Способ и устройство для производства нетканых материалов из бесконечных элементарных нитей - RU2732563C1
Код документа: RU2732563C1
Чертежи


Описание
Область техники, к которой относится изобретение
Изобретение относится к устройству для производства нетканых материалов из бесконечных элементарных нитей, в частности из бесконечных элементарных нитей из термопласта, причем предусмотрены фильера для прядения бесконечных элементарных нитей и охлаждающая камера для охлаждения выпрядаемых элементарных нитей охлаждающим воздухом, причем предусмотрены вытяжное устройство для вытяжки элементарных нитей и укладочное устройство для укладывания элементарных нитей и для их отвода в машинном направлении MD. Изобретение относится также к способу производства нетканых материалов из бесконечных элементарных нитей. Согласно изобретению, под нетканым материалом имеется в виду, в частности, нетканый материал «спанбонд», произведенный по технологии «спанбонд».
Уровень техники
Соответствующие устройства для производства спанбонда специалисту известны. Бесконечные элементарные нити отличаются по своей как бы бесконечной длине от штапельных волокон, которые имеют заметно меньшую длину, например 10-60 мм.
Под машинным направлением MD здесь и далее имеется в виду направление, в котором слой элементарных нитей или слой материала отводится укладочным устройством, в частности укладочной сетчатой лентой. У известных устройств для производства спанбонда охлаждающая камера и вытяжное устройство проходят, как правило, поперек машинного направления MD и, тем самым, в так называемом направлении CD. Обращенные к потоку элементарных нитей стенки охлаждающей камеры и вытяжного устройства в направлении CD обычно заметно длиннее, чем их торцевые стороны или торцевые стенки в направлении MD. Подвод охлаждающего воздуха в охлаждающую камеру происходит, как правило, по длинным, обращенным к потоку элементарных нитей стенкам в направлении CD (CD-стенки).
Устройства и способы описанного выше рода известны из практики в различных вариантах. Однако большое число этих известных устройств и способов имеет тот недостаток, что произведенные нетканые материалы по своей поверхностной протяженности выполнены не всегда достаточно однородными или равномерными. Нередко произведенные таким образом нетканые материалы имеют мешающие неоднородности в виде дефектных мест или изъянов. Такие неоднородности наблюдаются, прежде всего, в краевых зонах слоя элементарных нитей. Эти недостатки, очевидно, объясняются нестабильностями при ведении элементарных нитей в краевой зоне. Возникают утоненные и сильно неравномерные укладки элементарных нитей в этой краевой зоне. Из-за неустановившихся движений элементарных нитей в краевой зоне возникают также взаимные соприкосновения элементарных нитей, которые могут привести их к обрывам. При таком обрыве в слое элементарных нитей видно начало следующей новой элементарной нити, поскольку часть нити не была подвергнута той же скорости и поэтому заметно толще окружающих элементарных нитей в слое. Нередко часть нити также недостаточно охлаждена и из-за этого может приклеиться к слою или к укладочной сетчатой ленте. Вследствие взаимных соприкосновений элементарных нитей в краевой зоне слоя нетканого материала возникают так называемые «капли», которые вызывают серьезные нарушения. Капли возникают вследствие соприкосновения нескольких элементарных нитей, которые видны как массовое скопление на укладке или на укладочной сетчатой ленте. Возникают склеивания в укладке нетканого материала, которые могут прилипнуть к ней или к касающимся ее валкам. При передаче нетканого материала в каландр эти дефектные места вырываются, в результате чего в нетканом материале возникают нежелательные дырки. По этим причинам укладка нетканого материала в своей краевой зоне или в зоне MD-сторон требует улучшения.
Раскрытие изобретения
В основе изобретения лежит задача создания устройства описанного выше типа, с помощью которого можно предотвратить или, по меньшей мере, в значительной степени минимизировать неоднородности или дефектные места в укладке элементарных нитей в краевой зоне или в MD-зоне. В основе изобретения лежит также задача создания соответствующего способа производства таких нетканых материалов.
Эта задача решается, согласно изобретению, посредством устройства для производства нетканых материалов из бесконечных элементарных нитей, в частности из бесконечных элементарных нитей из термопласта, причем предусмотрены фильера для прядения бесконечных элементарных нитей и охлаждающая камера для охлаждения выпрядаемых элементарных нитей охлаждающим воздухом, причем далее предусмотрены вытяжное устройство для вытяжки элементарных нитей и укладочное устройство для укладывания элементарных нитей и для их отвода в машинном направлении MD,
причем охлаждающая камера содержит на своих проходящих поперек машинного направления (направление CD) противоположных сторонах по одной воздухоподводящей кабине для подвода охлаждающего воздуха, и причем, по меньшей мере, на одной из расположенных параллельно машинному направлению (направление MD) сторонах (MD-стороны) охлаждающей камеры охлаждающий воздух отводится из нее.
Согласно изобретению, следовательно, охлаждающий воздух или технологический воздух отводится из охлаждающей камеры на ее, как правило, коротких или более коротких сторонах (MD-стороны) или торцевых сторонах. При этом, согласно изобретению, охлаждающий воздух отводится из охлаждающей камеры на обеих расположенных параллельно машинному направлению (направление MD) сторонах (MD-стороны). Целесообразно воздухоотвод происходит по высоте или по вертикальной высоте MD-стороны охлаждающей камеры и предпочтительно по всей высоте или по всей вертикальной высоте MD-стороны охлаждающей камеры или в нескольких, распределенных по высоте или по вертикальной высоте MD-стороны охлаждающей камеры местах или местах отвода.
В основе изобретения лежит тот факт, что для повышения однородности укладки нетканого материала в краевых зонах или в зоне MD-сторон устройства целесообразно оказание влияния на поток охлаждающего воздуха в этих краевых зонах. При этом на движения элементарных нитей оказывается такое влияние, что достигается равномерность укладки элементарных нитей. Следует также исходить из того, что за счет предложенного воздухоотвода на MD-сторонах при увеличении сечения в направлении CD можно эффективно избежать отделения воздушного потока, благодаря чему можно поддерживать равномерное ведение элементарных нитей. В основе изобретения лежит тот факт, что отвод охлаждающего воздуха на торцевых сторонах или на MD-сторонах представляет собой относительно простую меру, с помощью которой можно, тем не менее, эффективно и функционально-надежно решить техническую задачу. Далее в основе изобретения лежит тот факт, что возможные торцевые воздухоотсосы в зоне отсоса мономеров между фильерой и охлаждающей камерой или в зоне вытяжного устройства и/или в зоне диффузора здесь не помогут, а речь идет в действительности о отводе охлаждающего воздуха в зоне или в зоне высоты охлаждающей камеры. Особое значение в том, что предложенные меры торцевого отвода охлаждающего воздуха зарекомендовали себя, в частности, даже при высоких расходах более 150 кг/ч/м, более 200 кг/ч/м и даже более 250 кг/ч/м. При производстве элементарных нитей из полиолефинов, в частности из полипропилена, предложенные меры зарекомендовали себя при скоростях нитей более 2000 м/мин. При производстве элементарных нитей из полиэфира, в частности из полиэтилентерефталата (ПЭТ) предложенные меры зарекомендовали себя при высоких скоростях нитей 4000-5000 м/мин или даже более 5000 м/мин.
Один совершенно особенно предпочтительный вариант осуществления изобретения отличается тем, что предложенное устройство выполнено с возможностью непрерывного или, в основном, непрерывного отвода охлаждающего воздуха, по меньшей мере, на одной MD-стороне, преимущественно на обеих MD-сторонах.
Рекомендуется, чтобы, по меньшей мере, одна, преимущественно обе расположенные параллельно машинному направлению MD-стороны охлаждающей камеры была/были ограничена/ограничены соответственно, по меньшей мере, одной боковой стенкой и/или была/были закрыта/закрыты соответственно, по меньшей мере, одной боковой дверцей. Отвод охлаждающего воздуха происходит тогда в зоне боковой стенки и/или боковой дверцы или через боковую стенку и/или через боковую дверцу. Согласно изобретению, одна боковая стенка и/или одна боковая дверца имеет прозрачные участки, через которые можно извне инспектировать состояние или движение элементарных нитей.
Согласно одному рекомендуемому варианту осуществления изобретения, по меньшей мере, в одной боковой стенке и/или, по меньшей мере, в одной боковой дверце MD-сторон выполнено, по меньшей мере, одно отверстие или большое число отверстий, причем через это, по меньшей мере, одно отверстие или через эти отверстия охлаждающий воздух отводится по MD-сторонам из охлаждающей камеры. Один предпочтительный вариант осуществления изобретения отличается тем, что, по меньшей мере, в одной боковой стенке и/или, по меньшей мере, в одной боковой дверце MD-сторон выполнен, по меньшей мере, один проницаемый или полупроницаемый участок, причем через эти проницаемые или полупроницаемые участки охлаждающий воздух отводится по MD-сторонам из охлаждающей камеры. Один особенно зарекомендовавший себя вариант осуществления изобретения отличается тем, что отверстия и/или проницаемые или полупроницаемые участки распределены по высоте, по меньшей мере, одной боковой стенки и/или по высоте, по меньшей мере, одной боковой дверцы и предпочтительно по высоте обеих боковых стенок или обеих боковых дверец. Если отверстия выполнены в одной боковой стенке и/или одной боковой дверце, то речь идет целесообразно, по меньшей мере, о 5, предпочтительно, по меньшей мере, о 10 и особенно предпочтительно, по меньшей мере, о 15 отверстиях. Отверстия могут быть реализованы в виде проточек, щелей и т.п. Согласно одному весьма предпочтительному варианту осуществления изобретения, описанные выше варианты реализованы с отверстиями и/или с проницаемыми или полупроницаемыми участками на обеих MD-сторонах или на обеих боковых стенках или боковых дверцах охлаждающей камеры.
Согласно одному весьма рекомендуемому варианту осуществления изобретения, проницаемые или полупроницаемые участки и/или отверстия выполнены в краевых профилях, по меньшей мере, одной боковой дверцы, предпочтительно обеих боковых дверец.
Один весьма зарекомендовавший себя вариант осуществления изобретения отличается тем, что, по меньшей мере, одна MD-сторона, преимущественно обе MD-стороны содержит/содержат, по меньшей мере, один воздухонаправляющий элемент, предпочтительно несколько воздухонаправляющих элементов для ведения отводимого охлаждающего воздуха. Один рекомендуемый вариант осуществления изобретения отличается тем, что в качестве воздухонаправляющих элементов выполнены краевые профили, по меньшей мере, одной боковой дверцы, предпочтительно обеих боковых дверец.
Согласно изобретению, в зоне MD-сторон имеется перепад давления или достаточный перепад давления, так что охлаждающий воздух может вытекать из MD-сторон. Один предпочтительный вариант осуществления изобретения отличается тем, что отвод охлаждающего воздуха через MD-стороны охлаждающей камеры происходит пассивно. В этом случае устройство выполнено с возможностью отвода охлаждающего воздуха на основе избыточного давления в охлаждающее камеры через, по меньшей мере, одну MD-сторону, преимущественно через обе MD-стороны. Далее один предпочтительный вариант осуществления изобретения отличается тем, что активный отвод охлаждающего воздуха из охлаждающей камеры происходит через, по меньшей мере, одну MD-сторону. В этом предпочтительном варианте предусмотрена, по меньшей мере, одна воздуходувка, с помощью которой охлаждающий воздух отводится из охлаждающей камеры через, по меньшей мере, одну ее MD-сторону.
Согласно изобретению, предложенное устройство выполнено таким образом, что на одной MD-стороне охлаждающей камеры, преимущественно на каждой из обеих ее MD-сторон отводится количество охлаждающего воздуха, составляющее 1-400 м3/ч, предпочтительно 2-350 м3/ч и, в частности, 5-350 м3/ч. Особенно предпочтительно на одной MD-стороне, преимущественно на каждой из обеих MD-сторон охлаждающей камеры отводится количество охлаждающего воздуха, составляющее 10-300 м3/ч, в частности 25-250 м3/ч и весьма предпочтительно 30-200 м3/ч.
Далее, согласно изобретению, происходит регулирование или дросселирование отводимого объемного потока охлаждающего воздуха в зависимости от уровня или расположения и/или движения элементарных нитей. Так, состояние или движение элементарных нитей можно наблюдать в зоне MD-сторон, а регулирование или дросселирование отводимого объемного потока охлаждающего воздуха согласовывается до тех пор, пока пучок элементарных нитей больше не будет показывать никаких нежелательных движений. Наблюдение может осуществляться, в частности, через прозрачные участки в боковых стенках устройства. Целесообразно отводимые объемные потоки охлаждающего воздуха регулируются или дросселируются отдельно на обеих MD-сторонах.
Согласно одному особенно предпочтительному варианту осуществления изобретения, происходит полуавтоматическое или автоматическое регулирование или дросселирование отводимого на MD-сторонах объемного потока охлаждающего воздуха. Таким образом, согласно изобретению, отводимый, по меньшей мере, на одной MD-стороне, предпочтительно на обеих MD-сторонах объемный поток охлаждающего воздуха регулируется или дросселируется в зависимости от, по меньшей мере, одного измеряемого параметра. Согласно одному варианту, в зависимости от, по меньшей мере, одного измеряемого параметра регулируется или дросселируется давление в охлаждающей камере, и на основе давления или избыточного давления в охлаждающей камере происходит тогда в некоторой степени пассивный отвод объемного потока охлаждающего воздуха, целесообразно против твердо установленного дросселирования. Один вариант отличается тем, что в зависимости от, по меньшей мере, одного измеряемого параметра настраивается, по меньшей мере, одна отсасывающая воздуходувка для отвода объемного потока охлаждающего воздуха, по меньшей мере, на одной MD-стороне, предпочтительно на обеих MD-сторонах (активный отвод охлаждающего воздуха). У, по меньшей мере, одного измеряемого параметра речь идет, в частности, о расходе и/или выбранном полимере для элементарных нитей и/или о температуре плавления и/или температуре воздуха и/или объемом потоке в охлаждающей камере и/или о давлении в ней. В зависимости от измеренного измеряемого параметра происходит тогда описанное выше регулирование или дросселирование объемного потока охлаждающего воздуха, который отводится через MD-сторону или MD-стороны охлаждающей камеры.
Рекомендуемое регулирование или дросселирование отводимого объемного потока охлаждающего воздуха отличается тем, что элементарные нити или их движение регистрируются/регистрируется в краевой зоне на MD-сторонах с помощью камеры и т.п. При этом требуемый отводимый объемный поток охлаждающего воздуха рассчитывается, настраивается и регулируется либо в зависимости от движения элементарных нитей, либо в зависимости от распределения яркости при соответствующем освещении. Соответствующие изображения камеры или оценки камеры могут быть отображены также на пульте управления, так что с него возможно управление или регулирование отводимого объемного потока охлаждающего воздуха. Другой вариант осуществления изобретения отличается тем, что укладка нетканого материала в краевой зоне на MD-сторонах наблюдается или замеряется и оценивается и в зависимости от результатов оценки требуемый отводимый объемный поток охлаждающего воздуха настраивается или регулируется. Согласно изобретению, предложенное устройство содержит, по меньшей мере, одно устройство управления и/или регулирования, с помощью которого управляется и/или регулируется или дросселируется отводимый, по меньшей мере, через одну MD-сторону или через MD-стороны объемный поток охлаждающего воздуха.
Согласно одному варианту осуществления изобретения, отводимые через обе MD-стороны объемные потоки охлаждающего воздуха могут быть одинаковыми или, в основном, одинаковыми. Однако, согласно изобретению, на обеих MD-сторонах могут отводиться также разные объемные потоки охлаждающего воздуха. Другой вариант осуществления изобретения отличается тем, что по высоте или по вертикальной высоте охлаждающей камеры происходит разный отвод охлаждающего воздуха или отводятся разные объемные потоки охлаждающего воздуха. Таким образом, по высоте или по вертикальной высоте охлаждающей камеры в этом варианте возникают разные профили выпуска.
Ниже описан рекомендуемый вариант используемого, согласно изобретению, устройства для производства спанбонда. Бесконечные элементарные нити прядутся посредством фильеры и подаются в охлаждающую камеру для их охлаждения охлаждающим воздухом. Согласно изобретению, поперек машинного направления (направление MD) расположена, по меньшей мере, одна прядильная балка для прядения элементарных нитей. Согласно одному особенно предпочтительному варианту осуществления изобретения, прядильная балка ориентирована перпендикулярно или, в основном, перпендикулярно машинному направлению. Однако, согласно изобретению, также возможно, чтобы прядильная балка была расположена наискось к машинному направлению. Один рекомендуемый вариант осуществления изобретения отличается тем, что между фильерой и охлаждающей камерой расположено, по меньшей мере, одно устройство для отсоса мономеров. С помощью этого устройства для отсоса мономеров отсасывается воздух из пространства формования элементарных нитей под фильерой. За счет этого из устройства можно удалить выходящие помимо бесконечных элементарных нитей газы, такие как мономеры, олигомеры, продукты разложения и т.п. Устройство для отсоса мономеров содержит преимущественно, по меньшей мере, одну отсасывающую камеру, к которой целесообразно присоединена, по меньшей мере, одна отсасывающая воздуходувка. Рекомендуется, чтобы в направлении потока элементарных нитей к устройству для отсоса мономеров примыкала предложенная охлаждающая камера с воздухоподводящими кабинами для подвода охлаждающего воздуха. Охлаждающий воздух вводится из этих проходящих в направлении CD (поперек машинного направления) воздухоподводящих кабин в охлаждающую камеру. Параллельно машинному направлению и, тем самым, в направлении MD происходит предложенный отвод охлаждающего воздуха из охлаждающей камеры через ее MD-стороны. Эти MD-стороны охлаждающей камеры целесообразно короче или заметно короче ее CD-сторон, вдоль которых проходят обе воздухоподводящие кабины охлаждающей камеры.
Согласно одному предпочтительному варианту осуществления изобретения, воздухоподводящие кабины разделены соответственно на две или более расположенных друг над другом секций, из которых подводится предпочтительно охлаждающий воздух разной температуры. Рекомендуемым образом через два противоположные секции воздухоподводящих кабин происходит ввод в охлаждающую камеру охлаждающего воздуха с температурой Т1, а через две нижерасположенные противоположные секции – ввод охлаждающего воздуха с температурой Т2, причем обе температуры Т1, Т2 отличаются. Согласно изобретению, предложенный отвод охлаждающего воздуха на MD-сторонах происходит в зоне каждой секции воздухоподводящих кабин.
Согласно изобретению, элементарные нити вводятся из охлаждающей камеры в вытяжное устройство для их вытяжки. Целесообразно к охлаждающей камере примыкает промежуточный канал, который соединяет охлаждающую камеру с вытяжной шахтой вытяжного устройства. Один совершенно особенно предпочтительный вариант осуществления изобретения отличается тем, что агрегат из охлаждающей камеры и вытяжного устройства или агрегат из охлаждающей камеры, промежуточного канала и вытяжной шахты выполнен в виде замкнутой системы. При этом под замкнутой системой имеется в виду, в частности, то, что, кроме подвода охлаждающего воздуха в охлаждающую камеру, не происходит никакого другого воздухоподвода в этот агрегат. Предложенный отвод охлаждающего воздуха на MD-сторонах охлаждающей камеры особенно зарекомендовал себя в комбинации с предпочтительным замкнутым агрегатом в отношении решения технической задачи. Прежде всего, у этой комбинации в краевых зонах укладки элементарных нитей достигаются особенно однородные и свободные от дефектных мест участки нетканого материала. Это тот случай, в частности, когда отвод охлаждающего воздуха на MD-сторонах охлаждающей камеры происходит в распределенных по высоте MD-сторон местах и, прежде всего, тогда, когда отвод охлаждающего воздуха происходит как в верхней, так и в нижней половине MD-сторон охлаждающей камеры.
Согласно одному рекомендуемому варианту осуществления изобретения, к вытяжному устройству в направлении потока элементарных нитей примыкает, по меньшей мере, один диффузор, через который направляются элементарные нити. Целесообразно этот диффузор имеет расширяющееся в направлении укладывания элементарных нитей сечение или расходящийся участок. Согласно изобретению, элементарные нити укладываются на укладочное устройство для укладывания элементарных нитей или для укладывания нетканого материала. Целесообразно у укладочного устройства речь идет об укладочной сетчатой ленте или о воздухопроницаемой укладочной сетчатой ленте. С помощью этого укладочного устройства или этой укладочной сетчатой ленты образованное из элементарных нитей полотно нетканого материала отводится в машинном направлении (направление MD). Рекомендуется, чтобы в зоне укладывания элементарных нитей технологический воздух всасывался через укладочное устройство или через укладочную сетчатую ленту или снизу через укладочную сетчатую ленту. За счет этого можно достичь особенно стабильного укладывания элементарных нитей или нетканого материала. Этому отсосу в комбинации с предложенным отводом охлаждающего воздуха на MD-сторонах охлаждающей камеры также придается особое значение. После укладывания на укладочное устройство укладка элементарных нитей или полотно нетканого материала подается целесообразно на другие этапы обработки, в частности на каландрирование.
Один весьма рекомендуемый вариант осуществления изобретения отличается тем, что, по меньшей мере, в одной воздухоподводящей кабине, преимущественно в обеих воздухоподводящих кабинах охлаждающей камеры со стороны охлаждающей камеры расположен выпрямитель потока, через который охлаждающий воздух протекает перед входом в охлаждающую камеру. Выпрямители потока служат для выпрямления попадающего на элементарные нити потока охлаждающего воздуха. Согласно изобретению, выпрямитель потока имеет большое число проточных каналов, ориентированных перпендикулярно потоку элементарных нитей. Эти проточные каналы ограничены соответственно стенками и выполнены преимущественно линейными. Зарекомендовало себя то, что свободно обтекаемая открытая поверхность каждого выпрямителя потока составляет более 90% всей его поверхности. Под свободно обтекаемой открытой поверхностью выпрямителя потока имеется в виду поверхность, через которую свободно протекает охлаждающий воздух и которая не блокируется стенками каналов или распорками, возможно, расположенными между проточными каналами. Преимущественно отношение длины L проточных каналов к их наименьшему внутреннему диаметру Di составляет 1-10, целесообразно 1-9. Проточные каналы могут иметь, например, многоугольное сечение, в частности шестиугольное сечение. Однако они могут быть в сечении также круглыми. Термин «наименьший внутренний диаметр Di» относится здесь и далее к наименьшему внутреннему диаметру, измеренному у одного проточного канала выпрямителя потока, если этот проточный канал имеет в отношении своего сечения разные внутренние диаметры. Так, наименьший внутренний диаметр при сечении в форме правильного шестиугольника измеряется между двумя противоположными сторонами, а не между двумя противоположными углами. Если наименьший внутренний диаметр у различных проточных каналов изменяется, то под «наименьшим внутренним диаметром Di» имеется в виду, в частности, усредненный в отношении большого числа проточных каналов наименьший внутренний диаметр или средний наименьший внутренний диаметр.
Согласно одному варианту осуществления изобретения, охлаждающий воздух, отводимый, по меньшей мере, из одной MD-стороны, преимущественно из обеих MD-сторон охлаждающей камеры, вводится в устройство для отсоса мономеров. Для этого может использоваться, по меньшей мере, одна присоединенная к устройству для отсоса мономеров отсасывающая воздуходувка. Преимущественно в этом варианте отводимый охлаждающий воздух направляется через расположенную в устройстве для отсоса мономеров фильтрующую систему. В качестве альтернативы или дополнительно отводимый на одной MD-стороне или на MD-сторонах охлаждающий воздух может вводиться в промежуточный канал и/или в диффузор и/или в отсос под укладочным устройством. За счет этих отводов можно соответственно или в комбинации создать достаточный перепад давления для отвода охлаждающего воздуха из охлаждающей камеры.
Техническая задача изобретения решается также посредством способа производства нетканых материалов из бесконечных элементарных нитей, в частности из бесконечных элементарных нитей из термопласта, причем элементарные нити прядутся и вслед за этим охлаждаются в охлаждающей камере, причем для охлаждения элементарных нитей охлаждающий воздух вводится в охлаждающую камеру через две противоположные, проходящие поперек машинного направления (в направлении CD) стороны и причем охлаждающий воздух отводится из охлаждающей камеры, по меньшей мере, на одной из расположенных параллельно машинному направлению сторон (MD-стороны), преимущественно на обеих MD-сторонах.
Уже указывалось на то, что, согласно одному рекомендуемому варианту, отводимый, по меньшей мере, через одну MD-сторону, преимущественно через обе MD-стороны объемный поток охлаждающего воздуха управляется и/или регулируется или дросселируется. При этом отводимый, по меньшей мере, через одну MD-сторону, преимущественно через обе MD-стороны объемный поток охлаждающего воздуха целесообразно в зависимости от состояния элементарных нитей или от состояния пучка элементарных нитей регулируется или дросселируется в зоне MD-стороны или MD-сторон. Далее, согласно изобретению, отводимые через обе MD-стороны объемные потоки охлаждающего воздуха могут управляться и/или регулироваться или дросселироваться соответственно отдельно. В рамках способа отводимый, по меньшей мере, через одну MD-сторону, преимущественно через обе MD-стороны охлаждающей камеры охлаждающий воздух может вводиться в расположенное между фильерой и охлаждающей камерой устройство для отсоса мономеров и/или технологический объемный поток под охлаждающей камерой и/или в вытяжное устройство и/или в расположенный между вытяжным и укладочным устройствами диффузор и/или в отсос под укладочным устройством.
Один рекомендуемый вариант осуществления изобретения отличается тем, что работа осуществляется с расходами свыше 150 кг/ч/мин, преимущественно свыше 200 кг/ч/мин и также свыше 250 кг/ч/мин. Целесообразно используемые в рамках способа расходы составляют 150-300 кг/ч/мин. Согласно изобретению, в предложенном способе в ходе производства элементарных нитей или нетканых материалов из полиолефинов, в частности из полипропилена, работа осуществляется со скоростью нитей или скоростью элементарных нитей более 2000 м/мин. Далее, согласно изобретению, в предложенном способе в ходе производства элементарных нитей или нетканых материалов из полиэфира, в частности из полиэтилентерефталата (ПЭТ), работа осуществляется со скоростью нитей или скоростью элементарных нитей более 4000 м/мин, в частности более 5000 м/мин. Предложенные меры зарекомендовали себя, прежде всего, при названных высоких расходах и высоких скоростях нитей. Также в этом случае получаются очень стабильные, компактные и однородные краевые укладки нетканых материалов.
В основе изобретения лежит тот факт, что с помощью предложенных устройства и способа могут производиться нетканые материалы оптимального качества и с очень однородными свойствами. Прежде всего, в краевых зонах (на MD-сторонах) укладки элементарных нитей в противоположность многим известным из практики и уровня техники мерам возможны однородные участки нетканых материалов, не имеющие дефектных мест. Произведенные, согласно изобретению, укладки нетканых материалов имеют по своей ширине и, в частности, также в своих краевых зонах равномерную или, в основном, равномерную плотность. За счет того, что воздуху или охлаждающему воздуху в MD-зонах в некоторой степени навязывается предпочтительное направление потока, может быть достигнута очень стабильная, компактная и равномерная краевая зона. Предложенные устройство и способ подходят также для высоких скоростей элементарных нитей и высоких расходов. Также при этом по всей ширине полотна нетканого материала и, тем самым, в краевых зонах можно достичь прекрасных однородных свойств этого полотна. Благодаря предложенному отводу охлаждающего воздуха в зоне MD-сторон охлаждающей камеры происходит очень положительное воздействие на поток элементарных нитей, а предпринимаемые в зависимости от ситуации настройки отводимого объемного потока охлаждающего воздуха возможны простым и малозатратным образом. Прежде всего, следует подчеркнуть, что могут быть предотвращены или, по меньшей мере, в значительной степени минимизированы наблюдаемые при многих известных мерах капли в краевых зонах полотна нетканого материала. Кроме того, следует подчеркнуть, что названные преимущества достигаются за счет относительно простых мер и за счет малых аппаратных затрат. По сравнению с известными до сих пор устройствами для производства спанбонда здесь для реализации предложенных мер почти не требуется или требуется лишь мало дополнительных аппаратных средств. Это справедливо, прежде всего, при пассивном отводе охлаждающего воздуха посредством избыточного давления в охлаждающей камере. Далее следует подчеркнуть, что изобретение настраивается простым и малозатратным образом на различную ширину укладки полотна нетканого материала.
Краткое описание чертежей
Ниже изобретение более подробно поясняется со ссылкой на чертежи, на которых схематично изображен лишь один пример его осуществления. На чертежах представляют:
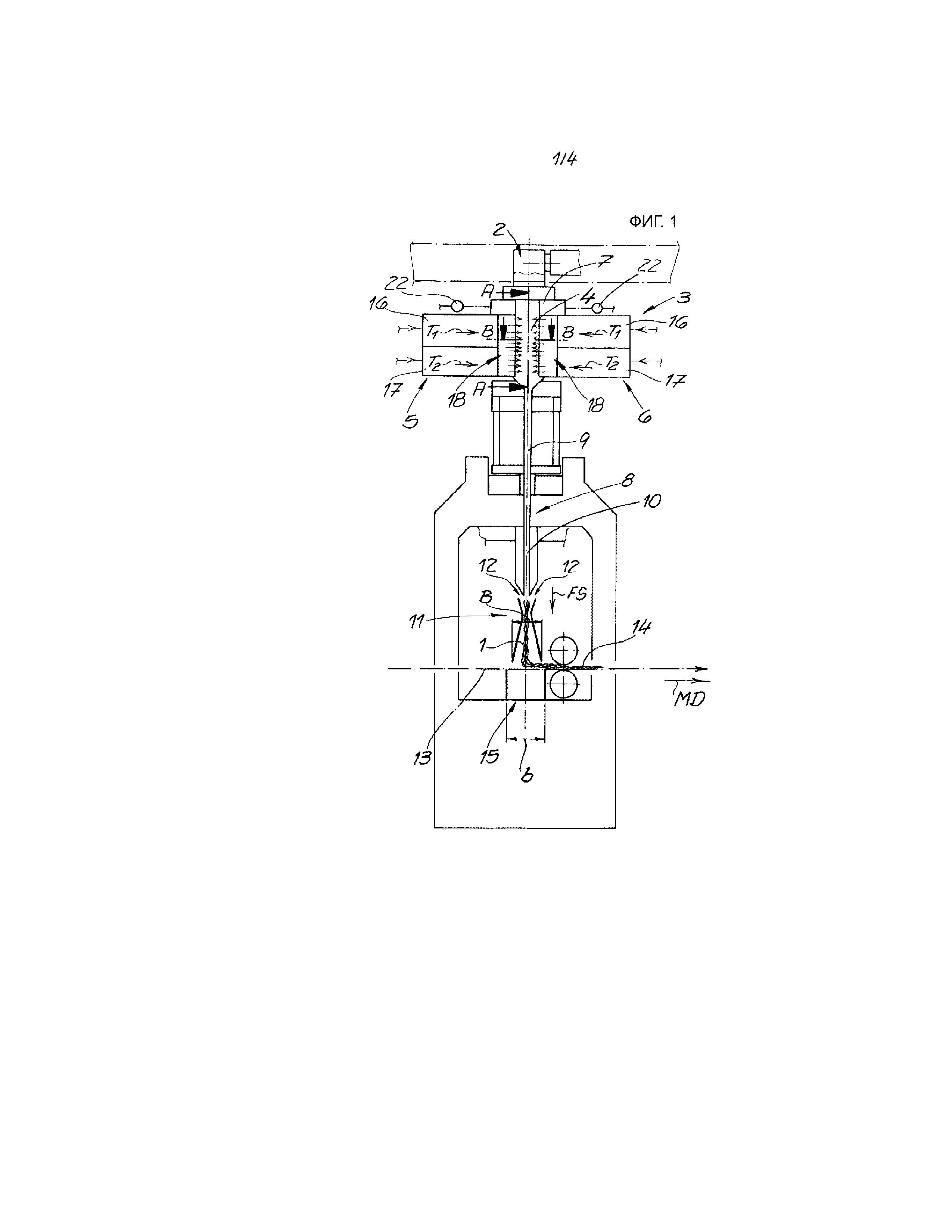
- фиг. 1: вертикальный разрез устройства;
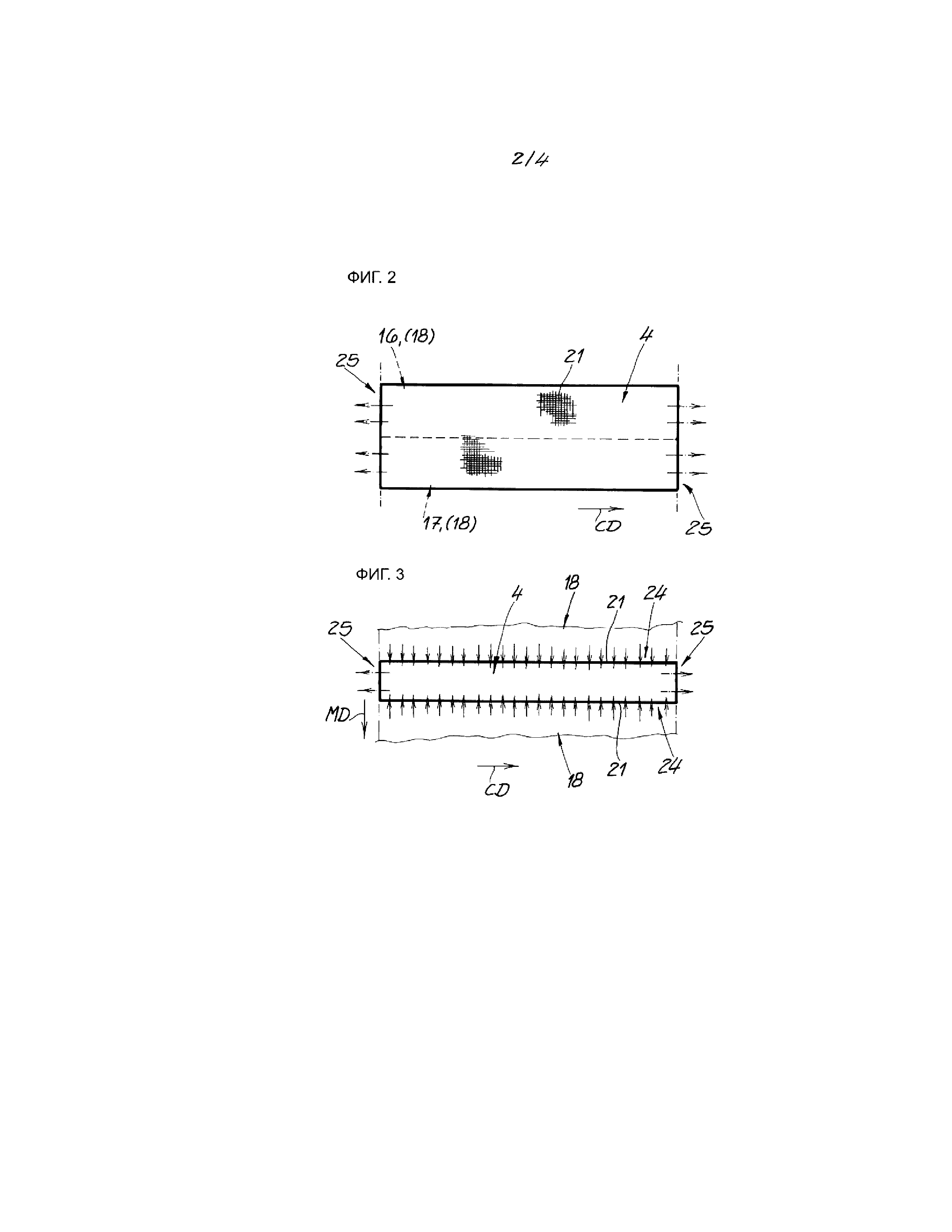
- фиг. 2: разрез А-А объекта из фиг. 1;
- фиг. 3: вид сверху на сечение В-В объекта из фиг. 1;
- фиг. 4: перспективный вид воздухонаправляющих элементов на MD-стороне устройства;
- фиг. 5: перспективный вид агрегата из выпрямителя потока с расположенными перед и за ним проточными сетками;
- фиг. 6: сечение участка выпрямителя потока.
Осуществление изобретения
На чертежах изображено устройство для производства нетканых материалов из бесконечных элементарных нитей 1, в частности из бесконечных элементарных нитей 1 из термопласта. Устройство содержит фильеру 2 для прядения бесконечных элементарных нитей 1. Эти выпрядаемые бесконечные элементарные нити 1 вводятся в охлаждающее устройство 3 с охлаждающей камерой 4 и расположенными с ее двух противоположных сторон воздухоподводящими кабинами 5, 6. Охлаждающая камера 4 и воздухоподводящие кабины 5, 6 проходят поперек машинного направления MD и, тем самым, в направлении CD устройства. Охлаждающий воздух вводится в охлаждающую камеру 4 из противоположных воздухоподводящих кабин 5, 6. В каждой из обеих воздухоподводящих кабин 5, 6 целесообразно и в данном примере со стороны охлаждающей камеры расположен выпрямитель 18 потока, через который охлаждающий воздух протекает перед входом в охлаждающую камеру 4.
Между фильерой 2 и охлаждающим устройством 3 преимущественно и в данном примере расположено устройство 7 для отсоса мономеров. С помощью этого устройства 7 могут быть удалены возникающие в процессе прядения мешающие газы. У этих газов речь может идти, например, о мономерах, олигомерах или продуктах разложения и подобных веществах. Устройство 7 для отсоса мономеров содержит целесообразно и в данном примере отсасывающую воздуходувку 22 для отсоса мешающих газов.
Воздухоподводящие кабины 5, 6 с своими выпрямителями 18 потока проходят вдоль CD-сторон 24 охлаждающей камеры 4 поперек машинного направления MD. Через CD-стороны охлаждающий воздух из воздухоподводящих кабин 5, 6 подводится в охлаждающую камеру 4. Согласно изобретению, охлаждающий воздух отводится на торцевых сторонах или на MD-сторонах 25 охлаждающей камеры 4. Эти потоки охлаждающего воздуха изображены, в частности, на фиг. 3 и обозначены там стрелками. Отвод охлаждающего воздуха на MD-сторонах 25 более подробно поясняется ниже. У торцевых сторон или MD-сторон 25 охлаждающей камеры 4 речь идет целесообразно и в данном примере о ее коротких сторонах, которые выполнены, в частности, заметно короче CD-сторон 24. Согласно одному варианту и в данном примере на MD-сторонах 25 охлаждающей камеры 4 выполнены боковые дверцы 23.
В направлении FS потока элементарных нитей за охлаждающим устройством 3 расположено вытяжное устройство 8, в котором элементарные нити 1 вытягиваются. Вытяжное устройство 8 имеет преимущественно и в данном примере промежуточный канал 9, который соединяет охлаждающее устройство 3 с вытяжной шахтой 10 вытяжного устройства 8. Согласно одному особенно предпочтительному варианту и в данном примере агрегат из охлаждающего 3 и вытяжного 8 устройств или агрегат из охлаждающего устройства 3, промежуточного канала 9 и вытяжной шахты 10 выполнен в виде замкнутой системы. При этом под замкнутой системой имеется, в частности, в виду, что, кроме подвода охлаждающего воздуха в охлаждающем устройстве 3, не происходит никакого другого воздухоподвода в этот агрегат. Эта замкнутая система особенно зарекомендовала себя в сочетании с предложенным отводом охлаждающего воздуха на MD-сторонах 25 устройства.
Преимущественно и в данном примере в направлении FS потока элементарных нитей к вытяжному устройству 8 примыкает диффузор 11, через который направляются элементарные нити 1. Согласно одному рекомендуемому варианту и в данном примере между вытяжным устройством 8 или между вытяжной шахтой 10 и диффузором 11 предусмотрены входные щели 12 для ввода вторичного воздуха в диффузор 11. После прохождения через диффузор 11 элементарные нити преимущественно и в данном примере укладываются на выполненное в виде укладочной сетчатой ленты 13 укладочное устройство. Укладка элементарных нитей или полотно 14 нетканого материала отводится затем укладочной сетчатой лентой 13 в машинном направлении MD. Целесообразно и в данном примере под укладочным устройством или под укладочной сетчатой лентой 13 расположено отсасывающее устройство для отсоса воздуха или технологического воздуха через укладочную сетчатую ленту 13. Для этого предпочтительно и в данном примере под выходом диффузора расположена зона 15 отсоса под укладочной сетчатой лентой 13. Предпочтительно зона 15 отсоса простирается, по меньшей мере, по ширине В выхода диффузора. Рекомендуемым образом в данном примере ширина b зоны 15 отсоса больше ширины В выхода диффузора.
Согласно одному предпочтительному варианту и в данном примере каждая воздухоподводящая кабина 5, 6 разделена на две секции 16, 17, из которых подводится соответственно охлаждающий воздух разной температуры. В данном примере из верхних секций 16 подводится соответственно охлаждающий воздух с температурой Т1, а из обеих нижних секций 17 – соответственно охлаждающий воздух с отличающейся от температуры Т1 температурой Т2. Воздухоподводящие кабины 5, 6 могут быть разделены также более чем на две расположенные друг над другом секции 16, 17, из которых целесообразно подводится соответственно охлаждающий воздух разной температуры. Этому разделению воздухоподводящих кабин 5, 6 и притоку охлаждающего воздуха разной температуры в комбинации с предложенным отводом охлаждающего воздуха через MD-стороны также придается особое значение. В этом варианте достигаются очень однородные краевые участки укладки нетканого материала и очень стабильный и компактный край полотна 14 нетканого материала.
В частности, на фиг. 2-4 изображен предложенный отвод охлаждающего воздуха через MD-стороны 25 охлаждающей камеры 4. Объемные потоки охлаждающего воздуха отводятся здесь поперек машинного направления MD и, тем самым, в направлении CD или, в основном, в направлении CD. Направления векторов потоков соответствуют обозначающим потока охлаждающего воздуха стрелкам. Благодаря предложенным мерам охлаждающий воздух приобретает в краевой зоне предпочтительное направление потока (в направлении CD), которое обуславливает предложенные преимущества.
Согласно одному варианту осуществления изобретения, отводимые на обеих MD-сторонах 25 охлаждающей камеры 4 объемные потоки охлаждающего воздуха могут быть настроены по-разному. За счет этого можно компенсировать мешающие в отношении однородной укладки нетканого материала производственные и монтажные допуски и/или разные объемные потоки технологического воздуха или объемные потоки мономеров. В остальном обуславливающие неравномерности отличия между обоими краями укладки нетканого материала можно компенсировать за счет разного ввода тепла полимерным расплавом или за счет разного расхода на каждое отверстие фильеры или за счет разных соотношений смешивания.
На фиг. 4 изображен предпочтительный пример выполнения MD-стороны 25 охлаждающей камеры 4 в целях предложенного отвода охлаждающего воздуха. Здесь на MD-сторонах 25 расположены уголковые, проходящие по высоте охлаждающей камеры 4 воздухонаправляющие элементы 26. Они образуют в данном примере краевые профили боковых дверец 23. Эти воздухонаправляющие элементы 26 имеют отверстия 27, распределенные по высоте охлаждающей камеры 4. Через эти отверстия 27 воздухонаправляющих элементов 26 происходит отвод охлаждающего воздуха на MD-сторонах. Этот отвод может происходить пассивно за счет избыточного давления в охлаждающей камере 4 и/или активно за счет активного отсоса охлаждающего воздуха, например посредством воздуходувки (не показана). Преимущественно и в данном примере охлаждающего воздуха происходит по всей высоте охлаждающей камеры 4. Согласно изобретению, отводимые через отверстия 27 потоки охлаждающего воздуха объединяются в трубопроводе и/или в камере и регулируются, например, посредством задвижки. Один вариант отличается тем, что отводимые на обеих MD-сторонах 25 охлаждающей камеры 4 частичные объемные потоки охлаждающего воздуха объединяются, например, в камере и/или в трубопроводе и сообща настраиваются или регулируются, в частности, посредством установочного и/или регулирующего органа.
Особое значение придается комбинации отвода охлаждающего воздуха на MD-сторонах 25 охлаждающей камеры 4 с расположенными в воздухоподводящих кабинах 5, 6 охлаждающей камеры 4 выпрямителями 18 потока. Последние проходят предпочтительно и в данном примере по обеим секциям 16, 17 каждой воздухоподводящей кабины 5, 6. Выпрямители 18 потока служат для выпрямления попадающего на элементарные нити 1 потока охлаждающего воздуха. На фиг. 5 изображен перспективный вид используемого, согласно изобретению, выпрямителя 18 потока. Этот выпрямитель 18 потока имеет рекомендуемым образом и в данном примере большое число ориентированных перпендикулярно направлению FS элементарных нитей проточных каналов 19. Они соответственно ограничены целесообразно стенками 20 и выполнены преимущественно линейными.
Согласно одному предпочтительному варианту и в данном примере свободно обтекаемая открытая поверхность каждого выпрямителя 18 потока составляет более 90% всей его поверхности. Зарекомендовавшим себя образом и в данном примере отношение длины L проточных каналов 19 к их наименьшему внутреннему диаметру Di составляет 1-10, целесообразно 1-9. Проточные каналы 19 выпрямителя 18 потока могут в данном примере на фиг. 6 иметь шестиугольное или сотообразное сечение. Наименьший внутренний диаметр Di измеряется здесь между противоположными сторонами шестиугольника.
В данном примере каждый выпрямитель 18 потока содержит как на своей входной стороне ES для охлаждающего воздуха, так и на своей выходной стороне AS для него проточную сетку 21. Преимущественно и в данном примере обе проточные сетки 21 каждого выпрямителя 18 потока расположены непосредственно перед и за выпрямителем 18 потока. Рекомендуемым образом и в данном примере обе проточные сетки 21 выпрямителя 18 потока или их поверхности ориентированы перпендикулярно продольному направлению проточных каналов 19 выпрямителя 18 потока. Зарекомендовало себя то, что проточная сетка 21 имеет ширину ячеек 0,1-0,5 мм и преимущественно 0,1-0,4 мм, а также толщину проволок 0,05-0,35 мм и преимущественно 0,05-0,32 мм. Выше уже говорилось о том, что, согласно одному предпочтительному варианту, свободно обтекаемая открытая поверхность каждого выпрямителя 18 потока составляет более 90% всей его поверхности. Проточные сетки не входят в этот расчет свободно обтекаемой открытой поверхности выпрямителя 18 потока.
Реферат
Предложено устройство для производства нетканых материалов из бесконечных элементарных нитей, причем предусмотрены фильера для прядения бесконечных элементарных нитей и охлаждающая камера для охлаждения выпрядаемых элементарных нитей охлаждающим воздухом. Далее предусмотрены вытяжное устройство для вытяжки элементарных нитей и укладочное устройство для укладывания элементарных нитей. Охлаждающая камера содержит на своих проходящих поперек машинного направления противоположных сторонах по одной воздухоподводящей кабине для подвода охлаждающего воздуха. По меньшей мере, на одной из расположенных параллельно машинному направлению (направление MD) сторонах (MD-стороны) охлаждающей камеры охлаждающий воздух отводится из нее. 2 н. и 16 з.п. ф-лы, 6 ил.
Комментарии