Способ, система и аппарат, использующие высокоэнергетические постоянные магниты для электромагнитного перемещения, торможения и дозирования расплавленных металлов, подаваемых в литейные машины - RU2256279C2
Код документа: RU2256279C2
Чертежи
Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к области литья металлов, более конкретно, к электромагнитному перемещению расплавленного металла при производстве металлических изделий методом литья, например, посредством машин непрерывного литья. Изобретение относится также к задаче периодического перемещения измеренных, дозированных, контролируемых и/или заданных количеств расплавленного металла в литейный аппарат, содержащий ряд идентичных форм для получения набора или серии по существу идентичных металлических отливок. Новые способы, система и аппарат, соответствующие настоящему изобретению, предлагают использование постоянных магнитов с дальнодействующими магнитными полями для электромагнитного перемещения, торможения, измерения расхода и управления расходом расплавленного металла.
Уровень техники
Необходимость управляемой подачи расплавленного металла в промышленных количествах является важной задачей при разливке металлов в литейных аппаратах разных видов для предотвращения перелива или недостаточной подачи металла. Например, непрерывная управляемая подача полезна для согласования скорости подачи расплавленного металла со скоростью работы литейного устройства или машины, в которую постоянно подается расплавленный металл. В известных системах используются дорогостоящие поворотные печи, разливочные желоба и стопоры с сервоуправлением. Однако реакция на сигнал управления в подобных системах относительно слабая, и их техническое обслуживание может быть дорогостоящим. Кроме того, каждая остановка операции непрерывного литья может включать в себя выгрузку и повторное плавление большого количества расплавленного металла.
В патенте США №5377961 раскрыто устройство для выталкивания малых капель припоя на печатную плату. Это устройство восходит к идеям Майкла Фарадея и Андре-Мари Ампера, высказанным в начале девятнадцатого столетия. Применение фарадеевского правила правой руки для определения направления индуцированной электродвижущей силы можно видеть на примере обмоток ротора электрических машин. Этот принцип также известен, как закон Ампера-Лоренца.
Прототипы насосов, действующих на подобном принципе, описаны в следующих публикациях:
1) L. R. Blake, “Conduction and Induction Pumps for Liquid Metals”, Proceedings of the Institution of Electrical Engineers, Volume 104 (July 1956) pp.49-67; и
2) D. A. Watt, “The Design of Electromagnetic Pumps for Liquid Metals”, Proceedings of the Institution of Electrical Engineers, Volume 106 (December 1958) pp.761-781 (далее “Watt”).
Эти насосы используются для прокачки расплавленного натрия или калия в качестве охладителя через активную зону атомных реакторов. В насосах, описанных в этих публикациях, использовался дорогостоящий электромагнит очень крупных размеров, через который пропускали очень большой ток. Для перекачки очень легкого жидкого металла с расходом 7570 л/мин, требовался ток около 100000 A (Watt, pp.98, 95).
В патенте США №5009399 также был использован принцип Фарадея. Зоной, где создавалось давление, являлась дискообразная, тонкая в осевом направлении полость в виде кругового цилиндра, в котором расплавленному металлу придавалось круговое движение. Источником однонаправленного магнитного поля через тонкое сечение цилиндрической полости являлся электромагнитный “соленоид” без каких-либо движущихся частей.
Плотность магнитного потока электромагнитов и обычных постоянных магнитов резко падает, если в их магнитной цепи (в магнитопроводе) встречается препятствие в виде небольшого немагнитного промежутка (зазора).
Сущность изобретения
Способы, система и аппарат, составляющие сущность настоящего изобретения, применимы для электромагнитного приведения в движение, перемещения, остановки движения, измерения расхода и/или управления подачей значительных количеств расплавленного металла через канал нагнетания. Такая подача расплавленного металла может производиться в направлении любого подходящего литейного аппарата и внутрь него, например, в случае непрерывной управляемой подачи в машину непрерывного литья, как показано на фиг.1 и 1А. Примером такой подачи может также являться периодическое перемещение измеренных, дозированных, контролируемых и/или заданных количеств расплавленного металла в подходящий литейный аппарат, содержащий ряд идентичных литейных форм для получения набора или серии идентичных металлических отливок.
В этих случаях используется принцип Ампера-Фарадея для режима двигателя, при котором электрическая энергия преобразуется в механическую, причем наиболее характерным является использование в качестве насоса. Режим работы может быть легко обратим для остановки движения или дросселирования.
Проблему неприемлемой стоимости и большого размера электромагнита для создания магнитного поля, необходимого для перекрытия большого зазора в магнитопроводе, удалось обойти за счет использования высокоэнергетических постоянных так называемых “неомагнитов”, состоящих из магнитного материала, который содержит редкоземельный элемент, например такой, как неодим. Расчеты показали, что сами катушки, т.е. проволочные обмотки электромагнита самой эффективной конфигурации, имеющего мощность, эквивалентную мощности высокоэнергетических постоянных неомагнитов с редкоземельными элементами, будут занимать объем примерно в 130 раз больший, нежели объем, занимаемый неомагнитами. Более того, неомагниты не выделяют бесполезного тепла, в то время как электромагнит выделял бы значительное тепло за счет прохождения большого тока через электрическое сопротивление его обмоток.
Свойство “дальнодействия” неомагнитов, расположенных, сориентированных и организованных в виде узлов особой конфигурации, как это будет далее показано и описано, позволяет впервые осуществить экономически реальное, точное управление подачей промышленных количеств расплавленных металлов. Такое точное управление делает возможным давать старт движению потоков расплавленного металла, останавливать их или корректировать почти мгновенно. Отсутствуют какие-либо движущиеся части. Зона течения расплавленного металла является закрытой или защищена инертной атмосферой и, следовательно, исключается турбулентность течения и коррозионный контакт с атмосферой.
Способ, система и аппарат по изобретению, как вариант, предусматривают наличие электромагнитного расходомера. В расходомере используется принцип Фарадея для режима генератора, при котором механическая энергия преобразуется в электрическую. Соответственно, выходной сигнал электрического датчика, указывающий скорость расплавленного металла, может быть использован для управления динамикой насосного действия.
Перечень фигур чертежей
На чертежах широкие стрелки, отмеченные буквой В, представляют ось однонаправленного магнитного потока сильного магнитного поля. Широкие стрелки, отмеченные буквой I, представляют направление постоянного тока, который, как показано на нескольких фигурах, протекает от “+” к “-”. Широкие стрелки, отмеченные буквой М, представляют направление потока расплавленного металла в режиме насоса; а широкие стрелки, отмеченные буквой Р, представляют движение затвердевшего продукта.
На различных фигурах аналогичные номера и буквы указывают на аналогичные элементы, части и/или составляющие устройств.
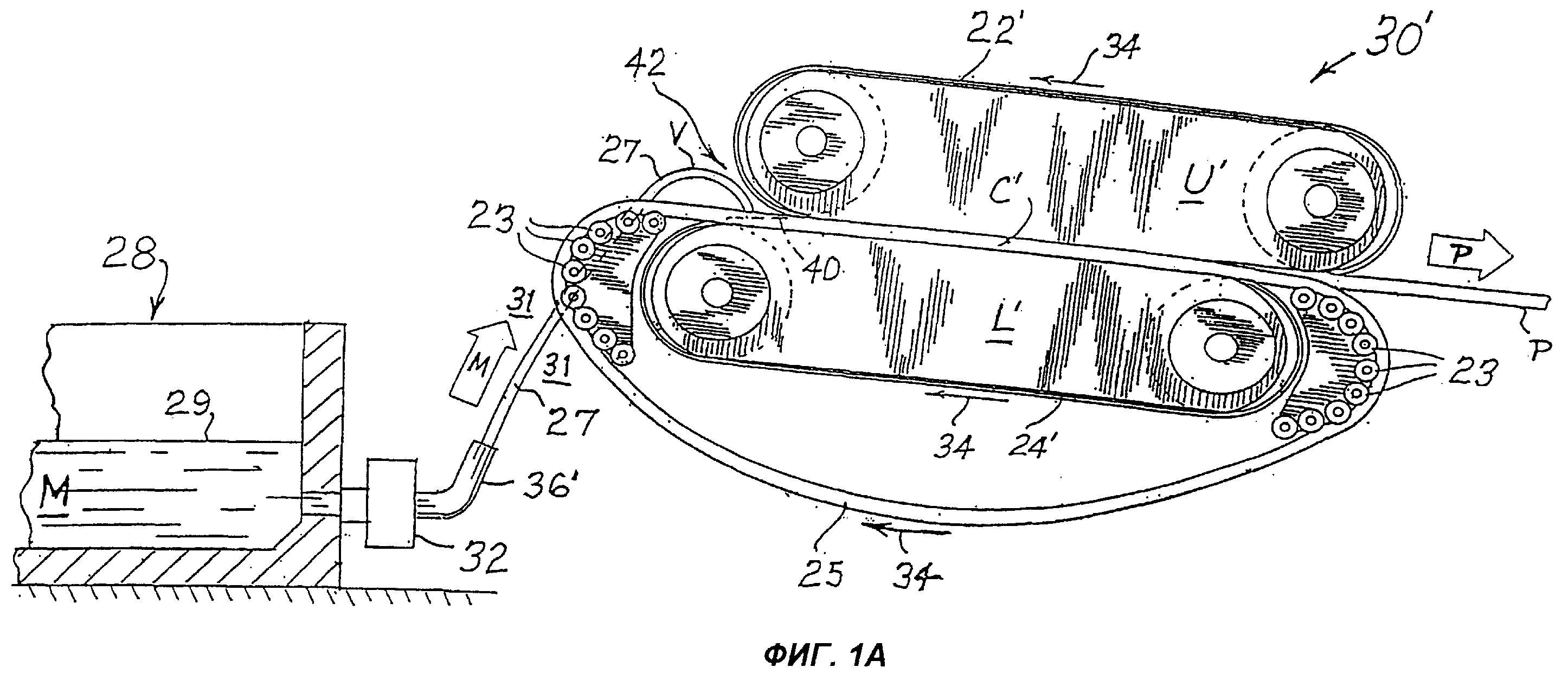
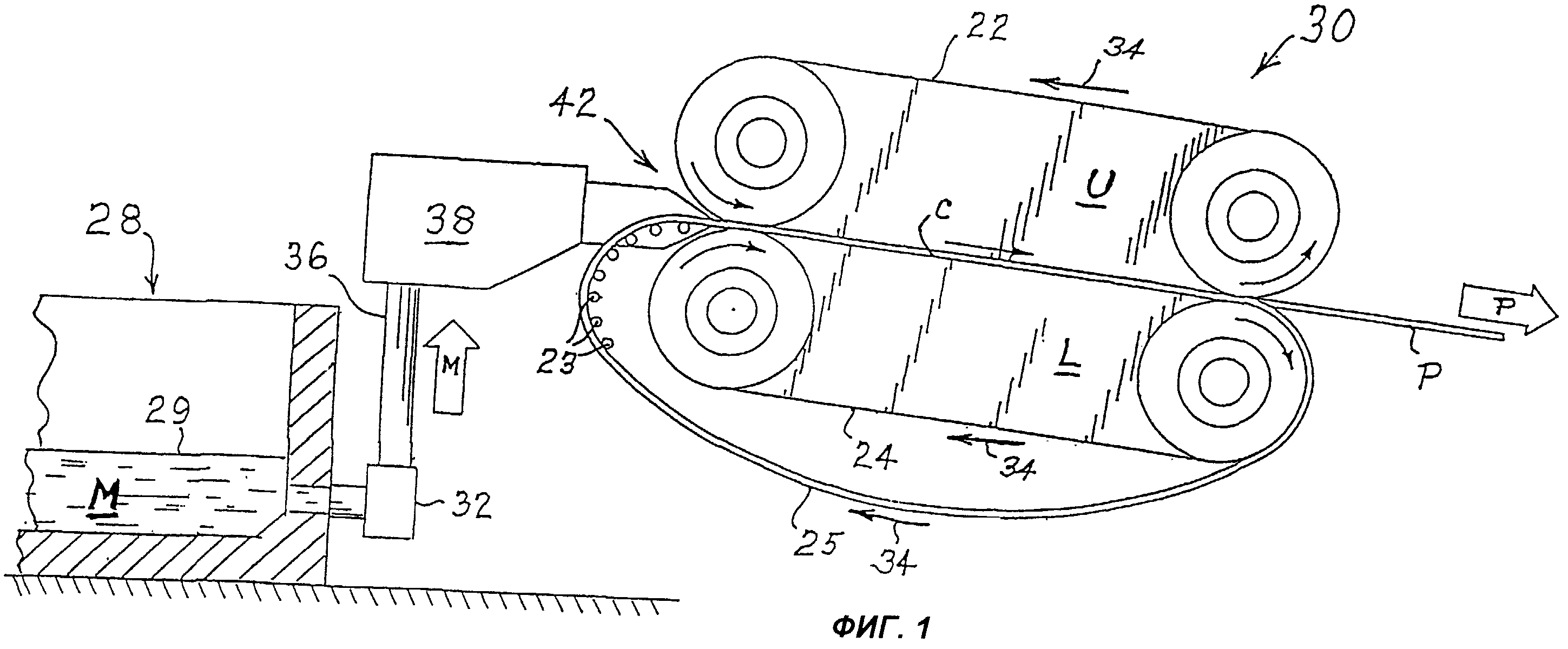
Фиг.1 изображает, на виде сбоку, электромагнитный насос в соответствии с настоящим изобретением, устроенный таким образом, чтобы перекачивать расплавленный металл вверх из печи на ленту машины непрерывного литья, служащую одним из примеров литейного устройства, которое может быть выгодно использовано при совместной работе с таким электромагнитным насосом.
Фиг.1А подобна фигуре 1, за исключением того, что труба, ведущая от насоса к машине непрерывного литья, в своей большей части опущена. На фиг.1А показано, что расплавленный металл подается вверх в виде свободной, неограниченной, фонтанирующей струи в форме параболической дуги, движущейся сквозь защитную инертную атмосферу.
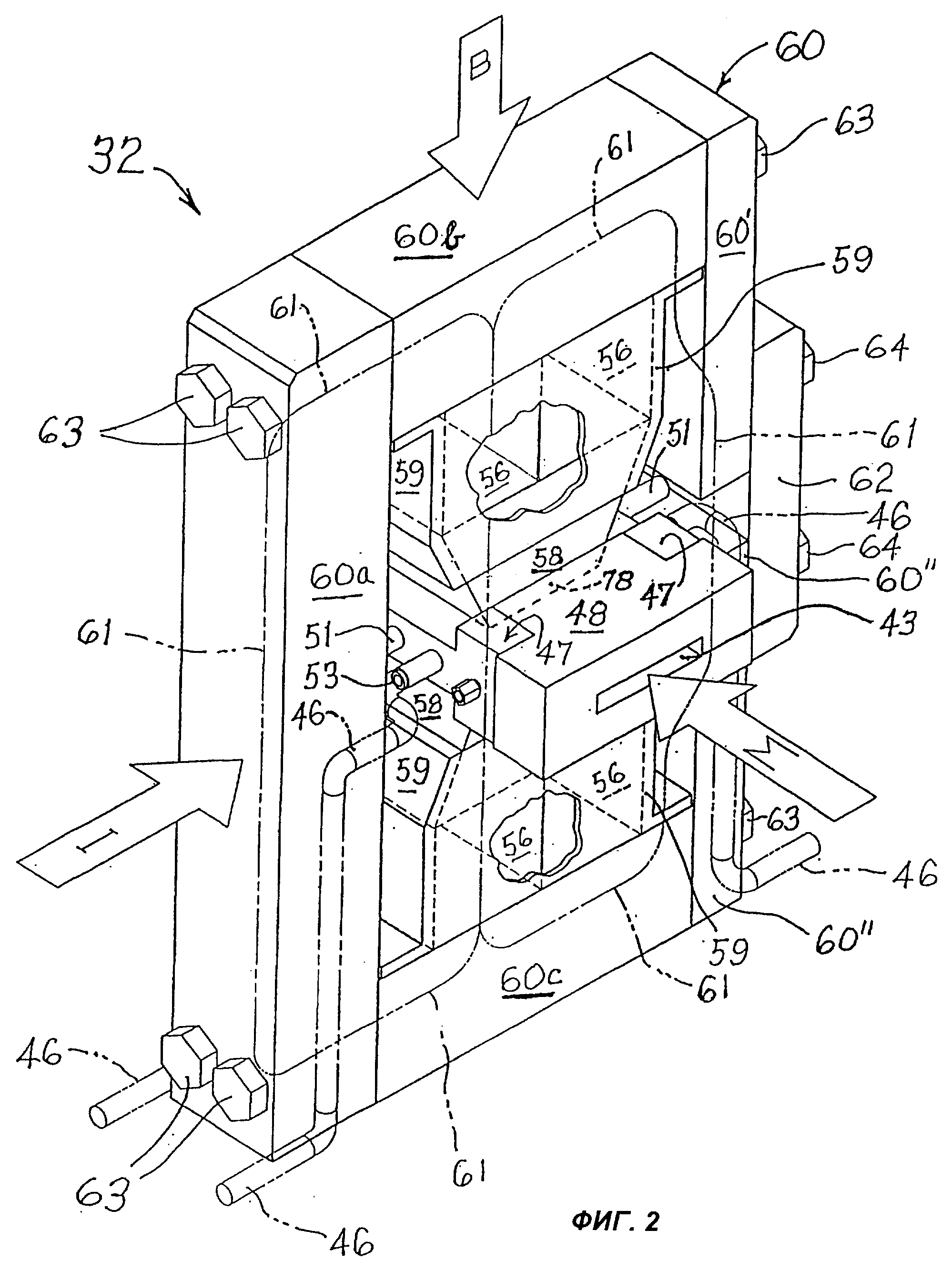
Фиг.2 представляет собой перспективный вид насоса для расплавленного металла, соответствующего настоящему изобретению. Аппарат насоса показан сверху, если смотреть под углом вниз со стороны, откуда движется металл. Штриховыми линиями показаны четыре высокоэнергетических, постоянных неомагнита, организованные попарно - два сверху и два снизу от потока М расплавленного металла, что более наглядно представлено на фиг.2А. Каждая пара магнитов на фиг.2 и 2А показана в сборе с соответствующим полюсным наконечником скошенной формы, торец которого направлен на поток М расплавленного металла.
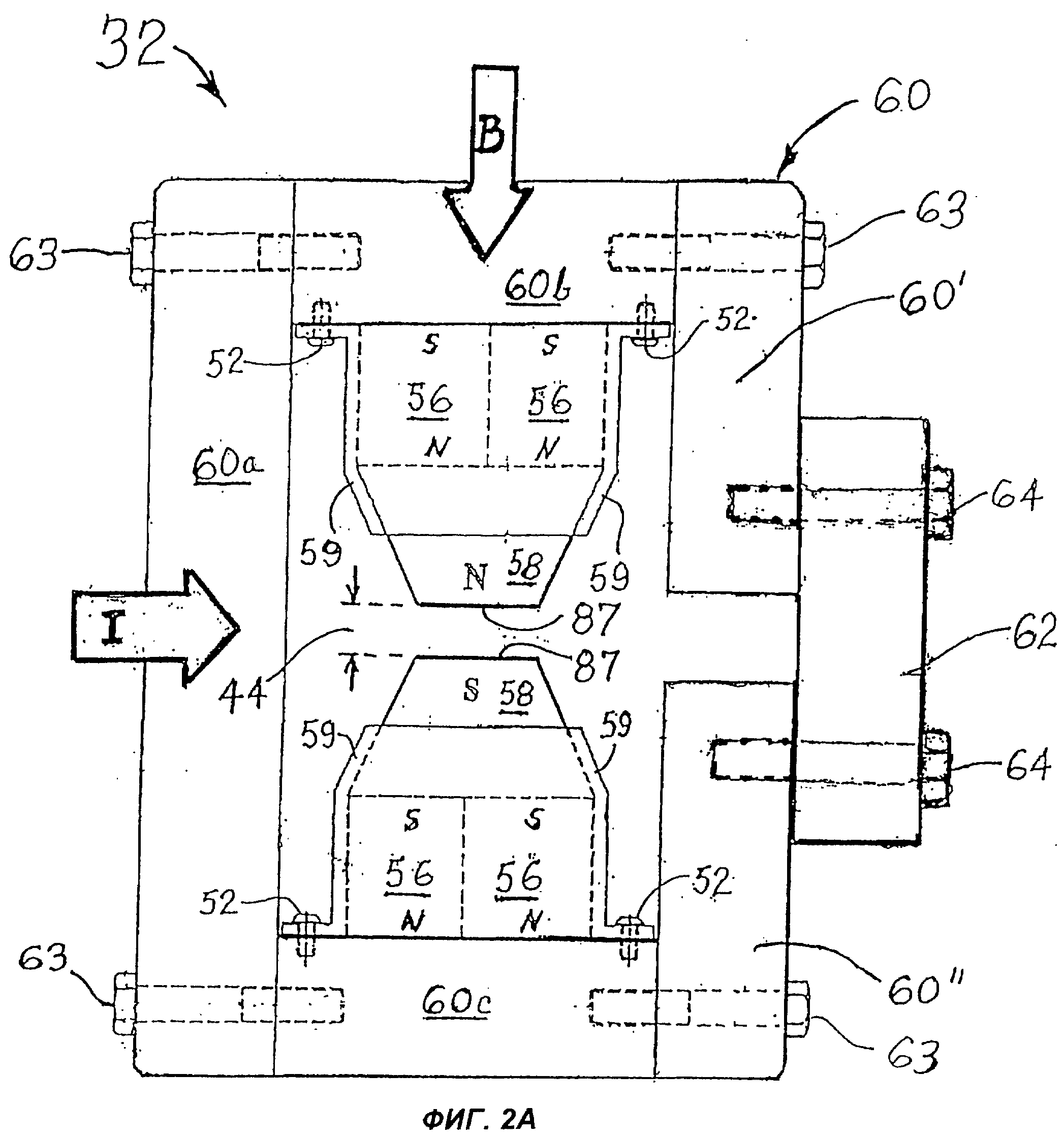
Фиг.2А представляет собой вертикальную фронтальную проекцию насоса, показанного на фиг.2. Для наглядности, фиг.2А изображает только узлы неомагнитов вместе с полюсными наконечниками, закрепленными в немагнитных оболочках, или кожухах, и с ярмом из магнитомягкого ферромагнитного материала.
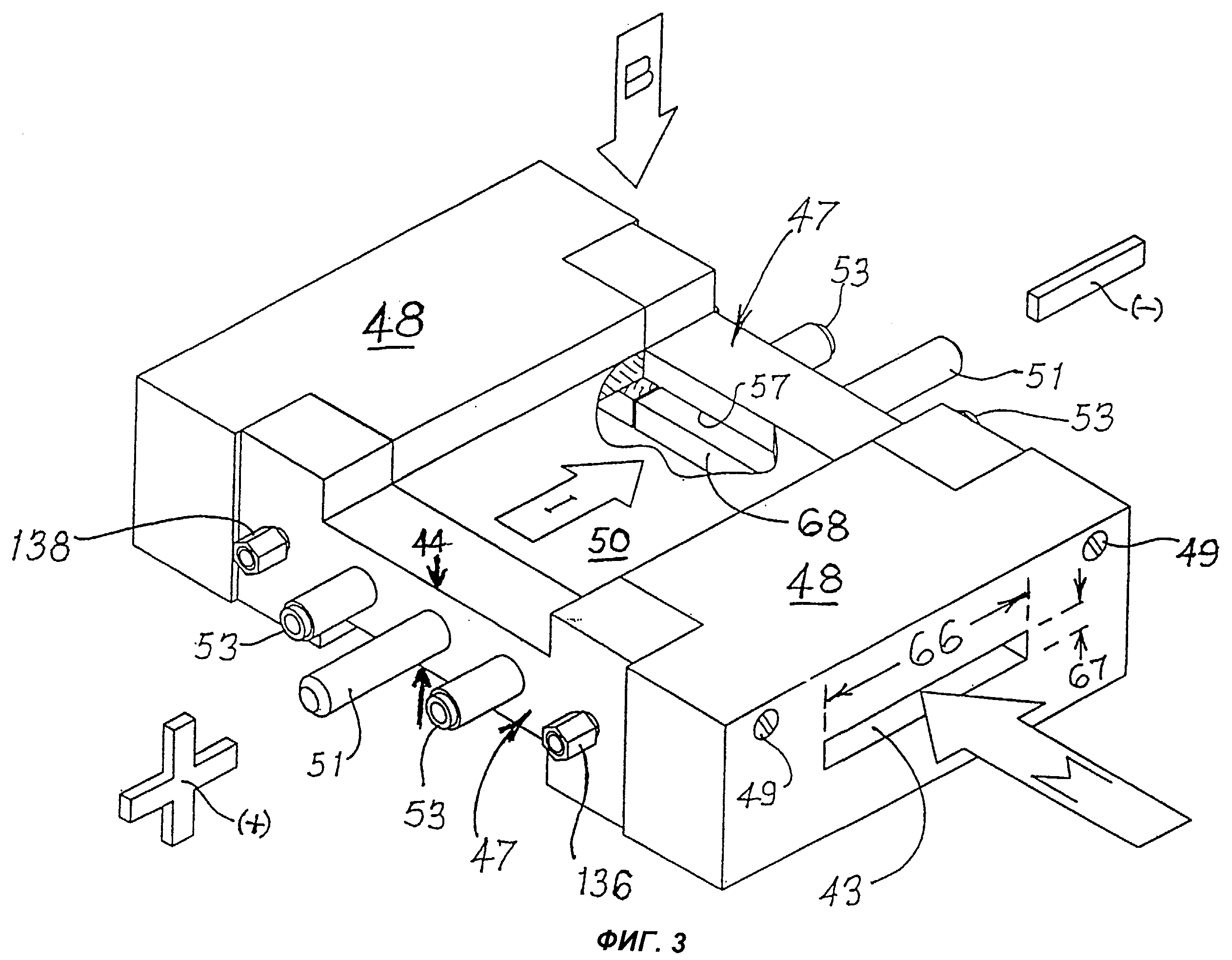
Фиг.3 - это вид в перспективе металлопровода и связанных с ним элементов в аппарате насоса для расплавленного металла по фиг.2, если смотреть под углом сверху вниз со стороны, откуда движется металл.
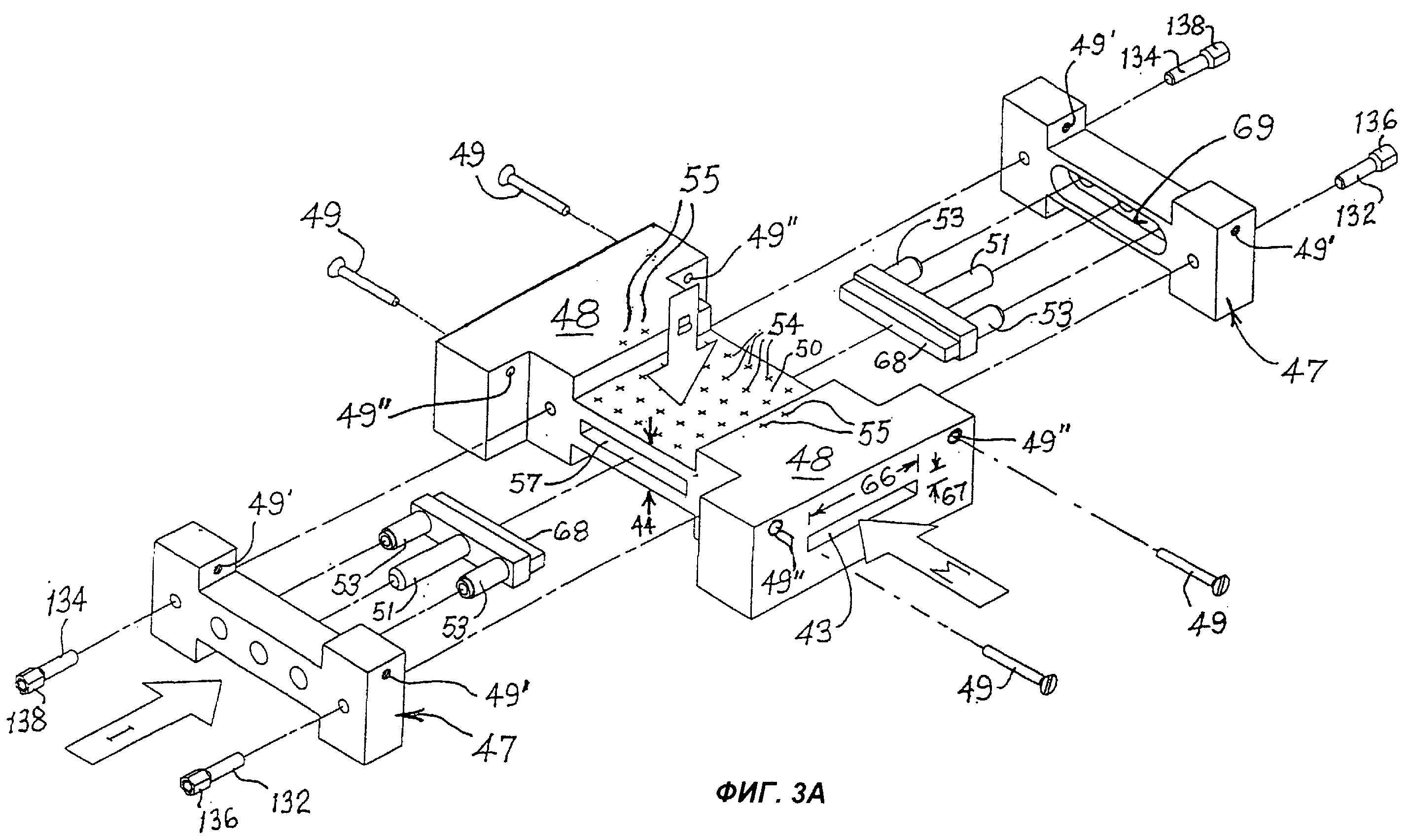
Фиг.3А представляет собой перспективный вид с пространственным разделением деталей металлопровода насоса по фиг.2 и связанных с ним элементов, если смотреть под углом сверху вниз со стороны, откуда движется металл. Этот вид изображает элементы, связанные с электродами насоса и с электродами для измерения скорости движения металла. Вертикально идущие силовые линии однонаправленного магнитного потока В показаны небольшими крестиками.
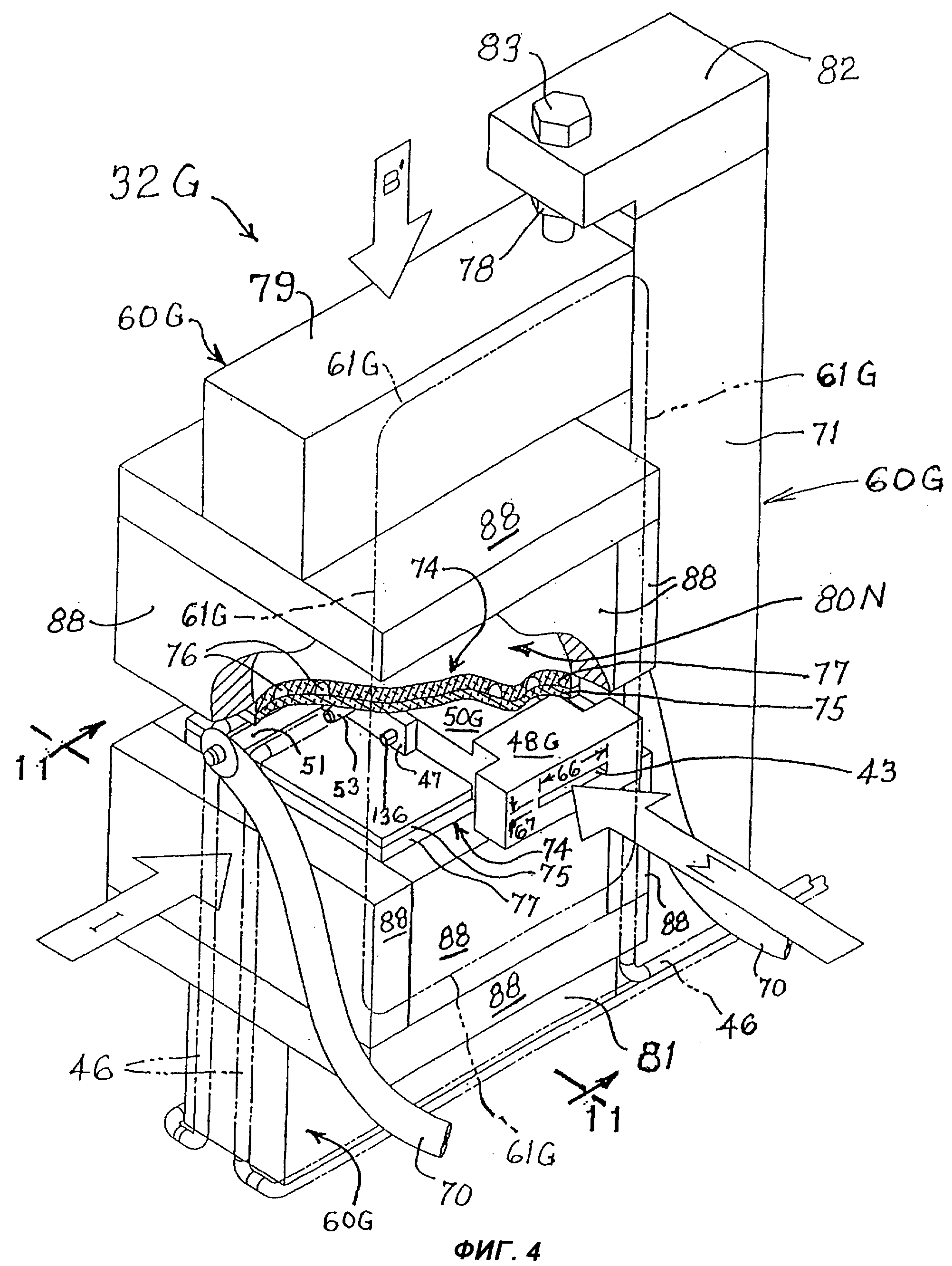
Фиг.4 изображает, на перспективном виде, насос расплавленного металла с концентрированным магнитным потоком высокой плотности, в соответствии с настоящим изобретением, если смотреть под углом сверху в направлении движения металла. Частичный разрез показывает верхнюю камеру охлаждения и тонкую часть металлопровода. Для наглядности, очертания верхних и нижних узлов высокоэнергетических неомагнитов и их соответствующих полюсных наконечников на этом виде не показаны.
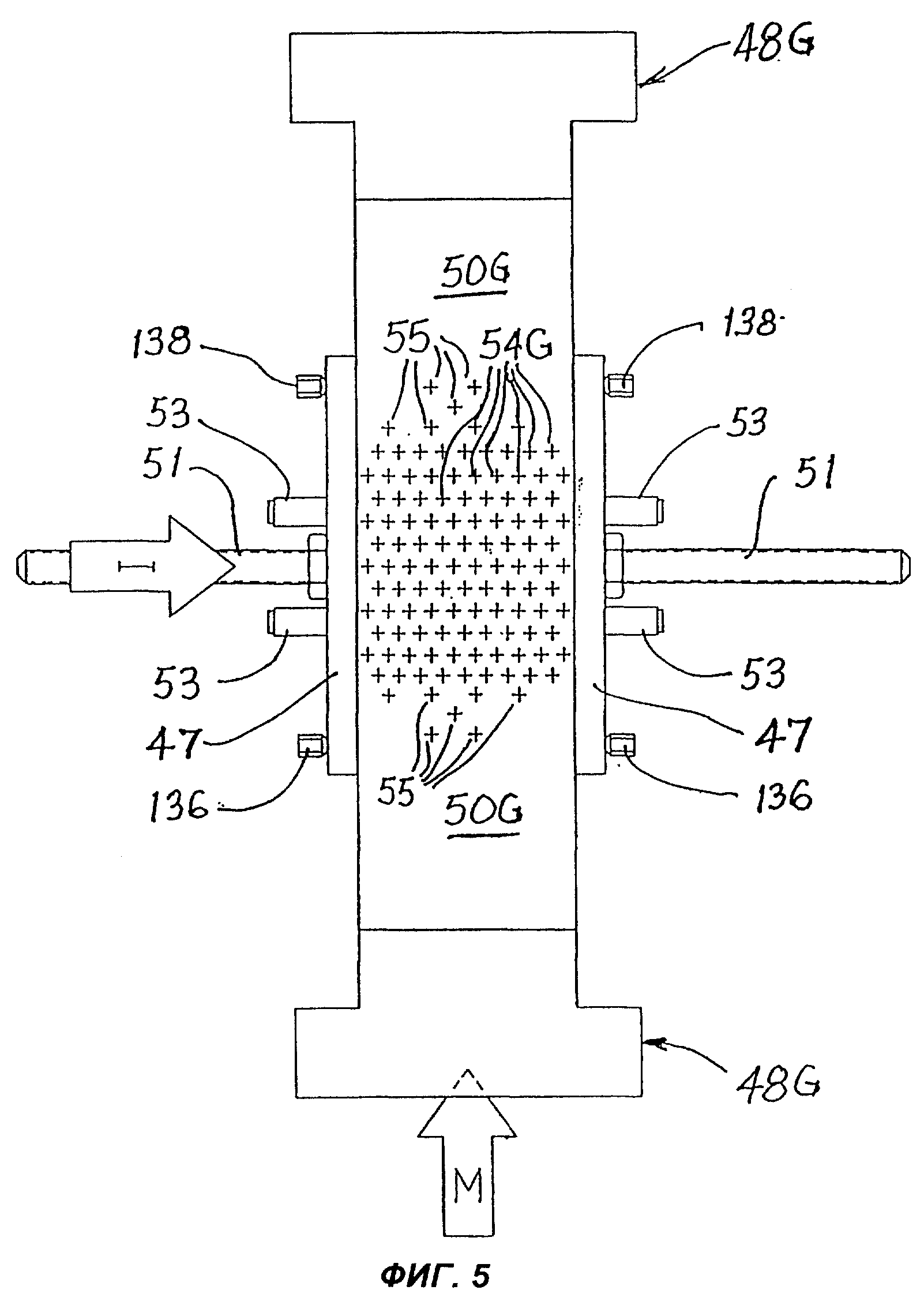
Фиг.5 представляет собой вид сверху на металлопровод насоса расплавленного металла, показанного на фиг.4. Вертикальные силовые линии однонаправленного магнитного потока видны в сечении и обозначены небольшими крестиками.
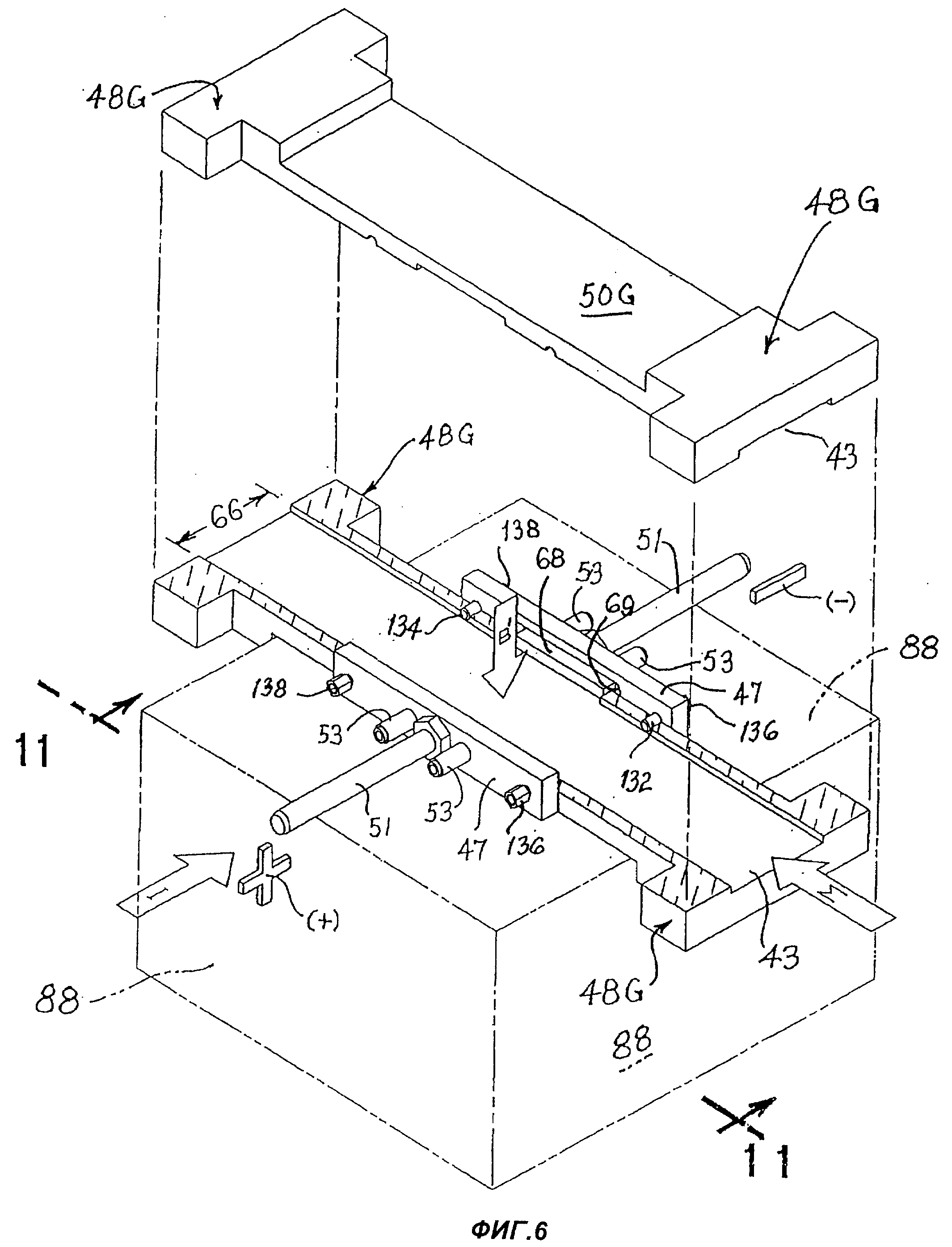
Фиг.6 представляет собой перспективный вид с пространственным разделением деталей и сечениями металлопровода насоса расплавленного металла с концентрированным магнитным потоком высокой плотности, показанного на фиг.4, если смотреть с той же точки, что и на фиг.4. Дополнительно показаны четыре электрода датчика скорости металла.
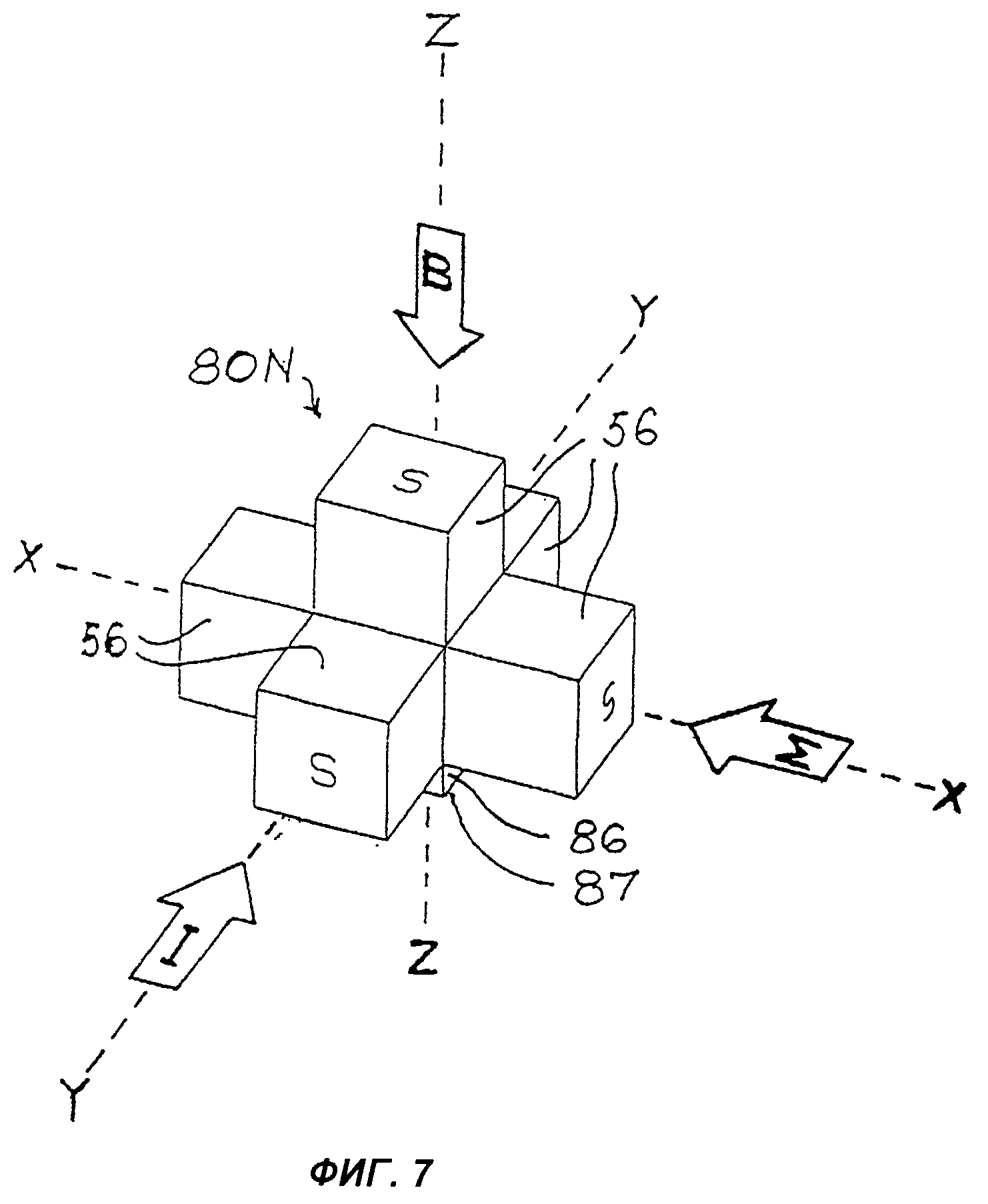
Фиг.7 представляет собой перспективный вид узла из пяти неомагнитов с концентрированным магнитным потоком высокой плотности, который используется в насосе расплавленного металла, показанном на фиг.4, 5 и 6. Вид на фиг.7 соответствует той же точке и направлению наблюдения, что и виды на фиг.4 и 6, Для наглядности неактивные заполняющие блоки, показанные на фиг.9 и 10, на фиг.7 и 8 опущены.
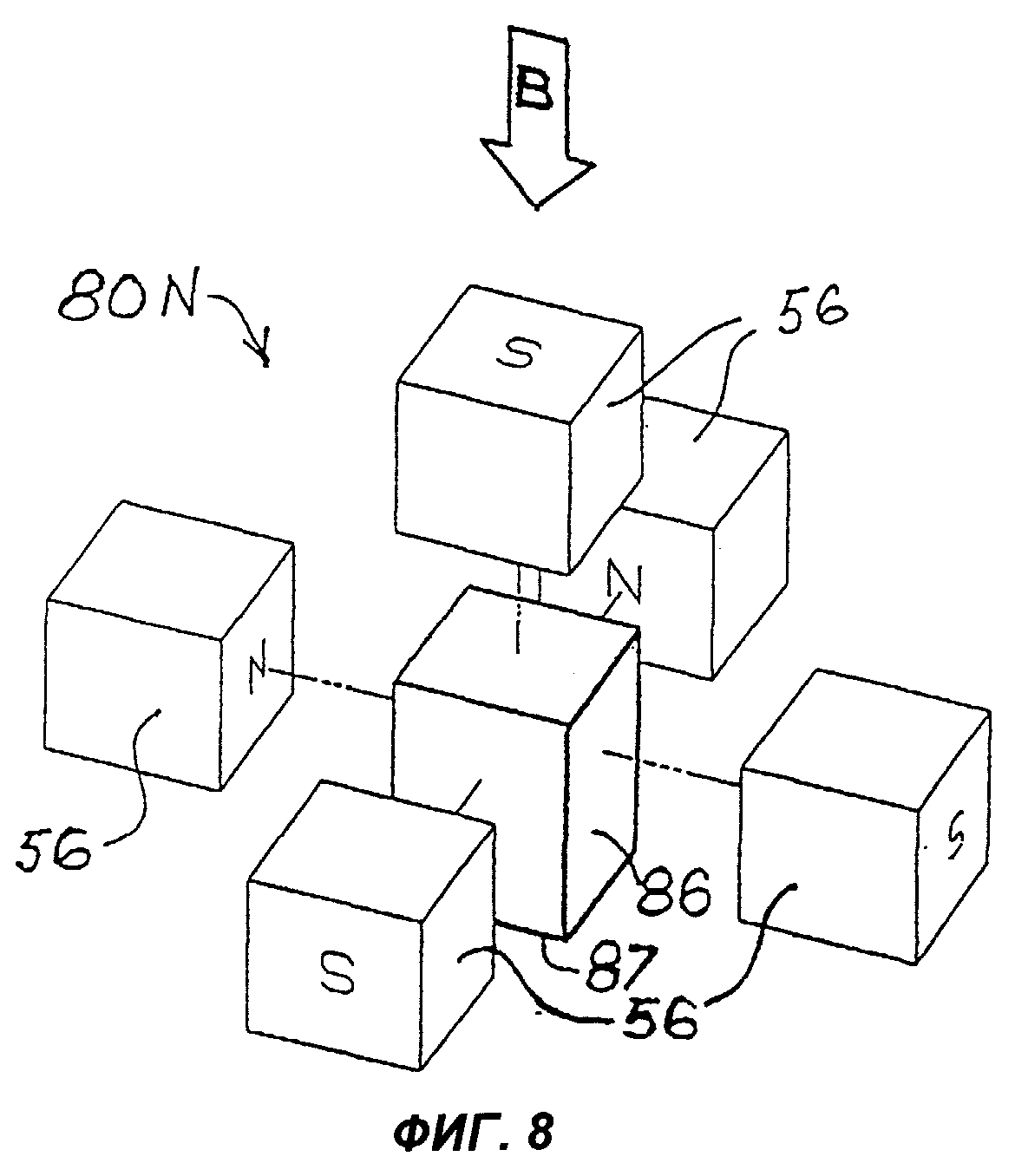
Фиг.8 представляет собой перспективный вид с пространственным разделением деталей узла неомагнитов, показанного на фиг.7.
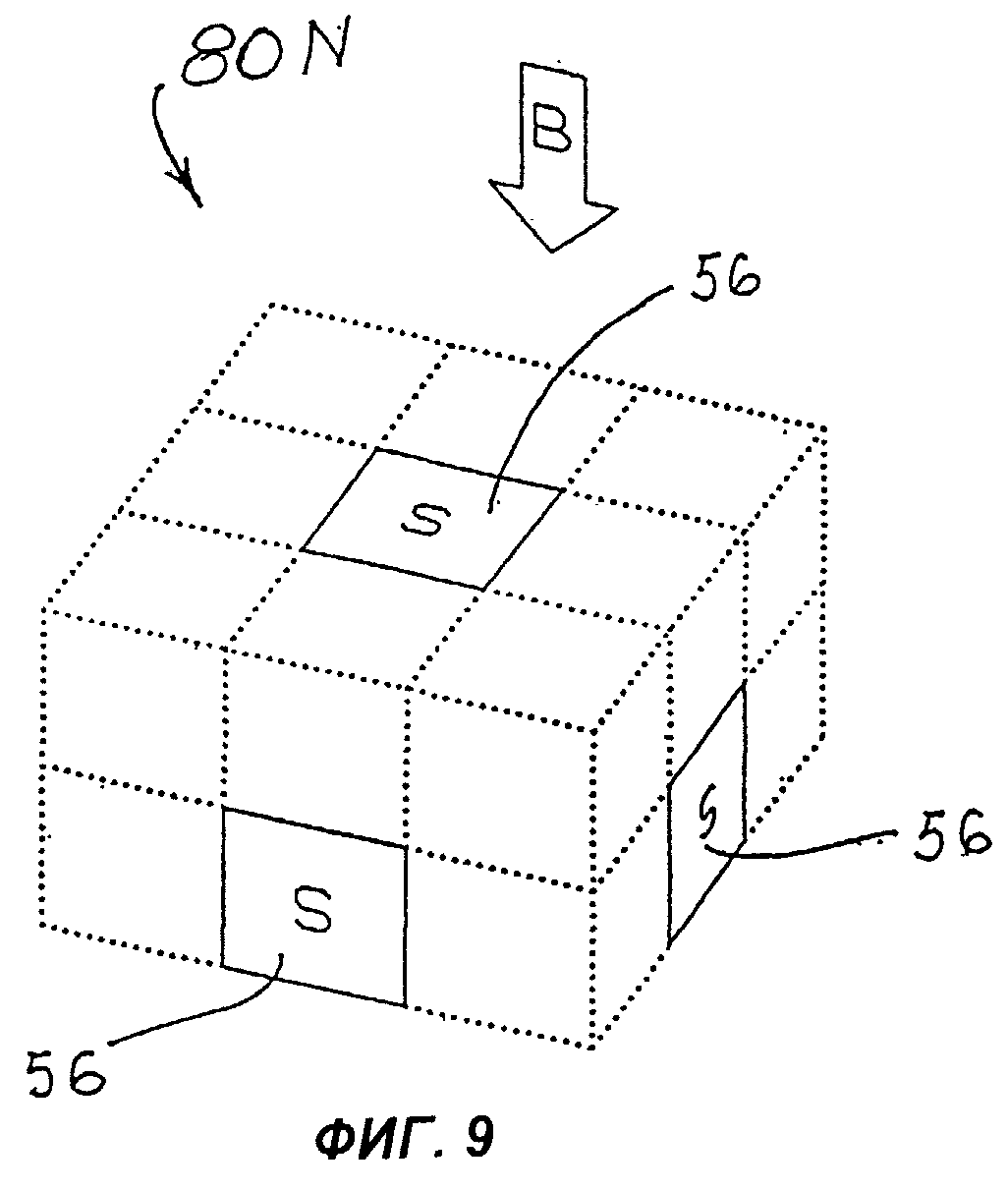
Фиг.9 представляет собой перспективный вид узла неомагнитов по фиг.7, на котором пунктирными линиями очерчены поддерживающие заполняющие блоки, неактивные в магнитном отношении, которые входят в узел, показанный на фиг.7, но для наглядности опущены на фиг.7.
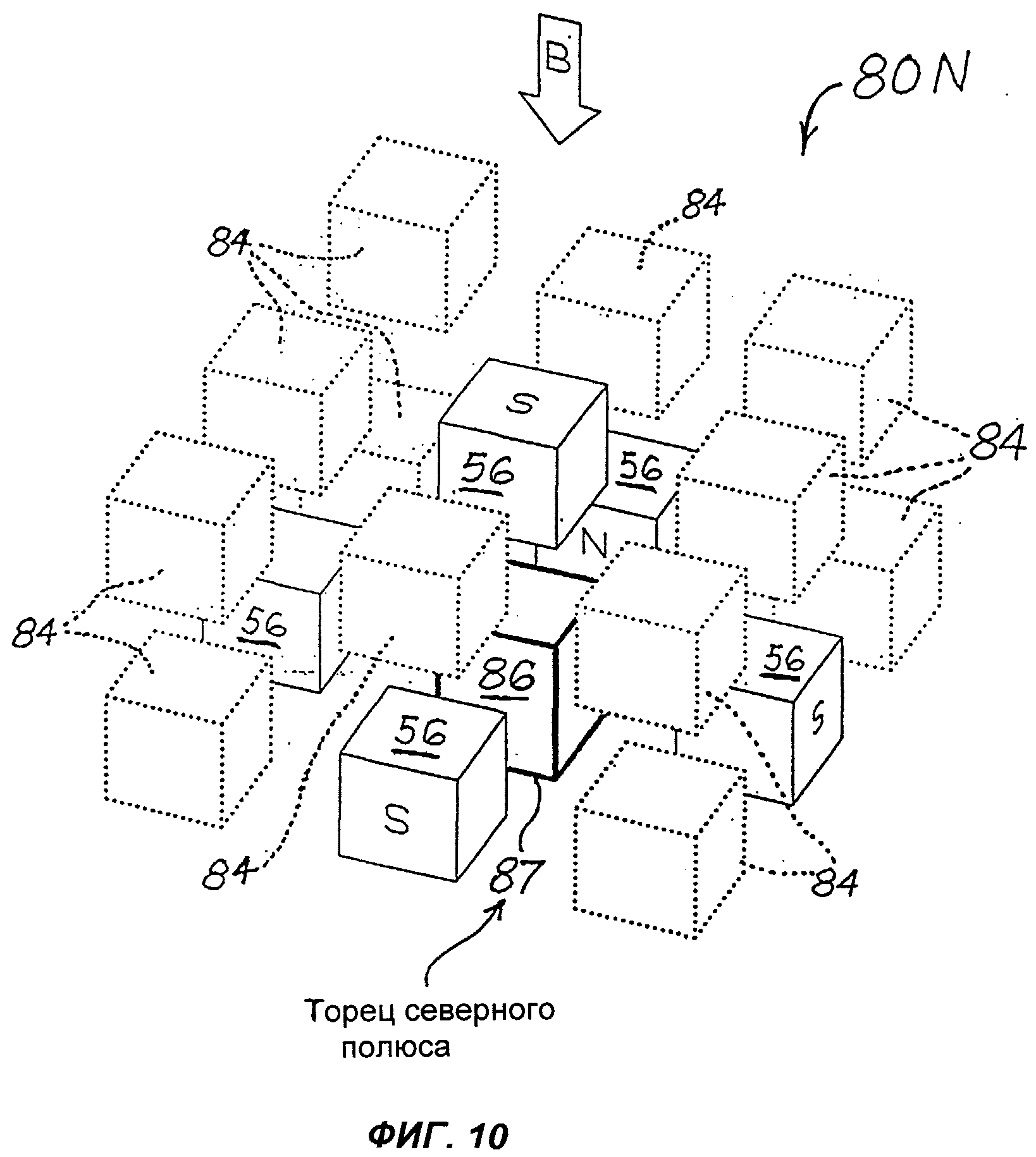
Фиг.10 представляет собой перспективный вид с пространственным разделением деталей узла, показанного на фиг.9.
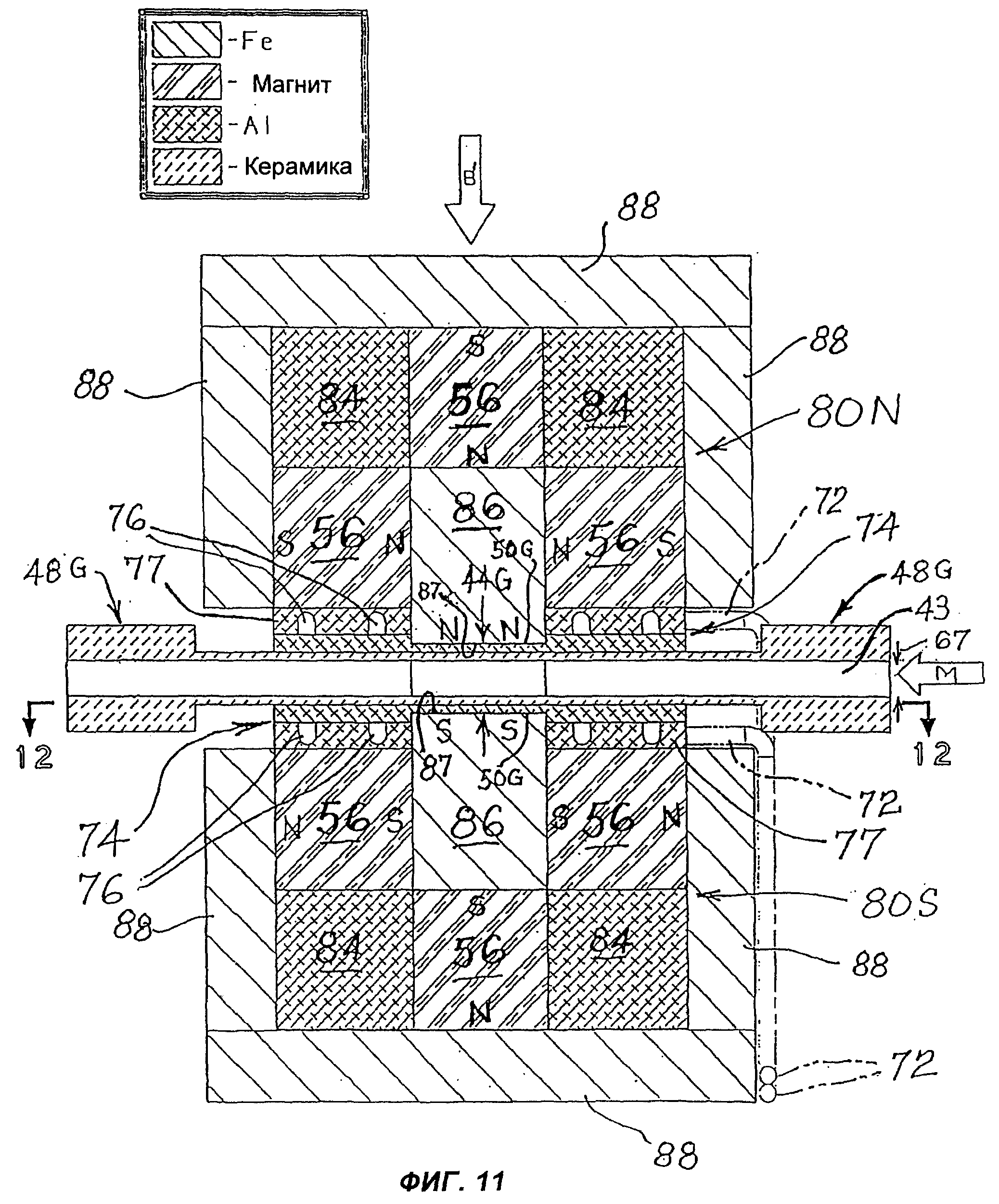
Фиг.11 представляет собой вертикальный разрез аппарата по фиг.4, 6 и 12 плоскостью 11-11.
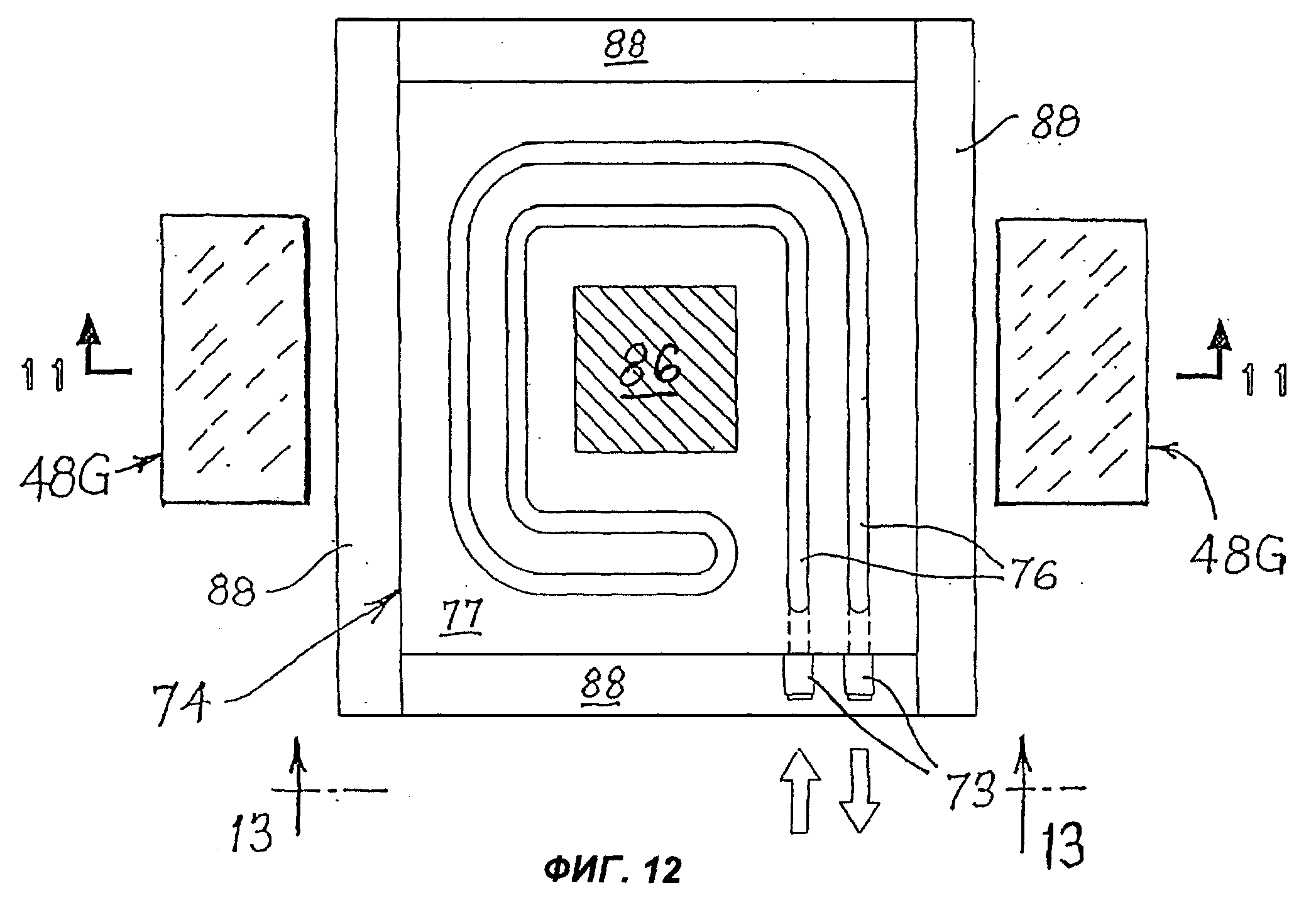
Фиг.12 представляет собой вид сверху с разрезом по плоскости 12-12 на фиг.11 и 13, иллюстрирующий плоский блок охлаждения, который защищает неомагниты от тепла.
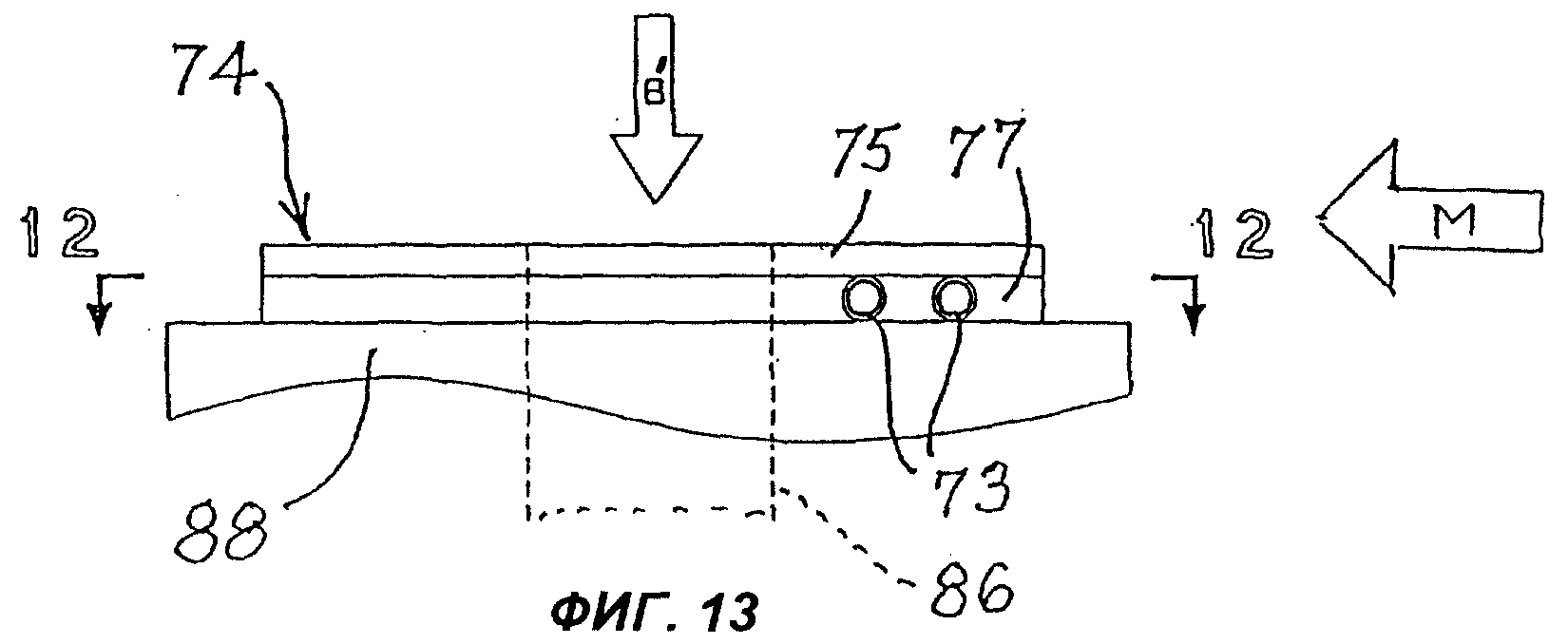
Фиг.13 представляет собой частичный боковой вид элементов, показанных на фиг.12, если смотреть в направлении 13-13.
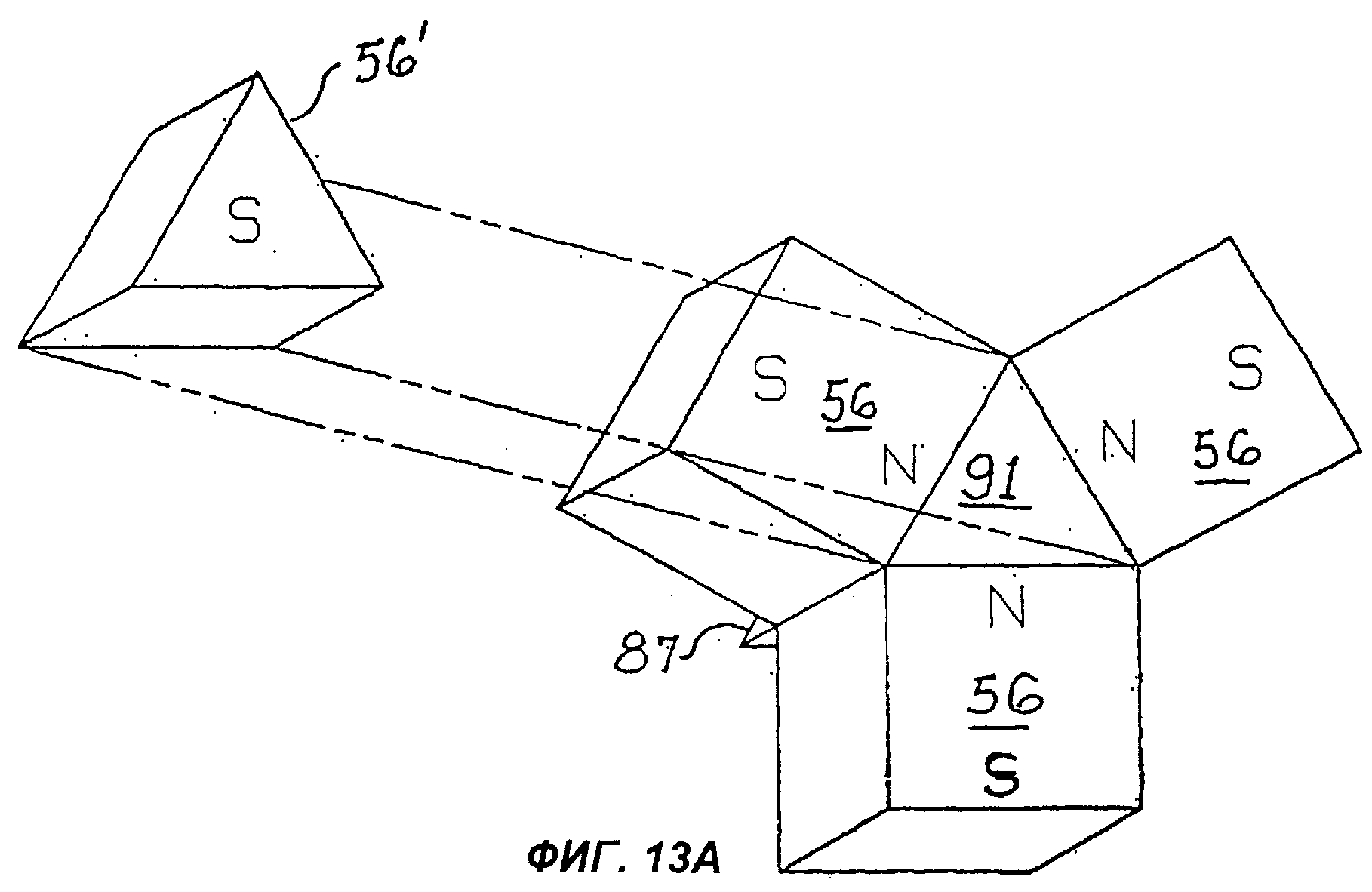
Фиг.13А представляет собой перспективный вид трехгранного полюсного наконечника вместе с тремя магнитами, его окружающими. Торцевой магнит показан пространственно отнесенным.
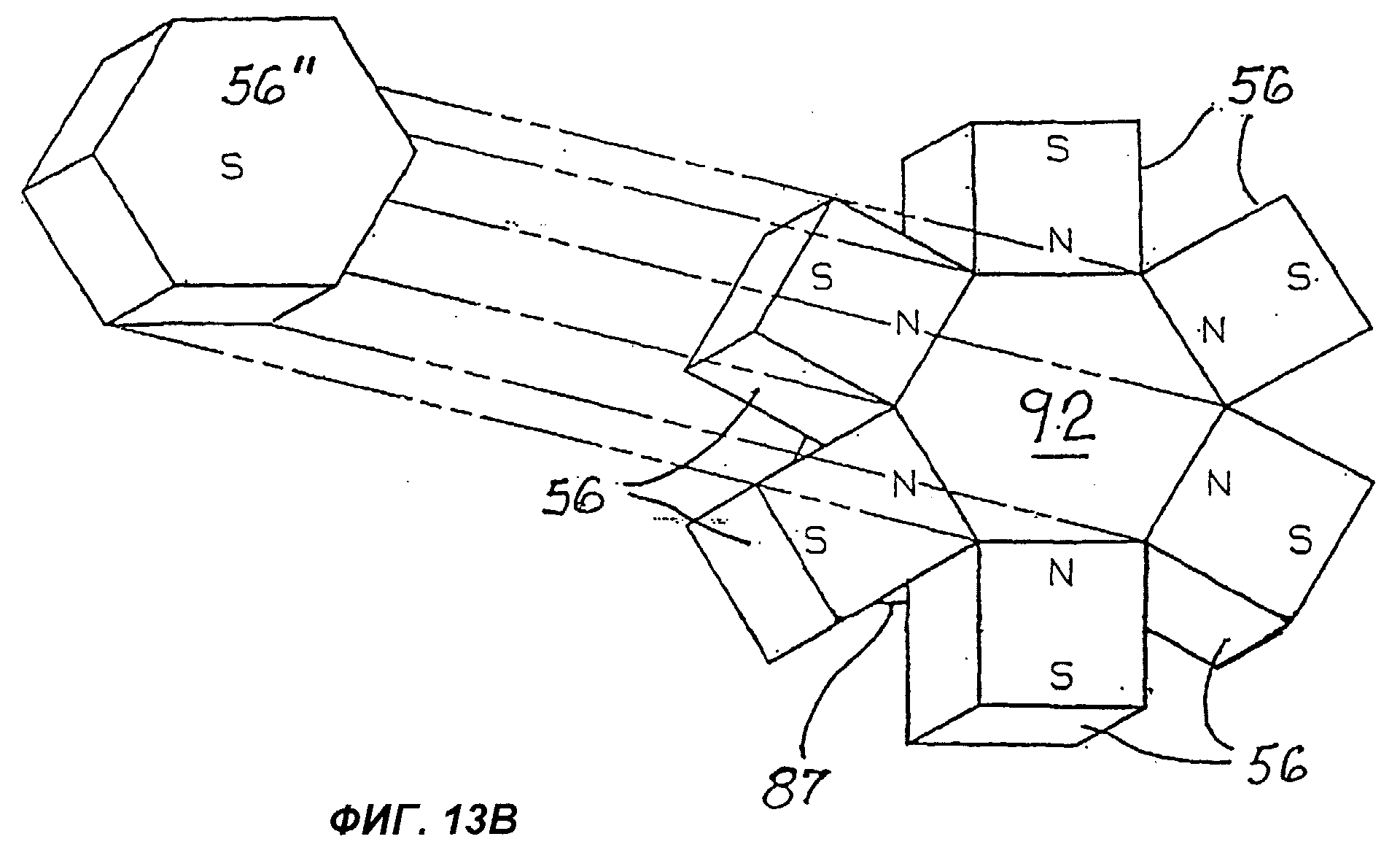
Фиг.13В представляет собой перспективный вид шестигранного полюсного наконечника вместе с шестью магнитами, его окружающими. Торцевой магнит показан пространственно отнесенным.
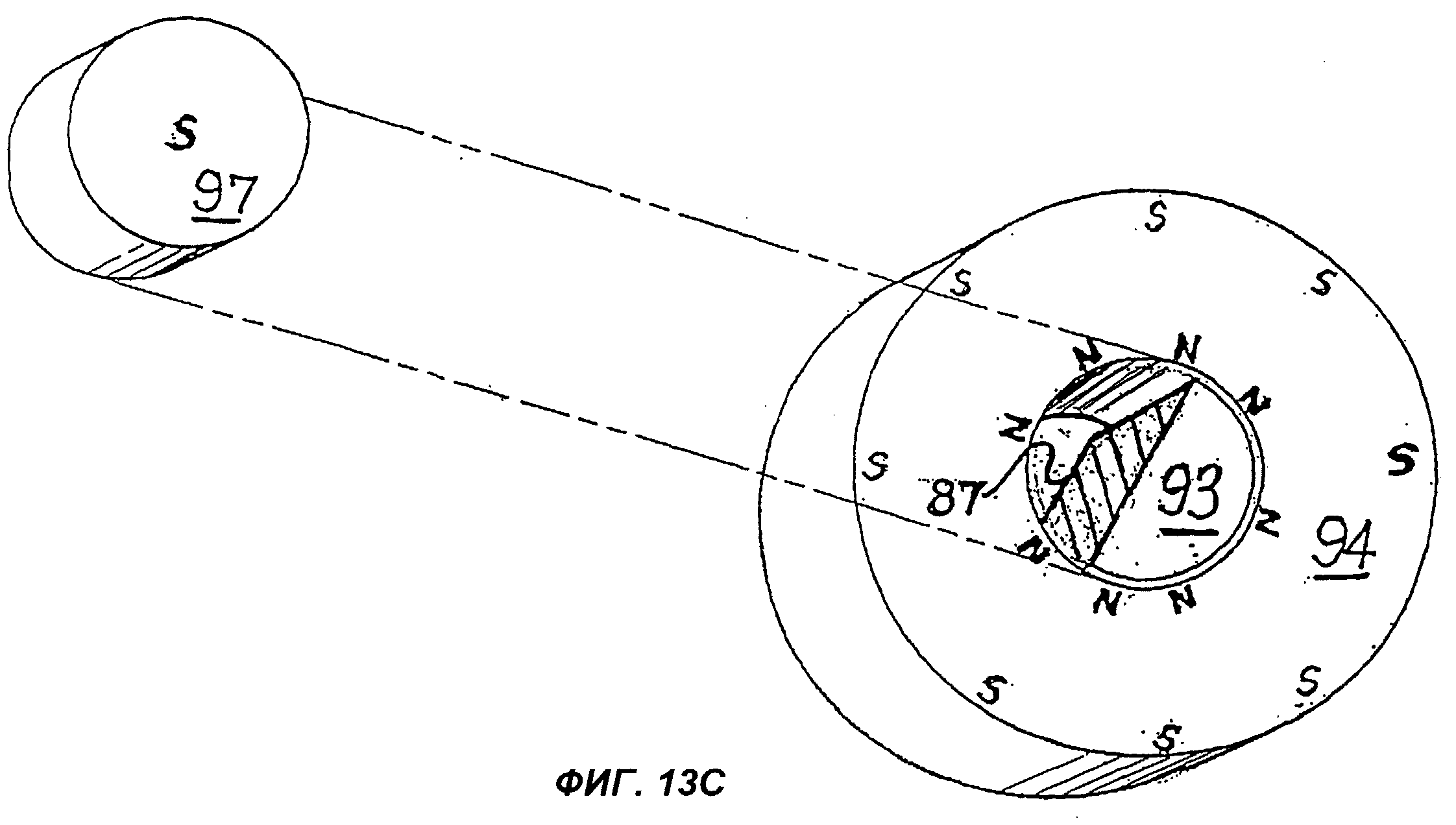
Фиг.13С представляет собой перспективный вид круглого полюсного наконечника внутри своего единого кольцевого магнита. Торцевой магнит показан пространственно отнесенным.
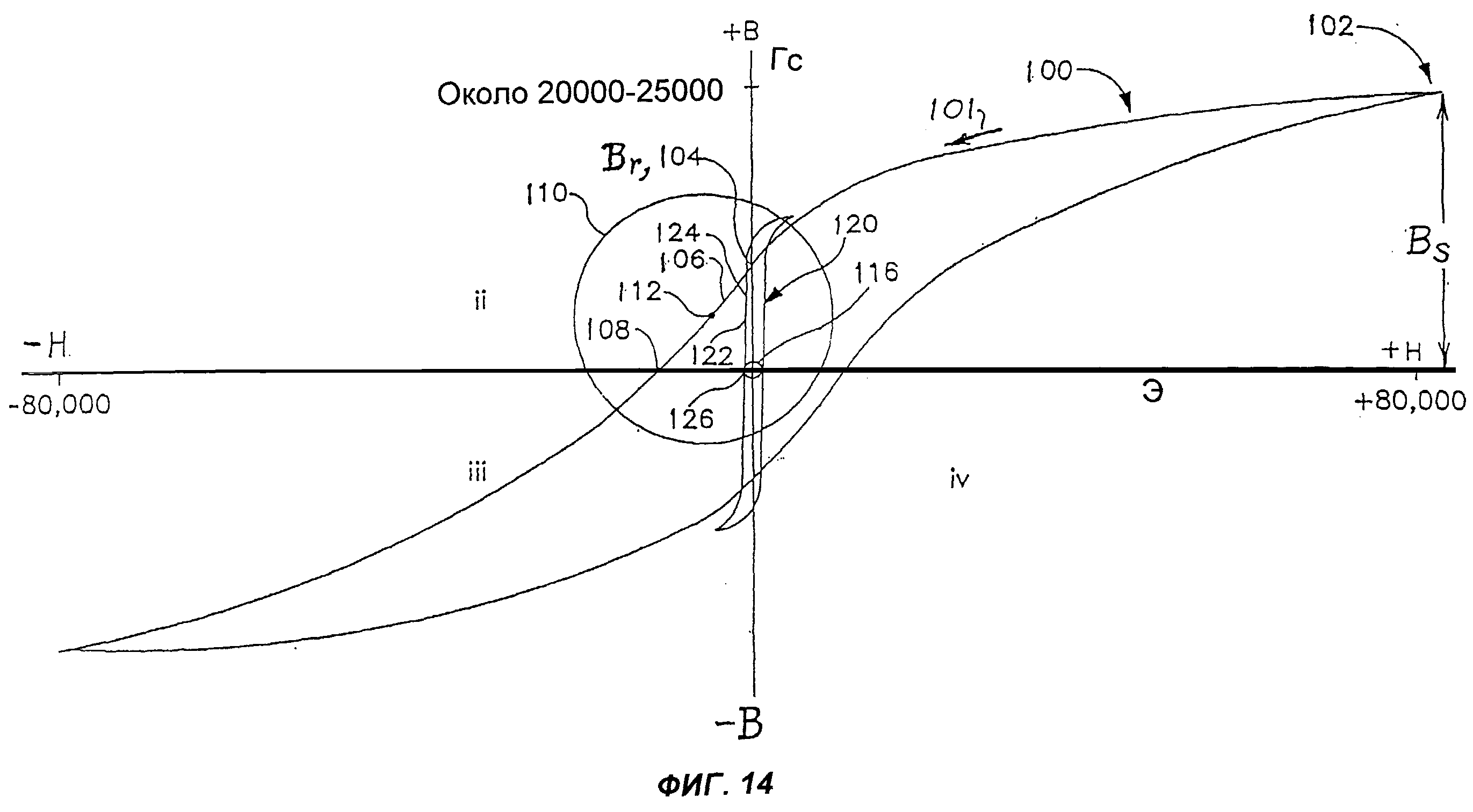
Фиг.14 изображает кривые петли гистерезиса при перемагничивании высокоэнергетического неомагнитного материала для постоянных магнитов, содержащего редкоземельные элементы, и магнитного материала для постоянных магнитов - сплава Альнико 5.
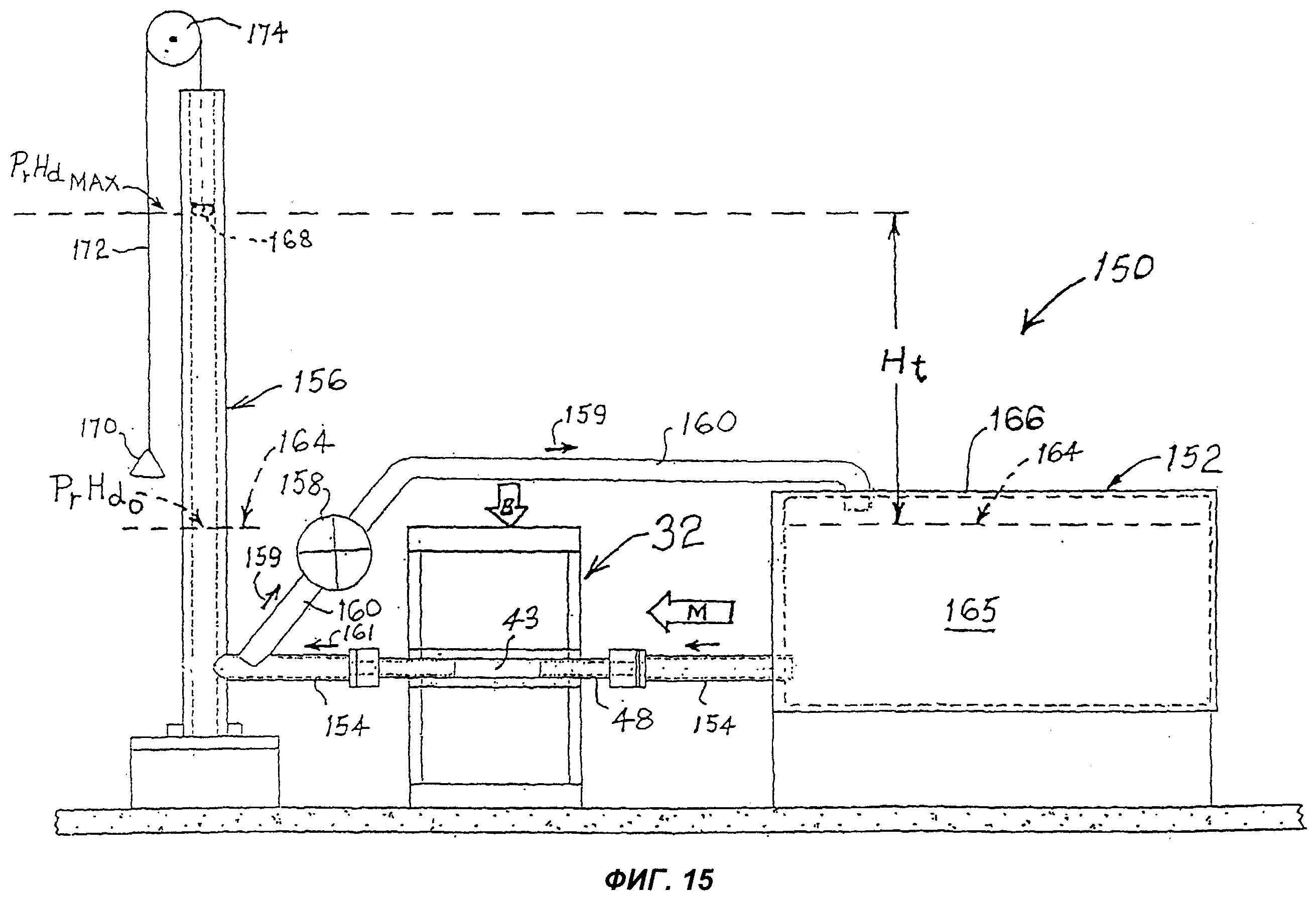
Фиг.15 представляет собой вертикальную проекцию испытательной установки.
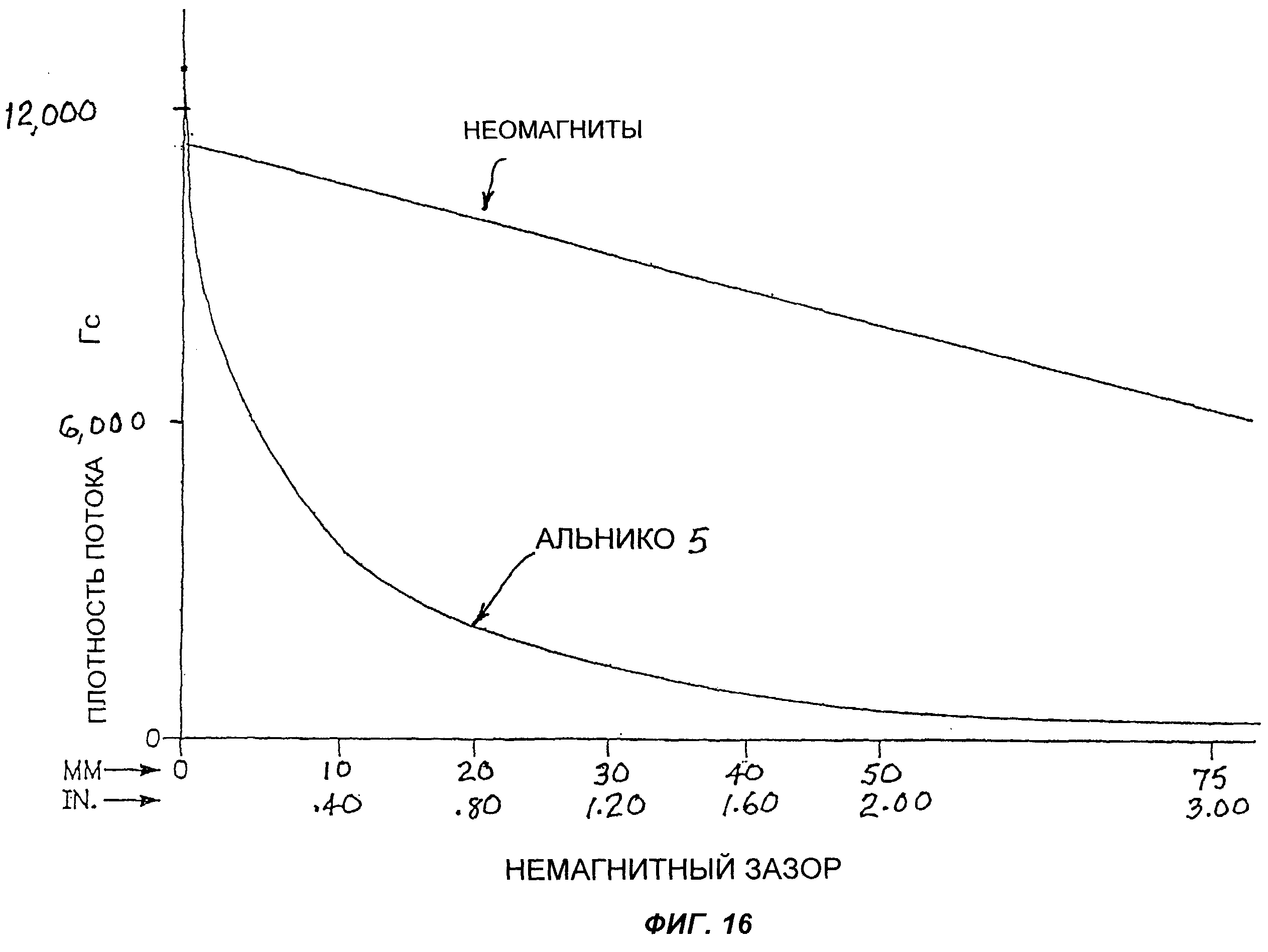
Фиг.16 иллюстрирует дальнодействие, и показывает степень убывания силы притяжения “дальнодействующих” неомагнитов на относительно большом немагнитном зазоре в сравнении с магнитным материалом для постоянных магнитов Альнико 5.
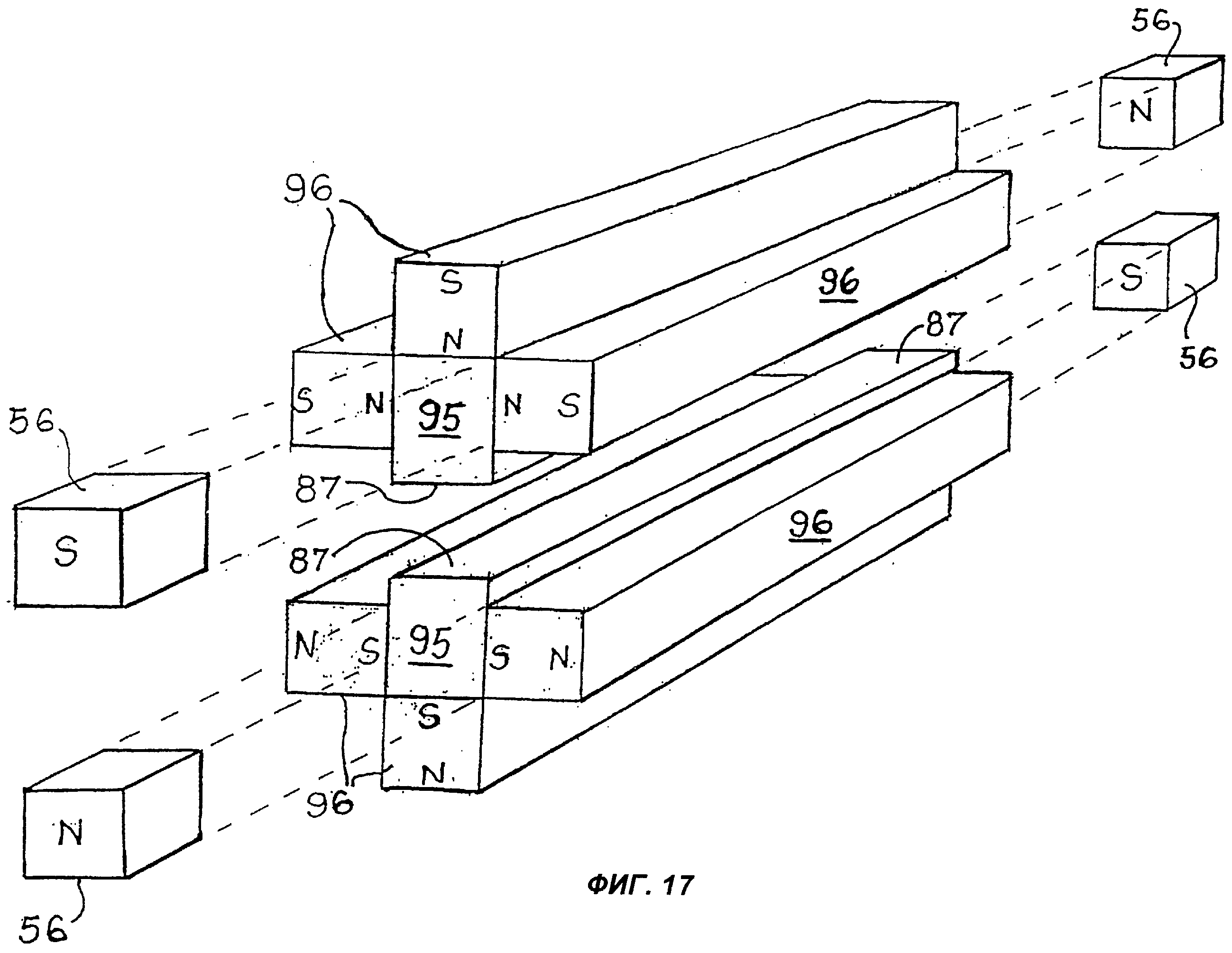
Фиг.17 представляет собой перспективный вид сверху длинной магнитной конструкции с тремя магнитными входами. Торцевые магниты показаны пространственно отнесенными.
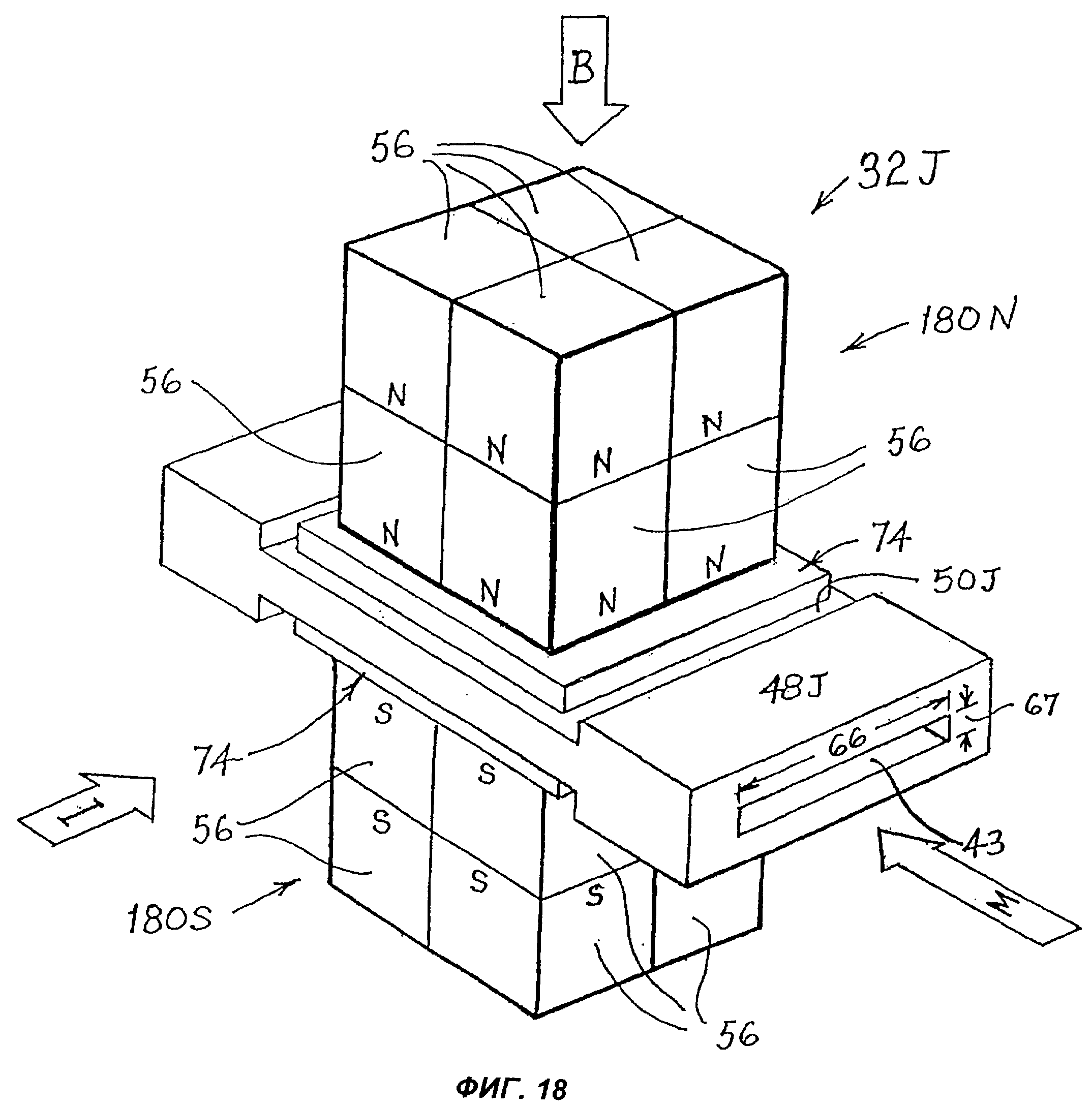
Фиг.18 представляет собой перспективный вид другого варианта осуществления настоящего изобретения, содержащего два кубических узла, каждый состоящий из восьми неомагнитов. Металлопровод и два плоских охладителя показаны расположенными между этими двумя кубическими узлами неомагнитов.
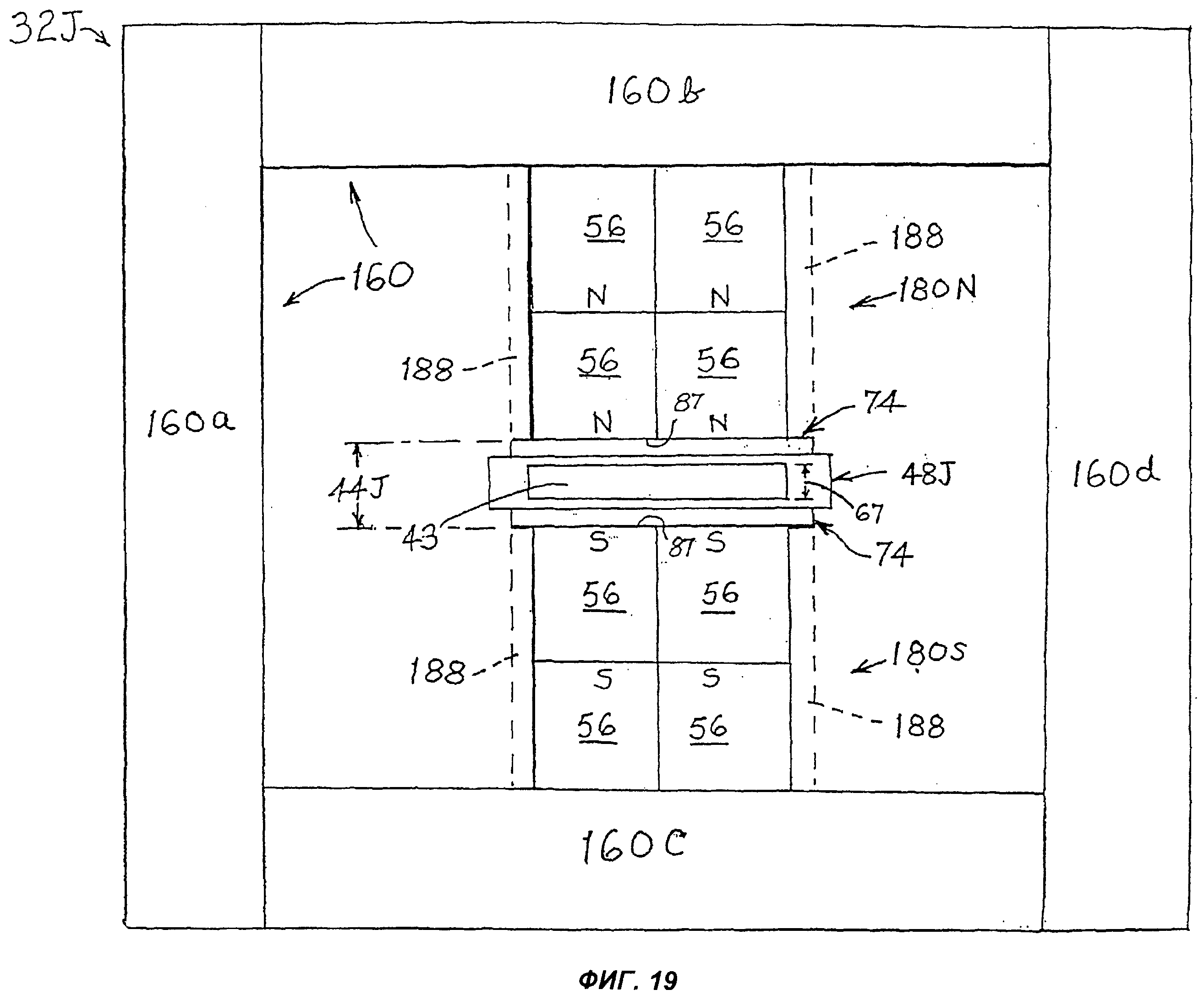
Фиг.19 представляет собой фронтальную вертикальную проекцию варианта осуществления, показанного на фиг.18. Показано прямоугольное ферромагнитное ярмо, связанное с двумя кубическими узлами неомагнитов. Для наглядности на фиг.18 это ярмо опущено.
Сведения, подтверждающие возможность осуществления изобретения
Назначение описываемых электромагнитных насосов 32, 32G (фиг.2, 4) состоит в том, чтобы приводить в движение или задерживать поток расплавленного металла при его движении к форме или в форму, или к литейной машине.
Варианты осуществления настоящего изобретения могут, например, быть с успехом использованы в сочетании с машиной 30 (фиг.1) или 30’ (фиг.1А) непрерывного литья ленточного типа. Такие машины известны в технике непрерывного литья, и в них используется одна или несколько бесконечных, гибких лент 22 или 22’, 24 или 24’ в качестве стенки или стенок полости С движущейся литейной формы. Такая литейная лента находится в движении; она бесконечная, тонкая, гибкая, теплопроводящая и имеет жидкостное охлаждение, обычно водой. В машине, в которой используются две ленты, верхняя литейная лента 22 или 22’ обращается вокруг верхнего транспортера U или U’, а нижняя литейная лента обращается вокруг нижнего транспортера L или L’. Эти ленты обращаются синхронно, двигаясь по овальным траекториям, как показано стрелками 34. Расплавленный металл затвердевает между ними в полости С движущейся литейной формы, которая образована между двумя обращающимися лентами. В результате получается продукт Р литья, выходящий из машины.
Пара разнесенных в поперечном направлении краевых бортов 25 (на фиг.1 и 1А виден только один из них), известных в технике машин непрерывного литья, также обращается и соответствующим образом направляется посредством свободно вращающихся роликов 23. Эти краевые борта образуют пару поперечных боковых стенок полости С движущейся литейной формы.
В рассматриваемом примере осуществления изобретения расплавленный металл М из плавильной печи 28 или печи для подогрева (фиг.1, 1А) поступает в электромагнитный насос 32 (фиг.1, 1А, 2, 3, 3А), который, как вариант, оснащен средствами собственного нагрева (не показаны). Электромагнитный насос 32 находится по высоте ниже уровня 29 расплавленного металла, чтобы можно было выпускать металл из печи 28 до желаемого уровня и не требовалось специально производить проливку насоса металлом. Труба 36, имеющая внутреннюю изоляцию, передает металл М вверх к литейной машине 30. На фиг.1 металл М накачивается вверх к промежуточному ковшу или распределителю 38 для распределения потока металла на стороне входа 42 машины 30 непрерывного литья.
Другой пример осуществления изобретения для подачи расплавленного металла М через электромагнитный насос 32 в литейную машину 30’ показан на фиг.1А. В этом варианте труба 36 с внутренней изоляцией, показанная на фиг.1, укорочена и изогнута так, что образует коленчатый патрубок 36’. Расплавленному металлу М насосом сообщается движение вверх по одной или нескольким свободным, неограниченным параболическим траекториям, в виде одной или нескольких неограниченных фонтанирующих струй 27, движущихся в инертной окружающей атмосфере 31. Струя или струи 27 изливаются в открытый бассейн 40 расплавленного металла в точке соударения, расположенной немного дальше вершины V параболы их траектории. На фиг.1А открытый бассейн 40 создается за счет установки верхнего транспортера U’ немного ниже по направлению движения металла относительно нижнего транспортера L’. Такой способ, с фонтанирующей вверх струей 27 и ее излиянием в открытый бассейн, имеет преимущество, так как позволяет избежать загрязнения металла в случае, когда огнеупорная футеровка трубы 36 или 36’ станет хрупкой и начнет крошиться при разливке металлов с высокой температурой плавления. Следовательно, исключается возможный источник загрязнения расплавленного металла М в полости С движущейся литейной формы и, как следствие, загрязнения продукта Р. Ничто не мешает любым ломким частицам или чешуйкам огнеупорного материала, которые могли быть вынесены вверх фонтанирующей струей 27, выпасть из свободной струи и отделиться от нее, прежде чем струя дойдет до вершины V.
Общие конструктивные соображения. Аппарат 32 (фиг.2) и 32G (фиг.4) для приведения в движение промышленных количеств расплавленного металла и управления течением металла работает на принципе Фарадея-Ампера для режима двигателя, чтобы преобразовывать электрическую энергию в механическую кинетическую энергию расплавленного металла в канале 43 металлопровода 48 (фиг.2) или 48G (фиг.4). Аппарат 32 или 32G, в первую очередь, является насосом, но он легко реверсируется электрически и, таким образом, может быть использован в качестве тормоза, дросселя или обратного насоса.
Зазор 44 или 44G следует делать по возможности меньшим, как из экономии магнитного материала, так и для снижения рассеяния магнитного потока. В эксперименте в настоящий момент реально и с успехом работает зазор 44 (фиг.2А, 3 и 3А) или зазор 44G (фиг 11) величиной около 38 мм. Эти зазоры 44 и 44G содержат немагнитный материал, причем располагаются эти зазоры между парой магнитных полюсов, которые будут описаны ниже. Чтобы перекрыть зазор 44 в двухконтурной магнитной цепи (магнитопроводе), показанной штриховыми линиями 61 (фиг.2), или зазор 44G в одноконтурной магнитной цепи, показанной штриховыми линиями 61 G (фиг.4), в обычном случае потребовался бы электромагнит очень больших размеров. Применения такого большого электромагнита удается избежать за счет использования “дальнодействующих” постоянных магнитов 56, которые в данном описании названы также “неомагнитами” (фиг.2, 7, 8, 9, 10, 11, 17) и которые, как далее показано, расставлены и собраны в виде различных, особых мощных структур. Эти магниты 56 содержат магнитный материал, в состав которого входит какой-либо редкоземельный химический элемент, например, такой как неодим или самарий. Редкоземельные элементы - это химические элементы семейства лантаноидов с порядковыми номерами с 57 по 71. Предпочтительные характеристики такого материала для постоянных неомагнитов подробнее описаны ниже.
Вкратце, такие “дальнодействующие” постоянные магниты, также называемые “неомагнитами”, примечательны создаваемой магнитной силой и их уникальной энергетической способностью развивать магнитные поля В внутри относительно широких воздушных зазоров, пространственных зазоров или зазоров из немагнитных материалов, т.е. неферромагнитных материалов, обеспечивая, несмотря на это, интенсивное магнитное поле В, распространяющееся в таком зазоре. По своей способности к дальнодействию они сильно превосходят обычные магниты в магнитопроводе, имеющем один или более зазоров из немагнитного материала (парамагнитные материалы здесь рассматриваются, как немагнитные).
Дополнительное описание и определение предпочтительных неомагнитов приводится ниже.
Конструкция первого варианта осуществления настоящего изобретения. Первый вариант осуществления настоящего изобретения в форме электромагнитного насоса 32 показан на фиг.2, 2А, 3 и 3А. Этот насос способен создавать плотность магнитного потока около 7000-7500 Гс (около 0,7-0,75 Т) на площади около 26 см2 в немагнитном зазоре 44 длиной около 38 мм. Средняя часть насоса 32 представляет собой тонкостенный нагнетающий металлопровод 48, содержащий канал 43. Желательно, чтобы этот металлопровод 48 был относительно тонкостенным и уплощенным и, например, имел узкий, прямой канал 43, по существу постоянного поперечного сечения, проходящий через рабочую зону 50. Показанный на чертеже канал 43 имеет высоту 67 (фиг.3А) приблизительно 5,5 мм и ширину 66 (фиг.3А) приблизительно 51 мм. Таким образом, канал 43 имеет площадь поперечного сечения около 2,8 см2. Металлопровод 48 изображен здесь горизонтально, хотя работоспособна любая конфигурация и ориентация аппарата 32, 50. Металлопровод 48 содержит немагнитный материал, который оказывает тепловое сопротивление и противостоит коррозионному и эрозивному действию расплавленного металла М, подаваемого по трубе 36 (фиг.1). Для перекачки металлов с пониженной температурой плавления подходит силикат кальция; для изготовления нагнетающего металлопровода 48 также подходит какой-либо немагнитный металл, такой как аустенитная нержавеющая сталь.
Металлопровод 48 содержит канал 43 прокачки, расположенный на пути однонаправленного магнитного потока 54 (фиг.3А) с индукцией В. Этот магнитный поток 54 проходит параллельно узкой (тонкой) стороне уплощенной рабочей зоны 50. В насосе 32 магнитное поле создается двумя парами неомагнитов 56, каждый из которых в данном варианте осуществления представляет собой куб с размером ребра, например, около 51 мм. Первая пара магнитов 56 с полюсным наконечником 58 показана выше зазора 44 (рис.2А, 3 и 3А). Как показано, зазор 44 измеряется в направлении, параллельном оси В однонаправленного магнитного потока 54 (фиг.3А). Вторая пара неомагнитов 56 вместе со своим полюсным наконечником 58 расположена ниже зазора 44. Эти скошенные полюсные наконечники 58 изготовлены из железосодержащего магнитомягкого (ферромагнитного) материала, например, из конструкционной стали, как будет более подробно описано ниже. Каждая пара магнитов удерживается вместе со своим полюсным наконечником 58 посредством четырехгранной оболочки (кожуха) 59, изготовленной из подходящего немагнитного материала, например, алюминия, и прикрепленной к ярму 60 винтами 52 (фиг.2А). Этим двум оболочкам 59 придана такая форма, чтобы они плотно охватывали соответственно первую и вторую пары неомагнитов вместе с их соответствующими скошенными полюсными наконечниками 58. Угол скоса каждой грани полюсного наконечника 58 относительно его продольной оси выдерживается не превышающим примерно 30°, так как больший угол схождения приводит к нежелательному возрастанию рассеяния магнитного потока. Угол схождения около 30° показан на фиг.2 только для двух граней полюсного наконечника 58.
Ярмо 60, обычно прямоугольной формы, из железосодержащего магнитомягкого материала (ферромагнетика) окружает узлы неомагнитов и создает магнитопровод 61, имеющий два контура, причем оба контура проходят через зазор 44. Конструкционная сталь, например, содержащая 0,2 масс.% углерода, является магнитомягкой, т.е. она является ферромагнетиком и подходит для изготовления полюсных наконечников 58 и ярма 60. Конструкционная сталь, например, также подходит для изготовления перемычки 62, которая включена в один из контуров двухконтурного магнитопровода 61. Перемычка 62 крепится болтами 64 и может быть снята. Это позволяет разобрать весь аппарат 32 насоса для того, чтобы можно было снять нагнетающий металлопровод 48, 50.
У верхнего и нижнего полюсных наконечников 58 имеются соответственно верхний и нижний торцы 87 (фиг.2А). Эти полюсные торцы расположены параллельно и определяют немагнитный зазор 44. Верхний и нижний параллельные и плоские полюсные торцы имеют форму квадрата со стороной приблизительно 51 мм. Таким образом, площадь торца каждого полюса составляет около 27 см2. Эти полюсные торцы установлены плотно и вровень с верхней и нижней параллельными, плоскими поверхностями уплощенной рабочей зоны 50 (фиг.3 и 3А) металлопровода 48. Верхний и нижний полюсные торцы 87 имеют соответственно северную (N) и южную (S) магнитную полярность.
Как было сказано выше, вертикальный промежуток между этими параллельными, плоскими полюсными торцами определяет немагнитный зазор 44 (фиг.2А, 3 и 3А) в двухконтурном магнитопроводе 61. Этот зазор, величиной около 38 мм, по существу тот же самый, что и расстояние по вертикали между верхней и нижней параллельными, плоскими поверхностями рабочей зоны 50.
Как показано на фиг.2, ферромагнитное ярмо 60 содержит удлиненный съемный вертикальный элемент 60а, который крепится болтами 63 соответственно к верхнему и нижнему поперечным элементам 60b и 60с.Эти поперечные элементы являются съемными и крепятся другими болтами 63 соответственно к верхнему и нижнему вертикальным элементам 60’ и 60’’, Промежуток между этими элементами перекрывается перемычкой 62, прикрепленной к ним болтами.
На фиг.3А силовые линии вертикального магнитного потока В показаны в сечении в виде множества крестиков 54. Эти крестики показывают картину (распределение) магнитного потока 54.
Крестики 55 показывают слабые пограничные области распределения магнитного потока 54. Электрический ток I пропускают через расплавленный металл в поперечном направлении при низком напряжении. На фиг.3 этот ток I течет в направлении, указанном большими символами полярности: плюс (+) и минус (-). Этот постоянный ток I протекает через расплавленный металл в неэлектропроводной уплощенной зоны 50 металлопровода 48 поперек его канала 43 в пределах сечения с высотой, равной размеру 67 и составляющей около 5,5 мм, и шириной, равной размеру 66, т.е. около 51 мм. Ток I передается в расплавленный металл посредством двух удлиненных электродов 68 (фиг.3А), каждый из которых имеет штыревой вывод 51 (фиг.3 и 3А) для электрического подключения.
Величиной этого постоянного тока соответствующим образом управляют, чтобы управлять величиной подачи металла при его нагнетании. При увеличении тока I величина подачи увеличивается, и наоборот. Реверсирование тока I приводит к реверсированию направления нагнетания и, следовательно, к изменению направления подачи расплавленного металла на обратное.
Ток I пересекает расплавленный металл М внутри металлопровода 48 под прямым углом и к направлению течения металла М и к направлению магнитного потока В. Части электродов 68, соприкасающиеся с расплавленным металлом, вставляются в удлиненные пазы 57 на противоположных узких сторонах металлопровода. Наружные части электродов 68 входят в удлиненные гнезда 69 двух съемных Н-образных держателей 47 электродов, которые смонтированы на двух противоположных боковых стенках металлопровода 48. Держатели 47 изготовлены из неэлектропроводного и немагнитного материала и прикреплены к металлопроводу 48 посредством винтов 49, которые завернуты в резьбовые отверстия 49’ в держателях 47 сквозь свободные отверстия 49" в металлопроводе 48.
Желательно, чтобы электроды 68 были изготовлены из углерод- содержащего материала, например, такого как графит. Электроды 68, выполненные из металла, который химически отличается от перекачиваемого расплавленного металла, скорее всего, будут быстро растворены за счет электролитического действия. Электроды, выполненные из того же металла, что и сам перекачиваемый металл, не подвержены электролитическому растворению. Металлические электроды 68, у которых имеются внутренние каналы охлаждения, можно охлаждать циркулирующим хладагентом, таким как вода, протекающая через трубопровод 46 (фиг.2), показанный штриховым контуром, и через штуцеры 53, соединенные с этими внутренними каналами. Такое охлаждение предотвращает не только плавление металлических электродов 68, но может также вызвать появление затвердевшей корки из расплавленного металла на открытом торце каждого электрода в результате кристаллизации.
Если металлопровод 48 выполнен из подходящего электропроводящего немагнитного металла, например, из аустенитной нержавеющей стали, тогда тот же самый источник тока, который обеспечивает поперечный постоянный ток I, может быть использован для предварительного нагрева металлопровода за счет теплового действия тока при его протекании через электрическое сопротивление и для предотвращения, таким образом, затвердевания металла в моменты, когда начинается его движение. Использование такого металла для металлопровода 48 позволяет приварить или припаять твердым припоем металлические электроды 68 к наружным сторонам указанного металлопровода и вообще не проводить электроды сквозь его стенки.
В процессе работы во всем канале металлопровода 48, 50 постоянно присутствует давление накачки. При резком реверсе тока I направление давления моментально изменяется на обратное. Такое изменение полезно для торможения или внезапной остановки течения металла, например, при чередующихся стартах и остановах течения расплавленного металла для отливки серии идентичных отдельных предметов в ряде идентичных подвижных литейных форм, которые поочередно соответствующим образом позиционируют, а затем удерживают в неподвижном положении, пока формы получают соответствующие идентичные дозы расплавленного металла.
Другой вариант осуществления настоящего изобретения показан как пример усовершенствованного электромагнитного насоса. Этот усовершенствованный насос 32G (фиг.4) отличается от насоса 32 тем, что в нем использована “трехмерная” (x-y-z) сборка 80N из постоянных неомагнитов 56 в конфигурации с пятикратной магнитной концентрацией, как показано на фиг.7-11. Еще одна, но инвертированная сборка 80S с пятикратной концентрацией описана ниже. Эти сборки 80N и 80S с магнитной концентрацией усиливают плотность В’ магнитного потока почти на 100% по сравнению с насосом 32. Следовательно, они создают и увеличенную плотность В’ магнитного потока порядка 14000-15000 Гс (около 1,4-1,5 Т) в немагнитном зазоре 44G (фиг.11), в котором располагается металлопровод 48G с каналом 43G, в котором создается повышенное давление.
Средняя часть металлопровода 48G (фиг.4, 5, 6) содержит уплощенную рабочую зону 50G. Эта уплощенная рабочая зона 50G имеет относительно большую длину по сравнению с уплощенной зоной 50 (фиг.3 и 3А), чтобы иметь возможность надлежащим образом, близко к металлопроводу 48G и в уплощенной зоне 50G, разместить десять совместно работающих неомагнитов 56 (по пять магнитов на каждой сборке 80N и 80S) с их соответствующими полюсными наконечниками 86. Желательно, чтобы металлопровод был тонкостенным и уплощенным и имел узкий прямой канал 43 по существу постоянного поперечного сечения с высотой 67G (фиг.4) около 8 мм, и шириной 66 (фиг.4) около 51 мм. Таким образом, канал 43 имеет площадь поперечного сечения около 4 см2. Металлопровод 48G изображен здесь горизонтально, хотя любая ориентация аппарата 32G, 48G является работоспособной. Увеличенный магнитный поток 54G поля В’ направлен перпендикулярно уплощенной рабочей зоне 50G, в направлении ее толщины. На фиг.5 в виде множества небольших крестиков показана картина распределения силовых линий магнитного потока 54G поля В’. Крестики 55 показывают слабые пограничные области картины распределения магнитного потока 54G.
Ранее говорилось, что аппарат, соответствующий настоящему изобретению, является работоспособным при ориентации канала 43 с расплавленным металлом в любом удобном направлении относительно горизонтали. Для удобства, на чертежах показано горизонтальное расположение канала 43.
На фигурах 7-10 изображена сборка 80N, состоящая из пяти постоянных неомагнитов 56 кубической формы, собранных вместе с центральным ферромагнитным полюсным наконечником 86 в конфигурацию, обеспечивающую концентрацию магнитного поля. Следует отметить, что на фиг.7 изображены взаимно ортогональные оси х-х, у-у и z-z, причем, для наглядности, ось z-z расположена вертикально. Центральный полюсный наконечник 86 (контур которого обозначен жирными линиями) имеет почти кубическую форму, за исключением того, что он несколько вытянут в направлении z-z, чтобы образовать северный магнитный полюс 87, который выступает вниз из сборки 80N. Таким образом, квадратный торец 87 полюсного наконечника 86, имеющего северную полярность, сидит плотно и вровень с рабочей зоной 50G металлопровода 48G. Выражаясь технически, полюсный наконечник 86 представляет собой сплошной прямоугольный параллелепипед, имеющий квадратные верхнюю и нижнюю грани, и четыре прямоугольных боковых грани. Верхний неомагнит 56 кубической формы, магнитное поле которого направлено вдоль оси z-z, посажен без зазоров на квадратную поверхность верхней грани полюсного наконечника 86. Нижняя квадратная поверхность северного полюса неомагнита по форме и размеру соответствует прилегающей к ней квадратной верхней поверхности полюсного наконечника 86.
Два неомагнита 56 кубической формы, магнитное поле которых направлено вдоль оси х-х, посажены своими северными полюсами без зазоров на противоположные грани полюсного наконечника 86. Поверхности их северных полюсов соответствуют ширине граней полюсного наконечника 86, а их верхние поверхности расположены вровень с верхней гранью полюсного наконечника. Магнитное поле двух других кубических неомагнитов 56 направлено вдоль оси у-у. Поверхности их северных полюсов посажены без зазоров на две другие противоположные грани полюсного наконечника 86. Поверхности их северных полюсов соответствуют ширине граней полюсного наконечника 86, а их верхние поверхности расположены вровень с верхней гранью полюсного наконечника.
Половина магнитодвижущей силы, соответствующая северному полюсу, в данной конструкции создается при помощи сборки 80N из пяти неомагнитов (фиг.7-11, а также 4), обеспечивающей пятикратную концентрацию магнитного поля. Сборка 80N помещена внутрь ферромагнитного С-образного ярма 60G (фиг.4) с консольным креплением. Ярмо 60G выполнено из магнитомягкого ферромагнитного материала, например, конструкционной стали (с содержание углерода 0,2 масс.%), и это ярмо образует магнитопровод 61 G. Левая часть С-образного ярма 60G на фиг.4 остается открытой для облегчения демонтажа металлопровода вместе с относящимися к нему элементами.
С-образное ярмо 60G содержит вертикальный удлиненный элемент 71, имеющий выступающий блок 82 регулировки, прикрепленный к его верхнему концу. Регулировочный винт 83 зажима, имеющий стопорную гайку 78, завернут сквозь этот выступающий блок, и плотно поджимает съемный верхний элемент 82 зажима к верхней пластине верхней ферромагнитной чашки 88, которая описана далее. Удлиненный элемент 81 основания, прикрепленный к нижнему концу вертикального элемента 71, проходит под нижней пластиной нижней ферромагнитной чашки 88, которая описана далее.
На фиг.7 показаны пять неомагнитов 56, собранных вместе с их полюсным наконечником 86, как описывалось ранее. Для наглядности, на фиг.7 и 8 опущены неактивные, заполняющие блоки 84 (фиг.9 и 10). Эти неактивные, заполняющие блоки, изготовленные, например, из алюминия (AI), представляют собой кубики того же размера, что и неомагниты 56. Для ясности, контуры двенадцати заполняющих блоков 84 на фиг.9 и 10 показаны пунктирными линиями.
Из фиг.9 видно, что сборка 80N для концентрации магнитного поля по существу состоит из двух слоев. Верхний слой содержит один кубик неомагнита 56, окруженный восемью неактивными кубиками 84. Из фиг 10 видно, что нижний слой содержит центральный полюсный наконечник 86, окруженный четырьмя кубиками неомагнитов 56 и четырьмя неактивными кубиками 84. Неомагниты прилегают к четырем граням полюсного наконечника 86, как описывалось ранее. Четыре кубика соприкасаются с четырьмя вертикальными ребрами полюсного наконечника. Таким образом, сборка 80N содержит восемнадцать элементов.
Половина магнитодвижущей силы, соответствующая южному полюсу, в данной конструкции создается при помощи сборки 80S, обеспечивающей концентрацию магнитного поля и показанной на фиг.11. Сборка 80S по существу такая же, как и сборка 80N для северного полюса, за исключением того, что сборка 80S перевернута. Соответственно, как видно из фиг.11, ее полюсный наконечник 86 находится в верхнем слое сборки 80S и выступает из верхнего слоя так, что торец 87 южного полюса садится плотно без зазора на нижнюю рабочую поверхность 50G (фиг.11) металлопровода 48G. И точно так же, пять неомагнитов сборки 80S гранями своих южных полюсов прилегают к полюсному наконечнику 86 южного полюса.
Сборки 80N и 80S заключены, соответственно, в верхнюю и нижнюю чашки (оболочки или держатели) 88 (фиг.4, 11) из магнитомягкого ферромагнетика, например, выполненные из пластин из конструкционной стали. Чашки 88 продолжают магнитопровод 61G от ярма 60G к наружным торцам пяти неомагнитов 56, установленных в сборках, концентрирующих магнитное поле. Чашки 88 соприкасаются с полюсными гранями неомагнитов 56, противоположными тем полюсным граням, которые соприкасаются с полюсным наконечником 86. Помимо того, что чашки 88 образуют участки магнитопровода 61G, эти чашки физически удерживают заключенные в них неомагниты, препятствуя их мощному взаимному магнитному отталкиванию. Если обеспечен достаточно эффективный магнитопровод для магнитного потока, то необязательно, чтобы чашки 88 были замкнутыми со всех сторон.
Удлиненные электроды 68, вставляемые в удлиненные гнезда 69 в держателях 47 (фиг.6), и штуцеры 53 охлаждения с трубопроводами 46 (фиг.4) для хладагента подобны тем, которые ранее были описаны для насоса 32. Постоянный электрический ток I пропускается посредством противолежащих электродов 68 (на фиг.6 виден только один) через расплавленный металл в направлении, указанном символами (+) и (-). Ток I протекает в направлении широкой стороны 66 (фиг.4 и 6) рабочей зоны 50G немагнитного металлопровода 48G в пределах узкой вертикальной области 67G, высотой 8 мм (фиг.4 и 11).
Немагнитная плоская теплопроводящая камера 74 (фиг.11, 12 и 13) охлаждения, выполненная, например, из алюминия, помещена между магнитной сборкой 80N и металлопроводом 48G. Еще одна такая же камера 74 охлаждения подобным же образом помещена относительно магнитной сборки 80S. Каждая камера 74 охлаждения снабжается жидким хладагентом, протекающим через трубопровод 72 и штуцеры 73 (фиг.12), для защиты неомагнитов 56 от тепла расплавленного металла, который находится рядом, в канале 43G. Хладагент, такой как вода, протекает через каналы 76, прорезанные в каждой пластине 77, чтобы поддерживать редкоземельные неомагниты 56 достаточно холодными для сохранения их намагниченности. Имеется также тонкая немагнитная, теплопроводящая пластина 75, изготовленная, например, из алюминия, которая закрывает каналы 76. Каждая покрывающая пластина 75 герметично приклеена к своей пластине 77.
Материал для неомагнитов. В настоящее время, наиболее предпочтительным материалом для неомагнитов 56 является материал на основе трехкомпонентного состава на основе железа (Fe), неодима (Nd) и бора (В), который обычно обозначают, как NdFeB. Постоянные магниты, содержащие NdFeB, имеются в продаже. Такие постоянные дальнодействующие неомагниты, содержащие NdFeB, демонстрируют максимальное энергетическое произведение порядка 25-35 МГсЭ (Мегагаусс эрстед).
Видимо, в будущем будет освоено промышленное производство других магнитных материалов для дальнодействующих постоянных магнитов, например, трехкомпонентных структур, таких, как железо-самарий-нитрид и иных, еще не известных трехкомпонентных магнитных материалов, имеющих максимальное энергетическое произведение указанного вида, характеристики перемагничивания (В-Н), подобные показанным на фиг.14, и пригодных для осуществления настоящего изобретения. Также, возможно, будет налажен промышленный выпуск еще не известных четырехкомпонентных материалов для постоянных магнитов с энергетическим произведением в пределах указанного диапазона или еще более высоким и с характеристиками В-Н, подходящими для осуществления настоящего изобретения.
На фиг.14 ордината крайней правой точки 102 петли 100 (в квадранте i) представляет максимальную индукцию насыщения Bs неомагнитного материала, пригодного для использования в вариантах осуществления настоящего изобретения. Максимальная индукция насыщения Bs устанавливается, когда неомагнит 56 проходит первоначальное намагничивание производителем. Когда неомагнит 56 извлекают из электромагнита производителя, ранее действовавшая принудительная намагничивающая сила Н (измеряемая по оси абсцисс в эрстедах), в силу новых условий становится равной нулю. В условиях нулевой намагничивающей силы, остаточная (т.е. самоподдерживающаяся) магнитная индукция Вr в гауссах представляется точкой 104 на вертикальной оси В, там где петля 100 гистерезиса неомагнита пересекает ось В. Эта величина Вr известна как остаточная индукция неомагнита. Для целей настоящего изобретения желательно, чтобы остаточная индукция Вr равнялась или была больше (была не менее) приблизительно 8000-10000 Гс (около 0,8-1,0 Т). Такое высокое значение и еще большие значения остаточной индукции Вr могут быть достигнуты с неомагнитным материалом, который желательно использовать в конструкции при осуществлении настоящего изобретения. Еще более предпочтительно использовать неомагниты с остаточной индукцией в диапазоне, примерно, 10000-12000 Гс (около 1,0-1,2 Т), а самый желательный вариант - это иметь Вr порядка 12000 Гс (около 1,2 Т).
Следует отметить, что примерно такую же остаточную индукцию можно получить у сплава Альнико 5, магнитного материала для постоянных магнитов, который дешев и давно выпускается промышленностью. Его ориентировочная петля гистерезиса (кривая В-Н) представлена кривой 120 на фиг.14. Узкая петля сплава Альнико 5 пересекает ось В в точке со значением остаточной индукции Вr около 12800 Гс (около 1,28 Т). Эти данные заимствованы из петли гистерезиса для сплава Альнико 5, приведенной на фигуре 6-3 справочника Lester R. Moskowitz. “Permanent Magnet Design and Application Handbook” (Malabar, Florida: Krieger Publishing Co., 1986), и включены в настоящий текст посредством ссылки на них. Эта остаточная индукция магнитного материала Альнико 5 не сильно отличается от остаточной индукции неомагнитных материалов, однако, как будет показано ниже, магниты из Альнико 5 нереально и невозможно использовать при осуществлении настоящего изобретения.
Пригодность неомагнитов, например, неомагнитов NdFeB, вытекает не только из их высокой остаточной индукции Вr (фиг.14), но, что более важно, из их низкой дифференциальной магнитной проницаемости при размагничивании, на что указывает малая крутизна ΔВ/ΔН участка 112 на кривой 106 размагничивания. Участок 112 кривой 106 размагничивания находится внутри круга 110 в квадранте II графика В-Н. Участок 112 кривой размагничивания проходит от точки 104, где кривая 106 размагничивания при некотором значении пересекает ось +В, до второй точки 108, где кривая 106 размагничивания при некотором значении пересекает ось - Н (отрицательную полуось). Под “крутизной наклона ΔВ/ΔН” здесь понимается наклон участка 112 кривой, измеренный в середине кривой между двумя точками 104 и 108, то есть “дифференциальная магнитная проницаемость в средней точке”, которая, как показано на фиг.14, составляет около 1,15.
Уникальное дальнодействие высокоэнергетического постоянного неомагнита 56, его способность создавать интенсивное магнитное поле В на всей длине немагнитного зазора 44 (фиг.3 и 3А) или 44G (фиг.11) магнитопровода (например, магнитопроводов 61 (фиг.2) и 61 G (фиг.4)) можно понять, если представить, что такой магнит работает, как будто у него внутри имеется свой собственный немагнитный зазор, т.е. промежуток, который не содержит ферромагнитного материала. Другими словами, такой магнит работает так, как будто он содержит внутренний виртуальный зазор, почти соответствующий суммарной длине неомагнита 56, измеренной в направлении магнитного потока. Поэтому добавление какого-то наружного, реального, физического, сопоставимого немагнитного зазора, например, такого, как зазор 44 или 44G, не приводит к сильному ослаблению потока 54, показанного в сечении множеством небольших крестиков на фиг.3А и 5 в магнитопроводе 61 (фиг.2) или 61 G (фиг.4), то есть не приводит к большому снижению интенсивности магнитного поля В на относительно длинном промежутке такого магнитопровода.
Для целей настоящего изобретения желательно, чтобы наклон в средней точке 112 кривой 106 размагничивания равнялся или был менее примерно 4, а более желательно, чтобы он был менее примерно 1,2, тогда как магнитная проницаемость воздуха или вакуума по определению равняется единице. На фиг.14 наклон в точке 112 составляет около 1,1, что, как показывает опыт, обеспечивается промышленно выпускаемыми неомагнитами из NdFeB. Малая величина этого наклона отражает магнитную “твердость”, неизменную внутреннюю остаточную намагниченность. Такой желательный наклон, относительно близкий к единице, называется дифференциальной магнитной проницаемостью размагничивания и измеряется как ΔВ (в гауссах)/ΔН (в эрстедах).
Практически значимый параметр неомагнита 56, который отражает требования по дальнодействию, называется максимальным энергетическим произведением; это произведение остаточной индукции Вr в средней точке 112 на число эрстедов размагничивания, которые необходимы, чтобы привести остаточную индукцию Вr неомагнита 56 из точки 104 на оси В в среднюю точку 112. Это произведение выражается в единицах “Мегагаусс Эрстед” (МГсЭ), которые общеприняты в промышленности. В соответствии с масштабом фиг.14, у неомагнита с такой характеристикой энергетическое произведение составило бы, по меньшей мере, около 25 МГсЭ. Желательно использовать неомагниты, обладающие наибольшими значениями МГсЭ, приобретение которых экономически оправдано, например, по меньшей мере, 30-35 МГс Э и выше. Сплав Альнико 5, напротив, не пригоден.
Кривая 122 размагничивания Альнико 5, показанная внутри круга 110 (фиг.14), имеет почти вертикальный спад с крутизной около 30 ΔВ/ΔН. Эта кривая 122 размагничивания пересекает ось Н в точке 126, значение в которой составляет менее 1000 Э. Напротив, подходящий неомагнит имеет кривую 106 размагничивания, которая обычно представляет собой относительно прямую линию 106 со значительно меньшим наклоном, идущую из точки 104 в точку 108, наклон которой ΔВ/ΔН относительно близок к единице.
На фиг.16 сопоставляются две кривые плотности магнитного потока (ось ординат) для сплава Альнико 5 и дальнодействующих неомагнитов. Аргументом (ось абсцисс) является толщина или длина немагнитного зазора в соответствующих магнитных цепях. Влияние данного зазора различно для различных размеров и конфигураций магнитных узлов; приведенные здесь зазоры соответствуют аппарату, описываемому в настоящем изобретении.
Среди доступных магнитов 56 промышленного изготовления, которые можно использовать при осуществлении настоящего изобретения, магниты, содержащие смесь кобальта с самарием (Сo5Sm), обладающие максимальным энергетическим произведением около 20 МГсЭ, остаточной индукцией Вr порядка 9000 Гс (0,9 Т) и близкой к единице дифференциальной магнитной проницаемостью размагничивания в средней точке, около 1,08. Также доступны и могут быть использованы промышленно выпускаемые магниты на основе кобальта с самарием (Co17Sm2) с максимальным энергетическим произведением около 22-28 МГсЭ, остаточной индукцией Вr в пределах 9000-11000 Гс (0,9-1,1 Т) и близкой к единице дифференциальной магнитной проницаемостью размагничивания в средней точке, в пределах от 1,15 и до почти 1,0.
Ограничением для плотности магнитного потока, которой можно достичь в немагнитном зазоре 44G, является способность полюсного наконечника 86 пропустить такой поток. Считается, что у железа, такой же степени чистоты, что и конструкционная сталь, магнитное насыщение возникает примерно при 2,1 Т. Согласно статье Douglas W. Dietrich “Magnetically Soft Materials”, Metals Handbook (10th Edition, Volume 2 (1990) pp.761-781), включенной в данное описание посредством ссылки на нее, если около трети железа заменить в сплаве на такую же долю кобальта, то этот предел увеличится примерно до 2,4 Т. Однако опыт показывает, что эти предельные величины достигаются в немагнитном промежутке 44G не более, чем на 70 процентов из-за существенного рассеяния магнитного потока, возникающего вокруг самих неомагнитов. Указанное магнитное рассеяние возникает из-за магнитного сопротивления немагнитного зазора 44G.
Ввод поля в параллелепипед полюсного наконечника можно осуществить, например, через 1, 2, 3, 4, 5, 6, 7 или большее число граней, причем каждая грань такого полюсного наконечника будет плотно прилегать к торцу полюса каждого участвующего неомагнита. В общем случае, чем больше граней полюсного наконечника принимают магнитный поток, тем лучше. Полюсный наконечник 91, имеющий три симметричных грани и два торца, в поперечном сечении будет иметь треугольник (фиг.13А). Можно добавить трехгранный торцевой неомагнит 56’, при этом другой конец полюсного наконечника 91 будет являться торцом 87 северного полюса. В случае шестигранника и двух торцов, полюсный наконечник 92 в поперечном сечении будет иметь шестиугольник (фиг.13В). Можно добавить шестигранный торцевой неомагнит 56’’. Другой конец 87 полюсного наконечника 92 будет являться торцом северного полюса.
В предельном случае круглый, цилиндрический полюсный наконечник 93 (в сечении показана его половина) окружают кольцевым магнитом 94, намагниченным по толщине в радиальном направлении, как показано на фиг.13С. Цилиндрический торцевой магнит 97, намагниченный продольно, вдоль оси цилиндра, завершает эту магнитную сборку. Другой конец 87 полюсного наконечника 93 является торцом его северного полюса. Ни одна из форм, показанных на фиг.13А, 13В, 13С, не имеет в поперечном сечении квадрата, и ни одна из них не создает в канале 43 или 43G магнитного потока квадратного сечения; поэтому какие-то граничные области приложенного магнитного поля оказываются за пределами размера 66, ширины канала 43 или 43G, и какие-то граничные области, по направлению движения металла, оказываются лежащими или до, или после электродов. Однако магнитный поток такого неквадратного сечения не приводит к вихревым потерям в расплавленном металле на границах зоны насосного действия в канале 43 или 43G, потому что ток I, протекающий между прямыми, параллельными противоположными электродами, охватывает зону, очень близкую к квадрату или прямоугольнику и простирающуюся поперек канала 43 или 43G. В результате это дает равномерную силу насосного действия на всей ширине канала.
На фиг.17 показана сборка из двух удлиненных полюсных наконечников 95, каждый с четырьмя длинными гранями. На три грани каждого полюсного наконечника подается магнитный поток от трех длинных неомагнитов 96, а четвертая грань представляет собой удлиненный полюсной торец 87. Такой удлиненный полюсной торец 87 можно сориентировать относительно потока металла в поперечном направлении для использования, например, совместно с каналом перекачки особо широкого размера 66. Небольшие неомагниты 56, показанные в отнесенном виде, можно прикрепить к торцам каждого удлиненного полюсного наконечника 95, чтобы, при желании, на каждом полюсном наконечнике получить в сумме 5 неомагнитов, если можно пренебречь рассеянием магнитного потока на двух торцах каждого полюсного наконечника.
В общем случае для получения подходящих экономических и практических результатов конструкция электромагнитного насоса, соответствующего настоящему изобретению, должна быть такой, чтобы свести к минимуму утечки магнитного поля и магнитный поток рассеяния таким образом, чтобы высокая магнитная энергия неомагнитов и их дальнодействие обеспечили интенсивное магнитное поле В в немагнитном зазоре 44, 44G и 44J (фиг.19) и в металлопроводе, расположенном в этом зазоре. Так, например, величину этого немагнитного зазора 44, 44G и 44J делают минимально практически возможной.
Соседние неомагнитные элементы с одинаковой ориентацией полюсов можно собирать вместе и рассматривать их при этом, как один магнит. Например, восемь кубических неомагнитов, каждый с ребром 25 мм, могут быть собраны в один кубик с ребром 50 мм. Вообще неомагниты при такой сборке будут отталкиваться друг от друга, поэтому их взаимное отталкивание должно быть принудительно сдержано.
Измерение расхода металла. Сигнал уровня или предельного уровня расплавленного металла в литейном аппарате может быть получен от любого из многочисленных устройств измерения уровня металла, известных в этой области техники. Полезно то, что такой сигнал можно подать для управления источником постоянного напряжения, обеспечивающим ток I. Тем самым можно управлять величиной этого тока с целью управления расходом металла при работе насоса для согласования с уровнем или предельными возможностями литейной машины или формы, чтобы исключить переполнение или возникновение пустот или неслитин в литейном металле. Одно такое подходящее бесконтактное устройство на основе катушки для выработки сигнала уровня расплавленного металла в машине непрерывного литья описано в патенте США №4138888.
Одна или несколько пар дополнительных небольших встроенных пассивных чувствительных электродов 132 и 134 (фиг.3А) с соответствующими соединителями 136 и 138 (фиг.3А и 5) выступают сквозь стенку металлопровода так, что входят в соприкосновение с потоком расплавленного металла М (фиг.5, 3А, 3, 2, 4).
В местах, где магнитный поток проходит сквозь металлопровод, движущийся в металлопроводе жидкий металл порождает э.д.с., действующую под прямым углом к магнитному потоку и к потоку металла в соответствии с принципом Фарадея для режима генератора, когда механическая энергия преобразуется в электрическую. Этот сигнал пропорционален скорости потока, проходящего между двумя электродами 132 и также между двумя другими электродами 134. Эти пассивные чувствительные электроды 132 и 134 (фиг.5 и 3А) определяют путь тока поперек относительно слабых граничных областей 55 или 55G магнитного поля 54 или 54G, которое приводит расплавленный металл в движение. Видно, что две пары чувствительных электродов 132, 134 расположены выше по течению и ниже по течению от рабочей зоны 50 и 50G. Электрические выходные сигналы от этих двух пар электродов электрически смешиваются и усредняются. Усредненный электрический сигнал от этих датчиков подается на измеритель (не показан), удобный для осуществления ручного управления постоянным током I, или подается на устройство (не показано) управления постоянным током для устойчивого и точного управления насосом 32 или 32G, или же для управления аппаратом 32 или 32G как тормозом или дросселем. Следовательно, реализуется преимущество вариантов осуществления настоящего изобретения, заключающееся в их способности согласовывать подачу расплавленного металла со скоростью работы машины непрерывного литья.
Для целей управления было бы достаточно любой одной из этих пар электродов 132 или 134, но неизбежные флуктуации постоянного тока, приводящего металл в движение и протекающего между близко расположенными электродами 68, и связанные с этим изменения магнитного поля этого тока создают нежелательную э.д.с. между чувствительными электродами в парах 132 или 134. Однако симметричное расположение чувствительных электродов относительно приводных электродов 68 постоянного тока (перед ними и после них) приводит к тому, что нежелательные э.д.с. компенсируют друг друга и не вносят помеху в управляющую э.д.с., которая подается на измеритель или в устройство управления постоянным током.
Вместо того, чтобы, в соответствии с принципом Фарадея для генератора, с целью формирования э.д.с. использовать граничные области магнитного поля 55 или 55G для создания магнитного поля, проходящего сквозь поток расплавленного металла в направлении, параллельном полю В, можно использовать отдельные магниты, соответствующим образом расположенные до и после границ главного поля. В этом случае достаточно только одной пары чувствительных электродов, подобных описанным выше.
На фиг.18 и 19 изображен электромагнитный насос 32J, соответствующий настоящему изобретению. Первая и вторая мощные кубические магнитные сборки 180N и 180S каждая содержит восемь неомагнитов 56 кубической формы, имеющих размер ребер около 51 мм. Таким образом, каждая мощная кубическая магнитная сборка 180N и 180S имеет ребра длиной около 102 мм и общую площадь торца 87 полюса около 104 см2. Эти торцы 87 полюсов плотно посажены на поверхности 74 плоских охладителей, а сами плоские охладители плотно посажены на противоположные торцы рабочей зоны 50J металлопровода 48J.
Большое ферромагнитное ярмо 160 охватывает эти две магнитные сборки. Ярмо содержит верхний и нижний поперечные элементы 160b и 160с и два вертикальных элемента 160а и 160d. Элементы ярма соответствующим образом скреплены друг с другом при помощи съемных винтов (не показаны), например, подобных винтам 63 на фиг.2, так что ярмо 160 может быть легко разобрано.
Следует заметить, что вертикальные элементы 160а и 160d расположены относительно далеко от двух магнитных сборок, чтобы уменьшить рассеяние магнитного потока. При этом немагнитный зазор 44J между противоположными торцами 87 полюсов в представленном варианте составляет всего лишь около 38 мм.
Чтобы удерживать две магнитные сборки 180N и 180S вместе навстречу силам взаимного магнитного отталкивания, которые действуют между неомагнитами 56, их заключают в соответствующие немагнитные корпуса, показанные в виде штрихового контура и выполненные, например, из алюминия.
Высота 67 и ширина 66 канала 43 составляют около 8 мм и около 102 мм соответственно.
Пара противолежащих электродов (не показаны) для пропускания постоянного тока I в поперечном направлении через поток расплавленного металла М установлена соответствующим образом, как описано выше, при этом каждый из электродов имеет длину около 102 мм.
ИСПЫТАНИЯ ПРОТОТИПА АППАРАТА ПО ИЗОБРЕТЕНИЮ
При испытаниях использовали сплав висмута, подобный тому, который известен как сплав Вуда. Этот металл удобен тем, что плавится при относительно низкой температуре, 70°С. Его плотность составляет 10 г/см3.
На вертикальной проекции фиг.15 показана испытательная установка 150, на которой были проведены многократные эксперименты. Насос 32 перекачивал расплавленный металл из плавильного контейнера 152 через трубы 154 и через прямой тонкостенный нагнетающий металлопровод 48, имеющий канал 43 постоянного поперечного сечения, в направлении колонны 156 измерения напора. Когда открывали кран 158, металл свободно циркулировал из контейнера 152 по трубам 154 и 160 и обратно в контейнер.
Температура расплавленного сплава Вуда, когда он перекачивался насосом 32, составляла около 93° С. Металлопровод 48 был изготовлен на станке из блока силиката кальция и имел форму, подобную металлопроводу 48 на фиг.3. Канал 43 металлопровода 48 имел высоту около 5,6 мм и ширину около 51 мм, и, таким образом, его поперечное сечение составило около 2,8 см2.
Однонаправленный магнитный поток с индукцией около 7000 Гс (0,7 Т) был подведен к зазору длиной порядка 38 мм на площади около 26 см2 в направлении, показанном стрелкой В на фиг.15 и 2, через два скошенных полюсных наконечника 58. Магнитное поле было создано четырьмя высокоэнергетическими неомагнитами промышленного изготовления из NdFeB, показанными штриховыми линиями на фиг.2 и 2А - два магнита сверху, с одним полюсным наконечником 58, и два магнита снизу, с другим полюсным наконечником. Каждый из этих четырех дальнодействующих неомагнитов 56 представлял собой куб с ребром около 51 мм. Когда расплавленный металл находился в насосе, между разнесенными, параллельно расположенными медными электродами 68, с площадью торца каждого около 2,4 см2, пропускали постоянный ток от 0 до 500 А, при этом ток протекал в направлении, указанном стрелкой I на фиг.2, 2А, 3 и 3А. Этот постоянный ток величиной до 500 А подавался от сварочного аппарата, который был способен обеспечить напряжение 10В, хотя к электродам прикладывали напряжение не более 4В. Во время испытаний, которые описываются ниже, падение напряжения на электродах 68 и на расплавленном металле при токе 500 А составляло около 0,5 В.
Перед тем как выполнять измерения расхода и напора, расплавленному металлу давали циркулировать в направлении стрелок 161 и 159 в течение нескольких минут, чтобы прогреть изолированные изнутри трубы 154 и 160, а также металлопровод 48, также имеющий внутреннюю изоляцию. Высота расплавленного металла, соответствующая давлению нулевого напора, которое измеряли как манометрическое давление, т.е. давление относительно атмосферного давления, представляла собой высоту свободного уровня 164 “PrHd0” жидкого металла 165 в плавильном контейнере 152. Постоянство атмосферного давления на поверхность 164 жидкого металла обеспечивали свободной крышкой 166. При выключенном насосе этот уровень 164 был таким же, как и уровень поверхности жидкого металла в колонне 156 измерения напора, открытой с верхнего конца (для наглядности, изоляция не показана). При включенном насосе и широко открытом кране 158 уровень жидкого металла в колонне 156 сильно не поднимался. Небольшой подъем (который для простоты далее не отмечается) возникал в основном из-за противодавления трения и турбулентности в трубе 160. Так была измерена величина расхода металла при циркуляции (по стрелкам 161 и 159), которая составила около 0,3 л/с или около 11 т/ч.
Затем кран 158 закрывали, чтобы измерить располагаемое давление напора Ht при отсутствии течения, т.е. при отсечке. Чтобы измерить максимальный напор Ht, создаваемый насосом, на поверхность сплава Вуда в колонне 156 была на плаву помещена алюминиевая болванка 168. Присоединенный к ней тонкий трос 172 огибал шкив 174, закрепленный в верхней части колонны 156, затем шел вниз и был прикреплен к противовесу 170. Исходя из положения противовеса по вертикали, при помощи простых арифметических действий определяли уровень сплава Вуда в колонне.
Величина подъема уровня жидкого металла в колонне, полученного при закрытии крана 158, т.е. при отсутствии течения, составила 350 мм от его уровня при нулевом напоре PrHd0; расстояние по вертикали "Ht" соответствовало напору "PrHdmax" 370 г/см2 или 0,36 бар относительно уровня 164 (PrHd0) расплавленного металла в плавильном контейнере 152. Этот напор вычисляли путем умножения высоты подъема Ht 35,0 см на плотность 10,5 г/см3 расплавленного металла 165.
Скорость течения расплавленного металла измеряли электромагнитным способом, описанным выше, а полученный таким образом сигнал осуществлял управление скоростью накачки, поддерживая эту скорость по существу постоянной, на уровне около 0,3 л/с, как описывалось ранее.
Данный эксперимент, материалы и параметры приведены только для иллюстрации, а не для ограничения идеи и объема изобретения, которое можно осуществить при помощи разных аппаратов, разными способами, с разными материалами и параметрами.
Электромагнитные насосы, соответствующие настоящему изобретению, можно использовать для подъема расплавленной меди на высоту стандартной поворотной печи, а именно на высоту до 3 метров и более, т.е. для подъема на высоту, достаточную для питания машины непрерывного литья, например, как показано на фиг.1 и 1А, из существующей, низко расположенной стационарной печи. Таким образом, отпадает необходимость в поворотной печи для подогрева и дозированной подачи расплавленного металла в такую машину.
Хотя настоящее изобретение было детально описано на конкретных примерах предпочтительных вариантов, следует понимать, что для получения полезных результатов можно использовать множество других форм и схем сборки неомагнитных элементов, помимо тех, что уже были описаны. В более общем смысле, следует понимать, что приведенные примеры вариантов осуществления изобретения даны лишь для целей иллюстрации. Раскрытые варианты не следует считать ограничивающими объем изобретения, так как специалистами в области непрерывного литья и перемещения расплавленных металлов в детали описанных способов и аппарата, с целью приспособления этих способов и аппарата к нуждам конкретных установок непрерывного литья или последовательной разливки металла в ряд по существу идентичных литейных форм, могут быть внесены изменения, не выходящие за границы объема нижеприведенной формулы изобретения.
Реферат
Изобретение относится к области литья металлов, более конкретно, к электромагнитному перемещению расплавленного металла при производстве металлических изделий методом литья, например, посредством машины непрерывного литья, а также к задаче периодического перемещения измеренных, дозированных, контролируемых и/или заданных количеств расплавленного металла в литейный аппарат, содержащий ряд идентичных форм для получения набора или серии по существу идентичных металлических отливок. Аппарат, система и способ для точного и быстрого управления подачей расплавленного металла в литейную машину путем его накачки, торможения или дросселирования. Использован электромагнитный принцип Фарадея-Ампера для тока в однонаправленном магнитном поле, а направление насосного действия или дросселирования определяется правилом правой руки. Постоянные магниты, содержащие неодим или подобные редкоземельные высокоэнергетические материалы, обеспечивают уникальное магнитное “дальнодействие”. Такие неомагниты, выполненные в виде кубиков, собраны в различные мощные конфигурации для создания интенсивного однонаправленного магнитного поля (В) в немагнитном промежутке, во много раз большем, нежели промежутки, реально осуществимые иными способами. В этом промежутке размещен металлопровод для прокачивания и перемещения расплавленного металла. Одно из преимуществ заключается в том, что данное изобретение позволяет исключить необходимость в металлургических заслонках с сервоуправлением или в дорогостоящих поворотных механизмах для металлургических печей. 5 н. и 41 з.п.ф-лы, 19 ил.
Комментарии