Способ лазерной сварки плоских проводов - RU2666201C1
Код документа: RU2666201C1
Чертежи









Описание
1. Область изобретения
[0001] Изобретение относится к способу лазерной сварки плоских проводов.
2. Описание уровня техники
[0002] Статор двигателя включает в себя сердечник статора и множество сегментных катушек, которые устанавливаются в пазы сердечника статора. Каждая сегментная катушка типично является плоским проводом, покрытым изолирующей пленкой. Концы сегментных катушек соединяются друг с другом посредством сварки и т.п.
[0003] Публикация японской патентной заявки № 2013-109948 раскрывает способ лазерной сварки плоских проводов, которые используются для сегментных катушек, например. В JP 2013-109948 A пара плоских проводов, покрытых изолирующими пленками, очищают от изолирующих пленок с боковых поверхностей на своих концах, а затем эти боковые поверхности на концах соединяют встык, а лазерный пучок подают к торцевым поверхностям плоских проводов, чтобы сваривать вместе боковые поверхности на концах.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0004] Настоящие изобретатели обнаружили следующую проблему со способом лазерной сварки плоских проводов, раскрытым в JP 2013-1099948 A. Фиг. 16 - это вид сбоку части соединения, иллюстрирующий проблему со способом лазерной сварки, раскрытым в JP 2013-1099948 A. Как показано на фиг. 16, боковая поверхность 53a плоского провода 50a имеет ступеньку между частью, где изолирующая пленка 51a зачищена, и другой частью, где изолирующая пленка 51a не зачищена. Аналогично, боковая поверхность 53b плоского провода 50b имеет ступеньку между частью, где изолирующая пленка 51b зачищена, и другой частью, где изолирующая пленка 51b не зачищена. Кроме того, хотя это не показано, торцевые поверхности 54a, 54b подвергаются процессу отрезки, так что некоторые заусенцы и прогибания возникают на торцевых поверхностях 54a, 54b. По этим причинам, зазор остается между боковыми поверхностями 53a, 53b, даже когда плоские провода 50a, 50b зажимаются в точке соединения. На фиг. 16 прерывистые линии, указанные в пределах плоских проводов 50a, 50b, представляют участки 52a, 52b проводника.
[0005] Согласно способу лазерной сварки, раскрытому в JP 2013-109948 A, лазерный пучок LB подают к боковым поверхностям 53a, 53b. Таким образом, как показано на фиг. 16, лазерный пучок LB может проникать в зазор между ними и повреждать изолирующие пленки 51a, 51b плоских проводов 50a, 50b. Кроме того, лазерный пучок LB может проходить через этот зазор и повреждать изолирующие пленки других плоских проводов, например.
[0006] Настоящее изобретение предлагает способ лазерной сварки плоских проводов, посредством которого неблагоприятные воздействия, вызванные лазерным пучком, проникающим в зазор между боковыми поверхностями, которые должны быть соединены вместе, могут быть уменьшены.
[0007] Одним аспектом настоящего изобретения является способ лазерной сварки плоских проводов, в котором первую боковую поверхность на первом конце первого плоского провода, покрытого первой изолирующей пленкой, зачищенную от первой изолирующей пленки, и вторую боковую поверхность на втором конце второго плоского провода, покрытого второй изолирующей пленкой, зачищенную от второй изолирующей пленки, соединяют встык, а лазерный пучок подают к первой торцевой поверхности первого плоского провода и второй торцевой поверхности второго плоского провода, чтобы сваривать вместе первую боковую поверхность и вторую боковую поверхность, причем способ лазерной сварки включает в себя: подачу лазерного пучка в форме петли в пределах первой торцевой поверхности, чтобы формировать ванну расплава; и подачу лазерного пучка в пределах первой торцевой поверхности, постепенно увеличивая диаметр петлеобразной траектории лазерного пучка, чтобы позволять ванне расплава достигать первой боковой поверхности и второй боковой поверхности.
[0008] В этом аспекте настоящего изобретения лазерный пучок подают в форме петли в пределах торцевой поверхности первого плоского провода, чтобы сформировать ванну расплава, а диаметр петлеобразной траектории лазерного пучка постепенно увеличивают, чтобы позволить ванне расплава достигать первой боковой поверхности и второй боковой поверхности. Согласно этой конфигурации представляется возможным заполнять зазор между первой боковой поверхностью и второй боковой поверхностью ванной расплава без подачи лазерного пучка между первой боковой поверхностью и второй боковой поверхностью и, таким образом, предотвращать проникновение лазерного пучка в этот зазор. В результате, неблагоприятные воздействия, вызванные лазерным пучком, проникающим в зазор между боковыми поверхностями, могут быть уменьшены.
[0009] Форма петли может быть круглой по форме или эллиптической по форме. Согласно этой конфигурации, лазерный пучок может быть подан по плавной траектории, которая менее вероятно должна вызывать возмущение в ванне расплава, так что разбрызгивание может быть пресечено.
[0010] Форма петли может быть прямоугольной по форме.
[0011] Форма петли может быть спиральной по форме.
[0012] Форма петли может быть эллиптической по форме, а большая ось эллипса может быть параллельна первой боковой поверхности и второй боковой поверхности. "Параллельный" здесь является понятием, включающим в себя не только точно параллельный, но также "практически параллельный", что означает параллельный, как оценивается по техническим общим принципам. Согласно этой конфигурации, ванне расплава предоставляется возможность достигать широкой области зазора между первой боковой поверхностью и второй боковой поверхностью в короткое время.
[0013] У первой торцевой поверхности лазерный пучок может подаваться только к области первой торцевой поверхности, которая располагается со стороны первой боковой поверхности относительно начального местоположения подачи лазерного пучка.
[0014] Лазерный пучок может быть подан ко второй торцевой поверхности, когда диаметр петлеобразной траектории лазерного пучка увеличивается постепенно.
[0015] В вышеприведенном аспекте способ лазерной сварки может дополнительно включать в себя: подачу другого лазерного пучка в форме петли в пределах второй торцевой поверхности, чтобы сформировать другую ванну расплава; и подачу другого лазерного пучка в пределах второй торцевой поверхности, в то же время постепенно увеличивая диаметр имеющей форму петли траектории другого лазерного пучка, чтобы сплавлять вместе ванну расплава и другую ванну расплава. Согласно этой конфигурации, представляется возможным заполнять зазор между первой боковой поверхностью и второй боковой поверхностью с помощью двух ванн расплава без подачи лазерного пучка между первой боковой поверхностью и второй боковой поверхностью и, таким образом, дополнительно предотвращать проникновение лазерного пучка в этот зазор. В результате, неблагоприятные воздействия, вызванные лазерным пучком, проникающим в зазор между первой боковой поверхностью и второй боковой поверхностью, могут быть дополнительно уменьшены.
[0016] В вышеприведенном аспекте у первой торцевой поверхности лазерный пучок может быть подан только к области первой торцевой поверхности, которая находится со стороны первой боковой поверхности относительно местоположения начала подачи лазерного пучка, а у второй торцевой поверхности другой лазерный пучок может быть подан только к области второй торцевой поверхности, которая находится со стороны второй боковой поверхности относительно местоположения начала подачи другого лазерного пучка.
[0017] В вышеприведенном аспекте лазерный пучок может быть подан ко второй торцевой поверхности, когда диаметр петлеобразной траектории лазерного пучка увеличивается постепенно, а другой лазерный пучок может быть подан к первой торцевой поверхности, когда диаметр петлеобразной траектории другого лазерного пучка увеличивается постепенно.
[0018] В вышеприведенном аспекте лазерный пучок может быть подан только к первой торцевой поверхности, а другой лазерный пучок может быть подан только ко второй торцевой поверхности.
[0019] Настоящее изобретение может предоставлять способ лазерной сварки плоских проводов, посредством которого неблагоприятные воздействия, вызванные лазерным пучком, проникающим в зазор между первой боковой поверхностью и второй боковой поверхностью, могут быть уменьшены.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0020] Признаки, преимущества и техническое и промышленное значение примерных вариантов осуществления изобретения будут описаны ниже со ссылкой на сопровождающие чертежи, на которых аналогичные номера обозначают аналогичные элементы, и на которых:
Фиг. 1 - это вид в перспективе, показывающий схематичную конфигурацию статора.
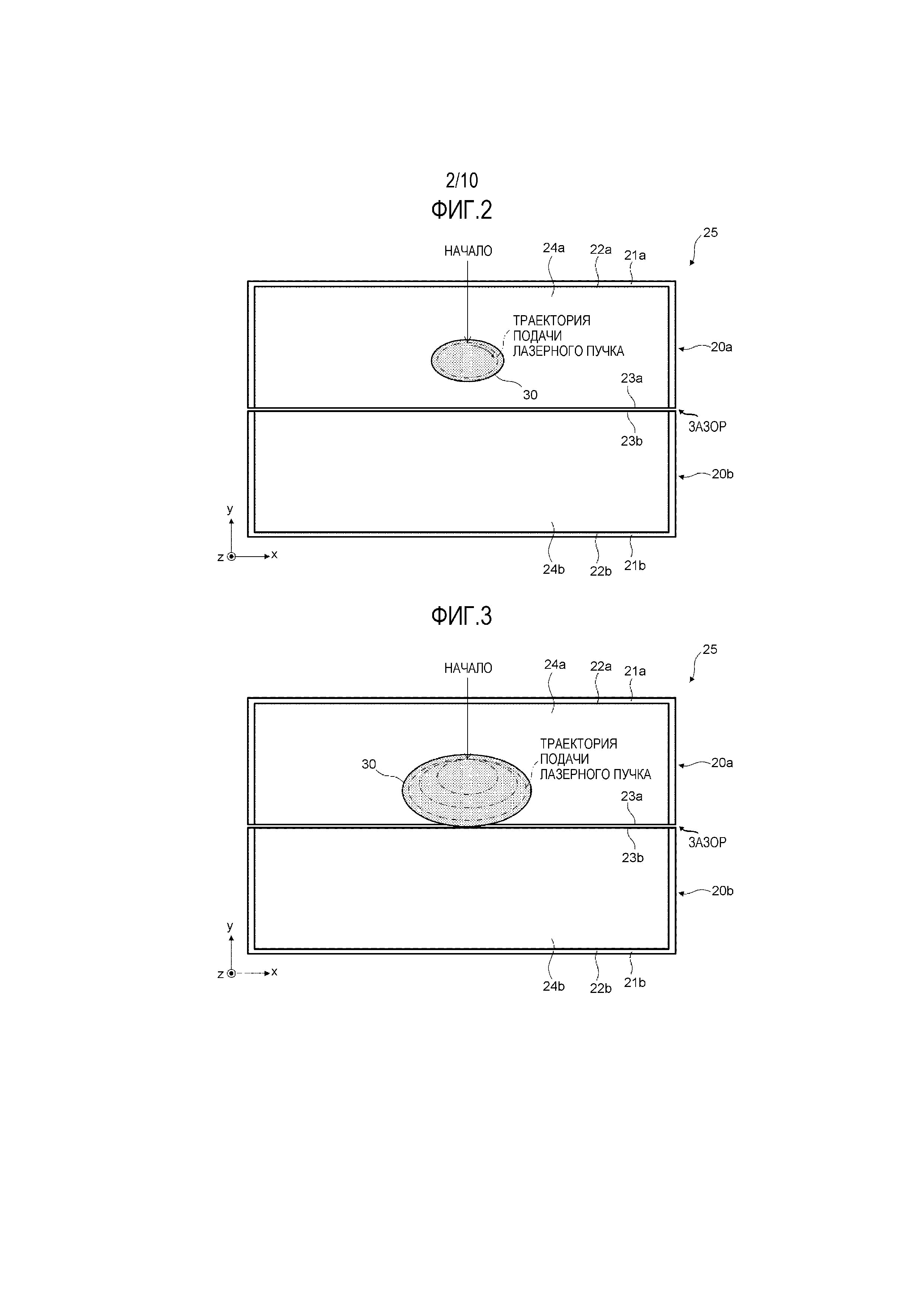
Фиг. 2 - это вид сверху, показывающий способ лазерной сварки плоских проводов согласно первому варианту осуществления.
Фиг. 3 - это вид сверху, показывающий способ лазерной сварки плоских проводов согласно первому варианту осуществления.
Фиг. 4 - это вид сбоку для фиг. 3.
Фиг. 5 - это вид сверху, показывающий способ лазерной сварки плоских проводов согласно первому варианту осуществления.
Фиг. 6 - это блок-схема, показывающая конфигурацию устройства лазерной сварки, используемого в способе лазерной сварки плоских проводов согласно первому варианту осуществления.
Фиг. 7 - это график, показывающий колебания плазмы и отраженный свет.
Фиг. 8 - это вид сбоку, показывающий модифицированный пример части 25 соединения плоских проводов 20a, 20b в способе лазерной сварки плоских проводов согласно первому варианту осуществления.
Фиг. 9 - это вид сверху, показывающий модифицированный пример траектории подачи лазерного пучка в способе лазерной сварки плоских проводов согласно первому варианту осуществления.
Фиг. 10 - это вид сверху, показывающий модифицированный пример траектории подачи лазерного пучка в способе лазерной сварки плоских проводов согласно первому варианту осуществления.
Фиг. 11 - это вид сверху, показывающий модифицированный пример траектории подачи лазерного пучка в способе лазерной сварки плоских проводов согласно первому варианту осуществления.
Фиг. 12 - это вид сверху, показывающий способ лазерной сварки плоских проводов согласно второму варианту осуществления.
Фиг. 13 - это вид сверху, показывающий способ лазерной сварки плоских проводов согласно второму варианту осуществления.
Фиг. 14 - это вид сверху, показывающий способ лазерной сварки плоских проводов согласно второму варианту осуществления.
Фиг. 15 - это таблица, показывающая условия испытания и результаты примера 1 и сравнительных примеров 1 и 2.
Фиг. 16 - это вид сбоку части соединения, иллюстрирующий проблему со способом лазерной сварки, раскрытым в JP 2013-1099948 A.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0021] В последующем конкретные варианты осуществления в качестве применений настоящего изобретения будут описаны подробно со ссылкой на чертежи. Однако настоящее изобретение не ограничено последующими вариантами осуществления. Чтобы прояснять иллюстрацию, последующее описание и чертежи должным образом упрощены.
[0022] (Первый вариант осуществления)
Сначала будет описан пример конфигурации статора, включающего в себя сегментные катушки, которые свариваются способом лазерной сварки плоских проводов согласно этому варианту осуществления. Фиг. 1 - это вид в перспективе, показывающий схематичную конфигурацию статора. Как показано на фиг. 1, статор 1, который является статором двигателя, включает в себя сердечник 10 статора и множество сегментных катушек 20.
[0023] Сердечник 10 статора формируется посредством укладки друг на друга кольцеобразных магнитных стальных листов в осевом направлении статора 1 (направлении z-оси на фиг. 1) и имеет практически цилиндрическую форму в целом. Внутренняя круговая поверхность сердечника 10 статора снабжается зубцами 11, которые выступают во внутреннюю круговую сторону и протягиваются в осевом направлении статора 1, и пазы 12, которые являются канавками, сформированными между соседними зубцами 11. Сегментные катушки 20 соответственно устанавливаются в пазы 12.
[0024] Сегментная катушка 20 является электрическим проводом с прямоугольным поперечным сечением, т.е., плоским проводом. Сегментная катушка 20 типично изготовлена из чистой меди, но может вместо этого быть изготовлена из металлического материала, имеющего высокую электропроводность, такого как алюминий или сплав, состоящий, главным образом, из меди и алюминия.
[0025] Каждая сегментная катушка 20 формируется, по существу, в U-образной форме. Как показано на фиг. 1, каждый из концов сегментных катушек 20 (концы катушек) выступает из верхней торцевой поверхности сердечника 10 статора. Часть 25 соединения - это часть, где концы сегментных катушек 20, соседних друг с другом в радиальном направлении, свариваются вместе. Множество частей 25 соединения выстраиваются кольцеобразно в круговом направлении сердечника 10 статора. В примере на фиг. 1 48 частей 25 соединения выстраиваются кольцеобразно. Четыре ряда частей 25 соединения, таким образом, выстроенных кольцеобразно, располагаются в радиальном направлении.
[0026] Далее, способ лазерной сварки плоских проводов согласно этому варианту осуществления будет описан со ссылкой на фиг. 2-5. Фиг. 2, фиг. 3 и фиг. 5 являются видами сверху, показывающими способ лазерной сварки плоских проводов согласно первому варианту осуществления. Фиг. 4 - это вид сбоку для фиг. 3. Способ лазерной сварки плоских проводов согласно этому варианту осуществления используется, чтобы сваривать лазером части 25 соединений сегментных катушек 20, показанные на фиг. 1. Должно быть понятно, что правосторонние xyz-координаты, показанные на фиг. 2-5, представлены для удобства описания позиционных соотношений между компонентами. Направление z-оси на фиг. 1 и направления z-оси на фиг. 2-5 совпадают друг с другом. Обычно, положительное направление z-оси является направлением вертикально вверх, а xy-плоскость является горизонтальной плоскостью.
[0027] Сначала, как показано на фиг. 2, первая боковая поверхность 23a на первом конце первого плоского провода (сегментной катушки) 20a, которая зачищена от изолирующей пленки 21a, и вторая боковая поверхность 23b на втором конце второго плоского провода (сегментной катушки) 20b, которая зачищена от изолирующей пленки 21b, соединяются встык в точке 25 соединения. Затем, лазерный пучок подают к первой торцевой поверхности 24a первого плоского провода 20a в направлении вертикально вниз (отрицательном направлении z-оси). Этот лазерный пучок подают в форме петли в пределах первой торцевой поверхности 24a первого плоского провода 20a, чтобы формировать ванну 30 расплава. Форма петли означает кольцеобразную форму (замкнутую петлю) или спиральную форму (разомкнутую петлю). В показанном примере траектория подачи лазерного пучка имеет эллиптическую форму.
[0028] Здесь, если траектория подачи лазерного пучка не имеет форму петли, сформированная ванна 30 расплава не может разрастаться. Будучи выполненными из металлического материала, имеющего высокую электропроводность, первый и второй участки 22a, 22b проводника первого и второго плоских проводов 20a, 20b также имеют превосходную теплопроводность. Соответственно, фрагменты, расплавленные посредством подачи лазерного пучка, быстро отвердевают. По той же причине, ванна 30 расплава не может быть сформирована, если диаметр петлеобразной траектории подачи слишком большой. Следовательно, ванна 30 расплава формируется с отчасти уменьшенным диаметром петлеобразной траектории подачи.
[0029] Как показано на фиг. 2, в способе лазерной сварки плоских проводов согласно этому варианту осуществления сначала лазерный пучок подают в форме петли в пределах первой торцевой поверхности 24a первого плоского провода 20a, чтобы формировать ванну 30 расплава. Таким образом, лазерный пучок не подают к первой и второй боковым поверхностям 23a, 23b. На этом этапе, следовательно, предотвращается проникновение лазерного пучка в зазор между первой боковой поверхностью 23a и второй боковой поверхностью 23b.
[0030] Далее, как показано на фиг. 3, диаметр траектории подачи лазерного пучка, т.е., диаметр эллипса, увеличивается в пределах первой торцевой поверхности 24a первого плоского провода 20a, чтобы позволять ванне 30 расплава достигать первой и второй боковых поверхностей 23a, 23b. В частности, каждый раз, когда лазерный пучок возвращается в местоположение начала подачи (НАЧАЛО, указанное стрелкой на фиг. 3), диаметр эллипса, являющегося траекторией подачи, увеличивается. Таким образом, диаметр ванны 30 расплава также устойчиво увеличивается, так что, на этапе, когда лазерный пучок подают в пределах первой торцевой поверхности 24a первого плоского провода 20a, ванна 30 расплава достигает первой и второй боковых поверхностей 23a, 23b. Здесь, большая ось эллиптической траектории подачи является параллельной первой и второй боковым поверхностям 23a, 23b (длинным сторонам первого и второго плоских проводов 20a, 20b в показанном примере). Это может позволять ванне 30 расплава достигать широкой области зазора между первой боковой поверхностью 23a и второй боковой поверхностью 23b в короткое время.
[0031] В результате, как показано в виде сбоку на фиг. 4, зазор между первой боковой поверхностью 23a и второй боковой поверхностью 23b заполняется ванной 30 расплава. Т.е., на этом этапе, как показано на фиг. 4, лазерный пучок LB не подают к первой и второй боковым поверхностям 23a, 23b, а зазор между первой боковой поверхностью 23a и второй боковой поверхностью 23b заполняется ванной 30 расплава. Таким образом, предотвращается проникновение лазерного пучка LB в зазор между первой боковой поверхностью 23a и второй боковой поверхностью 23b.
[0032] Далее, как показано на фиг. 5, диаметр траектории подачи лазерного пучка, т.е., диаметр эллипса, увеличивается поперек первой торцевой поверхности 24a первого плоского провода 20a и второй торцевой поверхности 24b второго плоского провода 20b до тех пор, пока ванна 30 расплава не вырастет до желаемого размера. В частности, каждый раз, когда лазерный пучок возвращается в местоположение начала подачи (НАЧАЛО, указанное стрелкой на фиг. 5), диаметр эллипса, являющегося траекторией подачи, увеличивается. Когда диаметр эллипса достигает предварительно определенного значения, подача лазерного пучка заканчивается в точке начала подачи (КОНЕЦ, указанный стрелкой на фиг. 5).
[0033] На этом этапе, как показано на фиг. 5, лазерный пучок проходит первую и вторую боковые стороны 23a, 23b, но зазор между первой боковой поверхностью 23a и второй боковой поверхностью 23b уже был заполнен ванной 30 расплава. Таким образом, предотвращается проникновение лазерного пучка в зазор между первой боковой поверхностью 23a и второй боковой поверхностью 23b.
[0034] Как было описано выше, в способе лазерной сварки плоских проводов согласно этому варианту осуществления сначала лазерный пучок подают в форме петли в пределах первой торцевой поверхности 24a первого плоского провода 20a, чтобы формировать ванну 30 расплава. После этого, диаметр траектории подачи лазерного пучка, т.е., диаметр эллипса, увеличивается в пределах первой торцевой поверхности 24a первого плоского провода 20a, чтобы позволять ванне 30 расплава достигать первой и второй боковых поверхностей 23a, 23b.
[0035] Другими словами, зазор между первой боковой поверхностью 23a и второй боковой поверхностью 23b заполняется ванной 30 расплава без подачи лазерного пучка к первой и второй боковым поверхностям 23a, 23b. Таким образом, может быть предотвращено проникновение лазерного пучка в зазор между первой боковой поверхностью 23a и второй боковой поверхностью 23b. В результате, неблагоприятные воздействия, вызванные лазерным пучком, проникающим в зазор между боковыми поверхностями, могут быть уменьшены.
[0036] Таким образом, в способе лазерной сварки плоских проводов согласно этому варианту осуществления, ванна 30 расплава формируется в пределах торцевой поверхности одного плоского провода, и ванна 30 расплава растет так, чтобы достигать зазора между первой боковой поверхностью 23a и второй боковой поверхностью 23b. Было подтверждено, что этот способ может предотвращать проникновение лазерного пучка в зазор вплоть до 0,15 мм.
[0037] В способе лазерной сварки плоских проводов согласно этому варианту осуществления траектория подачи лазерного пучка имеет форму петли, так что лазерный пучок может быть подан по плавной траектории. Таким образом, тепло менее вероятно должно концентрироваться, а формирование разбрызгивания может быть пресечено. Например, если траектория подачи лазерного пучка следует пути с крутыми поворотами, тепло концентрируется в точках разворота, и имеется тенденция к возникновению разбрызгивания. Кроме того, разрастающаяся ванна 30 расплава может увеличивать диаметр ванны 30 расплава относительно глубины проникновения ванны 30 расплава. Таким образом, формирование разбрызгивания может быть пресечено, поскольку поверхностное натяжение ванны 30 расплава увеличивается.
[0038] Далее, устройство лазерной сварки, используемое в способе лазерной сварки плоских проводов согласно этому варианту осуществления, будет описано со ссылкой на фиг. 6. Фиг. 6 - это блок-схема, показывающая конфигурацию устройства лазерной сварки, используемого в способе лазерной сварки плоских проводов согласно первому варианту осуществления. Как показано на фиг. 6, устройство лазерной сварки, используемое в способе лазерной сварки плоских проводов согласно первому варианту осуществления, включает в себя лазерный генератор 101, лазерную головку LH, полосовые фильтры BPF1, BPF2, схемы PEC1, PEC2 фотоэлектрического преобразования и блок 102 определения разбрызгивания.
[0039] Лазерный генератор 101 является сильно фокусирующим лазерным генератором, который может генерировать одномодовый пучок волоконного лазера с диаметром пучка 100 мкм или меньше, например. Лазерная головка LH является гальваносканирующей лазерной головкой, которая может подавать лазерный пучок со скоростью 500 мм/с или выше, например. Лазерная головка LH включает в себя линзы L1-L3, полупрозрачное зеркало HM и зеркала M1, M2. Лазерный пучок LB, выводимый из лазерного генератора 101 и вводимый в лазерную головку LH, проходит через линзу L1, полупрозрачное зеркало HM, линзу L2, зеркала M1, M2 и линзу L3 в таком порядке и подается к ванне 30 расплава.
[0040] Отраженный свет лазерного пучка LB, отраженный от ванны 30 расплава, проходит через линзу L3, зеркало M2, зеркало M1, линзу L2 и полупрозрачное зеркало HM лазерной головки LH в таком порядке и выбирается посредством полосового фильтра BPF1. Затем, отраженный свет, выбранный посредством полосового фильтра BPF1, преобразуется в электрический сигнал посредством схемы PEC1 фотоэлектрического преобразования и вводится в блок 102 определения разбрызгивания.
[0041] Между тем, плазма (например, с длиной волны 400-600 нм), сформированная в ванне 30 расплава, проходит через линзу L3, зеркало M2, зеркало M1, линзу L2 и полупрозрачное зеркало HM лазерной головки LH в таком порядке и отбирается посредством полосового фильтра BPF2. Затем, плазма, отобранная посредством полосового фильтра BPF2, преобразуется в электрический сигнал посредством схемы PEC2 фотоэлектрического преобразования и вводится в блок 102 определения разбрызгивания.
[0042] Блок 102 определения разбрызгивания определяет, формируется ли разбрызгивание в ванне 30 расплава, на основе колебаний, наблюдаемых в по меньшей мере одном из плазмы и отраженного света. Фиг. 7 - это график, показывающий колебания плазмы и отраженного света. На фиг. 7 горизонтальная ось и вертикальная ось представляют время и интенсивность, соответственно. Как показано на фиг. 7, формирование разбрызгивания может быть обнаружено из колебаний плазмы и отраженного света. Таким образом, представляется возможным обнаруживать разбрызгивание в реальном времени скорее во время сварки, чем после сварки. Кроме того, например, когда степень или число раз формирования разбрызгивания превышает предварительно определенное контрольное число, блок 102 определения разбрызгивания определяет, что произошел сбой сварки, и останавливает лазерный генератор 101. Затем, текущее изделие переключается на следующее. Определение сбоя сварки, таким образом, в реальном времени во время сварки, в отличие от определения после сварки, может улучшать производительность больше, чем возможно посредством предшествующего уровня техники.
[0043] (Модифицированный пример первого варианта осуществления)
Модифицированный пример первого варианта осуществления будет описан со ссылкой на фиг. 8. Фиг. 8 - это вид сбоку, показывающий модифицированный пример части 25 соединения первого и второго плоских проводов 20a, 20b в способе лазерной сварки плоских проводов согласно первому варианту осуществления. Правосторонние xyz-координаты, показанные на фиг. 8, соответствуют координатам на фиг. 2-5.
[0044] В примере, показанном на фиг. 1, часть 25 соединения стоит вертикально (в направлении z-оси), как указано штрих-двухпунктирной линией на фиг. 8. В этом модифицированном примере эта часть, указанная штрих-двухпунктирной линией, исключена. В частности, угол θ, который первая торцевая поверхность 24a первого плоского провода 20a формирует с выносной линией внешней поверхности, меньше 90°, так что ведущий конец первого плоского провода 20a имеет остроконечную форму. Кроме того, первая торцевая поверхность 24a и внешняя поверхность соединяются друг с другом аркообразной изогнутой поверхностью. Согласно этой конфигурации, количество используемых первых и вторых плоских проводов 20a, 20b может быть уменьшено, а статор 1 может быть уменьшен в размере.
[0045] С другой стороны, в случае этой конфигурации, как показано на фиг. 8, первая боковая поверхность 23a имеет практически треугольную форму и является более узкой, чем прямоугольная первая боковая поверхность 23a, показанная на фиг. 4. Таким образом, прогорание имеет тенденцию возникать во время сварки на обоих концах первого плоского провода 20a в поперечном направлении (направлении x-оси). Однако, в способе лазерной сварки плоских проводов согласно этому варианту осуществления, ванна 30 расплава растет в центральной части первого плоского провода 20a в поперечном направлении (направлении x-оси), в то время как лазерный пучок подают плавно в форме петли. Таким образом, такое прогорание на обоих концах может быть пресечено.
[0046] Далее, модифицированные примеры первого варианта осуществления будут описаны со ссылкой на фиг. 9-11. Фиг. 9-11 являются видами сверху, показывающими модифицированные примеры траектории подачи лазерного пучка в способе лазерной сварки плоских проводов согласно первому варианту осуществления. Правосторонние xyz-координаты, показанные на фиг. 9-11, соответствуют координатам на фиг. 2-5.
[0047] Как показано на фиг. 9, петлеобразная траектория подачи лазерного пучка может иметь форму прямоугольной петли. В случае прямоугольной траектории, однако, траектория лазерного пучка должна выполнять резкие повороты на углах в отличие от круговой траектории. В частности, в случае прямоугольной траектории лазерный пучок не может быть подан плавно на углах, так что тепло имеет тенденцию концентрироваться на углах, и разбрызгивание имеет тенденцию возникать по сравнению с тем, когда траектория имеет эллиптическую форму или круглую форму. Другими словами, в случае, когда траектория подачи лазерного пучка имеет эллиптическую форму или круглую форму, лазерный пучок может подаваться непрерывно по плавной траектории. Таким образом, формирование разбрызгивания может быть пресечено.
[0048] Как показано на фиг. 10, петлеобразная траектория подачи лазерного пучка может иметь форму круглой петли. Как показано на фиг. 10, после того как круглая ванна расплава разрослась поперек первой торцевой поверхности 24a первого плоского провода 20a и второй торцевой поверхности 24b второго плоского провода 20b, эта ванна расплава может быть перемещена в поперечном направлении первого и второго плоских проводов 20a, 20b (положительном направлении x-оси в показанном примере). Петлеобразная траектория подачи лазерного пучка не должна быть замкнутой петлей, как показано на фиг. 10, а может вместо этого быть разомкнутой петлей (спиральной по форме), как показано на фиг. 11.
[0049] С петлеобразными траекториями подачи лазерного пучка, показанными на фиг. 9-11, также, представляется возможным формировать ванну 30 расплава в пределах торцевой поверхности одного плоского провода и расширять ванну 30 расплава так, чтобы достигать зазора между первой боковой поверхностью 23a и второй боковой поверхностью 23b.
[0050] Т.е., представляется возможным заполнять зазор между первой боковой поверхностью 23a и второй боковой поверхностью 23b ванной 30 расплава, прежде чем лазерный пучок проходит первую и вторую боковые поверхности 23a, 23b. Таким образом, может быть предотвращено проникновение лазерного пучка в зазор между первой боковой поверхностью 23a и второй боковой поверхностью 23b. В результате, неблагоприятные воздействия, вызванные лазерным пучком, проникающим в зазор между боковыми поверхностями, могут быть уменьшены.
[0051] (Второй вариант осуществления)
Далее, способ лазерной сварки плоских проводов согласно этому варианту осуществления будет описан со ссылкой на фиг. 12-14. Фиг. 12-14 являются видами сверху, показывающими способ лазерной сварки плоских проводов согласно второму варианту осуществления. Правосторонние xyz-координаты, показанные на фиг. 12-14, соответствуют координатам на фиг. 2-5.
[0052] Сначала, как показано на фиг. 12, первая боковая поверхность 23a первого плоского провода 20a, которая зачищена от первой изолирующей пленки 21a, и вторая боковая поверхность 23b второго плоского провода 20b, которая зачищена от второй изолирующей пленки 21b, соединяются встык вместе в части 25 соединения. Затем, лазерный пучок подают в форме петли в пределах первой торцевой поверхности 24a первого плоского провода 20a, чтобы сформировать первую ванну 30a расплава. В то же время, лазерный пучок подают в форме петли в пределах второй торцевой поверхности 24b второго плоского провода 20b, чтобы сформировать вторую ванну 30b расплава. Представляется возможным подавать лазерный пучок к первой и второй торцевым поверхностям 24a, 24b в одно и то же время, разделяя лазерный пучок.
[0053] Как показано на фиг. 12, в способе лазерной сварки плоских проводов согласно этому варианту осуществления, сначала лазерный пучок подают в форме петли в пределах первой торцевой поверхности 24a первого плоского провода 20a, чтобы формировать первую ванну 30a расплава. В то же время, другой лазерный пучок подают в форме петли в пределах второй торцевой поверхности 24b второго плоского провода 20b, чтобы формировать вторую ванну 30b расплава. Таким образом, лазерный пучок не подают к первой и второй боковым поверхностям 23a, 23b. На этом этапе, следовательно, предотвращается проникновение лазерного пучка в зазор между первой боковой поверхностью 23a и второй боковой поверхностью 23b.
[0054] Далее, как показано на фиг. 13, диаметр траектории подачи лазерного пучка, т.е., диаметр эллипса, увеличивается в пределах первой торцевой поверхности 24a первого плоского провода 20a, чтобы позволять первой ванне 30a расплава достигать первой и второй боковых поверхностей 23a, 23b. В то же время, диаметр траектории подачи лазерного пучка, т.е., диаметр эллипса, увеличивается в пределах второй торцевой поверхности 24b второго плоского провода 20b, чтобы сплавлять вторую ванну 30b расплава с первой ванной 30a расплава. В частности, каждый раз, когда лазерные пучки возвращаются в свои соответствующие местоположения начала подачи (СТАРТ, указанные стрелками на фиг. 13), диаметры эллипсов, являющихся траекториями подачи, увеличиваются. Таким образом, диаметры первой и второй ванн 30a, 30b расплава также увеличиваются, так что на этапе, когда лазерные пучки соответственно подаются в пределах первой торцевой поверхности 24a первого плоского провода 20a и второй торцевой поверхности 24b второго плоского провода 20b, первая ванна 30a расплава и вторая ванна 30b расплава сплавляются вместе поблизости от первой и второй боковых поверхностей 23a, 23b.
[0055] В результате, зазор между первой боковой поверхностью 23a и второй боковой поверхностью 23b заполняется сплавленными первой и второй ваннами 30a, 30b расплава. Т.е., на этом этапе, лазерный пучок не подают к первой и второй боковым поверхностям 23a, 23b, и зазор между первой боковой поверхностью 23a и второй боковой поверхностью 23b заполняется сплавленными первой и второй ваннами 30a, 30b расплава. Таким образом, предотвращается проникновение лазерного пучка в зазор между первой боковой поверхностью 23a и второй боковой поверхностью 23b.
[0056] Далее, как показано на фиг. 14, диаметры траекторий подачи лазерного пучка, т.е., диаметры эллипсов, увеличивается в пределах первой торцевой поверхности 24a первого плоского провода 20a и второй торцевой поверхности 24b второго плоского провода 20b до тех пор, пока слившаяся ванна 30 расплава не вырастет до требуемого размера. В частности, каждый раз, когда лазерные пучки возвращаются в свои соответствующие местоположения начала подачи (СТАРТ, указанные стрелками на фиг. 14), диаметры эллипсов, являющихся траекториями подачи, увеличиваются. Когда диаметры эллипсов достигают предварительно определенного значения, подача лазерных пучков заканчивается в их соответствующих местоположениях начала подачи (КОНЕЦ, указанных стрелками на фиг. 14).
[0057] В способе лазерной сварки плоских проводов согласно второму варианту осуществления в отличие от способа лазерной сварки плоских проводов согласно первому варианту осуществления, лазерные пучки не подают к первой и второй боковым поверхностям 23a, 23b даже на этапе, когда подача лазерных пучков заканчивается. Кроме того, зазор между первой боковой поверхностью 23a и второй боковой поверхностью 23b заполняется слившейся ванной 30 расплава. Таким образом, может быть предотвращено проникновение лазерных пучков в зазор между первой боковой поверхностью 23a и второй боковой поверхностью 23b.
[0058] Как было описано выше, в способе лазерной сварки плоских проводов согласно этому варианту осуществления, сначала лазерные пучки подают в форме петли соответственно в пределах первой торцевой поверхности 24a первого плоского провода 20a и второй боковой поверхности 24b второго плоского провода 20b, чтобы формировать первую и вторую ванны 30a, 30b расплава. После этого, диаметры траекторий подачи лазерных пучков, т.е., диаметры эллипсов, увеличиваются в пределах первой торцевой поверхности 24a первого плоского провода 20a и второй торцевой поверхности 24b второго плоского провода 20b, чтобы сплавлять вместе первую ванну 30a расплава и вторую ванну 30b расплава.
[0059] Таким образом, в способе лазерной сварки плоских проводов согласно этому варианту осуществления, лазерный пучок не подают к первой и второй боковым поверхностям 23a, 23b на протяжении всего хода сварки. Кроме того, зазор между первой боковой поверхностью 23a и второй боковой поверхностью 23b заполняется ванной 30 расплава (ванной расплава, в которую сплавляются первая и вторая ванны 30a, 30b расплава). По сравнению со способом лазерной сварки плоских проводов согласно первому варианту осуществления, представляется возможным дополнительно предотвращать проникновение лазерного пучка в зазор между первой боковой поверхностью 23a и второй боковой поверхностью 23b, сплавляя вместе первую и вторую ванны 30a, 30b расплава. В результате, неблагоприятные воздействия, вызванные лазерным пучком, проникающим в зазор между боковыми поверхностями, могут быть дополнительно уменьшены.
[0060] Таким образом, в способе лазерной сварки плоских проводов согласно этому варианту осуществления, первая и вторая ванны 30a, 30b расплава формируются в пределах торцевых поверхностей обоих плоских проводов, и первая ванна 30a расплава и вторая ванна 30b расплава разрастаются так, чтобы сплавляться вместе. Затем, зазор между первой боковой поверхностью 23a и второй боковой поверхностью 23b заполняется ванной 30 расплава (ванной расплава, в которую сплавляются первая и вторая ванны 30a, 30b расплава). Было подтверждено, что этот способ может предотвращать проникновение лазерного пучка в зазор вплоть до 0,30 мм. Зазор такой величины вдвое больше зазора в способе лазерной сварки плоских проводов согласно первому варианту осуществления, что означает, что второй вариант осуществления является более эффективным в предотвращении проникновения лазерного пучка в зазор между боковыми поверхностями.
[0061] Пример и сравнительные примеры настоящего изобретения будут описаны ниже. Однако настоящее изобретение не ограничено последующим примером. Фиг. 15 - это таблица, показывающая условия испытания и результаты примера 1 и сравнительных примеров 1 и 2. В каждом из примера 1 и сравнительных примеров 1 и 2 плоские провода (с толщиной 2,147 мм и шириной торцевой поверхности 4,0 мм), имеющие форму торца, как показано на фиг. 8, были сварены с помощью лазера. Был использован одномодовый пучок волоконного лазера с мощностью лазера 2,0 кВт и диаметром пучка 60 мкм. Скорость движения лазерного пучка по траектории подачи была 750 мм/с. Только со способом применения, изменяющимся между примером 1 и сравнительными примерами 1 и 2, эти примеры сравнивались с точки зрения возникновения капли, формирования разбрызгивания, внешнего вида поверхностей соединения и утечки лазерного пучка через зазор между поверхностями соединения (повреждение в изолирующих пленках).
[0062] Верхний ряд на фиг. 15 показывает способы применения для примера 1 и сравнительных примеров 1 и 2. В сравнительном примере 1 траектория применения лазерного пучка следует пути с крутыми поворотами в направлении, практически перпендикулярном поверхностям соединения (боковым поверхностям) в центральной части пары соединенных встык плоских проводов. Область применения для сравнительного примера 1, указанная штриховкой на фиг. 15, была 2,0 мм шириной в поперечном направлении плоских проводов и 1,0 мм толщиной в направлении толщины плоских проводов. Лазерный пучок был подан от верхнего левого конца к правому концу области подачи, показанной на фиг. 15, и затем вернулся к верхнему левому концу, чтобы заканчивать подачу (СТАРТ/КОНЕЦ на фиг. 15).
[0063] В сравнительном примере 2 траектория подачи лазерного пучка следует пути с крутыми поворотами в направлении, практически параллельном поверхностям соединения (боковым поверхностям) в центральной части пары соединенных встык плоских проводов. Как и в сравнительном примере 1, область подачи сравнительного примера 2, указанная штриховкой на фиг. 15, была 2,0 мм шириной в поперечном направлении плоских проводов и 1,0 мм толщиной в направлении толщины плоских проводов. Лазерный пучок был подан от центральной точки на верхнем конце к нижнему концу области подачи, показанной на фиг. 15, и затем возвращен в центральную точку на верхнем конце, чтобы заканчивать подачу (СТАРТ/КОНЕЦ на фиг. 15).
[0064] Траектория подачи лазерного пучка в примере 1 была эллиптической траекторией первого варианта осуществления, который был описан подробно с помощью фиг. 2-5. Как показано на фиг. 15, в области подачи, указанной штриховкой на фиг. 15, большой диаметр наибольшей эллиптической траектории составлял 2,0 мм в поперечном направлении плоских проводов, а малый диаметр наибольшей эллиптической траектории составлял 1,0 мм в направлении толщины плоских проводов. Лазерный пучок был подан от центральной точки на верхнем конце области подачи, показанной на фиг. 15, и каждый раз, когда лазерный пучок возвращался в центральную точку на верхнем конце, диаметр эллипса постепенно увеличивался. После того как наибольшая эллиптическая траектория была очерчена, подача была закончена в центральной точке на верхнем конце (СТАРТ/КОНЕЦ на фиг. 15).
[0065] Средний ряд на фиг. 15 показывает фотографии внешних видов капель в примере 1 и сравнительных примерах 1 и 2. В сравнительном примере 1 возникло возмущение в капле и разбрызгивание. В сравнительном примере 2 было распознана большая величина разбрызгивания. Считается, что возмущение в капле и разбрызгивание имеют тенденцию возникать в сравнительных примерах 1 и 2, поскольку ванна расплава возмущается в точках разворота траекторий. В примере 1 возмущение в капле не наблюдалось, и величина разбрызгивания была значительно меньше, чем в сравнительных примерах 1 и 2. Считается, что возмущение в капле и разбрызгивание менее вероятно должно возникать в примере 1, поскольку эллиптическая траектория не имеет точек разворота, и, следовательно, лазерный пучок может подаваться постоянно плавно. Глубина капли составляла 2,0 мм.
[0066] Нижний ряд на фиг. 15 показывает фотографии внешних видов поверхностей соединения (соединенных встык поверхностей) в примере 1 и сравнительных примерах 1 и 2. В сравнительных примерах 1 и 2 прогорание было распознано на обоих концах треугольных соединительных поверхностей. Возможной причиной является концентрация тепла в точках разворота. В примере 1 прогорание не было распознано. В примере 1 ванна расплава растет в центральной части плоских проводов в поперечном направлении, в то время как лазерный пучок подают плавно в эллиптической форме. Это обуславливает то, что может быть предотвращено прогорание на обоих концах.
[0067] В сравнительных примерах 1 и 2 утечка лазерного пучка была распознана, даже когда зазор между поверхностями соединения был 0,1 мм. В примере 1, напротив, утечка лазерного пучка не была распознана для зазоров вплоть до 0,15 мм между поверхностями соединения. В сравнительных примерах 1 и 2 невозможно наращивать ванну расплава и заполнять зазор между поверхностями соединения в этой ванне расплава, пока лазерный пучок не пройдет поверхности соединения. В примере 1, напротив, представляется возможным заполнять зазор между поверхностями соединения ванной расплава, прежде чем лазерный пучок проходит поверхности соединения. Это обуславливает то, что может быть предотвращено проникновение лазерного пучка в зазор между поверхностями соединения.
[0068] Настоящее изобретение не ограничивается вышеописанными вариантами осуществления, но может быть соответствующим образом изменено в рамках сути изобретения.
Реферат
Изобретение относится к способу лазерной сварки плоских проводов. Боковые поверхности на концах первого и второго плоских проводов, покрытых изолирующими пленками, зачищены от изолирующих пленок. Зачищенные боковые поверхности соединяют встык, а лазерный пучок подают к торцевым поверхностям первого и второго плоских проводов, чтобы сваривать вместе боковые поверхности. Осуществляют подачу лазерного пучка в форме петли в пределах торцевой поверхности первого плоского провода, чтобы сформировать ванну расплава; и постепенно увеличивают диаметр петлеобразной траектории подачи лазерного пучка в пределах торцевой поверхности первого плоского провода, чтобы позволять ванне расплава достигать боковых поверхностей. 10 з.п. ф-лы, 16 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ и устройство для лазерной наплавки
Комментарии