Армированное проводом остекление и способ его изготовления - RU2666847C1
Код документа: RU2666847C1
Чертежи
Описание
Предпосылки создания изобретения
[0001] Изобретение относится к остеклению, содержащему нагревательные провода (нити накала).
[0002] В области ветровых стекол автомобилей хорошо известно обеспечение массива тонких, близко расположенных нагревательных проводов, внедренных в прослоечный материал (материал промежуточного слоя) между двумя внешними слоями, как правило, из стекла.
[0003] Нагревательные провода простираются между двумя противоположными шинами, расположенными, как правило, рядом с верхней и нижней кромками остекления, и находятся в электрическом контакте с ними.
[0004] В ЕР0385785 и в ЕР0385791 раскрывается шина, содержащая узкую металлическую полосу и более широкую металлическую полосу так, чтобы нагревательные провода были расположены между этими металлическими полосами. В процессе изготовления узкий металлический провод укладывают на лист прослоечного материала. Узкую металлическую полосу проглаживают нагретым утюгом, чтобы локально расплавить прослоечный материал и внедрить узкую металлическую полосу в прослоечный материал. Прослоечный материал помещают на барабан и затем на прослоечный материал укладывают провода и запрессовывают в этот прослоечный материал нагретым прижимным роликом (как раскрыто в US2009/0206191). Прослоечный материал затем укладывают на плоский стол и на узкую металлическую полосу наносят более широкую металлическую полосу так, чтобы она выступала за узкую металлическую полосу с ее обеих сторон. Затем более широкую металлическую полосу проглаживают горячим утюгом, чтобы связать ее с прослоечным материалом и закрепить концы проводов, зажимая их между металлическими полосами и прослойкой. Затем прослоечный материал помещают между первым и вторым слоями стекла и полученную в результате сборку нагревают в автоклаве известным способом. В автоклаве прослойка размягчается настолько, что нагревательные провода и металлические полосы становятся полностью внедренными в прослойку и, тем самым, прочно фиксируются на месте.
[0005] Для улучшения электрического соединения между узлом шины и нагревательными проводами более широкая металлическая полоса может быть снабжена слоем припоя с низкой температурой плавления на части поверхности, контактирующей с нагревательными проводами. Припой с низкой температурой плавления определяется как припой, который плавится и заполняет пространства между нагревательными проводами в автоклаве, т.е. имеющий температуру плавления не более 150°С, т.е. не более максимальной температуры в автоклаве. После затвердевания припой с низкой температурой плавления прочно связывает нагревательные провода на месте и обеспечивает надежное электрическое соединение между более широкой металлической полосой и нагревательными проводами. На узкую металлическую полосу может быть нанесен подобный слой припоя с низкой температурой плавления.
[0006] В ЕР1110431 раскрывается, что изделия, изготовленные с помощью процесса, раскрытого в ЕР0385791, имеют более низкой процент отказов в течение срока эксплуатации. Считается, что такое улучшение вызвано тем, что (а) припой с низкой температурой плавления удерживает нагревательные провода так, что нагревательные провода не теряют контакт с шиной, и (b) припой с низкой температурой плавления заполняет пространства между нагревательными проводами так, что предотвращается проникновение влаги в узел шины и, тем самым, предотвращается возможность электролитической реакции между разными металлами.
[0007] В JP2000-030847 раскрывается остекление, в котором улучшена адгезия между шинами и нагревательными проводами и в течение длительного периода времени сохраняется хорошая проводимость за счет нанесения проводящего клея между шиной и нагревательными проводами. Проводящим клеем может быть слой припоя, акриловый твердеющий клей или эпоксидный, твердеющий при нагревании клей. По меньшей мере одна шина внедрена в прослоечный материал. Остекление обладает улучшенными характеристиками в испытании на расслоение и в 30-дневном тепловом циклическом испытании.
[0008] В WO2011023974 раскрывается остекление, содержащее проводящую дорожку для нагревания остекления и шину. Шина может быть приклеена к слою материала остекления для получения хорошей механической границы раздела. Шина может быть покрыта припоем с низкой температурой плавления или проводящим клеем для обеспечения хорошего электрического соединения с проводящей дорожкой.
[0009] В US6396026В2 раскрывается остекление, содержащее шину на термопластичном слое, при этом шина содержит нижнюю полосу из медной фольги, зафиксированную на термопластичном слое с помощью клея (адгезива). Нагревательные провода уложены на нижнюю полосу из медной фольги, а на нагревательные провода уложена верхняя полоса из медной фольги. Нижняя полоса из медной фольги имеет на свободно доступной стороне предварительно нанесенный слой мягкого припоя в виде покрытия из олова. Операцию пайки выполняют, прикладывая паяльник к верхней полосе из медной фольги.
[0010] Сохраняется потребность в альтернативном остеклении, содержащем нагревательные провода, имеющем низкий процент отказов при эксплуатации, и был бы желателен соответствующий процесс изготовления, избегающий по меньшей мере одного этапа процесса, требующего горячего утюга.
Краткое описание изобретения
[0011] Согласно первому аспекту настоящего изобретения предлагается остекление, содержащее признаки, изложенные в п. 1 приложенной формулы изобретения.
[0012] Авторы изобретения обнаружили, что слой клея, связывающий первую шину со слоем прослоечного материала, и вспомогательный слой клея, размещенный там, где кромка вспомогательной шины простирается за кромку первой шины, связывая вспомогательную шину со слоем прослоечного материала, обеспечивает позиционное управление первой шиной и вспомогательной шиной и устраняет дефекты типа "выплеск припоя" на остекление.
[0013] Дефекты типа "выплеск припоя" возникают по время этапов процесса, использующих горячий утюг, и относятся к двум типам: "выплеск припоя с низкой температурой плавления" и "выплеск олова".
[0014] Во-первых, дефекты типа "выплеск припоя с низкой температурой плавления" возникают из-за того, что слой припоя с низкой температурой плавления вытекает за кромки первой шины. Неожиданно связывание первой шины с листом прослоечного материала слоем клея обеспечивает достаточное позиционное управление первой шиной, которое сохраняется во время этапа процесса, в котором горячий утюг плавит слой припоя для фиксации на месте концов нагревательных проводов и вспомогательной шины. Поэтому устраняется этап процесса, на котором горячий утюг движется по первой шине для локального плавления прослоечного материала и внедрения первой шины в прослоечный материал. Неожиданно слой клея не оказывает вредного влияния на технологический выход или на процент отказов остекления при эксплуатации.
[0015] Во-вторых, дефекты типа "выплеск олова" возникают из-за того, что слой олова вытекает за кромки первой шины. Слой олова в прототипе применяется для предотвращения окисления меди и, тем самым, для способствования более легкому нанесению слоя припоя с низкой температурой плавления. Типичная температура горячего утюга превышает температуру плавления олова (232°С), поэтому дефекты типа "выплеск олова" возникают из-за слоя олова. В предпочтительном варианте осуществления изобретения все поверхности каждой шины покрывают слоем припоя с низкой температурой плавления при прохождении каждой шины через ванну припоя с низкой температурой плавления. Перед входом в ванну каждая шина очищается, т.е. не является окисленной, поэтому слой олова не нужен. Таким образом настоящее изобретение устраняет дефекты типа "выплеск олова".
[0016] Предпочтительно, расстояние между кромкой вспомогательной шины и кромкой первой шины составляет в диапазоне от 2 мм до 5 мм.
[0017] Предпочтительно, первая шина имеет ширину в диапазоне от 2 мм до 8 мм, более предпочтительно от 3 мм до 6 мм, наиболее предпочтительно от 4 мм до 5 мм.
[0018] Предпочтительно, вспомогательная шина имеет ширину в диапазоне от 4 мм до 12 мм, более предпочтительно от 6 мм до 10 мм, наиболее предпочтительно от 8 мм до 9 мм.
[0019] Предпочтительно, первая шина выполнена из металла, более предпочтительно из меди толщиной в диапазоне от 50 мкм до 200 мкм, наиболее предпочтительно от 90 мкм до 100 мкм.
[0020] Предпочтительно, слой припоя с низкой температурой плавления покрывает по существу всю контактирующую с нагревательным проводом поверхность первой шины или контактирующую с нагревательным проводом поверхность вспомогательной шины, и толщина слоя припоя составляет в диапазоне от 1 мкм до 50 мкм, более предпочтительно от 5 мкм до 20 мкм.
[0021] Предпочтительно, слой припоя с низкой температурой плавления покрывает и контактирующую с нагревательным проводом поверхность первой шины, и противоположную поверхность первой шины или слой припоя с низкой температурой плавления покрывает и контактирующую с нагревательным проводом поверхность вспомогательной шины, и противоположную поверхность вспомогательной шины.
[0022] Предпочтительно, температура плавления слоя припоя с низкой температурой плавления составляет в диапазоне от 120°С до 150°С, более предпочтительно от 120°С до 140°С.
[0023] Предпочтительно, слой клея имеет толщину в диапазоне от 10 мкм до 100 мкм, более предпочтительно в диапазоне от 20 мкм до 50 мкм.
[0024] Предпочтительно, массив нагревательных проводов простирается между первой и второй шинами и находится в электрическом контакте с ними для подачи электроэнергии на этот массив нагревательных проводов.
[0025] Предпочтительно, слой прослоечного материала расположен между первым и вторым слоями материала остекления.
[0026] Согласно второму аспекту настоящего изобретения предлагается способ изготовления остекления, включающий этапы, изложенные в п. 13 приложенной формулы изобретения.
[0027] Предпочтительно, способ дополнительно содержит этап размещения вспомогательного слоя клея на участке, где кромка вспомогательной шины простирается за пределы кромки первой шины, для связывания вспомогательной шины со слоем прослоечного материала.
[0028] Предпочтительно, способ дополнительно содержит этап позиционирования кромки вспомогательной шины и кромки первой шины так, чтобы расстояние между ними составляло в диапазоне от 2 мм до 5 мм.
[0029] Преимущественно, благодаря слою клея, размещенному между первой шиной и слоем прослоечного материала, этапы внедрения первой шины и вспомогательной шины в слой прослоечного материала с помощью нагретого утюга не нужны. Авторы изобретения обнаружили, что эти этапы способа по прототипу, использующие горячий утюг, заставляют слой припоя с низкой температурой плавления вытекать за пределы кромок первой шины, приводя к дефектам типа "выплеск припоя" и, следовательно, к низкому технологическому выходу. Исключение этих этапов привело к улучшению производительности.
[0030] Авторы изобретения обнаружили, что слой припоя с низкой температурой плавления не вытекает за пределы кромок первой шины при нагревании в автоклаве. Считается, что это вызвано удерживанием припоя с низкой температурой плавления прослоечным материалом.
[0031] В преимущественном варианте осуществления способ содержит этап покрытия всех поверхностей по меньшей мере одной шины припоем с низкой температурой плавления при прохождении шины через ванну припоя с низкой температурой плавления. Неожиданно авторы изобретения обнаружили, что слой припоя с низкой температурой плавления приклеивается непосредственно к шине без отрицательного влияния на эксплуатационные характеристики. Поэтому слой олова не требуется и таким образом избегают дефектов типа "выплеск олова", вызванных плавлением и растеканием олова в процессе изготовления. Предпочтительно, все поверхности первой шины покрыты припоем с низкой температурой плавления.
Краткое описание чертежей
[0032] Теперь изобретение будет описано посредством не ограничивающих примеров со ссылкой на приложенные чертежи.
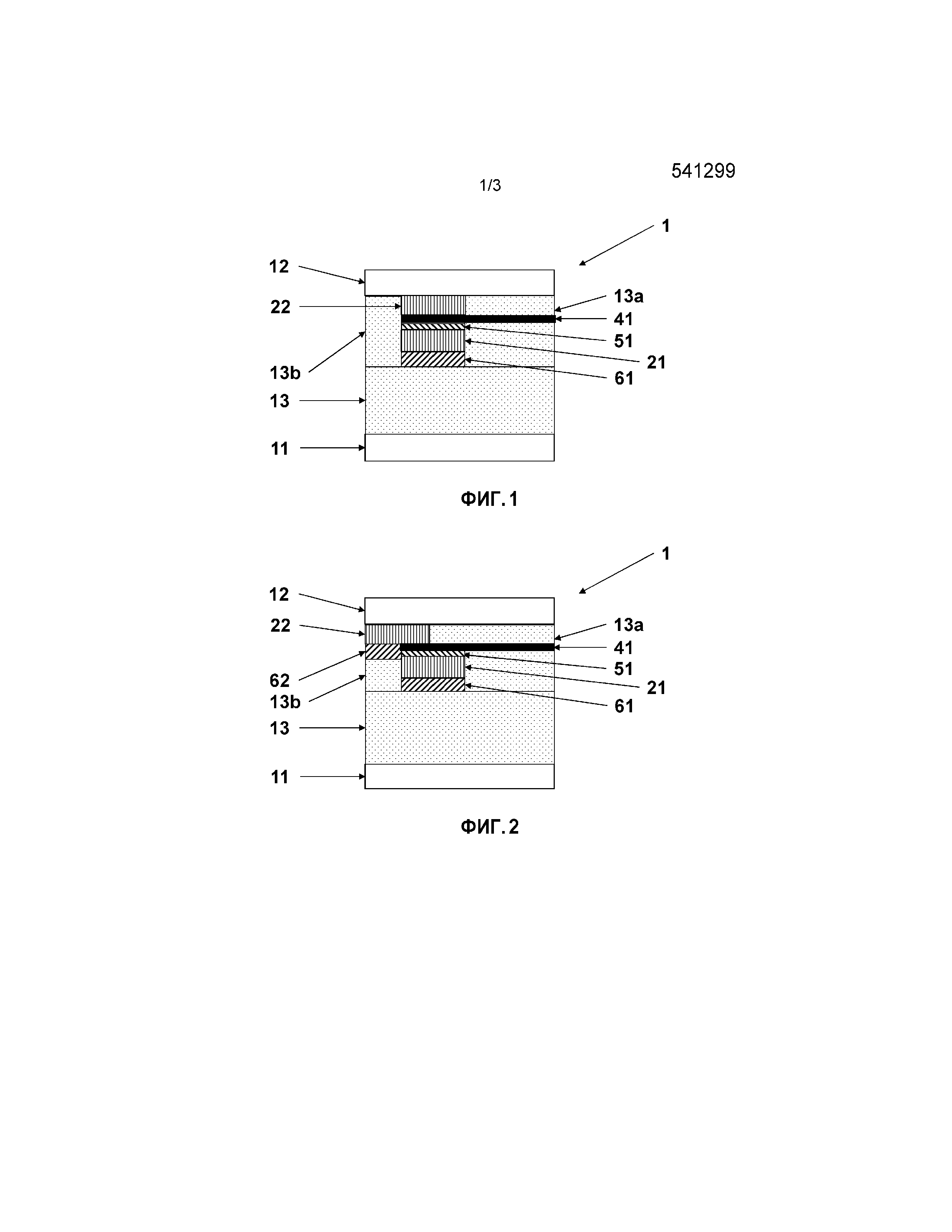
[0033] Фиг. 1 показывает остекление по прототипу в поперечном сечении, если смотреть с торца первой шины.
[0034] Фиг. 2 показывает остекление по изобретению в поперечном сечении, если смотреть с торца первой шины, содержащее вспомогательный слой клея для связывания вспомогательной шины со слоем прослоечного материала в области, где кромка вспомогательной шины простирается за пределы кромки первой шины.
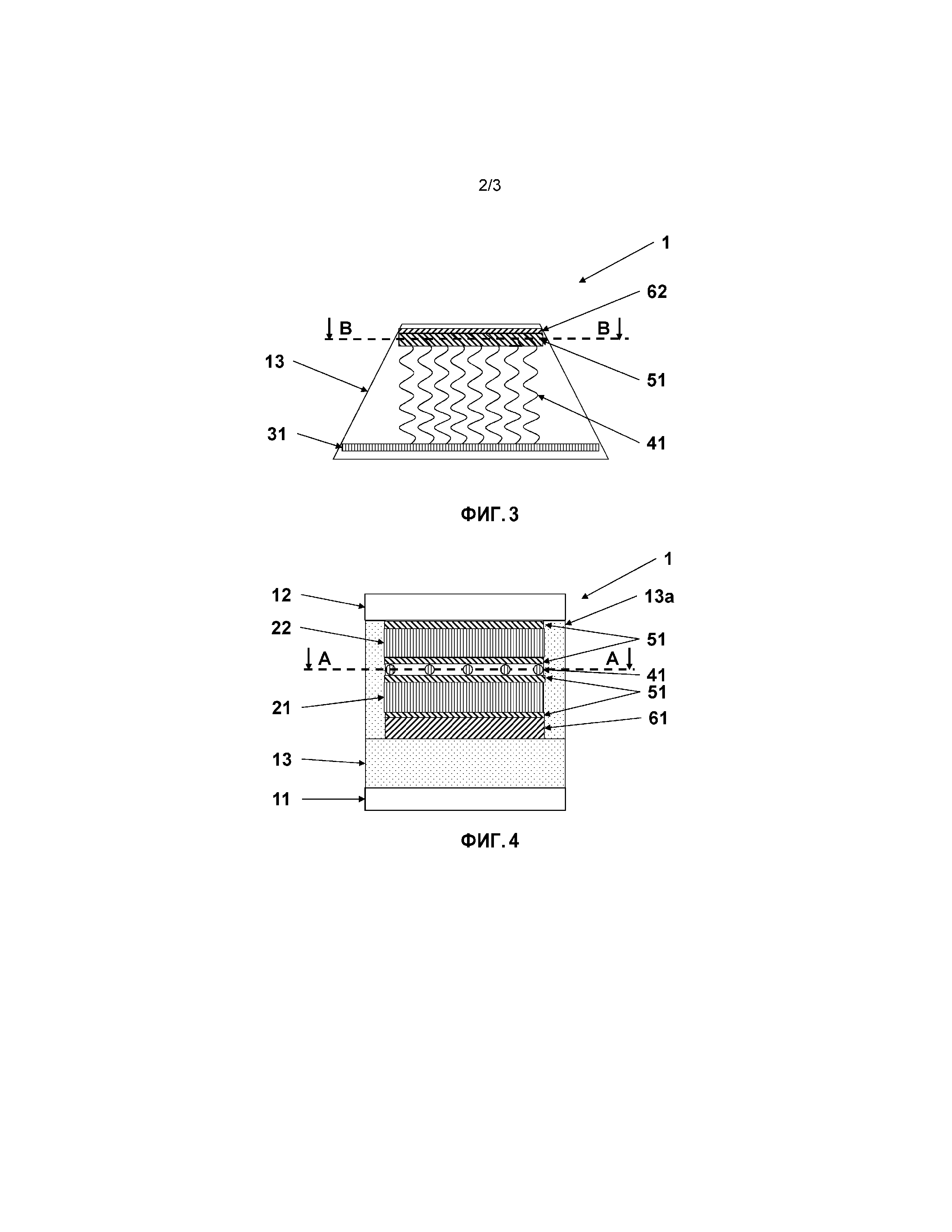
[0035] Фиг. 3 показывает остекление по изобретению в плоскости, содержащее нагревательные провода (линия А-А по фиг. 4).
[0036] Фиг. 4 показывает остекление по изобретению в поперечном сечении, если смотреть с торца нагревательного провода (линия В-В по фиг. 3).
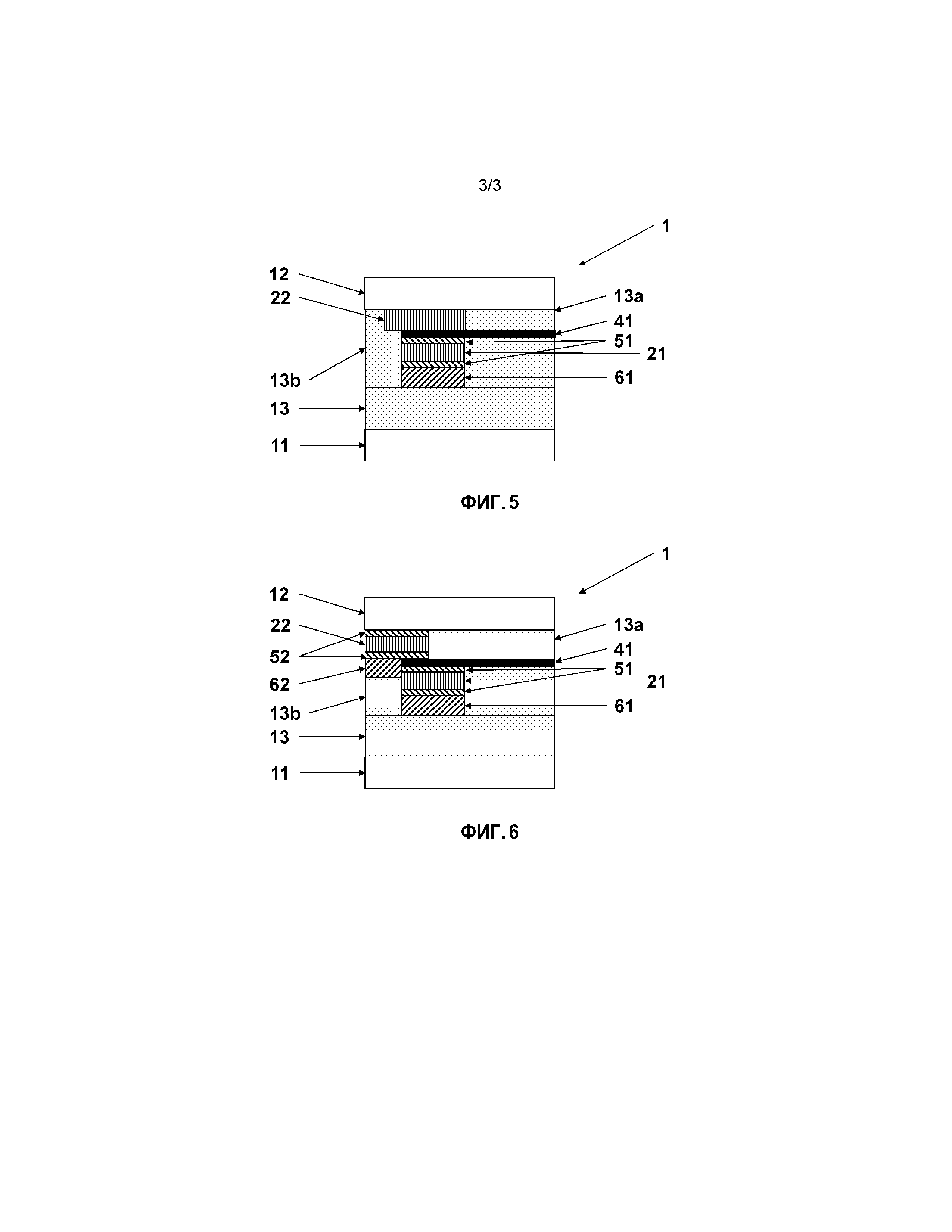
[0037] Фиг. 5 показывает остекление по предпочтительному варианту осуществления изобретения, в котором первая шина и вспомогательная шина покрыты припоем с низкой температурой плавления, при этом на первой шине покрыты все поверхности.
[0038] Фиг. 6 показывает остекление по предпочтительному варианту осуществления изобретения, в котором все поверхности первой шины и вспомогательной шины покрыты припоем с низкой температурой плавления и в области, где кромка вспомогательной шины выступает за кромку первой шины имеется вспомогательный слой клея для связи вспомогательной шины со слоем прослоечного материала.
Подробное описание изобретения
[0039] Хотя изобретение описывается здесь с конкретной ссылкой на автомобильное ветровое стекло, следует понимать, что оно применимо и к другим остеклениям транспортных средств, например, к заднему окну или боковым окнам.
[0040] Фиг. 1 показывает остекление 1 согласно прототипу, в котором первая шина 21 уложена поверх прослоечного материала 13, а массив нагревательных проводов 41 уложен поверх первой шины 21. Слой 51 припоя с низкой температурой плавления нанесен на поверхность первой шины 21, обращенной к нагревательным проводам 41. Поверх нагревательных проводов 41 уложена вспомогательная шина 22. Прослоечный материал 13 размещен на первом слое 11 материала остекления, а второй слой 12 материала остекления уложен поверх вспомогательной шины 22.
[0041] Слой 51 припоя с низкой температурой плавления служит двум целям: во-первых, улучшению электрического соединения между нагревательными проводами и шинами и, во-вторых, заполнению зазоров вокруг нагревательных проводов 41 с тем, чтобы предотвратить проникновение влаги.
[0042] Между первой шиной 21 и слоем прослоечного материала 13 находится слой 61 клея. Слой 61 клея служит цели обеспечения позиционной стабильности нагревательных проводов 41, чего также можно достигнуть, во-первых, внедрив первую шину в слой прослоечного материала 13, а, во-вторых, внедрив нагревательные провода 41 в слой прослоечного материала посредством нагретого прижимного ролика на барабане устройства укладки проводов.
[0043] Фиг. 2 показывает остекление 1 по изобретению, аналогичное остеклению 1 по фиг.1, в котором там, где кромка вспомогательной шины 22 выступает за кромку первой шины 21, размещен вспомогательный слой 62 клея. Этот вспомогательный слой 62 клея связывает вспомогательную шину 22 со слоем прослоечного материала 13, тем самым обеспечивая дополнительную позиционную стабильность нагревательных проводов 41.
[0044] Фиг. 3 показывает остекление 1 по изобретению, аналогичное остеклению 1 по фиг.2, в котором там, где кромка вспомогательной шины 22 выступает за кромку первой шины 21, размещен вспомогательный слой 62 клея. Фиг. 3 представляет собой вид сверху плоскости нагревательных проводов 41, т.е. линию А-А по фиг. 4.
[0045] Фиг. 4 представляет собой поперечное сечение остекления 1 по фиг. 3, по линии В-В.
[0046] Фиг. 5 подобна фиг. 1, но все поверхности первой шины 21 снабжены слоем 51 припоя с низкой температурой плавления.
[0047] Слой 51 припоя с низкой температурой плавления служит двум целям: во-первых, улучшения электрического контакта между нагревательными проводами и шинами 21, 22 и, во-вторых, заполнения зазоров вокруг нагревательных проводов 41 с тем, чтобы предотвратить проникновение влаги.
[0048] Необязательно кромка вспомогательной шины 22 выступает за кромку первой шины 21 так, чтобы можно было использовать горячий утюг для внедрения вспомогательной шины 22 в прослоечный материал 13 для фиксации вспомогательной шины на месте.
[0049] Фиг. 6 подобна фиг. 2, но все поверхности каждой шины 21, 22 снабжены слоем 51, 52 припоя с низкой температурой плавления.
[0050] На фиг. 1, 2, 4, 5 и 6 слой прослоечного материала 13 содержит первую и вторую области 13а, 13b прослоечного материала, которые залиты между первоначальным слоем прослоечного материала 13 и вторым слоем 12 материала остекления так, чтобы шины 21, 22 и нагревательные провода 41 были внедрены в слой прослоечного материала 13, 13а, 13b. На фиг. 2 и 6 вторая область 13b прослоечного материала связана вспомогательным слоем 62 клея. Поскольку слой прослоечного материала 13 содержит термопластичный материал, при повышенной температуре и давлении в автоклаве он течет с образованием первой и второй областей 13а, 13b прослоечного материала.
[0051] Примеры изобретения
[0052] На следующих этапах способа было приготовлено остекление по изобретению. Обеспечивали слой прослоечного материала 13, такого как поливинилбутираль (ПВБ). Толщина ПВБ составляла 0,76 мм. Первую и вторую шины 21, 22 укладывали на слой прослоечного материала 13. Шины содержали медную полосу шириной 4 мм, толщиной 100 мкм, и слой 51 припоя с низкой температурой плавления, по существу покрывающий всю поверхность, предназначенную для контакта с нагревательными проводами 41. Слой прослоечного материала 13 размещали на барабане известного в области техники (например, US2009/0106191) устройства укладки проводов. На первую и вторую шины 21 укладывали нагревательные провода 41, 22, простирающимися между ними.
[0053] Для упрощения процесса изготовления шины первую шину 21 также покрывали слоем 51 припоя с низкой температурой плавления на поверхности, противоположной поверхности для контакта с нагревательными проводами 41. Авторы изобретения обнаружили, что для использования с изобретением подходят первая шина 21 или вспомогательная шина 22, имеющие слой 51 припоя с низкой температурой плавления на обеих поверхностях. Неожиданно результатом явилось уменьшение дефектов типа "выплеск припоя" по сравнению с прототипом (предшествующим уровнем техники), в котором узкая полоска припоя с низкой температурой плавления наносится только на поверхность шины, предназначенную для контакта с нагревательными проводами.
[0054] Между первой шиной и прослоечным материалом 13 размещали слой 61 клея для связывания из вместе.
[0055] На массив нагревательных проводов 41 укладывали вспомогательную шину 22. Там, где кромка вспомогательной шины 22 выступала за кромку первой шины 21, размещали вспомогательный слой 62 клея.
[0056] Слой прослоечного материала 13 укладывали на слой 11 материала остекления. Материалом остекления было натриево-кальциевое силикатное флоат-стекло. На вспомогательную шину 22 укладывали второй слой 12 материала остекления, образуя готовую сборку. Готовую сборку сжимали на её кромках, а затем дегазировали известным в области техники способом. Сборку помещали в автоклав и нагревали под давлением известным в области техники способом.
[0057] Полученное изделие сначала исследовали при визуальном осмотре и дефектов типа "выплескивание припоя" не наблюдалось. Затем изделие дополнительно исследовали с использованием солевого тумана согласно международному стандарту ISO 9227 (аналогичному DIN 50021, в настоящее время не действующему). Соленую воду распыляли в камере, в которой было размещено остекление. На нагревательные провода 41 подавали электроэнергию через первую и вторую шины в течение некоторого периода времени; затем подачу электроэнергии на некоторое время отключали. Исследование повторяли в течение приблизительно семи недель. Остекление осматривали с помощью тепловизора. Никаких потерь функциональности из-за коррозии, вызванной соленой водой не наблюдалось.
Реферат
Раскрыто армированное проводом остекление, содержащее слой прослоечного материала, имеющее первую шину и вспомогательную шину и нагревательные провода между ними. Между первой шиной и слоем прослоечного материала расположен слой клея. Там, где кромка вспомогательной шины выступает за кромку первой шины, расположен вспомогательный слой клея. Вспомогательный слой клея связывает вспомогательную шину со слоем прослоечного материала. Раскрыт соответствующий способ изготовления армированного проводом остекления. Изобретение обеспечивает позиционно управление первой шиной и вспомогательной шиной и уменьшенный «выплеск припоя». 2 н. и 11 з.п. ф-лы, 6 ил.
Формула
Документы, цитированные в отчёте о поиске
Клеевая композиция
Теплоизолирующий элемент остекления, его изготовление и применение
Комментарии