Производственная установка для осаждения материала и электрод для использования в ней - RU2494579C2
Код документа: RU2494579C2
Чертежи


Описание
Родственные заявки
[0001] Данная заявка испрашивает приоритет и все преимущества по предварительной заявке на патент США №61/044687, которая была подана 14 апреля 2008 года.
Область изобретения
[0002] Данное изобретение относится к производственной установке. В частности, данное изобретение относится к электроду, используемому внутри производственной установки.
Предпосылки изобретения
[0003] Производственные установки для осаждения материала на несущую подложку известны в данной области техники. Такие производственные установки включают в себя корпус, который образует камеру. Обычно несущая подложка выполнена практически U-образной и имеет находящиеся на расстоянии друг от друга первый конец и второй конец. Обычно на каждом конце несущей подложки расположено контактное гнездо. Обычно внутри камеры расположены два или более электрода для приема соответствующего контактного гнезда, расположенного соответственно на первом конце и втором конце несущей подложки. Электрод также включает в себя область контакта, которая поддерживает контактное гнездо и, в итоге, несущую подложку, чтобы предотвратить перемещение несущей подложки относительно корпуса. Область контакта является частью электрода, приспособленной находиться в непосредственном контакте с контактным гнездом и обеспечивающей основной путь тока от электрода к контактному гнезду и в несущую подложку.
[0004] С электродом соединен источник питания для питания электрическим током несущей подложки. Электрический ток нагревает как электрод, так и несущую подложку. Электрод и несущая подложка каждый имеет некую температуру, причем температура несущей подложки разогревается до температуры осаждения. Обработанная несущая подложка формируется путем осаждения материала на несущую подложку.
[0005] Как известно в данной области техники, существуют вариации по форме электрода и контактного гнезда, чтобы учитывать тепловое расширение осажденного на несущую подложку материала при нагревании несущей подложки до температуры осаждения. Один такой способ предполагает использование электрода с плоской головкой и контактного гнезда в виде графитового блока скольжения. Графитовый блок скольжения действует в качестве мостика между несущей подложкой и электродом с плоской головкой. Вес несущей подложки и графитового блока скольжения, действующий на область контакта, уменьшает контактное сопротивление между графитовым блоком скольжения и электродом с плоской головкой. Другой такой способ предполагает использование электрода из двух частей. Электрод из двух частей включает в себя первую половину и вторую половину для сжатия контактного гнезда. С первой половиной и второй половиной электрода из двух частей соединен пружинный элемент для обеспечения силы для сжатия контактного гнезда. Другой такой способ предполагает использование образующего стакан электрода с областью контакта, расположенной внутри части этого стакана. Контактное гнездо приспособлено садиться в стакан электрода и контактировать с областью контакта, расположенной внутри стакана электрода. Альтернативно, электрод может образовывать область контакта на своей наружной поверхности без образовывания стакана, а контактное гнездо может быть выполнено в виде колпака, который садится поверх электрода для контактирования с областью контакта, расположенной на наружной поверхности электрода.
[0006] На внешней поверхности электрода вне области контакта на той части электрода, которая расположена внутри камеры, происходит зарастание электрода в связи с накоплением отложений. Отложения со временем приводят к ненадлежащей посадке между контактным гнездом и электродом. Ненадлежащая посадка вызывает маленькие электрические дуги между областью контакта и контактным гнездом, что приводит к загрязнению металлом материала, осажденного на несущую подложку. Загрязнение металлом уменьшает ценность несущей подложки, так как осажденный материал является менее чистым. Кроме того, зарастание уменьшает теплопередачу между электродом и контактным гнездом, в результате чего электрод достигает более высоких температур для эффективного нагревания контактного гнезда и, в итоге, несущей подложки. Более высокие температуры электрода приводят к ускоренному осаждению материала на электроде. Это особенно справедливо в случае электродов, которые содержат серебро или медь в качестве единственного или основного присутствующего в них металла.
[0007] Кроме того, зарастание электрода происходит на внешней поверхности электрода, на той части внешней поверхности, которая находится вне камеры. Такое зарастание отличается от того типа зарастания, которое происходит на той части электрода, которая расположена внутри камеры, что обуславливается используемым для осаждения материалом. Зарастание внешней поверхности электрода, которая находится вне камеры, может быть вызвано производственными условиями вне производственной установки, или может просто обуславливаться окислением в связи с воздействием воздуха на электрод. Это особенно справедливо в случае электродов, которые содержат серебро или медь в качестве единственного или основного присутствующего в них металла.
[0008] Электрод должен быть заменен, когда имеет место одно или более из следующих условий: во-первых, когда загрязнение материала, осаждаемого на несущую подложку, превысит пороговый уровень; во-вторых, когда зарастание внешней поверхности электрода в камере вызывает ухудшение соединения между электродом и контактным гнездом; и, в-третьих, когда требуются слишком большие рабочие температуры для электрода в связи с осаждением материала на электроде. Электрод имеет срок службы, определяемый числом несущих подложек, которые электрод может обработать до того, как случится что-то одно из вышеперечисленного.
[0009] В связи с вышеуказанными проблемами, относящимися к зарастанию электрода, остается потребность в по меньшей мере замедлении зарастания электрода, чтобы улучшить производительность электрода и тем самым увеличить полезный срок службы электрода.
Сущность изобретения и преимущества
[0010] Данное изобретение относится к производственной установке для осаждения материала на несущую подложку и к электроду для использования с такой производственной установкой. Несущая подложка имеет находящиеся на расстоянии друг от друга первый конец и второй конец. На каждом из концов несущей подложки расположено контактное гнездо.
[0011] Производственная установка включает в себя корпус, который образует камеру. Через корпус образован впуск для введения газа в камеру. Также через корпус образован выпуск для отведения газа из камеры. По меньшей мере один электрод расположен проходящим через корпус, причем этот электрод по меньшей мере частично расположен внутри камеры для соединения с контактным гнездом. Электрод имеет внешнюю поверхность, имеющую область контакта, которая приспособлена контактировать с контактным гнездом. На внешней поверхности электрода, вне области контакта, расположено внешнее покрытие. Внешнее покрытие имеет электропроводность по меньшей мере 9×106 Сименс/метр и сопротивление коррозии большее, чем у серебра в ряду электродных потенциалов, который основан на использовании морской воды комнатной температуры в качестве электролита. С электродом соединен источник питания для снабжения электрическим током электрода.
[0012] Существует много преимуществ регулирования типа и местоположения внешнего покрытия на внешней поверхности электрода. Одним преимуществом является то, что возможно замедлить зарастание электрода путем подбора внешнего покрытия на внешней поверхности электрода в его различных областях с различными материалами в зависимости от источника зарастания. Путем замедления зарастания продлевается срок службы электрода, что приводит к меньшей себестоимости производства и уменьшению длительности производства обработанных несущих подложек. Кроме того, соображения относительно электропроводности представляют меньшую важность вне области контакта на внешней поверхности по сравнению с зоной внутри области контакта, тем самым обеспечивая возможность использовать для внешнего покрытия вне области контакта большее количество вариантов по отношению к типу металла, который может быть в него включен.
Краткое описание чертежей
[0013] Другие преимущества данного изобретения будут без труда оценены, а также станут более понятными при обращении к нижеследующему подробному описанию при рассмотрении вместе с приложенными чертежами, на которых:
[0014] Фигура 1 является видом в сечении производственной установки для осаждения материала на несущую подложку;
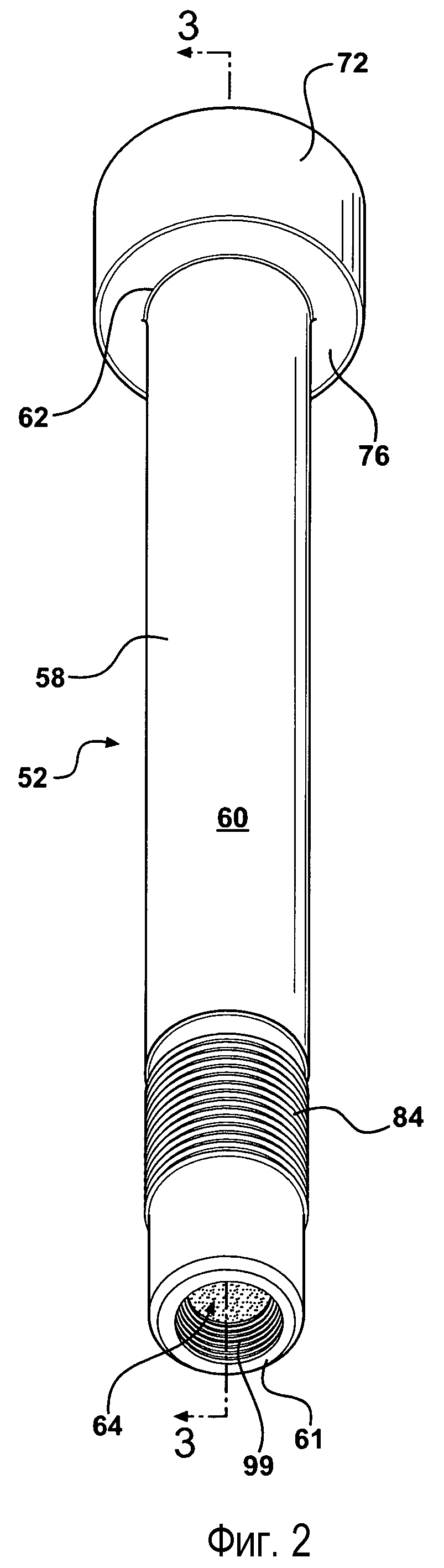
[0015] Фигура 2 является видом в перспективе электрода, используемого с производственной установкой по Фигуре 1;
[0016] Фигура 3 является видом в сечении электрода по Фигуре 2, выполненным вдоль линии 3-3 на Фигуре 2;
[0017] Фигура 4 является видом в сечении электрода по Фигуре 3, показывающим внешнее покрытие на его внешней поверхности;
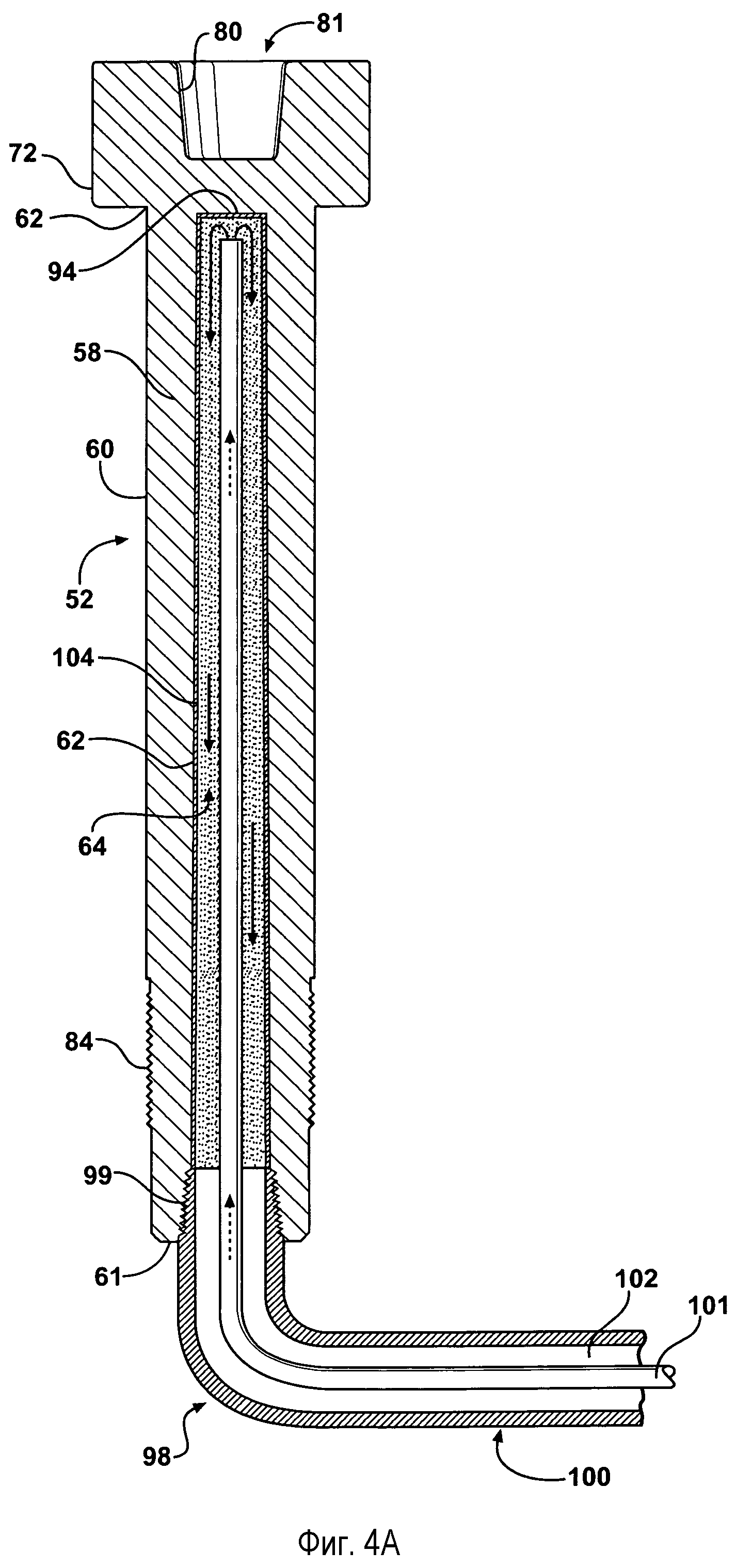
[0018] Фигура 4А является видом в сечении электрода по Фигуре 3 с частью подключенной к нему циркуляционной системы;
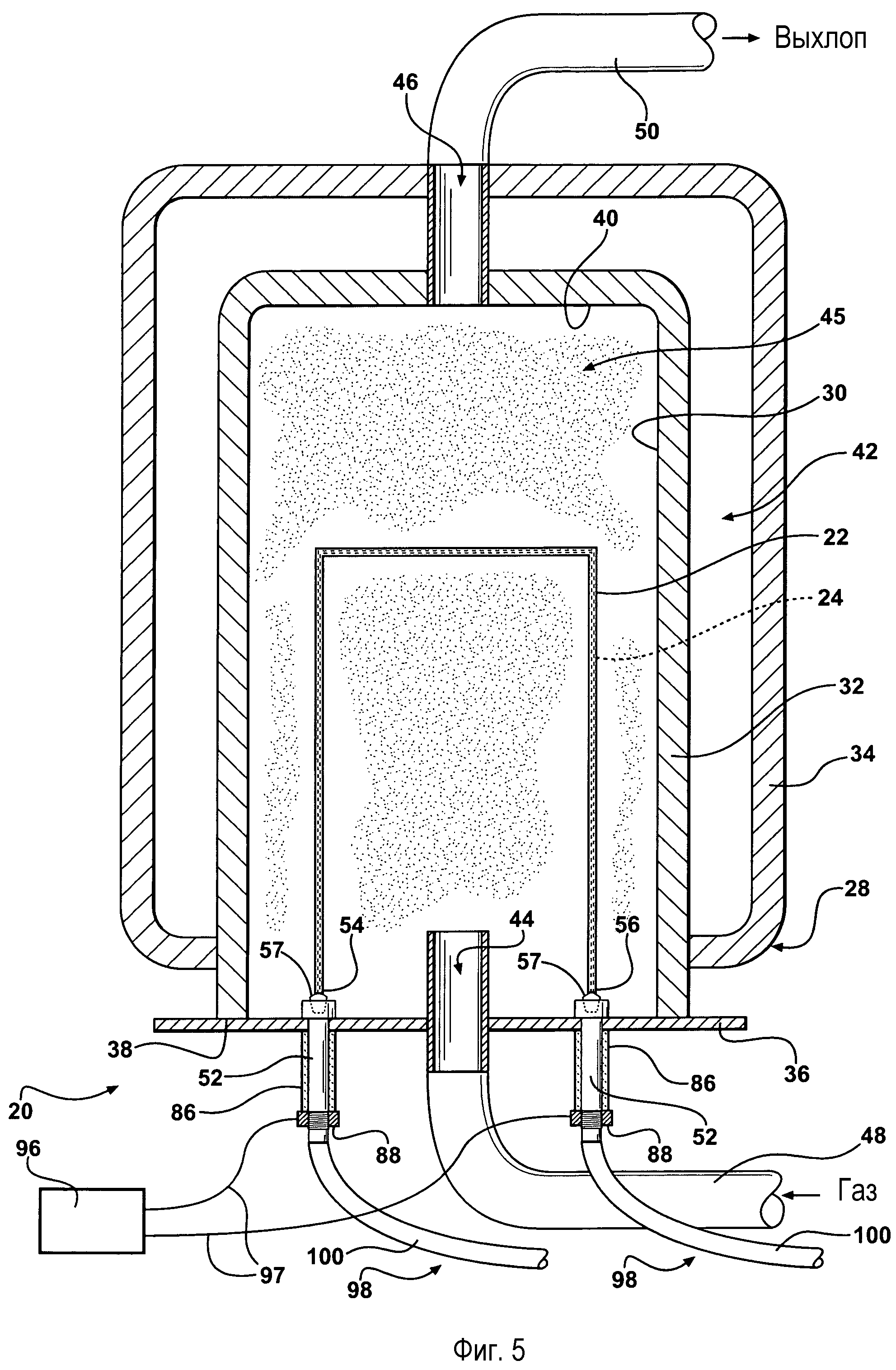
[0019] Фигура 5 является видом в сечении производственной установки по Фигуре 1 во время осаждения материала на несущую подложку.
Подробное описание изобретения
[0020] Обращаясь к Фигурам, на которых похожие номера обозначают похожие или соответствующие части на нескольких видах, производственная установка 20 для осаждения материала 22 на несущую подложку 24 показана на Фигурах 1 и 5. В одном варианте реализации подлежащий осаждению материал 22 является кремнием; тем не менее, следует понимать, что производственная установка 20 может быть использована для осаждения на несущую подложку 24 других материалов без выхода за рамки объема предложенного изобретения.
[0021] Обычно, при способах химического парофазного осаждения, известных в данной области техники, таких как способ Сименса, несущая подложка 24 выполнена практически U-образной и имеет первый конец 54 и второй конец 56, находящиеся на расстоянии и параллельные друг другу. На каждом из первого конца 54 и второго конца 56 несущей подложки 24 расположено контактное гнездо 57.
[0022] Производственная установка 20 включает в себя корпус 28, который образует камеру 30. Обычно, корпус 28 содержит внутренний цилиндр 32, наружный цилиндр 34 и пластину-основание 36. Внутренний цилиндр 32 включает в себя открытый конец 38 и закрытый конец 40, находящиеся на расстоянии друг от друга. Наружный цилиндр 34 расположен вокруг внутреннего цилиндра 32, образуя полость 42 между внутренним цилиндром 32 и наружным цилиндром 34, обычно служащую в качестве рубашки, вмещающей циркулирующую охлаждающую жидкость (не показано). Специалисты в данной области техники должны понимать, что полость 42 может быть традиционной рубашкой сосуда, рубашкой с отражателями или рубашкой из полутрубок, но не ограничивается ими.
[0023] Пластина-основание 36 расположена на открытом конце 38 внутреннего цилиндра 32, образуя камеру 30. Пластина-основание 36 включает в себя уплотнитель (не показан), расположенный в совмещении с внутренним цилиндром 32 для уплотнения камеры 30, когда внутренний цилиндр 32 располагается на пластине-основании 36. В одном варианте реализации производственная установка 20 представляет собой реактор химического парофазного осаждения типа Сименса.
[0024] Корпус 28 образует впуск 44 для введения газа 45 в камеру 30 и выпуск 46 для отведения газа 45 из камеры 30. Обычно, впускной патрубок 48 соединен с впуском 44 для подачи газа 45 в корпус 28, а выпускной патрубок 50 соединен с выпуском 46 для удаления газа 45 из корпуса 28. Выпускной патрубок 50 может быть заключен в рубашку с охлаждающей жидкостью, такой как вода или коммерчески доступная теплопередающая текучая среда.
[0025] По меньшей мере один электрод 52 расположен проходящим через корпус 28 для соединения с контактным гнездом 57. В одном варианте реализации этот по меньшей мере один электрод 52 включает в себя первый электрод 52, расположенный проходящим через корпус 28, чтобы принимать контактное гнездо 57 первого конца 54 несущей подложки 24, и второй электрод 52, расположенный проходящим через корпус 28, чтобы принимать контактное гнездо 57 второго конца 56 несущей подложки 24. Следует понимать, что электрод 52 может быть электродом любого типа, известного в данной области техники, таким как, например, электрод с плоской головкой, электрод из двух частей или электрод со стаканом. Кроме того, этот по меньшей мере один электрод 52 по меньшей мере частично расположен внутри камеры 30. В одном варианте реализации электрод 52 расположен проходящим через пластину-основание 36.
[0026] Электрод 52 содержит электропроводный материал, имеющий минимальную электропроводность при комнатной температуре по меньшей мере 14×106 Сименс/метр или См/м. Например, электрод 52 может содержать по меньшей мере один материал из меди, серебра, никеля, инконели и золота, каждый из которых удовлетворяет изложенным выше параметрам проводимости. Кроме того, электрод 52 может содержать сплав, который удовлетворяет изложенным выше параметрам проводимости. Обычно, электрод 52 содержит электропроводный материал, имеющий минимальную электропроводность при комнатной температуре примерно 58×106 См/м. Обычно, электрод 52 содержит медь, и медь обычно присутствует в количестве примерно 100% по весу в расчете на вес электрода 52. Медь может быть бескислородной электролитической медью марки UNS 10100.
[0027] Обращаясь также к Фигурам 2 и 3, электрод 52 имеет внешнюю поверхность 60. Внешняя поверхность 60 электрода 52 имеет область 80 контакта. В частности, область 80 контакта, как она определена здесь, является той частью внешней поверхности 60 электрода 52, которая приспособлена находиться в непосредственном контакте с контактным гнездом 57 и которая обеспечивает основной путь тока от электрода 52 к контактному гнезду 57 и в несущую подложку 24. Как таковая, в нормальном режиме работы производственной установки 20 область 80 контакта экранирована от воздействия материала 22, который осаждают на несущую подложку 24. Так как область 80 контакта приспособлена находиться в непосредственном контакте с контактным гнездом 57 и обычно не подвержена воздействию материала 22 в процессе осаждения на несущую подложку 24, к области 80 контакта применяются иные конструктивные соображения, чем к другим частям электрода 52, причем эти соображения описаны более подробно ниже.
[0028] В одном варианте реализации электрод 52 включает в себя ствол 58, имеющий первый конец 61 и второй конец 62. Когда он есть, ствол 58 также образует внешнюю поверхность 60 электрода 52. Обычно, первый конец 61 является открытым концом электрода 52. В одном варианте реализации ствол 58 имеет круглую форму поперечного сечения, что приводит к стволу в форме цилиндра, который образует диаметр D1. Тем не менее, следует понимать, что ствол 58 может иметь прямоугольную, треугольную или эллиптическую форму поперечного сечения без выхода за рамки предложенного изобретения.
[0029] Электрод 52 может также включать в себя головку 72, расположенную на одном из концов 61, 62 ствола 58. Следует понимать, что головка 72 может быть цельной со стволом 58. Обычно, когда головка 72 имеется, головка 72 также образует внешнюю поверхность 60, имеющую область 80 контакта. Специалисты в данной области техники должны понимать, что способ соединения контактного гнезда 57 с электродом 52 может меняться в зависимости от применения без выхода за рамки предложенного изобретения. Например, в одном варианте реализации, таком как в случае электродов с плоской головкой (не показано), область контакта может быть лишь верхней, плоской поверхностью на головке 72 электрода 52, а контактное гнездо 57 может образовывать колпак контактного гнезда (не показан), который садится на головку 72 электрода 52 для контактирования с областью контакта. Альтернативно, хотя это и не показано, головка 72 может отсутствовать на концах 61, 62 ствола 58. В этом варианте реализации электрод 52 может образовывать область контакта на внешней поверхности 60 ствола 58, а контактное гнездо 57 может быть выполнено в виде колпака, который садится на ствол 58 электрода 52 для контактирования с областью 80 контакта, расположенной на внешней поверхности 60 ствола 58.
[0030] В другом варианте реализации, как показано на Фигурах 2-4, электрод 52 образует стакан 81 для приема контактного гнезда 57. Когда электрод 52 образует стакан 81, область 80 контакта расположена внутри части стакана 81. Контактное гнездо 57 и стакан 81 могут быть сконструированы так, чтобы контактное гнездо 57 могло быть удалено из электрода 52, когда несущую подложку 24 вытаскивают из производственной установки 20. Обычно, головка 72 образует диаметр D2, который больше диаметра D1 ствола 58. Пластина-основание 36 образует отверстие (не показано) для приема ствола 58 электрода 52, так что головка 72 электрода 52 остается внутри камеры 30 для уплотнения камеры 30. Следует понимать, что головка 72 может быть цельной со стволом 58.
[0031] На внешней поверхности 60 электрода 52 может быть расположена первая резьба 84. Снова обращаясь к Фигурам 1 и 5, вокруг электрода 52 обычно расположена диэлектрическая втулка 86 для изолирования электрода 52. Диэлектрическая втулка 86 может содержать керамику. На первой резьбе 84 расположена гайка 88 для зажатия диэлектрической втулки 86 между пластиной-основанием 36 и гайкой 88, чтобы прикрепить электрод 52 к корпусу 28. Следует понимать, что электрод 52 может быть прикреплен к корпусу 28 другими способами, такими как, например, с помощью фланца, без выхода за рамки объема предложенного изобретения.
[0032] Снова обращаясь к Фигурам со 2 по 4, обычно по меньшей мере одно из ствола 58 и головки 72 включает в себя внутреннюю поверхность 62, образующую канал 64. Внутренняя поверхность 62 включает в себя контактный конец 94, находящийся на расстоянии от первого конца 61 ствола 58. Контактный конец 94 является в целом плоским и параллельным первому концу 61 электрода 52. Следует понимать, что могут быть использованы и другие конфигурации контактного конца 94, такие как конфигурация в форме конуса, конфигурация в форме эллипса или конфигурация в форме перевернутого конуса (ни одна из которых не показана). Канал 64 имеет длину L, которая простирается от первого конца 61 электрода до контактного конца 94. Следует понимать, что контактный конец 94 может быть расположен внутри ствола 58 электрода 52, или же контактный конец 94 может быть расположен внутри головки 72 электрода, если она есть, без выхода за рамки предложенного изобретения.
[0033] Снова обращаясь к Фигурам 1 и 5, производственная установка 20 дополнительно включает в себя источник 96 питания, соединенный с электродом 52 для снабжения электрическим током электрода 52. Обычно, электрический провод или кабель 97 соединяет источник 96 питания с электродом 52. В одном варианте реализации электрический провод 97 соединен с электродом 52 путем пропускания электрического провода 97 между первой резьбой 84 и гайкой 88. Следует понимать, что соединение электрического провода 97 с электродом 52 может быть осуществлено различными способами.
[0034] Электрод 52 имеет температуру, которая изменяется при прохождении через него электрического тока, что приводит к нагреванию электрода 52 и тем самым установлению рабочей температуры электрода. Такое нагревание известно специалистам в данной области техники как джоулев нагрев. В частности, электрический ток проходит через электрод 52, через контактное гнездо 57 и в несущую подложку 24, что приводит к джоулеву нагреву несущей подложки 24. Кроме того, джоулев нагрев несущей подложки 24 приводит к радиационному/конвекционному нагреву камеры 30. Прохождение электрического тока через несущую подложку 24 устанавливает рабочую температуру несущей подложки 24.
[0035] Обращаясь к Фигуре 4А и снова к Фигурам 1 и 5, производственная установка 20 может также включать в себя циркуляционную систему 98, расположенную внутри канала 64 электрода 52. Когда она имеется, циркуляционная система 98 может быть по меньшей мере частично расположена внутри канала 64. Следует понимать, что часть циркуляционной системы 98 может быть расположена вне канала 64. На внутренней поверхности 62 электрода 52 может быть расположена вторая резьба 99 для соединения циркуляционной системы 98 с электродом 52. Тем не менее, специалисты в данной области техники должны понимать, что для соединения циркуляционной системы 98 с электродом могут быть использованы и другие способы крепления, такие как использование фланцев или муфт.
[0036] Циркуляционная система 98 включает в себя охладитель в проточном сообщении с каналом 64 электрода 52 для уменьшения температуры электрода 52. В одном варианте реализации охладитель является водой; тем не менее, следует понимать, что охладитель может быть любой жидкостью, предназначенной для уменьшения тепла за счет циркуляции, без выхода за рамки предложенного изобретения. Более того, циркуляционная система 98 также включает в себя шланг 100, подключенный между электродом 52 и резервуаром (не показан). Обращаясь только к Фигуре 4А, шланг 100 включает в себя внутреннюю трубку 101 и внешнюю трубку 102. Следует понимать, что внутренняя трубка 101 и внешняя трубка 102 могут быть цельными со шлангом 100, или, альтернативно, внутренняя трубка 101 и внешняя трубка 102 могут быть прикреплены к шлангу 100 с использованием муфт (не показано). Внутренняя трубка 101 расположена внутри канала 64 и простирается на большую часть длины L канала 64 для циркуляции охладителя внутри электрода 52.
[0037] Охладитель внутри циркуляционной системы 98 находится под давлением, чтобы принудительно направить охладитель через внутреннюю трубку 101 и внешние трубки 102. Обычно, охладитель покидает внутреннюю трубку 101 и принудительно сталкивается с контактным концом 94 внутренней поверхности 62 электрода 52, а затем покидает канал 64 через внешнюю трубку 102 шланга 100. Следует понимать, что также возможно изменение конфигурации потоков на обратную, так что охладитель входит в канал 64 через внешнюю трубку 102, а покидает канал 64 через внутреннюю трубку 101. Специалисты в области теплопередачи должны понимать, что конфигурация контактного конца 94 влияет на скорость теплопередачи в связи с площадью поверхности и близостью к головке 72 электрода 52. Как указано выше, различные геометрические контуры контактного конца 94 приводят к различным коэффициентам конвективной теплопередачи при одинаковой скорости циркуляции.
[0038] Обращаясь к Фигуре 4, электрод 52 включает в себя внешнее покрытие 106, расположенное на его внешней поверхности 60 вне области 80 контакта. В частности, внешнее покрытие 106 обычно расположено на по меньшей мере одном из головки 72, вне области 80 контакта, и ствола 58 электрода 52. Другими словами, внешнее покрытие 106 может быть расположено на головке 72 вне области 80 контакта, на стволе 58, или как на головке 72 вне области 80 контакта, так и на стволе 58. Если оно находится на стволе 58, внешнее покрытие 106 может простираться от головки 72 до первой резьбы 84 на стволе 58. Внешнее покрытие 106 имеет электропроводность по меньшей мере 9×106 Сименс/метр, более часто по меньшей мере 20, наиболее часто по меньшей мере 40, и сопротивление коррозии большее, чем у серебра в ряду электрических потенциалов, основанном на использовании морской воды комнатной температуры в качестве электролита. Такие опыты по определению ряда электродных потенциалов хорошо известны в данной области техники. В связи с меньшей важностью электропроводности для внешнего покрытия 106, чем для самого электрода 52, и поскольку внешнее покрытие 106 не предназначено находиться в контакте с несущей подложкой 24 в процессе осаждения, для внешнего покрытия 106 может быть использован более широкий диапазон материалов, чем те, которые могут быть использованы для частей электрода 52, которые не предназначены находиться в контакте с несущей подложкой 24. Кроме того, так как требованиям по электропроводности к внешнему покрытию 106 удовлетворяет более широкий диапазон материалов, чем к частям электрода 52, которые предназначены находиться в контакте с контактным гнездом 57, могут быть выбраны материалы, которые являются более стойкими к коррозии и, таким образом, зарастают медленнее, чем материалы, используемые для самого электрода 52. Более медленное зарастание обеспечивает преимущества относительно увеличения срока службы электрода 52.
[0039] Специальный тип материала, используемый для внешнего покрытия 106, может зависеть от специфического местоположения внешнего покрытия 106. Например, источник коррозии и, следовательно, зарастания может быть разным в зависимости от специфического местоположения внешнего покрытия 106. Когда внешнее покрытие 106 расположено на внешней поверхности 60 головки 72 вне области 80 контакта, внешнее покрытие 106 расположено внутри камеры 30 и, таким образом, подвергается воздействию материала 22, который используется для осаждения на несущую подложку 24. При таких обстоятельствах, для внешнего покрытия 106 может быть желательным обеспечение сопротивления коррозии в хлоридной среде в процессе получения поликристаллического кремния и дополнительное обеспечение сопротивления химическому воздействию при хлорировании и/или силицидировании в результате воздействия материала 22, который используется в ходе процесса осаждения. Подходящие металлы, которые могут быть использованы для внешнего покрытия 106 на головке 72 электрода 52 вне области 80 контакта, включают золото, платину и палладий. Обычно, внешнее покрытие 106 содержит золото в связи с отличным сочетанием электропроводности и сопротивления коррозии от различных источников. Внешнее покрытие 106 может включать в себя и другие металлы при том условии, что по меньшей мере один элемент из золота, платины и палладия включен во внешнее покрытие 106. Например, в одном варианте реализации внешнее покрытие 106 может дополнительно включать в себя по меньшей мере один элемент из серебра, никеля и хрома, такой как сплав никель/серебро. Обычно, внешнее покрытие 106 включает в себя практически только золото, платину и/или палладий. Тем не менее, когда один или более из других металлов присутствуют, общее количество золота, платины и палладия обычно составляет по меньшей мере 50% по весу в расчете на общий вес внешнего покрытия 106. Когда внешнее покрытие 106 расположено на внешней поверхности 60 ствола 58, внешнее покрытие 106 может включать в себя те же или другие металлы из тех, что включены во внешнее покрытие 106 на головке 72 вне области 80 контакта. В одном варианте реализации внешнее покрытие 106 на стволе 58 включает в себя разные материалы с внешней поверхностью 60 головки 72, тем самым позволяя подбирать внешнее покрытие 106 на стволе 58, стойкое к коррозии от иных источников, чем причина коррозии на внешней поверхности 60 головки 72. В другом варианте реализации ствол 58 может не иметь покрытия, расположенного на его внешней поверхности 60. В еще одном другом варианте реализации внешняя поверхность 60 головки может не иметь покрытия, причем внешнее покрытие 106 расположено только на внешней поверхности 60 ствола 58.
[0040] Внешнее покрытие 106 обычно имеет толщину от 0,0254 мм до 0,254 мм, более часто от 0,0508 мм до 0,254 мм, и наиболее часто от 0,127 мм до 0,254 мм.
[0041] Электрод 52 может быть покрыт в других местах, отличных от внешней поверхности 60, для продления срока службы электрода 52. Обращаясь к Фигурам со 2 по 4, на внутренней поверхности 62 электрода 52 может быть расположено покрытие 104 канала для сохранения теплопроводности между электродом 52 и охладителем. В общем, покрытие 104 канала имеет большее сопротивление коррозии, которая вызвана взаимодействием охладителя с внутренней поверхностью 62, по сравнению с сопротивлением коррозии электрода 52. Покрытие 104 канала обычно включает в себя металл, который противодействует коррозии и который ингибирует накопление отложений. Например, покрытие 104 канала может содержать по меньшей мере один элемент из серебра, золота, никеля и хрома. Обычно, покрытие 104 канала является никелем. Покрытие 104 канала имеет теплопроводность от 70,3 до 427 Вт/м∙К, более часто от 70,3 до 405 Вт/м∙К, а наиболее часто от 70,3 до 90,5 Вт/м∙К. Покрытие 104 канала также имеет толщину от 0,0025 мм до 0,026 мм, более часто от 0,0025 мм до 0,0127 мм, а наиболее часто от 0,0051 мм до 0,0127 мм.
[0042] Кроме того, следует понимать, что электрод 52 может также включать в себя препятствующий потускнению слой, расположенный на покрытии 104 канала. Препятствующий потускнению слой является защитным тонкопленочным органическим слоем, который нанесен поверх покрытия 104 канала. Защитные системы, такие как Tarniban™ фирмы Technic Inc., могут быть использованы после формирования покрытия 104 канала электрода 52, чтобы уменьшить окисление металла в электроде 52 и в покрытии 104 канала, не создавая чрезмерного теплового сопротивления. Например, в одном варианте реализации электрод 52 может содержать серебро, а покрытие 104 канала может содержать серебро с препятствующим потускнению слоем, присутствующим для обеспечения улучшенного сопротивления образованию отложений по сравнению с чистым серебром. Обычно, электрод 52 содержит медь, а покрытие 104 канала содержит никель для максимизации теплопроводности и сопротивления образованию отложений, с препятствующим потускнению слоем, расположенным на покрытии 104 канала.
[0043] Не углубляясь в теорию, замедление зарастания, приписываемое присутствию покрытия 104 канала, продлевает срок службы электрода 52. Увеличение срока службы электрода 52 уменьшает себестоимость производства, так как электрод 52 нужно заменять реже по сравнению с электродами 52 без покрытия 104 канала. Кроме того, длительность производства по осаждению материала 22 на несущую подложку 24 также уменьшается, так как замена электродов 52 производится реже по сравнению с ситуацией, когда используются электроды 52 без покрытия 104 канала. Покрытие 104 канала приводит к уменьшению времени простоя производственной установки 20.
[0044] В одном варианте реализации электрод 52 включает в себя покрытие 110 области контакта, расположенное в области 80 контакта электрода 52. Покрытие 110 области контакта обычно содержит металл. Например, покрытие 110 области контакта может содержать по меньшей мере один элемент из серебра, золота, никеля и хрома. Обычно покрытие 110 области контакта содержит никель или серебро. Покрытие 110 области контакта имеет толщину от 0,00254 до 0,254 мм, более часто от 0,00508 мм до 0,127 мм, а наиболее часто от 0,00508 мм до 0,0254 мм. Выбор специального типа металла может зависеть от химической природы газа, тепловых условий вблизи электрода 52 в связи с тем, что сочетание температуры несущей подложки 24, протекающего через электрод 52 электрического тока, расхода охлаждающей жидкости и температуры охлаждающей жидкости могут все влиять на выбор металлов, используемых в различных секциях электрода. Например, когда внешнее покрытие 106 расположено на головке 72 вне области 80 контакта, внешнее покрытие 106 может содержать никель или хром в связи с сопротивлением хлорированию, тогда как использование серебра для покрытия 110 области контакта может быть выбрано из-за сопротивления силицидированию помимо естественного сопротивления хлоридному воздействию. Кроме того, так как серебро является более электропроводным, чем никель или хром, серебро может лучше подойти для покрытия 110 области контакта, чем никель или хром, при том, что электропроводность представляет меньшую важность вне области 80 контакта.
[0045] Покрытие 110 области контакта также обеспечивает улучшенную электрическую проводимость и минимизирует накопление силицида меди внутри области 80 контакта. Накопление силицида меди мешает должной посадке между контактным гнездом 57 и областью 80 контакта, что может привести к точечной коррозии контактного гнезда 57. Точечная коррозия приводит к возникновению маленьких электрических дуг между областью 80 контакта и контактным гнездом 57, что приводит к загрязнению металлом продукта - поликристаллического кремния.
[0046] Следует понимать, что в дополнение к внешнему покрытию 106 электрод 52 может иметь по меньшей мере одно из покрытия 104 канала и покрытия 110 области контакта в любом сочетании. Покрытие 104 канала, внешнее покрытие 106 и покрытие 110 области контакта могут быть сформированы путем электроосаждения (гальваностегии). Тем не менее, следует понимать, что каждое из этих покрытий может быть сформировано различными способами без выхода за рамки предложенного изобретения. Также, специалисты в области производства полупроводниковых материалов высокой чистоты, таких как поликристаллический кремний, должны понимать, что некоторые процессы нанесения используют материалы, которые являются легирующими примесями, например, элементы III группы и V группы (за исключением азота для случая производства поликристаллического кремния), и выбор подходящего способа нанесения покрытия может минимизировать потенциальное загрязнение несущей подложки 24. Например, желательно, чтобы зоны электрода, обычно расположенные внутри камеры 32, такие как покрытие 108 головки и покрытие 110 области контакта, имели минимальные включения бора и фосфора в их соответствующие электродные покрытия.
[0047] Типичный способ осаждения материала 22 на несущую подложку 24 обсуждается ниже со ссылкой на Фигуру 5. Несущую подложку 24 помещают внутрь камеры 30 так, чтобы контактные гнезда 57, расположенные на первом конце 54 и втором конце 56 несущей подложки 24, были расположены внутри стакана 81 электрода 52, и камеру 30 герметизируют. Пропускают электрический ток от источника 96 питания к электроду 52. Температуру осаждения рассчитывают, исходя из подлежащего осаждению материала 22. Рабочая температура несущей подложки 24 увеличивается при непосредственном прохождении электрического тока в несущей подложке 24, так что рабочая температура несущей подложки 24 превышает температуру осаждения. Газ 45 вводят в камеру 30, как только несущая подложка 24 достигает температуры осаждения. В одном варианте реализации газ 45, вводимый в камеру 30, содержит галоидсилан, такой как хлорсилан или бромсилан. Газ может дополнительно содержать водород. Тем не менее, следует понимать, что данное изобретение не ограничено присутствующими в газе компонентами и что газ может содержать другие предшественники осаждения, в частности, содержащие кремний молекулы, такие как силан, тетрахлорид кремния и трибромсилан. В одном варианте реализации несущая подложка 24 является тонким стержнем кремния, а производственная установка 20 может быть использована для осаждения кремния на него. В частности, в этом варианте реализации в состав газа обычно входит трихлорсилан, а кремний осаждают на несущую подложку 24 в результате термического разложения трихлорсилана. Охладитель используют для предотвращения достижения рабочей температурой электрода 52 температуры осаждения, чтобы гарантировать отсутствие осаждения кремния на электрод 52. Материал 22 осаждают равномерно на несущую подложку 24 до тех пор, пока не будет достигнут желаемый диаметр материала 22 на несущей подложке 24.
[0048] Как только несущая подложка 24 обработана, электрический ток прерывают, так что электрод 52 и несущая подложка 24 перестают получать электрический ток. Газ 45 отводят через выпуск 46 корпуса 28, и несущей подложке 24 дают охладиться. Как только рабочая температура обработанной несущей подложки 24 понизилась, обработанная несущая подложка 24 может быть вынута из камеры 30. Обработанную несущую подложку 24 затем вынимают, а в производственную установку 20 помещают новую несущую подложку 24.
[0049] Очевидно, в свете вышеприведенных указаний возможны многочисленные модификации и вариации данного изобретения. Вышеуказанное изобретение было описано согласно соответствующим требованиям законодательства; таким образом, описание является по сути скорее примерным, чем ограничивающим. Вариации и модификации раскрытого варианта реализации могут стать ясны специалистам в данной области техники и входят в рамки объема изобретения. Соответственно, объем правовой охраны, предусмотренный этим изобретением, может быть определен только при изучении приведенной далее формулы изобретения.
Реферат
Производственная установка и электрод для использования с производственной установкой предназначены для осаждения материала на несущую подложку. Несущая подложка имеет первый конец и второй конец, находящиеся на расстоянии друг от друга. На каждом конце несущей подложки расположено контактное гнездо. Производственная установка включает в себя корпус, который образует камеру. По меньшей мере один электрод расположен проходящим через корпус, причем этот электрод по меньшей мере частично расположен внутри камеры для соединения с контактным гнездом. Электрод имеет внешнюю поверхность, имеющую область контакта, которая приспособлена контактировать с контактным гнездом. На внешней поверхности электрода, вне области контакта, расположено внешнее покрытие. Внешнее покрытие имеет электропроводность по меньшей мере 9×10Сименс/метр и сопротивление коррозии большее, чем у серебра в ряду электродных потенциалов, который основан на использовании морской воды комнатной температуры в качестве электролита. Изобретение обеспечивает замедление зарастания электрода и увеличение его полезного срока службы. 2 н. и 26 з.п. ф-лы, 5 ил.
Формула
корпус, образующий камеру;
впуск, образованный через упомянутый корпус, для введения газа в камеру;
выпуск, образованный через упомянутый корпус, для отведения газа из камеры;
по меньшей мере один электрод, имеющий внешнюю поверхность, имеющую область контакта, приспособленную контактировать с контактным гнездом, причем упомянутый электрод расположен проходящим через упомянутый корпус, причем упомянутый электрод по меньшей мере частично расположен внутри камеры для соединения с контактным гнездом;
источник питания, соединенный с упомянутым электродом, для снабжения электрическим током упомянутого электрода; и
внешнее покрытие, расположенное на упомянутой внешней поверхности упомянутого электрода вне упомянутой области контакта, причем упомянутое внешнее покрытие имеет электропроводность по меньшей мере 9·106 См/м и сопротивление коррозии большее, чем у серебра в ряду электродных потенциалов, основанном на использовании морской воды комнатной температуры в качестве электролита.
ствол, имеющий первый конец и второй конец; и
головку, расположенную на одном из упомянутых концов упомянутого ствола.
ствол, имеющий первый конец и второй конец;
головку, расположенную на одном из упомянутых концов упомянутого ствола, для соединения с контактным гнездом;
при этом упомянутый ствол и упомянутая головка имеют внешнюю поверхность, имеющую область контакта, приспособленную контактировать с контактным гнездом; и
упомянутый электрод имеет внешнюю поверхность и внешнее покрытие, расположенное на упомянутой внешней поверхности вне упомянутой области контакта, причем упомянутое внешнее покрытие имеет электропроводность по меньшей мере 9·106 См/м и сопротивление коррозии большее, чем у серебра в ряду электродных потенциалов, основанном на использовании морской воды комнатной температуры в качестве электролита.
Документы, цитированные в отчёте о поиске
Способ металлизации подложки из фторопласта
Комментарии