Способ и устройство для изготовления по существу бесконечных тонких нитей - RU2265089C2
Код документа: RU2265089C2
Чертежи



Описание
Изобретение относится к способу и устройству для изготовления тонких нитей из растворов полимеров натурального или синтетического происхождения.
Тонкие нити, называемые также микронитями, преимущественно микроволокна конечной длины, изготавливаются с давних пор способом формования путем выдувания горячим воздухом, так называемым способом выдувания расплава. Для осуществления этого способа в настоящее время имеются различные устройства, общим для которых является то, что около ряда отверстий для расплава (известны также устройства с несколькими параллельными рядами отверстий) выходит горячий воздух, который вытягивает нити. В результате смешивания с более холодным окружающим воздухом происходит охлаждение и затвердевание этих нитей или волокон конечной длины, так как нити часто разрываются, что в большинстве случаев нежелательно. Недостатком этого способа выдувания расплава являются высокие затраты энергии для нагрева вытекающего с высокой скоростью горячего воздуха и ограниченный расход через отдельные формующие отверстия (хотя со временем их стали располагать более плотно, с интервалами вплоть до менее 0,6 мм при диаметре отверстий 0,25 мм). Кроме того, при диаметре нити менее 3 мкм происходят обрывы, ведущие к образованию переливов и торчащих волокон в полученной впоследствии текстильной структуре, а из-за необходимой для создания тонких нитей высокой температуры воздуха, заметно превышающей температуру плавления, полимеры разрушаются. Фильеры, которые предложены и защищены в большом количестве, являются дорогостоящими инжекционными устройствами, которые должны быть изготовлены с высокой точностью. Они имеют высокую стоимость, чувствительны к условиям работы, а их очистка является трудоемкой.
Способы выдувания расплава такого типа стали также использоваться для образования волокон конечной длины из лиоцеллюлозной массы, т.е. формования из целлюлозы, растворенной в растворителе, преимущественно NMMO (N-метилморфолин-N-оксид), см., например, WO 98/26122, WO 98/07911, WO 99/47733.
Во французском патенте 2735794 описан способ, в котором целлюлозную массу из одного или нескольких формующих отверстий расщепляют путем разрыва под действием внутренних сил (растрескивания) на отдельные частицы, которые вытягиваются потоком газа, образуя волокна конечной длины. Процесс образования волокон происходит при турбулентном характере потока.
Основной проблемой при формовании лиоцеллюлозных нитей из масс в виде растворов является обеспечение устойчивости формования. Наличие нерастворенных частиц или неравномерное обогащение массы целлюлозой приводит к обрывам нитей, поэтому должны быть приняты меры по предотвращению таких явлений. Однако это налагает особые требования к выполнению устройств и к условиям окружающей среды, а способ формования оказывается осуществимым лишь в узких границах, т.е. чувствительным к изменению условий его осуществления.
Поэтому в основе данного изобретения лежит задача улучшить способ и устройство для изготовления из растворов полимеров тонких нитей, которые являются по существу бесконечными, не подвержены тепловому разрушению вытягивающими газовыми потоками и могут быть изготовлены с малыми затратами энергии и при помощи простого по конструкции формующего устройства.
В DE 19929702 С2 описаны способ и устройства, согласно которым из расплавов полимеров изготавливаются по существу бесконечные нити. Расплавленные жидкие полимерные нити из формующих отверстий, расположенных в один или несколько параллельных рядов или в виде одного или нескольких концентричных колец, поступают в наполненную газом, как правило, воздухом, изолированную от окружающей среды камеру с определенным давлением и попадают в область резкого ускорения этого газа на выходе из камеры, выполненном в виде сопла Лаваля.
На пути в эту область силы, передаваемые на соответствующую нить, возрастают вследствие сдвиговых напряжений, диаметр нити сильно уменьшается, а давление в ее еще жидкой внутренней области сильно возрастает обратно пропорционально ее радиусу в результате действия поверхностного напряжения. Из-за ускорения газа его давление снижается согласно законам аэрогидродинамики. При этом температура прядильной массы и газового потока и его резкое ускорение так согласованы друг с другом, что перед затвердеванием нити гидростатическое давление в ее внутренней области будет больше, чем давление окружающего газа, так что нить разрывается, разделяясь на множество тонких нитей, находящихся рядом друг с другом. Из камеры через находящуюся внизу нее щель выходят нити и воздух. Разрыв происходит в зазоре или за ним, причем, как правило, стабильно по месту, в одной и той же точке, если условия не изменяются. В области большого ускорения потоки газа и нити проходят параллельно, а граничный слой потока вокруг нитей является ламинарным. Удается добиться продолжающегося расщепления первоначальной мононити без образования переливов и обрывов. Используя газовый поток с температурой окружающей среды или немного более высокой, из мононити получают комплексную нить, состоящую из большого количества более тонких нитей.
После точки расщепления нити можно вытягивать далее до тех пор, пока они не затвердеют. Это происходит очень быстро благодаря быстро образующейся большей поверхности нити. Нити являются бесконечными. Дополнительными мерами, путем технических возмущающих воздействий можно получить нити конечной длины, но преобладать будут бесконечные тонкие элементарные нити.
В DE 19929709 в качестве прядильных масс используют расплавляемые полимеры, которые могут быть синтетического или натурального происхождения. Среди волокон натурального сырья особый интерес представляют волокна воспроизводимого сырья - целлюлозы.
Оказалось, что эти способы с расщеплением нитей можно также применять для прядильных масс из лиоцеллюлозы, растворяя целлюлозу в N-метилморфолине-N-оксиде и воде и выдавливая через формующие отверстия с получением нитей. Можно использовать и другие растворители, однако NMMO зарекомендовал себя до сих пор как наиболее подходящий. Прядильная масса, находящаяся в виде раствора, формуется, как описано выше, и нити проходят через образованную соплом Лаваля воздушную щель, в которой они вытягиваются до меньшего диаметра, и затем попадают в водяную баню, в которой целлюлоза коагулируется в нити, а растворитель поступает в водяную баню, которая вследствие постоянного насыщения обновляется, и извлекается.
Поэтому поставленная задача решается тем, что предложен способ изготовления по существу бесконечных тонких нитей из прядильной массы, состоящей из растворенных полимеров синтетического или натурального происхождения, в котором прядильную массу формуют по меньшей мере из одного формующего отверстия и сформованную нить вытягивают газовым потоком, непрерывно ускоряющимся до высокой скорости при помощи сопла Лаваля, причем газовый поток в области образования нитей является по существу ламинарным.
Максимум скорости газового потока находится предпочтительно ниже выхода прядильной массы из формующего отверстия.
Вытягивающие нити газовые потоки могут иметь температуру окружающей среды или температуру, обусловленную их образованием и подводом.
Прядильная масса может представлять собой целлюлозу, растворенную в таком растворителе, как аминоксид.
При заданных геометрии формующего отверстия и его положении относительно сопла Лаваля температуру прядильной массы или выходящей из формующего отверстия нити и/или давление перед соплом Лаваля и после него регулируют предпочтительно таким образом, что внутри нити достигается давление, которое больше давления окружающего ее газа настолько, что нить разрывается и расщепляется на множество тонких нитей.
Пространство за соплом Лаваля может иметь давление окружающей среды или, в случае дальнейшей обработки нитей, давление, необходимое для дальнейшей обработки, которое несколько выше давления окружающей среды.
Отношение давлений в пространстве над и под соплом Лаваля при использовании воздуха целесообразно выбирать в пределах от 1,02 до 3, в зависимости от полимера, его расхода и температуры.
Прядильную массу в области места выхода и/или выходящую из формующего отверстия нить целесообразно нагревать.
Формуют и при необходимости расщепляют предпочтительно множество нитей, которые выкладывают с образованием нетканого материала или подвергают дальнейшей обработке с образованием пряжи.
Отношение давлений перед соплом Лаваля и за ним целесообразно устанавливать таким, что газовый поток в сопле Лаваля достигает скоростей вплоть до скорости звука и выше.
Сформованные из раствора целлюлозы нити можно выкладывать в сухом месте и в заключение пропускать через осадительную ванну.
В область вытягивания нитей предпочтительно вдувают воду или водяной пар для управления соединением нитей друг с другом в нетканом материале.
Предложен также способ изготовления тонких нитей из прядильной массы, состоящей из растворимых полимеров синтетического или натурального происхождения, в котором прядильную массу формуют в виде пленки из вытянутой в продольном направлении фильеры щелевого типа и сформированную пленку вытягивают газовым потоком, ускоряющимся до высокой скорости при помощи вытянутого в продольном направлении сопла Лаваля, причем пленка на выходе из сопла Лаваля или вскоре после него разделяется на множество нитей, которые выкладывают с образованием нетканого материала.
Поставленная задача решается также тем, что предложено устройство для изготовления по существу бесконечных тонких нитей из формуемых растворов полимеров натурального или синтетического происхождения, содержащее формующую головку, соединенную с устройством для подвода прядильной массы, размещенное в формующей головке фильерное устройство, имеющее по меньшей мере одно формующее отверстие, которое формует нить из раствора, и круглое сопло Лаваля, расположенное под формующей головкой в постоянном геометрическом соответствии по отношению к фильере, причем самое узкое поперечное сечение сопла Лаваля находится ниже выхода прядильной массы.
Фильерное устройство предпочтительно изолировано в области по меньшей мере одного формующего отверстия или по меньшей мере одной формующей щели при помощи изолирующего устройства и/или подвергается нагреву.
Расстояние между выходом прядильной массы и самым узким поперечным сечением сопла Лаваля предпочтительно составляет не менее 5 мм.
Может быть предусмотрена лента для выкладки нитей и образования нетканого материала.
При этом лента для выкладки по меньшей мере частично входит в водяную ванну или опрыскивается водой.
Предложено также устройство для изготовления тонких нитей из формуемых растворов полимеров натурального или синтетического происхождения, содержащее формующую головку, соединенную с устройством для подвода прядильной массы, размещенное в формующей головке фильерное устройство, имеющее по меньшей мере одну вытянутую в продольном направлении щелевидную фильеру, которая формует пленку из раствора, и вытянутое в продольном направлении сопло Лаваля, расположенное под формующей головкой в постоянном геометрическом соответствии по отношению к фильере, причем самое узкое поперечное сечение сопла Лаваля находится ниже выхода прядильной массы.
Особенность способа согласно изобретению состоит в том, что поток газа, как правило, воздуха, сопровождает жидкие нити растворенной массы вскоре после их выхода из формующего отверстия и вытягивает их посредством сдвиговых напряжений. В результате нити приобретают ориентацию и охлаждаются, что ведет к увеличению прочности и к уменьшению, и даже к полному исключению, нежелательных обрывов. Правда, поток газа из-за смешивания с окружающей атмосферой, преимущественно тоже воздухом, замедляется и нити уже больше не находятся под действием первоначального напряжения, вызванного более высокой скоростью потока, но остаются бесконечными, а при обрывах уносятся потоком воздуха. Эти нити являются пока нитями из первоначальной массы раствора, если еще не началось осаждение целлюлозы путем вдувания, например, пара или воды. Нити можно выложить на ленточное сито и отделить от сопровождающего газового потока, как в известном способе получения нетканого материала из сформованных нитей, причем газ (воздух) проходит через ленточное сито и под ним отсасывается, а нити, выложенные с образованием нетканого материала, подводятся к осадительной ванне. В результате принудительного проведения нитей через вытягивающий воздушный поток исключаются необходимость в обычно очень точном при формовании лиоцеллюлозных нитей выдерживании параметров, начиная с малых капиллярных диаметров формующего отверстия, примыкающей воздушной щели и ее температуры и обновления, а также требования к однородности расплава, содержащего как можно меньше нерастворенных частиц, допустимое количество которых составляет несколько промилле. Пространство, где происходит образование и выкладка нитей, легко доступно, так как между выходом из фильеры и улавливающей лентой вполне допустимы расстояния 1-2 м.
Вместо того чтобы выкладывать нити из массы раствора для образования нетканого материала и затем помещать их в осадительную ванну, по способу согласно изобретению можно допрясть нити и отделить их от сопровождающего газового потока путем его отсоса сбоку в устройстве, аналогичном описанному в немецком патенте 4236514. Элементарные нити или несколько нитей в виде пряжи подаются затем в осадительные устройства для коагуляции целлюлозы и наматываются на катушки.
В отличие от изготовления тончайших нитей из синтетических полимеров, таких как полиэтилен, полипропилен, полиамид, полиэфир и другие, расщепление пучка массы раствора для создания тонких и тончайших нитей является необходимым лишь в ограниченной мере. Как было отмечено выше, после удаления растворителя путем коагуляции в соответствии с содержанием целлюлозы в массе раствора, нити с диаметром менее 10 мкм возникают без расщепления уже при 10%, т.е. при концентрации, вполне обычной для способа формования лиоцеллюлозных нитей, при этом оказалось, что из-за того что растворы NMMO-целлюлозы очень отличаются по вязкости от синтетических полимеров, расщепление на несколько расположенных рядом друг с другом нитей возможно только в ограниченной мере и при большем содержании целлюлозы в прядильной массе. В то время как в случае синтетических полимеров достаточно повысить температуру, чтобы в результате поверхностного напряжения, вызванного повышением внутреннего давления в нити, последняя разорвалась и расщепилась на элементарные нити, в случае лиоцеллюлозы при температурах заметно выше 100°С быстро происходит разрушение этой чувствительной массы и полученные впоследствии нити не будут иметь требуемые свойства, в частности они имеют недостаточную прочность.
В противоположность этому оказалось, что другие натуральные полимеры могут перерабатываться в соответствии со способом согласно DE 19929709 и предложенным способом в по существу бесконечные нити. В зависимости от типа, они ведут себя в отношении расщепления как синтетические полимеры или скорее как целлюлозные массы для лиоцеллюлозных нитей.
Другим полимером на натуральной основе, который может формоваться в нити, является полилактид PLA (полимолочная кислота), который получается на основе крахмала, например зернового или кукурузного, а также из молочной сыворотки или сахара. Материалы из полилактида имеют то особое свойство, что они являются биологически разложимыми, причем разложение, т.е. расщепление на CO2и Н2О, можно отрегулировать так, чтобы оно происходило в течение определенного времени. Кроме того, материалы из полилактида биологически благоприятны. Способом формования с расщеплением из этого полимера тоже удается изготавливать очень тонкие нити, которые иначе могут быть получены только способом выдувания расплава с присущими этому способу недостатками - необходимостью нагрева большого количества воздуха по меньшей мере до температуры плавления, при этой в большинстве случаев полимеры разрушаются.
Следующей целью изобретения является повышение экономичности изготовления нитей путем увеличения количества пропускаемой прядильной массы и уменьшения удельного расхода воздуха и тем самым энергии. Оказалось, что из растворов полимерных материалов натурального или синтетического происхождения очень различных видов можно не только формовать нити путем выдавливания из отдельных круглых или профилированных отверстий и последующего вытягивания потоками газа или воздуха, но и изготавливать расщепленные нити аналогично тому, как изготавливают мононити из пленок, получаемые из отдельных отверстий. Для этого прядильную массу из вытянутого в продольном направлении сопла щелевидной формы, как указано выше, подают в изолированную от окружающей среды камеру с определенным давлением газа, например воздуха, и выдавливают, причем пленка попадает в область резкого ускорения газа на выходе из камеры в продольную щель. Ниже зоны ускорения, т.е. в зоне уменьшения давления, пленка расщепляется и затем получается масса из по существу бесконечных нитей, которые в отличие от нитей, расщепленных из мононитей, имеют диаметры в широком диапазоне и утолщения в форме узелков. Они возникают, когда прядильные материалы еще находятся в расплавленном состоянии, и их можно регулировать в определенных границах, выбирая основные параметры способа - температуру расплава, расход расплава и вытягивающего газа, в большинстве случаев воздуха. Таким образом, путем расщепления пленок не могут быть изготовлены элементарные нити, которые затем могут быть намотаны, но могут быть изготовлены нетканые материалы. Эти нетканые материалы из неупорядоченно выложенных элементарных нитей с различными диаметрами могут иметь некоторые преимущества и быть похожи скорее на натуральные материалы, в которых тоже имеется широкий спектр составляющих их различных элементов, в данном случае волокон и нитей, как в коже и дереве, различные элементарные волокна которых создают их особые и наиболее полезные свойства.
В обоих процессах, т.е. при расщеплении мононити или пленки, температура прядильной массы имеет наибольшее значение, так как она определяет вязкость и тем самым способность к образованию нитей, и поверхностное напряжение и тем самым создание давления в мононити и в пленке. Поэтому слишком раннее охлаждение нити нежелательно. Наоборот, может оказаться предпочтительным повысить температуру вскоре после выхода из формующего отверстия. Механизмы расщепления в случаях мононити и пленки похожи, но не одинаковы. В случае мононитей разрыв происходит, если внутреннее давление больше, чем давление в окружающем газовом потоке. В способе формования с расщеплением это происходит из-за того, что диаметр нити уменьшается сопровождающим газовым потоком при влиянии, в общем малом, силы тяжести, причем этот газовый поток непрерывно ускоряется и согласно законам аэрогидродинамики давление в газе падает. Благодаря поверхностному напряжению давление в жидкой мононити будет больше. Когда оболочка из жидкости больше не сможет удерживать нить, происходит расщепление на элементарные нити из-за разрыва мононити. При формовании пленок давление по ширине пленки будет различным, а именно на краях давление выше из-за поверхностного напряжения вследствие кривизны в этом месте. Такие пленки в принципе нестабильны, даже если поток газа согласно изобретению поддерживается ламинарным как можно дольше. Происходят образование бороздок и канавок по ширине пленки и разрывы с образованием отдельных частей в виде нитей или лент, называемых также лигаментами.
Область большого ускорения и падения давления в газовом потоке реализована, согласно изобретению, в форме осесимметричного или вытянутого в продольном направлении сопла Лаваля с контуром, сходящимся к самому узкому поперечному сечению, и последующим резким расширением, последнее уже для того, чтобы проходящие рядом друг с другом вновь образованные элементарные нити не могли прилипать к стенкам. При соответствующем выборе давления в камере (в случае использования воздуха оно примерно в два раза больше, чем давление окружающей среды за камерой) скорость в самом узком поперечном сечении может достигать скорости звука, а в расширенной части сопла Лаваля - сверхзвуковой скорости.
Для изготовления в процессе формования нитей нетканых материалов применяются фильеры с расположенными рядами формующими отверстиями, в форме прямоугольника или щели, и сопла Лаваля с прямоугольным поперечным сечением. Для изготовления пряжи и для особых видов изготовления нетканых материалов могут также применяться фильеры с круглым выходным отверстием с одним или несколькими формующими отверстиями и осесимметричные сопла Лаваля.
Преимущество данного изобретения состоит в том, что простым и экономичным способом могут быть изготовлены тончайшие нити с диаметрами менее 10 мкм, например от 2 до 5 мкм, которые в случае чистого вытягивания, например способом выдувания расплава, могут быть получены только с помощью горячих, нагретых выше точки плавления, потоков газа (воздуха), что требует намного больше энергии. Кроме того, молекулярная структура нитей не повреждается очень высокой температурой, что могло бы привести к снижению прочности, вследствие чего нити впоследствии нередко вытираются из текстильной структуры. Следующее преимущество состоит в том, что нити являются бесконечными или почти бесконечными и не торчат из текстильной структуры, такой как нетканый материал, и не отделяются в виде волосков. Устройство для осуществления способа согласно изобретению является простым. Формующие отверстия фильеры, а также щелевой фильеры, могут быть больше и поэтому более надежны в эксплуатации, а в отношении поперечного сечения сопла Лаваля не нужно выдерживать малые допуски, как для боковой цели для воздуха в способе выдувания расплава. Чтобы для определенного полимера обеспечить расщепление при заданных расходе на формующее отверстие и геометрическом положении фильеры относительно сопла Лаваля, нужно только согласовать температуру раствора с давлением в камере. В случае лиоцеллюлозы нить из раствора утоньшается до требуемого диаметра и расщепление происходит лишь спорадически.
Усовершенствование изобретения состоит в том, чтобы конус раствора, круглый в случае мононити или клиновой формы в случае пленки, охлаждать перед расщеплением как можно меньше и, кроме того, нагревать его до более высокой температуры. Для этого напротив газового потока по обе стороны выходных отверстий - ряда отверстий или щели - размещаются экранированные нагреватели. Эти нагреватели, во-первых, подают тепло прядильной массе снаружи в области выходного отверстия и повышают ее температуру там, где она имеет более высокую скорость и тем самым более высокую теплоотдачу, и, во-вторых, являются нагревателями такого типа, что они передают путем излучения тепло имеющей форму конуса или клина части формующейся прядильной массы.
Варианты выполнения изобретения представлены на чертежах и поясняются подробнее в последующем описании.
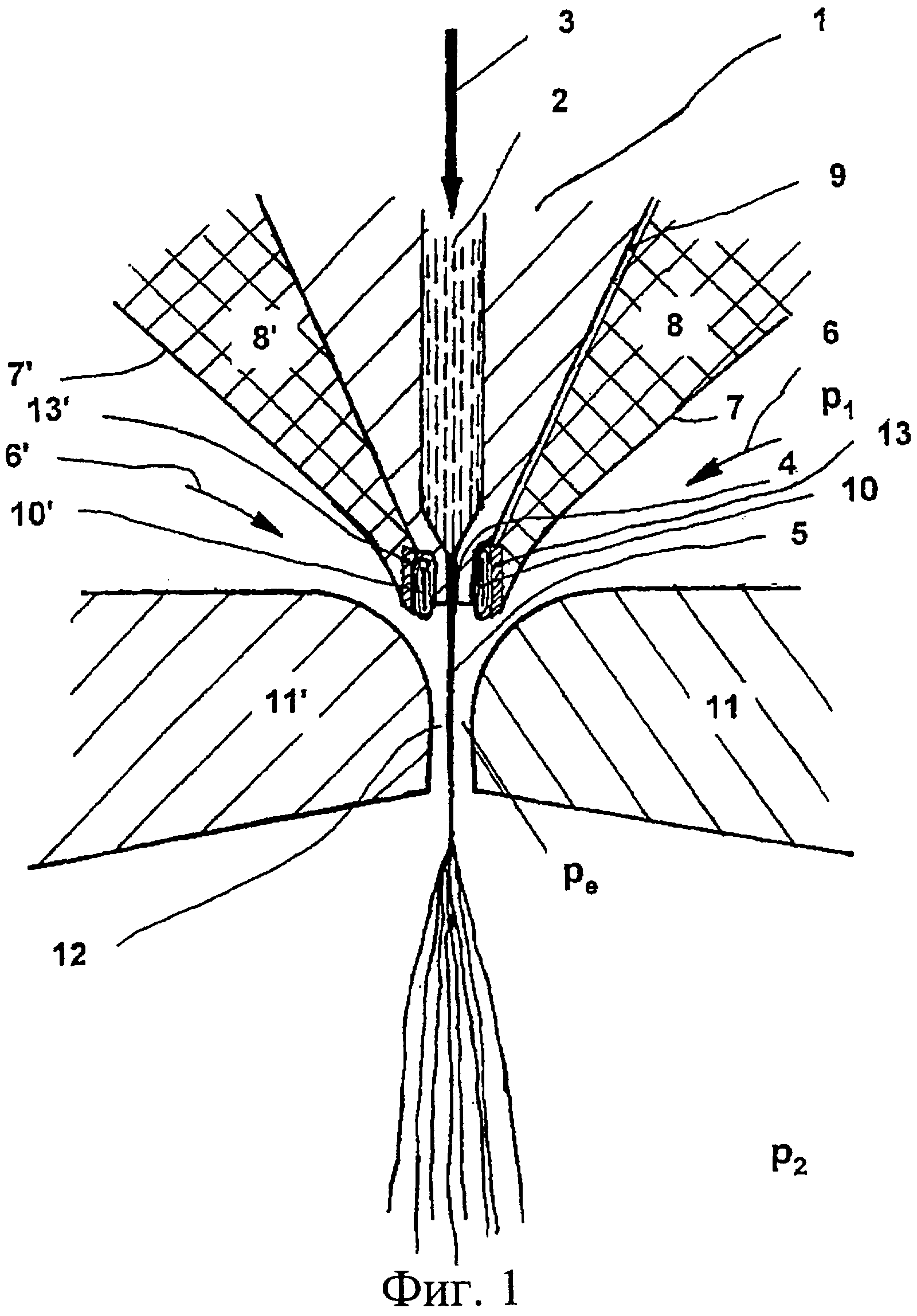
Фиг.1 схематично изображает часть устройства для изготовления нитей, согласно изобретению, в разрезе,
фиг.2 изображает в перспективе вариант устройства согласно изобретению с рядной фильерой и формующими отверстиями для изготовления лиоцеллюлозных нетканых материалов из микронитей,
фиг.3 - фотографию под микроскопом полипропиленовой расщепленной нити, изготовленной согласно примеру 3 путем расщепления пленки расплава, и
фиг.4 - фотографию полипропиленовой расщепленной нити при условиях, соответствующих фиг.3, изготовленной путем расщепления мононити.
На фиг.1 показан разрез нижней части фильеры 1 и соответствующего сопла Лаваля, причем фиг.1 подходит как для осесимметричной фильеры, которая формует нить или мононить, и осесимметричного сопла Лаваля, так и для фильеры в форме щели или прямоугольника, которая формует пленку, и, соответственно, прямоугольного сопла Лаваля. Может быть также предусмотрена фильера с несколькими расположенными в ряд формующими отверстиями с соответствующим соплом Лаваля, вытянутым в продольном направлении. Под фильерой 1 находится пластина 11,11' со щелью 12, которая, если смотреть по направлению от фильеры, сходится, затем слегка расходится и сильно расширяется на нижнем крае пластины 11,11', вследствие чего образуется сопло Лаваля. Фильера или формующие отверстия фильер оканчиваются несколько выше сопла Лаваля или в верхней плоскости пластины 11,11'. При необходимости фильера 1 может слегка входить в отверстие 12.
Между фильерой 1 и пластиной 11, 11' расположено замкнутое пространство, в которое, как показано стрелками 6,6', подается газ, например, от компрессора. Газ, который может быть воздухом, обычно имеет температуру окружающей среды, но из-за теплоты сжатия от компрессора может иметь несколько более высокую температуру, например от 70°С до 80°С. Фильера 1 окружена изолирующим устройством 8, 8', которое служит для предотвращения потерь тепла фильеры, нагретой до температуры формования. Между фильерой 1 и изолирующим устройством 8, 8' предпочтительно предусмотрен воздушный зазор 9. Фильера 1 имеет выходное отверстие 4, в области которого размещен нагреватель 10, 10', который в данном варианте выполнения представляет собой плоский ленточный нагреватель и хорошо изолирован от изолирующего устройства 8, 8' деталями 13, 13' с целью предотвращения потерь тепла. Пространство под пластиной 11, 11' обычно имеет давление окружающей среды, т.е. атмосферное давление, а газ в пространстве между фильерой 1 и пластиной 11, 11' находится под повышенным давлением. При непосредственной дальнейшей переработке в нетканый материал пряжу или другие нитесодержащие структуры давление в пространстве под пластиной 11, 11' может быть несколько выше давления окружающей среды, например, на несколько миллибар, что необходимо для последующей обработки, такой как выкладка нетканого материала, или других процессов приема нитей.
Раствор 2 полимера, например лиоцеллюлозы, течет в направлении стрелки 3 к выходному отверстию 4 фильеры 1. Образуется нить 5 или пленка, которая при своем дальнейшем прохождении уменьшается в диаметре или по ширине благодаря газовому потоку, подаваемому сбоку и сверху в направлении стрелок 6, 6' между поверхностями пластины 11, 11' и наружными поверхностями 7, 7' изолирующего устройства 8, 8'. Нагреватель 10, 10' нагревает снаружи капилляры выходного отверстия 4, а нижняя часть нагревателя при помощи соответствующего удлинения может нагревать протекающую мимо него прядильную массу в основном посредством излучения. Нить 5 или пленка попадает в образованное частями 11, 11' пластины сужение 12' поперечного сечения газового потока 6, 6' по типу сопла Лаваля с наиболее узким поперечным сечением в месте 12. До этого места скорость потока газа непрерывно увеличивается и в самом узком поперечном сечении 12 может достигать скорости звука, если отношение давления р1 находящегося почти в состоянии покоя газа в камере над пластиной 11, 11' к давлению рe в самом узком месте будет больше критического значения. Благодаря расширению сопла Лаваля по направлению к пространству под пластиной 11, 11', имеющему давление р2, могут также наблюдаться сверхзвуковые скорости, если отношение между давлениями превысит сверхкритическое значение. В общем, сопло Лаваля расширяется очень резко сразу же за самым узким поперечным сечением 12 или на небольшом расстоянии после него, чтобы предотвратить прилипание нитей к пластине 11, 11' в результате расщепления, начинающегося в этой области немного ниже сопла Лаваля.
В представленном примере нить 5 разрывается или расщепляется, если оболочка нити раствора не может больше выдерживать внутреннее давление, возрастающее по мере сужения нити. Тогда мононить разделяется на элементарные нити, которые из-за разницы температур раствора и холодного газа или воздуха и внезапного резкого увеличения наружной поверхности элементарных нитей по отношению к массе нити быстро охлаждаются. Таким образом, образуется определенное число очень тонких по существу бесконечных элементарных нитей. В случае лиоцеллюлозного раствора расщепления часто не происходит или оно происходит изредка, т.е. на фиг.1 сформованная нить продолжалась бы дальше. Нить вытягивается ламинарным потоком газа с непрерывно возрастающей скоростью, так что благодаря содержанию целлюлозы, составляющему около 10% или ниже, в итоге получаются тонкие нити.
Пленка раствора разрывается тоже немного ниже сопла Лаваля, причем отношение давлений в пленке перед расщеплением будет разным по ширине пленки и пленка становится нестабильной. Незадолго перед расщеплением появляются царапины и бороздки по ширине пленки, а затем отрыв тонких нитей с малыми, но все же большими, диаметрами.
Природа подобного процесса расщепления такова, что число нитей, образующихся после точки расщепления, которая может находиться еще в сопле Лаваля или, например, на 5-25 мм ниже самого узкого места сопла Лаваля, может быть непостоянным. Из-за короткого участка пути, который нити или пленка вместе с газом проходят до точки расщепления или до окончательного вытягивания нити, граничный слой потока вокруг нити является ламинарным. Воздух из подводящих линий подается в область расщепления тоже по возможности ламинарно. Преимуществом ламинарного потока являются меньшие потери в потоке и более равномерный во времени процесс расщепления. Ускоренный поток, который имеет место в поперечном сечении сопла Лаваля, остается ламинарным и даже может стать ламинарным, если перед этим преобладала определенная турбулентность.
На фиг.2 показана установка для осуществления способа согласно изобретению, в которой лиоцеллюлозная масса 130 подводится к устройству 30, на выходе которого получается нетканый материал 20. Устройство 30 для изготовления по существу бесконечных нитей соответствует изображенному на фиг.1, причем несколько фильер или формующих отверстий, показанных на фиг.1, расположены в ряд, а сопло Лаваля выполнено вытянутым в продольном направлении или в форме прямоугольника. Из формующих отверстий выходят мононити, которые сужаются в результате действия сдвиговых сил газового потока и при определенных условиях расщепляются на несколько нитей (в меньшей степени в случае лиоцеллюлозы) в нижней части щели сопла Лаваля (не показано) или несколько ниже. В случае лиоцеллюлозы формуются в основном элементарные нити.
Поток воздуха, сопровождающий нити, подводит их к улавливающей ленте 50, где нити выкладываются еще в сухом месте. В данном способе это оказывается возможным и обеспечивает большие преимущества по сравнению со способами, использующими лиоцеллюлозу, в которых нити сразу после короткого воздушного зазора размером в несколько сантиметров подают в осадительную ванну, в большинстве случаев состоящую из воды. Под участком выкладки в сухом месте находится вытяжка, представляющая собой ящик 60, обычный для способа изготовления нетканого материала в процессе формования нитей, так что сопровождающий воздух отводится через вытяжные устройства (не показаны). Чтобы осуществить ввод под зеркало 70 осадительной ванны, не отделяя нити от ленточного сита (подробно не показано), через него в этом месте можно прокачивать жидкость осадительной ванны, преимущественно воду, или можно иметь валик 89, контактирующий или не контактирующий с поверхностью воды, который отжимает нетканый материал в осадительную ванну 70. Когда улавливающая лента 50 отводится назад, нетканый материал 20 поступает на дальнейшую обработку, например каландрирование, сушку и т.д., например упрочнение струей воды.
Воздух можно частично отводить раньше по стрелкам 120, 120', при этом ящики 110, 110' имеют обращенные к нитям проницаемые для воздуха поверхности (не показаны).
Вытяжки такого типа сбоку от массива нитей могут найти применение особенно тогда, когда из нитей нужно получить не нетканый материал, а бесконечную пряжу, которая должна наматываться на катушки или разрезаться на штапельное волокно после предварительного отделения друг от друга растворителя и целлюлозной массы путем коагуляции.
Характерной особенностью способа согласно изобретению является то, что нити после их выхода из формующих отверстий и при известных условиях после их расщепления испытывают сдвиговые напряжения благодаря потоку газа, в большинстве случаев воздуха, проходящего в основном параллельно нитям. Этим он отличается от способов, где формование осуществляется силами, создаваемыми намоточными или другими приемными устройствами. Прядильный раствор из формующих отверстий выдерживает только небольшие силы растяжения, и поэтому с помощью известного способа нельзя изготавливать очень тонкие нити, так как прядильную массу можно вытянуть в нить меньшего диаметра только в воздушном зазоре между выходом из фильеры и коагуляционной ванной, после этого уже нельзя. Согласно предлагаемому способу необходимые для формования силы являются силами сдвиговых напряжений (вместе с очень малым действием силы тяжести), которые не нагружают нити по их поперечному сечению как растягивающие силы, благодаря чему обрыв почти не наблюдается.
Коагуляция полимера, в данном случае целлюлозы для лиоцеллюлозных нитей, растворенного в растворителе, в данном случае NMMO, может начинаться уже между прядильным устройством 30 и поверхностью 51 выкладки, благодаря тому что в массив нитей сбоку вдувается водяной туман или пар, примерно там, где размещены описанные выше вытяжные ящики 110, 110' для воздуха, и тем самым в массив нитей вводится влажный воздух или пар в направлении, противоположном направлению отвода воздуха. Это способствует тому, что нити на своей наружной поверхности уже перед выкладыванием имеют увеличенную концентрацию целлюлозы, а их связь друг с другом не является настолько сильной, как если бы они были уложены в нетканый материал без подобной операции. Затем нетканый материал вводится в осадительную ванну, а в заключение для самосвязывания он еще проходит только через прессующие валики или между барабаном, тоже нагреваемым, и ленточным ситом, так как изготовленные лиоцеллюлозные нити являются мягкими и уже прилипают друг к другу, если их соединить между собой под небольшим давлением. Эта автогенная связь составляет следующее особое преимущество при изготовлении нетканых материалов из лиоцеллюлозных нитей. Если коагуляция уже началась, то связь не будет очень сильной и получаются более мягкие нетканые материалы, похожие на ощупь на текстиль, по сравнению с неткаными материалами, которые ранее не обрызгивают, а только протягивают через осадительную ванну и которые являются более плотными и на ощупь более жесткими и похожими на бумагу.
Понятно, что после показанного на фиг.2 лотка могут быть еще присоединены последующие ступени коагуляции или вымывания растворителя. Для этого могут применяться вымывные машины с барабанным ситом, которые используются в текстильной промышленности, причем нетканый материал охватывает барабанное сито в определенном сегменте по периферии, а вода выводится в осевом направлении через нетканый материал и перфорированную оболочку барабана и снова подается в ванну или для отделения от растворителя, например NMMO. В заключение нетканый материал должен высохнуть, для чего могут использоваться сетчатые барабанные сушилки. Поскольку здесь, как правило, наступает сильная усадка лиоцеллюлозных нитей, то нетканый материал можно перемещать между вакуумным барабаном, продуваемым теплым воздухом, и охватывающим его ленточным ситом, движущимся с той же скоростью.
Пример 1
Раствор, состоящий из 13% целлюлозы в водном растворе, состоящем из 75% NMMO и 12% воды, подводился через шнековый пресс (экструдер) к прядильному устройству, состоящему из фильеры с отверстием и круглого сопла Лаваля, причем формующее отверстие имело диаметр 0,5 мм. Раствор был изготовлен в промышленном масштабе и подавался непосредственно через насосы в дозированном количестве к прядильному устройству. Температура лиоцеллюлозной прядильной массы на выходе из экструдера составляла 94°С. На нижней части конической вершины фильеры находился электрический резистивный нагреватель, нагреваемый мощностью от 50 до 300 Вт. Вытягивание нити осуществлялось воздухом с температурой окружающей среды примерно 22°С, давление, замеренное перед ускорением в сопле Лаваля, было установлено выше атмосферного на 0,05-3 бар. Выход лиоцеллюлозной массы из вершины фильеры изменялся незначительно и находился на расстоянии от 1 до 2 мм выше плоскости, где сопло Лаваля сужается, а при последующих регулировочных значениях точно в этой плоскости или на расстоянии от 1 до 2 мм за ней, т.е. ниже по потоку. Сопло Лаваля имело ширину 4 мм в самом узком поперечном сечении и общую длину, измеренную от плоскости, где начинается его сужение, до места сильного расширения сразу после самого узкого поперечного сечения, равную 10 мм.
В таблице 1 даны регулировочные значения под номерами 1-11. Видно, что особенно влияет нагреватель 10 вершины фильеры, благодаря которому прядильная масса незадолго перед ее выходом из формующего отверстия нагревалась до температуры, заметно превышающей ее первоначальную температуру 94°С. Нити расщеплялись лишь частично, при отдельных регулировочных значениях, в частности при меньшем давлении воздуха и более низкой температуре, а в основном не расщеплялись. В этом можно убедиться путем сравнения скорости нити, вычисленной на основании измеренного расхода прядильной массы и среднего диаметра конечной нити и скорректированной с учетом снижения диаметра из-за удаления растворителя, с максимальной скоростью воздуха, т.е. скоростью в щели сопла Лаваля (если после этого не достигается сверхзвуковая скорость). Если она больше, то нити могут расщепляться, причем тем больше, чем больше различаются скорости. Если она меньше, чем указанная вычисленная средняя скорость нитей, то большинство нитей не расщепляется, а если обе скорости примерно одинаковы, то некоторые нити расщепляются, а некоторые нет. Общая картина такова, что лиоцеллюлозные нити менее склонны к расщеплению по сравнению с синтетическими полимерами, например полипропиленом, что уже было отмечено выше.
Если расход на одно формующее отверстие больше 4 г/мин, то можно было бы изготовить нити диаметром около 10 мкм и ниже. Более высокое давление р1 воздуха способствует в определенных пределах образованию более тонких нитей до тех пор, пока вершина фильеры из-за усиленной теплоотдачи воздушному потоку не охладится сильнее и расщепление не будет идти труднее. Можно частично скомпенсировать влияние повышенной скорости воздуха вследствие его повышенного давления перед соплом Лаваля путем повышения температуры на вершине фильеры. Кроме того, имеет значение положение вершины фильеры относительно сопла Лаваля. Решающее влияние на расщепление оказывают температура прядильной массы и сдвигающее действие воздушного потока.
Пример 2
В устройстве, как в примере 1, формовался раствор, состоящий из 8% целлюлозы, 78% NMMO и 14% воды, из формующих отверстий с диаметром 0,6 мм. Температура раствора на выходе из экструдера составляла 115°С, а в пространстве, где раствор распределяется между формующими отверстиями общим количеством 20 штук, 114°С. Мощность нагревателей по обе стороны вершины фильеры составляла 450 Вт. Расход на одно формующее отверстие составлял 3,6 г/мин.
Были получены по существу бесконечные лиоцеллюлозные нити следующих диаметров в зависимости от давления ненагретого воздуха.
Несмотря на увеличение давления р1 воздуха перед соплом Лаваля, нити при давлении свыше р1=200 мБар снова становятся толще, что следует объяснить более резким охлаждением вследствие большего потока воздуха.
В таблице также даны скорость uЛу в самом узком месте сопла Лаваля и скорость uн50, которую имела бы лиоцеллюлозная нить с последующим средним диаметром d50 перед входом в осадительную ванну. Если uн50 больше, чем uЛу, то расщепление может произойти. Однако для этого эти скорости должны отличаться очень значительно, так как диаметр, меньший вычисленного в соответствии с максимальной скоростью воздуха во время процесса формования, т.е. скоростью в самой узкой щели сопла Лаваля, может получиться также в результате бокового отрыва в главном потоке или обедненной концентрации целлюлозы в этом месте.
Путем повышения температуры раствора перед выходом из формующего отверстия диаметр нити можно уменьшить еще больше, однако поскольку раствор разлагается, существует предел температуры, поэтому путем соответствующего выполнения полостей для расплава в нижней части фильеры добиваются того, чтобы время нахождения при повышенной температуре было как можно меньше. При температуре 123°С в этом месте, вместо прежней температуры 114°С, доля отдельных нитей с uн>uЛу увеличилась, при остальных регулировочных значениях, примерно соответствующих указанным под N7 в таблице 2.
Формующие отверстия этой вытянутой в продольном направлении фильеры (20 отверстий в одном ряду) входили в сопло Лаваля на 2 мм по ходу потока. До самого узкого поперечного сечения сопла Лаваля остается 3 мм сужающегося далее участка, т.е. по обе стороны массива нитей существует сужающаяся щель. Благодаря этому создается постоянно ускоряющийся поток газа на очень коротком участке пути от места ввода до самого узкого поперечного сечения сопла Лаваля. В области образования нити после ее выхода из формующего отверстия преобладает ламинарный поток. Такое сильное сужение и, соответственно, ускорение потока даже при малых возмущениях вызывает реламинаризацию, которая известна для потоков в соплах, с тем эффектом, что нить, медленно выходя из формующего отверстия, вытягивается постоянно возрастающим газовым (воздушным) потоком uЛ, и ее скорость uн также постоянно увеличивается. Импульсные колебания потока турбулентного типа могли бы мешать этому процессу, и это привело бы, как в случае другого известного способа, к разделению нитей прядильной массы (например, из раствора лиоцеллюлозы), и нити не были бы уже по существу бесконечными. Формование на участках прохождения длиной в несколько мм в способе согласно изобретению происходит к тому же при высоких, возрастающих до самого узкого поперечного сечения, сдвиговых напряжениях, что является причиной образования нитей, в основном не имеющих разрывов, так как скорость uЛ(х) имеет свой максимум ниже самого узкого поперечного сечения сопла Лаваля, а не рядом с выходом массы.
Путем установки определенных значений расхода прядильной массы, ее температуры и скорости воздуха в плоской щели для удлиненных фильер или в кольцевой щели для круглых фильер можно, как показывают примеры 1 и 2, управлять величиной диаметра по существу бесконечных нитей. Расход на формующее отверстие во всех упомянутых случаях больше, чем в известном способе выдувания расплава для лиоцеллюлозы. Причиной являются большие сдвиговые напряжения вследствие сильно ускоряющегося потока, а именно набегающего потока с очень тонкими пограничными слоями на нитях.
Пример 3
В прядильном устройстве, аналогичном показанному на фиг.1, формовался в виде пленки расплав полипропилена с температурой 355°С, из щели шириной 0,9 мм и длиной 20 мм, из оканчивающейся внизу в виде перемычки фильеры. В качестве вытягивающего газа для пленки служил воздух. При расходе 11,5 г/мин и давлении 250 мБар воздуха при комнатной температуре 20°С получались нити со средним диаметром 5,2 мкм с разбросом s=1,9 мкм, соответствующим коэффициенту вариации V=37%. Места в нетканом материале, где имелись толстые узлы, не измерялись. Полученный нетканый материал показан на фиг.3, представляющий собой фотоснимок под микроскопом полипропиленовых расщепленных нитей согласно примеру 3. Для сравнения на фиг.4 показаны полипропиленовые расщепленные нити, сформованные при одинаковых условиях из круглого формующего отверстия диаметром 1 мм при расходе на отверстие 3, 6 г/мин. Нити на фиг.4 имели средний диаметр 8,6 мм, и их коэффициент вариации составлял 48%.
Данное описание способа согласно изобретению и устройств для его осуществления подходит и для других полимеров, формуемых в нити из растворов, например для обычных вискозных нитей или нитей из искусственного шелка, а также для их дальнейшей переработки в нетканые материалы или пряжу. В дополнение к указанному преимуществу, состоящему в устойчивости формования, следует отметить, что устройство является простым, потребляет намного меньше энергии по сравнению со способом выдувания расплава, при этом, что оказалось неожиданным, можно использовать формующие отверстия и щели большого размера благодаря сильному вытягиванию сдвигающими силами при скоростях, достигающих скоростей звука, в сопле Лаваля. Поэтому загрязнения в прядильной массе уже не являются настолько критичными в отношении обрыва нитей. В случае лиоцеллюлозных нитей доля перарабываемой в нити гемицеллюлозы может быть больше, а степень полимеризации целлюлозы (DP) может быть меньше, в результате чего сырье, как правило, становится дешевле, так как на лиоцеллюлозные нити при их образовании в виде тонких нитей из растворенной массы не действуют большие силы растяжения. Тот факт, что в принципе применяется только холодный воздух или воздух с остаточным теплом от прохождения через сопло, очень способствует экономии энергии в случае лиоцеллюлозы, но особенно в случае растворов полимеров, которые должны формоваться при более высоких температурах.
Реферат
Предложены способ и устройство для изготовления по существу бесконечных тонких нитей из растворов полимеров, в частности лиоцеллюлозных прядильных масс. Прядильная масса формуется по меньшей мере из одного формующего отверстия или формующей щели, и сформованная нить или пленка вытягивается газовым потоком, ускоряющимся до большой скорости при помощи сопла Лаваля, самое узкое поперечное сечение которого находится ниже выхода прядильной массы. Нити выкладываются на ленту в виде нетканого материала или захватываются в виде пряжи и в заключение отделяются от растворителей в осадительных ваннах. Технический результат - улучшение способа и устройства для изготовления бесконечных тонких нитей и пленки, не подверженных тепловому разрушению вытягивающими газовыми потоками. 4 н. и 27 з.п. ф-лы, 4 ил., 2 табл.
Формула
Документы, цитированные в отчёте о поиске
Способ получения полиолефиновых фибрилл
Комментарии