Способ металлизации подложки из фторопласта - RU2020777C1
Код документа: RU2020777C1
Чертежи

Описание
Изобретение относится к микроэлектронике и направлено на повышение надежности и качества микросхем на подложке из фторопласта преимущественно СВЧ-диапазона и может быть использовано в производстве микросхем ВЧ- и СВЧ-диапазонов (например фильтров, резонаторов и др.).
Применение фторопластов в качестве основания плат для изготовления микросхем (особенно СВЧ-диапазона) ограничивается его исключительной химической стойкостью. Они поддаются воздействию только щелочных металлов или элементарного фтора [1].
Известен способ металлизации фторопластовых подложек с применением гальванического покрытия металлом, где для придания шероховатости поверхности и прививки различных полярных групп подложку обрабатывают комплексами щелочных металлов, а затем после активации и сенсибилизации в растворах с солями палладия и олова производят химическое меднение и гальваническое доращивание cлоев меди [2].
Металлизированное основание, изготовленное способом, взятым за аналог, содержит фторопластовую подложку, на поверхности которой выполнен адгезионный слой толщиной 0,5-3 мкм (Pd, Pb) и слой металлизации.
Основным недостатком этого способа металлизации является взрывоопасность и пожароопасность работ с щелочными металлами, а также необходимость в очистных сооружениях сточных вод.
Наиболее близким техническим решением к изобретению является способ металлизации подложек из фторопласта (прототип) [3]. Этот способ состоит из отжига подложек в вакууме в течение 30 мин, обработки подложек в тлеющем разряде (ТР) аргона, прививки перекисных радикалов в окисляющей среде, последовательного напыления подслоя легкоокисляемого металла, напыления слоя меди и дальнейшего гальванического наращивания медью.
При таком способе металлизации обеспечивается безопасность работ путем исключения применения щелочных металлов, обеспечивается адгезия основного слоя металлизации (меди) к фторопластовой подложке с максимальной адгезией до 0,7 кгс/см.
Металлизированное основание, изготовленное способом, взятым за прототип, состоит из фторопластовой подложки, на поверхности которой выполннен адгезионный слой толщиной 0,06-0,3 мкм (Ti, V, Cr) и слой металлизации.
Недостатками способа-прототипа являются низкий уровень адгезионной прочности, сложность технологии формирования металлического покрытия на подложке, что снижает качество металлизации.
В прототипе для обеспечения адгезии металла к подложке производят прививку к фторалкильным радикалам перекисных групп. Однако прививка перекисных радикалов в окисляющей среде может приводить к передозировке кислородсодержащих групп в поверхностных слоях, поскольку этот процесс трудно контролировать. Ввиду специфики металлизации подобные недостатки характерны и для других методов модифицирования, направленных в поверхностные слои полимеров различных полярных групп. Такие процессы приводят к деструкции поверхностных слоев и снижению долговечности металлизированных систем [4]. К гибели перекисных радикалов приводит повышение температуры подложки свыше 100оС, что снижает адгезионную прочность металлизации. Поэтому способ подготовки поверхности под металлизацию с помощью процессов окисления создает нестабильные адгезионные системы, способные разрушаться с течением времени и при повышении температуры подложек, что снижает адгезионную прочность металлизации в процессе эксплуатации готовых плат, их климатических испытаний или при их изготовлении.
Использование в качестве подслоев легкоокисляемых металлов под слой меди создает дополнительные трудности при формировании технологии микрополосковой схемы, так как требует дополнительной операции травления подслоя после травления слоя основного металла [5], а наличие подслоя с плохой проводимостью (типа Cr, V, Ti) ухудшает характеристики микрополосковых плат, особенно в СВЧ- диапазоне, так как СВЧ-волна распространяется по поверхности проводника [6]. Это ухудшает качество металлизации, а использование в качестве подслоя меди при ее напылении или распылении не представляется возможным ввиду отсутствия адгезии меди к подложкам. Бездефектное гальваническое доращивание медью проводится по подслою меди, ввиду ее хорошей проводимости, поэтому после напыления подслоя хрома обычно проводят напыление меди, что является дополнительной операцией, усложняющей процесс напыления и увеличивающей трудоемкость процесса металлизации фторопласта.
Целью изобретения является повышение адгезии, улучшение качества металлизации.
Цель достигаетсмя тем, что в способе, взятом за прототип, включающем очистку подложки в органическом растворителе, обработку в (ВЧ-разряде) и последовательное
нанесение адгезионного слоя и
основного слоя металлизации на подложку путем гальванического доращивания медью, обработку подложки в плазме (ВЧ-разряда) проводят при мощности разряда W=50-500 Вт,
давлении в реакторе P= 1˙
10-1-1˙10-2 Торр в среде остаточного воздуха в течение 2-20 мин на расстоянии от подложки до электрода 2-15 см, а адгезионный слоя наносят
в две стадии, в среде водорода
из металлорганического соединения (МОС) металла или из ряда МОС металлов с хорошей проводимостью, вводимыми в плазму ВЧ-разряда, при расположении подложки вне зоны
электромагнитного поля ВЧ-разряда,
причем на первой стадии скорость водорода не менее 50 мл/мин при W=150-500 Вт, Р=1-(4˙10-1) Торр в течение 5-40 мин при расстоянии от испарителя
до подложки 2-15 см, а на второй
стадии скорость водорода не более 50 мл/мин при W=100-300 Вт, P-4˙10-1-5˙10-1 Торр в течение 5-40 мин при расстоянии от испарителя
до подложки 2-15 см, а после
гальванического доращивания медью проводят отжиг подложек в вакууме при температуре 100-200оС в течение не менее 20 мин. Металлизированное основание,
изготовленное данным способом, содержит
фторопластовую подложку, на поверхности которой последовательно расположены адгезийный слой и основной слой гальванической меди, причем адгезийный слой
выполнен из двух подслоев, удовлетворяющих
следующим соотношениям:
0,1
0,1
N1 и N2 - содержание полимера в
металлополимерных подслоях, мас.% (остальное - металл).
В процессе плазменной обработки перед нанесением подслоя металла происходит разрушение связи





Процесс плазменной обработки проводить при мощности разряда менее 50 Вт нецелесообразно, так как в этом случае процесс распыления проходит очень слабо и не обеспечивает нужной степени обработки. Степень шероховатости при W<50 Вт не меняется. Повышение мощности разряда более 50 Вт приводит к сильному короблению подложек из-за высокой температуры в реакторе и проявлению неравномерностей в обработке, что ухудшает качество металлизации.
Для разного типа реакторов, электродов и т.д. существует оптимальное давление, которое находится в пределах 1x x10-1-1˙10-2 Торр в которое обеспечивает эффективное распыление тонкого поверхностного слоя фторопласта. При увеличении давления более 1˙10-1 Торр превалируют процессы травления, так как увеличивается концентрация ионов кислорода, озона, которые способствуют только очистке поверхности, а распыления поверхности не происходит. При уменьшении давления менее 1˙10-2 Торр концентрация электронов уменьшается за счет диффузии и снижения вероятности столкновений электродов с молекулами газа, что существенно уменьшает эффективность обработки. Время обработки определяется мощностью разряда и степенью шероховатости, которой нужно достичь. При времени менее 2 мин происходит неравномерная обработка со слабым уменьшением степени шероховатости. При времени более 20 мин происходит сильный разогрев подложек, что может привести к их короблению, а степень шероховатости не изменяется и достигает предельного значения, величина которого зависит от состава подложки. При плазменной обработке подложку располагают параллельно электроду на расстоянии 2-15 см от электрода. Оптимальное расстояние зависит от параметров ВЧ-разряда. При расстоянии менее 2 см происходит неравномерная обработка, что снижает качество подготовки поверхности. При расстоянии более 15 см процесс распыления идет с небольшой скоростью, приводящей к увеличению времени обработки и короблению подложек.
Плазменное осаждение металл-полимерных подслоев на первой стадии проводят при потоке водорода не менее 50 мл/мин, что способствует процессам полимеризации органических лигандов. При потоках менее 50 мл/мин образуются более чистые металлические покрытия, которые обладают хорошей проводимостью, но имеют меньшую адгезионную способность из-за небольшого содержания полимера. При мощности разряда менее 150 Вт скорость осаждения мала и составляет величину менее 0,1 мкм/ч, мощность более 500 Вт способствует образованию темных непроводящих пленок с содержанием металла в металл-полимерной пленке менее 50% и приводит к сильному короблению подложек.
Давление в реакционной камере колеблется в зависимости от потока водорода в пределах 1, 0-(4˙10-1) Торр. Если создается давление более 1 Торр, то для зажигания разряда нужен большой уровень мощности, при котором происходит коробление подложек, а давление менее 4˙ 10-1 Торр способствует получению более чистых металлических покрытий, которые обладают плохой адгезией к фторопласту. Время осаждения первого подслоя зависит от параметров разряда и определяется получением оптимальной толщины. При увеличении времени осаждения подслоя более 40 мин образуются покрытия толщиной более 0,5 мкм, что уменьшает адгезионную прочность при отслаивании. Это относится и к второму подслою, толщина которого не должна превышать 0,5 мкм. Суммарная толщина I и II подслоев более 1,0 мкм приводит к снижению адгезионной прочности при отслаивании медного покрытия от подложки до 0,4 кгс/см.
Мощность ВЧ-разряда на второй стадии осаждения для получения покрытий с хорошей проводимостью и небольшим содержанием полимера не должна превышать 300 Вт, при мощности, большей этой величины, процесс полимеризации идет более интенсивно. При мощности менее 100 Вт скорость осаждения падает до величины 0,1 мкм/ч, что заставляет увеличивать время осаждения и является нецелесообразным. Давление в реакционной камере на II стадии осаждения определяется скоростью потока водорода. Нижний предел давления обусловлен, как и на I стадии осаждения, более высоким уровнем мощности для поддержания разряда, что приводит к короблению подложек. При давлении ниже 1˙10-1 Торр вместе с осаждением металлического покрытия происходит осаждение нераспавшегося МОС, что загрязняет покрытие и ухудшает его проводимость.
Если расстояние от подложки до испарителя составляет менее 2 см, образуется неравномерное покрытие на небольшом участке подложки 30х24 мм. Это ухудшает качество металлизации и ограничивает изготовление металлизированных подложек в размерах. При расстоянии более 15 см покрытия на подложках образуются очень тонкие либо вообще не образуются.
Отжиг подложек после гальванического доращивания медью приводит к стабилизационным процессам, адгезионного взаимодействия, которые способствуют протеканию реакций рекомбинации радикалов в поверхностных и переходных слоях, что приводит к процессам сшивки плазменных полимерных слоев между собой и с фторопластовой подложкой. При температуре более 200оС могут произойти процессы дефектообразования в результате возникновения сильных напряжений или разрушение слоя металлизации. При температуре менее 100оС процесс стабилизации адгезионного соединения протекает медленно, что требует существенного увеличения времени отжига.
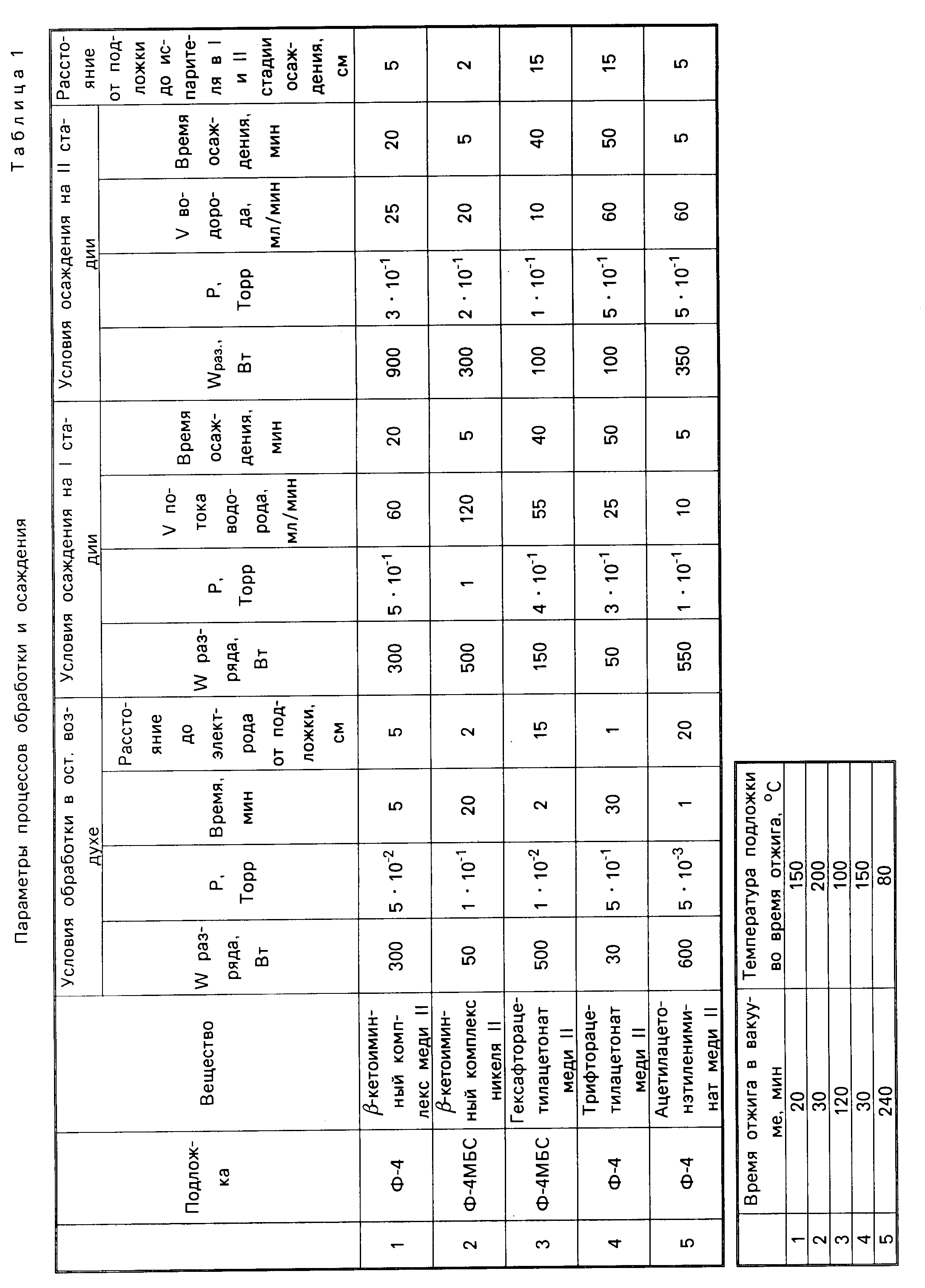
Фторопластовую подложку марки Ф-4 помещают в кварцевый стакан со спирто-фреоновой смесью (1:20) и производят очистку подложки в ультразвуковой установке в течение 3 мин. Подложку зажимают во фторопластовую рамку и размещают в реакционной камере на расстоянии 2-15 см от ВЧ-электрода. Затем производят откачку реакционной камеры до давления 5˙10-3 Торр и вакуумным натекателем устанавливают давление в пределах 1˙10-1-1˙ 10-2 Торр и зажигают ВЧ-разряд. Мощность разряда устанавливают в пределах 50-500 Вт. В зависимости от выбранной мощности и давления время обработки колеблется от 2 до 20 мин. Затем выключают ВЧ-разряд и закрывают вакуумный натекатель. Одновременно в камеру подают водород со скоростью не менее 50 мл/мин. Устанавливают температуру испарителя, например 170оС, куда предварительно помещают β -кетоиминохелатный комплекс меди II и зажигают ВЧ-разряд. Мощность разряда 150-500 Вт, давление 1-(4˙10-1) Торр. При осаждении расстояние от подложки до испаритля 2-15 см. Через 5-40 мин скорость потока водорода доводят до 25 мл/мин. Мощность разряда уменьшают до 100-300 Вт. Давление в камере 4˙10-1-1˙10-1 Торр. Через 5-40 мин выключают ВЧ-генератор, прекращают подачу водорода и производят напуск воздуха в камеру. Извлекают подложки с нанесенными адгезионными подслоями металлизации. Гальваническое доращивание производят по стандартной технологии в сульфатном растворе меди. Затем подложки помещают в вакуумную камеру и выдерживают их при температуре 100-200оС не менее 20 мин.
П р и м е р 1. Подложку из фторопласта марки Ф-4 толщиной 100 мкм помещают в кварцевый стакан и обрабатывают в спиртофреоновой смеси (1:20) в ультразвуковой установке УЗУ-0,25. Подложку зажимают во фторопластовую рамку и размещают в вакуумной камере установки 08ПХО-100Т-001 на расстоянии 5 см от ВЧ-электрода. Затем производят откачку насосом ВИН-18Г реакционной камеры до давления 5˙10-3 Торр. Затем вакуумным натекателем устанавливают давление 5˙10-2 Торр и зажигают ВЧ-разряд. Мощность разряда 400 Вт устанавливают с помощью системы согласования генератора с нагрузкой по C и L. Контроль давления осуществляют с помощью вакууметра ВИТ-3 с термопарным датчиком измерения давления ПМТ-4М. Давление в реакционной камере регулируется вакуумным натекателем. Время обработки 5 мин. После выключения ВЧ-генератора закрывают вакуумный натекатель. Одновременно в камеру подают водород из генератора водорода СТС-2 со скоростью потока 60 мл/мин. Устанавливают температуру испарителя 170оС, куда предварительно помещают β -кетоиминохелатный комплекс меди и зажигают ВЧ-разряд. Процесс осаждения проводят таким образом, что подложка во время осаждения находится вне зоны электромагнитного поля ВЧ-разряда. Мощность 400 Вт поддерживается автоматически при выведении установки в режим автоматического согласования генератора с нагрузкой. Давление в реакционной камере 5˙10-2 Торр. Через 20 мин скорость потока водорода доводят до 25 мл/мин с помощью регулятора расхода газов и поддерживают с помощью датчика расхода газов ДРГ-5.
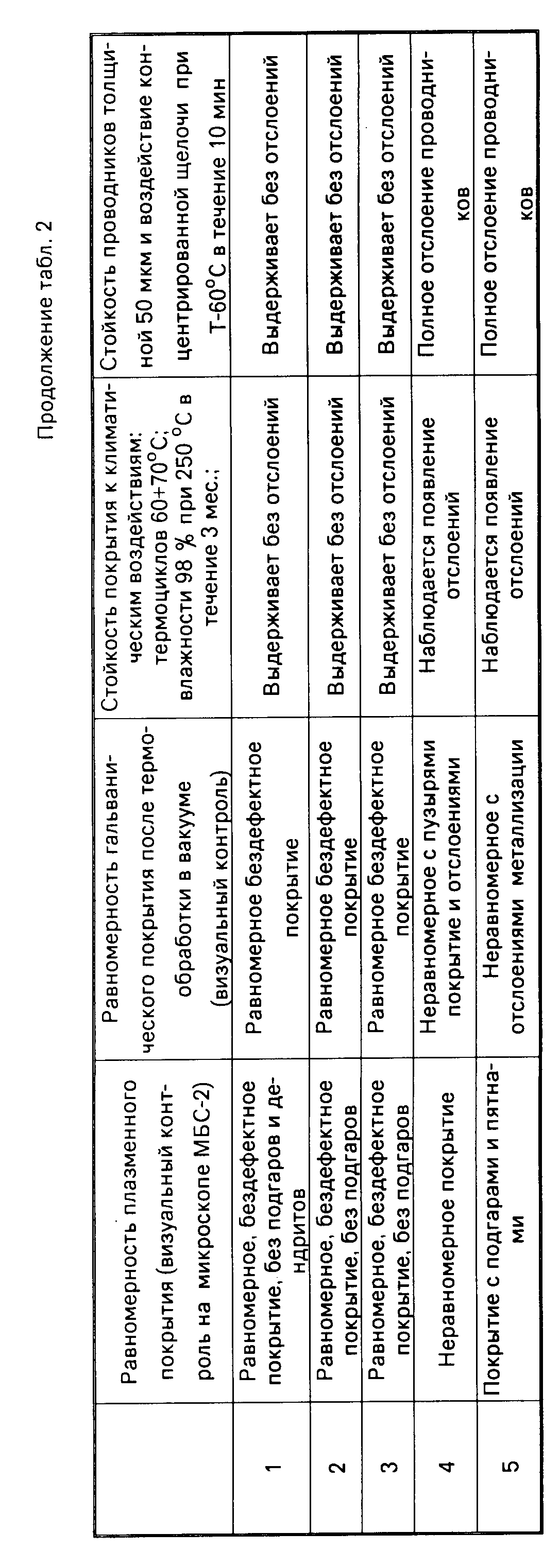
Одновременно мощность разряда уменьшают с 400 до 200 Вт вручную или автоматически, используя программатор "Время-команда" ПВК 15х20М. Давление в реакторе 3˙10-1 Торр. Расстояние от подложки до испарителя 5 см. Осаждение при мощности в 200 Вт проводят в течение 20 мин. После выключения ВЧ-генератора и напуска воздуха в камеру осаждения производят извлечение подложки с нанесенными адгезионными подслоями металлизации. Плазменные подслои равномерные, бездефектные, без подгаров и дендритов. Гальваническое доращивание производят по стандартной технологии в сульфатном растворе меди до толщины 50 мкм. Затем после прошивки в дистиллированной воде подложку выдерживают в вакууме (1˙10-1 Торр) в течение 20 мин при температуре 150оС. Адгезионную прочность измеряют на разрывной машине РМ-0,5-1 при скорости отслаивания 40 мм/мин. Адгезионная прочность медного покрытия при отслаивании 0,9 кгс/см. Медное покрытие выдерживает 2-3-кратную пайку припоями ПОС-61 и ПСр Ин3 без отслоений. После термообработки в вакууме получается равномерное, бездефектное покрытие без вздутий. Покрытие стойко в горячей щелочи и к климатическим воздействиям.
Пример 2. То же, что и в примере 1,
но подложка из материала Ф-4МБС. Условия плазменной обработки в режиме распыления: W=50 Вт, P=1˙10-1
Торр, время обработки 20 мин, расстояние от подложки до электрода 2 см. В
качестве МОС используют β-кетоиминный комплекс никеля. Осаждение проводящего металлополимерного покрытия проводят при
следующих условиях в две стадии:
W=500 Вт; P=1 Торр; V

Затем уменьшают скорость потока водорода и мощность разряда.
W=300Вт; V

Расстояние от испарителя до подложки 2 см. Плазменные подслои равномерные, бездефектные, без подгаров и дентридов. После операции промывки в дистиллированной воде подложку выдерживают в вакууме 5˙10-2Торр в течение 30 мин при температуре 200оС. Адгезионная прочность медного покрытия при отслаивании 1,2 кгс/см. Медное покрытие выдерживает 2-3-кратную пайку припоями ПОС-61 и ПСрИн3 без отслоений. После термообработки в вакууме получается равномерное, бездефектное покрытие без вздутий. Покрытие стойко в горячей щелочи и к климатическим воздействиям (табл. 2).
П р и м е р 3. То же, что и в примере 1, но подложку используют из материала Ф-4МБС. Условия плазменной обработки в режиме распыления следующие: W= 500 Вт; P=1˙ 10-2 Торр, время обработки 2 мин, расстояние от подложки до электрода - 15 см.
В качестве МОС используют гексафторацетилацетонат
меди II. Осаждение проводящего
металлполимерного покрытия проводят при следующих условиях в две стадии;
W= 150 Вт; V

W= 100 Вт; P= 1˙ 10-1Торр;V

Медное покрытие выдерживает 2-3-кратную пайку припоями ПОС-61 и ПСрИн3 без отслоений. После термообработки в вакууме получается равномерное, бездефектное покрытие без вздутий. Покрытие стойко в горячей щелочи и к климатическим воздействиям.
П р и м е р 4. То же, что и в
примере 1, но условия
плазменной обработки в режиме распыления следующие: W=30 Вт; P=5˙10-1 Торр, время обработки 30 мин, расстояние от подложки до электрода 1 см. В качестве МОС
используют
трифторацетилацетонат меди II. Осаждение проводящего металлполимерного покрытия проводят при следующих условиях в две стадии:
W=50 Вт; V

Затем увеличивают поток водорода и мощность разряда:
W=100
Вт, V

Время осаждения 50 мин. Расстояние от испарителя до подложки 15 см, так как при расстоянии более 15 см покрытие на подложке не осаждается из-за сильной удаленности подложки. Плазменные слои неравномерные, без дендритов. После получения плазменного покрытия производят гальваническое доращивание медью до 30 мкм.
После промывки в дистиллированной воде подложку выдерживают в вакууме 1x x10-1 Торр в течение 30 мин при температуре 150оС. При температуре выше 200оС происходит отделение слоя металлизации от подложки. Адгезионная прочность медного покрытия при отслаивании 0,2 кгс/см.
Медное покрытие не выдерживает 3-кратную пайку припоями ПОС-61 и ПСрИн3 без отслоений. Покрытие не стойко в горячей щелочи и к климатическим воздействиям (табл. 1, 2).
П р
и
м е р 5. то же, что и в примере 1, но условия плазменной обработки в режиме распыления следующие: W=600 Вт; P=5˙10-3 Торр, время обработки 1 мин, расстояние от подложки - до 20
см. В
качестве МОС используют ацетилацетонэтилениминат меди II. Осаждение проводят при следующих условиях в две стадии:
W=550 Вт; V

W=350 Вт; V

Время осаждения 5 мин. При времени осаждения менее 5 мин образуется покрытие толщиной не более 0,05 мкм. Плазменные слои с подгарами и пятнами. Расстояние от испарителя до подложки 5 см. После получения плазменного покрытия производят гальваническое доращивание медью до 30 мкм. Затем после промывки в дистиллированной воде подложку выдерживают в вакуме 1˙10-1 Торр в течение 4 ч при температуре 80оС. Адгезионная прочность медного покрытия при отслаивании 0,5 кгс/см. Медное покрытие не выдерживает 2-кратную пайку припоями ПОС-61 и ПСрИн3 без отслоений. Покрытие не стойко в горячей щелочи, к климатическим воздействиям (табл. 1, 2).
Все примеры конкретного выполнения для наглядности сведены в табл. 1.
Характеристики металлизированных оснований примеров 1-5 приведены в табл. 2.
Предлагаемое изобретение позволяет повысить адгезийную прочность при отслаивании и улучшить качество металлизации. Адгезия для плат, основание которых изготавливается по данной технологии, повышается до 1,2 кгс/см, в то время как у прототипа составляет 0,6 кгс/см.
Кроме того, металлизация, полученная по указанной технологии, получается равномерной, бнздефектной, выдерживает многократную пайку без отслоений припоями ПОС-61, ПСрИн3, т. е. имеет более высокие качественные характеристики.
Реферат
Использование: производство микросхем ВЧ- и СВЧ-диапазонов в микроэлектронике. Сущность изобретения: способ включает очистку подложки в органическом растворителе, ее обработку в тлеющем разряде и последовательное нанесение на подложку адгезионного покрытия в две стадии и основного слоя металлизации. Нанесение адгезионного слоя путем разложения металлоорганического соединения в плазме ВЧ-разряда в две стадии при определенных режимах на каждой стадии позволяет повысить качество металлизации. 2 табл.
Комментарии