могут быть использованы другие формы пазов, например U-образные и т.д. В случае С-образных пазов отметим, что "открытый угол", который определяется как угол с центром в начале "С" и обращенный к ее выходному отверстию, составляет много меньше 180°.
В предпочтительном варианте моноволокно 1 с пазами выполнено из особенно жесткого и прочного полимера, такого как полиэфир (PET) или, в альтернативном случае, полиамид (PA). Однако моноволокно 1 с пазами может состоять из другого образующего нить/волокно термопластичного материала, такого как полифениленсульфид (PPS), полиэфирэфиркетон (PEEK), полиарилэфиркетон (РЕК), полиэтилен (РЕ) или полипропилен (РР).
Моноволокна с пазами, выполненные из полиэфира (PET), обычно изготовляются формованием из расплава с использованием фильеры (иногда называемой многоканальным мундштуком), и конструкция фильеры является важным фактором в формовочном экструдировании. Одна типичная фильера 4 показана на фиг.2А-2С. Отметим, что поперечное сечение капилляра 5 является приблизительно круглым, с пятью выступами 6 во внутреннюю область капилляра 5. Выступы 6 имеют круглую форму. Входной угол 7, который определяется как угол, имеющий вершину в начале выступа круглой формы и обращенный во внутреннюю область капилляра 5, составляет более 250°. Диаметр капилляра 5 примерно в три раза превышает размер моноволокон, которые нужно изготовить. Отношение длины капилляра 5 к его диаметру составляет около 3:1. В табл.1 показан пример условий обработки для изготовления с использованием фильеры 4 моноволокон из полиэфира (PET), имеющих пазы. Отметим, что условия обработки зависят от того, какой именно волокнообразующий материал используется.
Свойства на растяжение моноволокон с пазами, изготовленных из полиэфира (PET) при условиях, указанных в табл.1, были получены с использованием машины Instron со скоростью ползуна 10 дюйм/мин (0,43·10-2 м/с) и номинальной длиной 10 дюймов (25,4·10-2 м). На фиг.3 показана типичная зависимость растягивающего напряжения от деформации для этих моноволокон с пазами, изготовленных из полиэфира (PET), и эти свойства на растяжение представлены в табл.2.
Свойства на растяжение изготовленных из PET моноволокон с пазами, приведенные в табл.2, сравнимы со свойствами волокон из PET, имеющих другие формы. Кроме того, изменяя условия обработки для изготовления моноволокон с пазами, можно оптимизировать их физические и механические свойства для различных приложений.
Был изготовлен образец ткани, частично выполненной из моноволокон с пазами и сотканного с использованием процесса ткачества в одной плоскости, при котором ПМ нити (нити с пазами) вдавливались в сторону, обращенную к бумажному листу. Измерения, проведенные с образцом ткани и с типичной известной тканью, имеющей обычные круглые моноволокна, показывают, что ткацкие свойства для образца ткани были такими же, что и у известной ткани. Фиг.4B и 4D являются оптическими микрофотографиями обращенных к листу поверхностей образцов тканей с находящимися наверху моноволокнами с пазами. Фиг.4А и 4С являются поверхностями известных тканей с находящимися наверху круглыми моноволокнами. Установлено, что симметричная поверхность ткани с находящимися наверху моноволокнами с пазами выглядит и ощущается лучше, чем поверхность ткани с круглыми моноволокнами наверху. Кроме того, у образца ткани с находящимися наверху моноволокнами с пазами обнаружилась значительно более низкая проницаемость для воздуха, например 60 кубических футов в минуту (1,67 м3/мин), по сравнению с проницаемостью 103 кубических футов в минуту (2,92 м3/мин) для такой же ткани с находящимися наверху круглыми моноволокнами. Достоинством является то, что эта уменьшенная проницаемость достигается без использования покрытия и без использования заполняющих нитей.
Кроме уменьшенной проницаемости ткани, сотканные частично или полностью из моноволокон с пазами, имеют улучшенную адгезию к покрытиям и к слоистым подложкам, которые механически соединены вместе посредством, например, струи термопластичного материала из термопластичной многослойной подложки, которая нагревается. Например, многослойная подложка может содержать двухкомпонентные нити, что при нагревании вызывает плавление части таких нитей, которые затекают в пазы и при схватывании механически соединяют многослойную подложку с моноволокнами с пазами. Сопротивление разрыву также возрастает. Эти улучшения достигаются посредством механизма механического переплетения и создания шероховатой поверхности. Кроме того, эти улучшения проявляются независимо от химического состава покрытия, так как включает не только поверхностную адгезию покрытия к моноволокну, но и механическое сцепление.
Еще одно преимущество состоит в том, что из этих моноволокон с пазами могут быть изготовлены двухкомпонентные моноволокна при использовании покрытия из раствора или покрытия для проводов. По сравнению с типичными известными моноволокнами, содержащими сердцевину и оболочку, можно полагать, что двухкомпонентные волокна будут иметь много лучшее сопротивление расслаиванию из-за механического сцепления покрытия с поверхностью паза (пазов). Одним специальным приложением такого типа является, например, создание проводящих моноволокон, полученных путем покрытия сердцевинных моноволокон с пазами проводящим покрытием.
Кроме того, как показано на фиг.6 (поперечное сечение), двухкомпонентное моноволокно 20 может содержать сердцевину 26, окруженную оболочкой 22 с пазами. Удобно то, что сердцевину 26 и окружающую оболочку 22 можно визуально отличить друг от друга, например, по цвету. Это дает возможность наблюдать за износом тканей, содержащих такие моноволокна 20, так как истирание постепенно удаляет оболочку 22 моноволокон 20, обнажая в итоге сердцевину 26 другого цвета. Результатом этого является изменение цвета ткани или ее частей, показывающее, что срок ее службы близится или уже подошел к концу. Отметим, что, хотя показана круглая форма, двухкомпонентное волокно может, очевидно, иметь другую форму поперечного сечения, подходящую для этой цели.
В качестве примеров второго варианта изобретения на фиг.5А-5H показаны в поперечном сечении моноволокна 10 с пазами. Отметим, что эти моноволокна 10 могут входить в полотно в качестве нитей, проходящих в машинном направлении (МН), нитей, проходящих в направлении, поперечном к машинному (ПМ), или в качестве как ПМ, так и МН нитей. Видно, что любая из поверхностей или обе (верхняя и нижняя) поверхности 12 моноволокон 10 имеют по меньшей мере один паз 14, проходящий по их длине. Моноволокна 10 обычно получают экструдированием через фильеры из любого рассмотренного выше материала, а пазы 14 могут быть выполнены при экструдировании. Кроме того, путем изменения условий обработки при изготовлении моноволокон 10 с пазами можно оптимизировать их физические и механические свойства для различных приложений. Отметим также, что размеры пазов в нитях, показанные на фигурах, являются только иллюстрациями, а не выполнены в масштабе.
Например, моноволокно 10 с пазами может иметь форму поперечного сечения, выбранную из таких форм, как прямоугольная, квадратная, трапецеидальная, продолговатая, овальная, коническая, пятилепестковая, звездообразная или другая некруглая форма, подходящая для этой цели. В качестве одного из примеров, моноволокна 10 с пазами, представленные на фиг.5А-5H, имеют прямоугольное поперечное сечение. Кроме того, каждый паз 12 моноволокна 10 имеет форму поперечного сечения, которая может быть U-образной, иметь вид замочной скважины, С-образной, V-образной, квадратной, прямоугольной, трапецеидальной или другой формой, подходящей для этой цели. В качестве одного из примеров пазы 12, показанные на фиг.5А-5F, имеют U-образное поперечное сечение. В другом примере на фиг.5G и 5H пазы 12 имеют поперечное сечение в форме замочной скважины. Отметим, что форма паза 12 в виде замочной скважины может изменяться, пока низ паза 12 шире, чем верх.
Как показано на фиг.5А и 5B, верхняя поверхность 12 моноволокна 10 с пазами имеет такой же профиль, как и нижняя поверхность 12. Это делает изготовление тканого полотна намного проще, так как переворачивание моноволокна 10 с пазами во время процесса ткачества не имеет значения. В связи с этим отметим, что верхние и нижние пазы 12 находятся на одной линии. Кроме того, пазы 12 могут быть смещены так, как показано на фиг.5D, чтобы ограничить риск расщепления моноволокна 10.
Достоинством является то, что моноволокна 10 с пазами имеют улучшенное прикрепление покрытий по сравнению с обычными круглыми моноволокнами. Например, удерживающее бумажный лист покрытие, нанесенное на моноволокна 10 с пазами, держится в течение года, а покрытия, нанесенные на круглые нити, могут износиться за недели. Эти улучшения достигаются благодаря механизму механического сцепления и шероховатости поверхности. Кроме того, эти улучшения имеют место независимо от химии покрытия, так как здесь действует не только поверхностная адгезия покрытия к моноволокну 10 с пазами, но и механическое сцепление.
В связи с дополнительными преимуществами, которые предоставляет данное изобретение, отметим, что, когда плоские (прямоугольные) нити без пазов контактируют с бумажным листом (не показан), на поверхности, обращенной к листу (верхний слой) или между листом и местами перегиба нитей, накапливается тепло, а следовательно, пар. Когда бумажный лист затем удаляют с поверхности сушильной ткани, этот пар локально бурно высвобождается, вызывая разрыв поверхности листа, что может создать проблемы, такие как образование пыли. С другой стороны, если в плоской нити выполнены пазы согласно данному изобретению, то имеется место для удаления тепла и/или пара, предотвращающее локальные разрывы.
Кроме улучшенного отвода влаги ткани, сотканные частично или полностью из моноволокон 10 с пазами, имеют улучшенное управление воздухом по сравнению с известными моноволокнами с круглыми поперечными сечениями. Благоприятным является то обстоятельство, что пазы 12 моноволокон 10 по данному изобретению создают каналы для воздуха, проходящего через полотно. В связи с этим обстоятельством форма поперечного сечения пазов 12 не обязательно должна быть такой, чтобы механически сцепляться с покрытием. Еще одно достоинство состоит в том, что пазы 12 увеличивают пустой объем ткани без увеличения ее толщины. Это свойство особенно полезно в однопроходных конструкциях на бумагоделательных машинах.
Кроме того, широкие плоские моноволокна 10 с пазами оставляют меньше следов на бумажном листе по сравнению с широкими плоскими нитями без пазов. Например, как показано на фиг.5G, в случае широкой нити 10, имеющей три или четыре паза 14 типа "замочной скважины", поверхность листа (не показана), в сущности, "видит" ряд меньших нитей с промежутками между ними, и таким образом обеспечивается уменьшенная возможность оставления следов на листе (или исключается совсем).
Наконец, ткань, имеющая нити с пазами по данному изобретению, проходящие как в МН, так и в ПМ направлениях, обладает преимуществами по сравнению с известными тканями с обычными нитями. Эти преимущества включают меньшую толщину ткани; более низкую проницаемость; большую стабильность; улучшенный контакт с листом и устранение мест захвата загрязнений, обрезков или пыли на пересечениях нитей.
Для специалистов очевидны модификации описанного выше, которые не выходят за пределы правовой охраны данного изобретения. Подразумевается, что приведенная ниже формула изобретения охватывает такие ситуации.
Реферат
Предложено моноволокно с ориентированными в продольном направлении пазами и полотна, изготовленные из него, имеющие уменьшенную проницаемость для воздуха, которая достигается без использования дополнительных покрытий или заполняющих нитей. Двухкомпонентные моноволокна, изготовленные из этих моноволокон с пазами с использованием покрытия из раствора или покрытия для проводов, обладают улучшенной адгезией покрытия и могут также включать проводящее покрытие. Кроме того, двухкомпонентные моноволокна с пазами могут включать механизм, указывающий на износ. Также описаны моноволокна с пазами, выполненными в их поверхностях. Преимуществом является то, что эти моноволокна с пазами обладают улучшенной адгезией с покрытиями по сравнению с круглыми моноволокнами. Кроме того, ткани, содержащие эти моноволокна с пазами, имеют улучшенное управление воздухом. Моноволокна с пазами могут входить в ткань как в качестве нити, проходящей в машинном направлении, так и в качестве нити, проходящей в направлении, поперечном машинному, или в качестве тех и других нитей. 7 н. и 26 з.п. ф-лы, 6 ил., 3 табл.
Формула
Документы, цитированные в отчёте о поиске
Волокно из ароматического полиамида, способ его получения и армирующий материал на его основе
Комментарии