Устройство для изготовления фильерных нетканых материалов - RU2710675C1
Код документа: RU2710675C1
Чертежи
Описание
Изобретение относится к устройству для изготовления фильерных нетканых материалов из элементарных волокон, в частности, элементарных волокон из термопластичной пластмассы, причем предусмотрены фильера для формования элементарных волокон, охлаждающее устройство для охлаждения сформованных волокон и вытягивающее устройство для вытяжки волокон, при этом между охлаждающим и вытягивающим устройствами расположен промежуточный канал. Как известно, элементарные волокна отличаются своей почти бесконечной длиной от стапельных волокон, длина которых значительно меньше и составляет, например, от 10 до 60 мм. Что касается упомянутого выше устройства, то речь идет об устройстве для изготовления нетканых материалов спанбонд.
Устройства упомянутого выше типа в принципе известны из практики в разных вариантах выполнения. Многие из этих известных устройств обладают правда тем недостатком, что часто не бездефектные волокна укладываются для изготовления фильерного нетканого материала. При укладке волокон образуются нерегулярности в виде пороков или дефектов в фильерном нетканом материале. Однородность фильерных нетканых материалов из-за таких дефектов или нарушений более или менее сильно нарушается. Причиной пороков в фильерном нетканом материале служат так называемые капли, образующиеся вследствие обрыва одного или нескольких волокон и возникающих при этом скоплений расплава. Из-за таких капель в фильерном нетканом материале могут возникать утолщения. Обычно такие капли или порочные места в фильерном нетканом материала имеют размер более 2×2 мм. Но также дефекты в фильерном нетканом материале обуславливаются так называемыми «твердыми частицами» (hard pieces), образующимися вследствие потери натяжения сформованным волокном. При этом волокна ослабляются, отскакивают назад и образуют клубок, который вследствие жидкого состояния элементарного волокна склеивается. Образующиеся при этом порочные места в фильерном нетканом материале имеют обычно размер менее 2×2 мм. Однако, как правило, они ощутимы и/или заметны. Такие порочные места образуются прежде всего при повышенных показателях производительности, начиная с 120 кг/ч/м, в частности, начиная от 150 кг/ч/м. Также и большая глубина формовочного поля способствует нерегулярностям в фильерных нетканых материалах. Уже принимаются попытки уменьшить число этих проблем за счет равномерности обработки элементарных волокон. В частности, предпринята попытка уменьшить число дефектов за счет равномерности охлаждения в охлаждающем устройстве. Прежде всего при высоких показателях производительности такие меры привели лишь в ограниченной степени к успеху. Следовательно, необходимость в усовершенствовании сохраняется.
В соответствии с этим в основу изобретения положена техническая задача по созданию устройства указанного выше типа, с помощью которого могут производиться фильерные нетканые материалы с высокой однородностью при отсутствии порочных мест, а именно при высокой производительности и/или при высоких скоростях движения элементарных волокон, а также при наличии более глубоких формовочных полей.
Для решения данной технической задачи изобретением предусмотрено устройство для изготовления фильерных нетканых материалов из элементарных волокон, в частности, элементарных волокон из термопластичной пластмассы, при этом предусмотрены фильера для формования элементарных волокон, охлаждающее устройство для охлаждения сформованных элементарных волокон и устройство для вытяжки элементарных волокон, причем между охлаждающим и вытягивающим устройствами расположен промежуточный канал, при этом данный канал содержит, по меньшей мере, два сходящихся участка, расположенных в направлении потока элементарных волокон последовательно или друг под другом, причем участок канала, являющийся первым или верхним в направлении потока элементарных волокон, имеет меньшую длину, чем второй или нижний участок канала, расположенный в направлении потока элементарных волокон, при этом соотношение между впускной шириной BE и выпускной шириной BA первого верхнего участка канала (ВЕ/ВА) составляет 1,5-5,5, предпочтительно 1,5-4, особо предпочтительно 1,8-3,5, а соотношение между впускной шириной bE и выпускной шириной bA второго нижнего участка (bE/bA) составляет 1-4, предпочтительно 1-3,3, более предпочтительно 1,2-3,3, особо предпочтительно 1,4-3. Предпочтительно соотношение между впускной шириной ВЕ и выпускной шириной ВА верхнего участка канала (ВЕ/ВА) составляет 1,8-3, предпочтительно 2-2,9, в частности, 2,2-2,8. Рекомендуется, чтобы соотношение между/впускной шириной bE и выпускной шириной bA второго нижнего участка канала (bE/bA) составляло 1,6-2,9, предпочтительно 1,8-2,8.
Впускные ширины BE и bE замеряются при этом на верхнем конце соответствующего участка канала в направлении отлива (MD) устройства. Выпускные ширины BA и bA соответствующего участка канала измеряются соответственно на нижнем конце участка канала в направлении отлива (MD). Под направлением отлива (MD) подразумевается в рамках данного изобретения, в частности, направление подачи уложенного полотна фильерного нетканого материала. Уложенные для фильерного нетканого материала или полотна фильерного нетканого материала элементарные волокна отводятся с помощью укладчика или укладывающего сетчатого полотна, это направление перемещения соответствует направлению отливки (MD),
В рамках изобретения предусмотрено, чтобы промежуточный канал непосредственно сообщал между собой охлаждающее устройство и вытягивающее устройство или подводящий канал вытягивающего устройства. Также в рамках изобретения предусмотрено, чтобы промежуточный канал по все своей длине был выполнен сходящимся и сужающимся в направлении потока элементарных волокон или в направлении укладки элементарных волокон. Согласно особо предпочтительному варианту выполнения промежуточный канал имеет только два расположенных последовательно или друг под другом сходящихся участка. Сходимость участков канала означает, что каждый участок канала сужается в направлении потока элементарных волокон или в направлении их укладки. Рекомендуется, чтобы оба расположенных последовательно или друг под другом сходящихся участка примыкали непосредственно друг к другу.
Как уже пояснялось выше, устройство согласно изобретению это - устройство для изготовления нетканых материалов спанбонд. В рамках изобретения предусмотрено, что устройство для изготовления спанбонада, если смотреть в направлении потока элементарных волокон, содержит фильеру, охлаждающее устройство, промежуточный канал, примыкающий к нему вытягивающий или подводящий канал и укладчик для укладки элементарных волокон для формования фильерного нетканого материала. Также в рамках изобретения предусмотрено, что промежуточный канал согласно изобретению и примыкающий к нему вытягивающий или подводящий канал вытягивающего устройства как бы переходят друг в друга. В принципе промежуточный канал и вытягивающий или подводящий канал, в частности, в переходной зоне, могут иметь одинаковую сходимость. Согласно особо предпочтительному варианту выполнения изобретения в зоне фильеры, предпочтительно между фильерой и охлаждающим устройством, расположено мономерное устройство для отсасывания. Кроме того, согласно рекомендуемому варианту выполнения устройства по изобретению между вытягивающим или подводящим каналом и местом укладки предусмотрен, по меньшей мере, один диффузор. Укладчик целесообразно выполнить в виде укладочного ленточного сита или бесконечного укладочного ленточного сита.
Совершенно особо рекомендуемый вариант выполнения устройства согласно изобретению отличается тем, что узел, состоящий из охлаждающего устройства, промежуточного канала и сообщенного с ним подводящего канала, выполнен закрытым, и что за исключением подачи охлаждающего воздуха в охлаждающее устройство никакой иной подачи воздуха в закрытый узел не производится. Особый вариант выполнения изобретения характеризуется в остальном тем, что между подводящим каналом и местом укладки расположено, по меньшей мере, два диффузора, предпочтительно последовательно в направлении потока элементарных волокон. Целесообразно предусмотреть между обоими диффузорами, по меньшей мере, одну впускную щель для вторичного воздуха в виде окружающего воздуха. Вариант выполнения с двумя диффузорами и расположенной между ними впускной щелью для вторичного воздуха дополнительно положительно способствует решению технической задачи изобретения.
Согласно варианту выполнения нижний сходящийся участок канала промежуточного канала и примыкающий к нему вытягивающий или подводящий канал вытягивающего устройства имеют одинаковую степень сходимости. В таком случае этот нижний сходящийся участок промежуточного канала и непосредственно примыкающий к нему подводящий канал практически плавно могут переходить друг в друга. В рамках изобретения предусмотрено, что при такой одинаковой сходимости обоих участков приведенные выше и далее по тексту длины нижнего участка промежуточного канала отнесены к общей длине нижнего сходящегося участка промежуточного канала и подводящего канала. Это действительно и в отношении параметров или произведений и соотношений, рассчитанных с применением соответствующих длин.
При решении технической задачи согласно изобретению положительно зарекомендовал себя прежде всего промежуточный канал, у которого соотношение между длиной L первого верхнего участка канала и длиной l второго нижнего участка канала (L/l) составило 1 : 3-1 : 20, предпочтительно 1 : 6-1 : 12, более предпочтительно 1 : 6-1 : 10, особо предпочтительно 1 : 7-1 : 9. Следовательно, в рамках изобретения предусмотрено, чтобы второй нижний участок канала был выполнен с заметно большей длиной по сравнению с первым верхним участком промежуточного канала.
Рекомендуемый вариант выполнения устройства согласно изобретению отличается тем, что угол α раствора между верхней стенкой канала первого или верхнего участка канала и проходящей через промежуточный канал центральной средней плоскостью М составляет 25-60°, предпочтительно 30-55°, особо предпочтительно 35-50°. Также в рамках изобретения предусмотрено, что центральная средняя плоскость М имеет вид вертикально направленной центральной средней плоскости М, что она предпочтительно проходит поперек и преимущественно перпендикулярно направлению отлива устройства, следуя при этом, в частности, через середину промежуточного канала. Целесообразно, чтобы эта (воображаемая) центральная средняя плоскость М располагалась перпендикулярно к поверхности укладчика и укладочной ленточной сетки.
Особо рекомендуемый вариант выполнения изобретения отличается тем, что угол β раствора между нижней стенкой канала второго или нижнего участка канала и проходящей через промежуточный канал центральной средней плоскостью М составляет 0,25-12°, предпочтительно 0,3-8°, особо предпочтительно 0,4-6°. В рамках изобретения предусмотрено, чтобы сходимость на единицу длину на верхнем участке промежуточного канала была больше, чем на нижнем участке канала.
Согласно предпочтительному варианту выполнения изобретения угол α раствора между обеими верхними стенками канала и проходящей через промежуточный канал центральной средней плоскостью М равновелик или по существу равновелик. Согласно варианту выполнения устройства по изобретению угол α раствора между верхней стенкой канала и центральной средней плоскостью М может регулироваться, являясь предпочтительно постоянно регулируемым. В рамках изобретения предусмотрено, чтобы угол β раствора между обеими нижними стенками канала и проходящей через промежуточный канал центральной средней плоскостью М был равновелик или по существу равновелик. Рекомендуется, чтобы угол β раствора между нижней стенкой канала и центральной средней плоскостью М был регулируемым, предпочтительно постоянно регулируемым. Рекомендуется, чтобы сходимость первого верхнего участка канала на единицу длины превышала сходимость на единицу длины нижнего участка канала.
Согласно положительно себя зарекомендовавшему варианту выполнения изобретения соотношение между впускной шириной ВЕ и выпускной шириной ВА первого верхнего участка канала (ВЕ/ВА) превышает соотношение между впускной шириной bE и выпускной шириной bA второго нижнего участка канала (bE/bA) или оба соотношения ВЕ/ВАи bE/bA являются одинаковыми или по существу одинаковыми. Целесообразно, чтобы произведение из соотношения ВЕ/ВА и длина L первого или верхнего участка канала составляло 200-500, предпочтительно 250-450, более предпочтительно 300-400, особо предпочтительно 320-390, наиболее предпочтительно 330-385. Рекомендуется, чтобы произведение из соотношения bE/bA и длины l второго нижнего участка канала составляло 1600-3250, предпочтительно 1800-3250, более предпочтительно 2000-2900, особо предпочтительно 2100-2800, наиболее предпочтительно 2200-2750.
Рекомендуется, чтобы соотношение между впускной шириной ВЕ первого верхнего участка канала и общей длиной LG промежуточного канала составляло 0,15-0,30, предпочтительно 0,18-0,30, более предпочтительно 0,20-0,28, особо предпочтительно 0,21-0,27. Целесообразно, чтобы соотношение между выпускной шириной ВА первого верхнего участка канала и общей длиной LG промежуточного канала составляло 0,05-0,15, предпочтительно 0,07-0,13. более предпочтительно 0,08-0,12, особо предпочтительно 0,09-0,11. Рекомендуется, чтобы соотношение между впускной шириной bE второго нижнего участка канала и общей длиной LG промежуточного канала составляло 0,03-0,10, предпочтительно 0,04-0,08, более предпочтительно 0,05-0,06. Положительно зарекомендовавший вариант выполнения отличается тем, что соотношение между выпускной шириной bA второго нижнего участка канала и общей длиной LG промежуточного канала составляет 0,01-0,06, предпочтительно 0,02–0,05, особо предпочтительно 0,02-0,04.
Вариант выполнения, которому придается особое значение с учетом решения технической задачи изобретения в сочетании с вариантом выполнения промежуточного канала согласно изобретению, отличается тем, что в зоне фильеры, предпочтительно за или под фильерой, расположено, по меньшей мере, одно устройство для отсасывания образующихся в процессе формования газов. Посредством этого мономерного устройства для отсасывания отсасывается воздух или газ из пространства образования элементарных волокон возле фильеры или непосредственно под ней. Этим обеспечивается положение, при котором могут удаляться образующиеся возле полимерных элементарных волокон газы в виде мономеров, олигомеров, продуктов разложения и им подобных из пространства образования элементарных волокон или из устройства.
Особо рекомендуемый вариант выполнения устройства согласно изобретению отличается тем, что мономерное устройство для отсасывания содержит, по меньшей мере, два, расположенных предпочтительно последовательно в направлении отлива (МD) участка с отсасывающими отверстиями CD, предпочтительно отсасывающие щели CD, которые проходят поперечно, преимущественно перпендикулярно направлению отлива и являются противолежащими по отношению к формовочному полю элементарных волокон. В рамках изобретения предусмотрено, чтобы участки с отсасывающими отверстиями CD были распределены на частичные участки с отсасывающими отверстиями СD, а отсасывающие щели CD - на участки отсасывающих зазоров CD. Участки с отсасывающими отверстиями CD могут быть выполнены в виде расположенных рядом отсасывающих сверлений. При этом оба участка с отсасывающими отверстиями CD или отсасывающие щели CD оборудуются предпочтительно с условием, что через один из обоих участков с отсасывающими отверстиями CD или одну из отсасывающих щелей CD может отсасываться больший объемный поток газа, чем через другой противолежащий участок с отсасывающими отверстиями CD или другую отсасывающую щель CD. Отсос повышенного объемного потока газа может быть при этом осуществлен за счет разного размера или ширины участков с отсасывающими отверстиями CD или отсасывающих щелей CD и/или за счет регулировки объемного потока в отсасывающих трубопроводах и/или отсасывающих агрегатах, которые соединены с участками с отсасывающими отверстиями СD или с отсасывающими щелями СD. Регулировка отсасывающих трубопроводов и/или отсасывающих агрегатов может производиться посредством, в частности, дроссельных или управляющих элементов.
Согласно варианту выполнения изобретения постоянно над одним из участков с отсасывающим отверстиями CD или одной из отсасывающих щелей CD может отсасываться повышенный объемный поток газа, чем на другом противолежащем участке с отсасывающими отверстиями CD или над другой отсасывающей щелью CD. В рамках изобретения предусмотрено, чтобы работа велась попеременно и объемный поток газа прежде всего отсасывался над одним участком с отсасывающими отверстиями CD и только затем над другим участком с отсасывающими отверстиями CD и т.д.
Согласно варианту выполнения поверхность отверстий на участке с отсасывающими отверстиями СD выполнена большей или способной устанавливаться большей, чем поверхность отверстий на втором, расположенном противоположно по отношению к формовочному полю участке с отсасывающими отверстиями CD. В принципе эти обе поверхности отверстий могут однако иметь одинаковый размер, и разные отсасываемые объемные потоки на обеих сторонах задаются, как описано выше. Также в рамках изобретения предусмотрено, что поверхности отверстий отсасывающих щелей CD или участков отсасывающих щелей CD могут регулироваться. В основу изобретения положено знание о том, что описанный выше вариант выполнения мономерного устройства для отсасывания особо эффективным является в сочетании с вариантом выполнения промежуточного канала согласно изобретению в отношении решения технической задачи изобретения.
Также в рамках изобретения предусмотрено, что промежуточный канал согласно изобретению соединен или непосредственно соединен с охлаждающим устройством. Согласно особо предпочтительному варианту выполнения изобретения охлаждающее устройство разделено, по меньшей мере, на два отсека, расположенных друг над другом или последовательно в направлении потока элементарных волокон, причем из обоих отсеков воздух или охлаждающий воздух разной температуры может поступать в пространство с потоком элементарных волокон. Этот вариант выполнения в сочетании с промежуточным каналом согласно изобретению также положительно себя проявил.
Предпочтительно глубина формовочного поля составляет 120-400 мм, предпочтительно 150-350 мм, более предпочтительно 170-300 мм, особо предпочтительно 185-270 мм. Под глубиной формовочного поля понимается при этом, в частности, протяженность сформованного пучка элементарных волокон в направлении отлива (МD). Согласно особо рекомендуемому варианту выполнения изобретения глубина формовочного поля составляет 195-260 мм. При использовании приведенных выше глубин формовочного поля техническая задача изобретения решается эффективно и без проблем.
Для решения технической задачи изобретением дополнительно предложен способ изготовления фильерных нетканых материалов из элементарных волокон, в частности, элементарных волокон из термопластичной пластмассы, при этом элементарное волокно формуется посредством фильеры, сформованные элементарные волокна охлаждаются в охлаждающем устройстве и затем направляются по промежуточному каналу и примыкающему к нему подводящему каналу, при этом элементарные волокна укладываются на укладчик для формования фильерного нетканого материала, промежуточный канал имеет, по меньшей мере, два расположенных последовательно в направлении потока элементарных волокон или друг под другом сходящихся участки, при этом степень сходимости у обоих участков канала разная, длина обоих сходящихся участков канала различна, соотношение между впускной шириной ВЕи выпускной шириной ВА первого верхнего участка канала (ВЕ/ВА) превышает соотношение между впускной шириной bE и выпускной шириной bА второго нижнего участка канала (bE/bA), при этом соотношение между впускной шириной bE и выпускной шириной bAвторого нижнего участка канала(bE/bA) составляет 1-4, предпочтительно 1-3,3, более предпочтительно 1,2-3,3, особо предпочтительно 1,4-3, при этом элементарные волокна изготавливаются с производительностью 100-350 кг/ч/м, предпочтительно 150-320 кг/ч/м, более предпочтительно 180-300 кг/ч/м, особо предпочтительно 200-300 кг/ч/м. Предпочтительно элементарные волокна изготавливаются при скорости движения волокон 2000-4200 м/мин, предпочтительно 2200-4000 м/мин., в частности, 2300-3900 м/мин.
В основе изобретения лежит знание о том, что при помощи устройства согласно изобретению, в частности, промежуточного канала согласно изобретению возможно обеспечение очень стабильного перемещения элементарных волокон через устройство. В промежуточном канале может происходить эффективное ускорение технологического или охлаждающего воздуха, а именно как предпосылка последующей эффективной передачи усилия между технологическим воздухом и элементарными волокнами.
Также в основе изобретения лежит знание о том, что с помощью устройства согласно изобретению возможно беспроблемное изготовление фильерных нетканых материалов, отличающихся своей оптимальной однородностью, у которых почти не отмечаются или едва отмечаются порочные места или дефекты. При изготовлении фильерных нетканых материалов с помощью устройства согласно изобретению могут в значительной степени предупреждаться или сводиться к минимуму упомянутые выше недостатки, такие, как капли и твердые частицы. Необходимо отметить, что почти бездефектная укладка нетканого материала может достигаться и при более глубоких формовочных полях, высокой производительности и больших скоростях движения волокон. В этой связи следует отметить, что возможно выполнение промежуточного канала посредством относительно простых средств или мер. Поэтому устройство согласно изобретению отличается оптимальной стоимостью. В рамках изобретения особое значение придается решению технической задачи, состоящей в комбинации промежуточного канала согласно изобретению, с одной стороны, с описанным мономерным устройством для отсасывания, с другой стороны. В рамках настоящего изобретения с помощью устройства могут изготавливаться особенно однородные фильерные нетканые материалы, практически свободные от дефектов. В результате с помощью устройства согласно изобретению могут быть произведены фильерные нетканые материалы превосходного качества или однородности, и несмотря на это устройство согласно изобретению имеет простую и не дорогостоящую конструкцию.
Ниже изобретение подробнее поясняется с помощью чертежа, на котором приведен лишь один пример выполнения. При этом на фигурах изображено:
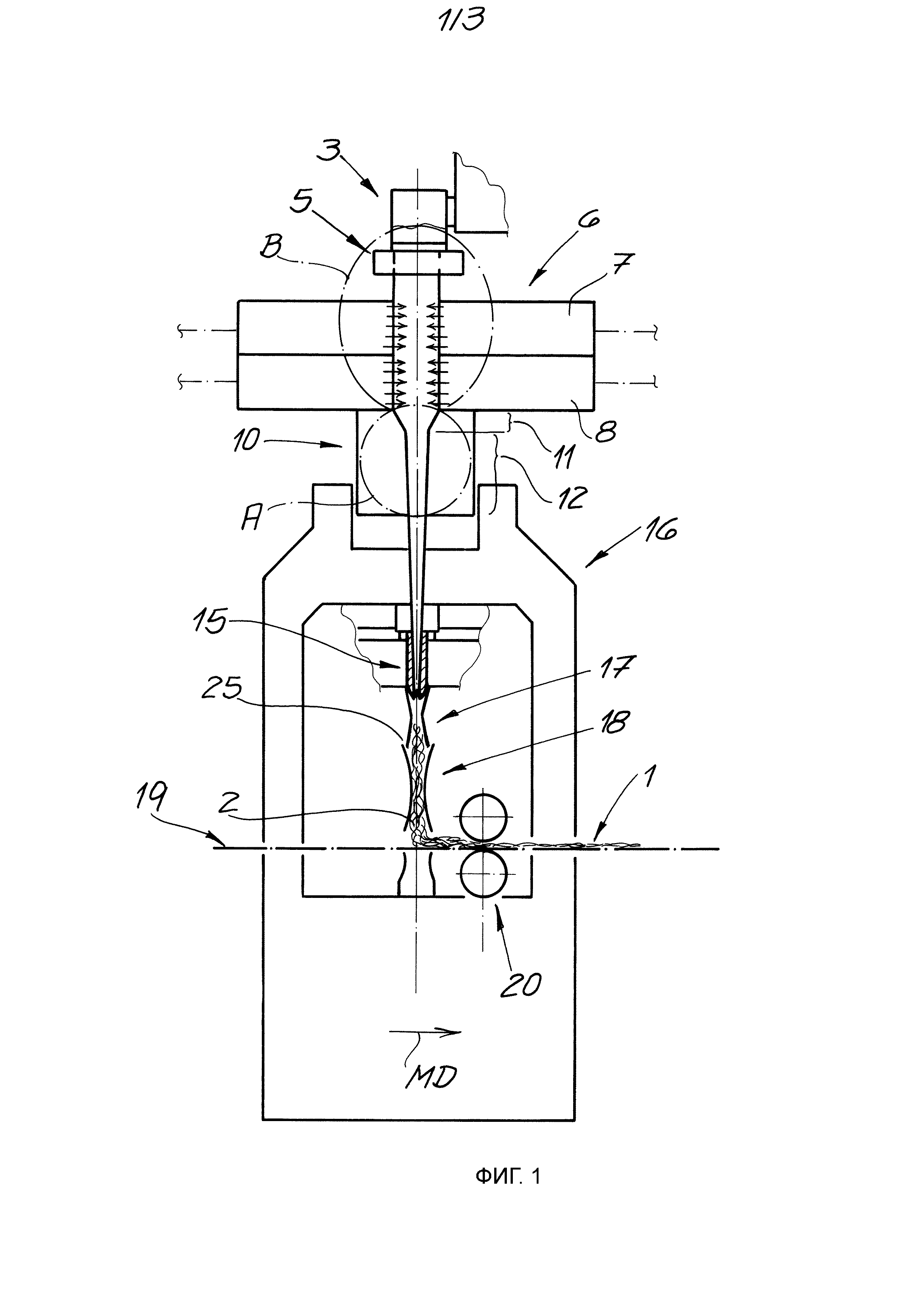
на фиг. 1 схематично показано устройство согласно изобретению, вид в вертикальном разрезе;
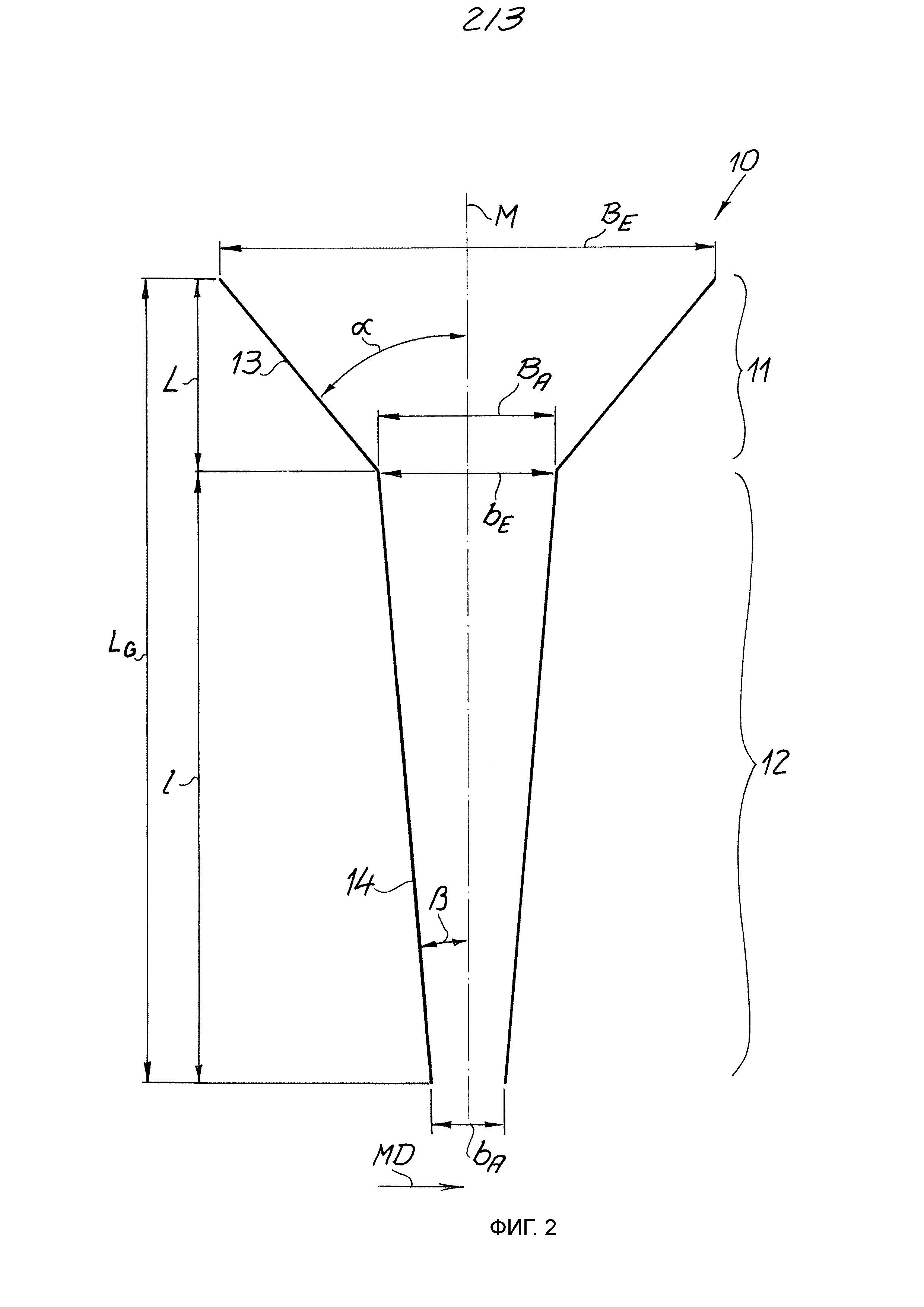
на фиг. 2 - область с промежуточным каналом согласно изобретению, обозначенная буквой А на фиг. 1, вид в увеличенном масштабе;
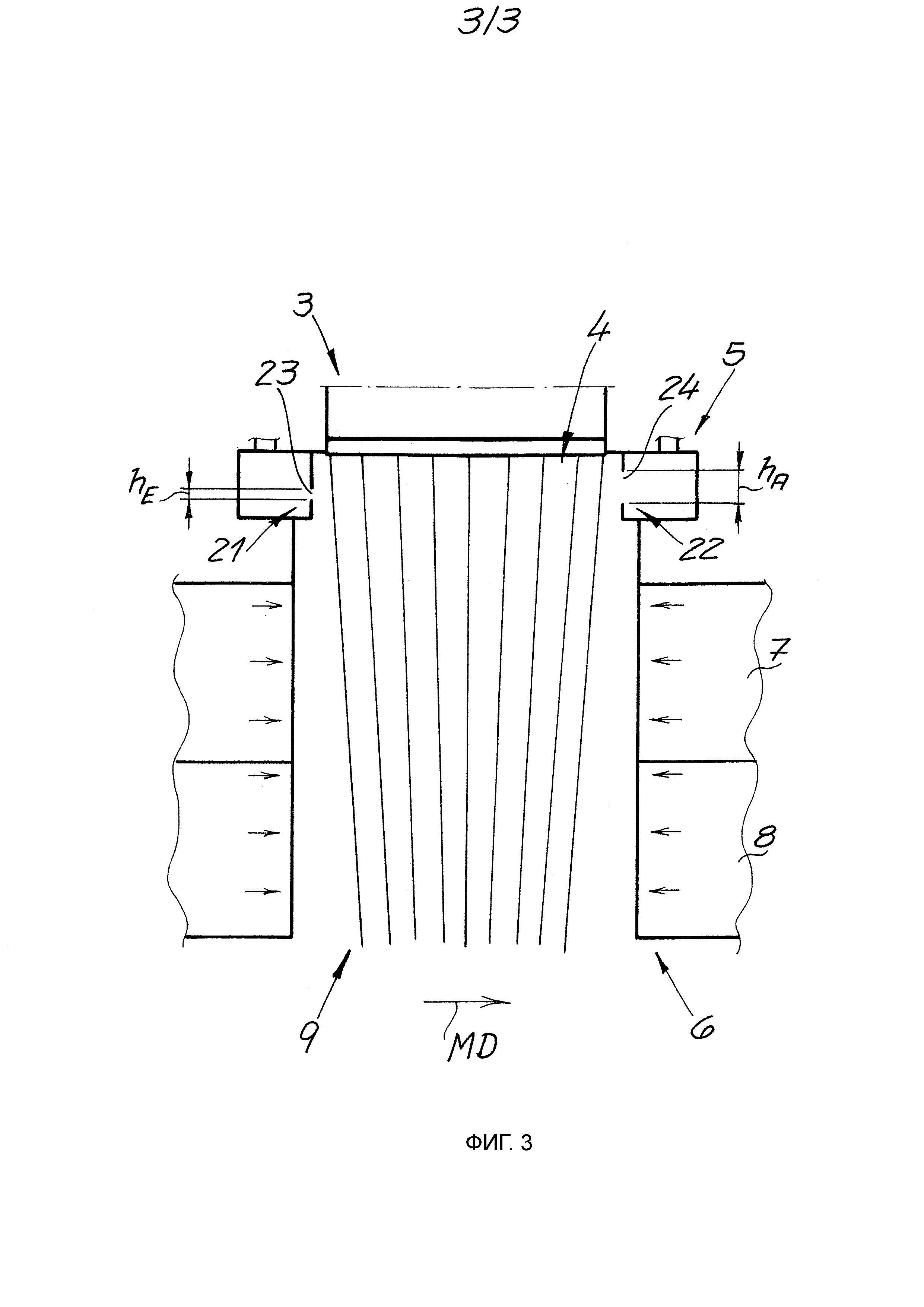
на фиг. 3 - область, обозначенная буквой В на фиг. 1, вид в увеличенном масштабе.
На фигурах показано выполненное в соответствии с изобретением устройство для изготовления фильерных нетканых материалов 1 из элементарных волокон 2, при этом элементарные волокна 2 состоят из термопластичной пластмассы или по существу из нее. Элементарные волокна 2 формуются посредством фильеры 3 и согласно примеру выполнения направляются предпочтительно в помещении 4 своего образования под фильерой 3 через устройство 5 для отсасывания образующихся во время процесса формования газов. В направлении потока элементарных волокон, позади или под мономерным устройством 5 для отсасывания, расположено охлаждающее устройство 6 для охлаждения элементарных волокон 2. В примере выполнения - это охлаждающее устройство 6 содержит предпочтительно камеру для подаваемого воздуха, разделенную предпочтительно в примере выполнения на два отсека 7 и 8. Из этих обоих отсеков 7, 8 камеры целесообразно в примере выполнения подавать в направлении к пучку 9 элементарных волокон охлаждающий воздух разной температуры.
К охлаждающему устройству 6 примыкает в направлении потока элементарных волокон промежуточный канал 10 согласно изобретению. Этот промежуточный канал 10 в примере выполнения разделен на два сходящихся участка 11, 12, которые расположены последовательно или друг под другом. Расположенный в направлении потока элементарных волокон первый или верхний участок 11 канала имеет при этом меньшую длину (в направлении потока элементарных волокон), чем расположенный в направлении потока элементарных волокон второй или нижний участок 12 канала. Соотношение между впускной шириной ВЕ и выпускной шириной ВА первого верхнего участка 11 канала составляет предпочтительно согласно примеру выполнения 2,25-2,75. Соотношение между впускной шириной bE и выпускной шириной ba второго нижнего участка 12 канала составляет предпочтительно согласно примеру выполнения 1,9-2,7. В примере выполнения предпочтительно соотношение между длиной L первого верхнего участка 11 канала и длиной l второго нижнего участка 12 канала составляет 1 : 7-1 : 9.
Угол α раствора между верхней стенкой 13 канала первого или верхнего участка 11 канала и проходящей через промежуточный канал 10 центральной средней плоскостью М составляет особо предпочтительно согласно примеру выполнения 30-50°. При этом средняя плоскость М проходит согласно примеру выполнения поперечно, предпочтительно перпендикулярно направлению отлива (МD) устройства. Предпочтительно в примере выполнения угол β раствора между нижней стенкой 14 канала второго или нижнего участка 12 канала и проходящей через промежуточный канал 10 центральной средней плоскостью М составляет 0,4-6°.
Предпочтительно к промежуточному каналу 10 в примере выполнения примыкает подводящий канал 15 вытягивающего устройства 16. Предпочтительно узел, состоящий из охлаждающего устройства 6, промежуточного канала 10 и вытягивающего устройства 16 или подводящего канала 15, в примере выполнения выполнен закрытым, и в таком закрытом узле за исключением подачи охлаждающего воздуха в охлаждающее устройстве 6 никакой иной подачи воздуха не происходит.
Согласно примеру выполнения в направлении потока элементарных волокон расположены за или под вытягивающим устройством 16 два диффузора 17, 18, через которые направляются элементарные волокна 2. Согласно особо предпочтительному варианту выполнения в примере выполнения между обоими диффузорами 17, 18 расположена щель для впуска вторичного воздуха или щель 25 для впуска окружающего воздуха. Рядом с диффузорами 17, 18 укладываются предпочтительно согласно примеру выполнения элементарные волокна 2 на укладчик в виде укладочной ленточной сетки 19 для формования полотна нетканого материала. В рамках изобретения предусмотрено, чтобы после этого фильерный нетканый материал 1 для предварительного упрочнения или упрочнения был пропущен через каландр 20.
Согласно предпочтительному варианту выполнения и согласно примеру выполнения мономерное устройство 5 для отсасывания имеет два участка с отсасывающими отверстиями CD 21, 22, расположенными последовательно, соответственно поперек направления отлива и напротив формовочного поля. Эти участки с отсасывающими отверстиями CD являются предпочтительными и в примере выполнения имеют вид отсасывающих щелей CD 23, 24. В примере выполнения через заднюю, если смотреть в направлении отлива, отсасывающую щель CD 24 отсасывается больший объемный поток, чем через переднюю, если смотреть в направлении отлива, отсасывающую щель CD 23. Предпочтительно для этого в примере выполнения высота hA по вертикали задней, если смотреть в направлении отлива, отсасывающей щели CD 24 больше, чем вертикальная высота hE передней, если смотреть в направлении отлива, передней отсасывающей щели CD 23. Согласно варианту выполнения и примеру выполнения высота hA задней, если смотреть в направлении отлива, отсасывающей щели CD 24 превышает более, чем в два раза высоту hE задней, если смотреть в направлении отлива, отсасывающей щели CD 23.
Реферат
Устройство для изготовления фильерных нетканых материалов из элементарных волокон, при этом предусмотрены фильера для формования элементарных волокон, охлаждающее устройство для охлаждения сформованных элементарных волокон и вытягивающее устройство для вытяжки элементарных волокон. Между охлаждающим и вытягивающим устройствами расположен промежуточный канал, причем этот канал имеет по меньшей мере два расположенных последовательно в направлении потока элементарных волокон сходящихся участка. Верхний в направлении потока элементарных волокон участок канала имеет меньшую длину, чем нижний в направлении потока элементарных волокон участок канала. Соотношение между впускной шириной Ви выпускной шириной Впервого верхнего участка канала составляет 1,5-5,5. 2 н. и 12 з.п. ф-лы, 3 ил.
Формула
Документы, цитированные в отчёте о поиске
Формовочное устройство для получения тонких нитей путем расщепления
Комментарии