Способ и устройство для ввода пылей в металлический расплав в пирометаллургической установке - RU2447384C2
Код документа: RU2447384C2
Чертежи
Описание
изобретение относится к способу и устройству для вдувания пылей в металлический расплав в пирометаллургической установке. В случае пылей речь идет, прежде всего, о металлургической промышленности, например о возникающих при производстве стали пылях с металлическими или прочими, например оксидными, компонентами. Эти пыли складируются частично в отвалах, однако часто используются при производстве металлов. Для этого в различных способах известно использование пылей в брикетированном виде. В способе «OxiCup» фирмы «Тиссен Крупп» пыли перерабатываются в цементоподобные конгломераты, которые помещаются в шахтную печь. Помимо этого пыли также вдуваются, например в дуговые печи при расплавлении стального скрапа. Однако в большинстве случаев это приводит к ухудшению процесса, в частности к нестабильностям дуги. В целом, пыль оказывает на шлак охлаждающее действие, в результате чего уменьшается или полностью подавляется необходимое вспенивание шлака. Поэтому пыли подаются часто лишь в ограниченном количестве.
В уровне техники также известны способ и ввода устройство для ввода пылей в металлический расплав пирометаллургической установки (GB 2014615 А, 30.08.1979).
Исходя из этого, задачей изобретения является создание способа и устройства для ввода пылей в металлический расплав пирометаллургической установки, которые помогли бы устранить названные проблемы.
Эта задача решается посредством способа по п.1 и посредством устройства по п.7 формулы.
В предложенном способе содержащий частицы пыли газ-носитель направляется через индуктивно связанную плазму, образованную в зоне нагрева безэлектродной, плазменной горелки, перед его вдуванием в содержащий металлический расплав участок установки. В плазме газ-носитель, в свою очередь, переводится в состояние плазмы. За счет взаимодействия с окружающей их плазмой введенные с газом-носителем частицы пыли нагреваются до температуры, которая выше или равна температуре металлического расплава или шлака. Из-за отсутствия электродов для создания плазмы достигается длительная работа установки, поскольку отсутствуют обгорание электродов и их механическое повреждение проходящими через плазменную горелку частицами пыли. Далее предпочтительно, что могут вдуваться реакционноспособные газы, такие как кислород, без возникновения опасности химического повреждения электродов. Предпочтительно также, что за счет исключительно индуктивного нагрева плазмы участок плавления установки и плазменный факел электрически отделены друг от друга, благодаря чему можно достичь значительно лучшего управления отдельными этапами способа. Поскольку газ процесса и содержащиеся в нем частицы пыли нагреваются практически до температуры процесса, предотвращается охлаждение шлака. Кроме того, в противоположность дуговым способам предотвращается возникновение нестабильностей дуги.
В одном предпочтительном варианте способа плазма регулируется так, что частицы пыли переходят в жидкое или газообразное состояние. Это обеспечивает очень однородное смешивание с металлическим расплавом. За счет разжижения или испарения оксидных частиц пыли они могут быть восстановлены до металла за счет добавления восстановителей, таких как угольная пыль, причем при господствующих высоких температурах можно ожидать хорошей кинетики реакции. Так, например, для повышения выхода хрома в целях охраны окружающей среды можно восстановить хромсодержащие пыли или Cr-VI и Cr2O3. Восстановление пылей предпочтительно также при производстве высококачественной стали. Другим примером применения является восстановление из скрапа Al и Zn, т.е. оксидов Al и Zn, возникающих в соответствующем производстве.
Преимущественно пылесодержащий газ-носитель аксиально пропускается через окружающую зону нагрева плазменной горелки индуктивную катушку. В одном особенно предпочтительном варианте способа в зону нагрева по коаксиальной инжекционной трубе подается загрязненный частицами пыли газ-носитель, а по коаксиально окружающей инжекционную трубу газонаправляющей трубе, необходимый для создания плазмы свободный от пыли газ. Это позволяет отдельно управлять потоками газа и частиц и, таким образом, создавать стабильную плазму.
В другом предпочтительном варианте способа газ-носитель направляется через расположенную перед зоной нагрева зону подогрева, образованную подогревающей катушкой меньшей мощности. В зоне подогрева газ-носитель предварительно ионизируется, а переносимые им частицы пыли подогреваются настолько, что это препятствует слишком сильному охлаждению или гашению плазмы в зоне нагрева индуктивной катушки. Таким образом, колебания импеданса наполненной плазмой индуктивной катушки остаются небольшими, а высокочастотный генератор высокой мощности может всегда эксплуатироваться в оптимальном диапазоне мощности. Без зоны подогрева возникает опасность того, что в зоне нагрева будет находиться недостаточно ионизированная плазма или что имеющаяся плазма погаснет, в результате чего там будет присутствовать высокое сопротивление нагрузки с соответственно высоким отражением мощности, что может привести к нестабильному поведению высокочастотного контура вплоть до его повреждения. Упомянутый высокочастотный генератор может быть рассчитан, следовательно, на оптимальный диапазон при максимальном кпд. Это исключает неблагоприятный рабочий диапазон, необходимый для зажигания плазмы.
Устройство, подходящее для осуществления описанного способа, применяемого, в частности, в производстве и переработке стали, включает в себя безэлектродную плазменную горелку, в основном, с трубчатым корпусом, который служит для пропускания содержащего частицы пыли газа-носителя и коаксиально окружен образующей зону нагрева индуктивной катушкой. Как уже сказано, электроды для создания дуги не требуются, так что устройство выполнено соответственно простым и не требует больших затрат на обслуживание.
Преимущественно в корпус коаксиально и одним концом входит инжекционная труба. По ней к зоне нагрева плазменной горелки подается содержащий частицы пыли газ-носитель, причем инжекционная труба проходит целесообразно приблизительно до зоны нагрева. Инжекционная труба коаксиально окружена газонаправляющей трубой, причем между инжекционной и газонаправляющей трубами и корпусом имеется соответствующий полуцилиндрический кольцевой канал. По примыкающему к инжекционной трубе кольцевому каналу направляется газ, называемый ниже плазмообразующим газом и необходимый для создания плазмы в зоне нагрева индуктивной катушки. В расположенный радиально снаружи кольцевой канал подается газ, называемый ниже защитным газом, который служит для охлаждения корпуса и в то же время способствует образованию плазмы в зоне нагрева индуктивной катушки.
Упомянутая выше зона подогрева образована преимущественно подогревающей катушкой, коаксиально окружающей инжекционную трубу.
Изобретение более подробно поясняется со ссылкой на прилагаемые схематичные чертежи, на которых изображено:
Фиг.1 - первый пример выполнения устройства, имеющего только одну зону нагрева;
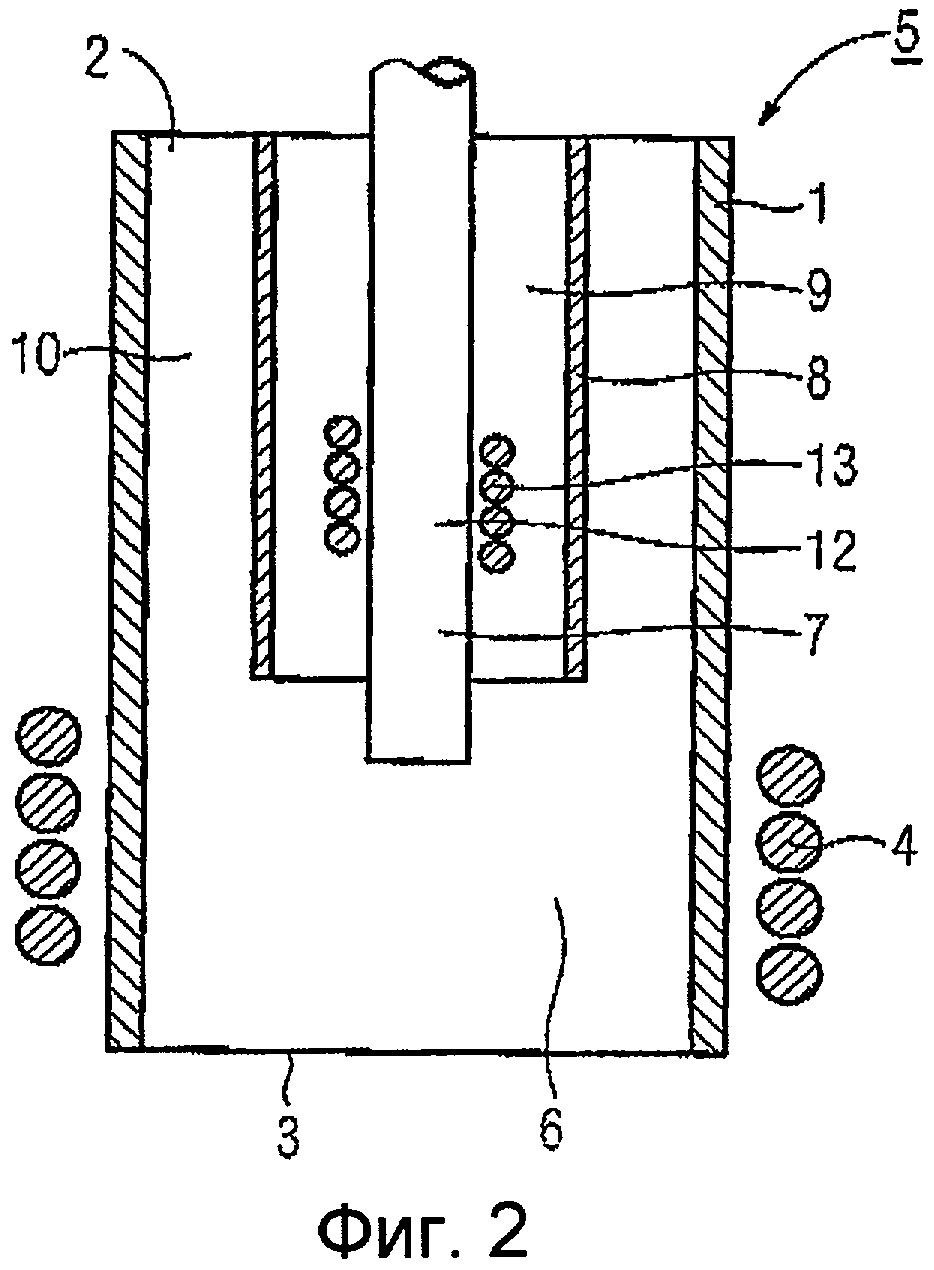
Фиг.2 - устройство из фиг.1, имеющее дополнительную зону нагрева, а именно зону подогрева.
Изображенные в виде фрагментов устройства содержат безэлектродную плазменную горелку 5, корпус 1 которой выполнен, в основном, в виде отрезка трубы и изготовлен из керамического материала, например нитрида кремния. Корпус 1 имеет входное 2 и выходное 3 отверстия. Вблизи выходного отверстия 3 корпус 1 коаксиально окружен индуктивной катушкой 4, которая для создания переменного магнитного поля соединена с высокочастотным генератором большой мощности (не показан). Индуктивная катушка образует зону нагрева 6, в которой содержащий частицы пыли газ-носитель и плазмообразующий газ, протекающий по кольцевому каналу между инжекционной 7 и газонаправляющей 8 трубами и протекающий между газонаправляющей трубой 8 и корпусом 1 защитный газ переводятся в состояние плазмы. При этом достигаются температуры, по меньшей мере, соответствующие температурам дуги обычных плазменных горелок. Подвод электрической мощности осуществляется посредством высокочастотного генератора эксплуатационной мощностью в диапазоне обычно от 10 кВт до 50 МВт и частотой колебаний, лежащей обычно в диапазоне 100 кГц - 5 МГц. За счет переменного магнитного поля индуктивной катушки 4 в зоне нагрева 6 индуцируется электрическое поле такой высокой напряженности, что происходит прорыв газа с последующей ионизацией газа-носителя, плазмообразующего газа и защитного газа. Как только зона нагрева 6 наполнена плазмой достаточной высокой проводимости, высокочастотное электрическое переменное поле вырабатывает в плазме высокочастотный ток, приводящий к интенсивному нагреву плазмы. При этом для нагрева плазмы могут достигаться значения электрического кпд. свыше 50% при мощностях до нескольких сотен киловатт. В зависимости от подводимой электрической мощности плазма в зоне нагрева 6 может достигать температур, которые обеспечивают расплавление тугоплавких материалов, таких как оксиды металлов и нитриды.
С входной стороны в корпус 1 по центру направлена доходящая до зоны нагрева 6 и заканчивающаяся в ней инжекционная труба 7. Она имеет существенно меньший диаметр или проходное сечение, чем корпус 1. По инжекционной трубе 7 содержащий частицы пыли газ-носитель подается к центральной части зоны нагрева 6. Инжекционная труба 7 коаксиально и на радиальном расстоянии окружена газонаправляющей трубой 8, причем между ними остается свободным кольцевой канал 9. По нему направляется служащий для создания плазмы свободный от пыли газ (плазмообразующий газ). Диаметр газонаправляющей трубы 8 рассчитан так, что также между нею и корпусом 1 остается свободным кольцевой канал 10. Он служит для подачи охлаждающего газа, например воздуха, чтобы защитить керамический корпус 1 от слишком сильного термического воздействия.
Схематично изображенное на фиг.2 устройство отличается от устройства на фиг.1, в основном, тем, что перед зоной нагрева 6 расположена зона подогрева 12. Она образована подогревающей катушкой 13, которая коаксиально окружает инжекционную трубу 7 на расположенном внутри газонаправляющей трубы 8 участке. Подогревающая катушка 13 имеет существенно меньшую мощность, чем индуктивная катушка 4. Она создает плазму соответственно меньшей ионной плотности, которая (плазма), однако, при подаче в центральную часть зоны нагрева 6 предотвращает сильные колебания импеданса индуктивной катушки 4, как это пояснялось выше.
Реферат
Изобретение относится к металлургической промышленности. Содержащий частицы пыли газ-носитель подают в зону нагрева безэлектродной плазменной горелки, пропускают его через плазму, образованную в зоне нагрева за счет подачи и перевода плазмообразующего газа посредством индукционного нагрева в состояние плазмы, и вдувают его в содержащий металлический расплав участок упомянутой установки. Для осуществления способа используют устройство, содержащее безэлектродную плазменную горелку (5) с трубчатым корпусом (1), который коаксиально окружен вблизи выходного отверстия индуктивной катушкой (4), образующей зону нагрева (6). Устройство также содержит инжекционную трубу (7) для подачи содержащего частицы пыли газа-носителя, проходящую с входной стороны корпуса до упомянутой зоны нагрева, и газонаправляющую трубу (8) для подачи плазмообразующего газа, коаксиально окружающую инжекционную трубу. Изобретение обеспечивает однородное смешивание вдуваемой плазмы с частицами пыли и металлического расплава, предотвращает охлаждение шлака. 2 н. и 10 з.п. ф-лы, 2 ил.
Формула
Документы, цитированные в отчёте о поиске
Многокатушечная индукционная плазменная горелка с твердотельным источником питания
Комментарии