Способ и устройство для лазерной наплавки - RU2228243C2
Код документа: RU2228243C2
Чертежи








Описание
Настоящее изобретение относится к способам и устройству для осаждения расплавленного металла, называемого "ванной расплава", на поверхность металлической заготовки при использовании лазерного луча и металла для осаждения, как правило, вводимого металлического порошка или металлической проволоки.
В настоящее время одной из возникших в промышленности трудностей является отставание по времени между появлением концепции и разработкой новой технологии и выпуском реальной продукции на рынки сбыта. Решающим, ограниченным временем этапом при производстве многих изделий является проектирование и изготовление форм и матриц. Для завершения разработки сложных матриц может потребоваться от недель до года до начала производства изделия. В современных производственных процессах существует потребность в дополнительных этапах для преодоления трудностей, возникающих в современных процессах производства. Например, при производстве форм и матриц заготовки должны быть обработаны механически для получения охлаждающих каналов и окончательной отделки поверхности.
В известных процессах, в которых используют наплавку металла, получают покрытый окалиной продукт из-за образования окислов и не отвечающего требованиям связующего материала. Даже в случае, когда производят наплавку приемлемого материала, процесс часто вызывает возникновение напряжений, которые необходимо снимать. Одним таким известным процессом является лазерная наплавка, при которой лазер используют для получения ванны расплава на материале подложки, в то время как вводят, расплавляют и металлургически связывают второй материал, как правило, порошок или проволоку.
Наплавка обычно отличается от сплавления на основе того, что при наплавке плавится относительно малое количество основного материала подложки по сравнению с количеством осаждаемого материала, а система подачи порошка вводит регулируемый объем металлических частиц на этот расплавленный объем. Частицы начинают распределяться по всему расплавленному объему и обеспечивают образование наплавленного слоя требуемого состава на наружном слое подложки. Удаление лазерного луча из расплавленного объема, например, путем перемещения обрабатываемой заготовки с подложкой относительно точки фокусировки луча вызывает быстрое охлаждение расплавленного объема. Охлаждение происходит настолько быстро, что объем часто сохраняет свойства расплавленной смеси.
В существующих технологических процессах лазерной наплавки движение металлической заготовки относительно точки фокусировки происходит при использовании зажимных приспособлений, манипуляторов для деталей и тому подобного. Таким образом, точка фокусировки луча остается фиксированной в пространстве, как и точка введения порошка. Для равномерного перемещения металлической заготовки обычно требуются сложные по конструкции зажимные приспособления, изготовление которых вызывает затруднения, является очень дорогостоящим и обычно не очень эффективным, особенно при усложненных геометрических формах. По этой причине почти невозможно получить практически однородное лазерное покрытие на металлических деталях, имеющих геометрию, отличную от плоской. В настоящее время невозможно регулировать размеры и свойства покрытия. Для использования базовой технологии нанесения покрытия при производстве деталей, имеющих жесткие допуски, требуемую микроструктуру и свойства, которые можно получить при обоснованных затратах и за приемлемый промежуток времени, необходимо непрерывное регулирование размеров.
Настоящее изобретение эффективно при автоматическом регулировании наплавки материала на подложку и особенно полезно при производстве металлических деталей в операциях послойной наплавки, если необходимо, при малых объемах производства, изготовлении опытных образцов и т.п. В широком смысле и в общепринятых понятиях лазер используют для локального нагрева участка на подложке с образованием ванны расплава, в которую вводят порошок для получения наплавленного слоя, имеющего определенные физические размеры.
Для отслеживания физических размеров наплавленного слоя используют средства оптического детектирования, соединенные с оптоэлектрическим чувствительным элементом, а для настройки лазера в соответствии с электрическим сигналом предусмотрен регулятор обратной связи, регулирующий таким образом скорость осаждения материала. В соответствии с изобретением заявлена система автоматического регулирования послойной наплавки материала на подложке, характеризующаяся тем, что содержит регулируемый лазер, испускающий луч, направленный в локализованный участок подложки для образования на нем ванны расплава, средство подачи материала в ванну расплава для его плавления лазером и получения слоя наплавленного материала с заданной высотой, средство оптического детектирования с оптоэлектрическим чувствительным элементом для выдачи электрического сигнала как функции высоты слоя наплавленного материала и регулятор с обратной связью для автоматического регулирования скорости наплавки материала как функции электрического сигнала.
При этом в указанной системе оптоэлектрический чувствительный элемент дополнительно предназначен для выдачи электрического сигнала как функции химического состава наплавленного материала и указанная система содержит интерфейс для компьютеризированной системы проектирования, содержащей описание изделия, подлежащего изготовлению, а регулятор с обратной связью предназначен для сравнения высоты слоя наплавленного материала с описанием и регулирования в соответствии с этим скорости наплавки материала. Причем средство оптического детектирования содержит теневую маску, через которую проходит отраженный от слоя наплавленного материала свет для направления на оптоэлектрический чувствительный элемент, а регулятор с обратной связью дополнительно содержит электрическую схему для определения наличия или отсутствия светового сигнала от слоя наплавленного материала.
Кроме того, средство оптического детектирования содержит рассеивающий элемент, оптически сопряженный с оптоэлектрическим чувствительным элементом, для определения состава наплавленного материала.
В соответствии с другим аспектом изобретения заявлена автоматическая система регулирования лазерной наплавки для изменения количества наплавляемого на подложку материала, характеризующаяся тем, что содержит испускающий луч лазер со средством фокусировки луча на локализованном участке подложки, обладающий энергией достаточной мощности для плавления подложки по крайней мере в пределах локализованного участка, средство перемещения испускающего луч лазера и подложки относительно друг друга, средство подачи материала, подлежащего плавлению, в ванну расплава для его накопления в локализованном участке по мере наплавки материала и регулятор с обратной связью для восприятия информации о высоте слоя наплавленного материала и автоматического регулирования скорости наплавки материала в соответствии с заданной высотой слоя.
При этом регулятор с обратной связью выполнен с возможностью регулирования мощности луча для регулирования скорости наплавки материала, с возможностью регулирования размера пятна луча для регулирования скорости наплавки материала, а также с возможностью регулирования скорости подачи материала для регулирования скорости наплавки материала. Кроме того, регулятор с обратной связью выполнен с возможностью регулирования скорости перемещения луча лазера относительно подложки для регулирования скорости наплавки материала и с возможностью восприятия информации о химическом составе наплавляемого на подложку материала.
Кроме того, регулятор с обратной связью выполнен с возможностью восприятия информации о химическом составе ванны расплава. При этом указанная система содержит интерфейс для компьютеризированной системы проектирования, содержащей описание изделия, подлежащего изготовлению, а регулятор с обратной связью предназначен для сравнения высоты слоя наплавленного материала с описанием и регулирования в соответствии с этим скорости наплавки материала.
Согласно еще одному аспекту изобретения заявлена система автоматического изготовления изделия, характеризующаяся тем, что включает компьютеризированную базу конструктивных данных, содержащую описание изделия, подлежащего изготовлению, регулируемый лазер, испускающий луч, направленный на локализованный участок подложки для формирования на ней ванны расплава, соединенное с лазером средство для подачи материала, подлежащего плавлению, в ванну расплава для получения слоя наплавленного материала заданной высоты, средство перемещения для перемещения подложки относительно лазера и средства для подачи материала, рабочий стол для закрепления подложки, средство оптического детектирования для выдачи электрического сигнала как функции высоты слоя наплавленного материала по мере его образования, регулятор с обратной связью, оперативно взаимосвязанный со средством перемещения и лазером для автоматического регулирования высоты слоя наплавленного материала в соответствии с описанием изделия, находящимся в компьютеризированной базе конструктивных данных. При этом средство перемещения выполнено с возможностью перемещения рабочего стола относительно неподвижных лазера и средства подачи материала, а также средство перемещения может быть выполнено с возможностью перемещения лазера и средства подачи материала относительно неподвижного рабочего стола.
При этом подложка может быть выполнена металлической, а материал, подаваемый в ванну расплава, является металлическим порошком. Кроме того, средство оптического детектирования содержит теневую маску, через которую проходит отраженный от слоя наплавленного материала свет, для направления в оптоэлектрический чувствительный элемент.
Согласно еще одному аспекту изобретения предусмотрен способ автоматического изготовления изделия, характеризующийся тем, что включает использование описания изделия, подлежащего изготовлению, формирование изделия на подложке путем нагрева локализованного участка подложки при помощи регулируемого лазера для формирования на нем ванны расплава, подачу материала в ванну расплава с помощью средства подачи материала для получения слоя наплавленного материала с заданной высотой, оптическое отслеживание высоты слоя наплавленного материала, автоматическое регулирование высоты слоя в соответствии с описанием изделия и перемещение из одного локализованного участка подложки на другой, при этом упомянутые этапы повторяют вплоть до завершения изготовления изделия.
При этом в указанном способе подложку перемещают относительно неподвижных лазера и средства подачи материала, а лазер и средство подачи материала перемещают относительно неподвижной подложки. При этом подложку выполняют металлической, а материал подают в ванну расплава в виде металлического порошка.
Кроме того, подложку перемещают наклонно относительно неподвижных лазера и средства подачи материала.
На фиг.1 представлена схема системы прямой наплавки металла, которая содержит новый регулятор с обратной связью в соответствии с настоящим изобретением и систему КСП/КСМ (компьютеризированная система мониторинга) для автоматического изготовления изделий;
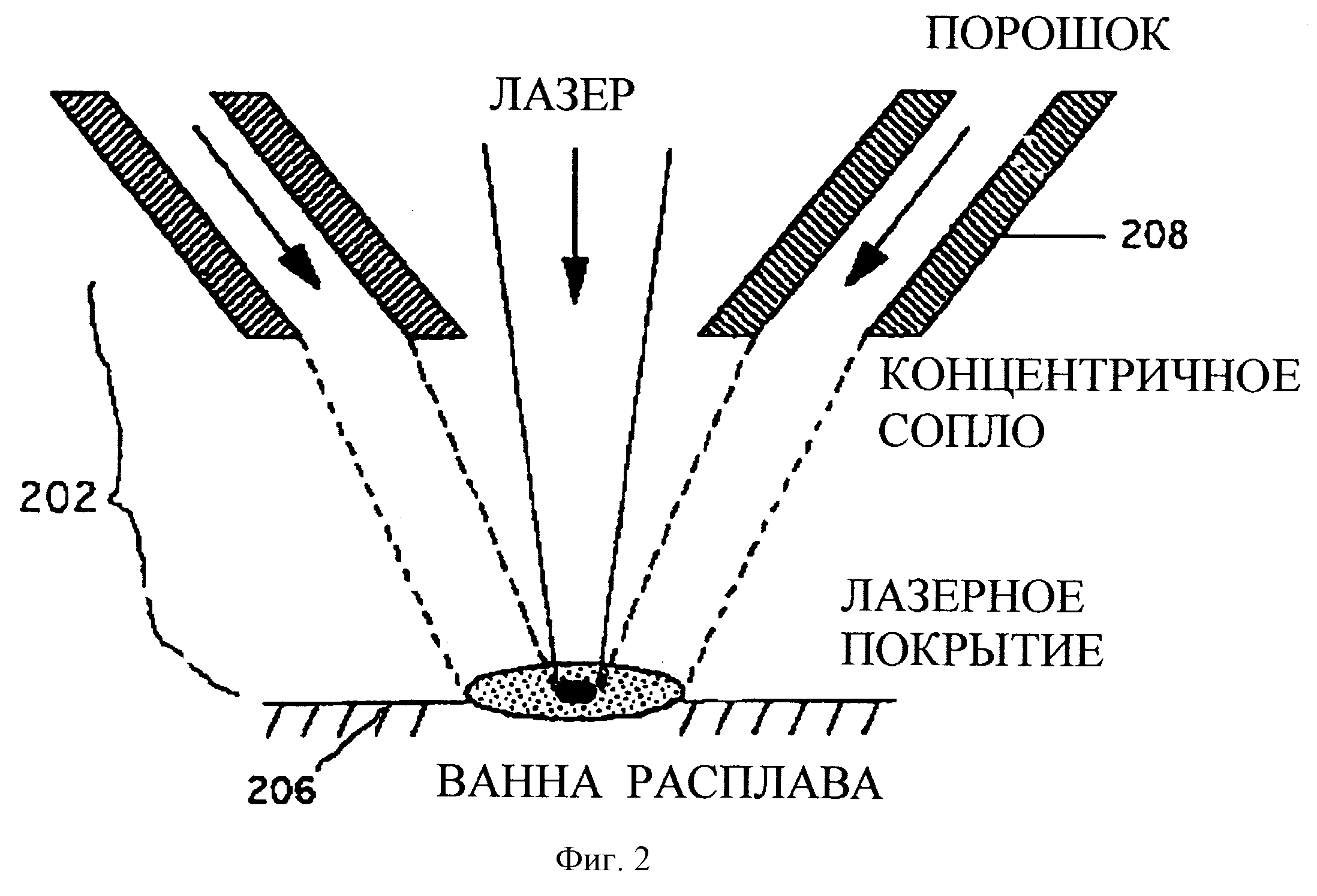
на фиг.2 представлен схематичный вид лазерного распыляющего сопла, образующего ванну расплава на поверхности изделия;
на фиг.3 представлен схематичный вид лазерного распыляющего сопла, образующего ванну расплава на подложке изделия, включающий иллюстрацию части устройства с обратной связью в соответствии с настоящим изобретением;
на фиг.4 представлена схема системы оптического мониторинга, которая иллюстрирует важные конструктивные особенности регулятора с обратной связью в соответствии с настоящим изобретением;
на фиг.5 представлена схема ванны расплава, оптической оси, маски и ориентации фототранзистора в соответствии с настоящим изобретением для отслеживания размера;
фиг.6 подобна фиг.5, за исключением того, что положение при отслеживании, показывающее, происходит ли нарушение, повернуто по отношению к тому на фиг.5, как находится маска, и расположению маски относительно наплавленного материала;
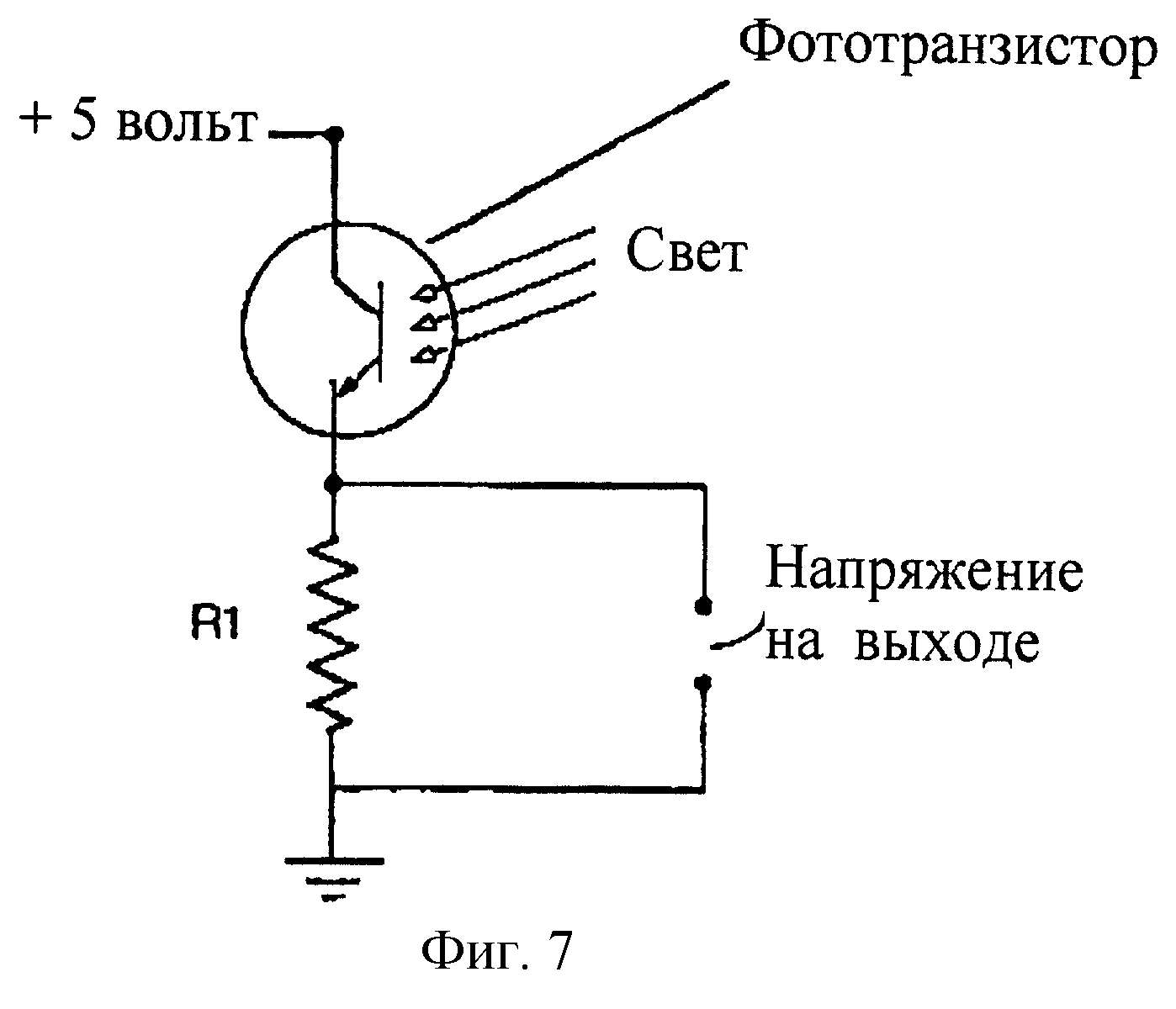
на фиг.7 представлена схема электрической цепи смещающего устройства фототранзистора;
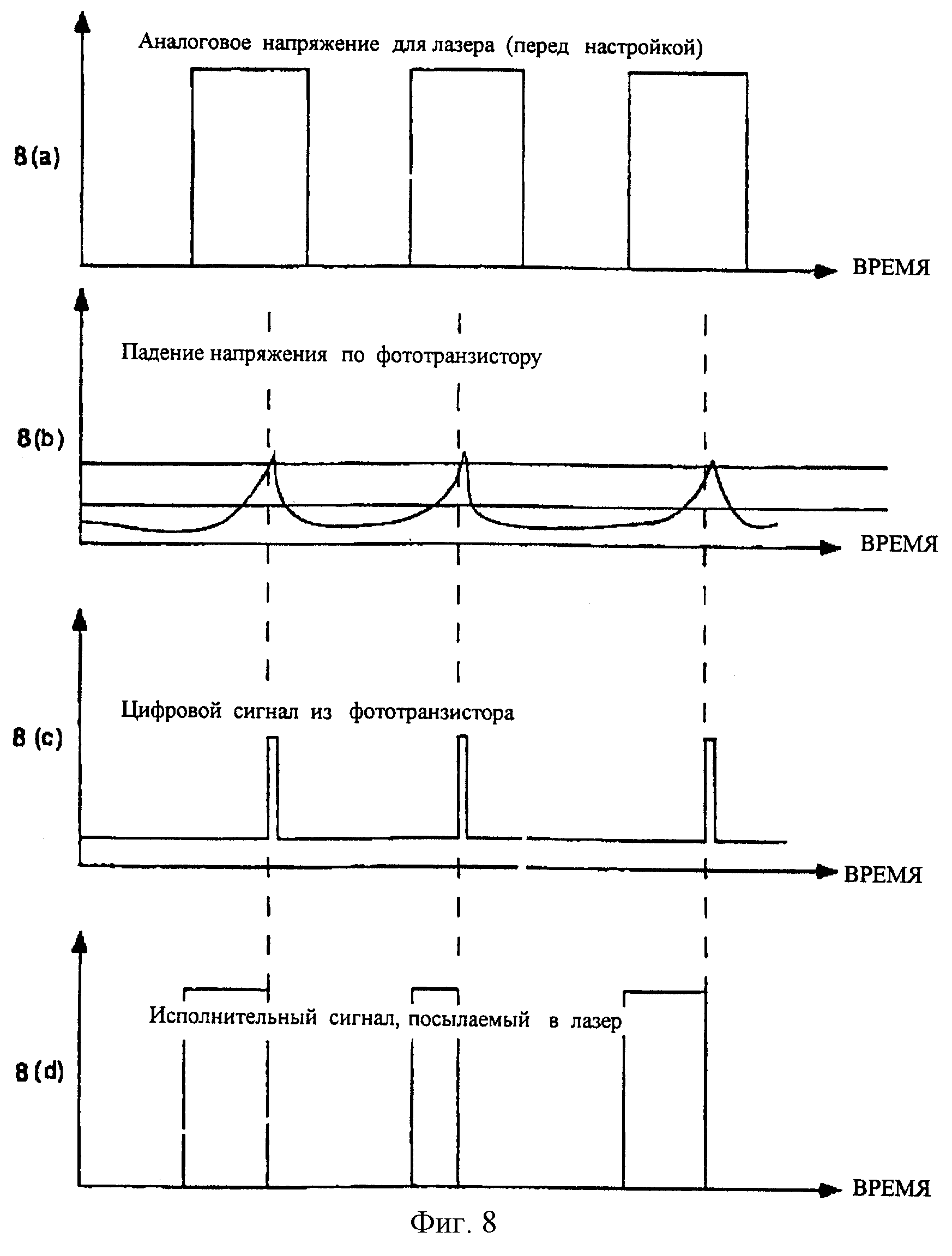
на фиг.8а представлен аналоговый сигнал напряжения для лазера перед приведением в соответствии с требованиями и регулированием с помощью системы с обратной связью;
на фиг.8b показано падение напряжения по цепи транзистора как результат сигнала о высоте при отслеживании наплавки;
на фиг.8с кривая показывает цифровой сигнал от фототранзистора, посылаемый для регулирования лазера;
на фиг.8d показан модифицированный аналоговый сигнал, посылаемый в лазер, который влияет на продолжительность импульса и результирующую энергию лазера;
фиг.9 иллюстрирует конкретный пример монолитной структуры, полученной посредством лазерного напыления на подложке;
на фиг.10 представлен график предпочтительной модели переключения;
на фиг.11 представлен вид в перспективе ступенчатого образца, включающий пронумерованные точки остаточных напряжений, полученные на основании данных по их регулированию, предоставленные международной группой пользователей;
на фиг.12 показаны матрицы для инструментов, имеющие центральные участки и полости, изготовленные способом в соответствии с настоящим изобретением.
Настоящее изобретение реализовано в способе и устройстве для отслеживания и регулирования наплавки материала на подложку, как правило, металла. В частности, настоящее изобретение применимо для процессов, основанных на образовании/поддержании ванны расплава посредством локализированного лазерного нагрева и согласованном введении порошка, как правило, металлического. Материалы подложки и вводимого порошка свариваются с образованием наплавленного слоя.
В уникальной системе в соответствии с настоящим изобретением осуществляют отслеживание и регулирование, по меньшей мере, одного размера наплавленного покрытия для получения готового изделия, имеющего требуемый контур и размеры в пределах жестких допусков. В частности, размер наплавленного покрытия пропорционален количеству второго материала, вводимого в ванну расплава. Уникальное устройство слежения и регулирования в соответствии с настоящим изобретением содержит регулятор с обратной связью, который следит за размером наплавленного покрытия и изменяет продолжительность импульса лазерного луча на основании определяемого размера. Предпочтительно определяют высоту наплавленного покрытия и преобразуют мощность лазерного луча в соответствии с высотой покрытия.
В настоящем изобретении объединены вместе технологические процессы прямой наплавки металла с прямым автоматическим регулированием при использовании обратной связи для получения готового изделия в пределах жестких допусков, а также имеющего соответствующие физические свойства. В настоящем изобретении объединены технологические процессы прямой наплавки металлов (ПНМ) с эффективным регулированием наплавки деталей, опытных образцов, форм и матриц со сложной геометрией, жесткими допусками и хорошими физическими характеристиками. Настоящее изобретение также обеспечивает возможность объединять базу данных КСП с прямой наплавкой металла, благодаря чему можно получать готовые детали с нужными свойствами за короткий период времени и при использовании автоматизированной системы с ограниченным вмешательством человека.
Настоящее изобретение далее будет описано со ссылкой на чертежи.
На фиг.1 представлена схема системы 102 прямой наплавки металла, которая содержит новый регулятор 104 с обратной связью в соответствии с настоящим изобретением и систему 106 КСП/КСМ, для автоматического изготовления изделий. Учитываемые показатели, влияющие на размеры металлического покрытия, включают мощность лазера, диаметр луча, расположение луча во времени и пространстве, время взаимодействия и скорость подачи порошка. Среди таких показателей соответствующий мониторинг и регулирование мощности лазера оказывает решающее влияние на возможность изготовления готовых изделий в пределах контролируемых допусков. Поэтому регулятор 104 с обратной связью в соответствии с настоящим изобретением предпочтительно напрямую взаимодействует с УЧПУ 108, которое самостоятельно регулирует все функции системы, включая мощность лазера.
Далее, как показано на фиг.1, система содержит лазер 110 с соответствующим средством 112 фокусировки луча. Лазер закреплен над подложкой или заготовкой для фокусирования на них луча. Подложку заготовки закрепляют на рабочем столе, хотя любое количество разнообразных устройств можно использовать для осуществления относительного перемещения между подложкой заготовки и распыляющим соплом лазера. Система также содержит рабочий стол 114, средство 116 электроснабжения и охладитель 118 для охлаждения лазера. Предпочтительно, чтобы лазер был СО2 - или YAG-типа, генерирующий в непрерывном или импульсном режимах, или любым другим лазером с любой другой длиной волны, имеющим плотность энергии, достаточную для плавления материала, подлежащего наплавке. Как правило, используют лазер высокочастотного (ВЧ) возбуждения или СO2-лазер высокой мощности. Предпочтительно луч лазера направлен приблизительно перпендикулярно поверхности подложки заготовки.
Как показано на фиг.2 и 3, система включает узел 202 сопла, которое предназначено для нанесения на заготовку лазерного покрытия посредством введения порошкового металла в лазерный луч. Лазер и узел сопла такого типа описаны в патентах США № 5241419 (заявители Pratt с соавторами); 5453329 (заявители Everett с соавторами) и 5477026 (Buongiomo). Соответствующее распыляющее сопло для лазера выпускает фирма Quantum Laser Corpo-ration, Norcross, Джорджия, которое описано в патенте США № 4724299.
У распыляющего сопла предусмотрено общее выпускное отверстие для луча и порошка, с тем чтобы оба согласованно направлялись в одну и ту же точку на подложке заготовки. В предпочтительной конфигурации узел распыляющего сопла лазера содержит корпус сопла с первым и вторым разнесенными на некоторое расстояние концевыми участками, как описано в патенте США № 4724299. Канал для прохода луча расположен между концевыми участками и обеспечивает сквозной проход лазерного луча. Корпус, который окружает второй концевой участок, отделен от него промежутком, с тем чтобы образовался кольцевой проход. Корпус имеет отверстие, соосное с каналом для прохода луча, обеспечивающим сквозной пропуск луча. Система подачи порошка для наплавки соединена с возможностью регулирования с каналом для подачи порошка для наплавки кроме того так, чтобы порошок выходил из отверстия соосно с лучом.
Распыляющее сопло лазера в соответствии с настоящим изобретением обеспечивает однородный состав наплавленного покрытия, поскольку луч выходит из сопла практически соосно с наплавляемым порошком, причем оба имеют одну и ту же фокусную точку. Сопло имеет общее выпускное отверстие для луча и порошка, с тем чтобы оба согласованно направлялись в одну и ту же точку на заготовке. Таким образом, получают общую фокусную точку, что обеспечивает однородный состав наплавленного покрытия. Подобные результаты могут быть получены также с помощью сопла с боковым вводом, однако сопло с боковым вводом ограничивает направление перемещения места наплавки, тогда как концентрическое сопло может обеспечить изменение направления наплавки в любой момент.
В общеизвестных технологиях лазерной наплавки металлическую заготовку перемещают относительно точки фокусировки луча при использовании зажимных приспособлений, манипуляторов для деталей и т.п. Таким образом, точка фокусировки луча остается фиксированной в пространстве, что определяет и положение ввода потока порошкового металла. Равномерное перемещение металлической заготовки обычно требует усложненного зажимного приспособления, что вызывает трудности при изготовлении, часто является дорогостоящим и зачастую является не слишком эффективным, особенно при чрезмерно сложной геометрии. По этой причине при лазерной наплавке металлических деталей, имеющих сложную геометрию, возникают трудности при получении практически однородной основы. Роботы становятся стандартной частью производственного оборудования на многих металлургических предприятиях. Типичный робот имеет рабочий рычаг с пятью степенями свободы, который может перемещаться в любом направлении с постоянной скоростью. Робот может функционировать от электропривода, гидропривода или пневмопривода, либо при использовании определенной комбинации этих средств. Использование робота совместно с системой лазерной наплавки является вспомогательным средством достижения однородности наплавленного покрытия. Неподвижной в пространстве может оставаться заготовка, а поэтому сопло может перемещаться относительно заготовки вместе с движением рычага робота. Как вариант, сопло может оставаться неподвижным, а заготовка перемещаться роботом.
УЧПУ 108 регулирует предпочтительно все оперативные части системы, приведенной на фиг.1, включая режимы работы лазера, соответствующие управляющим сигналам из компьютера 106 систем КСП/КСМ, при изготовлении детали, части или заготовки. УЧПУ также получает управляющий сигнал обратной связи из регулятора с обратной связью для настройки выходной мощности лазера и дальнейшего регулирования относительного положения рабочего стола и лазера с распыляющим соплом. УЧПУ согласно фиг.1, поставляют несколько продавцов, в том числе FANUC, Allen Bradley, IGM и т.д. Система КСП/КСМ является типовой и может включать рабочее место, поставляемое любой торговой фирмой, такой как Sun Microsystems, Silicjn Graphics или Hewlett Packard. Среди конструктивных особенностей, требующих программного обеспечения для систем КСП/КСМ, является их способность генерировать траекторию перемещения по подложке при наплавке материала. Это позволяет быстро изготавливать опытные образцы и получать твердое трехмерное изделие по размерам, получаемым прямо из компьютерной системы проектирования (КСП), включая изготовление опытных образцов прямой наплавкой металла при использовании распыляющего сопла лазера.
Как лучше видно на фиг.2 и 3, распыляющее сопло 202 лазера образует ванну расплава 204 на заготовке с подложкой 206. Порошок вводят предпочтительно через сопло 208 вокруг лазерного луча 204. Предпочтительно, чтобы проекция лазерного луча на поверхность подложки не имела гауссовского профиля. Предпочтительно, чтобы проекция лазерного луча имела в основном относительно тороидальную форму с максимальной интенсивностью, приходящейся на периферию. Таким образом, в отличие от гауссовского профиля, усредненная точка профиля луча имеет более низкую интенсивность. Это обеспечивает получение в ванне расплава относительно однородного распределения температуры. Однако для упомянутого процесса могут подходить и другие пространственные распределения лазерного луча.
На фиг.3 приведена схема системы прямой наплавки металла, включающая регулятор 302 с обратной связью. Энергия, поступающая из лазера, показана большой стрелкой, а маленькой стрелкой показана энергия, которую вводят в систему подачи порошка. Показан также ввод охлаждающей воды 306 в выпускное отверстие распыляющего сопла лазера. Регулятор 302 с обратной связью размещен предпочтительно рядом с местом, где находится лазер и где сосредоточена энергия на поверхности заготовки 310.
На фиг.4 представлена схема системы оптического мониторинга, которая иллюстрирует фундаментальные физические свойства регулятора с обратной связью. Точнее оптически отслеживают такой размер, как высота ванны расплава при лазерной наплавке, и регулируют с помощью электронных средств. Нагретая до высокой температуры поверхность ванны расплава интенсивно испускает энергию в инфракрасном диапазоне. Прямоугольная фигура на фиг.4 схематично изображает ванну расплава. Узкополосный светофильтр 410, работающий предпочтительно в инфракрасном диапазоне, помещен перед линзами 412 камеры. Типовая камера имеет фокусное расстояние 135 мм при единственном условии наличия соответствующего увеличения ванны расплава.
Изображение проходит через цилиндрические удлинители 416, после которых часть изображения (приблизительно 10%) отражается на активную фокальную плоскость телевизионной (ТВ) камеры 420. Следует отметить, что в соответствии с настоящим изобретением в наличии камеры нет жесткой необходимости, а существует возможность слежения специалистом-оператором. Отраженное изображение предпочтительно проходит через светофильтр 422 нейтральной плотности, расположенный между рефлектором и активной фокальной плоскостью ТВ-камеры. Передаваемая часть оптического изображения проходит через рефлектор, и увеличенное изображение маскируется в фокальной плоскости для получения изображения с пространственным разрешением. По выходе из маски 426 изображение проходит через линзу 428, а затем попадает в светочувствительное средство, такое как фототранзистор 430.
Важно отметить, что угол оптической оси 440 и увеличение по этой оптической схеме предусмотрены такими, чтобы фототранзистором 430 могли быть распознаны незначительные изменения высоты наплавки. Что касается ориентации системы, то, как показано на фиг.5 и 6, видно, что свет от определяемой высоты ванны расплава либо маскируется по выходе из фототранзистора, либо свободно проходит через маску. Разность чувствительности между двумя режимами предпочтительно составляет менее 0,254 (двести пятьдесят тысячных) миллиметра. То есть, пороговая чувствительность между двумя режимами составляет -0,254 мм; окно "немаскированного" режима составляет -2,54 мм до перехода к "маскированному" режиму.
На фиг.4 также показана возможность включения в способ в соответствии с настоящим изобретением спектроскопического анализа путем использования средства расщепления луча или частично прозрачного зеркала 450, которое направляет часть света, поступающего от объекта, на рассеивающий элемент 460, такой как дифракционная решетка, свет из которого можно сформировать параллельным с помощью линзы 462 и направить на детектор 464, выдающий информацию о спектральном составе по линии 466. Такую информацию о спектральном составе можно использовать пассивно на мониторе и/или для регистрации данных, относящихся к составу материала ванны расплава или наплавленного покрытия по мере его образования, или можно ввести в контур обратной связи для регулирования работы системы в соответствии с составом материала. Например, может быть изменен состав подаваемого порошка в соответствии с конструктивными параметрами и проконтролирован по результату спектрального анализа, чтобы получить подтверждение, что получен правильный состав сплава или изменение состава материала.
Следует отметить также, что, хотя мощность лазера предпочтительно является переменной величиной, которую можно изменять в соответствии с хранимой в памяти компьютера программой, также могут быть использованы другие переменные, отдельно или вместе с мощностью лазера. Например, продвижение лазерного пятна или размер лазерного пятна можно изменять для достижения конструктивных параметров или, как вариант, можно регулировать подачу материала. Действительно, с помощью точного регулирования соответствующей группы параметров, наряду с наращиванием материала, в соответствии с настоящим изобретением также становится возможным удаление материала, что позволяет налету корректировать ошибки и недостатки или, как вариант, модифицировать ранее полученные детали в соответствии с новыми конструктивными параметрами.
Сигнал фототранзистора обрабатывается контуром, который регулирует мощность лазера. Большинство лазеров можно подвергать регулированию с помощью единственного аналогового сигнала напряжения, например, 0 вольт и 12 вольт будут соответствовать отсутствию энергии и полной мощности соответственно. Любое напряжение внутри интервала будет генерировать соответствующую выходную мощность. Большинство лазеров могут реагировать на этот аналоговый сигнал напряжения в течение миллисекунды. Фототранзистор способен определять наличие или отсутствие света и изменять свою проводимость. При экспозиции света проводимость фототранзистора возрастает и, следовательно, падение напряжения по транзистору уменьшается.
Как показано на фиг.7, для регулирования соответствующей чувствительности величину "R1" можно выбрать так, чтобы Vpt+Vout=5 вольтам. В этом конкретном примере напряжение в 5 вольт будет обеспечивать 50% от полной мощности, если полную мощность получают при сигнале 10 вольт. Что касается фиг.5, то на схеме наплавляемого покрытия 502 показана маска 504, расположенная между покрытием и фототранзистором 506. Другие элементы системы удалены для ясности. Как можно видеть, маска имеет плоскую форму и является непрозрачной, с отверстием, через которое может проходить свет. Когда высота наплавляемого покрытия достигает предварительно заданной величины, свет с выбранной длиной волны, отраженный от материала покрытия, проходит через маску и, как показано, попадает на фототранзистор. С другой стороны, как только уровень покрытия становится ниже отверстия в маске, свет не попадает на фототранзистор. Эта ситуация, между наличием и отсутствием света, может быть использована для регулирования и настройки работы лазера.
Противоположная ситуация показана на фиг.6, где, пока свет проходит через маску, повышение высоты наплавляемого осадка воспринимается как приемлемое, а как только свет встречает препятствие для прохода через маску, регистрируется неприемлемая ситуация, поскольку свет не попадает на фототранзистор. По мере того как высота ванны расплава изменяется в сторону наращивания, изображение снижается до тех пор, пока свет не начинает отклоняться от фототранзистора. При некоторой конкретной высоте напряжение на выходе (Vout) достигает величины, соответствующей переключению с положения "луч включен" на положение "луч выключен".
На фиг.8 представлена серия кривых, показывающих взаимосвязь сигналов, регулирующих работу лазера, реакцию фототранзистора на ситуацию свет/отсутствие света в форме падения напряжения, и как сигнал фототранзистора регулирует мощность лазера. Во всех случаях на горизонтальных осях представлено время, а на вертикальной оси представлено напряжение. На первой кривой фиг.8а показан аналоговый сигнал напряжения для лазера перед любой настройкой и регулированием с помощью системы обратной связи в соответствии с настоящим изобретением. На второй фиг.8b показано падение напряжения на реостате фототранзистора. Как можно видеть на первой кривой, аналоговый сигнал напряжения для лазера перед любым регулированием с помощью системы обратной связи является постоянным и не изменяется со временем. Что касается второй кривой, приведенной на фиг.8, то показано падение напряжения в ходе процесса наплавки по реостату фототранзистора, представленному на фиг.7.
В начале рабочего цикла импеданс фототранзистора является высоким, означающим, что световой сигнал, отраженный от поверхности расплава и пропущенный через избирательный узкополосный светофильтр, не регистрируется. В результате падение напряжения по реостату фототранзистора является относительно низким. В ситуации, когда происходит детектирование света, появляется пик, показывающий, что импеданс фототранзистора является относительно низким, а падение напряжения по реостату фототранзистора является относительно высоким. На третьей кривой, представленной на фиг.8с, падение пикового напряжения по фототранзистору обеспечивает сигнал, который является цифровым. Четвертая кривая, представленная на фиг.8d, показывает, что теперь цифровой сигнал преобразуется в исполнительный сигнал, посылаемый в лазер, и влияет на продолжительность импульса и результирующую энергию лазера. Как показано на четвертой кривой фиг.8, избыточное время наличия напряжения теперь можно регулировать в соответствии с падением напряжения в фототранзисторе и с излучением света с отслеживаемой длиной волны.
Что касается аспекта обратной связи настоящего изобретения, то фототранзистор посылает сигнал в УЧПУ, показанное на фиг.1, который затем устанавливает подачу напряжения на лазер, регулирующего мощность лазера и окончательно настраивающего продолжительность облучения лазером подложки заготовки. Напряжение аналогового сигнала соответствует мощности лазера. Это позволяет выполнять прямую наплавку металла и регулирование высоты каждого прохода по мере того, как производят наплавку слой за слоем. Таким образом, система обратной связи регулирует наращиваемые размеры заготовки. Регулятор с обратной связью в соответствии с настоящим изобретением посылает информацию лазеру, что продолжительность времени режима "луч включен" для каждого импульса следует сократить, если заготовка вышла за пределы размера. Когда луч включен, происходит наплавка. Если в конкретном месте высота слишком большая, то контур обратной связи выключает подачу энергии в лазер и резко сокращает наплавку. Автоматическое регулирование и настройка в соответствии с настоящим изобретением являются определяющими функциями, поскольку ручное регулирование неэффективно.
Систему можно использовать для наплавки материала пиксель за пикселем. Без регулирования с использованием обратной связи после нескольких минут или после наплавки нескольких слоев на заготовку могут возникнуть нарушения, после которых дальнейшие нарушения режимов могут привести к неполадкам и разрушению. Преимущество системы регулирования с обратной связью в соответствии с настоящим изобретением состоит в том, что до того, как может произойти нарушение, фототранзистор оценит ситуацию наличия/отсутствия света с особой длиной волны, испускаемого материалом заготовки, а компьютер предварительно запрограммирован на сокращение наплавки до тех пор, пока регулятор с обратной связью не определит наличие приемлемого режима, после чего он выдаст команду для продолжения наплавки в полном объеме.
Пример 1
Для этого исследования осуществили прямую наплавку термически обрабатываемой хромо-молибденовой матричной стали Н13 на подложки из механически обработанной стали Н13. Этот сплав, обычно используемый при литье в формы, подвергли испытаниям, в связи с потенциальной возможностью его широкого применения для быстрого изготовления инструментов для литья в формы. Выполнили сравнение термической обработки как ПНМ (прямой наплавки металла), так и механически обработанной Н13, следующих характеристик: 1) твердости, пластичности и микроструктуры в состоянии "сразу после наплавлен", 2) реакции на первичный отпуск и 3) реакции на отпуск аустенизированного (при 1010°С) материала после закалки в масле.
Для моделирования выпускаемой промышленностью системы были испытаны два варианта нанесения покрытия. Была выбрана низкая мощность, низкая скорость наплавки металла, поскольку эта обработка соответствовала параметрам, используемым для наплавки деталей и кромок. Модель процесса с высокой мощностью, высокой скоростью наплавки металла была использована, поскольку это соответствовало способу, используемому для введения сыпучего материала. Два эти вида обработки относятся к тонкой и грубой наплавке соответственно. При "тонкой" наплавке использовали систему обратной связи.
Режимы процесса, использованные для грубой наплавки, включали фокальную точку размером 1,1 мм с растром до 3,5 мм для получения толстой 1-D вертикальной стенки. Мощность лазера составляла 4500 Вт, а скорость подачи порошка была 16 г/мин. Порошок вводили перпендикулярно направлению растра. Луч и поток порошка выключали в конце каждого прохода и последовательно наращивали слои при перемещении со скоростью 750 мм/мин в одном направлении. Последовательные слои наплавляли для получения ширины 3,5 мм, высоты 70 мм и длины 120 мм, наплавленных на подложку из низкоуглеродистой стали. В ходе этого процесса температуру наплавленного слоя не измеряли, но визуально наблюдали излучение после наплавки первых 5-10 слоев. Из этого образца в состоянии "сразу после наплавки" механической обработкой изготовили образец для испытания на растяжение, ориентированный перпендикулярно к направлению наплавки, как показано на фиг.9. При испытании на растяжение деформацию измеряли экстензометром в тарированном сечении.
При тонкой наплавке металлический порошок и экранирующий газ подавали концентрически. Ванну расплава получали при фокальном пятне диаметром 0,6 мм. Скорость перемещения для обоих типов процессов наплавки была 750 мм/мин. Мощность лазера и скорость подачи порошка в процессе тонкой наплавки составляли 1000 Вт и 5 г/мин. Система с обратной связью отслеживала высоту ванны расплава по мере того, как перемещали образец в соответствии с моделью переключения, как показано на фиг.10. Толщина каждого наплавленного слоя составляла 250 мкм.
Наплавку в соответствии с моделью переключения повторяли до получения пластины высотой 90 мм. Как для подложки, так и для наплавки была использована сталь Н13, чтобы получить возможность прямого сравнения между материалом лазерной наплавки и механически обработанным материалом при последующих экспериментах по термической обработке.
Результаты анализа твердости и микроструктуры наплавленной заготовки и механически обработанной стали Н13 в термически обработанном состоянии были очень похожими. Обе содержали мартенсит отпуска и некоторое количество остаточного аустенита. После аустенизации при 1010°С в течение одного часа большая часть присутствующей в покрытии дендритной структуры, образовавшейся при кристаллизации, была ликвидирована посредством диффузии. Однако в подложке из механически обработанной стали была обнаружена полосчатость, вызванная сегрегацией в сплаве. Результаты этого исследования демонстрируют, что посредством наращивания множества слоев наплавки можно получить изделие, имеющее характеристики, эквивалентные характеристикам аналогичной детали из обычной механически обработанной стали.
Пример 2
Регулирование остаточных напряжений и вызванных ими деформаций является определяющим фактором эффективности этого процесса при демонстрации возможности получения трехмерных компонентов. Накопление остаточных напряжений является самой главной причиной образования трещин в процессе изготовления стальных компонентов инструментов. Для того чтобы понять, как происходит образование напряжений, был спроектирован образец для оценки послойного накопления напряжений. Это привело к разработке технологии наращивания множества слоев до того, как накопленные остаточные напряжения могли вызвать растрескивание. После наплавки предварительно определенного количества слоев осуществляли снижение напряжений перед наплавкой дополнительных слоев. Эта технология обеспечила успешное изготовление полноразмерного компонента IMS-T1, который показан на фиг.11. Как полагают, это был первый случай изготовления такого образца для испытаний, как IMS-T1, на инструментальной стали Н13 посредством прямой наплавки металла.
Параметры процесса примера 2 приведены непосредственно ниже:
Образец IMS-T1
материал: порошок из стали Н13
мощность лазера: 100 Вт
скорость осаждения: 5 г/мин
толщина щели: 0,254 мм
реальное время работы лазера: 50 часов
полное время работы: 100 часов
время для снижения напряжений: 24 часа
(6×4 часа)
Полное время: 124 часа.
Изготовленный образец был отправлен в независимую лабораторию для измерения остаточных напряжений. На фиг.11 также показаны точки, где были измерены остаточные напряжения. Места 2, 6 и 5 были наплавлены в процессе последнего прохода и, таким образом, в них выявили остаточные сжимающие напряжения, поскольку их не подвергали снятию напряжений. В других местах, наплавленных в ходе более ранних проходов, а затем подвергнутых снятию напряжений, выявили пренебрежимо малые остаточные напряжения, тогда как величина максимального напряжения в местах, где напряжения не были снижены, составила +340,6 МПа.
Были изготовлены матрицы для литья под давлением с заделанным медью охлаждающим блоком и каналом для водяного охлаждения, а также была изготовлена обрезная матрица. Эти компоненты имеют очень высокую точность размеров с допусками на все размеры в несколько десятых миллиметра. Эти примеры показывают способность процесса прямой наплавки металла (ПНМ) эффективно производить трехмерные компоненты при использовании стали Н13. В данном процессе имеется возможность регулирования микроструктуры и свойств посредством тщательного регулирования параметров процесса. Реакция на термическую обработку компонента, полученного лазерной наплавкой и механически обработанного компонента из стали Н13, является одинаковой. Действительно, структура лазерного наплавленного покрытия сталью Н13 после термической обработки является более гомогенной, чем у механически обработанной стали Н13.
Способы и устройства в соответствии с настоящим изобретением обеспечивают способность изготавливать и восстанавливать компоненты почти любой геометрии, сведения о которой можно получать из базы данных компьютера. Существует много важных областей применения. Одним является быстрое изготовление опытных образцов/производство, изготовление, которое выполняют при значительно меньших временных затратах либо на изготовление опытных образцов, либо на производство инструментов. Другая область применения предназначена для пользователя при низком объеме производства изделий, где можно получать малые количества при низких затратах. Это особенно эффективно для производства средств для использования в медицине, таких как детали искусственных протезов для инвалидов. Другие потенциальные области применения включают формы для литья под давлением/производства полимеров, вставки для матриц для литья А1, при большом сокращении затрат времени и получении глянцевого слоя.
Настоящее изобретение обеспечивает возможность регулирования состава, микроструктуры, остаточных напряжений и механических свойств. Система позволяет использовать контур обратной связи в режиме "свет выключен" для регулирования процесса производства и вводить в чувствительный элемент контура регулирования с обратной связью оборудование и программное обеспечение для автоматической работы. Для различных материалов, используемых в процессе, нетрудно разработать математическую модель. Можно легко вводить в систему другие устройства, включая пьезоэлектрические и электрические датчики для измерения накопления остаточных напряжений, деформаций и неполадок, вызванных напряжениями, и для отслеживания начала образования трещин.
Реферат
Изобретение относится к обработке металла лазерным лучом. Система регулирования послойной наплавки содержит лазер, средство подачи материала в ванну расплава, средство оптического детектирования с оптоэлектрическим чувствительным элементом для выдачи электрического сигнала как функции высоты слоя наплавленного материала и регулятор с обратной связью для регулирования скорости наплавки. Система регулирования наплавки для изменения количества наплавляемого материала содержит лазер со средством фокусировки луча, средство перемещения лазера и подложки относительно друг друга, средство подачи материала в ванну расплава и регулятор с обратной связью для регулирования скорости наплавки в соответствии с заданной высотой слоя. Система изготовления изделия включает компьютеризированную базу конструктивных данных, содержащую описание изделия, лазер, соединенное с ним средство для подачи материала в ванну расплава, средство перемещения подложки относительно лазера и средства для подачи материала, рабочий стол для закрепления подложки, средство оптического детектирования и регулятор с обратной связью. Регулятор взаимосвязан со средством перемещения и лазером для регулирования высоты слоя наплавленного материала в соответствии с описанием. При изготовлении изделия нагревают локализованный участок подложки при помощи лазера. Формируют ванну расплава и подают в нее материал. Оптически отслеживают высоту слоя наплавленного материала, регулируют ее в соответствии с описанием изделия и перемещаются из одного участка подложки на другой. Изобретение позволяет регулировать размеры и свойства покрытия. 4 с. и 19 з.п. ф-лы 12 ил.

Комментарии