Способ улавливания диоксида серы из газового потока - RU2674963C2
Код документа: RU2674963C2
Чертежи




Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу улавливания диоксида серы (SO2) из сырьевого газового потока. Настоящее изобретение в особенности относится к способу, подходящему для использования при селективном улавливании диоксида серы (SO2) из сырьевого газового потока, говоря более конкретно, при удалении SO2 из газового потока при неодновременном с этим удалении СО2 из газового потока.
Уровень техники
Как известно, SO2 является более растворимым в воде в сопоставлении с множеством других компонентов сырьевых газовых потоков. Например, при измерении при 1,013 бар и 0°С растворимость SO2 в воде составляет 228 г/л, в то время как растворимость диоксида углерода и сероводорода в воде составляет, соответственно, 3,369 г/л и 7,100 г/л.
Также были проведены обширные исследования в отношении растворимости SO2 во множестве других чистых растворителей. Смотрите, например, публикацию Fogg and Gerrard, 1991 (Solubility of Gases in Liquids, John Wiley and Sons, Chichester, U.K.) в части обобщенного представления литературных данных по растворимости SO2.
Для удаления SO2 из сырьевых газовых потоков могут быть использованы регенерируемые абсорбенты. Обычно обедненную водную среду, содержащую абсорбент, подвергают воздействию сырьевого газового потока, содержащего SO2, а после этого SO2 абсорбируют при использовании среды, с получением газового потока, обедненного по SO2, и отработанной абсорбирующей среды. Удаление (извлечение) абсорбированного SO2 из отработанной абсорбирующей среды для регенерирования водной среды и получения газообразного SO2 обычно осуществляют в результате газового отпаривания при использовании водяного пара, вырабатываемого «по месту».
Для удаления SO2 могут быть использованы абсорбенты на аминовой основе. Смотрите, например, публикацию US 5019361, в которой раскрывается использование водной абсорбирующей среды, содержащей растворимую в воде полусоль диамина. В публикации US 7214358 раскрывается использование водной абсорбирующей среды, характеризующейся содержанием растворимой в воде полусоли диамина и повышенным уровнем содержания термостабильных солей (HSS). В качестве абсорбентов SO2 также могут быть использованы и физические растворители.
Коммерчески доступные технологии улавливания SO2 с обеспечением регенерируемости при использовании водяного пара включают те технологии, которые опираются на использование химических растворителей или физических растворителей, таких как продукты Cansolv DSTM (химический растворитель, содержащий абсорбент на аминовой основе), LabsorbTM (химический растворитель, содержащий неорганический абсорбент), ClausMasterTM (неводный физический растворитель) и Sea water process (химический растворитель).
Также было раскрыто и использование комбинации растворителей.
В индийской патентной заявке №2381/DEL/2006 описывается способ удаления SO2 при использовании смеси из растворителей, содержащей химические и физические растворители.
В публикации US 20130039829 описывается способ улавливания диоксида серы из газового потока при использовании регенерируемого диаминового абсорбента, содержащего диамин и слабую органическую кислоту, такую как муравьиная кислота.
Энергия, требуемая для регенерирования абсорбирующей среды в способе удаления SO2, в частности, энергия, требуемая для отпаривания абсорбированного SO2 из абсорбирующей среды, обуславливает значительную часть эксплуатационных издержек при удалении SO2 из сырьевого газа. Например, чистая приведенная стоимость существующих технологий улавливания SO2 сильно зависит от стоимости водяного пара. Поэтому сохраняется потребность в уменьшении потребления энергии для регенерирования в способах удаления SO2 из газового потока.
Раскрытие изобретения
Изобретение относится к способу удаления диоксида серы из сырьевого газового потока, причем способ включает:
(i) введение сырьевого газового потока в контакт с водной обедненной абсорбирующей средой для абсорбирования диоксида серы и получения подвергнутого обработке газового потока, обедненного по диоксиду серы, и отработанной абсорбирующей среды;
где водная обедненная абсорбирующая среда содержит:
(a) химический растворитель, содержащий регенерируемый абсорбент,
(b) физический растворитель и
(c) одну или несколько термостабильных солей;
где регенерируемый абсорбент представляет собой амин, предпочтительно моноамин, диамин, полиамин или их смесь, наиболее предпочтительно диамин;
где соотношение между уровнем массового процентного содержания физического растворителя в обедненной абсорбирующей среде и уровнем массового процентного содержания регенерируемого абсорбента находится в диапазоне от 0,5 до 2,5, предпочтительно от 1,1 до 2,2;
где соотношение между уровнем массового процентного содержания термостабильных солей в обедненной абсорбирующей среде и уровнем массового процентного содержания регенерируемого абсорбента находится в диапазоне от 0,29 до 0,37, предпочтительно от 0,31 до 0,34; и
где значение рН обедненной абсорбирующей среды составляет 6 и менее, предпочтительно 5,6 и менее, более предпочтительно находится в диапазоне от 4,5 до 5,6, еще более предпочтительно в диапазоне от 5,2 до 5,6.
При использовании способа настоящего изобретения SO2 может быть удален селективно, то есть, из газа удаляют SO2. СО2 и другие компоненты из газа не удаляются или практически не удаляются. Кроме того, во время стадии (i) абсорбирующая среда присутствует в одной жидкой фазе. Какого-либо фазового разделения жидкость-жидкость не происходит.
Способ предпочтительно включает следующие далее дополнительные стадии:
(ii) отпаривание, предпочтительно отпаривание при использовании водяного пара, абсорбированного диоксида серы из отработанной абсорбирующей среды для получения регенерированной водной абсорбирующей среды и газообразного диоксида серы;
и необязательно
(iii) направление регенерированной водной абсорбирующей среды со стадии (ii) на рецикл на стадию (i).
Во время стадии (ii) абсорбирующая среда присутствует в одной жидкой фазе. Какого-либо фазового разделения жидкость-жидкость не происходит.
В некоторых вариантах осуществления абсорбирующая среда содержит, по меньшей мере, 14 мас. % физического растворителя. Абсорбирующая среда может содержать вплоть до 35 мас. % физического растворителя.
В некоторых вариантах осуществления аминовый абсорбент диоксида серы представляет собой смесь из 4-[гидроксиэтил]пиперазина (Hep) и 1,4-бис[гидроксиэтил]пиперазина (DiHep). В некоторых вариантах осуществления обедненная абсорбирующая среда может быть водной средой, содержащей 18 мас. % смеси из соединений Hep и DiHep, 1,2 экв./моль соли HSS и 14 мас. % соединения PEGDME. В некоторых вариантах осуществления обедненная абсорбирующая среда может быть водной средой, содержащей 13 мас. % смеси из соединений Hep и DiHep, 1,2 экв./моль соли HSS и 17 мас. % соединения PEGDME.
В некоторых вариантах осуществления аминовый абсорбент диоксида серы представляет собой 1,4-бис[2-гидроксиэтил]-2-пиперазинон (Amide-DiHep). В некоторых вариантах осуществления обедненная абсорбирующая среда может быть водной средой, содержащей 25 мас. % соединения Amide-DiHep, 0,35 экв./моль соли HSS и 20 мас. % соединения PEGDME.
В некоторых вариантах осуществления аминовый абсорбент диоксида серы представляет собой 3-аминопиразол. В некоторых вариантах осуществления обедненная абсорбирующая среда может быть водной средой, содержащей 22 мас. % 3-аминопиразола, 0,1 экв./моль соли HSS и 32 мас. % соединения PEGDME.
В некоторых вариантах осуществления на стадии отпаривания абсорбированного диоксида углерода может быть использован водяной пар. При использовании настоящего изобретения была доказана возможность использования меньшего количества водяного пара во время отпаривания в сопоставлении с тем, что имеет место на соответствующей стадии в способе, в котором не используют физического растворителя. Это в результате приводит к значительному уменьшению потребления энергии.
В некоторых вариантах осуществления способы, описанные в настоящем документе, могут, кроме того, включать стадию удаления термостабильных солей из регенерированной водной абсорбирующей среды перед отправлением регенерированной водной абсорбирующей среды на рецикл. Стадия удаления термостабильных солей может включать использование слабоосновного анионита, образование ионных пар, кристаллизацию или осаждение.
В некоторых вариантах осуществления способы, описанные в настоящем документе, включают, кроме того, стадию извлечения газообразного диоксида серы.
При использовании способа изобретения может быть получен поток чистого SO2, который может быть применен для производства серной кислоты или для использования в установке восстановления серы в областях, в которых применяют способ Клауса. Поток чистого SO2 не содержит или практически не содержит загрязнители в виде СО2 или меркаптанов, которые бы загрязняли серную кислоту, или которые бы загрязняли установку Клауса.
Краткое описание чертежей
Фиг. 1 демонстрирует схему технологического процесса для способа регенеративного удаления SO2 в соответствии с одним вариантом осуществления изобретения.
Фиг. 2 демонстрирует потребления энергии для регенерирования гибридных растворителей и растворителя на аминовой основе в соответствии с одним вариантом осуществления изобретения.
Фиг. 3 демонстрирует уровни выделения SO2 для различных подвергнутых испытаниям растворов в примере 5 (испытание 2) (испытание при 1,5% п.п. SO2 и соотношении жидкость/газ (Ж/Г) 0,98 л/нм3).
Фиг. 4 демонстрирует дельту уровня введения SO2 в раствор в зависимости соотношения жидкость/газ в абсорбере для различных подвергнутых испытаниям растворов в примере 5 (испытание 2).
Фиг. 5 демонстрирует потребления энергии для регенерирования растворов А, В и С в примере 5 (испытание 2) (испытание при 1,5% п.п. SO2).
Фиг. 6 демонстрирует потребления энергии для регенерирования растворов В и В.1 в примере 6 (испытание 3).
Удаление SO2
В общем случае подходящий для использования индикатор надлежащего выбора абсорбента (например, химического растворителя), предназначенного для использования при улавливании заданного газообразного кислотного газового загрязнителя (такого как SO2) в подаваемом газе, представляет собой разницу значений рКа между кислотным газом в воде и абсорбентом.
Значение рКа кислоты определяют как отрицательный логарифм с основанием 10 от константы равновесия Ка для ионизации кислоты НА (например, H2SO3), где H представляет собой атом водорода, и А представляет собой радикал, способный быть анионом:
Для основного абсорбента В рКа относится к реакции ионизации протонированной кислоты, сопряженной с В, в виде соединения ВН+:

Реакция, вовлеченная в абсорбирование кислотного газового загрязнителя НА при использовании основного абсорбента В, может быть продемонстрирована следующим образом:

Реакция (5) является обратимой:

При растворении SO2 в воде в соответствии с реакцией (1) образуются бисульфитные ионы (HSO3-) и протоны. Протон может участвовать в ионной ассоциации с абсорбентом (например, в случае использования абсорбента на аминовой основе протон может участвовать в ионной ассоциации с сорбирующим атомом азота абсорбента). Равновесие абсорбированный SO2/десорбированный SO2 проиллюстрировано в представленной выше реакции (6). Абсорбированный SO2 может быть «отпарен» из отработанной абсорбирующей среды в виде газообразного SO2, в рамках примера и без ограничения, в результате применения водяного пара. В данном способе отпаривания из отработанной абсорбирующей среды высвобождается десорбированный SO2. Термин «отпаривание» используется в настоящем документе для широкого охватывания удаления абсорбированного SO2 из отработанной абсорбирующей среды и должен пониматься, говоря более конкретно, также как охватывающий высвобождение десорбированного SO2 из отработанной абсорбирующей среды.
Как это было установлено, введение сырьевого газового потока в контакт с обедненной абсорбирующей средой, содержащей химический растворитель и физический растворитель, может уменьшить потребление энергии для отпаривания абсорбированного SO2 из отработанной абсорбирующей среды или может уменьшить потребление энергии для высвобождения десорбированного SO2 из отработанной абсорбирующей среды, что, тем самым, уменьшает потребление энергии для регенерирования в способе удаления SO2 из газового потока. Уменьшение потребления энергии для регенерирования, достигаемое при использовании способов изобретения, понимается как относящееся к способу, в котором не используют физического растворителя.
В соответствии с использованием в настоящем документе энергия для регенерирования относится к количеству энергии, требуемому для регенерирования абсорбирующей среды, использованной для абсорбирования SO2 в способе удаления SO2 из сырьевого газового потока. Абсорбирующая среда, соответствующая изобретению, содержит химический растворитель и физический растворитель.
Отпаривание
Предпочтительно стадию (ii) проводят в ребойлере. Более предпочтительно стадию (ii) проводят в котле-ребойлере, ребойлере с принудительной циркуляцией, ребойлере с огневым подводом теплоты, ребойлере с падающей пленкой, ребойлере с обогреванием при использовании острого водяного пара или термосифоне, наиболее предпочтительно в термосифоне.
Ребойлер может быть обогреваемым при использовании горячего масла, электричества или водяного пара, предпочтительно водяного пара. В альтернативном варианте, может быть использовано добавление острого водяного пара.
На стадии (ii) отпаривают, предпочтительно отпаривают при использовании водяного пара, предпочтительно, по меньшей мере, 97 об. %, более предпочтительно, по меньшей мере, 99 об. %, еще более предпочтительно, по меньшей мере, 99,9 об. %, отработанной абсорбирующей среды, полученной на стадии (i).
Химический растворитель
Химические растворители, предназначенные для использования в изобретении, содержат регенерируемый абсорбент, который селективно абсорбирует SO2. В некоторых вариантах осуществления химический растворитель содержит водную среду и абсорбент.
В общем случае подходящий для использования химический растворитель может обладать одним или несколькими из следующих далее свойств: высокая емкость по абсорбированию SO2; легкое и по существу полное высвобождение абсорбированного SO2; малая тенденция к стимулированию окисления SO2; низкая теплота абсорбирования; высокая температура кипения; низкая удельная теплоемкость; и высокая стабильность при температурах, требуемых для высвобождения SO2.
Химический растворитель представляет собой или содержит амин. Амин может представлять собой моноамин, диамин, полиамин или их смесь. Подходящие для использования амины включают нижеследующее, но не ограничиваются только этим: 1,4-бис[гидроксиэтил]пиперазин, 4-[гидроксиэтил]пиперазин, 1,4-диазабицикло[2.2.2]октан (DABCO), 2-[2-аминоэтил]пиридин, 2-аминометилпиридин, 3-амино-5-метилпиразол, 3-аминопиразол, 3-метилпиразол, N,N,N',N'-тетраэтилдиэтилентриамин, N,N,N',N'-тетраметилдиэтилентриамин, 1,4-бис[2-гидроксиэтил]-2-пиперазинон или их комбинация.
Абсорбент на аминовой основе может представлять собой диамин, описывающийся структурной формулой:

где R1 представляет собой алкилен, содержащий два или три атома углерода в виде прямой цепи или в виде разветвленной цепи, R2, R3, R4 и R5 могут быть идентичными или различными и могут представлять собой атом водорода, алкил (например, низший алкил, содержащий от 1 до 8 атомов углерода, в том числе циклоалкилы), гидроксиалкил (например, низший гидроксиалкил, содержащий от 2 до 8 атомов углерода), аралкил (например, содержащий от 7 до 20 атомов углерода), арил (может быть, например, моноциклическим или бициклическим) или алкарил (например, содержащий от 7 до 20 атомов углерода), и любой из R2, R3, R4 и R5 может образовывать циклические структуры.
Диамины также могут являться третичными диаминами. Например, третичный диамин может быть описан формулой:

где R1 представляет собой то, что было определено выше, и R2, R3, R4 и R5 представляют собой то, что было определено выше, за исключением того, что ни один из них не представляет собой атом водорода. В одном примере варианта осуществления каждый из R2, R3, R4 и R5 является идентичным или отличным в сопоставлении с другими и представляет собой алкильную группу (например, метил или этил) или гидроксиалкильную группу (например, 2-гидроксиэтил).
Подходящими для использования также могут быть и другие диамины, у которых один или оба атома азота являются первичными или вторичными, и которые в других отношениях удовлетворяют параметрам, обсуждавшимся в настоящем документе, при условии, что имеются мягкие окислительные или термические условия для сведения к минимуму прохождения побочных реакций для растворителя, в том числе окисления.
Подходящие для использования диамины, соответствующие некоторым вариантам осуществления изобретения, включают один амин, характеризующийся меньшим значением рКа, и другой амин, характеризующийся большим значением рКа, где большее значение рКа является большим, чем 6,5, а в некоторых случаях большим, чем 7,5, а меньшее значение рКа является меньшим, чем 5,0, а в некоторых случаях меньшим, чем 4,0. Более сильный амин (амин, характеризующийся большим значением рКа) может вступать в реакцию с образованием термостабильных солей (HSS). Например, более сильный амин может вступать в реакцию с сильной кислотой (например, серной кислотой) с образованием соли HSS. В некоторых вариантах осуществления обедненный абсорбент на аминовой основе, который подвергают воздействию газового потока, находится в форме своей полусоли. В соответствии с этим, только более слабый, более умеренный амин доступен для вступления в реакцию с сырьевым газовым потоком и абсорбирования SО2.
В некоторых вариантах осуществления диамин в форме полусоли характеризуется значением рКа для свободного атома азота в диапазоне от 3,0 до 5,5, а в некоторых случаях от 3,5 до 4,7 при температуре 20°С в водной среде. Форма свободного амина для абсорбента на основе аминовой соли может иметь молекулярную массу, меньшую, чем 300 г/моль, а в некоторых случаях меньшую, чем 250 г/моль.
В некоторых вариантах осуществления абсорбенты на основе аминовых солей содержат гидроксиалкильную группу в качестве заместителя на аминовой группе. Как это можно полагать без ограничения себя какой-либо теорией, гидрокси-заместитель может увеличивать растворимость абсорбентов на основе аминовых солей в воде. Кроме того, можно полагать без ограничения себя какой-либо теорией, гидрокси-заместитель может задерживать окисление сульфита или бисульфита с образованием сульфата, что может в результате привести к образованию соли HSS. Как это обсуждается ниже, желательным может оказаться сведение к минимуму образования соли HSS.
Подходящие для использования диаминовые соединения могут включать нижеследующее, но не ограничиваются только этим: N,N',N'-(триметил)-N-(2-гидроксиэтил)этилендиамин (рКа=5,7); N,N,N',N'-тетракис(2-гидроксиэтил)этилендиамин (рКа=4,9); N,N'-диметилпиперазин (рКа=4,8); N,N,N',N'-тетракис(2-гидроксиэтил)-1,3-диаминопропан; и N',N'-диметил-N,N-бис(2-гидроксиэтил)этилендиамин. Подходящие для использования диамины также могут включать в некоторых вариантах осуществления гетероциклические соединения, такие как пиперазин (рКа=5,8), N-(2-гидроксиэтил)пиперазин, N,N'-ди(2-гидроксиэтил)пиперазин и 1,4-диазабицикло[2.2.2]октан (рКа=4,9). Значения рКа, указанные в скобках, относятся к более слабому сорбирующему атому азота.
В соответствии с некоторыми вариантами осуществления изобретения диамин может быть выбран из группы, включающей гидроксиэтилпиперазин, бисгидроксиэтилпиперазин, пиперазин, гидроксиэтилэтилендиамин, бисгидроксиэтилэтилендиамин и их смеси. Например, диамин может включать 1,4-бис[гидроксиэтил]пиперазин, 4-[гидроксиэтил]пиперазин или их комбинацию.
Как это можно полагать без ограничения себя какой-либо теорией, использование абсорбентов на аминовой основе, которые вырабатывают соль HSS на контролируемом низком уровне, может позволить увеличить концентрацию физического растворителя в абсорбирующей среде настоящего изобретения и сохранить однофазный раствор абсорбирующей среды. Одним примером такого амина является 1,4-бис(2-гидроксиэтил)-2-пиперазинон (Amide-DiHep).
Необходимо понимать то, что в некоторых вариантах осуществления в качестве абсорбента могут быть использованы один или несколько аминов, и один или несколько аминов могут быть использованы совместно с другими терморегенерируемыми абсорбентами диоксида серы.
Абсорбент на аминовой основе может присутствовать в количестве, достаточном для получения отработанной абсорбирующей среды, содержащей, по меньшей мере, 180 граммов SO2 при расчете на один килограмм абсорбирующей среды. Однако количество абсорбента на аминовой основе не может быть настолько большим, чтобы либо (а) ненадлежащим образом увеличить вязкость абсорбирующей среды таким образом, что это повлекло за собой появление нежелательных гидравлических сопротивлений в сырьевом газовом потоке, проходящем через емкость абсорбера, либо (b) сделать затруднительным тонкое измельчение абсорбирующей среды, например, в скруббере Waterloo.
В некоторых других вариантах осуществления химический растворитель может содержать органическую кислоту. Органическая кислота может характеризоваться значением рКа, таким, что при значении рН обедненной водной среды органическая кислота находилась бы по существу в своей основной форме, а при значении рН среды отработанного абсорбента органическая кислота находилась бы по существу в своей кислотной форме. Например, в случае органической кислоты в виде муравьиной кислоты при значении рН потока обедненного абсорбента муравьиная кислота будет присутствовать в виде формиата, а при значении рН отработанной абсорбирующей среды (потока абсорбента, обогащенного по SO2) органическая кислота находится по существу в форме муравьиной кислоты. Под термином «по существу» подразумевается то, что, по меньшей мере, 30% или в некоторых случаях, по меньшей мере, 50% органической кислоты находится в конкретной форме при указанном значении рН.
Органическая кислота может характеризоваться значением рКа 1,2-6, а в некоторых случаях 3,5-5,5.
Органическая кислота может включать один или несколько представителей, выбираемых из муравьиной кислоты, уксусной кислоты, гликолевой кислоты, малоновой кислоты, пропановой кислоты, янтарной кислоты, фталевой кислоты, лимонной кислоты, адипиновой кислоты, винной кислоты, яблочной кислоты и щавелевой кислоты. В некоторых вариантах осуществления органическая кислота включает один или несколько представителей, выбираемых из муравьиной кислоты, уксусной кислоты, малоновой кислоты, яблочной кислоты, винной кислоты, лимонной кислоты и адипиновой кислоты.
Химический растворитель может содержать смесь из абсорбента на аминовой основе и органической кислоты, соответствующих представленному выше описанию.
Физический растворитель
Физические растворители, предназначенные для использования в изобретении, могут демонстрировать одну или несколько из следующих далее характеристик: низкая летучесть; растворимость в воде; и низкая теплоемкость.
Физический растворитель может характеризоваться давлением паров, меньшим, чем 0,1 мм ртутного столба при 20°С, при температуре кипения, равной или большей 240°С.
Подходящие для использования физические растворители включают нижеследующее, но не ограничиваются только этим: полиол, поликарбонат, N-формилморфолин или их комбинация. Полиол может представлять собой полиэтиленгликоль или его простой эфир, например, описывающийся формулой R6-O-(C2H4O)n-R7, где n находится в диапазоне от 3 до 12, R6 представляет собой атом водорода или низший алкил (например, С1-8 алкил), R7 представляет собой атом водорода или низший алкил (например, С1-8 алкил), или R6 представляет собой С6-10 арил (например, фенил), a R7 представляет собой атом водорода или низший алкил (например, C1-8 алкил). Например, физический растворитель может представлять собой полиэтиленгликольдиметиловый простой эфир (PEGDME), тетраэтиленгликольдиметиловый простой эфир (TetraEGDME), триэтиленгликольмонометиловый простой эфир (TriEGMME), тетраэтиленгликоль (TetraEG) или их комбинацию.
На смешиваемость некоторых физических растворителей, таких как соединение PEGDME, в абсорбирующей среде могут оказывать воздействие концентрация регенерируемого абсорбента и/или количество соли HSS. Например, смешиваемость соединения PEGDME в водном растворе диамина уменьшается по мере увеличения концентрации диамина и по мере увеличения количества соли HSS. В некоторых вариантах осуществления желательным может оказаться уменьшение концентрации регенерируемого абсорбента и/или количества соли HSS в целях увеличения количества смешиваемых физических растворителей в абсорбирующей среде.
Как это можно полагать без ограничения какой-либо теорией, в случае физического растворителя в виде соединения PEGDME уменьшение количества соли HSS и увеличение концентрации соединения PEGDME могут привести к уменьшению образования водородной связи и/или увеличению образования мостиков простой эфир-сера в абсорбирующей среде, что делает абсорбирующую среду более апротонной и потенциально приводит к уменьшению потребления энергии для отпаривания абсорбированного SO2.
Как это можно полагать без ограничения какой-либо теорией, физические растворители могут обеспечить уменьшение потребления энергии, требуемой для высвобождения десорбированного SO2. Физические растворители могут конкурировать с другими компонентами отработанной абсорбирующей среды в отношении притяжения SO2. Физические растворители могут, кроме того, обеспечить уменьшение образования водородных связей между SO2 и отработанной абсорбирующей средой. Физические растворители также могут обеспечить уменьшение полярности SO2 в среде отработанного абсорбента или придание среде большей апротонности. Физические растворители могут, кроме того, даже изменить поверхностное натяжение среды отработанного абсорбента.
Термостабильные соли (HSS)
Соль HSS может накапливаться в среде вследствие, например, окисления или диспропорционирования сульфита/бисульфита или вследствие абсорбирования кислотного тумана из подаваемого газа. Данные соли являются чрезмерно стабильными с точки зрения разложения в нормальных условиях для водяного пара при отпаривании SO2 из отработанной абсорбирующей среды. Примерами таких термостабильных солей являются соли, которые образуются из сильных кислот, таких как серная кислота, азотная кислота или хлористоводородная кислота. Если допустить их накопление, то данные термостабильные соли, в конечном счете, будут полностью нейтрализовать емкость по абсорбированию SO2 у абсорбента. Поэтому умение обращаться с солью HSS в растворе может оказаться важной частью способа удаления SO2 для поддержания эксплуатационных характеристик с течением времени.
На количество полученной соли HSS могут оказывать воздействие использованный абсорбент и/или концентрация абсорбента. Количество соли HSS для абсорбирующей среды можно регулировать при использовании обычных средств, таких как ионообменная смола, установка электродиализа или кристаллизация. В установках аминовой очистки (УАО), которые в настоящее время используют в промышленных масштабах, применяют слабые аниониты, способные обеспечить достижение определенной селективности между сульфатом (сильным сопряженным основанием) и более слабыми сопряженными основаниями в абсорбирующей среде. Эксплуатационные характеристики таких слабоосновных смол варьируются в зависимости от концентрации сульфата в растворе. Данные смолы не всегда будут демонстрировать хорошие эксплуатационные характеристики в случае наличия низкой концентрации соли HSS.
Способы регулирования уровня содержания соли HSS для смеси органическая кислота/физический растворитель также могут включать ионный обмен с цикло[8]пирролом в качестве функциональных групп или кристаллизацию солей, образованных щелочными металлами и серной кислотой, (например, Na2SO4), где катион может представлять собой атомы натрия или калия, наиболее часто атом натрия. Еще один способ регулирования уровня содержания соли HSS в смеси органическая кислота/физический растворитель представляет собой осаждение эттрингита (Ca6Al2(SO4)2(OH)12⋅26H2O).
В альтернативном варианте соль HSS также могла бы быть удалена в результате образования ионных пар. Как это можно полагать без ограничения какой-либо теорией, малое количество соли HSS в абсорбирующей среде в соответствии с некоторыми вариантами осуществления изобретения может привести к уменьшению эффективности обмена для соли HSS при использовании стандартного слабоосновного анионита. Поэтому в некоторых вариантах осуществления желательным может оказаться удаление соли HSS в результате образования ионных пар, что может позволить добиться более высокой скорости удаления соли HSS даже при малом количестве солей в растворе. Образования ионных пар можно добиться, например, при использовании бифункциональной смолы, содержащей различные ионные функциональные группы (такие как комбинация из фенольных и четвертичных аминовых функциональных групп), или в результате жидкостно-жидкостного экстрагирования.
Как это можно полагать без ограничения какой-либо теорией, сильноосновная четвертичная аминовая функциональная группа, нечувствительная к подавленным концентрациям соли, будет притягивать противоположно заряженные анионы вне зависимости от их типа. Во время регенерирования фенольная функциональная группа, которая представляет собой активный центр обмена в описанной выше бифункциональной смоле, становится отрицательно заряженной при значении рН, большем, чем 10,5, и отталкивает подобное заряженные анионы.
Абсорбирующая среда
Абсорбирующая среда содержит физический растворитель и химический растворитель. Абсорбирующая среда представляет собой однофазный раствор во время стадии (i) и во время стадии (ii). Она является водной.
Значение рН обедненной абсорбирующей среды составляет 6 и менее, предпочтительно 5,6 и менее, более предпочтительно находится в диапазоне от 4,5 до 5,6. Еще более предпочтительно значение рН обедненной абсорбирующей среды до введения в контакт с подаваемым газом регулируют, выдерживая в диапазоне от 5,2 до 5,6.
Абсорбирующая среда может содержать, по меньшей мере, один моль воды, и обычно более для каждого моля SO2, удаляемого из газового потока. Вода исполняет функцию как растворителя для аминовой соли, так и реагента для получения «сернистой кислоты» H2SO3 из SO2. Доля присутствующей воды может доходить вплоть до 95 массовых процентов от абсорбирующей среды, а в некоторых случаях находиться в диапазоне от 60 до 90 массовых процентов от абсорбирующей среды.
Обедненная абсорбирующая среда может содержать органическую кислоту и/или неорганическую кислоту, предпочтительно неорганическую кислоту, более предпочтительно одну или несколько кислот, выбираемых из группы, состоящей из азотной кислоты (HNO3), хлористоводородной кислоты (HCl), серной кислоты (H2SO4) и сернистой кислоты (H2SO3), еще более предпочтительно серной кислоты (H2SO4) и/или сернистой кислоты (H2SO3).
Вязкость абсорбирующей среды может быть меньшей, чем 1200 сантипуазов при 25°С, например, находиться в диапазоне от 1 до 500 сантипуазов, а, говоря более конкретно, от 1 до 50 сантипуазов, при 25°С. Зачастую растворимость абсорбента на основе аминовой соли в воде может составлять, по меньшей мере, 0,01, часто, по меньшей мере, 0,1, моля при расчете на один литр при 25°С. В некоторых вариантах осуществления абсорбент на основе аминовой соли является смешиваемым с водой в условиях, действующих в способе. Однако, как абсорбент на основе аминовой соли и вода не должны быть смешиваемыми в условиях осуществления способа, так и абсорбент на основе аминовой соли не должен быть жидким в условиях осуществления способа.
В некоторых вариантах осуществления для уменьшения у смеси из химического растворителя и физического растворителя тенденции к пенообразованию могут быть использованы противовспениватели, известные в современном уровне техники. Противовспениватели и их количества могут быть выбраны и оптимизированы в соответствии с известными практическими решениями. Желательным может оказаться выбор противовспенивателя, совместимого с системой, выбранной для удаления соли HSS (например, совместимого с анионитом, использованным при коммерческой установке).
Потребление энергии для регенерирования
Способы настоящего изобретения могут обеспечить уменьшение потребления энергии для регенерирования на 10% и более. В некоторых вариантах осуществления потребление энергии для регенерирования может быть уменьшено на 15% и более или даже 20% и более.
Согласно наблюдениям уровень экономии энергии для регенерирования может варьироваться в зависимости от концентрации физического растворителя или соотношения между физическим растворителем и регенерируемым абсорбентом. Соотношение между уровнем массового процентного содержания физического растворителя в абсорбирующей среде и уровнем массового процентного содержания регенерируемого абсорбента может находиться в диапазоне от 0,5 до 2,5. В некоторых вариантах осуществления соотношение может находиться в диапазоне от 1,1 до 2,2.
Как это можно полагать без ограничения какой-либо теорией, увеличение концентрации физического растворителя в абсорбирующей среде может привести к уменьшению уровня энергии, требуемой для регенерирования.
В некоторых вариантах осуществления желательным может оказаться содержание абсорбирующей средой, по меньшей мере, 14 мас. % физического растворителя. Физический растворитель может присутствовать в абсорбирующей среде в количестве, доходящем вплоть до 35 мас. %.
Количество термостабильных солей (HSS) также может оказывать воздействие на уровень экономии энергии для регенерирования, поскольку оно оказывает воздействие на растворимость физического растворителя в абсорбирующей среде. Присутствие соли HSS может привести к уменьшению смешиваемости физического растворителя в абсорбирующей среде. В некоторых вариантах осуществления желательным может оказаться содержание абсорбирующей средой менее чем 0,4 эквивалент/моль амина соли HSS.
Соотношение между уровнем массового процентного содержания термостабильных солей в обедненной абсорбирующей среде и уровнем массового процентного содержания регенерируемого абсорбента находится в диапазоне от 0,29 до 0,37, предпочтительно от 0,31 до 0,34.
Способы удаления SO2
Способ изобретения является селективным в отношении удаления SO2 в сопоставлении с другими газами, такими как СО2, NOx и тому подобное. Принципиальная схема технологического процесса для одного примера варианта осуществления способа удаления или улавливания SO2 продемонстрирована на фиг. 1.
На фиг. 1 проиллюстрирован пример цикла для терморегенерируемого абсорбента. В общем случае среду обедненного абсорбента подвергают воздействию подаваемого газового потока, содержащего SO2, при этом SO2 абсорбируется в абсорбенте и удаляется из подаваемого газового потока. Обогащенный по SO2 абсорбент, полученный после абсорбирования SO2, после этого регенерируют при использовании тепла таким образом, как в колонне отпаривания при использовании водяного пара. Затем регенерированный обедненный абсорбент может быть отправлен по контуру циркуляции обратно для абсорбирования большего количества SO2.
Как это можно сказать при обращении к фиг. 1, сырьевой газовый поток 10, содержащий SO2, подвергают обработке для получения потока 80 абсорбента, обогащенного по SO2 (потока отработанного абсорбента). Сырьевым газовым потоком 10 может быть любой поток, который содержит SO2 при уровнях содержания, подходящих для использования при удалении SO2 перед высвобождением газа в атмосферу, такой как нижеследующее, но не ограничивается только этим: дымовые газы установки каталитического крекинга с псевдоожиженным слоем катализатора, хвостовые газы кислотной станции, сбросные газы каменноугольной тепловой электростанции и тому подобное.
Поток абсорбента 80, обогащенного по SO2, получают в результате введения сырьевого газового потока 10 в контакт с любым из абсорбентов SO2, представляемых в настоящем документе и известных в современном уровне техники. Абсорбент может быть введен в контакт с сырьевым газовым потоком 10 при использовании любого способа, известного в современном уровне техники. Как это проиллюстрировано на фиг. 1, сырьевой газовый поток 10 перетекает в аппарат 30 с газо-жидкостным контактом, где имеет место плотный контакт между сырьевым газовым потоком 10 и потоком обедненного абсорбента 70. Аппарат 30 может представлять собой любые газожидкостной контактор или абсорбционную башню, известные на современном уровне техники, такие как оросительная или насадочная башня. Иллюстративные устройства для введения в контакт включают нижеследующее, но не ограничиваются только этим: противоточные абсорбционные колонны, в том числе насадочные колонны и тарелочные колонны; противоточные или прямоточные оросительные колонны, в том числе скрубберы Waterloo и скрубберы Вентури; тонкопленочные контакторы; и полупроницаемые мембраны. Фиг. 1 иллюстрирует противоточную насадочную колонну, где создание жидкостно-газового контакта промотируют при использовании подходящей для использования неупорядоченной или структурированной насадки 40 в колонне. SO2 абсорбируется в поток 70 обедненного абсорбента с образованием обогащенного абсорбента, содержащего SO2, который покидает аппарат 30 в качестве потока 80 абсорбента, обогащенного по SO2.
Количество абсорбирующей среды, использованной при расчете на единицу объема газа, и время контакта могут быть достаточными для эффективного удаления по существу всего количества SO2 из газового потока или для оставления желательного остаточного количества, например, меньшего, чем 500 ч./млн. (об.) или даже меньшего, чем 200 ч./млн. (об.) или даже меньшего, чем 50 ч./млн. (об.), SO2. Способ может оказаться применимым для любого газового потока, содержащего SO2, например, вплоть до 20 или 50 объемных процентов SO2, в том числе для области применения, связанной с потоками дымовых газов тепловых электростанций, которые содержат от 700 до 5000 ч./млн. (об.) SO2, обычно от 1000 до 3000 ч./млн. (об.) SO2.
В некоторых вариантах осуществления сырьевой газовый поток 10 является насыщенным (например, 90 процентов насыщения и более) по воде, что может предотвратить возникновение ненадлежащего обезвоживания абсорбирующей среды. Однако, в некоторых вариантах осуществления в целях экономии капиталовложений или сведения к минимуму требуемого пространства в контакт с абсорбирующей средой может быть введен газ, относительно ненасыщенный по воде.
В некоторых вариантах осуществления сырьевой газ 10 может быть относительно свободным от дисперсных частиц, таких как зольная пыль, что может свести к минимуму обрастание оборудования для газо-жидкостного контакта или обеспечить получение материалов, которые могут катализировать прохождение реакции диспропорционирования или окисления сульфита или бисульфита.
Контакт между абсорбирующей средой и газовым потоком, содержащим SO2, может быть осуществлен в температурном диапазоне от температуры замерзания абсорбента вплоть до 75°С или от 10°С до 60°С или от 10°С до 50°С.
В некоторых вариантах осуществления желательной может оказаться оптимизация технологических условий для получения уровня введения SO2, составляющего, по меньшей мере, 35 граммов диоксида серы при расчете на один килограмм абсорбирующей среды, например, находящегося в диапазоне от 50 граммов до 150 граммов или доходящего вплоть до 300 граммов.
Значение рН среды обедненного абсорбента в момент контакта с подаваемым газовым потоком 10 может находиться в диапазоне от 4,5 до 6,5, например, от 5 до 6,5 или от 5 до 6. Значение рН абсорбента по завершении ступени введения в контакт (например, в низу абсорбционной колонны) может находиться в диапазоне от 3 до 5, например, от 4 до 5.
В соответствии с этим, значение рН абсорбирующей среды в ходе способа абсорбирования может варьироваться в диапазоне 6,5-3,0, например, 6,5-3,5 или 6,0-4,0. Обычно обедненная абсорбирующая среда (поток обедненного абсорбента 70) первоначально характеризуется значением рН, близким к верхнему краю данного диапазона, в то время как значение рН у абсорбента, обогащенного по SO2, (потока 80 абсорбента, обогащенного по SO2) находится на нижнем краю и может быть определено условиями абсорбирования, такими как парциальное давление SO2 в сырьевом газе и температура абсорбирования. Таким образом, по мере абсорбирования SO2 и приобретения раствором тенденции к достижению большей кислотности значение рН перемещается в направлении нижнего края диапазона.
В целях улучшения удаления диоксида серы и облегчения регенерирования абсорбента может быть использована низкая температура абсорбирования, что делает возможным значительное абсорбирование SO2. Например, по мере увеличения температуры абсорбирования количество абсорбированного SO2 при расчете на один моль-эквивалент сорбирующего атома азота абсорбента на аминовой основе уменьшается. В некоторых вариантах осуществления использованные сорбирующие амины представляют собой относительно слабые основания (значения рКа в диапазоне от 3,0 до 5,5), которые могут быть регенерированы при меньшем потреблении энергии и при меньшей температуре в сопоставлении, например, с более сильными основаниями.
Время контакта между газом и абсорбирующей средой будет зависеть от плотности контакта между фазами и скорости переноса SO2 в жидкую фазу. Для скрубберов, относящихся к оросительному типу, время контакта может быть меньшим, чем 1 или 2 секунды. При использовании абсорбционных колонн время контакта может составлять 30 секунд и более. Давление может варьироваться в широких пределах, например, в диапазоне давлений от меньше атмосферного до больше атмосферного. Поскольку более высокие давления приводят к увеличению парциального давления при заданной концентрации SO2, они могут оказаться благоприятными с термодинамической точки зрения. Однако, во множестве случаев газ, подвергаемый обработке, имеет давление, слегка большее или меньшее в сопоставлении с давлением окружающей среды, и увеличение давления может оказаться экономически нежелательным.
Подаваемый газовый поток 10, который характеризуется уменьшенным уровнем содержания SO2, необязательно может быть промыт, например, при использовании воды (поток 60) таким образом, как в еще одной насадочной секции 50, для удаления абсорбента, который мог, разбрызгавшись или испарившись, попасть в подвергнутый обработке газовый поток, перемещающийся снизу вверх через аппарат 30. После этого газ покидает аппарат 30 в качестве подвергнутого обработке сырьевого газового потока 100, например, для высвобождения в атмосферу или для проведения дополнительной обработки или использования.
Водный баланс в общем способе может быть поддержан в результате добавления воды, например, через поток 60 или отбора воды из технологического процесса таким образом, как путем направления всего или части потока 330 в отходы.
В целях сбережения энергии нагретые потоки могут быть использованы для предварительного нагревания более холодных потоков, которые впоследствии подают в технологическое оборудование. Например, как это проиллюстрировано на фиг. 1, поток 80 абсорбента, обогащенного по SO2, перетекает через непрямой перекрестноточный теплообменник 90, где его подвергают непрямому нагреванию при использовании потока 340 (нагретого обедненного потока из регенерационной башни 20, который отправляют на рецикл в аппарат 30). После этого поток 80 вводят в регенерационную башню 20 в качестве потока 110.
На фиг. 1 после этого поток 110 нагретого абсорбента, обогащенного по SO2, подвергают обработке при температуре, которая может быть большей, чем температура абсорбирования в аппарате 30, для регенерирования абсорбента. Абсорбент может быть нагрет при использовании любого средства, известного в современном уровне техники. В некоторых вариантах осуществления абсорбент подвергают повторному нагреванию при использовании водяного пара. В таком случае регенерационной башней 20 может быть башня отпаривания при использовании водяного пара. Однако, могут быть использованы и другие источники тепла, такие как горячий газ, жидкие теплоносители и/или непосредственное огневое обогревание. Как это проиллюстрировано на фиг. 1, SO2 в перемещающемся сверху вниз потоке 110 нагретого абсорбента, обогащенного по SO2, удаляют при использовании перемещающихся снизу вверх отпаривающих газа или водяного пара для получения потока 280 продукта, обогащенного по SO2, и регенерированного абсорбента (потока нагретого обедненного абсорбента 220). Для отпаривания SO2 из потока 110 нагретого абсорбента, обогащенного по SO2, в башне 20 на практике также может быть проведено и отпаривание при использовании инертного газа.
Регенерационная башня 20 может быть любой обычной башней, например, имеющей насадочную или тарелочную конструкции. Насадочная башня, имеющая секцию насадки 210, продемонстрирована на фиг. 1 ниже уровня подачи абсорбента, обогащенного по SO2 (потока 110). Абсорбент, обогащенный по SO2, отпаривают от SO2 по мере его перетекания сверху вниз в башне и в необязательный ребойлер 230. Ребойлер 230 нагревают при использовании любого способа, известного в современном уровне техники. В некоторых вариантах осуществления ребойлер 230 подвергают непрямому нагреванию при использовании потока 240 (который может представлять собой водяной пар и может быть получен из любого источника), например, через пучок теплообменных труб, получая поток 250 конденсата водяного пара, который может быть отправлен на рецикл для получения дополнительного количества водяного потока или использован где-либо в другом месте на предприятии. В некоторых вариантах осуществления ребойлером 230 является ребойлер, относящийся к типу термосифона. Кипение водной жидкости (например, абсорбента, обедненного по SO2) в ребойлере 230 может привести к получению потока 260 водяного пара для введения в регенерационную башню 20. Водяной пар поднимается через башню, нагревая протекающий сверху вниз абсорбент, обогащенный по SO2, и перенося снизу вверх SO2, отпаренный из абсорбента, обогащенного по SO2. Водяной пар и газовая смесь покидают башню в качестве потока продукта 280.
Способ десорбирования (регенерирования) может быть осуществлен в любых условиях по температуре и давлению, известных в современном уровне техники. В некоторых вариантах осуществления при получения движущей силы для десорбирования желательным может оказаться выдерживание разности температур между стадиями абсорбирования и десорбирования, составляющей, по меньшей мере, 30°С, а температура десорбирования может быть меньшей, чем 110°С, например, находящейся в диапазоне от 50°С до 110°С.
Десорбирование может быть осуществлено в результате газового отпаривания при использовании водяного пара, вырабатываемого «по месту», (например, водяного пара 260) или в результате пропускания инертного газа или водяного пара, вводимых в систему (не показано) через отработанную абсорбирующую среду, обычно при давлении, близком к атмосферному. Пониженные давления несколько благоприятствуют десорбированию. Количество отпаривающего газа может варьироваться в диапазоне от 0 до 100 литров при расчете на один литр абсорбирующей среды.
Дельта степени введения SO2 при парциальном давлении SO2 парц. давл. SO2(газ.)=0,01 бар может находиться в диапазоне от 20 г SO2/л абсорбента до 90 г SO2/л абсорбента. Дельта степени введения представляет собой количество газообразного SO2, которое абсорбируется с возможностью последующего удаления при расчете на единицу среды отработанного абсорбента, за вычетом количества газообразного SO2, которое абсорбируется с обеспечением высвобождаемости при расчете на единицу среды регенерированного абсорбента.
Во время отпаривания значение рН раствора обычно увеличивается по мере удаления кислотного SO2. Условия, выдерживаемые во время проведения операции отпаривания, могут быть выбраны для достижения желательного уровня регенерирования абсорбента (например, уровня растворенного SO2, остающегося в абсорбенте).
Поток 280 продукта может быть подвергнут обработке для удаления избыточных водяных паров, содержащихся в нем. Водяные пары могут быть удалены в результате конденсирования (например, в результате охлаждения при использовании охлаждающей жидкости). Как это продемонстрировано на фиг. 1, поток 300 охлаждающей воды в верхний конденсатор 290 вызывает конденсирование водяного пара в потоке 280 продукта, приводящее к образованию 2-фазной смеси, которая перетекает в конденсатоприемник 310. Газовая фаза, которая представляет собой SO2, насыщенный по воде, выходит в качестве потока 320 продукта. Некоторое или все количество сконденсированной воды может быть возвращено в качестве потока 330 в регенерационную башню 20, где она перетекает сверху вниз через необязательную насадочную секцию 270. Холодный конденсат потока 330 используется для вымывания испарившегося абсорбента из паров перед покиданием ими башни 20 в качестве потока 280 продукта. Это может способствовать уменьшению потерь химического соединения абсорбента вместе с потоком 320 газообразного SO2. Необходимо понимать, что для дополнительного ограничения потерь абсорбента в технологическом процессе могут быть использованы стадии дополнительной обработки.
Как это отмечалось выше, поток 340 горячего обедненного абсорбента может быть использован для предварительного нагревания потока 80 абсорбента, обогащенного по SO2. Однако, необходимо понимать то, что поток 80 может быть нагрет при использовании и других способов, например, в результате пропускания его через ребойлер (не показан) или нагревания потока 80 при введении в башню 20 или при использовании любой их комбинации. Как это продемонстрировано на фиг. 1, абсорбент, обедненный по SO2, покидает регенерационную башню 20 в качестве потока 220 и поступает в ребойлер 230. После этого абсорбент, обедненный по SO2, может покидать ребойлер 230 в результате, например, перетекания через переливную перегородку в качестве потока 340 нагретого обедненного адсорбента, который проходит через перекрестноточный теплообменник 90 для предварительного нагревания потока 80. Абсорбент, обедненный по SO2, покидает теплообменник 90 в качестве потока 120 более холодного обедненного абсорбента, который необязательно может быть дополнительно охлажден при использовании доохладителя 350 обедненного растворителя.
Абсорбент SO2 необязательно может быть подвергнут обработке для удаления термостабильных солей (HSS), которые могут нарабатываться в нем. Как это проиллюстрировано на фиг. 1, из доохладителя 350 обедненного растворителя может быть отобран проскакивающий поток 130, который отправляют в установку удаления соли HSS (не показана), и поток 140, который содержит абсорбент SO2, характеризующийся уменьшенным уровнем содержания соли HSS, из установки удаления соли HSS, объединяется с отправленным на рецикл охлажденным обедненным абсорбентом с образованием потока 70 (потока абсорбента, обедненного по SO2, который вводят в башню 30). Удаление соли HSS может быть осуществлено при использовании любого способа, известного в современном уровне техники, такого как электродиализ или ионный обмен. В некоторых вариантах осуществления желательным может оказаться использование образования ионных пар (или реакции сочетания для соли). Например, может быть использована бифункциональная смола, содержащая различные ионные функциональные группы, такие как комбинация из фенольных и четвертичных аминовых функциональных групп, или может быть использовано жидкостно-жидкостное экстрагирование. Поток 70 поступает в абсорбционную башню 30 для улавливания SO2 из подаваемого газового потока 10.
Способ может быть осуществлен при использовании любого обычного давления в абсорбере 30. В случае подаваемого газового потока 10 в виде дымовых газов котла, который обычно функционирует при давлении, близком к атмосферному, башня 30 может функционировать при атмосферном давлении или при давлении, несколько меньшем, чем давление подаваемого газового потока 10, в целях благоприятствования перетеканию подаваемого газового потока 10 в башню 30. Регенерационная башня 20 зачастую функционирует при давлении, слегка большем, чем атмосферное, в общем случае не превышающем 3 бар абсолютного давления. Давление выше, чем атмосферное давление в регенераторе может способствовать отпариванию SO2 вследствие более высоких температур, которые могут быть достигнуты. Кроме того, продукт SO2 будет иметь более высокое давление, что способствует его перетеканию в установку, расположенную ниже по ходу технологического потока, без применения от вентилятора или компрессора.
Примеры
Теперь изобретение будет проиллюстрировано при использовании следующих далее примеров.
1. Аппаратура и методология для испытаний
1.1 Описание аппаратуры
При проведении испытаний абсорбентов на аминовой основе в отношении удаления SO2 или диоксида углерода (СО2) из газовой смеси использовали напольную экспериментальную установку (ниже в настоящем документе «экспериментальная установка»). Она образована из трех колонн: предварительный скруббер (для насыщения и кондиционирования газа при желательной температуре), абсорбер и регенератор. Установка полностью оснащена контрольно-измерительной аппаратурой для регистрирования температур, расходов газов и жидкостей, температурных профилей в абсорбере и регенераторе, эффекта от промежуточного охлаждения в абсорбере, профилей концентраций СО2, О2 и SO2 по всему абсорберу, а также потребности в энергии для регенерирования.
Основные моменты регулирования представляют собой: температура газа, температура обедненного амина, точка введения обедненного амина в абсорбере, температура и давление обогащенного амина, точка введения обогащенного амина в установке отпаривания, температура промежуточного холодильника и давление ребойлера и подвод энергии.
1.2. Аналитические методы
Для получения характеристик растворных композиций использовали следующие далее методы и аппаратуру: для анализа уровня содержания воды использовали установку Mettler-ToledoTM DL38 Karl Fisher Titrator, концентрацию амина анализировали при использовании установки Mettler-Toledo DL25 Titrator, анализ соли проводили при использовании ионной хроматографии, использующей установку DionexTM ICS-2000 Ion Chromatograph и вспомогательные принадлежности - установки Dionex IonPac AS 15 4 mm × 250 mm column, Guard column IonPac AG-15, Dionex Cation column и IonPac CS-17 precolumn IonPac AG-17 и Dionex automated sampler AS 40, концентрацию SO2 в газе на стороне абсорбера измеряли при использовании установки HoribaTM VA3000 gas analyzer.
1.3. Методика оптимизации
Для оптимизации и сопоставления потребления энергии использовали следующий далее протокол испытаний: фиксируют расход газа на впускном отверстии, давление газа на впускном отверстии, температуру газа на впускном отверстии, температуру обедненного амина при подаче в абсорбер, давление установки десорбирования, температуру обогащенного амина при подаче в регенератор.
Оптимизацию начинают с определения минимальной кратности циркуляции жидкости с условиями избыточного отпаривания (при очень обедненном абсорбенте). Данный момент идентифицируют, когда SO2 начинает проскакивать через абсорбер, или когда степень извлечения SO2 уменьшается от 100%-ной степени извлечения до 99%-ной степени извлечения. Обычно сведение к минимуму кратности циркуляции жидкости должно доводить до максимума уровень введения амина и обеспечивать уменьшение потребности в энергии для десорбирования.
Теплопроизводительность ребойлера уменьшают вплоть до уменьшения степени извлечения SO2 ниже 98,5%-ной степени извлечения.
Кратность циркуляции жидкости увеличивают и уменьшают на величину в диапазоне от 10 до 15% для определения возможного улучшения степени извлечения SO2. В случае увеличения степени извлечения в любом из вариантов желательно будет уменьшить энергию ребойлера вплоть до достижения 99%-ной степени извлечения.
2. Растворимость SO2 в PEGDME
Растворимость SO2 в чистом PEGDME находится в зависимости от его парциального давления в газе. В изобретении могут быть использованы соединения PEGDME, которые коммерчески доступны у различных производителей. Для газов, содержащих 100 об. % газообразного SO2 и 1,5 об. % SO2, растворимость SO2 в чистом соединении PEGDME изменялась от 28,2 мас. % до 0,53 мас. %, в то время как растворимость SO2 в растворе, содержащем 50% воды/50% соединения PEGDME, при том же самом парциальном давлении SO2 уменьшалась, соответственно, до 8,5 мас. % и 0,22 мас. %. Смотрите таблицу 1.

Согласно оценке на основании результатов в таблице 1 возможный вклад соединения PEGDME в емкость по введению для раствора А - водного раствора, содержащего 25 мас. % смеси из соединений Hep и DiHep и 1,2 эквивалент/моль амина соли HSS, - составлял приблизительно 2,6 мас. %. Необходимо отметить то, что емкость по введению SO2 для чистого физического растворителя не может быть сохранена при перемешивании физического растворителя с другим растворителем.
3. Испытание 1
Таблица 2 демонстрирует молекулярные свойства для каждого чистого растворителя, использованного в испытании, в том числе теплоту реакции с SO2 («Теплота реакции для SO2») и теплоемкость («Ср»).

Таблица 3 представляет некоторые из свойств растворов. Все растворы образовывали одну фазу за исключением раствора, содержащего 25 мас. % смеси из соединений Hep и DiHep и 15 мас. % соединения PEGDME.
Экспериментальная теплоемкость «(Cp)» раствора, содержащего 25 мас. % смеси из соединений Hep и DiHep, составляет 3,51 МДж/кг-К. Все другие значения Ср рассчитывали. Модель Aspen - прокалиброванная вычислительная модель - была способна подтвердить экспериментальное значение Ср с расхождением в 2,8% и расхождением в 1% для рассчитанного значения у раствора, содержащего 25 мас. % смеси из соединений Hep и DiHep и 15 мас. % соединения PEGDME.
Таблицы от 4 до 6 представляют несколько параметров из испытаний, проведенных при использовании экспериментальной установки при расходах 19, 25 и 30 г/мин.


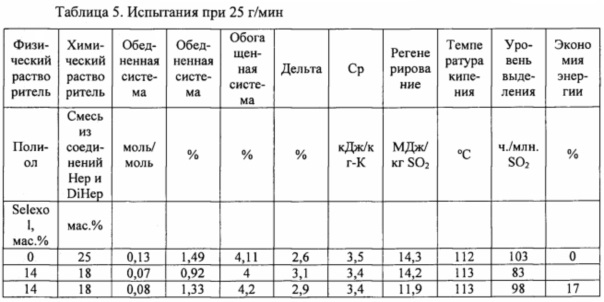
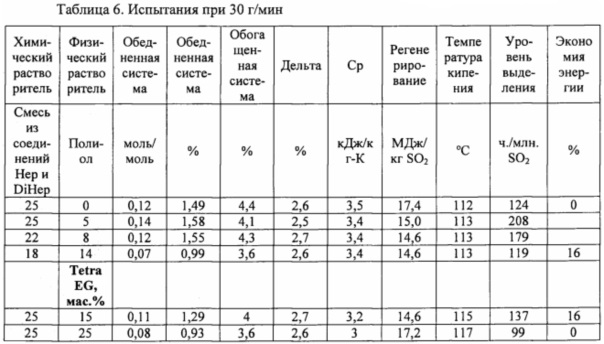
Для испытания, проведенного при 30 г/мин, (таблица 5) растворы, содержащие соединение PEGDME, при подобных значениях Ср, температур кипения и подобных энергиях для регенерирования продемонстрировали уменьшение уровня выделения SO2 от 208 до 119 ч./млн. по мере увеличения количества соединения PEGDME в растворе от 5% до 14%.
Каждый подвергнутый испытаниям раствор, содержащий смесь из химического и физического растворителей, за исключением раствора, содержащего 25 мас. % смеси из соединений Hep и DiHep и 5 мас. % соединения PEGDME, обеспечивал уменьшение потребления энергии для регенерирования в сопоставлении с реперным раствором. Результаты для раствора, содержащего 25 мас. % смеси из соединений Hep и DiHep, раствора, содержащего 18 мас. % смеси из соединений Hep и DiHep и 14 мас. % соединения PEGDME, и раствора, содержащего 18 мас. % смеси из соединений Hep и DiHep и 15 мас. % соединения TetraEG, продемонстрированные в таблицах от 4 до 6, также представлены в виде фиг. 2.
4. Растворимость соединения PEGDME в зависимости от уровней содержания амина и солей
Таблица 7 демонстрирует соотношение между уровнем содержания соли HSS и растворимостью соединения PEGDME при идентичности концентрации амина: для раствора, содержащего 13 мас. % смеси из соединений Hep и DiHep, уровень содержания смешиваемого соединения PEGDME составлял 22 мас. % при 1 эквивалент/моль амина соли HSS в сопоставлении с 17 мас. % при 1,2 эквивалент/моль амина соли HSS. Как также демонстрирует таблица 7, для идентичного уровня содержания соли HSS на смешиваемость соединения PEGDME в целях сохранения однофазного раствора воздействие оказывает также и концентрация амина: для раствора, содержащего 25 мас. % смеси из соединений Hep и DiHep, при сохранении однофазного раствора максимальная концентрация соединения PEGDME составляла 5 мас. %; в то время как при концентрации смеси из соединений Hep и DiHep на уровне 13 мас. % максимальная концентрация соединения PEGDME увеличивалась до 17 мас. %.

Полиол, подобный соединению TetraEG, не продемонстрировал ограничения растворимости в зависимости от концентрации амина, а соединение TriEGMME продемонстрировало промежуточную растворимость. Как это можно полагать без ограничения себя теорией, гидроксильные группы могут придавать лучшую растворимость в сопоставлении с метальными группами.
5. Испытание 2
5.1 Растворы, подвергаемые испытаниям
Испытаниям подвергали следующие далее растворы:
Раствор А - реперный раствор, которым является водный раствор, содержащий 25 мас. % смеси из соединений Hep и DiHep и 1,2 эквивалент/моль амина соли HSS;
Раствор A-Org, которым является водный раствор, содержащий 25 мас. % смеси из соединений Hep и DiHep, 20 мас. % яблочной кислоты и 6 мас. % NaOH;
Раствор DABCO, которым является водный раствор, содержащий 25 мас. % соединения DABCO и 1,0 эквивалент/моль амина соли HSS;
Раствор В, которым является водный раствор, содержащий 18 мас. % смеси из соединений Hep и DiHep, 14 мас. % соединения PEGDME и 1,2 эквивалент/моль амина соли HSS;
Раствор С, которым является водный раствор, содержащий 25 мас. % соединения Amide-DiHep, 20 мас. % соединения PEGDME и 0,4 эквивалент/моль амина соли HSS;
Раствор D, которым является водный раствор, содержащий 22 мас. % 3-аминопиразола, 32 мас. %» соединения PEGDME и 0,1 эквивалент/моль амина соли HSS;
Раствор A-TriEGMME, которым является водный раствор, содержащий 25 мас. % смеси из соединений Hep и DiHep, 12 мас. % соединения TriEGMME и 1,2 эквивалент/моль амина соли HSS; и
Раствор A-TetraEG, которым является водный раствор, содержащий 25 мас. % смеси из соединений Hep и DiHep, 15 мас. %» соединения TetraEG и 1,2 эквивалент/моль амина соли HSS.
Компиляция диаграмм молекулярных структур химических соединений, использованных в описанных выше различных растворах, представляет собой нижеследующее.

Полиэтиленгликольдиметиловый простой эфир (PEGDME)

Тетраэтиленгликоль (TetraEG)

Триэтиленликольмонометиловый простой эфир (TriEGMME)

Пиперазин

4-[гидроксиэтил]пиперазин (Hep)

1,4-бис[гидроксиэтил]пиперазин (DiHep)
Яблочная кислота

DABCO
1,4-бис[2-гидроксиэтил]-2-пиперазинон (Amide-DiHep)
4-(2-гидроксиэтил)-2-пиперазинон (Amide-Hep)

3-аминопиразо л
5.2 Молекулярные свойства чистых растворителей
Чистые абсорбенты SO2 первоначально ранжировали на основании их физических свойств. Критерии включали низкое давление паров для сведения к минимуму потерь и значение рКа в диапазоне от 3,5 до 4,7 для селективного удаления SO2. Как это продемонстрировано в таблице 9, за исключением соединений DABCO и Amide-HEP все чистые абсорбенты SO2 характеризуются давлением паров, меньшим, чем 0,01 мм ртутного столба, и значением рКа в диапазоне от 3,2 до 4,7. В коммерческой области применения амин DABCO подкисляют до 1 эквивалента, что в результате приводит к получению значительно подавленного давления паров.

5.3 Соотношения компонентов в смеси
Соотношение между уровнем содержания солей и максимальной концентрацией смешиваемого соединения PEGDME в растворе продемонстрировано в таблице 10. В случае превышения концентрацией соединения PEGDME максимального количества может произойти фазовое разделение. Растворы 1 и 2, характеризующиеся повышенным уровнем содержания соли HSS в диапазоне от 1 до 1,2 экв./моль, продемонстрировали соответствующее уменьшение максимальной концентрации смешиваемого соединения PEGDME от 22 до 17 мас. %. Воздействие соли является более ярко выраженным для растворов 5, 6 и 7, где уменьшение уровня содержания соли от 1,2 до 0,1 экв./моль соответствовало увеличению максимальной концентрации смешиваемого соединения PEGDME от 5 до 32 мас. %. Растворы от 3 до 5, характеризующиеся увеличенными концентрациями амина и постоянным уровнем содержания соли, продемонстрировали соответствующее уменьшение концентрации соединения PEGDME от 14 до 8 мас. %.

5.4 Физические свойства растворов
Как это было продемонстрировано, растворы A-Org, В и С имеют плотности, которые являются сопоставимыми с плотностью раствора А. Как это было продемонстрировано, растворы A-Org и В имеют вязкости, которые являются сопоставимыми с вязкостью раствора А.
5.5 Тенденция к вспениванию и поверхностное натяжение
Способы проведения измерений для пены описываются в литературе. Смотрите, например, документы ASTM D1881, «Standard Test Method for Foaming Tendencies of Engine Coolants in Glassware» и ASTM D892, «Standard Test Method for Foaming Characteristics of Lubricating Oils», оба из которых доступны в компании ASTM International, 100 Barr HarborDrive, PC Box C700, West Conshohocken, PA 19428-2959 USA и во всей своей полноте посредством ссылки включаются в настоящий документ.
Для настоящего изобретения образцы подвергали барботированию при использовании 1000 мл/мин азота или воздуха, протекающих через диффузорный камень (доступный в компаниях ASTM International, VWR International и Fisher Scientific). Измеряли высоту пены, полученной по истечении одной минуты (±1 секунда). После прекращения течения газа регистрировали время, требуемое для схлопывания пены.
Результаты продемонстрированы в таблице 10.
Целью были высота пены, меньшая, чем 150 мл, и время разрушения пены, меньшее, чем 15 секунд. Чистое соединение PEGDME не вспенивалось. Согласно измерениям смесь соединения PEGDME в воде характеризовалась высотой пены 250 мл и временем разрушения пены 18 секунд. Растворы В и С продемонстрировали тенденцию к вспениванию при более, чем 360 мл пены и более, чем 58 секундах времени разрушения пены. Вспенивание ослабляли в результате добавления противовспенивателя, такого как продукт DOW's UcarsolTM GT-10 Antifoam (на силиконовой основе). Добавление от 50 до 150 ч./млн. противовспенивателя в раствор, как это было продемонстрировано, приводит к уменьшению высоты вспенивания до менее, чем 100 мл при 8 секундах времени разрушения пены. Доступны и альтернативные противовспениватели, которые также могли бы быть использованы при условии совместимости с технологическим процессом. Что касается поверхностного натяжения, то раствор А характеризовался значением 45 дина/см, чистое соединение PEGDME характеризовалось значением 36 дина/см, и раствор В характеризовался значением 39 дина/см.

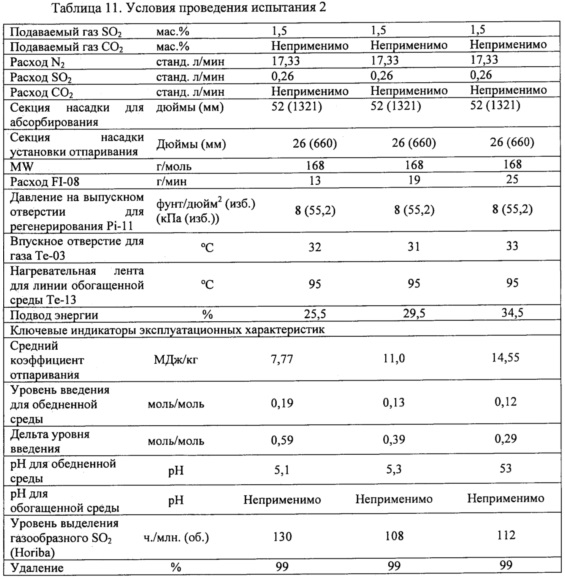
5.6 Рабочие условия
Экспериментальную установку стандартизовали для способа с SO2 при использовании раствора А при 13, 19 и 25 г/мин. Таблица 11 представляет технологические вводы и зарегистрированные эксплуатационные характеристики раствора А - реперного раствора. Цель во всех случаях должна представлять собой уровни выделений SO2 100 ч./млн. (об.) (+/- 30 ч./млн. (об.)). Другие подвергаемые испытаниям растворы прогоняли при 13, 19 и 25 г/мин в тех же самых рабочих условиях, что и представленные в таблице 11.
5.7 Уровень выделения
В числе растворов A, A-TriEGMME, A-TetraEG и В, которые содержали один и тот же аминовый абсорбент, раствор В продемонстрировал наименьший уровень выделения SO2 при подобных значениях соотношения Ж/Г (в диапазоне от 0,96 до 0,99 л/нм3) и подобной энергии (в диапазоне от 9,7 до 9,8 МДж/кг SO2). Раствор С, характеризующийся увеличенным количеством соединения PEGDME и уменьшенным уровнем содержания соли HSS, продемонстрировал меньшее потребление энергии для регенерирования в сопоставлении с раствором А. Смотрите фиг. 3.
5.8 Емкость растворителя
Различные подвергнутые испытаниям растворы продемонстрировали подобные емкости для диапазона подвергнутых испытаниям соотношений Ж/Г. Раствор A-Org характеризовался наибольшей емкостью, что может быть обусловлено более значительным количеством активных центров для газоочистки в случае SO2. Все другие растворы, содержащие или не содержащие полиол, продемонстрировали очень близкие емкости (фиг. 4). Присутствие соединения PEGDME в растворе в количестве в диапазоне от 14 до 22 мас. %, по-видимому, оказывает незначительное воздействие на емкость раствора.
5.9 Энергия для регенерирования
Раствор А, раствор В (14 мас. % соединения PEGDME) и раствор С (20 мас. % соединения PEGDME) подвергали испытаниям в подобных условиях проведения испытаний, представленных в таблице 11. Растворы В и С продемонстрировали, соответственно, 15 и 22%-ное уменьшение энергии для регенерирования в сопоставлении с раствором А (фиг. 5).
5.10 Установка аминовой очистки (УАО)
Для раствора В испытания на удаление соли HSS проводили при использовании коммерчески доступного стандартного ионита. В соответствии с ожиданиями вследствие своего меньшего количества соли HSS раствор В продемонстрировал более низкую скорость (на 21%) удаления сульфата в сопоставлении с реперным раствором. Это соотносится с объемом слоя установки УАО, например, в предположении идентичной скорости нарабатывания соли HSS, объем слоя установки УАО должен будет быть большим (например, большим на 21%).
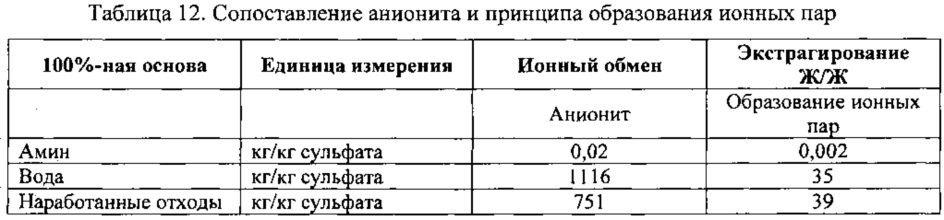
Таблица 12 демонстрирует результаты по потреблению для стандартного ионного обмена по отношению к жидкостно-жидкостному (Ж/Ж) экстрагированию при расчете на один килограмм удаленного сульфата. Потребление воды при расчете на один килограмм сульфата было в 30 раз меньшим для жидкостно-жидкостного экстрагирования и подобным образом в 20 раз меньшим для наработанных отходов в сопоставлении с использованием стандартного ионного обмена. Для жидкостно-жидкостного экстрагирования в сопоставлении со стандартным ионным обменом потеря амина при расчете на один килограмм сульфата уменьшалась с коэффициентом 10.
6. Испытание 3
Испытаниям подвергали раствор В.1, которым является водный раствор, содержащий 13 мас. % смеси из соединений Hep и DiHep, 17 мас. % соединения PEGDME и 1,2 эквивалент/моль амина соли HSS. Как демонстрирует фиг.6, раствор В.1 был способен уменьшить потребление энергии для регенерирования больше, чем раствор В при двух подвергнутых испытаниям соотношениях Ж/Г (л/нм3).
Необходимо понимать то, что при раскрытии в настоящем документе диапазона подразумеваются включенными любой диапазон или конкретное значение, попадающие в более широкий диапазон, как если бы они были конкретно раскрыты.
Любые патент, публикация или другая ссылка включаются в настоящий документ во всей своей полноте.
Несмотря на описание вышеизложенного изобретения с некоторой детализацией в рамках иллюстраций и примеров для целей ясности понимания объем изобретения не ограничивается примерами, описанными в настоящем документе, и должен получить широкую интерпретацию в согласии с описанием изобретения в целом, включая формулу изобретения.
7. Испытание 4
Получали реперный раствор. Им являлся водный раствор, содержащий 25 мас. % смеси из соединений Hep и DiHep, 1,2 эквивалент/моль амина соли HSS.
Получали подвергаемый испытаниям раствор D, содержащий 13 мас. % смеси из соединений Hep и DiHep, 1,1 эквивалент/моль амина соли HSS, 20 мас. % соединения PEGME, и его значение рН подстраивали до значения в диапазоне от 5,2 до 5,6 при использовании серной кислоты.
Каждый из растворов использовали для абсорбирования диоксида серы из подаваемого газа (стадия (i)). После этого каждый раствор подвергали отпариванию при использовании водяного пара (стадия (ii)), а регенерированную водную абсорбирующую среду отправляли на рецикл.
При использовании каждого раствора получали поток SO2. А сбросные газы содержали малое количество SO2. Каждый технологический процесс устанавливали при уровне выделения SO2 100 ч./млн., а после этого при уровне выделения SO2 60 ч./млн.
Ни реперный раствор, ни раствор D не продемонстрировали жидкостно-жидкостного фазового разделения во время стадии (i) или стадии (ii).
Раствор D продемонстрировал 28%-ное уменьшение потребления энергии в сопоставлении с реперным раствором. Это имело место для способа при уровне выделения SO2 100 ч./млн., а также для способа при уровне выделения SO2 60 ч./млн.
8. Испытание 5
Получали подвергаемый испытаниям раствор D, содержащий 13 мас. % смеси из соединений Hep и DiHep, 1,1 эквивалент/моль амина соли HSS, 20 мас. % соединения PEGME, и его значение рН подстраивали до значения в диапазоне от 5,2 до 5,6 при использовании серной кислоты.
Получали подвергаемый испытаниям раствор Е. Это был водный раствор, содержащий 25 мас. % смеси из соединений Hep и DiHep, 1,2 эквивалент/моль амина соли HSS и 25 мас. % соединения PEGME.
Каждый из растворов использовали для абсорбирования диоксида серы из подаваемого газа (стадия (i)). После этого каждый раствор подвергали отпариванию при использовании водяного пара (стадия (ii)), а регенерированную водную абсорбирующую среду отправляли на рецикл.
Подвергаемый испытаниям раствор Е продемонстрировал жидкостно-жидкостное фазовое разделение во время стадии (i), а также во время стадии (ii). Раствор D не продемонстрировал жидкостно-жидкостного фазового разделения во время стадии (i) или стадии (ii). Для каждого испытания всю абсорбирующую среду перепускали со стадии (i) на стадию (ii).
Раствор D продемонстрировал 28%-ное уменьшение потребления энергии в сопоставлении с раствором Е.
Реферат
Способ удаления диоксида серы из сырьевого газового потока, который включает (i) введение сырьевого газового потока в контакт с водной обедненной абсорбирующей средой, содержащей химический растворитель, содержащий регенерируемый абсорбент, физический растворитель и одну или несколько термостабильных солей. Регенерируемый абсорбент представляет собой амин. Соотношение между значениями, мас. %, для физического растворителя и регенерируемого абсорбента находится в диапазоне от 0,5 до 2,5. Соотношение между значениями, мас. %, для термостабильных солей и регенерируемого абсорбента находится в диапазоне от 0,29 до 0,37. Значение рН у обедненной абсорбирующей среды составляет 6 и менее. При использовании данного способа может быть селективно удален SO. Изобретение позволяет уменьшить потребление энергии для регенирирования SOиз газового потока. 9 з.п. ф-лы, 6 ил., 12 табл.
Формула
Документы, цитированные в отчёте о поиске
Циклический способ удаления двуокиси серы из газового потока
Патенты аналоги
Циклический способ удаления двуокиси серы из газового потока
Комментарии