Лист электротехнической стали с ориентированной структурой, способ его производства и способ прогнозирования шумовых характеристик трансформатора - RU2676372C1
Код документа: RU2676372C1
Чертежи










Описание
Область техники
Данное раскрытие относится к листу электротехнической стали с ориентированной структурой, применяемому в качестве материала железного сердечника в трансформаторах или других подобных устройствах, к способу производства такого листа электротехнической стали с ориентированной структурой и к способу прогнозирования шумовых характеристик трансформатора. В частности, это раскрытие относится к листу электротехнической стали с ориентированной структурой, имеющему низкий шум трансформатора, к способу производства такого листа электротехнической стали с ориентированной структурой и к прогнозированию шумовых характеристик трансформатора, в котором такой лист электротехнической стали с ориентированной структурой применяется.
Уровень техники
Обычно железный сердечник трансформатора представляет собой многослойный пакет из листовой электротехнической стали с ориентированной структурой (многослойный железный сердечник) или катушку, свернутую из листовой электротехнической стали с ориентированной структурой (ленточный железный сердечник). Примеры важных свойств, которые должен демонстрировать трансформатор, включают превосходные потери в железе (потери холостого хода) и характеристики тока намагничивания. Кроме того, принимая во внимание окружающую среду, где устанавливается трансформатор, и другие факторы, в последнее время стало важным наличие у трансформатора превосходных шумовых характеристик (то есть низкого уровня шума).
Шум трансформатора, как известно, в значительной степени зависит от магнитострикционных свойств листовой электротехнической стали, используемой в качестве железного сердечника. Как раскрывается в непатентном источнике NPL 1, принято считать, что магнитострикционные свойства листа электротехнической стали с ориентированной структурой определяются плотностью магнитного потока B8 (плотность магнитного потока при напряженности магнитного поля 800 A/м) листовой стали, и магнитострикция (амплитуда магнитострикции), как известно, уменьшается с увеличением B8. В непатентном источнике 2 приводится пример, в котором уровень шума реального трансформатора снижен посредством применения листовой электротехнической стали, имеющей уменьшенную амплитуду магнитострикции. Другими словами, малошумящий трансформатор в типичном случае изготавливается при использовании в качестве железного сердечника листовой электротехнической стали с ориентированной структурой, имеющей небольшую амплитуду магнитострикции.
Также в PTL (патентные источники) 1 - 3 изучалось ослабление магнитострикции (амплитуды магнитострикции λ) и других подобных параметров с помощью других, помимо плотности магнитного потока, средств.
Что касается других, помимо амплитуды магнитострикции, магнитострикционных свойств, влияющих на шум, PTL 4 сосредотачивается на скорости распространения волны магнитострикционных колебаний и с точки зрения снижения уровня шума трансформатора предполагает эффективность параметра, получаемого посредством анализа частотных характеристик и спектрального взвешивания этой скорости волны, которая, другими словами, является параметром, сосредоточенным на высшей гармонической составляющей магнитострикции.
Список упоминаемых документов
Патентные источники.
PTL 1 – JP 2007-2334 A;
PTL 2 – JP 2009-231477 A;
PTL 3 – JP 2001-181803 A;
PTL 4 – JP 2009-236904 A.
Непатентная литература.
NPL 1 – IEEE Transactions 8 (1972), стр. 677;
NPL 2 – Технический отчет IEEJ №616 “Current State and Trends in Noise Control Techniques for Stationary Equipment”, The Institute of Electrical Engineers of Japan, 1996.
Раскрытие сущности изобретения
Техническая задача
Когда некоторое количество трансформаторов выпускается при использовании листовой электротехнической стали с ориентированной структурой, имеющей высокую плотность магнитного потока B8, или листовой электротехнической стали с ориентированной структурой, полученной с применением методик снижения магнитострикции, раскрываемых в PTL 1 - 3 и в других источниках, изготовленные трансформаторы в целом имеют более низкие величины шума по сравнению со случаем использования листовой электротехнической стали с ориентированной структурой, имеющей низкий B8, или листовой электротехнической стали с ориентированной структурой, полученной без использования стандартных методик снижения магнитострикции, таких, как представленная в PTL 1 - 3.
Однако достижение желаемого эффекта не всегда оказывается возможным из-за больших колебаний в уровне шумов этих трансформаторов и тому подобных причин.
Кроме того, стандартные методики до сих пор не в состоянии соответствовать уровню шумов трансформаторов, требуемому обществом, которое в последние годы уделяет все большее и большее внимание окружающей среде.
Кроме того, когда магнитострикционные свойства и шум трансформатора управляются с использованием описанного в PTL 4 параметра, различия в шуме трансформатора возникают весьма часто, даже в тех случаях, когда этот параметр имеет одну и ту же величину. Поэтому этот параметр оказывается неадекватным в качестве критерия выбора для листовой электротехнической стали с ориентированной структурой, имеющей низкий шум трансформатора.
В свете описанного выше текущего положения дел было бы полезным предоставление листовой электротехнической стали с ориентированной структурой, демонстрирующей улучшенные в еще большей степени шумовые характеристики в реальном трансформаторе, а также предложение эффективного способа производства такой листовой электротехнической стали с ориентированной структурой.
Решение задачи
В своем исследовании, посвященном листовой электротехнической стали с ориентированной структурой, способной к обеспечению дальнейшего снижения уровня шума реальных трансформаторов, авторы данного изобретения выясняли, почему шум трансформатора не поддается адекватному объяснению стандартными параметрами магнитострикционных свойств. В ходе этих исследований авторы обнаружили, что помимо плотности магнитного потока B8 и компонента высших гармоник, включаемого в скоростную составляющую магнитострикционных колебаний, которые являются широко известными касающимися листовой электротехнической стали с ориентированной структурой факторами, влияющими на шумовые характеристики трансформатора, изменения скорости (частота и степень ускорения/замедления) магнитострикционных колебаний имеет по меньшей мере столь же значительное влияние на шум трансформатора, как и традиционные, широко известные параметры.
Более конкретно, было обнаружено, что более значительное по сравнению со стандартными методиками снижение уровня шума трансформатора может быть достигнуто при подчинении характера изменений скоростных параметров магнитострикционных вибраций следующим условиям.
1) Количество точек ускорения/замедления, присутствующих в уровне колебательной скорости магнитострикции dλ/dt в одном периоде магнитострикционных колебаний, равно 4.
2) Изменения уровня скорости в зоне ускорения или зоне замедления магнитострикционных колебаний в том, что касается различий между величинами соседних локальных максимумов и минимумов, составляют 3,0×10-4 с-1 или менее.
Авторы также обнаружили, что контролирование степени натяжения форстеритовой пленки и напряженности покрытия является эффективным способом обеспечения соответствия характера изменений скоростных параметров сформулированным выше условиям.
Более конкретно, напряженность задается такой, чтобы:
1) различие между передней и задней поверхностями в общем напряженности форстеритовой пленки и изолирующего покрытия составляло менее 0,5 МПа; и
2) различие между передней и задней поверхностями в натяжении форстеритовой пленки составляло 0,5 МПа или более.
Натяжение пленки подается регулированию следующими способами.
1) Средства регулирования натяжения форстеритовой пленки включают изменение по меньшей мере одного из: создания условий для образования слоя внутреннего окисления на передней и задней поверхностях стального листа при обезуглероживающем отжиге; типа сепаратора отжига; количества наносимого сепаратора отжига; и количества материала, осаждаемого при электролитической обработке, выполняемой перед конечным отжигом.
2) Средства регулирования напряженности изолирующего покрытия включают изменение толщины и/или композиции изолирующего покрытия.
Ниже описаны данные экспериментов, приведших к этим обнаружениям.
Эксперимент 1
Прежде всего была изучена зависимость между точками ускорения/замедления и шумом трансформатора. В предварительном исследовании авторы накладывали более высокую гармонику на напряжение возбуждения с тем, чтобы изменить магнитострикционные свойства. С использованием листа электротехнической стали с ориентированной структурой толщиной 0,27 мм был собран реальный трансформатор мощностью 300 кВА, который был оценен на уровень шума при 50 Гц и 1,7 Tл. Фиг. 1 иллюстрирует пример уровня колебательной скорости магнитострикции. Авторы сочли, что вибрация с повторяющимися ускорениями и замедлениями может быть главной причиной увеличенного шума, и, исходя из этого, исследовали зависимость между шумом и количеством точек ускорения/замедления за один период магнитострикционных вибраций. Так как оценка выполнялась на частоте 50 Гц, один период был эквивалентен интервалу в 0,02 с. В иллюстрируемом на фиг. 1 случае наблюдалось восемь точек ускорения/замедления. Однако в случае магнитострикционных колебаний, которые имеют форму идеальной синусоиды, количество точек ускорения/замедления (dλ/dt = 0) равно 4 и, таким образом, минимальное количество точек ускорения/замедления составляет 4.
Фиг. 2 иллюстрирует зависимость между количеством точек ускорения/замедления и шумом реального трансформатора. Она демонстрирует тенденцию к увеличению шума с увеличением количества точек, указывая на необходимость того, чтобы количество точек ускорения/замедления ограничивалось минимальным, равным 4 количеством.
Затем было исследовано влияние изменения скорости в зоне ускорения или зоне замедления магнитострикционного колебания. В качестве параметра для оценки изменений скорости рассматривалось различие между величинами соседних локальных максимумов и минимумов (см. фиг. 3). Этот параметр фокусируется на изменении скорости внутри зоны ускорения/замедления и не включает одновременного охвата изменений скорости в зоне замедления и зоне ускорения.
Как показано на фиг. 3, в одном периоде магнитострикционной волны присутствует некоторое количество локальных максимумов и локальных минимумов.
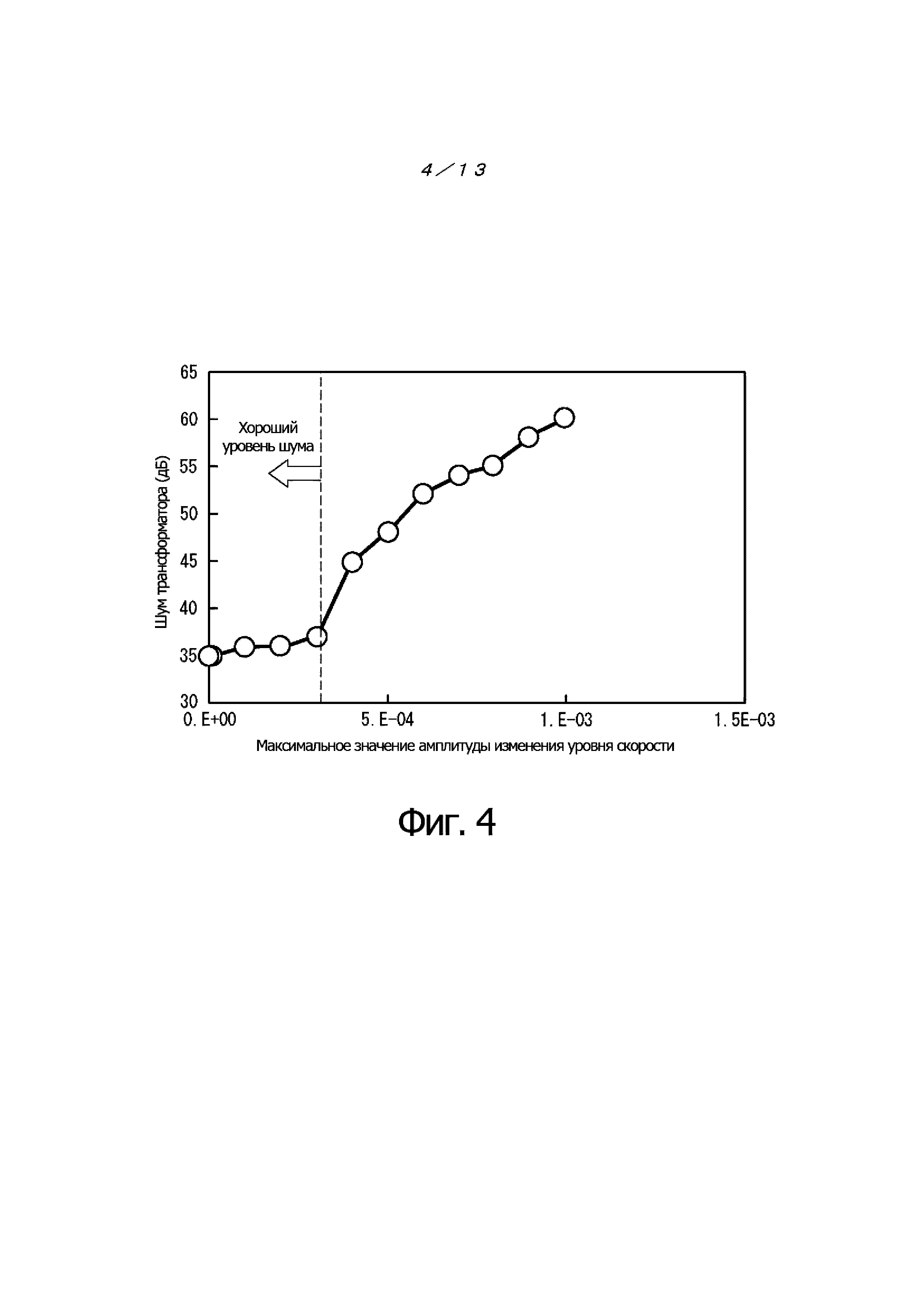
Фиг. 4 иллюстрирует результаты исследования зависимости между шумом реального трансформатора и максимальной величиной различий в уровне скорости магнитострикции между соседними локальными максимумами и минимумами (амплитуда изменения уровня скорости). Из фиг. 4 видно, что хорошие шумовые характеристики реального трансформатора достигаются, когда амплитуда изменения уровня скорости имеет максимальную величину 3,0 ×10-4 с-1 или менее.
После исследования зависимости между шумом и максимальной величиной амплитуды изменения уровня скорости в описанном выше эксперименте авторы изобретения далее изучили зависимость между количеством точек изменения уровня скорости и шумностью в ситуации, когда на напряжение возбуждения накладывалась высшая гармоника с тем, чтобы изменить количество точек изменения уровня скорости при сохранении максимальной величины амплитуды изменения уровня скорости примерно той же самой и составляющей 3,0×10-4 с-1. Точки изменений уровня скорости, происходящих в положениях, обозначенных на фиг. 3 звездочками, представляют собой точки, в которых:
1) возрастающая степень ускорения изменяется на уменьшающуюся степень ускорения;
2) снижающаяся степень ускорения изменяется на увеличивающуюся степень ускорения;
3) возрастающая степень замедления изменяется на снижающуюся степень замедления; или
4) снижающаяся степень замедления изменяется на увеличивающуюся степень замедления.
Фиг. 5 иллюстрирует результаты оценки зависимости между количеством точек изменения уровня скорости и величиной шума, которая была получена в ходе исследования авторов данного изобретения. Эти результаты показывают, что когда величина изменения уровня скорости имеет максимальное значение приблизительно в 3,0×10-4 с-1, в случаях, при которых изменения скорости оказываются меньшими, чем эта максимальная величина, значительного влияния на шумовые характеристики не происходит.
Основываясь на этих результатах, авторы установили, что для улучшения шумовых характеристик реального трансформатора важно, чтобы:
5) количество точек ускорения/замедления, присутствующих в уровне колебательной скорости магнитострикции dλ/dt в одном периоде магнитострикционных колебаний, было равно 4 и
6) амплитуда изменений уровня скорости между соседними точками изменения уровня скорости в зоне ускорения или зоне замедления магнитострикционных колебаний составляло 3,0×10-4 с-1 или менее.
Кроме того, при изучении способов улучшения магнитострикционных свойств авторы сделали новый вывод о важности уменьшения наибольшей величины изменения уровня скорости. Это объясняется тем, что среди амплитуд изменения уровня скорости между соседними точками изменения уровня скорости увеличение числа изменений уровня скорости с малыми амплитудами имеет лишь очень небольшое влияние на шумовые характеристики, тогда как наибольшая амплитуда изменения уровня скорости оказывает очень большое воздействие.
Эксперимент 2
Далее проводились исследования конкретных способов управления магнитострикционными свойствами.
Поскольку известно, что магнитострикционные свойства изменяются в зависимости от натяжения пленки, прежде всего изучалось влияние натяжения пленки на магнитострикционные свойства.
На поверхности одной стороны полученного общеизвестным способом и подвергнутого обезуглероживающему отжигу листа толщиной 0,23 мм было выполнено электроосаждение Cu в количестве от 0 мг/м2 до 3 мг/м2. Затем на переднюю и заднюю поверхности листа был нанесен и далее высушен сепаратор отжига, содержавший 5 массовых частей TiO2 на 100 массовых частей MgO, в количестве по 7 г/м2 на каждую поверхность. После этого лист был подвергнут конечному отжигу в течение 5 часов при 1220°C со скоростью нагревания 10°C/час. Непрореагировавший сепаратор отжига был впоследствии удален. Изолирующее покрытие, содержащее 60% коллоидную окись кремния и фосфат алюминия, было затем нанесено на переднюю и заднюю поверхности в количестве от 5,0 г/м2 до 9,0 г/м2 на каждую поверхность и подвергнуто термической обработке при 850°C.
Магнитострикционная вибрация может быть измерена тензометрическим способом, или с использованием лазерного измерителя смещений, или лазерного допплеровского виброметра. Здесь оценка магнитострикционных вибрационных свойств была выполнена с помощью лазерного допплеровского виброметра благодаря простоте ее проведения.
В таблице 1 показаны количество электроосажденной Cu, количество нанесенного изолирующего покрытия, различия в натяжении форстеритовой пленки на передней и задней поверхностях, различия в напряженности изолирующего покрытия на передней и задней поверхностях, количество точек ускорения/замедления в одном периоде магнитострикционных колебаний и амплитуда изменения уровня скорости между соседними точками изменения уровня скорости в зоне ускорения или зоне замедления магнитострикционных колебаний.

Фиг. 6 и 7 иллюстрируют зависимость между магнитострикционными свойствами и различиями между передней и задней поверхностями в натяжении форстеритовой пленки и напряженности изолирующего покрытия. Что касается количества точек ускорения/замедления в течение одного периода магнитострикционных колебаний, не наблюдалось никакой разницы между влиянием различий в натяжении пленки из форстерита на передней и задней поверхностях и влиянием различий в напряженности изолирующего покрытия на передней и задней поверхностях. Однако было найдено, что различия между передней и задней поверхностями в натяжении форстеритовой пленки и в напряженности изолирующего покрытия имеют отличающееся влияние на величину изменения уровня скорости между соседними точками изменения уровня скорости, при этом авторы данного изобретения установили, что различие между передней и задней поверхностями в натяжении форстеритовой пленки обладает более значительным эффектом усиления магнитострикционных свойств.
Напряженность изолирующего покрытия в направлении прокатки была рассчитана после вырезания образца, имевшего длину в направлении, ортогональном к направлению прокатки, 280 мм, 30 мм в направлении прокатки, удалением с одной его поверхности напряженного покрытия, измерением величины отклонения листовой стали до и после такого удаления и затем преобразованием этих величин отклонения в напряженность согласно следующей формуле пересчета.
Формула пересчета
σ – Натяжение пленки (МПа)
E – Модуль Юнга листовой стали = 143 (ГПа)
l – Измеренная длина отклонения (мм)
a1 – Величина отклонения до удаления (мм)
a2 – Величина отклонения после удаления (мм)
d – Толщина стального листа (мм)
Напряженность изолирующего покрытия на второй поверхности была определена таким же способом с использованием отдельного образца, взятого из того же самого продукта. Было вычислено натяжение форстеритовой пленки в направлении прокатки посредством вырезания образца длиной 280 мм в направлении, ортогональном к направлению прокатки, и 30 мм в направлении прокатки, удалением изолирующего покрытия с обеих его поверхностей, измерением величины отклонения листовой стали с последующим удалением форстеритовой пленки на одной стороне, повторным измерением величины отклонения и преобразованием затем разницы между этими величинами отклонения в напряженность по формуле пересчета.
Приведенные выше результаты измерений показывают, что магнитострикционные свойства могут быть улучшены при создании разницы между передней и задней поверхностями как в отношении натяжения форстеритовой пленки, так и напряженности изолирующего покрытия, составляющей 0,5 МПа или более. Следует заметить, что отклонение листовой стали происходит в случае наличия различий в напряженности на ее передней и задней поверхностях. Когда такая листовая сталь размещается на плоской поверхности, рихтовка стального листа одновременно привносит напряжение по всему листу стали. Авторы полагают, что это напряжение является причиной полезных изменений в магнитострикционных свойствах.
Различное влияние на магнитострикционные свойства различий в натяжении форстеритовой пленки и различий в напряженности изолирующего покрытия может быть обусловлено небольшими различиями в распределении напряжений или другими подобными причинами, которые не могут быть определены описанным выше способом оценки напряженности, так как магнитострикция обладает высокой чувствительностью к напряжениям.
Следующий способ может быть применен для создания напряжения по всему листу стали. При нахождении листовой стали в виде рулона обычно выполняется ее конечный отжиг. После завершения отжига развивается отклонение листовой стали, эквивалентное радиусу кривизны рулона. Это отклонение обычно устраняется при последующем выравнивающем отжиге, но при вышеупомянутом способе отклонение листовой стали сохраняется.
Затем авторы исследовали улучшение магнитострикционных свойств, достигаемое благодаря использованию отклонения листовой стали. На переднюю и заднюю поверхности листа, полученного общеизвестным способом и подвергнутого обезуглероживающему отжигу, был нанесен и далее высушен сепаратор отжига, содержащий 5 массовых частей TiO2 на 100 массовых частей MgO, в количестве по 7 г/м2 на каждую поверхность. После этого лист был подвергнут конечному отжигу в течение 5 часов при 1220°C со скоростью нагревания 10°C/час. Непрореагировавший сепаратор отжига впоследствии был удален. Изолирующее покрытие, содержащее 60% коллоидную окись кремния и фосфат алюминия, было нанесено на переднюю и заднюю поверхности в количестве 5,0 г/м2 на каждую поверхность и подвергнуто термической обработке при температуре от 750°C до 850°C. После чего была измерена величина отклонения листовой стали и оценена зависимость между величиной отклонения и магнитострикционными свойствами. Фиг. 8 и 9 иллюстрируют зависимость между величиной отклонения листовой стали и магнитострикционными свойствами.
С увеличением величины отклонения магнитострикционные свойства в отношении шума изменялись в невыгодную сторону как в том, что касается количества точек ускорения/замедления в одном периоде магнитострикционных колебаний, так и амплитуды изменения уровня скорости между соседними точками изменения уровня колебательной скорости. Авторы изобретения полагают, что отклонение листовой стали демонстрирует различные тенденции по отношению к натяжению форстеритовой пленки и напряженности изолирующего покрытия по следующей причине.
Так как листовая сталь обычно сворачивается в рулон в непрерывном режиме, радиус закругления листовой стали не является постоянным и непрерывно изменяется. Соответственно, величина отклонения листовой стали, обусловленного радиусом закругления листовой стали, также изменяется постепенным и непрерывным образом. В результате этого непрерывного изменения оказывается невозможным привнесение однородного по всему стальному листу напряжения, которое, как предполагается, и приводит к различающимся изменениям магнитострикционных свойств.
Однако приложение напряжения посредством создания различия в напряженности между передней и задней поверхностями стального листа не стало общепринятой практикой, так как это различие в напряженности может привести к значительному ухудшению потерь в железе.
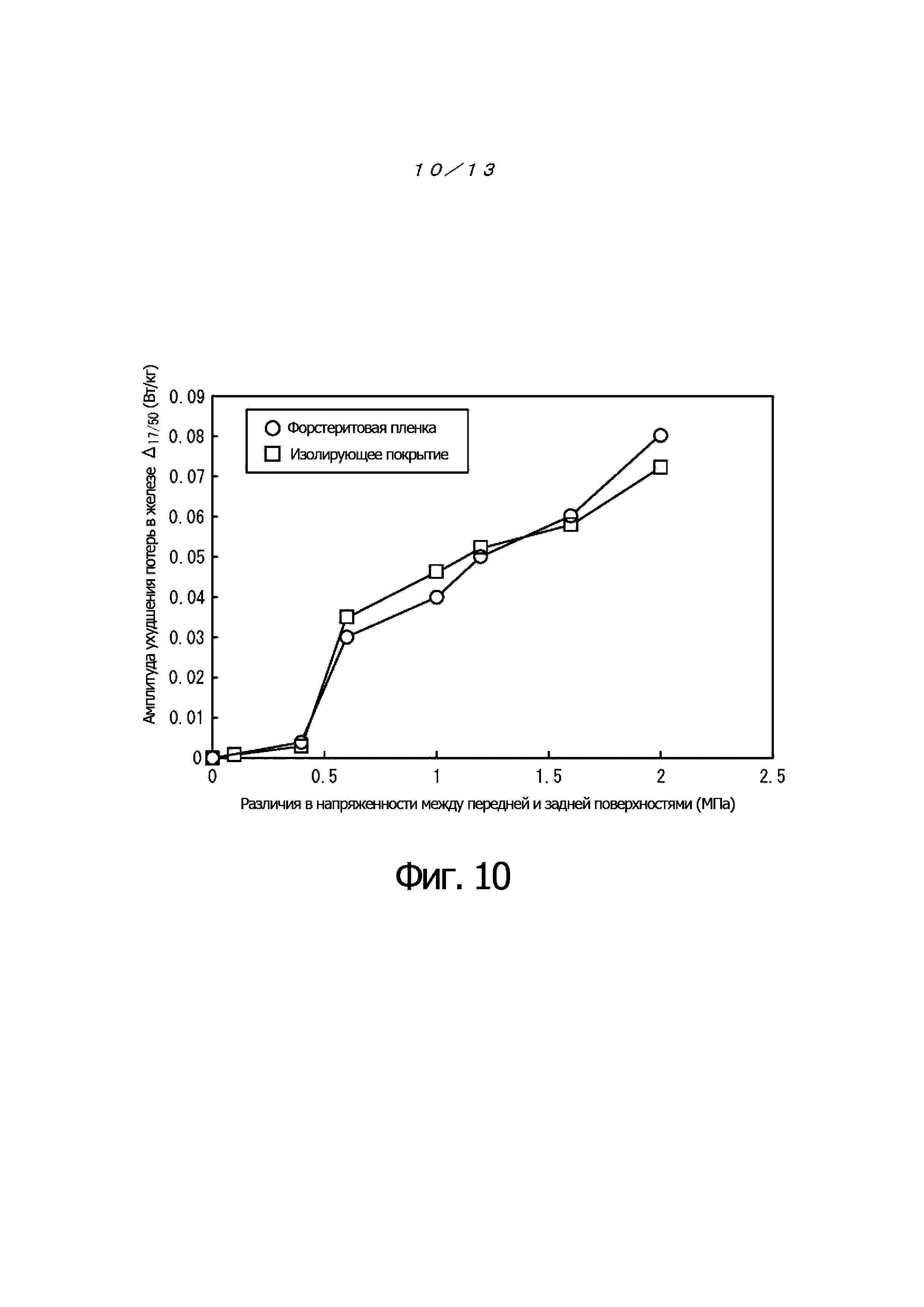
В эксперименте 2 авторы выполнили магнитометрические измерения образцов и оценили величину ухудшения потерь в железе. Результаты представлены на фиг. 10. Эти результаты показывают, что, как и следовало ожидать, потери в железе значительно ухудшались и в случае, когда форстеритовая пленка имела различия в напряженности между передней и задней поверхностями в 0,5 МПа или более, и в случае, когда изолирующее покрытие имело различия в напряженности между передней и задней поверхностями в 0,5 МПа или более.
Различия в напряжении и форстеритовой пленки, и изолирующего покрытия оказывали одинаковое влияние на потери в железе. В целом магнитострикционные свойства показывают более высокую чувствительность к напряжению, чем потери в железе. В этой связи авторы полагают, что небольшие различия в распределении напряжений и другие подобные факторы заметного влияния на потери в железе не оказывают.
Основываясь на этих результатах, можно заключить, что с точки зрения потерь в железе предпочтительно отсутствие каких-либо различий в величине отклонения, тогда как с точки зрения магнитострикционных свойств предпочтительна некоторая степень различия в величине отклонения.
Для осуществления способа, делающего возможными и хорошие показатели потерь в железе, и хорошие показатели магнитострикции, авторы данного изобретения сосредоточили свое внимание на обнаружении того, что натяжение форстеритовой пленки и напряженность изолирующего покрытия имеют одинаковое влияние на потери в железе, но различающееся воздействие на магнитострикционные свойства.
Более конкретно, авторы посчитали, что посредством изменения соотношения напряженности форстеритовой пленки и изолирующего покрытия между передней и задней сторонами стального листа в условиях ограничения общего различия в напряженности форстеритовой пленки и изолирующего покрытия между передней и задней сторонами стального листа величиной менее 0,5 МПа, оказывается возможным улучшение магнитострикционных свойств благодаря различиям между передней и задней сторонами стального листа в степени влияния на эти магнитострикционные свойства.
Эксперимент 3
Измельчение было выполнено на передней и задней поверхностях подвергнутого обезуглероживающему отжигу листа электротехнической стали с ориентированной структурой толщиной 0,3 мм, которое было произведено общеизвестным способом, подходящим для обезуглероживающего отжига. При таком измельчении количество покрывающего кислорода было изменено с 1,2 г/м2 до 2,0 г/м2. После этого лист был подвергнут обезуглероживающему отжигу при 840°C в течение 2 минут в атмосфере влажного H2.
Затем на переднюю и заднюю поверхность в количестве 7 г/м2 на каждую был нанесен сепаратор отжига, имевший соотношение компонентов в смеси, отвечающее 100 массовым частям MgO и 5 массовым частям TiO2, и лист далее был подвергнут конечному отжигу со скоростью нагревания 10°C/час и выдержке в течение 5 часов при 1180°C. Непрореагировавший сепаратор отжига был далее удален. На переднюю и заднюю поверхности было нанесено изолирующее покрытие, содержащее 60% коллоидной окиси кремния и фосфата магния, в количестве от 5,0 г/м2 до 9,0 г/м2 на каждую поверхность и подвергнуто термической обработке при 850°C. Натяжение форстеритовой пленки и напряженность изолирующего покрытия изменялись при этом способе путем изменения соотношения на передней и задней поверхностях количеств покрывающего кислорода и количеств изолирующего покрытия.
Различия между передней и задней поверхностями в общей напряженности форстеритовой пленки и изолирующего покрытия, натяжении форстеритовой пленки и напряженности изолирующего покрытия измерялись такими же способами, которые были описаны ранее, и была исследована их связь с магнитострикционными свойствами и потерями в железе.
Результаты представлены на фиг. 11, 12 и 13.
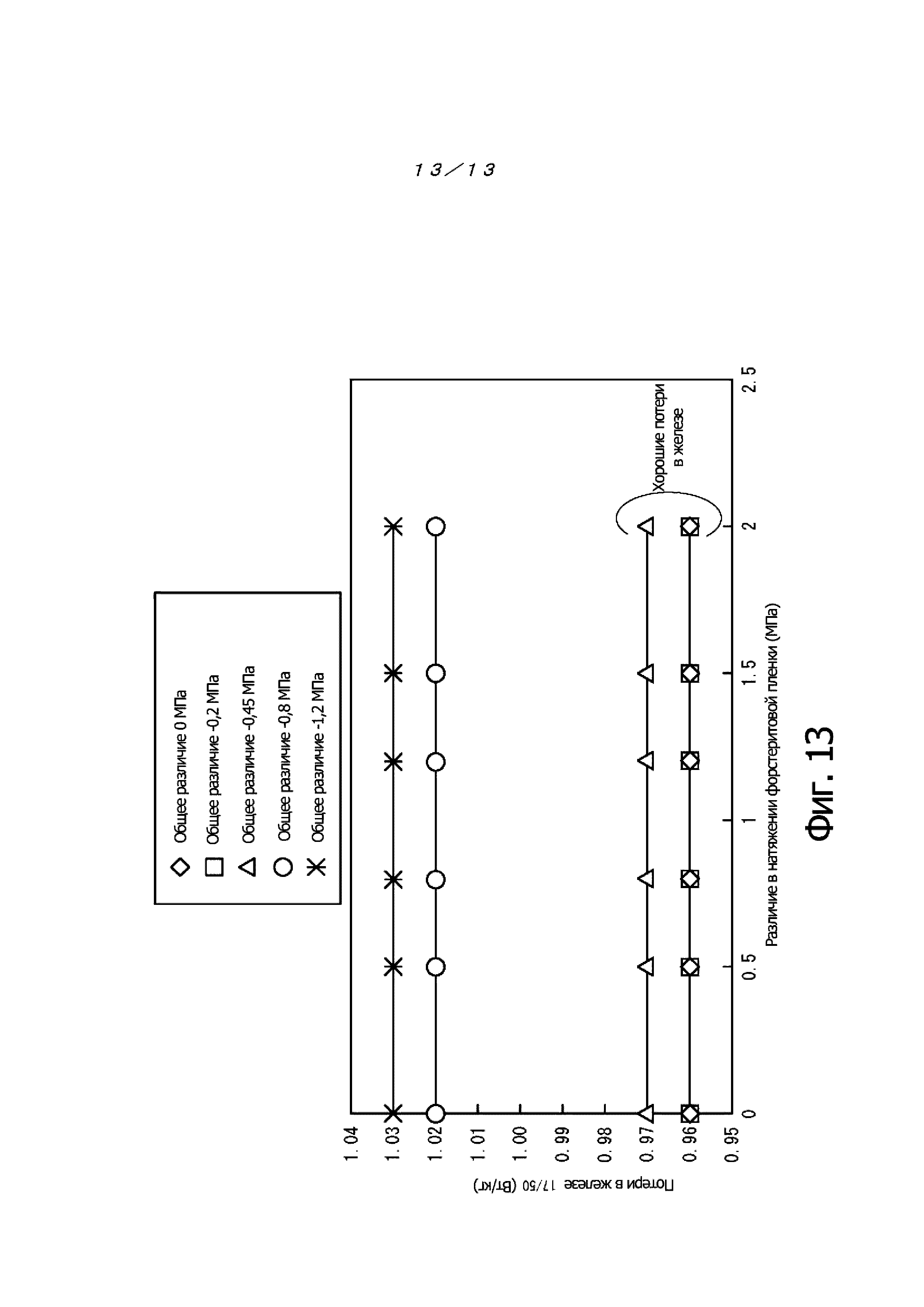
Общая напряженность представляется суммарным вкладом форстеритовой пленки и изолирующего покрытия. Поэтому в ситуации, когда различие в общей напряженности составляет -1,2 МПа и различие в натяжении форстеритовой пленки отвечает 0,5 МПа, различие в напряженности изолирующего покрытия равно -1,7 МПа. Как и ожидалось, форстеритовая пленка обладала высоким эффектом усиления в отношении магнитострикционных свойств, и улучшение магнитострикционных свойств наблюдалось, когда абсолютная величина различия в натяжении форстеритовой пленки составляла 0,5 МПа или более, независимо от различий в напряженности изолирующего покрытия (фиг. 11 и 12).
С другой стороны, в отношении потерь в железе фиг. 13 показывает, что хорошие показатели потерь в железе были достигнуты при условии того, что абсолютное значение различия в общей напряженности составляло менее 0,5 МПа.
В соответствии с вышеуказанным, авторы обнаружили, что достижение и хороших показателей потерь в железе, и магнитострикционных свойств возможно только при задании такого условия, чтобы различия между передней и задней поверхностями в общей напряженности форстеритовой пленки и изолирующего покрытия составляли менее 0,5 МПа и того, чтобы различия между передней и задней поверхностями в натяжении форстеритовой пленки отвечали 0,5 МПа или более.
Соответственно, для получения магнитострикционных свойств, обеспечивающих снижение шума трансформатора, важно, чтобы:
1) количество точек ускорения/замедления, присутствующих в уровне колебательной скорости магнитострикции dλ/dt в одном периоде магнитострикционных колебаний, равнялось 4;
2) амплитуда изменений уровня скорости между соседними точками изменения уровня скорости в зоне ускорения или зоне замедления магнитострикционных колебаний составляла 3,0×10-4 с-1 или менее;
3) различие между передней и задней поверхностями в общем напряжении форстеритовой пленки и изолирующего покрытия составляло менее 0,5 МПа; и
4) различие между передней и задней поверхностями в натяжении форстеритовой пленки составляло 0,5 МПа или более.
Более конкретно, первичные признаки этого раскрытия являются следующими.
1. Лист электротехнической стали с ориентированной структурой, содержащий на своей поверхности форстеритовую пленку и изолирующее покрытие, в котором
магнитострикционные свойства листа электротехнической стали с ориентированной структурой удовлетворяют представленным ниже условиям I и II,
I: количество точек ускорения/замедления, присутствующих в уровне колебательной скорости магнитострикции dλ/dt в одном периоде магнитострикционных колебаний, равняется 4;
II: амплитуда изменений уровня скорости между соседними точками изменения уровня скорости магнитострикции в зоне ускорения или зоне замедления магнитострикционных колебаний составляет 3,0×10-4 с-1 или менее,
различие между передней и задней поверхностями в общем натяжении форстеритовой пленки и изолирующего покрытия составляет менее 0,5 МПа; и
различие между передней и задней поверхностями в натяжении форстеритовой пленки составляет 0,5 МПа или более.
2. Способ производства листа электротехнической стали с ориентированной структурой, предназначенный для применения в производстве листа электротехнической стали с ориентированной структурой согласно предшествующему п. 1, содержащий:
горячую прокатку сляба для получения горячекатаного листа;
подвергание горячекатаного листа при необходимости отжигу горячекатаной полосы;
последующее подвергание горячекатаного стального листа холодной прокатке, выполняемой однократно, или дважды, или большее количество раз с промежуточным отжигом, для получения холоднокатаной листовой стали с конечной толщиной листа;
последующее подвергание холоднокатаного листа обезуглероживающему отжигу для получения отожженного обезуглероживающим отжигом листа;
последующее нанесение сепаратора отжига, содержащего в качестве главного компонента MgO, на поверхность отожженного обезуглероживающим отжигом листа и подвергание затем отожженного обезуглероживающим отжигом листа конечному отжигу для образования форстеритовой пленки и получения отожженного конечным отжигом листа; и
последующее нанесение на прошедший конечный отжиг лист обеспечивающей получение изолирующего покрытия обрабатывающей жидкости и подвергание затем прошедшего конечный отжиг листа выравнивающему отжигу, который также обеспечивает функцию спекания с целью образования изолирующего покрытия, при котором
в ходе образования форстеритовой пленки и изолирующего покрытия различия между передней и задней поверхностями в общей напряженности форстеритовой пленки и изолирующего покрытия регулируются до величины менее 0,5 МПа и различие между передней и задней поверхностями в натяжении форстеритовой пленки доводится до величины в 0,5 МПа или более.
3. Способ производства листа электротехнической стали с ориентированной структурой согласно предшествующему п. 2, в котором
натяжение форстеритовой пленки регулируется посредством по меньшей мере одного из: изменения условий образования слоя внутреннего окисления на передней и задней поверхностях стального листа при обезуглероживающем отжиге; изменения сепаратора отжига в отношении его типа; изменения сепаратора отжига в отношении его наносимых количеств; и изменения количеств материала, осаждаемого при электролитической обработке, выполняемой перед конечным отжигом.
4. Способ производства листа электротехнической стали с ориентированной структурой согласно предшествующим п.п. 2 или 3, в которых
напряжение изолирующего покрытия регулируется посредством по меньшей мере одного из: изменения изолирующего покрытия в отношении того, что касается его толщины; и изменения изолирующего покрытия в отношении того, что касается его композиции.
5. Способ прогнозирования шумовых характеристик трансформатора, содержащий
прогнозирование шумовых характеристик трансформатора, в котором применяется листовая электротехническая сталь с ориентированной структурой, имеющая на своей поверхности форстеритовую пленку и изолирующее покрытие, с помощью описываемых ниже магнитострикционного свойства III и магнитострикционного свойства VI трансформатора,
магнитострикционное свойство III: количество точек ускорения/замедления, присутствующих в уровне колебательной скорости магнитострикции dλ/dt в одном периоде магнитострикционных колебаний;
магнитострикционное свойство VI: амплитуда изменения уровня скорости между соседними точками изменения уровня скорости магнитострикции в зоне ускорения или зоне замедления магнитострикционных колебаний.
Полезный эффект изобретения
Согласно этому раскрытию оказывается возможным производство листовой электротехнической стали с ориентированной структурой, обладающей превосходными шумовыми характеристиками в реальном трансформаторе. Кроме того, согласно этому раскрытию возможно выполнение точных измерений шумовых характеристик трансформатора, в котором применяется листовая электротехническая сталь с ориентированной структурой, содержащая на своей поверхности форстеритовую пленку и изолирующее покрытие.
Краткое описание чертежей
На прилагаемых чертежах:
фиг. 1 иллюстрирует пример уровня колебательной скорости магнитострикции;
фиг. 2 иллюстрирует зависимость между количеством точек ускорения/замедления и шумом реального трансформатора;
фиг. 3 иллюстрирует амплитуду изменений уровня скорости между соседними точками изменения уровня колебательной скорости магнитострикции;
фиг. 4 иллюстрирует зависимость между максимальной величиной амплитуды изменения уровня скорости и шумом;
фиг. 5 иллюстрирует зависимость между количеством точек ускорения/замедления и шумом реального трансформатора;
фиг. 6 иллюстрирует зависимость между различием в натяжении пленки и магнитострикционными свойствами (количеством точек ускорения/замедления в одном периоде магнитострикционных колебаний);
фиг. 7 иллюстрирует зависимость между различием в натяжении пленки и магнитострикционными свойствами (амплитудой изменения уровня скорости между соседними точками изменения уровня скорости);
фиг. 8 иллюстрирует зависимость между амплитудой отклонения листовой стали и магнитострикционными свойствами (количеством точек ускорения/замедления в одном периоде магнитострикционных колебаний);
фиг. 9 иллюстрирует зависимость между величиной отклонения листовой стали и магнитострикционными свойствами (амплитудой изменения уровня скорости между соседними точками изменения уровня скорости);
фиг. 10 иллюстрирует результаты оценки степени ухудшения потерь в железе с помощью магнитометрических измерений, выполненных на образцах в эксперименте 2;
фиг. 11 иллюстрирует зависимость между различиями в натяжении форстеритовой пленки и магнитострикционными свойствами (амплитудой изменения уровня скорости между соседними точками изменения уровня скорости) для различных величин разности между передней и задней поверхностями в отношении общей напряженности (общее различие) форстеритовой пленки и изолирующего покрытия;
фиг. 12 иллюстрирует зависимость между различиями в натяжении форстеритовой пленки и магнитострикционными свойствами (количество точек ускорения/замедления в одном периоде магнитострикционных колебаний) для различных величин разности между передней и задней поверхностями в отношении общей напряженности (общее различие) форстеритовой пленки и изолирующего покрытия; и
фиг. 13 иллюстрирует зависимость между различиями в натяжении форстеритовой пленки и потерями в железе для различных величин разности между передней и задней поверхностями в отношении общей напряженности (общее различие) форстеритовой пленки и изолирующего покрытия.
Осуществление изобретения
Далее представляется подробное описание данной технологии.
Прежде всего поясняются причины для введения ограничений, налагаемых на признаки этого раскрытия.
1) Авторы обнаружили, что изменение скорости магнитострикционных колебаний обладает по меньшей мере столь же большим влиянием на шум реального трансформатора, как и общеизвестные параметры.
Хотя причина этого не вполне ясна, авторы предполагают, что расширение и сокращение листовой стали с повторяющимися ускорением и замедлением требуют большего количества энергии и что эта увеличенная энергия расширения и сокращения является главной причиной увеличенного шума.
Здесь количество точек ускорения/замедления уровня скорости магнитострикции dλ/dt (то есть количество случаев ускорения/замедления, при которых происходит очень большое изменение скорости) в одном периоде магнитострикционных колебаний ограничивается 4, что является минимальным количеством точек ускорения/замедления, наблюдающихся даже в случае магнитострикционных колебаний в форме идеальной синусоидальной волны. Более того, амплитуда изменений уровня скорости между соседними точками изменения уровня скорости в зоне ускорения или зоне замедления магнитострикционных колебаний предпочтительно невелика и ограничивается величиной 3,0×10-4 с-1 или менее.
Хотя лучшей является меньшая величина изменения уровня скорости, с производственной точки зрения предпочтительна величина изменения уровня скорости приблизительно в 1,0×10-5 с-1 или более.
2) Что касается направления прокатки с передней и задней сторон стального листа, различие между передней и задней сторонами в общей напряженности форстеритовой пленки и изолирующего покрытия предпочтительно составляет менее 0,5 МПа, тогда как различие между передней и задней сторонами в натяжении форстеритовой пленки предпочтительно равно 0,5 МПа или более. Здесь фраза «различие между передней и задней сторонами» относится к абсолютному значению различия между напряженностью передней поверхности стального листа и напряженностью задней поверхности стального листа.
Хотя различие между передней и задней сторонами в общей напряженности форстеритовой пленки и изолирующего покрытия не имеет конкретного нижнего предела, с производственной точки зрения предпочтителен нижний предел приблизительно в 0,1 МПа. Кроме того, хотя различие между передней и задней сторонами в натяжении форстеритовой пленки и различие между передней и задней сторонами в напряженности изолирующего покрытия не имеет конкретного верхнего предела, с производственной точки зрения предпочтителен верхний предел приблизительно в 10 МПа.
Различие между поверхностями листовой стали в общей напряженности форстеритовой пленки и изолирующего покрытия ограничивается величиной менее 0,5 МПа потому, что напряжение, вводимое при посредстве большой амплитуды отклонения вызывает ухудшение потерь в железе. С другой стороны, различие между передней и задней сторонами в натяжении форстеритовой пленки ограничивается величиной в 0,5 МПа или более потому, что создание различий в натяжении форстеритовой пленки между передней и задней сторонами стального листа приводит к значительно усилению магнитострикционных свойств.
Различие в напряженности между передней и задней сторонами всего стального листа может поддерживаться на уровне ниже 0,5 МПа при обеспечении более высокой напряженности изолирующего покрытия на той стороне листа стали, которая имеет более низкое натяжение форстеритовой пленки. Авторы полагают, что в ситуации, когда поверхность, имеющая высокое натяжение форстеритовой пленки, и поверхность, имеющая высокую напряженность изолирующего покрытия, являются противоположными поверхностями, направление отклонения, вызываемого форстеритовой пленкой, и направление отклонения, вызываемого напряженным покрытием, оказываются прямо противоположными, и в результате эффекты усиления их магнитострикционных свойств оказывают действие по уравновешиванию друг друга. Однако, так как уровни повышения этих эффектов различаются, усиливающий магнитострикцию эффект форстеритовой пленки сохраняется даже после этого уравновешивания, приводя к усиленным магнитострикционным свойствам.
Далее описываются средства для изменения натяжения форстеритовой пленки и напряженности изолирующего покрытия. Могут быть применены стандартные и широко известные способы, такие как представлены в JP 2009-235472 A и JP 2009-235473 A.
Вначале описываются способы регулирования натяжения форстеритовой пленки. В качестве материала листовой электротехнической стали с ориентированной структурой применяется холоднокатаный лист, полученный стандартным способом. Не накладывается никаких специальных ограничений на композицию материала и режимы изготовления вплоть до холодной прокатки, которые могут быть такими же, как и при стандартных и широко известных способах. В дальнейшем холоднокатаный лист подвергается обезуглероживающему отжигу для получения отожженного обезуглероженного листа. После чего на поверхность отожженного обезуглероженного листа наносится сепаратор отжига, состоящий главным образом из MgO, и лист затем подвергается конечному отжигу для образования на нем форстеритовой пленки. Натяжение форстеритовой пленки между передней и задней поверхностями листовой стали изменяется посредством изменения свойств пленки между передней и задней поверхностями согласно любому из следующих способов.
Прежде всего, в ситуации, когда измельчение осуществляется при предварительной обработке, такое измельчение может быть выполнено так, чтобы степень измельчения между передней и задней поверхностями различалась. Хотя измельчение обычно выполняется так, чтобы достичь количеств остаточного покрывающего кислорода в 0,2 г/м2 или менее, предпочтительно, чтобы с одной поверхности измельчение выполнялось более сильно с тем, чтобы создать количественное различие в содержании остаточного кислорода между передней и задней поверхностями, отвечающее 0,05 г/м2 или более. В ситуации, при которой в ходе предварительной обработки выполняется обработка по электроосаждению, различия в напряженности между передней и задней сторонами могут быть созданы через количество электроосаждаемого материала. Электроосаждаемый материал может быть металлом, таким как Cu, Ni, Co или Sn, что раскрывается, например, в JP H9-87744 A, и может осаждаться электролитическим способом со стороны внутренней поверхности рулона так, чтобы создать различие в количестве электроосажденного материала между передней и задней поверхностями в 0,2 мг/м2 или более. Эта обработка по электроосаждению не ограничивается условием выполнения ее до обезуглероживающего отжига и, в качестве варианта, может проводиться после обезуглероживающего отжига.
Здесь в качестве сепаратора отжига применяется сепаратор, составленный главным образом из MgO. Примеры широко известных добавок, которые могут быть использованы с сепаратором отжига, включают соединения, содержащие такие элементы, как Ti, Sb, Mg, Ca, Sr, Sn, B, Na, K, Cl, F или Br.
Такие добавки могут также применяться для изменения натяжения форстеритовой пленки между передней и задней поверхностями. Другими словами, натяжение форстеритовой пленки может изменяться при добавлении таких добавок к передней и задней поверхностям в различных количествах. Условия для создания различий между передней и задней сторонами в напряженности варьируют в зависимости от типа применяемой добавки. В случае Ti, Sb, Mg, Ca, Sr или Sn в том, что касается металла, предпочтительно создание различий, соответствующее приблизительно 0,2 массовых частей на 100 массовых частей MgO, тогда как в случае B, Na, K, Cl, F или Br предпочтительно создание различий в 0,001 массовых частей или более на 100 массовых частей MgO.
Далее описываются способы управления напряженностью изолирующего покрытия. В качестве материала листовой электротехнической стали с ориентированной структурой применяется подвергнутый конечному отжигу лист, полученный после вторичной перекристаллизации, выполненной отжигом в рулоне. Никаких особых ограничений на композицию материала не налагается. Так как конечный отжиг обычно проводится в течение длительного времени, например, несколько дней, стандартной практикой является выполнение отжига листовой стали, намотанной в виде рулона. Здесь конечный отжиг предпочтительно также выполняется с применением этого стандартного способа.
Поверхность полученного после конечного отжига рулона перед нанесением обеспечивающей получение изолирующего покрытия обрабатывающей жидкости очищается промывкой водой или травлением фосфорной кислотой. Эта очистка также может быть выполнена стандартным способом. После такой очистки наносится обрабатывающая жидкость, обеспечивающая получение изолирующего покрытия. Хотя покрытие может быть стандартным создающим напряженность покрытием, признаком этого раскрытия является то, что более высокая напряженность изолирующего покрытия создается на поверхности, противоположной той, на которой создается более высокое натяжение форстеритовой пленки.
Далее описывается подходящее придающее напряженность покрытие. Наиболее часто применяемым типом покрытия является покрытие на фосфатно-оксиднокремниевой основе. В том, что касается композиция, покрытие на фосфатно-оксиднокремниевой основе в выражении соотношения сухих веществ предпочтительно содержит приблизительно от 10 массовых частей до 80 массовых частей одного или нескольких фосфатов Al, Mg, Ca, Fe, Mn или других подобных на 20 массовых частей коллоидной окиси кремния.
Если доля содержания фосфата слишком мала, сопротивляемость влагопоглощению оказывается недостаточной, при том, что при слишком большой доле содержания фосфата напряженность уменьшается и эффекты снижения потерь в железе ослабляются, поскольку это снижает относительное количество коллоидной окиси кремния. С целью усиления влагопоглощения возможно внесение хромового ангидрида и/или соединения хромовой кислоты в общем количестве от 3 массовых частей до 20 массовых частей. Кроме того, возможно применение неорганических минеральных частиц (порошка или другой подобной формы), таких как диоксид кремния или оксид алюминия, поскольку их внесение усиливают стойкость против налипания. Доля содержания этих неорганических минеральных частиц в смеси предпочтительно не превышает приблизительно 1 массовой части с тем, чтобы не уменьшать коэффициент заполнения сердечника.
Недавно были разработаны методики, в которых для предоставления безвредных для окружающей среды покрытий не используется хром. В случае применения таких методик вместо хромового ангидрида или соединения хромовой кислоты используется сульфат, хлорид, коллоидный оксид, борат или другое подобное соединение таких металлов, как Mg, Al, Fe, Bi, Co, Mn, Zn, Ca, Ba, Sr, Ni или другой подобный. Его общее количество предпочтительно составляет приблизительно от 3 массовых частей до 30 массовых частей.
Здесь примеры средств изменения напряженности изолирующего покрытия включают изменение изолирующего покрытия в том, что касается его толщины и/или композиции (то есть способ, при котором изменяется количество наносимого покрытия, и способ, при котором изменяется тип покрытия). Наносимое покрытие в количественном отношении обычно составляет приблизительно от 2 г/м2 до 8 г/м2 на каждую поверхность и приблизительно от 4 г/м2 до 16 г/м2 – всего для обеих поверхностей. Даже в ситуации, когда наносимое количество изменяется, общее наносимое на обе поверхности количество предпочтительно является таким же, как и традиционно используемое. Чрезмерно большое наносимое количество снижает коэффициент заполнения сердечника и приводит к ухудшению магнитных свойств, тогда как слишком малое наносимое количество уменьшает напряженность и препятствует достижению хороших магнитных свойств.
Примеры способов изменения типа покрытия включают способ, при котором изменения касаются вида фосфата, и способ, при котором изменяется соотношение компонентов покрытия, как раскрывается, например, в IEEE Transactions on Magnetics, том. Mag-15, № 6, ноябрь 1979. После нанесения и высушивания покрытия выполняется выравнивающий отжиг, который также обеспечивает функцию спекания. При выравнивающем отжиге важно, чтобы температура нагрева при отжиге и прикладываемая к листу стали напряженность регулировались так, чтобы остаточная изогнутость в рулон, вызываемая конечным отжигом, была как можно ниже. Причиной этого является то, что если изогнутость рулона сохраняется, оказывается невозможным достижение желательных магнитострикционных свойств даже тогда, когда натяжение форстеритовой пленки и напряженность изолирующего покрытия регулируются в соответствии с объемом данного изобретения. Желательные магнитострикционные свойства достигаются благодаря раскрываемому здесь управлению напряженностью именно в том случае, когда влияние изогнутости рулона находится на незначительном уровне.
Посредством методики авторов данного изобретения возможно прогнозирование шумовых характеристик трансформатора, в котором применяется листовая электротехническая стали с ориентированной структурой, с помощью количества точек ускорения/замедления в уровне скорости магнитострикции dλ/dt (то есть количества случаев ускорения/замедления, при которых происходят значительные изменения скорости) за один период магнитострикционных колебаний (магнитострикционное свойство III) и величины изменения уровня скорости между соседними точками изменения уровня скорости в зоне ускорения или зоне замедления (магнитострикционное свойство VI).
Далее описывает пример способа оценки точки ускорения/замедления.
Прежде всего, с тем, чтобы изменить магнитострикционные свойства, на напряжение возбуждения накладывалась более высокая гармоника. Например, был собран реальный трансформатор мощностью 300 кВА с использованием листовой электротехнической стали с ориентированной структурой толщиной 0,27 мм и оценен на уровень шума при 50 Гц и 1,7 Tл. Точки ускорения/замедления (магнитострикционное свойство III) могут быть определены подсчетом количества точек ускорения/замедления за один период магнитострикционных колебаний. Магнитострикционная вибрация может быть измерена тензометрическим способом, или с использованием лазерного измерителя смещений, или лазерного допплеровского виброметра. Здесь оценка магнитострикционных вибрационных свойств, благодаря ее простоте, предпочтительно выполняется с помощью лазерного допплеровского виброметра.
Далее описывается способ определения амплитуды изменения уровня скорости между соседними точками изменения уровня скорости в зоне ускорения или зоне замедления.
Согласно методике авторов изобретения, в качестве оценочного параметра для изменения скорости рассматривались различия между величинами соседних локальных максимумов и минимумов. Внимание сосредотачивается на изменении скорости внутри зоны ускорения/замедления и не включает одновременного охвата изменений скорости по обеим зоне замедления и зоне ускорения.
Как иллюстрируется описанной выше фиг. 3, в одном периоде магнитострикционной волны присутствует некоторое количество локальных максимумов и локальных минимумов.
В соответствии с методикой авторов изобретения, амплитуда изменения уровня скорости между соседними точками изменения уровня скорости в зоне ускорения или зоне замедления (магнитострикционное свойство VI) может быть определена при рассмотрении максимальной величины различий между соседними локальными максимальными и минимальными величинами уровня скорости магнитострикции (амплитуда изменения уровня скорости).
Точки изменений скорости, происходящих в положениях, обозначенных на фиг. 3 звездочками, представляют собой точки, в которых:
1) возрастающая степень ускорения меняется на уменьшающуюся степень ускорения;
2) снижающаяся степень ускорения меняется на увеличивающуюся степень ускорения;
3) возрастающая степень замедления меняется на снижающуюся степень замедления; или
4) снижающаяся степень замедления меняется на увеличивающуюся степень замедления.
Количество случаев ускорения/замедления и амплитуда изменения уровня скорости определяются посредством измерения показателей изменения скорости магнитострикционных колебаний, как описано выше. Далее выполняется проверка того, действительно ли количество случаев ускорения/замедления (магнитострикционное свойство III) равно 4 и действительно ли амплитуда изменений уровня скорости (магнитострикционное свойство VI) составляет 3,0×10-4 с-1 или менее.
Трансформатор определяется в качестве имеющего хорошие шумовые характеристики, если и магнитострикционное свойство III, и магнитострикционное свойство VI удовлетворяют указанным выше условиям (то есть, если магнитострикционное свойство III соответствует 4 и магнитострикционное свойство VI отвечает 3,0×10-4 с-1 или менее).
Примеры
Пример 1
Был использован ряд отожженных обезуглероживающим отжигом листов электротехнической стали с ориентированной структурой с различающимися композициями, которые были произведены общеизвестным способом вплоть до обезуглероживающего отжига и которые имели толщину 0,3 мм (химические композиции материалов A и B показаны в таблице 2; величины процентов в таблице 2 представлены в виде массовых процентов, а величины частей на миллион даны в таблице 2 в массовых частях на миллион, при этом остальное является Fe и случайными примесями). Было выполнено измельчение передней и задней поверхностей каждого из отожженных обезуглероживающим отжигом листов для изменения количества покрывающего кислорода с 0,9 г/м2 до 2,0 г/м2. После этого на передней и задней поверхностях было выполнено электроосаждение Ni в диапазоне от 0 мг/м2 до 0,4 мг/м2 и был проведен обезуглероживающий отжиг в течение 2 минут при 860°C в атмосфере влажного H2.
Затем на переднюю и заднюю поверхность в количестве 8 г/м2 на каждую был нанесен сепаратор отжига, имевший соотношение компонентов в смеси, отвечающее 100 массовым частей MgO и 5 массовым частям TiO2, и далее был выполнен конечный отжиг со скоростью нагревания 10°C/час и выдержка в течение 5 часов при 1200°C.
После чего излишки сепаратор отжига были удалены. Тип изолирующего покрытия на передней и задней поверхностях изменялся, как показано в таблице 3. Позиция «Фосфат магния» в таблице 3 обозначает обрабатывающую жидкость для получения изолирующего покрытия, имевшую соотношение компонентов, представленное 50 масс.% фосфата магния, 40 масс.% коллоидной окиси кремния, 9,5 масс.% хромового ангидрида и 0,5 масс.% кварцевой пудры. Позиция «Фосфат алюминия» в таблице 3 указывает обрабатывающую жидкость для получения изолирующего покрытия, имевшую соотношение компонентов из 50 масс.% фосфата алюминия, 40 масс.% коллоидной окиси кремния, 9,5 масс.% хромового ангидрида и 0,5 масс.% кварцевой пудры. Эти обрабатывающие жидкости для получения изолирующего покрытия наносились таким образом, что их сухая масса на каждой поверхности составляла от 5 г/м2 до 8 г/м2, а сушка выполнялась при 300°C в течение 1 минуты. После этого в течение 2 минут в атмосфере сухого N2 при 850°C был проведен выравнивающий отжиг под такими условиями, чтобы придаваемая напряженность составляла 13 МПа, с тем, чтобы получить лист электротехнической стали с ориентированной структурой.
Были измерены магнитные свойства и магнитострикционные параметры каждого листа электротехнической стали с ориентированной структурой, полученного таким способом. Помимо этого, были оценены различия между поверхностями листовой стали в том, что касается натяжения форстеритовой пленки, напряженности изолирующего покрытия и их общей напряженности. Каждый лист электротехнической стали также использовался в качестве материала для изготовления 1000 кВА трансформаторов, шумовые характеристики которых были затем оценены при 1,5 Tл и 60 Гц.
Таблица 3 подробно отображает производственные режимы, такие как количество покрывающего кислорода, и также показывает напряженность листовой стали, потери в железе и магнитострикционные свойства. Следует заметить, что все различия в напряженности в таблице 3 представляют фактическое значение различий в напряженности между передней и задней сторонами, но по сравнению с различиями в напряженности между передней и задней сторонами, которые задаются в настоящем раскрытии, они представляют абсолютные значения сравниваемых величин.


При сравнении №1 и №6, в котором в соответствии со стандартным подходом не было никаких различий в напряженности, можно заключить, что отличие между материалами A и B состоит в том, что материал B имеет более высокие параметры магнитострикционных свойств и более низкие свойства потерь в железе, чем материал A. Соответственно, материал A имеет лучшие величины других помимо напряженности параметров, которые, как общеизвестно, влияют на магнитострикционные свойства и потери в железе (например, плотность магнитного потока и кристаллическая ориентация), и, таким образом, до применения методики авторов изобретения материал A имел лучшие магнитные свойства и магнитострикционные качества, чем материал B.
Из таблицы 3 видно, что №3 и №5, которые находятся в рамках данного раскрытия, достигли как уменьшения уровня шума трансформатора, так и снижения потерь в железе. С другой стороны, хотя образец №7, в котором натяжение пленки соответствовало рамкам этого раскрытия, имел несколько усиленные магнитострикционные свойства по сравнению с образцами вне объема этого раскрытия, улучшение его магнитострикционных свойств оказалось недостаточным для получения хороших шумовых характеристик, так как исходные магнитострикционные свойства (образец №6) были неудовлетворительными.
Пример 2
Был использован ряд отожженных обезуглероживающим отжигом листов электротехнической стали с ориентированной структурой с различающимися композициями, которые были получены общеизвестным способом вплоть до обезуглероживающего отжига и которые имели толщину 0,23 мм (химические композиции материалов C и D показаны в таблице 4; величины процентов в таблице 4 представлены в виде массовых процентов, а величины частей на миллион даны в таблице 4 в массовых частях на миллион, при этом остальное является Fe и случайными примесями). Сепаратор отжига, имевший соотношение компонентов в смеси, отвечавшее 100 массовым частям MgO и 4,5 массовым частям TiO2, был нанесен на переднюю и заднюю поверхности каждого подвергнутого обезуглероживающему отжигу листа в количестве 8 г/м2 с каждой поверхности. После этого на переднюю и заднюю поверхности был нанесен водный раствор бората натрия, при этом распыление проводилось таким образом, что количества как B, так и Na были отрегулированы на обеих поверхностях в пределах от 0 массовых частей до 0,03 массовых частей на 100 массовых частей MgO. Затем был выполнен конечный отжиг при скорости нагревания 120°C/час и 20 часах выдержки при 1200°C.
Далее были удалены излишки сепаратора отжига и на каждую поверхность в количестве, обеспечивающем сухую массу от 5 г/м2 до 10 г/м2, была нанесена обрабатывающая жидкость для получения изолирующего покрытия, имевшая соотношение компонентов в смеси, отвечающее 50 масс.% фосфата магния, 40 масс.% коллоидной окиси кремния, 9,5 масс.% хромового ангидрида и 0,5 масс.% кварцевой пудры. В течение 1 минуты выполнялась сушка при 250°C, а затем был проведен выравнивающий отжиг в течение 2 минут в атмосфере сухого N2 при 820°C под такими условиями, чтобы придаваемая напряженность составляла 15 МПа, с тем, чтобы получить лист электротехнической стали с ориентированной структурой.
Были измерены магнитные свойства и магнитострикционные параметры каждого листа электротехнической стали с ориентированной структурой, полученного таким способом. Помимо этого, были оценены различия между поверхностями листовой стали в том, что касается натяжения форстеритовой пленки, напряженности изолирующего покрытия и их общей напряженности. Каждый лист электротехнической стали также использовался в качестве материала для изготовления 750 кВА трансформаторов, шумовые характеристики которых были затем оценены при 1,6 Tл и 60 Гц.
Таблица 5 подробно отображает условия нанесения пленки, такие как количества B и Na на 100 массовых частей MgO, и также показывает напряженность листовой стали, потери в железе и магнитострикционные свойства. Следует заметить, что все различия в напряженности в таблице 5 представляют фактическое значение различий в напряженности между передней и задней сторонами, но по сравнению с различиями в напряженности между передней и задней сторонами, которые задаются в настоящем раскрытии, они представляют абсолютные значения сравниваемых величин.


Таким же образом, как и в Примере 1, при сравнении №1 и №6, в котором стандартно не было никаких различий в напряженности, можно заключить, что отличие между материалами C и D состоит в том, что материал D имеет более высокие параметры магнитострикционных свойств и более низкие свойства потерь в железе, чем материал C. Соответственно, материал C имеет лучшие величины других помимо напряженности параметров, которые, как общеизвестно, влияют на магнитострикционные свойства и потери в железе (например, плотность магнитного потока и кристаллическая ориентация), и, таким образом, до применения методики авторов изобретения материал C имел лучшие магнитные свойства и магнитострикционные качества, чем материал D.
Из таблицы 5 видно, что №3 и №5, которые находятся в рамках данного раскрытия, достигли как хорошего уровня шума трансформатора, так и хорошего показателя потерь в железе. С другой стороны, хотя образец №7, в котором натяжение пленки соответствовало рамкам этого раскрытия, имел несколько усиленные магнитострикционные свойства по сравнению с образцами вне объема этого раскрытия, улучшение его магнитострикционных свойств оказалось недостаточным для получения хороших шумовых характеристик, так как исходные магнитострикционные свойства (образец №6) были неудовлетворительными.
Кроме того, можно видеть, что когда поверхность, на которой натяжение форстеритовой пленки является высоким, и поверхность, на которой является высокой напряженность изолирующего покрытия, представляют собой те же самые поверхности, как и в №8, хотя приобретаются магнитострикционные свойства, которые усиливают уровень шума, поскольку не происходит взаимоуничтожения эффектов повышения магнитострикции, возникает отклонение листовой стали и это отклонение вызывает значительное ухудшение свойств потерь в железе и препятствует совместному достижению хороших показателей магнитострикции и потерь в железе.
Реферат
Изобретение относится к области металлургии, а именно к листу электротехнической стали с ориентированной структурой, применяемому в качестве материала сердечников трансформаторов. Лист содержит на своей поверхности форстеритовую пленку и изолирующее покрытие. Количество точек ускорения/замедления, присутствующих в уровне скорости магнитострикции dλ/dt в одном периоде магнитострикционных колебаний, составляет 4. Амплитуда изменения уровня скорости между соседними точками изменений уровня скорости магнитострикции в зоне ускорения или зоне замедления магнитострикционных колебаний составляет 3,0×10сили менее. Абсолютное значение разницы между общей напряженностью форстеритовой пленки и изолирующего покрытия поверхности листа и общей напряженностью форстеритовой пленки и изолирующего покрытия другой поверхности листа составляет менее 0,5 МПа, а абсолютное значение разницы между натяжением форстеритовой пленки поверхности листа и натяжением форстеритовой пленки другой поверхности листа составляет 0,5 МПа или более. Использование заявленных листов позволяет изготавливать трансформаторы с низким уровнем шума. 3 н. и 2 з.п. ф-лы, 13 ил., 5 табл., 2 пр.
Формула
Документы, цитированные в отчёте о поиске
Лист из текстурированной электротехнической стали с превосходной адгезией покрытия и способ его производства
Обрабатывающий раствор для нанесения изоляционного покрытия на лист текстурированной электротехнической стали и способ производства листа текстурированной электротехнической стали, имеющей изоляционное покрытие
Комментарии