Лист из текстурированной электротехнической стали и способ его изготовления - RU2537059C2
Код документа: RU2537059C2
Чертежи

Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к листу из текстурированной электротехнической стали, используемому в качестве материала железного сердечника трансформатора, и способу его изготовления.
Известный уровень техники
Лист из текстурированной электротехнической стали, который в основном используется в качестве железного сердечника трансформатора, должен обладать превосходными магнитными свойствами, в частности, низкими потерями в железе.
Чтобы соответствовать этому требованию, важно, чтобы зерно вторичной рекристаллизации было ориентировано в стальном листе в значительной степени в (110) [001] ориентации (или так называемая "ориентация Госса") и снижено содержание примесей в конечном стальном листе. Однако существуют ограничения по контролю ориентации кристалла и снижению содержания примесей, связанные со стоимостью производства и т.д. В связи с этим были разработаны некоторые способы придания неоднородной деформации поверхности стального листа физическими способами или химическими способами для снижения ширины магнитного домена для уменьшения потери в железе, т.е. способы модификации магнитных доменов.
Например, JP 57-002252 B (PTL 1) предлагает способ снижения потери в железе стального листа облучением лазером конечного стального листа, созданием области высокой плотности дислокаций в поверхностном слое стального листа и снижения ширины магнитного домена. Кроме того, JP 62-053579 B (PTL 2) предлагает способ модификации магнитного домена формированием линейных канавок глубиной более 5 мкм в железной основе стального листа после конечного отжига при нагрузке 882-2156 МПа (90 до 220 кгс/мм2) с последующей термообработкой стального листа при температуре 750°C или выше. Кроме того, JP 7-268474 A (PTL 3) раскрывает способ изготовления стального листа с линейными канавками, проходящими в направлении, почти ортогональном к направлению прокатки стального листа на поверхности металлической основы, и также с непрерывными границами кристаллического зерна или областями мелкокристаллического зерна с размером зерна 1 мм или менее от нижней части линейных канавок до другой поверхности железной основы в направлении толщины листа. С помощью вышеописанных способов модификации магнитных доменов может быть получен стальной лист из текстурированной электротехнической стали с подходящими свойствами потери в железе.
Патентные документы
PTL 1: JP 57-002252 B
PTL2: JP 62-053579 B
PTL3: JP 7-268474 A
Краткое изложение существа изобретения
Техническая задача, решаемая изобретением
Вышеуказанные способы проведения модификации магнитного домена обработкой с формированием канавок обладают меньшим эффектом снижения потери в железе по сравнению с другими способами модификации магнитного домена созданием областей с высокой плотностью дислокаций лазерным облучением и т.п. Также проблемой вышеуказанных способов является незначительное улучшение потери в железе в существующих пакетах трансформатора, хотя потери в железе снижены модификацией магнитного домена. Таким образом, эти способы обеспечивают крайне низкое значение коэффициента заполнения (BF).
Пути решения задачи
Настоящее изобретение было разработано для решения этих задач. Целью настоящего изобретения является создание листа из текстурированной электротехнической стали, который может еще больше снизить потери в железе материала с помощью канавок, сформированных на нем, для модификации магнитных доменов, и обладает превосходными свойствами низких потерь в железе сборки реального трансформатора наряду с преимущественным способом его изготовления.
Существо настоящего изобретения можно резюмировать следующим образом:
[1] Лист из текстурированной электротехнической стали, включающий: пленку форстерита; покрытие, создающее напряжение на поверхности стального листа; и канавки для модификации магнитного домена на поверхности стального листа,
причем толщина форстеритовой пленки в нижней части канавки составляет 0,3 мкм или более,
частота канавок составляет 20% или менее, где частота канавок является относительной распространенностью канавок, непосредственно под каждой канавкой имеются кристаллические зерна, ориентация каждого кристаллического зерна отклоняется от ориентации Госса на 10° или более и размер зерна составляет 5 мкм или более, и
в котором общее напряжение, создаваемое на стальном листе в направлении прокатки пленкой форстерита и покрытием, создающим напряжение, составляет 10,0 МПа или более, общее напряжение, действующее на стальной лист в направлении, перпендикулярном направлению прокатки, создаваемое пленкой форстерита и покрытием, создающим напряжение, составляет 5,0 МПа или более, и это общее напряжение удовлетворяет соотношению: 1,0≤А/В≤5,0,
где
А является общим напряжением, действующим в направлении прокатки, создаваемым пленкой форстерита и покрытием, создающим напряжение, и
В является общим напряжением, действующим в направлении, перпендикулярном направлению прокатки, создаваемым пленкой форстерита и покрытием, создающим напряжение.
[2] Способ изготовления листа из текстурированной электротехнической стали, включающий: прокатку сляба листа из текстурированной электротехнической стали до конечной толщины листа; последующее обезуглероживание стального листа; затем нанесение отжигового сепаратора, состоящего в основном из MgO, на поверхность стального листа до конечного отжига стального листа; и последующее нанесение покрытия, создающего напряжение, причем
(1) формирование канавок для модификации магнитного домена выполняют до конечного отжига для формирования пленки форстерита,
(2) количество покрытия отжигового сепаратора составляет 10,0 г/м2 или более,
(3) напряжение намотки после нанесения отжигового сепаратора регулируют в пределах 30-150 Н/мм2,
(4) среднюю скорость охлаждения до 700°C на стадии охлаждения конечного отжига поддерживают равной 50°C/ч или ниже,
(5) во время конечного отжига, скорость потока атмосферных газов при температуре, по меньшей мере, 900°C или выше поддерживают равной 1,5 нм3/ч·тонна или менее, и
(6) конечную температуру при чистовом отжиге поддерживают равной 1150°C или выше.
[3] Способ изготовления листа из текстурированной электротехнической стали по п. [2], в котором проводят горячую прокатку сляба листа из текстурированной электротехнической стали и необязательно отжиг в зоне горячих состояний и последующую однократную, двукратную или многократную холодную прокатку с промежуточным отжигом между ними до конечной толщины листа.
Положительный эффект изобретения
В соответствии с настоящим изобретением, эффект снижения потерь в железе стального листа, который имеет сформированные на нем канавки, и прошел модификацию магнитного домена, также будет эффективно сохраняться в реальном трансформаторе, и соответственно может быть получен такой лист из текстурированной электротехнической стали, который проявляет превосходные низкие потери в железе в реальном трансформаторе.
Краткое описание чертежей
Настоящее изобретение далее будет описано со ссылкой на прилагаемые чертежи, на которых:
фиг.1 представляет поперечное сечение части стального листа с канавкой, сформированной в соответствии с настоящим изобретением; и
фиг.2 представляет поперечное сечение стального листа в направлении, перпендикулярном направлению части с канавками.
Осуществление изобретения
Настоящее изобретение будет конкретно описано далее. В настоящем изобретении, для улучшения потери в железе листа из текстурированной электротехнической стали в качестве материала с канавками, сформированными на нем, для модификации магнитного домена и с пленкой форстерита (пленка, состоящая в основном из Mg2SiO4), и для предотвращения ухудшения коэффициента заполнения в реальном трансформаторе с помощью этого листа из текстурированной электротехнической стали, толщина пленки форстерита, сформированной на нижней части канавки, напряжение, действующее на стальной лист, и кристаллическое зерно непосредственно под канавками определяется следующим образом.
Толщина пленки форстерита в нижней части канавки: 0,3 мкм или более.
Эффект, достигаемый введением канавок модификацией магнитного домена для формирования канавок, меньше, чем эффект, получаемый модификацией магнитного домена для создания участков с высокой плотностью дислокации, из-за меньшего создаваемого количества магнетизма. Во-первых, было исследовано количество создаваемого магнетизма при формировании канавок. В результате была установлена корреляция между толщиной пленки форстерита, где были сформированы канавки, особенно в нижней части канавок, и количеством магнетизма. Затем были проведены дальнейшие исследования соотношения между толщиной пленки и количеством магнетизма. В результате было установлено, что увеличение толщины пленки там, где сформированы канавки, является эффективным для увеличения количества магнетизма. Следовательно, толщина пленки форстерита, необходимая для повышения количества магнетизма и для улучшения эффекта модификации магнитного домена, составляет 0,3 мкм или более, предпочтительно 0,6 мкм или более. С другой стороны, верхний предел толщины пленки форстерита предпочтительно составляет около 5,0 мкм, так как ухудшается адгезия к стальному листу и пленка форстерита отрывается легче, если пленка форстерита слишком толстая.
Хотя причина увеличения количества магнетизма, которое описано выше, точно не выяснена, авторы настоящего изобретения полагают следующее. Существует корреляция между толщиной пленки форстерита и напряжением, создаваемым пленкой форстерита на стальном листе, где напряжение, создаваемое пленкой в нижней части канавок, повышается с увеличением толщины пленки форстерита. Полагают, что это повышенное напряжение вызывает увеличение внутреннего напряжения в стальном листе в нижней части канавок, что приводит к увеличению количества магнетизма.
При оценке потери в железе в конечном листе из текстурированной электротехнической стали, магнитный поток включает только компоненты в направлении прокатки и, следовательно, необходимо увеличить напряжение только в направлении прокатки для улучшения потери в железе. Однако когда лист из текстурированной электротехнической стали собран в реальный трансформатор, магнитный поток включает не только компоненты в направлении прокатки, но и компоненты в поперечном направлении. Соответственно, напряжение в направлении прокатки, а также напряжение в поперечном направлении оказывает влияние на потери в железе. Таким образом, в настоящем изобретении предполагается, что оптимальное соотношение напряжения определяется отношением компонентов магнитного потока в направлении прокатки к компонентам в поперечном направлении. В частности, предполагается, что оптимальное соотношение напряжения соответствует формуле (1), далее:
предпочтительно, 1,0≤А/В≤3,0, где
А представляет общее напряжение, создаваемое в направлении прокатки пленкой форстерита и покрытием, и
В представляет общее напряжение, создаваемое в поперечном направлении пленкой форстерита и покрытием.
Кроме того, даже если выполняется вышеописанное условие, ухудшение потери в железе неизбежно, когда абсолютное значение напряжения, действующего на стальной лист, мало. В связи с вышеизложенным, в результате дальнейших исследований предпочтительного значения напряжения в направлении прокатки и в поперечном направлении было установлено, что в поперечном направлении общее напряжение, создаваемое пленкой форстерита и покрытием, создающим напряжение, представляется достаточным, если оно составляет 5,0 МПа или более, тогда как в направлении прокатки, общее напряжение, создаваемое пленкой форстерита и покрытием, создающим напряжение, должно составлять 10,0 МПа или более. Следует отметить, что отсутствует определенный верхний предел общего напряжения "А" в направлении прокатки до пластической деформации стального листа. Предпочтительно верхний предел общего напряжения "А" составляет 200 МПа или менее.
В настоящем изобретении общее напряжение, создаваемое пленкой форстерита и покрытием, создающим напряжение, определяется следующим образом. При измерении напряжения в направлении прокатки образец 280 мм в направлении прокатки ×30 мм в поперечном направлении вырезают из продукта (материал с покрытием, создающим напряжение), в то время как при измерении напряжения в поперечном направлении, образец 280 мм в поперечном направлении ×30 мм в направлении прокатки вырезают из продукта. Затем удаляют на одной стороне пленку форстерита и покрытие, создающее напряжение. Затем определяют коробление стального листа измерением коробления до и после удаления и пересчитывают на напряжение с помощью формулы пересчета (2), приведенной ниже. Напряжение, определяемое этим способом, представляет напряжение, созданное на поверхности, с которой удалена пленка форстерита и покрытие, создающее напряжение. Так как напряжение создается на обеих сторонах образца, готовят два образца продукта для измерения в том же направлении, и напряжение определяют для каждой из стороны вышеописанным способом для получения среднего значения напряжения. Это среднее значение рассматривается как напряжение, создаваемое на образце.
Формула пересчета
где: σ: напряжение пленки (МПа)
Е: модуль Юнга стального листа =143 (ГПа)
l: измерение коробления по длине (мм)
a1: коробление перед удалением (мм)
а2: коробление после удаления (мм)
d: толщина стального листа (мм)
В настоящем изобретении, толщина пленки форстерита в нижней части канавки рассчитывается следующим образом. Как показано на фиг.1, пленка форстерита, находящаяся в нижней части канавок, наблюдаемая SEM в поперечном разрезе по направлению, в котором проходят канавки, причем площадь пленки форстерита рассчитывают анализом изображения и рассчитанную площадь делят на длину измеренного отрезка для определения толщины пленки форстерита на стальном листе. В этом случае длина измеренного отрезка составляет 100 мм.
Частота канавок: 20% или менее.
В соответствии с настоящим изобретением, частота канавок является важной, то есть частота канавок является относительным количеством канавок, непосредственно под каждой канавкой имеются кристаллические зерна, ориентация каждого кристаллического зерна отклоняется от ориентации Госса на 10° или более и размер зерна 5 мкм или более. В соответствии с настоящим изобретением, важно, чтобы эта частота канавок составляла 20% или менее. Далее, частота канавок будет объяснена отдельно. Для улучшения коэффициента заполнения важно определить напряжение, создаваемое пленкой форстерита, как описано выше, а также оставить как можно меньше кристаллического зерна, значительно отклоняющегося от ориентации Госса непосредственно под участками, где сформированы канавки. Следует отметить, что PTL 2 и PTL 3 указывают, что потери в железе материала улучшаются в большей степени, когда мелкодисперсное зерно находится непосредственно под канавками. Однако когда реальные трансформаторы были изготовлены авторами настоящего изобретения с использованием двух типов материалов, один с мелкодисперсным зерном, находящимся непосредственно под канавками, и другой без мелкодисперсного зерна непосредственно под канавками, последний материал дал лучшие результаты, чем предыдущий в части улучшения потери в железе реального трансформатора, т.е. лучше коэффициент заполнения, хотя и уступает по потере в железе материала. В связи с этим далее проводились исследования материалов с мелкодисперсным зерном, находящимся непосредственно под канавками, сформированными на нем. В результате было установлено, что важным является значение частоты канавок, которое представляет отношение канавок с кристаллическим зерном, находящихся непосредственно под ними, к канавкам без кристаллического зерна непосредственно под ними. Каждый материал с частотой канавок 20% или менее показал хороший коэффициент заполнения, хотя конкретный расчет частоты канавок будет описан ниже. Таким образом, частота канавок настоящего изобретения составляет 20% или менее.
Как описано выше, хотя причина того, почему результаты потери в железе материала и результаты потери в железе реального трансформатора не всегда меняются симбатно, не выяснена, авторы изобретения считают, что она может быть отнесена к разнице между формой магнитного потока реального трансформатора и формой магнитного потока для использования при изучении материала. Соответственно, в то время как мелкодисперсное зерно, находящееся непосредственно под канавками, влияет на улучшение потери в железе материала, необходимо уменьшить содержание такого мелкодисперсного зерна, находящегося непосредственно под канавками как можно больше, предусматривая возможность использования в реальных трансформаторах, потому что в противном случае они вызывают негативный эффект в ухудшении коэффициента заполнения. Однако ультрадисперсное зерно размером менее 5 мкм и мелкодисперсное зерно размером 5 мкм или более, но с хорошей ориентацией кристаллического зерна, отклоняющейся от ориентации Госса менее чем на 10°, не обладает ни неблагоприятным, ни положительным эффектом, и, следовательно, наличие такого зерна не вызывает проблем. В соответствии с использованием в описании мелкодисперсное зерно определяется как кристаллическое зерно с ориентацией, отклоняющейся от направления Госса на 10° или более, и с размером зерна 5 мкм или более и которое является производным частоты канавок. Кроме того, верхний предел размера зерна составляет около 300 мкм. Это вызвано тем, что если размер зерна превышает этот предел, ухудшаются потери в железе материала, и, следовательно, снижение частоты канавок с мелкодисперсным зерном до некоторой степени не имеет большого влияния на улучшение потери в железе реального трансформатора.
В настоящем изобретении размер кристаллического зерна, находящегося непосредственно под канавками, разница ориентации кристаллов и частота канавок определяются следующим образом.
Как показано на фиг.2, размер кристаллического зерна определяется следующим образом: поперечное сечение изучается в 100 точках в направлении, перпендикулярном к канавкам, и если присутствует кристаллическое зерно, размер кристаллического зерна рассчитывается как эквивалентный диаметр. Кроме того, разница в ориентации кристаллов определяется как угол отклонения от ориентации Госса с помощью EBSP (диаграмма направленности обратного рассеяния электронов) для измерения ориентации кристаллов в нижней части канавки. Кроме того, частота канавок означает процентное отношение числа тех канавок в присутствии кристаллического зерна, как указано в настоящем изобретении, в вышеописанных 100 точках измерений, деленного на количество точек измерения, 100.
Далее будут описаны конкретные условия изготовления листа из текстурированной электротехнической стали в соответствии с настоящим изобретением. В настоящем изобретении сляб листа из текстурированной электротехнической стали может иметь любой химический состав, при котором возможна вторичная рекристаллизация. Кроме того, чем выше степень выравнивания кристаллического зерна в ориентировке <100>, тем больший эффект снижения потери в железе получается модификацией магнитного домена. Таким образом, предпочтительно, чтобы плотность магнитного потока B8, которая дает представление о степени выравнивания кристаллического зерна, составляла 1,90 Тл или выше. Кроме того, если используется ингибитор, например, ингибитор на основе AlN, Al и N, могут содержаться в подходящем количестве соответственно, в то время как, если используется ингибитор на основе MnS/MnSe, Mn и Se и/или S могут содержаться в подходящем количестве, соответственно. Конечно, эти ингибиторы также могут быть использованы совместно. В этом случае предпочтительное содержание Al, N, S и Se составляет: Al: 0,01-0,065% масс.; N: 0,005-0,012% масс.; S: 0,005-0,03% масс. и Se: 0,005-0,03% масс., соответственно.
Кроме того, настоящее изобретение также применимо для листа из текстурированной электротехнической стали с ограниченным содержанием Al, N, S и Se без использования ингибитора. В этом случае, содержание Al, N, S и Se предпочтительно ограничивается для Al: 100 ч/млн масс. или менее, N: 50 ч/млн масс. или менее, S: 50 ч/млн масс. или менее; и Se: 50 ч/млн масс. или менее, соответственно.
Основные элементы и другие необязательно добавленные элементы сляба листа из текстурированной электротехнической стали настоящего изобретения будут более определенно описаны далее.
С: 0,08% масс. или менее
С добавляют для улучшения текстуры горячекатаного листа. Однако содержание С более 0,08% масс. осложняет снижение содержания С до 50 ч/млн масс. или менее, когда не происходит магнитное старение в процессе производства. Таким образом, содержание С предпочтительно составляет 0,08% масс. или менее. Кроме того, нижний предел содержания С не ограничен, потому что вторичная рекристаллизация возможна для материала, не содержащего С.
Si: 2,0-8,0% масс.
Si является элементом, который эффективно повышает электрическое сопротивление стали и улучшает потери в железе. Содержание Si 2,0% масс. или более обеспечивает особенно хороший эффект в снижении потери в железе. С другой стороны содержание Si 8,0% масс. или менее может обеспечить особенно хорошую формуемость и плотность магнитного потока. Таким образом, содержание Si предпочтительно составляет 2,0-8,0% масс.
Mn: 0,005-1,0% масс.
Mn является элементом, который улучшает формуемость в горячем состоянии. Однако содержание Mn менее 0,005% масс. имеет меньшее влияние. С другой стороны, содержание Mn 1,0% масс. или менее обеспечивает особенно хорошую плотность магнитного потока в конечном листе. Таким образом, содержание Mn предпочтительно составляет 0,005-1,0% масс.
Кроме того, в дополнение к вышеуказанным элементам сляб также может содержать следующие элементы, в качестве элементов для улучшения магнитных свойств:
по меньшей мере, один элемент из: Ni: 0,03-1,50% масс.; Sn: 0,01-1,50% масс.; Sb: 0,005-1,50% масс.; Cu: 0,03-3,0% масс., Р: 0,03-0,50% масс.; Мо: 0,005-0,10% масс. и Cr: 0,03-1,50% масс.
Ni является элементом, полезным для дальнейшего улучшения текстуры горячекатаного листа и получения улучшенных магнитных свойств. Однако содержание Ni менее 0,03% масс. является менее эффективным в плане улучшения магнитных свойств, в то время как содержание Ni 1,50% масс. или менее увеличивает, в частности, стабильность вторичной рекристаллизации и обеспечивает еще более совершенные магнитные свойства. Таким образом, содержание Ni предпочтительно составляет 0,03-1,50% масс.
Каждый из Sn, Sb, Cu, Р, Мо и Cr является элементом, пригодным для дальнейшего улучшения магнитных свойств. Однако если любой из этих элементов содержится в количестве, меньшем, чем его нижний вышеописанный предел, он менее эффективен для улучшения магнитных свойств, а если содержится в количестве, равном или меньшем его вышеописанного верхнего предела, это дает лучший рост зерна вторичной рекристаллизации. Таким образом, каждый из этих элементов предпочтительно содержится в количестве в пределах вышеописанного диапазона. Остальные компоненты сляба, отличающиеся от вышеописанных элементов, представляют собой Fe и случайные примеси, которые вносятся в процессе производства.
Сляб вышеописанного химического состава нагревают, а затем подвергают горячей прокатке обычным способом. Альтернативно может быть проведена горячая прокатка сляба непосредственно после литья, без нагрева. В случае тонких слябов может быть проведена его горячая прокатка или следующая стадия без горячей прокатки.
Кроме того, необязательно проводят отжиг в зоне горячих состояний горячекатаного листа. Основная цель отжига в зоне горячих состояний состоит в улучшении магнитных свойств путем растворения ленточной текстуры, получаемой горячей прокаткой, для получения текстуры зерна однородного размера первичной рекристаллизации, и тем самым дальнейшем развитии текстуры Госса вторичной рекристаллизации при отжиге. В этот момент для получения высокоразвитой текстуры Госса в конечном листе, температура отжига в зоне горячих состояний предпочтительно составляет 800-1100°C. Если температура отжига в зоне горячих состояний ниже 800°C, остается ленточная текстура, получаемая горячей прокаткой, что затрудняет получение текстуры первичной рекристаллизации зерна однородного размера и препятствует искомому улучшению вторичной рекристаллизации. С другой стороны, если температура отжига в зоне горячих состояний превышает 1100°C, размер зерна после отжига в зоне горячих состояний слишком укрупняется, что затрудняет получение текстуры первичной рекристаллизации зерна однородного размера.
После отжига в зоне горячих состояний проводят однократную, двукратную или многократную холодную прокатку с промежуточным отжигом между ними с последующим обезуглероживанием (в сочетании с отжигом рекристаллизации) и нанесение на лист отжигового сепаратора. После нанесения отжигового сепаратора проводят конечный отжиг для вторичной рекристаллизации и формирования пленки форстерита. Следует отметить, что отжиговый сепаратор предпочтительно состоит в основном из MgO для формирования форстерита. В соответствии с использованием в описании фраза "состоит в основном из MgO" подразумевает, что любые известные соединения для отжигового сепаратора и любые соединения, улучшающие свойства, отличные от MgO, также могут содержаться в пределах, не мешающих образованию пленки форстерита, являющейся целью изобретения. Кроме того, как описано ниже, формирование канавок в соответствии с настоящим изобретением осуществляется на любой стадии после чистовой холодной прокатки и до конечного отжига.
После конечного отжига эффективно проводить правильный отжиг листа для корректировки его формы. В соответствии с настоящим изобретением, изоляционное покрытие наносится на поверхность стального листа до или после правильного отжига. В соответствии с использованием в описании это изоляционное покрытие означает такое покрытие, которое может создать напряжение на стальном листе для снижения потери в железе (далее называемое как покрытие, создающее напряжение). Покрытие, создающее напряжение, включает неорганическое покрытие, содержащее диоксид кремния, и керамическое покрытие, наносимое осаждением из паровой фазы, химическим осаждением из паровой фазы и так далее.
В настоящем изобретении, важно должным образом регулировать напряжение, создаваемое на стальном листе в направлении прокатки и в поперечном направлении. В этом случае напряжение в направлении прокатки можно контролировать регулировкой количества наносимого покрытия, создающего напряжение. То есть, нанесение покрытия, создающего напряжение, как правило, выполняется в нагревательной печи, где на стальной лист наносится жидкое покрытие и нагревается с растяжением в направлении прокатки. Соответственно, в направлении прокатки стальной лист нагревается с материалом покрытия, в то же время растягивается и подвергается терморасширению. После снятия нагрузки и охлаждения после нагрева стального листа его усадка будет больше, чем материала покрытия, в связи с усадкой, вызванной снятием нагрузки и разницей в коэффициенте теплового расширения листовой стали и материала покрытия, что приводит к состоянию, когда материал покрытия продолжает стягивать стальной лист и тем самым создает напряжение на стальном листе.
С другой стороны, в поперечном направлении стальной лист не подвергается растяжению в нагревательной печи, а скорее будет растянут в направлении прокатки, что приводит к состоянию, когда стальной лист сжимается в поперечном направлении. Соответственно, такое сжатие компенсирует удлинение стального листа из-за теплового расширения. Таким образом, трудно увеличить напряжение в поперечном направлении покрытием, создающим напряжение.
В связи с вышеизложенным, следующие контролируемые параметры настоящего изобретения служат условиями изготовления для улучшения напряжения пленки форстерита в поперечном направлении.
(a) количество покрытия отжигового сепаратора составляет 10,0 г/м2 или более,
(b) напряжение намотки после нанесения отжигового сепаратора регулируется в пределах 30-150 Н/мм2,
(c) средняя скорость охлаждения до 700°C в течение стадии охлаждения конечного отжига поддерживается равной 50°C/ч или ниже.
Так как конечный отжиг стального листа проходит в форме рулона, имеются большие колебания температуры во время охлаждения. В результате величина теплового расширения стального листа может меняться в зависимости от местоположения. Таким образом, напряжение на стальном листе создается в различных направлениях. То есть, когда стальной лист наматывается туго, на стальном листе создается большое напряжение, поскольку нет промежутка между поверхностями соседних витков стального листа и возможно повреждение пленки. Соответственно, эффективным в предотвращении повреждений пленки является снижение напряжения, создаваемого в стальном листе, оставляя некоторый промежуток между поверхностями соседних витков стального листа, и снижение скорости охлаждения, уменьшая тем самым колебания температуры в рулоне.
Далее будет обсужден механизм снижения повреждения пленки контролем вышеперечисленных параметров (а)-(с).
Поскольку отжиговый сепаратор выделяет влагу или CO2 во время отжига, происходит снижение объема во времени после нанесения. Следует иметь в виду, что уменьшение объема свидетельствует о наличии разрывов в этой части, что является эффективным для снятия напряжений. В этом случае, если имеется небольшое количество отжигового сепаратора, это приведет к недостаточным разрывам. Таким образом, количество отжигового сепаратора должно быть ограничено 10,0 г/м2 или более. Кроме того, отсутствует определенный верхний предел количества отжигового сепаратора, не влияющий на процесс изготовления (например, извилистость рулона во время конечного отжига). При возникновении затруднений, таких как вышеописанная извилистость, предпочтительно, чтобы количество покрытия составляло 50 г/м2 или менее.
Кроме того, при снижении напряжения намотки создается больше разрывов между поверхностями соседних витков стального листа, чем в случае, когда стальной лист наматывается с более высоким напряжением. Эти приводит к созданию меньшего напряжения. Однако чрезмерно низкое напряжение намотки также вызывает проблему в том, что это может вызвать раскручивание рулона. Соответственно, напряжение намотки определяется пределом 30-150 Н/мм2 в качестве условия, при котором любое напряжение, вызванное изменением температуры во время охлаждения, может быть снято и раскручивания не произойдет.
Кроме того, если скорость охлаждения во время конечного отжига снижается, уменьшаются колебания температуры в стальном листе, и поэтому напряжение в рулоне снимается. Более медленная скорость охлаждения лучше с точки зрения снятия напряжений, но менее подходящая с точки зрения эффективности производства. Таким образом, предпочтительно, чтобы скорость охлаждения составляла 5°C/ч или выше. В настоящем изобретении, в силу сочетания контроля количества отжигового сепаратора и контроля напряжения намотки, скорость охлаждения до 50°C/ч является приемлемой в качестве верхнего предела. Таким образом, напряжение снимается контролем каждого из количества покрытия отжигового сепаратора, напряжения намотки и скорости охлаждения. В результате, можно улучшить напряжение пленки форстерита в поперечном направлении.
В настоящем изобретении важно формировать пленку форстерита в нижней части канавки с толщиной выше определенного уровня. Для формирования пленки форстерита в нижней части канавки необходимо формировать канавки до формирования пленки форстерита по следующей причине. То есть, если пленка форстерита формируется до формирования канавок с использованием прессования, например, валков шестеренного типа, то ненужное напряжение будет создано на поверхности стального листа. Это требует высокой температуры отжига для устранения деформации, вызванной прессованием после формирования канавок. При использовании такой высокой температуры отжига, мелкодисперсное зерно образуется непосредственно под канавками. Однако чрезвычайно трудно контролировать кристаллическую ориентацию такого мелкодисперного зерна, что вызывает ухудшение потери в железе реального трансформатора. В таком случае дальнейший отжиг, такой как конечный отжиг, можно проводить при высокой температуре и в течение длительного периода времени для устранения вышеописанного мелкодисперсного зерна. Однако такие дополнительные процессы приводят к снижению производительности и увеличению затрат.
Кроме того, если проводится конечный отжиг и формирование пленки форстерита до формирования канавок химической полировкой, например, электролитическим травлением, то пленка форстерита будет удалена во время химической полировки. Соответственно, пленка форстерита должна быть сформирована повторно для создания соответствующего количества пленки форстерита в нижней части канавки, что также приводит к увеличению затрат.
Для формирования пленки форстерита в нижней части канавки заданной толщины, важно, чтобы во время конечного отжига скорость потока атмосферных газов при температуре, по меньшей мере, 900°C или выше поддерживается равной 1,5 нм3/ч·тонну или менее. Это вызвано тем, что циркуляция атмосферных газов будет очень высокой в асти канавок по сравнению с частью прослойки, отличной от части канавок, так как остаются большие разрывы в части канавок, даже при тугой намотке стального листа. Однако чрезмерно высокая циркуляция атмосферных газов затрудняет сохранение в части прослойки газов, таких как кислород, который выделяется из отжигового сепаратора при чистовом отжиге. Это приводит к снижению степени дополнительного окисления стального листа во время конечного отжига, что приводит к тому недостатку, что пленка форстерита становится тоньше. Следует отметить, что циркуляция атмосферных газов низкая в части прослойки, отличной от нижней части, так что части прослойки являются менее чувствительными к скорости потока атмосферного газа. Таким образом, отсутствуют проблемы, если скорость потока атмосферного газа ограничивается, как описано выше. Хотя отсутствуют определенные ограничения нижнего предела скорости потока атмосферных газов, обычно нижний предел скорости потока атмосферного газа составляет 0,01 нм3/ч·тонну или более.
В настоящем изобретении канавки формируются на поверхности листа из текстурированной электротехнической стали на любой стадии после вышеописанной конечной холодной прокатки и до конечного отжига. В этом случае, контролем толщины пленки форстерита в нижней части канавок и частоты канавок и контролем общего напряжения, создаваемого пленкой форстерита и покрытием в направлении прокатки и поперечном направлении, как описано выше, улучшение потери в железе достигается более эффективно с помощью модификации магнитного домена, полученной формированием канавок, и получается достаточный эффект модификации магнитного домена. В этом случае, во время конечного отжига, размерный эффект создает движущую силу так, что зерно вторичной рекристаллизации захватывает зерно первичной рекристаллизации. Однако, если первичная рекристаллизация приводит к укрупнению в результате нормального роста зерна, разница в размере зерна между зерном вторичной рекристаллизации и зерном первичной рекристаллизации снижается. Соответственно, размерный эффект снижается, так что зерно первичной рекристаллизации захватывается в меньшей степени и некоторая часть зерна первичной рекристаллизации остается как есть. Получающееся зерно является мелкодисперсным зерном с плохой ориентацией кристалла. Любое напряжение, создаваемое на периферии канавки в процессе формирования канавки, делает зерно первичной рекристаллизации склонным к укрупнению и, таким образом, мелкодисперсное зерно остается в большем количестве. Для снижения частоты появления мелкодисперсного зерна с плохой ориентацией кристалла, а также частоты появления канавок с таким мелкодисперсным зерном, необходимо контролировать конечную температуру во время конечного отжига равной 1150°C или выше.
Кроме того, поддержанием конечной температуры, равной 1150°C или выше, чтобы увеличить движущую силу роста зерна вторичной рекристаллизации, возможен захват укрупненного зерна первичной рекристаллизации независимо от наличия или отсутствия напряжения на периферии канавок. Кроме того, если создание напряжения осуществляют химическим путем, таким как электролитическое травление без введения напряжения, а не механическим путем с использованием валков с выступами и т.п., то укрупнение зерна первичной рекристаллизации может быть подавлено и частота появления остаточного зерна может быть эффективно уменьшена. Более предпочтительным средством формирования канавки является химический способ, такой как электролитическое травление. Желательно, чтобы форма каждой канавки в настоящем изобретении являлась линейной формой, хотя и не ограничивалась определенной формой при условии, что ширина магнитного домена может быть уменьшена.
Канавки формируются различными способами, включая обычные общеизвестные способы формирования канавок, например способ локального травления, способ гравирования с использованием режущего инструмента и т.п., способ прокатки с использованием валков с выступами и т.д. Наиболее предпочтительным является способ, включающий нанесение на стальной лист путем печати и т.п., резиста для травления, после конечной холодной прокатки и затем формирование линейных канавок в областях без покрытия стального листа таким процессом, как электролитическое травление.
В соответствии с настоящим изобретением, в случае формирования линейных канавок на поверхности стального листа, предпочтительно, чтобы каждая канавка имела ширину около 50-300 мкм, глубину около 10-50 мкм, с интервалом 1,5-10,0 мм и каждая линейная канавка отклонялась в диапазоне ±30° от направления, перпендикулярного к направлению прокатки. В соответствии с использованием в описании "линейный" включает сплошную линию, а также пунктирную линию, штриховую линию и т.д.
В соответствии с настоящим изобретением, за исключением вышеуказанных стадий и условий изготовления, обычные хорошо известные способы изготовления листа из текстурированной электротехнической стали могут применяться там, где модификация магнитного домена осуществляется формированием канавок.
Примеры
Пример 1
Стальной сляб химического состава, представленного в таблице 1, готовят способом непрерывного литья. Проводят горячую прокатку каждого из этих стальных слябов, нагретых до 1400°C, приводящую к горячекатаному листу толщиной 2,2 мм, и затем отжиг в зоне горячих состояний при 1020°C, в течение 180 секунд. Затем проводят холодную прокатку каждого стального листа до промежуточной толщины листа 0,55 мм и затем промежуточный отжиг при следующих условиях: окислительная способность P(H2O)/P(H2)=0,25, температура = 1050°C и длительность=90 секунд. Затем проводят травление соляной кислотой каждого стального листа для удаления подокалины с их поверхности и затем повторную холодную прокатку, завершающуюся получением холоднокатаного листа с толщиной листа 0,23 мм.
После этого на каждый стальной лист наносят резист для травления глубокой офсетной печатью. Затем проводят электролитическое травление каждого стального листа и смывают резист в щелочном растворе, в результате чего формируются линейные канавки, каждая шириной 150 мкм и глубиной 20 мкм с интервалом в 3 мм с углом наклона 10° относительно направления, перпендикулярного к направлению прокатки. Затем проводят обезуглероживание каждого стального листа, при котором они находятся в атмосфере с окислительной способностью Р(H2O)/Р(Н2)=0,55 и температуре выдержки 825°C в течение 200 секунд. Затем на каждый стальной лист наносят отжиговый сепаратор, состоящий в основном из MgO. В этот момент изменяют количество нанесенного отжигового сепаратора и напряжение намотки после нанесения отжигового сепаратора, как показано в таблице 2. После этого проводят конечный отжиг каждого стального листа для вторичной рекристаллизации и очистки при 1250°C в течение 10 часов в смешанной атмосфере N2:H2=60:40. В этом конечном отжиге конечная температура поддерживается равной 1200°C, где изменяют расход газа при 900°C или выше и среднюю скорость охлаждения во время процесса охлаждения при температуре в диапазоне от 700°C или выше. Кроме того, проводят правильный отжиг каждого стального листа для исправления формы стального листа, при котором его выдерживают при 830°C в течение 30 секунд. Затем наносят покрытие, создающее напряжение, состоящее из 50% коллоидного диоксида кремния и фосфата магния, на каждый из стального листа для получения продукта, магнитные свойства и напряжение пленки которого измеряют. Следует отметить, что напряжение в направлении прокатки регулируют изменением количества нанесенного покрытия, создающего напряжение. Кроме того, другие продукты также готовят в качестве сравнительных примеров, в которых линейные канавки формируют на каждом продукте после конечного отжига. В этом случае условия изготовления такие же, как описано выше, за исключением времени формирования линейных канавок. Затем каждый продукт разрезают на образцы со снятой фаской и собирают в трехфазный 500 кВА трансформатор и затем измеряют его потери в железе при возбуждении 50 Гц и 1,7 Тл. Вышеуказанные результаты измерений потери в железе приведены в таблице 2.


Как показано в таблице 2, при использовании листа из текстурированной электротехнической стали, который подвергнут модификации магнитного домена формированием канавок так, что напряжение на нем находится в объеме притязаний настоящего изобретения, ингибировано ухудшение коэффициента заполнения, получаются очень хорошие потери в железе. Однако при использовании листа из текстурированной электротехнической стали, выходящего за объем притязаний настоящего изобретения, не обеспечиваются низкие потери в железе и наблюдается ухудшение коэффициента заполнения в реальном трансформаторе, даже если у материала стального листа хорошие потери в железе.
Пример 2
Стальные слябы химического состава, представленного в таблице 1, обрабатывают в тех же условиях, что в эксперименте 1 до стадии холодной прокатки. После этого поверхность каждого стального листа локально прессуют валками с выступами, так что формируются линейные канавки, каждая шириной 150 мкм и глубиной 20 мкм с интервалом в 3 мм и углом отклонения 10° по отношению к направлению, перпендикулярному направлению прокатки. Затем проводят обезуглероживание каждого стального листа, при котором они находятся в атмосфере с окислительной способностью Р(H2O)/Р(Н2)=0,50 и температуре выдержки 840°C в течение 300 секунд. Затем на каждый стальной лист наносят отжиговый сепаратор, состоящий в основном из MgO. В этот момент изменяют количество нанесенного отжигового сепаратора и напряжение намотки после нанесения отжигового сепаратора, как показано в таблице 3. После этого проводят конечный отжиг каждого стального листа для вторичной рекристаллизации и очистки при 1230°C в течение 100 часов в смешанной атмосфере N2:H2=30:70. В этом конечном отжиге изменяют расход газа при 900°C или выше, среднюю скорость охлаждения во время процесса охлаждения при температуре в диапазоне от 700°C или выше и конечную температуру. Кроме того, проводят правильный отжиг каждого стального листа для исправления формы стального листа, при котором его выдерживают при 820°C в течение 100 секунд. Затем наносят покрытие, создающее напряжение, состоящее из 50% коллоидного диоксида кремния и фосфата магния, на каждый из стальных листов для получения продукта, магнитные свойства и напряжение пленки которого измеряют. Следует отметить, что напряжение в направлении прокатки регулируют изменением количества нанесенного покрытия, создающего напряжение. Кроме того, другие продукты также готовят в качестве сравнительных примеров, в которых линейные канавки формируют вышеуказанным способом после конечного отжига. В этом случае условия изготовления такие же, как описано выше, за исключением времени формирования линейных канавок. Затем каждый продукт разрезают на образцы со снятой фаской и собирают в трехфазный 500 кВА трансформатор и затем измеряют его потери в железе при возбуждении 50 Гц и 1,7 Тл. Вышеуказанные результаты измерений потери в железе приведены в таблице 3.
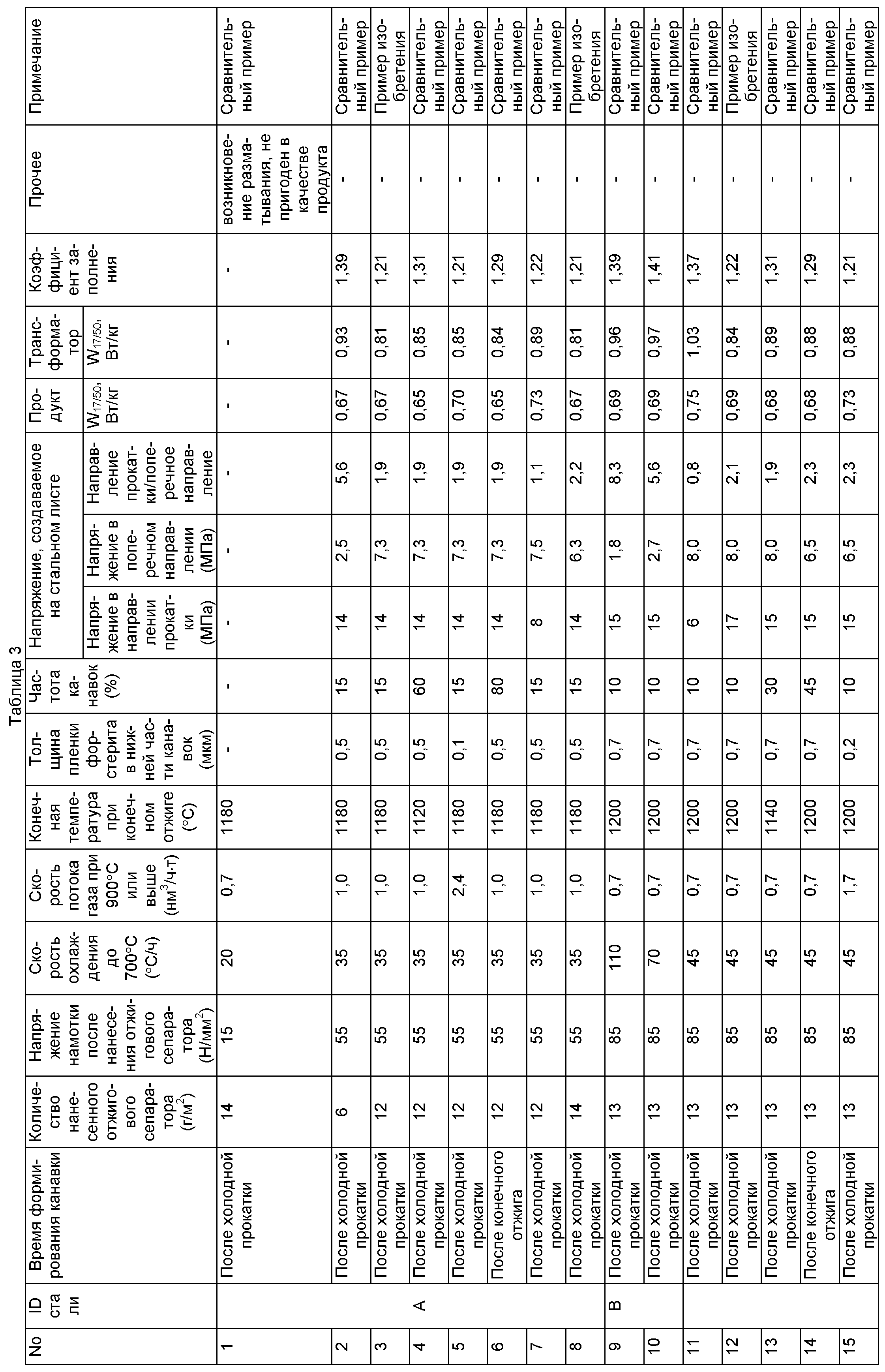

Как показано в таблице 3, каждый лист из текстурированной электротехнической стали, прошедший обработку модификацией магнитного домена формированием линейных канавок так, что напряжение на нем входит в объем притязаний настоящего изобретения, является менее подверженным ухудшению его коэффициента заполнения и предлагает очень хорошие свойства потери в железе. Напротив, листы из текстурированной электротехнической стали, выходящей из объема притязаний настоящего изобретения, не обеспечивают низкие потери в железе и подвержены ухудшению его, в реальном трансформаторе, даже если у материала хорошие потери в железе.
Реферат
Изобретение относится к материалам для сердечников трансформаторов. Лист из текстурированной электротехнической стали, полученный прокаткой сляба, включает пленку форстерита и покрытие, создающее напряжение на поверхности стального листа, и канавки для модификации магнитного домена на поверхности стального листа. Толщина пленки форстерита в нижней части канавки составляет 0,3 мкм или более, частота распространения канавок составляет 20% или менее, при этом непосредственно под каждой канавкой расположено кристаллическое зерно с ориентацией каждого кристаллического зерна с отклонением от ориентации Госса на 10° или более и с размером зерна 5 мкм или более. Общее напряжение А, создаваемое пленкой форстерита и покрытием, создающим напряжение на стальном листе в направлении прокатки, составляет 10,0 МПа или более, и общее напряжение В, создаваемое пленкой форстерита и покрытием, создающим напряжение на стальном листе в направлении, перпендикулярном направлению прокатки, составляет 5,0 МПа или более, удовлетворяют соотношению 1,0≤А/В≤5,0. Технический результат заключается в снижении потерь железа при сборке сердечника трансформатора. 2 н. и 1 з.п. ф-лы, 2 пр., 3 табл., 2 ил.
Формула
(1) до конечного отжига для формирования пленки форстерита на поверхности стального листа выполняют канавки для модификации магнитного домена,
(2) количество покрытия отжигового сепаратора составляет 10,0 г/м2 или более,
(3) напряжение при намотке после нанесения отжигового сепаратора регулируют в пределах 30-150 Н/мм2,
(4) среднюю скорость охлаждения до 700°C на стадии охлаждения поддерживают равной 50°C/ч или ниже,
(5) во время конечного отжига скорость потока атмосферных газов при температуре, по меньшей мере, 900°C или выше, поддерживают равной 1,5 нм3/ч·тонну или менее и
(6) конечную температуру во время конечного отжига поддерживают равной 1150°C или выше.
Документы, цитированные в отчёте о поиске
Способ производства листа текстурированной электротехнической стали с исключительно высокими магнитными свойствами
Комментарии