Магнитно-индукционный насос - RU2436223C1
Код документа: RU2436223C1
Чертежи
Описание
Область техники
Изобретение относится к насосу для расплавленного металла, более конкретно к магнитно-индукционному насосу, использующему магнитно-индукционный ротор для прокачивания расплавленного металла без осуществления непосредственного контакта с ним.
Уровень техники
Расплавленный металл обычно подается в литьевые машины и подобные устройства посредством электромагнитных (индукционных) насосов. Многие из этих насосов используют принципы Фарадея-Лоренца, в соответствии с которыми электрическая энергия преобразуется в механическую энергию. Пример электромагнитного насоса, использующего мощные неомагниты, описан в патенте США №6732890, содержание которого полностью включено в данное описание посредством ссылки. Известно, что подобные насосы, как правило, весьма эффективны для прокачивания, торможения и выдачи заданных порций расплавленного металла.
Известные электромагнитные насосы, как правило, основаны на использовании постоянного тока, который вводится в расплавленный металл через электроды. Чтобы обеспечить такой ввод, электроды находятся в непосредственном контакте с расплавленным металлом. Для этого электроды обычно выступают в канал насоса, по которому проходит расплавленный металл. В известном насосе электроды установлены в удлиненные вырезы, сформированные в противоположных сторонах канала для расплавленного металла. В электродах выполнены проходы, связанные с охлаждающим устройством, снабженным трубками, по которым проходит жидкий хладагент. Хотя известный насос является эффективным, представляется желательным использовать насос, в котором отсутствуют контакты между электродами (или какой-либо иной частью насоса) и расплавленным металлом, т.е. желательно, чтобы расплавленный металл контактировал только с каналом в составе насоса.
Раскрытие изобретения
В соответствии с изложенным представляется актуальной задача создания насоса для прокачивания расплавленного металла, более конкретно создания магнитно-индукционного насоса (далее именуемого индукционным насосом), снабженного магнитно-индукционным ротором для прокачивания расплавленного металла без необходимости прямого механического или электрического контакта между компонентами насоса и расплавленным металлом.
Таким образом, задача, решаемая изобретением, состоит в создании индукционного насоса.
Еще одна задача состоит в создании индукционного насоса для прокачивания расплавленного металла.
Другая задача, решаемая изобретением, заключается в создании индукционного насоса для прокачивания расплавленного металла, в котором электроды или другие компоненты насоса не находятся в прямом механическом или электрическом контакте с расплавленным металлом.
Задачей, решаемой изобретением, является также создание индукционного насоса для прокачивания расплавленного металла, в котором расплавленный металл контактирует только с каналом, в котором он находится.
Следующей задачей является создание индукционного насоса для прокачивания расплавленного металла, в котором используется магнитно-индукционный ротор.
Еще одна задача состоит в создании индукционного насоса для прокачивания, торможения и выдачи заданных порций расплавленного металла с использованием магнитно-индукционного ротора, содержащего неомагниты.
Дополнительная задача состоит в создании индукционного насоса для прокачивания расплавленного металла, в котором расход расплавленного металла пропорционален скорости вращения магнитно-индукционного ротора.
Задачей, решаемой изобретением, является также создание индукционного насоса, который может быть присоединен к стационарному, содержащему расплавленный металл контейнеру для транспортирования расплавленного металла из этого контейнера.
Еще одна задача состоит в создании индукционного насоса для подачи расплавленного металла из контейнера в машину для непрерывного литья металла.
Другая задача заключается в создании индукционного насоса для перекачивания расплавленного металла из стационарного контейнера в другой контейнер.
Дополнительной задачей является создание индукционного насоса для прокачивания расплавленного металла, в котором направление течения расплавленного металла может быть изменено на противоположное путем реверсирования направления вращения магнитно-индукционного ротора.
Согласно варианту изобретения предлагается индукционный насос для прокачивания расплавленного металла. Насос содержит двигатель и вал, функционально связанный с двигателем. Насос содержит также, по меньшей мере, один постоянный двухполюсный магнит, функционально связанный с валом, и канал для прохождения расплавленного металла. Двигатель приводит вал и магнит во вращение относительно канала, тем самым индуцируя в расплавленном металле, текущем внутри канала, электрические токи, взаимодействующие с движущимся магнитным полем с созданием силы, обеспечивающей прокачивание металла через канал. При этом металл вступает в контакт только с внутренней поверхностью канала.
Перечисленные и другие задачи, решенные изобретением, а также его предпочтительные варианты станут ясны при совместном рассмотрении приводимого далее описания, формулы изобретения и чертежей.
Краткое описание чертежей
На фиг.1 представлена на виде сбоку, в упрощенном изображении ленточная машина непрерывного литья металла, оснащенная индукционным насосом, выполненным в соответствии с вариантом изобретения.
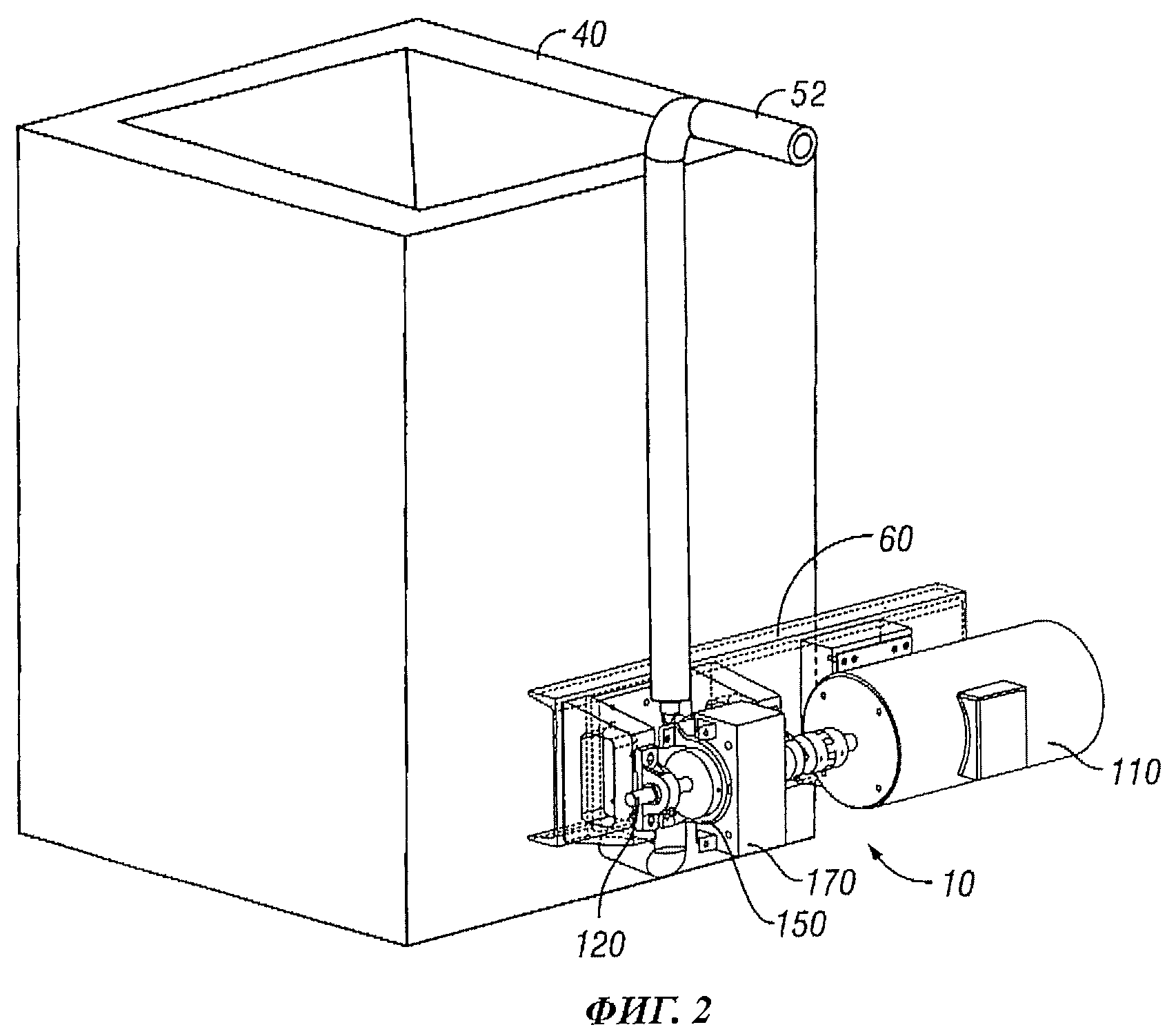
На фиг.2 в перспективном изображении представлен индукционный насос по фиг.1, функционально связанный с плавильной печью.
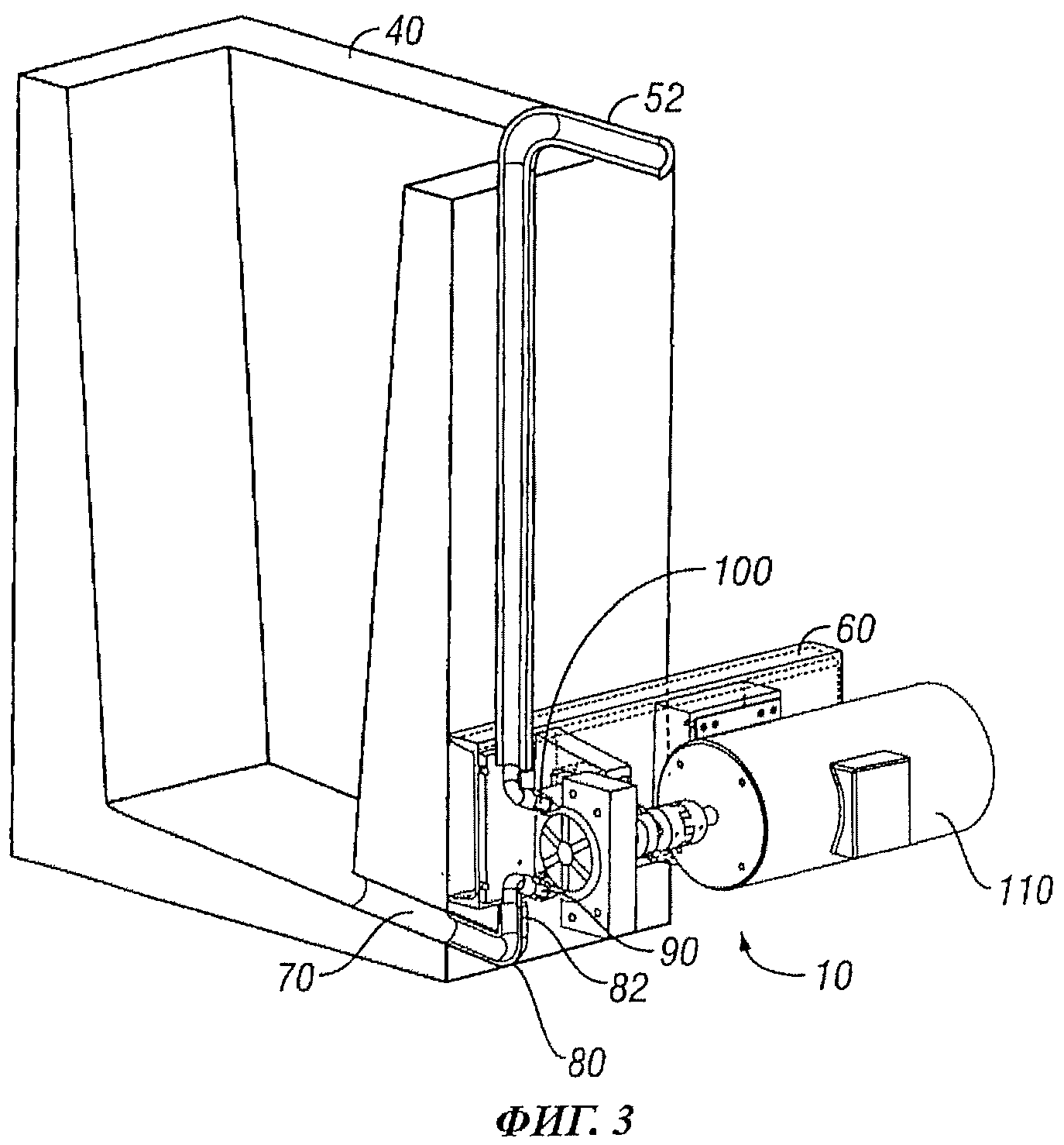
На фиг.3 индукционный насос и плавильная печь по фиг.2 показаны в перспективном изображении, в разрезе.
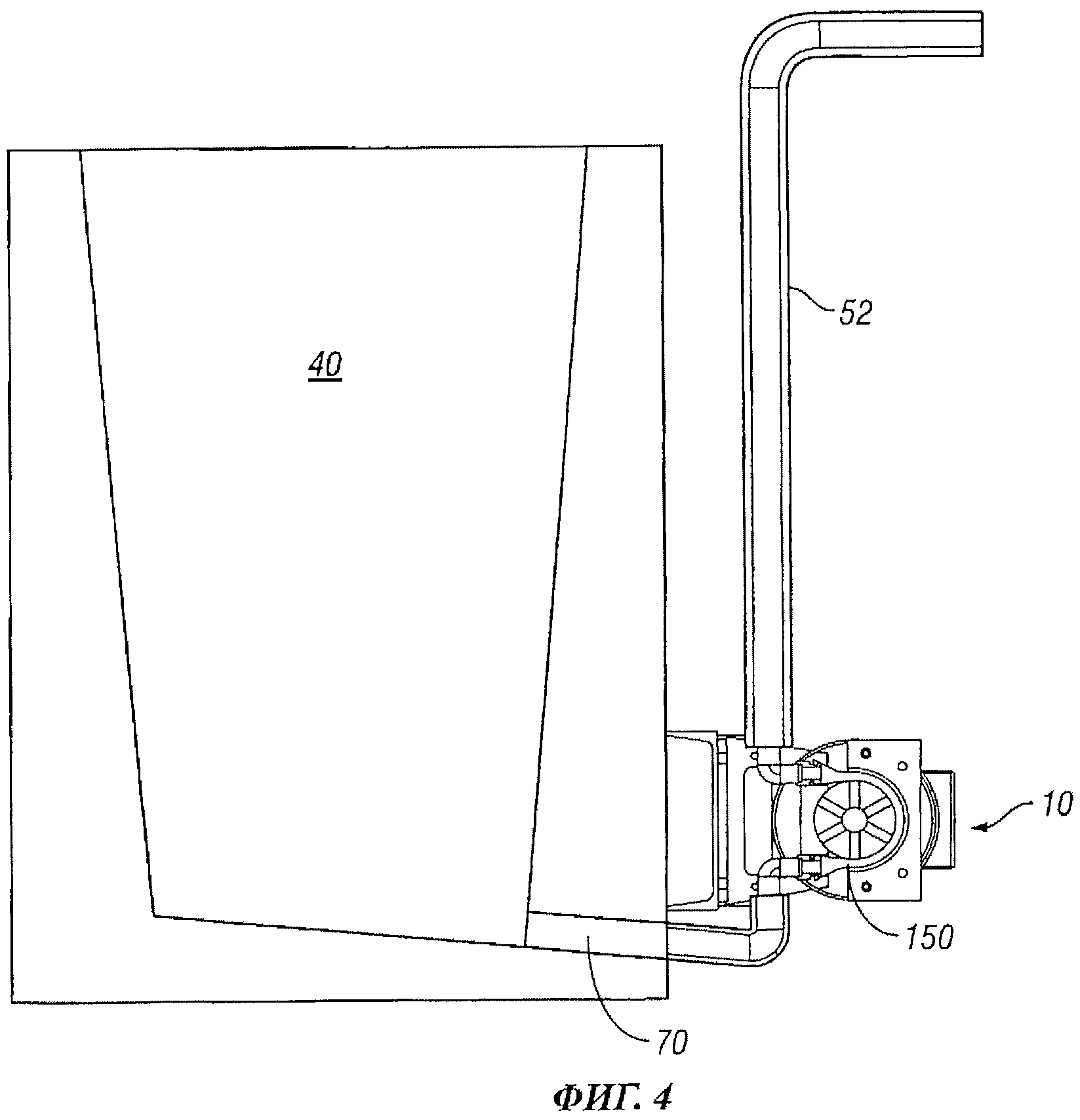
На фиг.4 индукционный насос и плавильная печь по фиг.2 показаны на виде сбоку, в разрезе.
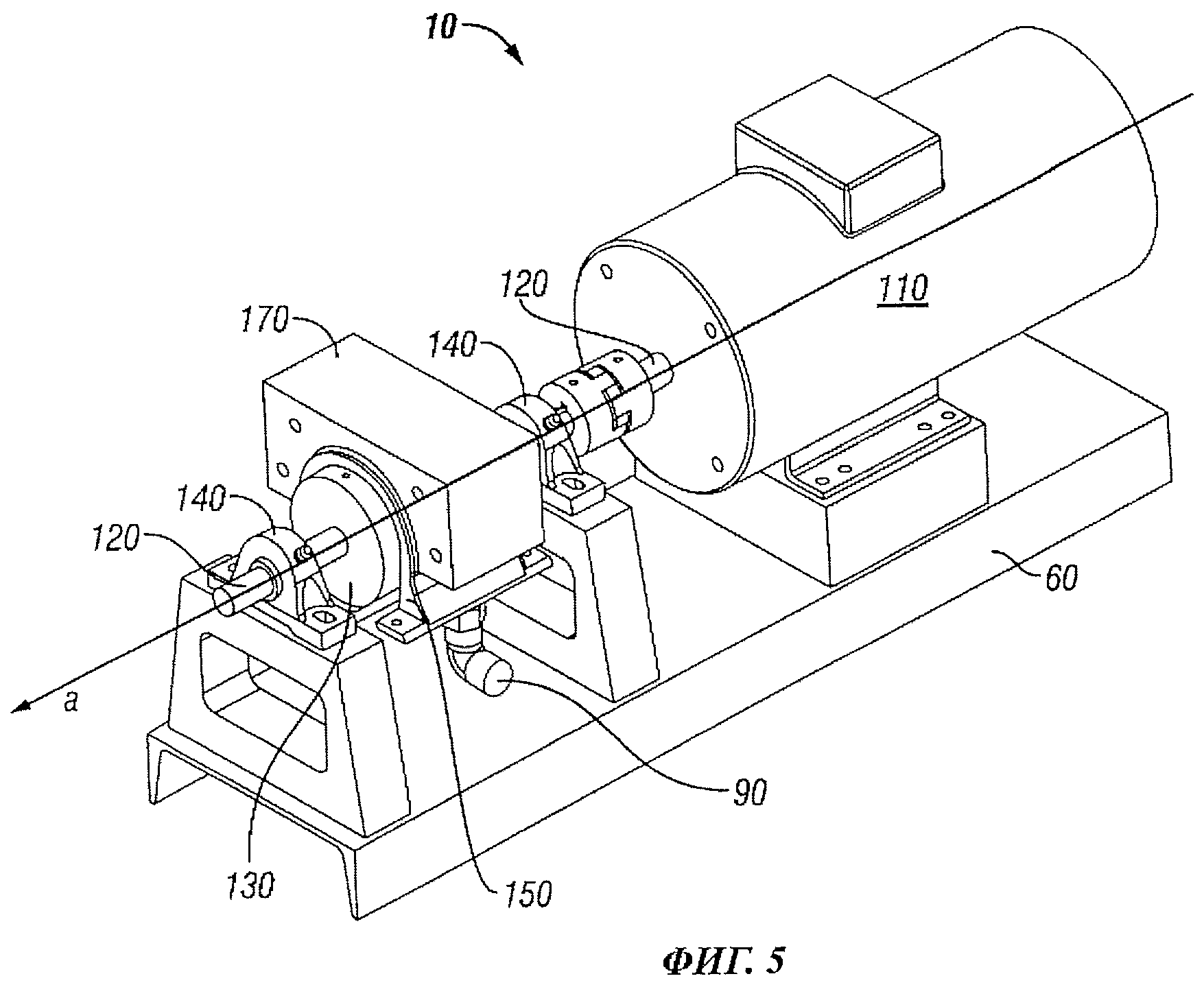
На фиг.5 индукционный насос по фиг.2 показан в перспективном изображении.
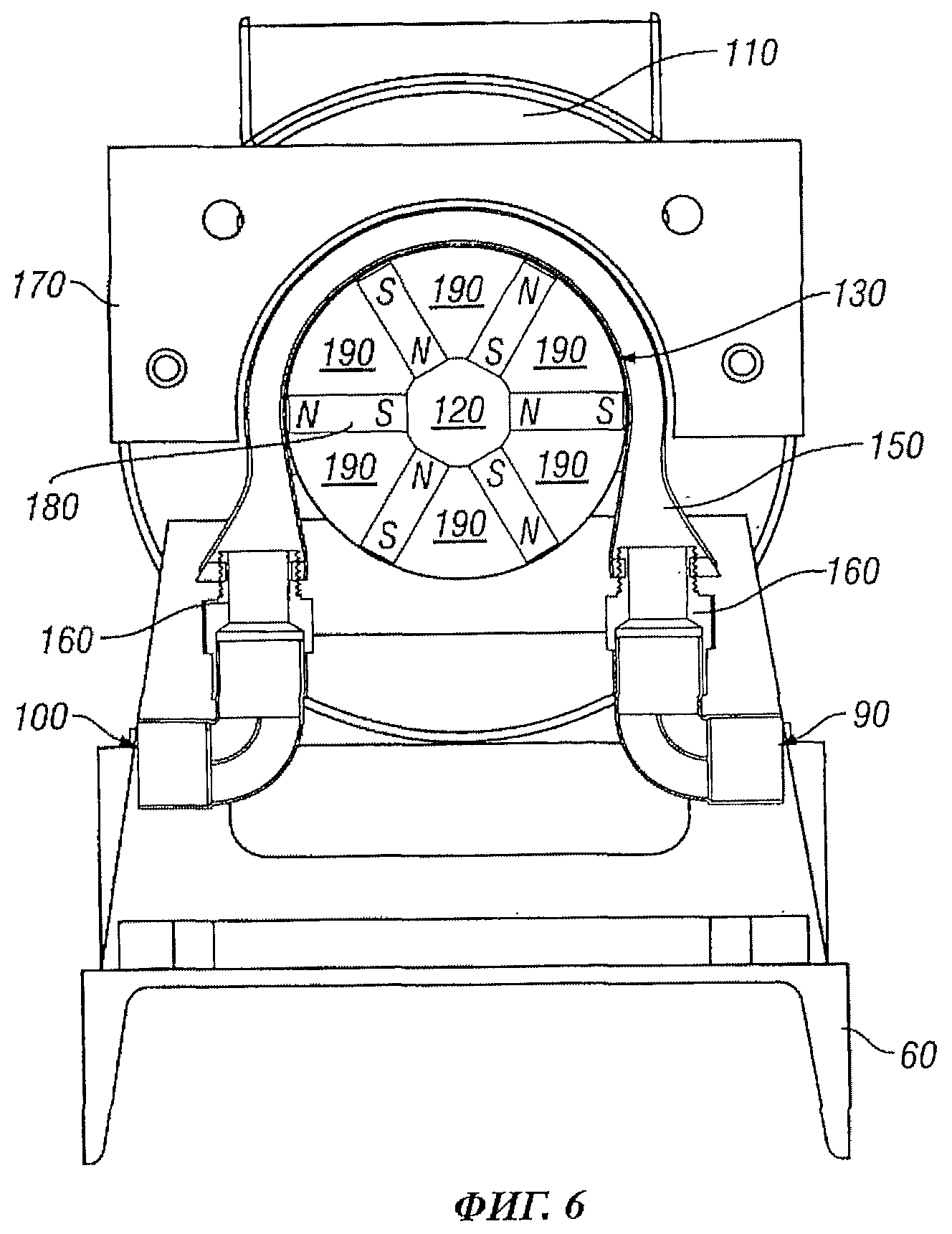
На фиг.6 индукционный насос по фиг.5 показан в поперечном разрезе.
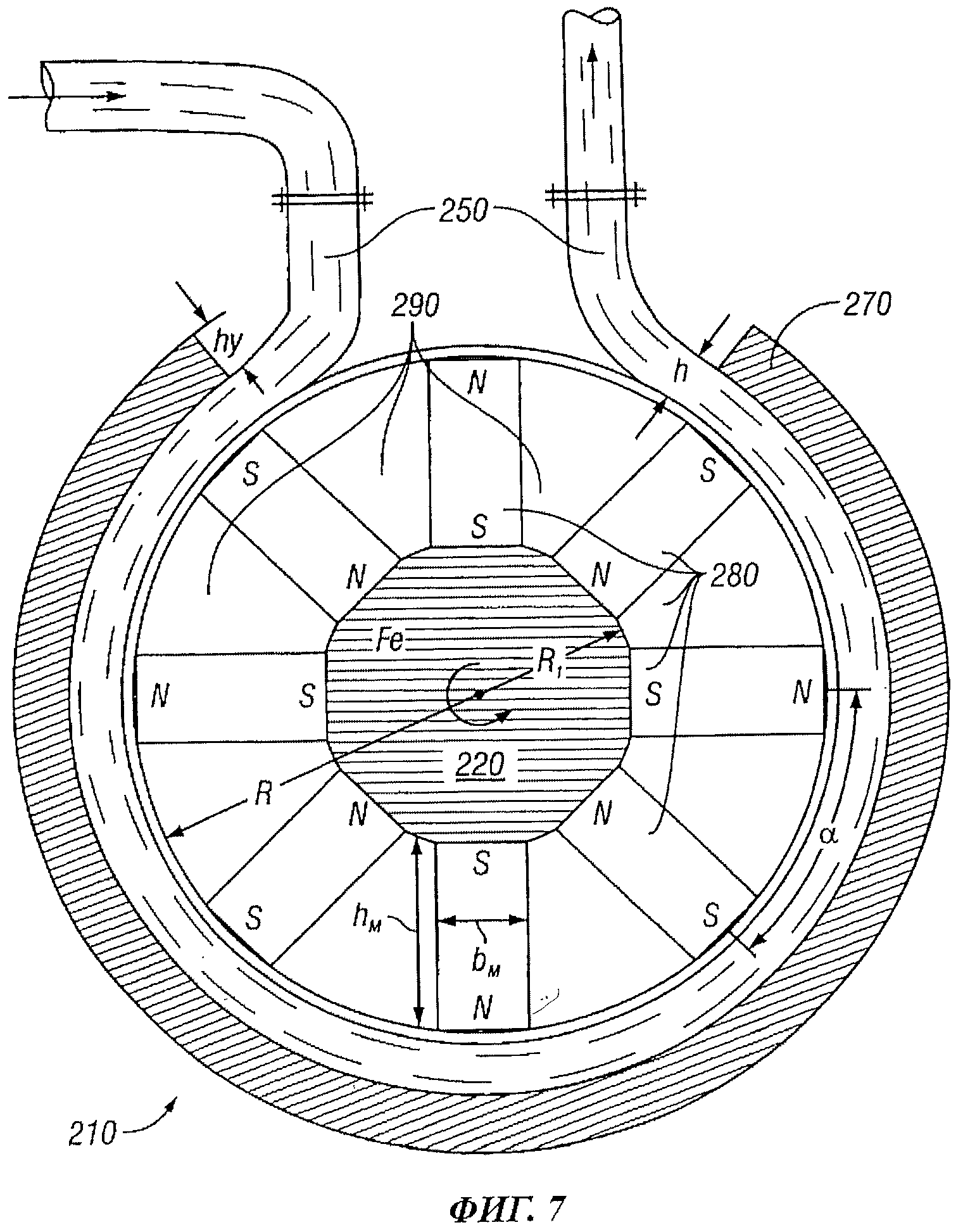
На фиг.7 в упрощенном изображении, в поперечном разрезе представлен альтернативный индукционный насос согласно изобретению.
Осуществление изобретения
На фиг.1 представлен предпочтительный вариант индукционного насоса 10 согласно изобретению, используемого с ленточной машиной 20 непрерывного литья известного типа. Подобные машины используют одну или более гибких литейных лент 22, 24 в качестве стенки или стенок движущейся литейной полости С. Литейные ленты, которые являются тонкими, гибкими и теплопроводными, охлаждаются жидкостью, обычно водой. В машине, использующей две ленты, верхняя литейная лента 22 движется вокруг верхнего транспортера U, а нижняя литейная лента 24 - вокруг нижнего транспортера L. Обе ленты движутся синхронно по овальным траекториям, отмеченным стрелками 34, в то время как расплавленный металл затвердевает между ними внутри движущейся литейной полости С, образованной между перемещающимися литейными лентами, с формированием продукта Р, выходящего из машины. Имеется также пара взаимно смещенных в поперечном направлении краевых порогов 36, которые приводятся в движение и направляются свободно вращающимися роликами 38. Эти краевые пороги 36 образуют пару пространственно разделенных боковых стенок движущейся литейной полости С.
Расплавленный металл М, который должен подаваться в литьевую машину, хранится в плавильной (раздаточной) печи 40. Металл М поступает из печи 40 в индукционный насос 10. По трубе 52 с внутренней теплоизоляцией металл М движется вверх, в литьевую машину 20. Как видно из фиг.1, металл М прокачивается вверх, поступая в промежуточное разливочное устройство или в распределитель 54 для подачи металла к входному концу машины непрерывного литья.
Должно быть понятно, что индукционный насос по изобретению может использоваться в различных применениях, отличных от машин непрерывного литья. Так, насос может применяться просто для переноса расплавленного металла из одного контейнера в другой, например из стационарной раздаточной печи в мобильный контейнер. В дополнение к жидкому расплавленному металлу можно использовать насос по изобретению для перемещения порошка при условии, что он является электропроводным и не слипается в присутствии магнитного поля.
Как показано на фиг.2-5, индукционный насос 10 в типичном случае устанавливается на боковую поверхность печи 40 или иного контейнера. Для этого у насоса 10 имеется основание 60, которое съемным образом крепится к печи 40 посредством обычных крепежных средств, например болтов (не изображены). В идеальном случае насос 10 крепится к той части печи 40, которая находится в непосредственной близости от выпускного канала 70, через который расплавленный металл может вытекать из печи 40. Как показано на фиг.3, выпускной канал 70 предпочтительно снабжен коленчатым патрубком 80, который заканчивается фланцевой секцией 82. Эта секция либо входит в согласованную с ней часть входа 90 насоса 10, либо принимает эту часть, так что расплавленный металл может проходить в насос 10 (фиг.5). Как должно быть очевидно, коленчатый патрубок 80 и контактирующая с ней часть входа 90 насоса должны быть состыкованы с обеспечением надежного, герметичного уплотнения.
Выпускной канал 70 выполнен в боковой части печи 40, расположенной в непосредственной близости от дна печи. В этом случае индукционный насос 10 может быть закреплен также на нижней части печи 40, чтобы он мог находиться ниже уровня расплавленного металла. Это устраняет необходимость специальной операции по начальному заполнению насоса 10 металлом.
Как показано на фиг.3, у насоса 10 имеется выход 100, снабженный сопрягающим участком, состыкованным с трубой 52, снабженной внутренней изоляцией. Данная труба 52 подает расплавленный металл в промежуточное разливочное устройство или в распределитель литьевой машины, или, в других применениях, в отдельный контейнер. Труба 52 должна стыковаться с выходом 100 с обеспечением надежного уплотнения. Из фиг.1 видно, что труба 50 (эквивалентная каналу 70) может завершаться изогнутым, коленчатым патрубком, один конец которого перпендикулярен центральной части трубы 52.
Как показано на фиг.5, индукционный насос 10 содержит несколько компонентов, съемным образом прикрепленных к основанию 60. Эти компоненты включают двигатель 110, приводящий во вращение вал 120. В качестве двигателя 110 предпочтительно использован электродвигатель одного из хорошо известных типов. Должно быть понятно, что в составе насоса можно использовать двигатели различных типов при условии, что они имеют мощность и угловую скорость, достаточные для эффективного прокачивания расплавленного металла при обеспечении желательного напора. Другие предпочтительные варианты двигателя включают пневмо- и гидродвигатели.
Двигатель приводит во вращение вал 120, проходящий через ротор 130 и способный вращать внутренние компоненты ротора 130 вокруг оси а. Как показано на фиг.5, вал 120 установлен на основании 60 посредством опор 140, которые закреплены посредством обычных крепежных элементов.
В состав насоса 10 входит также канал 150, через который течет расплавленный металл. Канал 150 имеет, по существу, форму дуги и образует внутреннюю полость (внутренний проход), через которую (через который) проходит расплавленный металл. На одном конце канала 150 имеется вход 90, а на его противоположном конце - выход 100 (фиг.6). Как показано на фиг.6, вход 90 и выход 100 разъемно присоединены к каналу 150 посредством согласованных резьбовых участков 160. Канал 150 выполнен из немагнитного материала и охвачен ярмом 170, изготовленным из ферромагнитного материала, предпочтительно из тонких пластин кремнистой стали, и имеющим вогнутую внутреннюю часть. Этой части ярма 170 придан профиль, позволяющий плотно охватить дугообразный канал 150.
Как видно из фиг.6, дугообразный канал 150 выполнен так, чтобы плотно охватить также цилиндрический ротор 130, причем поверхности канала 150, ротора 130 и ярма 170, по существу, соосны. Через внутренний объем ротора 130 проходит вал 120, от которого выступают наружу, подобно спицам, постоянные магниты 180. Часть вала 120, находящаяся внутри ротора 130, предпочтительно изготовлена из ферромагнитного материала, например железа.
Ферромагнитное ярмо 170 предпочтительно изготовлено из тонких пластин трансформаторной стали или из другого подходящего материала на железной основе. Ярмо 170 служит для того, чтобы концентрировать магнитный поток, создаваемый постоянными магнитами, в канале 150 и тем самым повышать эффективность насоса 10 по изобретению. Хотя ярмо 170 не является обязательным для обеспечения работоспособности индукционного насоса по изобретению, было обнаружено, что оно способно повысить напряженность магнитного поля на 20-30%.
Постоянные магниты 180 предпочтительно являются мощными неомагнитами. Неомагниты содержат редкоземельный химический элемент, например неодим или самарий. Редкоземельные элементы относятся к семейству лантаноидов, имеющих атомные номера от 57 до 71. Неомагниты характеризуются высокими значениями магнитной силы и уникальной способностью создавать магнитные поля, распространяющиеся через относительно широкие воздушные промежутки, вакуумные промежутки или промежутки, заполненные немагнитными (т.е. неферромагнитными) материалами с обеспечением высоких напряженностей магнитного поля в подобных промежутках.
Как показано на фиг.6, по существу, прямоугольные магниты 180 являются двухполюсными, т.е. имеющими северный (отрицательный) и южный (положительный) полюса N, S. Магниты 180 чередуются таким образом, что северный полюс одного магнита расположен смежно с южным полюсом соседнего магнита. В типичной конфигурации имеется 6 магнитов с чередующимися полюсами. Можно видеть, что магниты 180 выступают из вала 120 подобно спицам и имеют равномерное распределение, т.е. угловые расстояния между смежными магнитами-спицами одинаковы для всех магнитов. При этом полюса магнитов ориентированы таким образом, что северный полюс первого магнита находится точно напротив южного полюса магнита на противоположной стороне вала 120.
Магниты 180 отделены друг от друга вставками 190, обеспечивающими конструктивную целостность внутреннего объема ротора и эффективно предотвращающими смещения магнитов при вращении. Вставки 190 предпочтительно изготовлены из алюминия или из любого другого магнитоинертного материала.
Конфигурация неомагнитов 180 и их относительная близость к каналу 150 являются важными аспектами изобретения: было обнаружено, что такая конфигурация создает магнитный поток, достаточно сильный, чтобы перемещать расплавленный металл. Более конкретно, сильный магнитный поток, созданный взаимодействием северных и южных полюсов, оптимальным образом проникает в расплавленный металл внутри канала, индуцируя в металле ток. Интенсивность потока, создаваемого неомагнитами в представленной конфигурации, достаточна для того, чтобы эффективно перемещать металл через канал и выводить его из насоса.
Индукционный насос по изобретению функционирует на основе принципов Фарадея-Лоренца, в соответствии с которыми электрическая энергия преобразуется в расплавленном металле в механическую кинетическую энергию. Более конкретно, движущиеся магниты индуцируют ток внутри расплавленного металла. Механическая кинетическая энергия, генерируемая за счет сил, создаваемых внутри расплавленного металла свободными электронами, обеспечивает эффективное перемещение металла внутри канала.
Индуцирование тока в расплавленном металле соответствует еще одному важному аспекту изобретения. Переменное во времени магнитное поле создает вихревые токи. Такое индуцирование вихревых токов в расплавленном металле внутри канала посредством вращающихся неомагнитов, полностью заключенных внутри ротора, устраняет необходимость в электродах, вступающих в контакт с расплавленным металлом, который контактирует только с внутренними стенками канала. Это позволяет сформировать долговечный и герметичный канал.
Таким образом, магнитный поток от полюсов магнитов служит в качестве насосного колеса, причем величину напора и расход металла можно варьировать изменением скорости вращения ротора, которая пропорциональна расходу.
На фиг.7 представлен альтернативный вариант насоса по изобретению, обозначенного как 210. В этом варианте ротор содержит не 6, а 8 неомагнитов 280, выступающих из вала 220. 8 магнитов 280 разделены вставками 290. В этом варианте также имеется канал 250, находящийся внутри ярма 270. Следует учитывать, что могут быть использованы и иные количества магнитов при условии, что они генерируют поток, достаточный, чтобы перемещать расплавленный металл.
Для конфигурации, представленной на фиг.7, существуют оптимальные геометрические соотношения. Эти соотношения охватывают следующие компоненты и переменные:
hm = высота магнитного полюса;
h = высота внутреннего прохода в канале;
α = угловое расстояние между полюсами (угловой шаг полюсов);
bm = ширина магнитного полюса;
R = радиус ротора;
R1 = радиус вала;
ρ = количество пар полюсов;
N=2ρ = количество полюсов;
hy = толщина ярма.
Указанные соотношения имеют место между hm и h, между угловым шагом α и bm, между α и радиусом R ротора и количеством N полюсов, между hу и bm и между радиусом R1 вала и bm. Более конкретно, предпочтительно выдержать следующие соотношения:
высота hm магнитного полюса предпочтительно выбрана не меньшей, чем удвоенная или утроенная высота h прохода;
угловое расстояние α между полюсами предпочтительно выбрано не меньшим, чем удвоенная или утроенная двойная высота 2h прохода;
угловое расстояние между полюсами выбрано равным 2πR/2ρ или 2πR/N;
толщина hу ярма должна быть большей, чем половина ширины (bm) магнитного полюса, или равной ей;
радиус (R1) вала должен быть большим, чем ширина (bm) магнитного полюса, или равным ей.
Эти соотношения особенно важны для оптимизации мощности насоса согласно изобретению.
Хотя указанные соотношения приведены в контексте варианта по фиг.7, эти соотношения и соответствующая им геометрия могут использоваться для оптимизации характеристик насоса и с другими конфигурациями неомагнитов, например с конфигурацией по фиг.6.
Кроме того, может быть разработан насос, использующий для перемещения расплавленного металла линейное движение неомагнитов. В такой конфигурации магниты могут линейно перемещаться по замкнутому контуру смежно с каналом.
Хотя изобретение было описано применительно к предпочтительным вариантам, специалистам будет понятно, что, не выходя за пределы изобретения, в него можно вносить различные модификации, например путем замены его элементов на их эквиваленты. В связи с этим изобретение должно рассматриваться не как ограниченное какими-то конкретными вариантами, а как включающее все эквивалентные варианты.
Реферат
Изобретение относится к области электротехники, в частности к магнитно-индукционному насосу для прокачивания расплавленного металла. Насос содержит двигатель и вал, функционально связанный с двигателем, а также, по меньшей мере, один постоянный двухполюсный магнит, функционально связанный с валом, и канал для прохождения расплавленного металла. Двигатель приводит вал и постоянные магниты во вращение с их перемещением относительно канала, в результате чего в расплавленном металле, находящемся внутри канала, индуцируются вихревые токи, взаимодействующие с движущимся магнитным полем с созданием силы, обеспечивающей прокачивание металла через канал, при этом металл контактирует только с внутренней поверхностью канала. Обеспечение возможности прокачивания, торможения и выдачи заданных порций расплавленного металла, изменения направления течения расплавленного металла при мобильности самой конструкции является техническим результатом изобретения. 3 н. и 22 з.п. ф-лы, 7 ил.
Формула
двигатель;
вал, функционально связанный с двигателем;
по меньшей мере, один постоянный двухполюсный магнит, функционально связанный с валом, и
немагнитный канал для прохождения расплавленного металла;
при этом двигатель приводит в движение указанный вал и магнит относительно указанного канала с возможностью индуцирования электрического тока в расплавленном металле, находящемся в канале, для прокачивания через канал расплавленного металла, вступающего в контакт только с указанным каналом.
двигатель;
ферромагнитный вал, функционально связанный с двигателем;
двухполюсные магниты в виде неомагнитов, функционально связанных с валом и генерирующих сильный магнитный поток;
магнитоинертный канал для прохождения расплавленного металла, имеющий вход и выход;
при этом двигатель обеспечивает вращение вала и магнитов вдоль одного края канала с индуцированном тем самым в расплавленном металле внутри канала вихревых токов, взаимодействующих с магнитным полем с созданием силы, обеспечивающей прокачивание расплавленного металла от входа к выходу при контактировании расплавленного металла только с указанным каналом.
подачу расплавленного металла к входу канала индукционного насоса и приведение в движение постоянных двухполюсных магнитов вдоль канала от его входа к его выходу, причем магниты генерируют переменный магнитный поток, который индуцирует в расплавленном металле вихревые токи, взаимодействующие с движущимся магнитным полем с созданием силы, достаточной для обеспечения прокачивания расплавленного металла через канал;
при этом расплавленный металл контактирует только с поверхностью указанного канала, но не с любым другим компонентом индукционного насоса.
Документы, цитированные в отчёте о поиске
Способ, система и аппарат, использующие высокоэнергетические постоянные магниты для электромагнитного перемещения, торможения и дозирования расплавленных металлов, подаваемых в литейные машины
Способы, использующие высокоэнергетические постоянные магниты для электромагнитного нагнетания, торможения и дозирования расплавленных металлов, подаваемых в литейные машины
Комментарии