Способ изготовления постоянного магнита и постоянный магнит - RU2490745C2
Код документа: RU2490745C2
Чертежи


Описание
Область техники
[0001] Настоящее изобретение относится к способу изготовления постоянного магнита, а также относится к постоянному магниту. В частности, это изобретение относится к способу изготовления магнита с высокими эксплуатационными характеристиками, в котором Dy или Tb диффундируют только в границы зерен и/или в зернограничные фазы спеченного магнита на основе Nd-Fe-B, и относится к постоянному магниту, изготавливаемому этим способом изготовления.
Уровень техники
[0002] Спеченный магнит на основе Nd-Fe-B (так называемый неодимовый магнит) может быть изготовлен при низких затратах путем сочетания железа и таких элементов, как Nd и B, поскольку они являются недорогими, обильными в качестве природных ресурсов и стабильно получаемыми, и, кроме того, обладает высокими магнитными свойствами (его максимальное энергетическое произведение примерно в 10 раз выше, чем у ферритного магнита). Следовательно, спеченные магниты на основе Nd-Fe-B использовались в различных типах продуктов, таких как электронные устройства, а с недавних пор стали использоваться в двигателях и электрических генераторах для автомобилей с гибридным приводом, и количество их применений повышается.
[0003] Поскольку температура Кюри вышеописанного спеченного магнита настолько низка, что составляет примерно 300°C, существует случай, при котором у спеченного магнита иногда температура растет за пределы заданной температуры, в зависимости от того, как продукт, в котором используется спеченный магнит, вводится в эксплуатацию. Если заданная температура превышается, возникает проблема, состоящая в том, что спеченный магнит будет размагничиваться под действием тепла. В дополнение, при введении вышеописанного спеченного магнита в фактическую эксплуатацию в виде желаемого продукта после его изготовления, имеются случаи, когда спеченный магнит подвергают обработки резанием для придания ему желаемой формы. Эта обработка резанием вызывает дефекты (трещины и т.п.) и напряжения в кристаллических зернах, которые присутствуют вблизи поверхности спеченного магнита. В результате, имеет место ухудшение за счет обработки резанием (будет сформирован ухудшенный обработкой резанием слой) и легко возникает перемагничивание. В результате, возникает другая проблема, состоящая в том, что магнитные свойства заметно ухудшаются, например, снижается коэрцитивная сила.
[0004] Поэтому, из уровня техники известно следующее, а именно, что в рабочей камере в состоянии, перемешанном со спеченным магнитом на основе Nd-Fe-B, располагают редкоземельный металл, выбранный из Yb, Eu и Sm. При нагревании рабочей камеры редкоземельный металл испаряется, и атомы испаренного редкоземельного металла вынуждаются сорбироваться в спеченный магнит. Атомы металла далее диффундируют в зернограничные фазы спеченного магнита. Таким образом, редкоземельный металл вводят в поверхность и в зернограничные фазы спеченного магнита равномерно и в желаемом количестве, вследствие чего намагничивающая сила и коэрцитивная сила повышаются или восстанавливаются (см. Патентный документ 1).
[0005] Здесь следует отметить, что среди редкоземельных металлов Dy и Tb обладают большей магнитной анизотропией 4f-электронов, чем у Nd, и обладают отрицательным коэффициентом Стивенса аналогично Nd. Поэтому известно, что Dy и Tb сильно повышают магнитокристаллическую анизотропию основной фазы. Однако, если Dy или Tb добавляют во время изготовления спеченного магнита, то поскольку Dy и Tb принимают ферримагнитную структуру, имеющую ориентацию спинов, противоположную ориентации спинов Nd в кристаллической решетке основной фазы, напряженность магнитного поля и, следовательно, максимальное энергетическое произведение, демонстрирующие магнитные свойства, сильно снижаются.
[0006] В качестве решения, в вышеописанном способе предложено при использовании Dy или Tb вводить равномерное и желаемое количество Dy или Tb в границы зерен и/или зернограничные фазы. Однако, если атомы металла испаряемого Dy или Tb подаются так, что при использовании вышеописанного способа Dy или Tb присутствуют также на поверхности спеченного магнита (т.е. таким образом, что на поверхности спеченного магнита образуется тонкая пленка Dy или Tb), то возникает проблема, состоящая в том, что атомы металла, осаждаемые на поверхность спеченного магнита, будут перекристаллизовываться, тем самым заметно ухудшая поверхность спеченного магнита (становится плохой шероховатость поверхность). В вышеописанном способе, в котором редкоземельный металл и спеченный магнит размещают в смешанном состоянии, редкоземельный металл, который плавится во время нагрева металлического испаряющегося материала, прилипает напрямую к спеченному магниту. В результате невозможно избежать образования тонкой пленки и образования выступов.
[0007] В дополнение, если атомы металла избыточно подаются к поверхности спеченного магнита, образуя на поверхности спеченного магнита тонкую пленку Dy или Tb, то атомы металла оказываются осажденными на поверхности спеченного магнита, которая нагревается в ходе обработки. В результате увеличения количества Dy или Tb, точка плавления вблизи поверхности будет снижаться. Следовательно, осажденные на поверхности Dy или Tb будут расплавляться, избыточно проникая в границы зерен, особенно вблизи поверхности спеченного магнита. В случае избыточного проникновения в границы зерен Dy или Tb принимает ферримагнитную структуру, имеющую ориентацию спинов, противоположную ориентации спинов Nd в кристаллической решетке основной фазы, как описывалось выше. Поэтому, существует вероятность того, что намагничивающую силу и коэрцитивную силу невозможно будет эффективно повысить или восстановить.
[0008] Иными словами, как только на поверхности спеченного магнита образовалась тонкая пленка Dy или Tb, средний состав на поверхности спеченного магнита, смежной с этой тонкой пленкой, становится составом, обогащенным редкоземельным металлом Dy или Tb. Как только образовался обогащенный редкоземельным элементом состав, температура жидкой фазы становится ниже, и поверхность спеченного магнита приходит в расплавленное состояние (т.е. основная фаза становится расплавленной, и количество жидкой фазы повышается). В результате, спеченный магнит расплавляется и теряет свою форму поблизости от его поверхности, что приводит к увеличению выступов и впадин. В дополнение, наряду с большим количеством жидкой фазы, Dy избыточно проникает в кристаллические зерна, тем самым еще более снижая максимальное энергетическое произведение и остаточную магнитную индукцию, демонстрирующие магнитные свойства.
[0009] В качестве решения проблемы этого типа заявителями данной патентной заявки было предложено осуществлять обработку (вакуумно-паровую обработку) путем: помещения спеченного магнита на основе железа-бора-редкоземельного элемента, а также металлического испаряющегося материала, содержащего по меньшей мере один из Dy и Tb, внутрь рабочей коробки на расстоянии друг от друга; нагревания рабочей коробки в разреженной среде для испарения тем самым металлического испаряющегося материала; регулирования подаваемого количества атомов испаряемого таким образом металла к поверхности спеченного магнита так, чтобы заставить атомы металла прилипать к ней; и диффундирования прилипших атомов металла в границы зерен и/или зернограничные фазы спеченного магнита так, чтобы на поверхности спеченного магнита не образовывалась тонкая пленка из металлического испаряющегося материала (Международная заявка PCT/JP2007/066272).
Патентный документ 1: JP-A-2004-296973 (см., например, описания в формуле изобретения)
Раскрытие изобретения
Проблемы, решаемые изобретением
[0010] Согласно вышеописанной вакуумно-паровой обработке, состояние поверхности постоянного магнита после обработки остается практически тем же, что и состояние перед обработкой, и не требует особой последующей обработки. В дополнение, поскольку Dy или Tb диффундируют так, что они равномерно распределяются по границам зерен и/или зернограничным фазам спеченного магнита, границы зерен и/или зернограничные фазы имеют богатую Dy или богатую Tb фазу (фазу, содержащую Dy или Tb в диапазоне 5-80%). Кроме того, Dy или Tb диффундируют только в область поблизости от поверхностей кристаллических зерен, и, в результате, может получиться магнит с высокими эксплуатационными характеристиками, в котором намагничивающая сила и коэрцитивная сила были эффективно повышены или восстановлены.
[0011] Дополнительно, путем откачки рабочей камеры с размещенным в ней спеченным магнитом до высокого вакуума (10-4 Па) для осуществления тем самым вышеописанной вакуумно-паровой обработки, можно получить магнит с высокими эксплуатационными характеристиками, обладающий крайне высокой коррозионной стойкостью и высокой устойчивостью к атмосферному воздействию, без необходимости в нанесении защитного слоя Ni-го покрытия. Этот результат достигнут благодаря комбинированному эффекту, состоящему в том, что примеси, такие как кислород и т.п., с трудом проникают в поверхность спеченного магнита; и в том, что в трещинах, возникших во время обработки резанием в кристаллических зернах, которые являются основными фазами на поверхности спеченного магнита, образуется богатая Dy фаза.
[0012] Однако было обнаружено, что пока спеченный магнит и металлический испаряющийся материал расположены на заданном расстоянии друг от друга внутри рабочей коробки, они будут сильно зависеть от прямолинейных свойств атомов испаряемого металла. Иными словами, в случае, когда спеченный магнит помещен на несущую сетку (опорный стол), которая изготовлена путем сборки проволочного материала малого диаметра в форме решетки, если вышеописанное расстояние мало, то атомы металла склонны прилипать локально, вне всего спеченного магнита, к поверхности, которая лежит напротив металлического испаряющегося материала. Кроме того, Dy или Tb почти не подаются к тем частям, которые заслонены проволочным материалом. Поэтому, постоянный магнит, который был подвергнут вышеописанной вакуумно-паровой обработке, будет иметь часть с локально высокой коэрцитивной силой и локально низкой коэрцитивной силой, и, в результате, прямоугольность кривой размагничивания будет снижена. С другой стороны, если расстояние между спеченным магнитом и металлическим испаряющимся материалом внутри рабочей коробки сделать большим, число спеченных магнитов, которые можно обработать в одной рабочей коробке, будет ограничено, вследствие чего невозможно добиться высокой осуществимости массового производства.
[0013] Ввиду вышеописанных особенностей, перед данным изобретением стоит задача обеспечения способа изготовления постоянного магнита и обеспечения постоянного магнита, изготавливаемого данным способом, в котором, даже в случае, когда спеченный магнит и металлический испаряющийся материал расположены в непосредственной близости друг от друга, прямоугольность кривой размагничивания не снижается и в котором достижима высокая осуществимость массового производства.
Средства для решения задач
[0014] Для решения вышеуказанных задач способ изготовления постоянного магнита включает в себя: нагревание расположенного в рабочей камере спеченного магнита на основе железа-бора-редкоземельного элемента до заданной температуры, а также испарение металлического испаряющегося материала, содержащего по меньшей мере один из Dy и Tb, причем металлический испаряющийся материал расположен в той же или другой рабочей камере; регулирование подаваемого количества атомов испаренного таким образом металла к поверхности спеченного магнита для прилипания атомов металла к спеченному магниту, и диффундирование прилипших атомов металла в границы зерен и/или зернограничные фазы спеченного магнита. В рабочую камеру, в которой расположен спеченный магнит, вводят инертный газ, причем инертный газ вводят, когда испаряется металлический испаряющийся материал.
[0015] Согласно данному изобретению, когда металлический испаряющийся материал испаряется, в рабочую камеру, в которой расположен спеченный магнит, вводят инертный газ. Поскольку средняя длина свободного пробега атомов металла, например, Dy или Tb, короткая, испарившиеся в рабочей камере атомы металла будут распространяться инертным газом. В результате, атомы металла, которые будут напрямую прилипать к поверхности спеченного магнита, будут уменьшаться в количестве, и, в то же время, будут подаваться к поверхности спеченного магнита со многих направлений. Поэтому, даже в случае, когда расстояние между спеченным магнитом и металлическим испаряющимся материалом мало, испарившийся Dy или Tb будет «обвиваться» даже вокруг тех частей, которые заслонены проволочным материалом, и прилипать к ним. Вследствие этого, можно ограничить избыточную диффузию атомов металла Dy или Tb в кристаллические зерна, приводящую к снижению максимального энергетического произведения и остаточной магнитной индукции. Также можно ограничить появление частей с локально высокой коэрцитивной силой и локально низкой коэрцитивной силой. Таким образом, можно предотвратить снижение прямоугольности кривой размагничивания. В дополнение, расстояние между спеченным магнитом и металлическим испаряющимся материалом внутри рабочей камеры может быть минимизировано, чтобы позволить им быть расположенными в непосредственной близости друг к другу как в направлении вверх-вниз, так и направлении вправо-влево. В результате, устанавливаемое количество спеченных магнитов в одной рабочей камере может повыситься, вследствие чего достигается высокая возможность осуществления массового производства.
[0016] В изобретении на этапе нагревания спеченного магнита для достижения заданной температуры, давление в рабочей камере, в которой расположен спеченный магнит, перед введением инертного газа поддерживают при 0,1 Па или менее, предпочтительно, при 10-2 Па или менее, а более предпочтительно, при 10-4 Па или менее. Таким образом, отсутствует вероятность попадания в спеченный магнит примесей, таких как кислород и т.п. В результате, можно добиться дополнительного повышения или восстановления намагничивающей силы и коэрцитивной силы.
[0017] В изобретении предпочтительно изменяют парциальное давление инертного газа, чтобы регулировать подаваемое количество.
[0018] В этом случае парциальное давление инертного газа в рабочей камере предпочтительно находится в диапазоне 1-30 кПа. При давлении ниже 1 кПа прямоугольность кривой размагничивания будет снижена под влиянием сильных прямолинейных свойств металлического испаряющегося материала. С другой стороны, при давлении, превышающем 30 кПа, инертный газ будет затруднять достаточную подачу атомов металла к поверхности спеченного магнита.
[0019] В дополнение, для того чтобы получить магнит с высокими эксплуатационными характеристиками, который является превосходным с точки зрения массового производства, за счет принуждения прилипших к поверхности спеченного магнита атомов металла диффундировать и равномерно распределяться в границы зерен и/или зернограничные фазы перед тем, как сформируется тонкая пленка из металлического испаряющегося материала, время регулирования подаваемого количества должно предпочтительно находиться в диапазоне 4-100 часов. За время более короткое, чем 4 часа, атомы металла не могут эффективно продиффундировать в границы зерен и/или зернограничные фазы спеченного магнита, вследствие чего прямоугольность кривой размагничивания снижается. С другой стороны, за время, превышающее 100 часов, атомы металла будут проникать в кристаллические зерна вблизи поверхности спеченного магнита. В результате, появятся части с локально высокой коэрцитивной силой и локально низкой коэрцитивной силой, вследствие чего прямоугольность кривой размагничивания также будет снижена аналогично тому, как это было описано выше.
[0020] Кроме того, согласно изобретению, когда расстояние между спеченным магнитом и металлическим испаряющимся материалом минимизируют для повышения устанавливаемого количества, необходимо предохранить металлический испаряющийся материал от прилипания напрямую к спеченному магниту при испарении металлического испаряющегося материала. Для этой цели, когда спеченный магнит и металлический испаряющийся материал расположены в одной и той же рабочей камере, спеченный магнит и металлический испаряющийся материал следует располагать без контакта друг с другом.
[0021] В этом случае расстояние между спеченным магнитом и металлическим испаряющимся материалом должно быть предпочтительно установлено в диапазоне 0,3-10 мм, более предпочтительно, в диапазоне 0,3-2 мм. Согласно этой конфигурации, магнитная сила и коэрцитивная сила дополнительно повышаются или восстанавливаются. В дополнение, можно с хорошей производительностью получать магнит с высокими эксплуатационными характеристиками, прямоугольность кривой размагничивания которого не снижена.
[0022] После того, как атомы метала продиффундировали в зернограничные фазы спеченного магнита, предпочтительно осуществляют термообработку при некой данной температуре, которая является более низкой, чем упомянутая заданная температура. Таким образом можно дополнительно успешно улучшить магнитные свойства.
[0023] Кроме того, для решения вышеописанных задач согласно другому аспекту данного изобретения предусмотрен постоянный магнит, изготовленный при использовании способа изготовления постоянного магнита по любому из пунктов с 1 по 7 формулы изобретения. В этом постоянном магните атомы металла распределены в границы зерен и/или зернограничные фазы в концентрации, которая становится меньшей от поверхности магнита к его центру. Кроме того, атомы металла по меньшей мере одного из Dy и Tb равномерно присутствуют на поверхности магнита (иными словами, на его поверхности отсутствует область, обогащенная атомами металла Dy или Tb), и концентрация кислорода является равномерной (иными словами, не существует части, локально обогащенной кислородом).
Наилучший вариант осуществления изобретения
[0024] Описание будет приведено со ссылкой на ФИГ.1. В одном варианте воплощения данного изобретения постоянные магниты M изготавливают путем осуществления в то же самое время последовательности операций (вакуумно-паровой обработки): испарения металлических испаряющихся материалов v к поверхностям спеченных магнитов S на основе Nd-Fe-B, которые были изготовлены с заданной формой; принуждения испаренных атомов металла прилипать к этим поверхностям и диффундирования атомов металла в границы зерен и/или зернограничные фазы спеченных магнитов S.
[0025] Спеченные магниты S на основе Nd-Fe-B, которые являются исходными материалами, изготавливают следующим образом, а именно чистое железо для промышленного применения, металлический неодим и низкоуглеродистый ферробор смешивают таким образом, чтобы Fe, Nd и B достигали заданного соотношения в составе, и эту смесь расплавляют с использованием вакуумной индукционной печи. Затем, способом быстрой закалки, например, способом ленточного литья, сначала изготавливают исходный материал сплава размером 0,05-0,5 мм. В качестве альтернативы, исходный материал сплава толщиной примерно 5-10 мм можно изготавливать способом центробежного литья. Или же, во время смешивания можно добавлять Dy, Tb, Co, Cu, Nb, Zr, Al, Ga и т.п. Общее содержание редкоземельных элементов должно составлять более 28,5% с тем, чтобы получить слиток, в котором не образуется альфа-железо.
[0026] Затем изготовленный таким образом исходный материал сплава подвергают грубому измельчению посредством известного из уровня техники процесса водородного размола, а затем подвергают тонкому измельчению в атмосфере газообразного азота с помощью процесса тонкого размола в струйной мельнице, тем самым получая сырьевую муку сплава со средним размером частиц 3-10 мкм. Эту сырьевую муку сплава формуют до заданной формы путем прессования в магнитном поле с использованием компрессионной формовочной машины, известной из уровня техники. Формованное тело, извлеченное из компрессионной формовочной машины, помещают в печь для спекания (не показана) и подвергают спеканию (этап спекания) в течение заданного периода времени при заданной температуре (например, 1050°C), тем самым получая первичное спеченное изделие.
[0027] Затем изготовленное таким образом первичное спеченное изделие помещают в печь для вакуумной термообработки (не показана), чтобы тем самым нагреть его до заданной температуры в разреженной среде. Температуру нагрева следует установить на уровне выше 900°C, но ниже температуры спекания. При температуре ниже 900°C скорость испарения редкоземельных элементов низка, а при температуре, превышающей температуру спекания, будет иметь место аномальный рост частиц, что приводит к сильному ухудшению магнитных свойств. Давление внутри печи устанавливают на уровне ниже 10-3 Па. При давлении выше 10-3 Па редкоземельные элементы не могут эффективно испаряться.
[0028] Согласно вышеописанному из-за разности в давлении паров при постоянной температуре (например, при 1000°C давление пара Nd составляет 10-3 Па, давление пара Fe составляет 10-5 Па, а давление пара B составляет 10-13 Па), будут испаряться только редкоземельные элементы в богатой редкоземельным элементом фазе первичного спеченного изделия. В результате, доля богатой Nd фазы будет снижаться, и будет изготовлен спеченный магнит S, в котором улучшены максимальное энергетическое произведение ((BH)max) и остаточная магнитная индукция (Br). В этом случае, для того чтобы получить постоянный магнит M с высокими эксплуатационными характеристиками, термообработку осуществляют до тех пор, пока содержание редкоземельного элемента R в постоянном магните не станет менее 28,5 мас.%, или величина снижения средней концентрации редкоземельного элемента R не станет более 0,5 мас.%. Полученный таким образом спеченный магнит S подвергают вакуумно-паровой обработке. Со ссылкой на ФИГ.2 далее будет приведено описание устройства вакуумно-паровой обработки для осуществления этой вакуумно-паровой обработки.
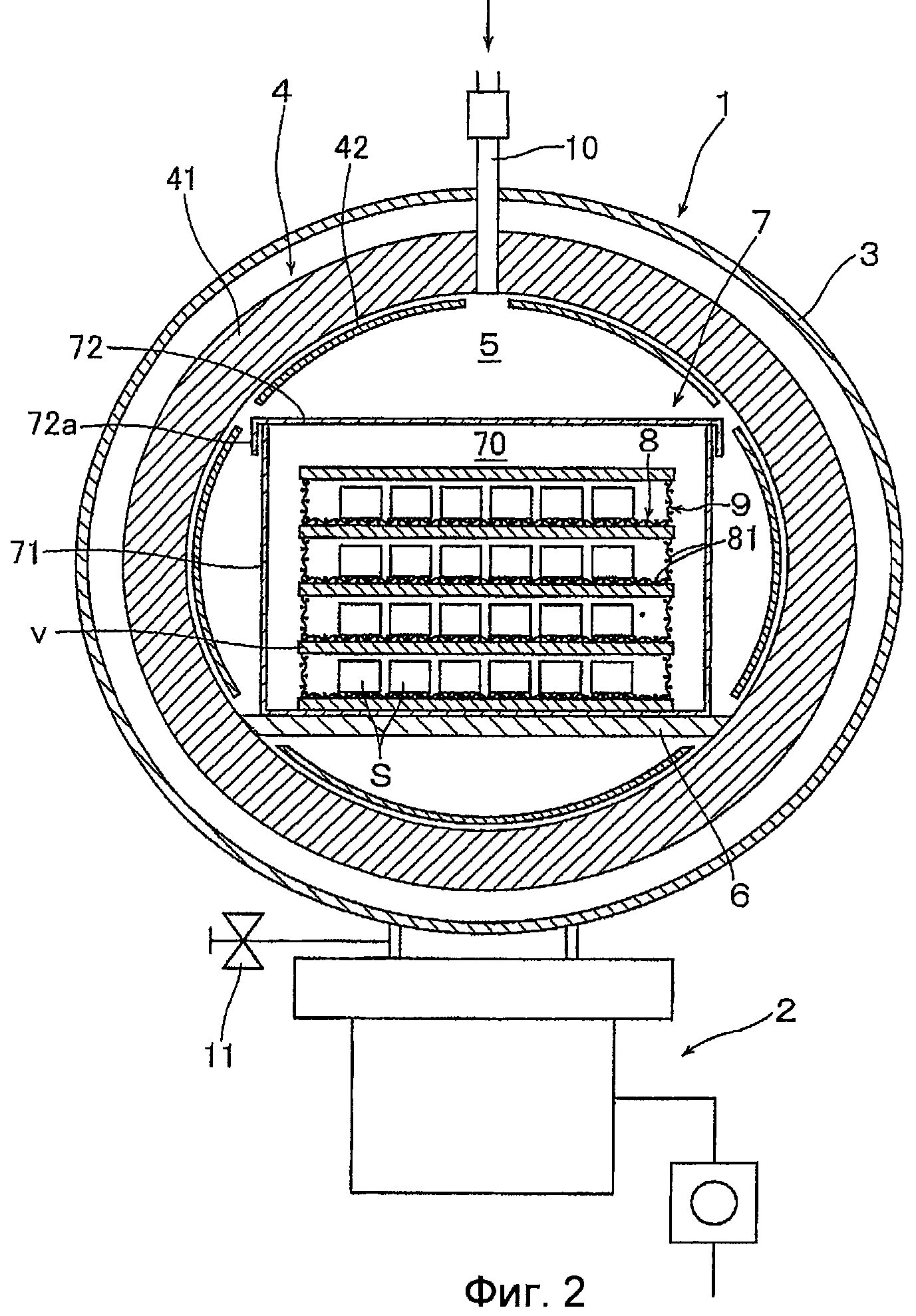
[0029] Устройство 1 вакуумно-паровой обработки имеет вакуумную камеру 3, которая пригодна для снижения давления ниже заданного давления (например, 1×10-5 Па) с помощью вакуумирующего средства 2, такого как турбомолекулярный насос, крионасос, диффузионный насос и т.п., и которая пригодна для поддержания в вакуумной камере указанного давления. Вакуумная камера 3 снабжена внутри себя нагревательным средством 4, состоящим из изоляционного материала (теплоизоляционного материала) 41, который окружает периферию рабочей коробки (описанной ниже), и тепловыделяющего тела 42, которое расположено на внутренней стороне изоляционного материала. Изоляционный материал 41 выполнен, например, из Mo, а тепловыделяющее тело 42 представляет собой электронагреватель с нитью накала (не показана), изготовленной из Mo. Путем пропускания через нить накала электрического тока из источника электропитания (не показан) можно нагревать электрорезистивным типом нагрева окруженное изоляционным материалом 41 пространство 5, в котором расположена рабочая коробка. Это пространство 5 снабжено опорным столом 6, например, изготовленным из Mo, с тем, чтобы на нем можно было установить по меньшей мере одну рабочую коробку 7.
[0030] Рабочая коробка 7 состоит из имеющей форму прямоугольного параллелепипеда коробчатой части 71, которая открыта на своей верхней поверхности, и крышечной части 72, которая съемным образом установлена на верхней поверхности открытой коробчатой части 71. Вдоль всей периферийной кромки крышечной части 72 сформирован фланец 72a, который загнут вниз. Когда крышечная часть 72 установлена на место на верхней поверхности коробчатой части 71, фланец 72a входит в зацепление с внешней стенкой коробчатой части 71 (в этом случае не предусматривается вакуумное уплотнение, такое как металлическая прокладка). В результате, образована рабочая камера 70, которая изолирована от вакуумной камеры 3. Затем, при откачке вакуумной камеры 3 до заданного давления (например, 1×10-5 Па) путем приведения в действие вакуумирующего средства 2, давление в рабочей камере 70 будет снижено до значения, практически на полпорядка выше (например, 5×10-4 Па), чем давление в вакуумной камере 3. Согласно этой конфигурации, давление в рабочей камере 70 может быть снижено до заданного уровня вакуума без необходимости в дополнительном вакуумирующем средстве.
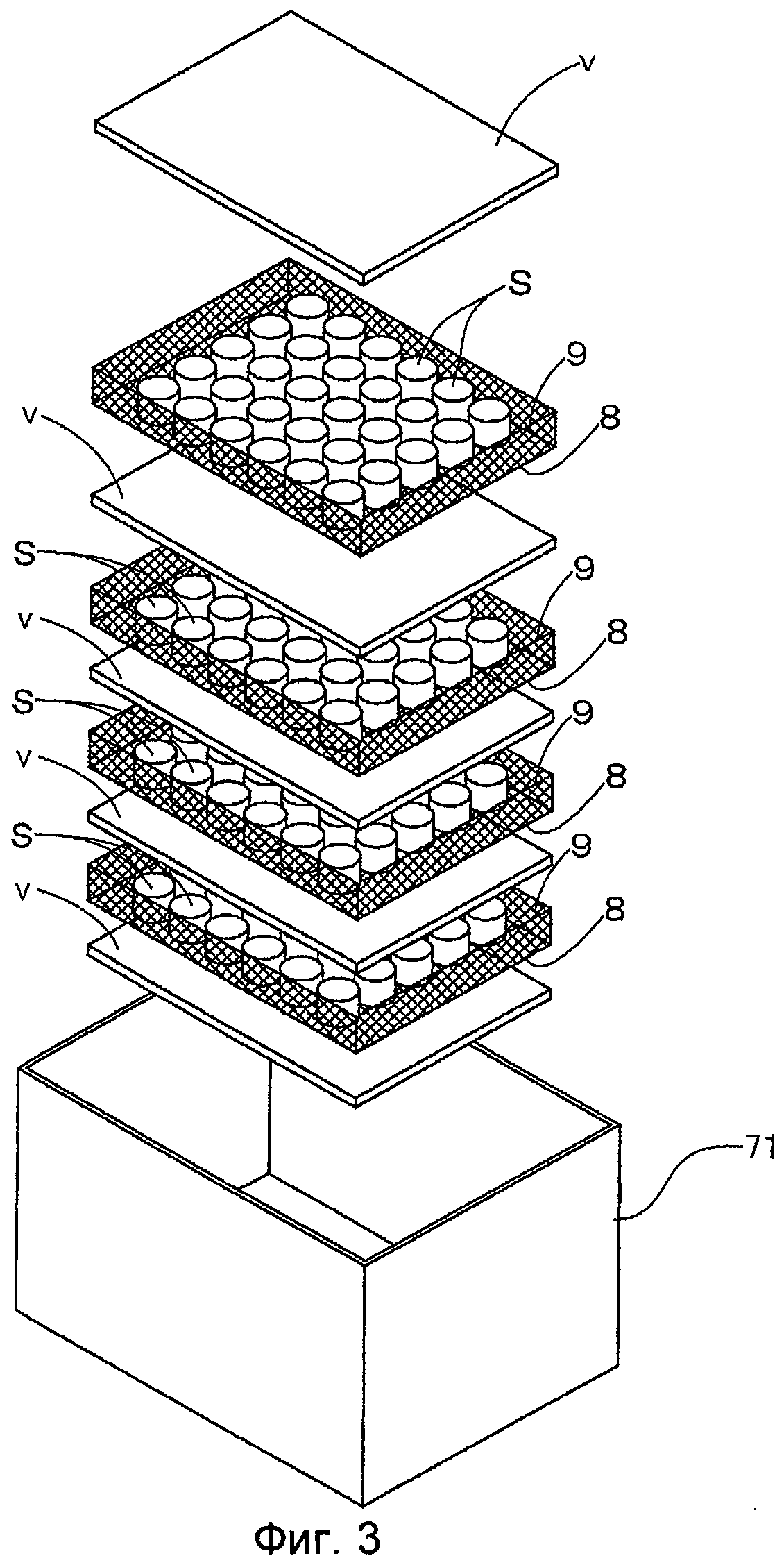
[0031] Как показано на ФИГ.3, в коробчатую часть 71 рабочей коробки 7 помещают вышеописанные спеченные магниты S и металлические испаряющиеся материалы v вертикально штабелированным образом относительно прослоек 8, проложенных между ними для предохранения их от соприкосновения друг с другом. Каждая из прослоек 8 выполнена в форме решетки за счет сборки множества проволочных материалов 81 (например, ⌀ 0,1-10 мм) таким образом, чтобы стать меньшей по площади, чем поверхность поперечного сечения коробчатой части 71, и каждая из периферийных кромочных частей отогнута вверх практически под прямыми углами. Высота отогнутых частей установлена большей, чем высота спеченных магнитов S, подвергаемых вакуумно-паровой обработке. В данном варианте воплощения отогнутые периферийные кромочные части представляют собой поддерживающие детали 9, которые обеспечивают пространство металлическим испаряющимся материалам v, располагаемым на их верхней стороне. Множество спеченных магнитов S расположено на горизонтальных частях прослоек 8 на одинаковом расстоянии друг от друга.
[0032] Является предпочтительным устанавливать высоту поддерживающих деталей 9 таким образом, чтобы расстояние по вертикали между спеченными магнитами S и металлическими испаряющимися материалами v находилось в пределах диапазона 0,3-10 мм, более предпочтительно, 0,3-2 мм. Согласно данной компоновке можно получать, при хорошей производительности, магниты с высокими эксплуатационными характеристиками, в которых: можно идеальным образом подавать атомы Dy; намагничивающая сила и коэрцитивная сила дополнительно повышаются или восстанавливаются; и прямоугольность кривой размагничивания не снижается. В качестве альтернативы поддерживающим деталям 9, в дополнение к ним или вместо них, можно использовать компоновку, в которой регулирующие высоту держатели (не показаны) из твердых цилиндрических тел, изготовленных из Mo, расположены по вертикали между металлическими испаряющимися материалами v и горизонтальными частями прослоек 8, в результате чего вышеописанное расстояние регулируется.
[0033] В качестве металлических испаряющихся материалов v используют Dy и Tb, которые сильно повышают магнитную анизотропии кристаллов основной фазы, или сплав, который получают путем примешивания металлов для дальнейшего повышения коэрцитивной силы, таких как Nd, Pr, Al, Cu, Ga и т.п., в Dy и Tb (массовое соотношение Dy или Tb составляет более 50%). После примешивания каждого из вышеописанных металлов в заданном соотношении смесь расплавляют, например, в электродуговой печи, а затем придают ей форму пластины заданной толщины. В этом случае, металлические испаряющиеся материалы v имеют площадь, достаточную для того, чтобы они поддерживались всей периферией поддерживающих деталей 9.
[0034] После размещения пластинчатого металлического испаряющегося материала v на нижней поверхности коробчатой части 71, на его верхнюю сторону помещают прослойку 8, на которую на своем место помещают спеченные магниты S. Далее помещают другой пластинчатый металлический испаряющийся материал v таким образом, чтобы он опирался на верхние концы поддерживающих деталей 9. Таким образом, металлические испаряющиеся материалы v и прослойки 8, каждая из которых имеет множество помещенных на нее спеченных магнитов S, поочередно укладывают в штабель друг с другом слоями вплоть до верхней концевой части рабочей коробки 7. Поверх самой верхней прослойки 8 вплотную к ней помещают крышечную часть 72. Поэтому металлические испаряющиеся материалы v можно исключить.
[0035] Согласно данной компоновке путем повышения количества спеченных магнитов S, помещаемых вовнутрь одиночной рабочей коробки 7 (устанавливаемое количество повышается), можно повысить возможность осуществления массового производства. В дополнение, согласно данному варианту воплощения, была использована так называемая сэндвичевая структура, в которой верхняя сторона и нижняя сторона спеченных магнитов S, которых размещены параллельно друг другу на прослойке 8 (на одной плоскости), проложены пластинчатыми металлическими испаряющимися материалами v. Поэтому, металлические испаряющиеся материалы v расположены в непосредственной близости от спеченных магнитов S внутри рабочей камеры 70. В результате, при испарении металлических испаряющихся материалов v испаренные атомы металла подаются и прилипают к поверхностям соответствующих спеченных магнитов S. Следовательно, не происходит снижения эффекта вакуумно-паровой обработки, состоящего в том, что при диффузии атомов Dy или Tb в границы зерен и/или зернограничные фазы спеченных магнитов магнитная сила и коэрцитивная сила повышаются или восстанавливаются. В дополнение, только за счет укладки прослоек 8 и пластинчатых металлических испаряющихся материалов v в штабель можно обеспечить заданное расстояние между металлическими испаряющимися материалами v, укладываемыми прямо над спеченными магнитами S, и самими спеченными магнитами S, тем самым предохраняя их от соприкосновения друг с другом. Таким образом, при помещении металлических испаряющихся материалов v и спеченных магнитов S в рабочую коробку 7 может быть повышена технологичность.
[0036] Рабочая коробка 7 и прослойки 8 могут быть изготовлены не только из Mo, но и из W, V, Nb, Ta или их сплава (включая сплав Mo с добавкой редкоземельного элемента, сплав Mo с добавкой Ti и т.д.), или из CaO, Y2O3, или же могут быть изготовлены из оксидов редкоземельных металлов. В ином случае, рабочая коробка 7 и прослойки 8 могут быть выполнены путем формирования пленки из вышеописанного(ых) материала(ов) в качестве внутренней обкладки на поверхности другого изоляционного материала. Согласно данной компоновке, можно успешно предотвращать образование на его поверхности продуктов реакции, полученных при реакции с Dy или Tb.
[0037] Дополнительно, в случае, когда металлические испаряющиеся материалы v испаряются в состоянии, при котором металлические испаряющиеся материалы v и спеченные магниты S уложены в штабель в вертикальном направлении в сэндвичевой структуре внутри рабочей коробки 7, как было описано выше, на спеченные магниты S будут сильно влиять прямолинейные свойства атомов испаренного металла. Иными словами, среди спеченных магнитов S атомы металла склонны локально прилипать к тем поверхностям спеченных магнитов S, которые лежат напротив металлических испаряющихся материалов v. В дополнение, Dy или Tb склонен почти не поступать к тем частям, которые заслонены на поверхностях контакта спеченных магнитов S с прослойками 8. Поэтому, при осуществлении вышеописанной вакуумно-паровой обработки, полученные таким образом спеченные магниты S будут иметь части с локально повышенной коэрцитивной силой и части с локально пониженной коэрцитивной силой. В результате, прямоугольность кривой размагничивания будет снижена.
[0038] В варианте воплощения данного изобретения вакуумная камера 3 снабжена средством введения инертного газа. Средство введения инертного газа имеет газоподводящую трубку 10, которая сообщается с пространством 5, окруженным изоляционным материалом 41. Газоподводящая трубка 10 сообщается с источником инертного газа через регулятор массового расхода (не показан). В течение времени операции вакуумно-паровой обработки организовано введение инертного газа, такого как He, Ar, Ne, Kr и т.п., в постоянном количестве. Оно может быть организовано таким образом, чтобы количество вводимого инертного газа изменялось в ходе вакуумно-паровой обработки (т.е. количество вводимого инертного газа повышалось бы в начале, а затем понижалось бы, или же, количество вводимого инертного газа понижалось бы в начале, а затем повышалось бы, или вышеописанные операции повторялись бы). Введение инертного газа может иметь место, например, после начала испарения металлических испаряющихся материалов v или после того, как была достигнута заданная температура нагрева. Введение газа может продолжаться в течение заданного времени вакуумно-паровой обработки или в ходе предварительно заданного периода времени до и после вышеописанного времени вакуумно-паровой обработки. Является предпочтительным предусмотреть откачивающую трубу, сообщающуюся с вакуумирующим средством 2, с клапаном 11, у которого регулируется степень открытия с тем, чтобы при введении инертного газа можно было регулировать парциальное давление инертного газа внутри вакуумной камеры 3.
[0039] Согласно данной схеме организации инертный газ, который вводят в пространство 5, вводится также в рабочую коробку 7. При этом, поскольку средние длины свободного пробега атомов металла Dy или Tb коротки, атомы испаренного металла будут распространяться инертным газом внутри рабочей коробки 7. Поэтому, количество атомов металла, прилипающих напрямую к поверхностям спеченных магнитов S, будет понижаться, и, кроме того, атомам металла приходится поступать к поверхностям спеченных магнитов S со множества направлений. Поэтому, даже в случае, когда расстояние между спеченными магнитами S и металлическими испаряющимися материалами v мало (например, 5 мм или менее), испаренный Dy или Tb будет прилипать даже к тем участкам, которые заслонены проволочными материалами 81, за счет обвивания вокруг заслоненных участков. В результате, можно предотвратить избыточную диффузию атомов металла Dy или Tb в кристаллические зерна, а также предотвратить снижение максимального энергетического произведения и остаточной магнитной индукции. В дополнение, присутствие областей с локально высокой коэрцитивной силой и с локально низкой коэрцитивной силой может быть уменьшено, что предотвращает снижение прямоугольности кривой размагничивания.
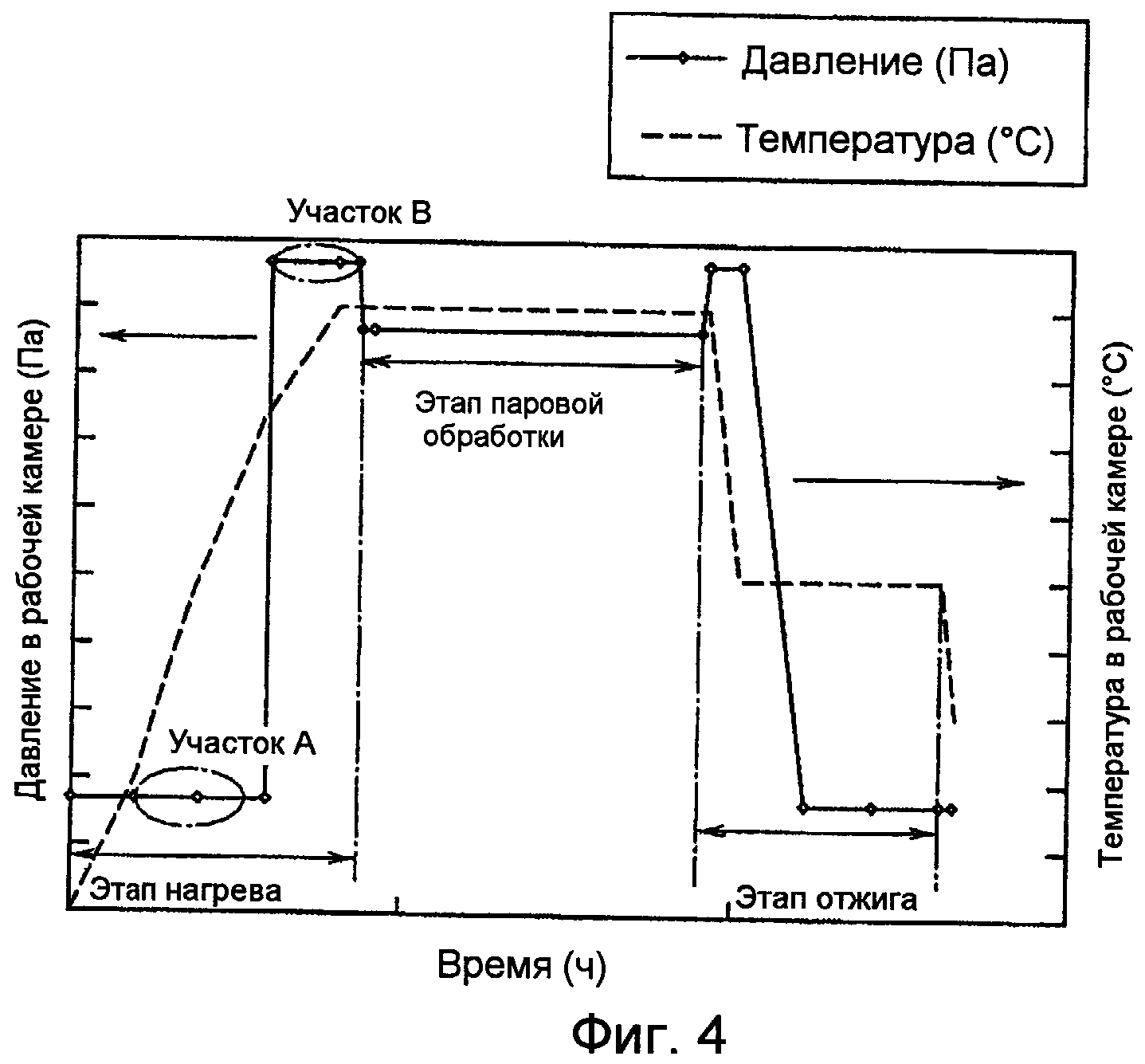
[0040] Далее, со ссылкой на ФИГ.4, будет приведено описание способа изготовления постоянного магнита согласно варианту воплощения данного изобретения, который осуществляют с использованием Dy в качестве металлических испаряющихся материалов v и при прохождении каждого из этапов: этапа нагрева, этапа паровой обработки и этапа отжига.
[0041] Сначала, как было описано выше, путем поочередной укладки спеченных магнитов S и металлических испаряющихся материалов v в штабель через находящиеся между ними прослойки 8, их сначала помещают в коробчатую часть 71 (в результате спеченные магниты S и металлические испаряющиеся материалы v размещают внутри рабочей камеры 70 в положении на расстоянии в диапазоне 0,3-10 мм, более предпочтительно, 0,3-2 мм, если смотреть в вертикальном направлении). Затем, после установки крышечной части 72 на верхнюю поверхность коробчатой части 71, рабочую коробку 7 устанавливают на место на столе 6 в пространстве 5, окруженном нагревательным средством 4 внутри вакуумной камеры 3 (см. ФИГ.2), и начинают этап нагрева.
[0042] На этапе нагрева давление в вакуумной камере 3 снижают за счет ее откачки до достижения заданного давления (например, 1×10-4 Па) с помощью вакуумирующего средства 2 (при этом рабочая камера 70 откачивается до давления, которое примерно на полпорядка выше, чем давление в вакуумной камере). Когда давление в вакуумной камере 3 достигло заданного значения, приводят в действие нагревательное средство 4, чтобы тем самым нагреть рабочую камеру 70. В этом состоянии давления внутри вакуумной камеры 3 и рабочей камеры 70 практически постоянны. Кроме того, поддерживая скорость откачки вакуумирующим средством 2 постоянной, или путем аналогичной операции, давление внутри рабочей камеры 70 поддерживают ниже 0,1 Па, предпочтительно, ниже 10-2 Па, а более предпочтительно, ниже 10-4 Па (см. ФИГ.4, участок A). В этом случае существуют ситуации, когда давление становится выше, например, из-за испускания газов из спеченных магнитов S. Однако, как было описано выше, является приемлемым, если примерно 70% времени, пока инертный газ не начали вводить, приходится на вышеописанный диапазон давления. Согласно этой схеме, примеси, такие как кислород и т.п., почти не попадают в спеченный магнит S, что дополнительно повышает или восстанавливает магнитную силу и коэрцитивную силу.
[0043] Как только температура внутри рабочей камеры 70 достигнет заданного значения, Dy в рабочей камере 70 будет нагреваться до практически той же температуры, что и рабочая камера 70. В результате начнется испарение Dy, и внутри рабочей камеры 70 будет создана атмосфера пара Dy. Поэтому, до достижения температуры испарения вводят инертный газ с 1-100 кПа, что ограничивает испарение Dy.
[0044] Затем, когда температура внутри рабочей камеры 70 достигает заданного значения после начала испарения Dy, степень открытия клапана 11 регулируют, чтобы таким образом отрегулировать давление инертного газа внутри вакуумной камеры 3. При этом инертный газ также вводят в рабочую коробку 7, так что атомы металла, испаряемого внутри рабочей камеры 70, распространяются инертным газом.
[0045] Поскольку была создана такая компоновка, при которой спеченные магниты S и Dy не приходят в контакт друг с другом, даже в случае, когда Dy начинает испаряться, расплавленный Dy не будет напрямую прилипать к спеченным магнитам S, богатая Nd фаза которых на поверхности плавится. Затем, процесс переходит к этапу вакуумно-паровой обработки, при которой в течение определенного периода времени поддерживается практически постоянная температура.
[0046] На этапе вакуумно-паровой обработки те атомы Dy в атмосфере пара Dy, которые распространяются внутри рабочей коробки 7, подаются со множества направлений либо напрямую, либо за счет повторяющихся соударений, практически ко всем поверхностям спеченных магнитов S, которые нагреты практически до той же температуры, что и Dy, и прилипают к ним. Прилипший Dy диффундирует в границы зерен и/или зернограничные фазы спеченных магнитов S, вследствие чего можно получить постоянные магниты M.
[0047] При этом, как только атомы Dy в атмосфере пара Dy будут поданы к поверхностям спеченных магнитов S таким образом, что может сформироваться слой (тонкая пленка) Dy, поверхности постоянных магнитов M будут заметно ухудшаться (шероховатость поверхности станет плохой), при перекристаллизации Dy, который был осажден на поверхностях и прикрепился к поверхностям спеченных магнитов S. В дополнение, Dy, который был прикреплен к и осажден на поверхностях спеченных магнитов S, которые были нагреты практически до той же температуры в ходе обработки, будет расплавлен (растворен), избыточно диффундируя в границы зерен в области, близкой к поверхностям спеченных магнитов S. В результате, магнитные свойства невозможно будет эффективно повышать или восстанавливать.
[0048] Иными словами, как только тонкая пленка Dy сформирована на поверхностях спеченных магнитов S, средний состав прилежащих этой к тонкой пленке поверхностей спеченных магнитов S становится составом, обогащенным Dy. Как только обогащенный Dy состав сформирован, температура жидкой фазы понижается, и поверхности спеченных магнитов S начинают плавиться (т.е. основная фаза плавится, и количество жидкой фазы повышается). В результате, области, соседние с поверхностями спеченных магнитов S, будут плавиться и терять форму, что приводит к увеличению числа выступов и впадин. Более того, Dy избыточно проникает в кристаллические зерна вместе с большим количеством жидкой фазы. В результате, максимальное энергетическое произведение и остаточная магнитная индукция, демонстрирующие магнитные свойства, будет дополнительно снижаться.
[0049] В варианте воплощения данного изобретения, когда металлические испаряющиеся материалы v представляют собой Dy, для управления количеством испарения Dy управляют нагревательным средством 4 для того, чтобы установить температуру внутри рабочей камеры 70 в диапазоне 800-1050°C, предпочтительно, в диапазоне 850-950°C (например, когда температура внутри рабочей камеры составляет 900-1000°C, давление насыщенного пара Dy будет составлять примерно 1×10-2 -1×10-1 Па).
[0050] Если температура в рабочей камере 70 (а следовательно, температура нагрева спеченных магнитов S) составляет менее 800°C, скорость диффузии атомов Dy, прилипших к поверхностям спеченных магнитов S, в границы зерен и/или зернограничные фазы становится ниже. В результате, атомы Dy не могут равномерно диффундировать в границы зерен и/или зернограничные фазы до того, как на поверхностях спеченных магнитов S образуется тонкая пленка. С другой стороны, при температуре выше 1050°C давление пара Dy становится высоким, и поэтому существует вероятность того, что атомы Dy в атмосфере пара будут в избытке подаваться к поверхностям спеченных магнитов S. В дополнение, существует вероятность того, что Dy продиффундирует в кристаллические зерна. Если Dy продиффундирует в кристаллические зерна, намагниченность внутри кристаллических зерен будет сильно понижаться, и поэтому максимальное энергетическое произведение и остаточная магнитная индукция дополнительно понизятся.
[0051] В дополнение, было создана такая конфигурация, при которой парциальное давление инертного газа, введенного в вакуумную камеру 3, находится в диапазоне 1-30 кПа за счет изменения степени открытия клапана 11. При давлении ниже 1 кПа, под влиянием сильных прямолинейных свойств Dy, атомы Dy будут локально прилипать к спеченным магнитам S, что приводит к снижению прямоугольности кривой размагничивания. С другой стороны, выше 30 кПа испарение Dy будет сдерживаться инертным газом, и атомы Dy не будут эффективно подаваться к поверхностям спеченных магнитов S, тем самым приводя к избыточно длительному времени обработки.
[0052] Согласно вышеописанной схеме, путем контроля количества испарения Dy в результате регулирования парциального давления инертного газа, такого как Ar и т.п., и за счет распространения испаренных атомов Dy в рабочей коробке в результате введения инертного газа, можно достигнуть эффектов: прилипания атомов Dy ко всем поверхностям спеченных магнитов S при ограничении подаваемого количества атомов Dy к спеченным магнитам S; и ускорения скорости диффузии путем нагрева спеченных магнитов S в заданном диапазоне температур. Из-за вышеописанных комбинированных эффектов, перед осаждением атомов Dy на поверхностях спеченных магнитов S с образованием тем самым слоев (тонких пленок) Dy, причем прилипшие к поверхностям спеченных магнитов S атомы Dy могут эффективно диффундировать и эффективно проникать в границы зерен и/или зернограничные фазы спеченных магнитов S (см. ФИГ.1).
[0053] В результате поверхности постоянных магнитов M можно предохранять от ухудшения. Также, Dy можно предохранять от избыточной диффузии в границы зерен в областях вблизи поверхностей спеченных магнитов, причем зернограничные фазы имеют богатую Dy область (фазу, содержащую Dy в диапазоне 5-80%). Кроме того, за счет диффузии Dy только вблизи поверхностей кристаллических зерен, намагничивающая сила и коэрцитивная сила могут быть эффективно повышены или восстановлены.
[0054] Кроме того, за счет откачки рабочей камеры 70 до 10-4 Па, за счет поддержания ее при заданном давлении во время этапа нагрева, и за счет последующего осуществления вакуумно-паровой обработки при введении инертного газа, примеси, такие как кислород и т.п., почти не попадают в поверхности постоянных магнитов M. Содержание кислорода в постоянных магнитах M практически равно его содержанию в спеченных магнитах перед вакуумно-паровой обработкой. Также можно получать постоянные магниты M с высокими эксплуатационными характеристиками, которым не требуется конечная обработка резанием и которые характеризуются превосходной производительностью.
[0055] В дополнение, даже в случае, когда атомы металла, испаренные в рабочей коробке 7, присутствуют в распространенном состоянии, а спеченные магниты S расположены в позициях на прослойках 8, изготовленных путем сборки мелких проволочных материалов 81 в форме решетки, и расстояние между спеченными магнитами S и металлическими испаряющимися материалами v мало, испаренный Dy или Tb обвивается вокруг даже тех частей, которые заслонены проволочными материалами 81, и прилипают к ним. В результате, можно ограничивать присутствие частей, где коэрцитивная сила локально высока или локально низка. Даже если вышеописанную вакуумно-паровую обработку осуществляют на спеченных магнитах S, предотвращается снижение прямоугольности кривой размагничивания, вследствие чего может быть достигнута высокая осуществимость массового производства.
[0056] Время на регулирование подаваемого количества атомов Dy к поверхностям спеченных магнитов S должно находиться в диапазоне 4-100 часов. Если это время короче 4 часов, то атомы металла не могут эффективно диффундировать в границы зерен и/или зернограничные фазы спеченных магнитов S, что снижает прямоугольность кривой размагничивания. С другой стороны, если это время составляет более 100 часов, атомы металла будут проникать в кристаллические зерна вблизи поверхностей спеченных магнитов. Таким образом, возникнут участки с локально высокой коэрцитивной силой и локально низкой коэрцитивной силой, что снижает прямоугольность кривой размагничивания таким же образом, что и в вышеописанном случае.
[0057] Наконец, после осуществления описанных выше процессов в течение заданного периода времени, процесс перейдет к этапу отжига. На этапе отжига работу нагревательного средства 4 останавливают, а также сразу останавливают введение инертного газа с помощью средства введения газа. Впоследствии, инертный газ вводят снова (100 кПа) для прекращения испарения металлических испаряющихся материалов v. Согласно этим операциям испарение Dy останавливается, а также останавливается его подача. В качестве альтернативы, без остановки введения инертного газа можно повысить только его вводимое количество с тем, чтобы остановить испарение. Затем, температуру внутри рабочей камеры 70 снова снижают, например, до 500°C. Впоследствии, нагревательное средство 4 снова приводят в действие. Задавая температуру внутри рабочей камеры 70 в диапазоне 450-650°C, осуществляют термообработку для дальнейшего повышения или восстановления коэрцитивной силы. Затем, после резкого охлаждения практически до комнатной температуры, рабочую коробку 7 вынимают из вакуумной камеры 3.
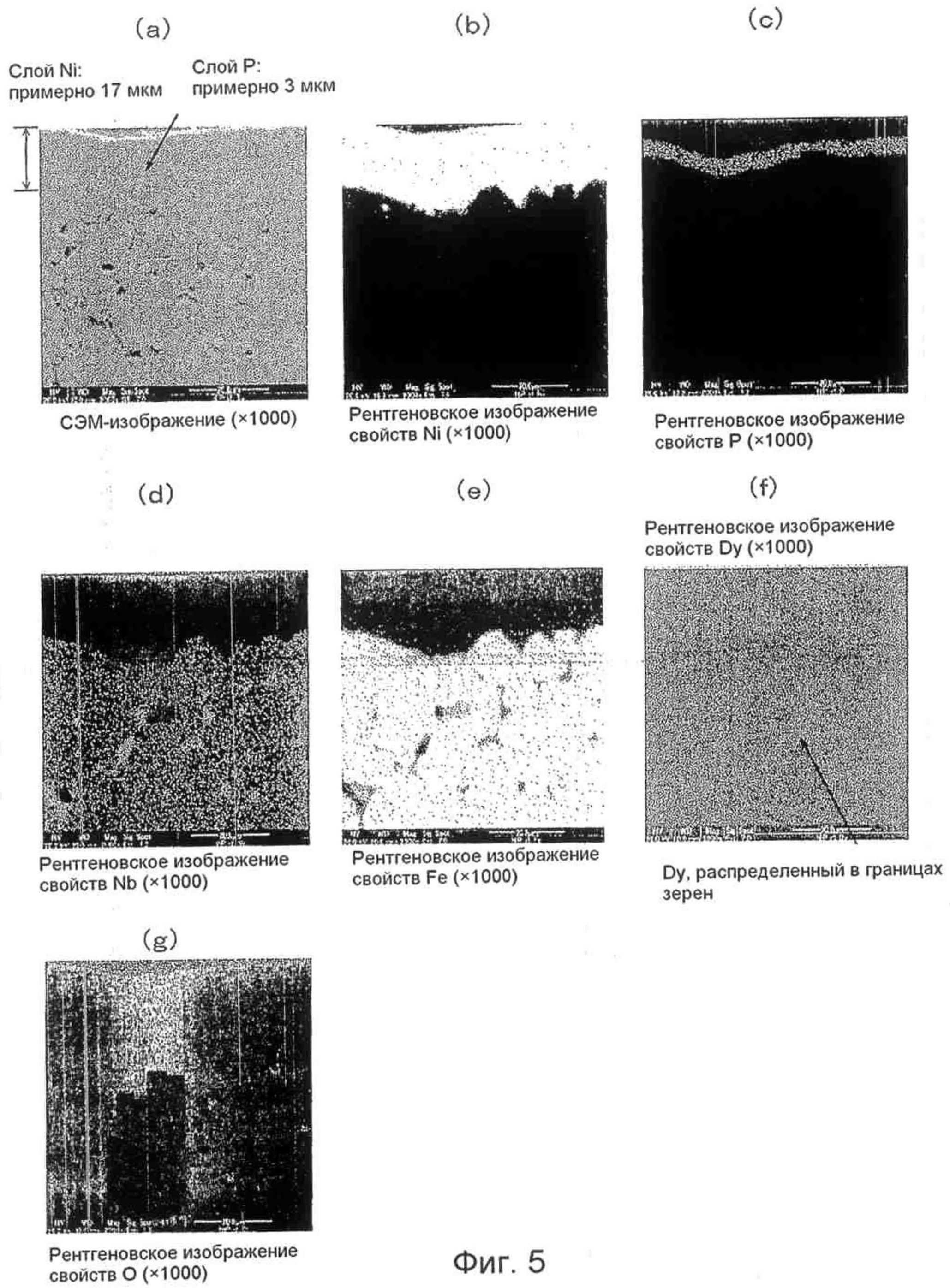
[0058] ФИГ.5(a)-5(g) иллюстрируют микроснимки сканирующей электронной микроскопии (СЭМ) и микроснимки электронно-зондового микроанализа (ЭЗМА) (кодированные цветовой информацией анализы элемента Ni, элемента P, элемента Nd, элемента Fe, элемента Dy и элемента кислорода) вблизи поверхностей постоянных магнитов (продукта по изобретению), для которых вышеописанную вакуумно-паровую обработку осуществляли на спеченных магнитах S и у которых на каждой из поверхностей постоянных магнитов сформировали слой Ni-го покрытия. ФИГ.6 представляет собой график, иллюстрирующий результат линейного анализа распределения Dy от поверхности магнита по направлению к его центру.
[0059] Согласно вышесказанному в случае, когда магниты (продукты согласно уровню техники), в которых, после формирования пленки Dy методом напыления и т.п., как и в уровне техники, полученные таким образом полупродукты были подвергнуты термообработке для осуществления диффузии Dy в границы зерен и/или зернограничные фазы, на поверхностях магнитов всегда будет оставаться обогащенный Dy слой. С другой стороны, в случае продукта по изобретению можно видеть, что: на поверхности магнитов отсутствует слой, обогащенный Dy (т.е. концентрация Dy становится равномерной); перед тем, как образуется тонкая пленка из Dy, Dy диффундирует в границы зерен и/или зернограничные фазы; и атомы Dy равномерно диффундируют в границы зерен и/или зернограничные фазы, так что концентрация содержимого уменьшается от поверхностей магнитов к их центру (см. ФИГ.5(f) и FIG.6). В дополнение, в продуктах согласно уровню техники, после образования пленки Dy, при осуществлении термообработки для диффузии образуется слой с ухудшенной поверхностью. Если этот слой с ухудшенной поверхностью удалить путем обработки резанием, то можно увидеть, что содержание кислорода вблизи поверхности магнита повысится. С другой стороны, в случае продукта по изобретению можно видеть, что слой с ухудшенной поверхностью отсутствует (поверхность магнита не является отшлифованной поверхностью), и что кислород равномерно присутствует внутри магнита (локальная область, где концентрация кислорода высока, отсутствует) (см. ФИГ.5(g)). Кроме того, поскольку в продуктах согласно уровню техники поверхность магнита обогащена Dy, в распределении Nd внутри магнитов могут быть распознаны темные области и светлые области. С другой стороны, в продуктах по изобретению можно видеть, что Nd практически равномерно распределен внутри магнитов (см. ФИГ.5(d)).
[0060] В вышеописанном варианте воплощения данного изобретения было приведено описание примера, в котором в качестве прослоек 8 поддерживающие детали 9 выполнены заодно с приспособлением, образованным путем сборки проволочных материалов в форме решетки. Не ограничиваясь этим, любое приспособление будет работать, при условии, что атомы испаренного металла имеют возможность проходить через него; например, можно использовать так называемый тянутый металл.
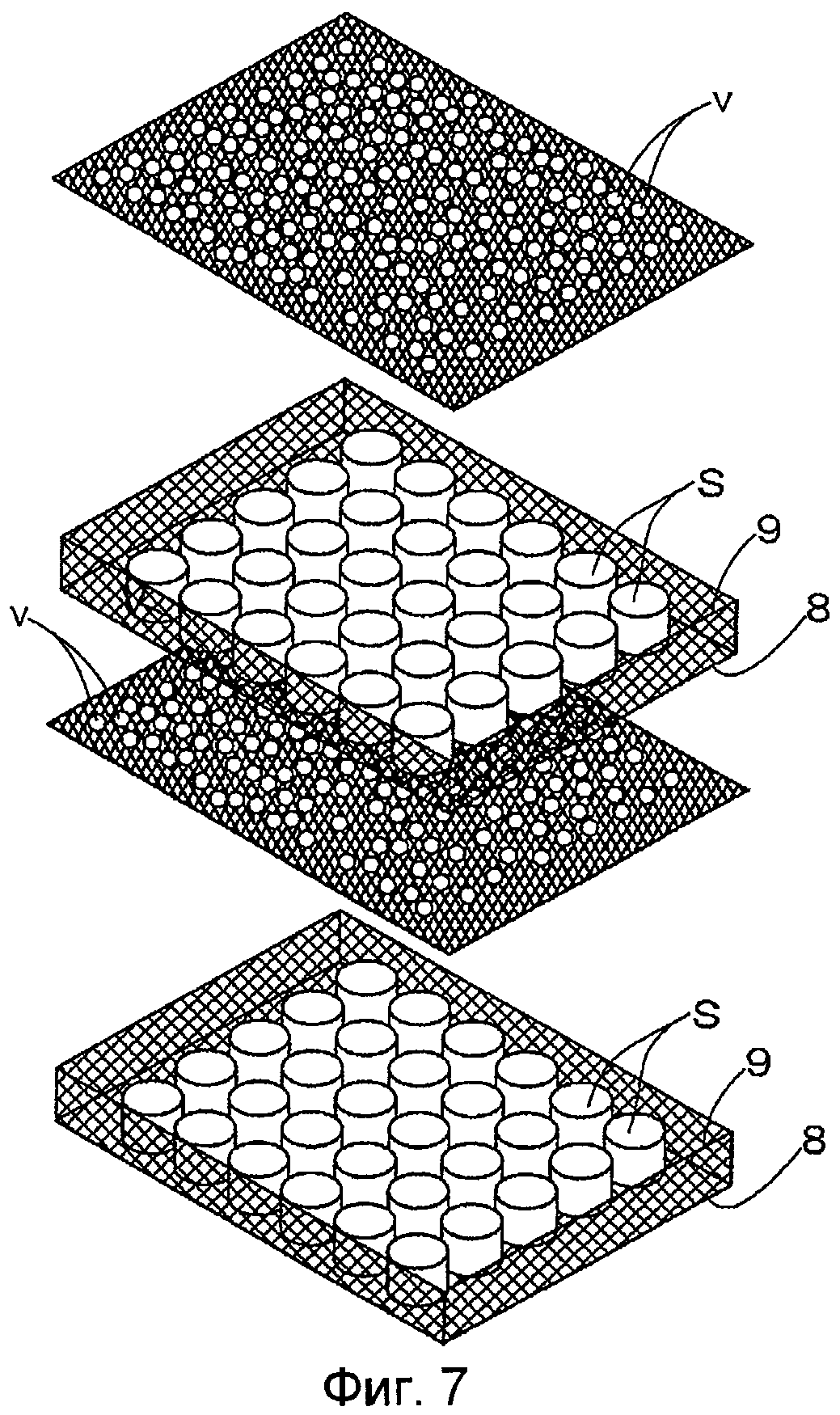
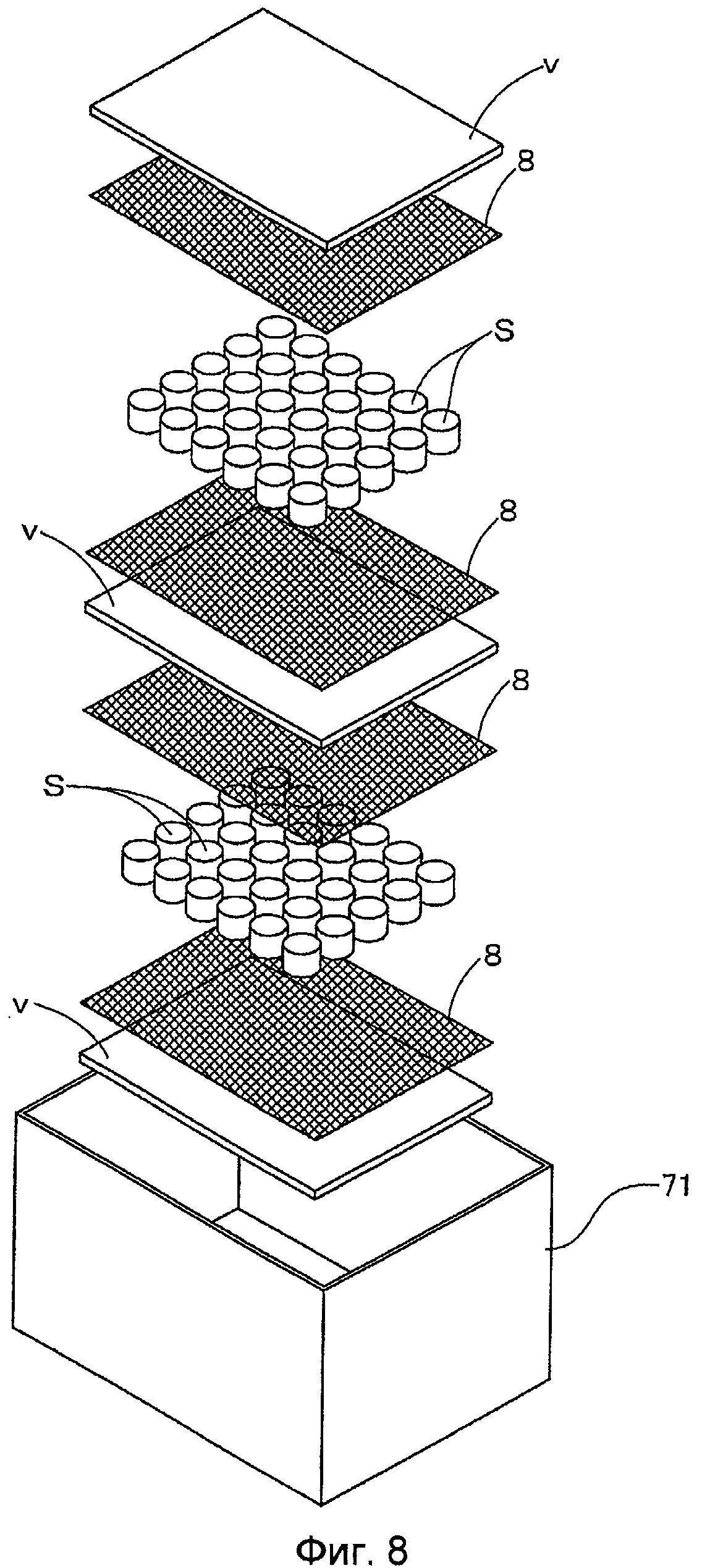
[0061] Кроме того, хотя было приведено описание примера, в котором металлическим испаряющимся материалам v придают форму пластины, они не должны быть ограничены этим. В качестве альтернативы, может быть создана такая конструкция, при которой на верхней поверхности расположенных на прослойках спеченных магнитов S расположена другая прослойка, так чтобы металлические испаряющиеся материалы v можно было распределять на прослойках в виде частиц (см. ФИГ.7). В дополнение, после расположения на поверхности металлических испаряющихся материалов v в форме пластины прослойки 8, образованной путем сборки проволочных материалов в форме решетки, на прослойку 8 помещают множество спеченных магнитов S на одной линии друг с другом. Другую прослойку 8 того же строения располагают поверх спеченных магнитов. На ней размещают еще один металлический испаряющийся материал v в форме пластины. Таким образом, детали складывают стопкой одну поверх другой, вплоть до верхнего конца рабочей коробки 7 (см. ФИГ.8). Согласно такой схеме, устанавливаемое количество спеченных магнитов S в рабочей коробке 7 может быть дополнительно повышено. При этом между металлическим испаряющимся материалом v и прослойками 8 могут быть вертикально расположены регулирующие высоту держатели, изготовленные в виде цилиндрических тел из Mo. Расстояние между пластинчатым металлическим испаряющимся материалом v и верхней поверхностью спеченных магнитов S можно таким образом регулировать.
[0062] Кроме того, в вышеописанном варианте воплощения данного изобретения было приведено описание примера, в котором в качестве металлического испаряющегося материала используют Dy. Вместо него можно использовать Tb, у которого низкое давление пара в диапазоне температуры нагрева спеченных магнитов S, при которой соответствующая скорость диффузии может быть повышена. В этом случае, рабочую камеру 70 можно нагревать в диапазоне 900-1150°C. При температуре ниже 900°C не будет достигнуто давление пара, при котором атомы Tb могут подаваться к поверхностям спеченных магнитов S. С другой стороны, при температуре выше 1150°C Tb будет избыточно диффундировать в кристаллические зерна, что приведет к понижению максимального энергетического произведения и остаточной магнитной индукции.
[0063] Кроме того, для устранения напряжений, содержания газов и влаги, адсорбированных на поверхностях спеченных магнитов S, перед диффузией Dy или Tb в границы зерен и/или зернограничные фазы, можно осуществлять следующее, т.е., в вакуумной камере 3 снижают давление до заданного уровня (например, 1×10-5 Па) посредством вакуумирующего средства 11, и, после того как давление в рабочей камере 70 понизилось до уровня более высокого, чем давление в вакуумной камере 3, по существу на полпорядка (например, 5×10-4 Па), данное состояние поддерживают в течение заданного периода времени. При этом нагревательное средство 4 может функционировать для нагрева рабочей камеры 70, к примеру, до 300°C и поддержания данного состояния в течение заданного периода времени.
[0064] Кроме того, в вышеописанном варианте воплощения данного изобретения было приведено описание компоновки, при которой крышечная часть 72 устанавливается на верхней поверхности коробочной части 71, образуя тем самым рабочую коробку 7. Однако, не ограничиваясь этим, будет работать приспособление, при условии, что рабочая коробка 7 изолирована от вакуумной камеры 3, и, сопровождаясь снижением давления в вакуумной камере 3, давление снижается и в рабочей камере 70. Например, после помещения металлических испаряющихся материалов v и спеченных магнитов S в коробочную часть 71, ее верхний проем можно покрыть тонкой пластиной, например, из Mo. С другой стороны, также можно создать компоновку, при которой, например, рабочая камера 70 может быть герметично закрыта внутри вакуумной камеры 3, вследствие чего в ней можно поддерживать заданное давление независимо от вакуумной камеры 3.
[0065] В вышеописанном варианте воплощения данного изобретения было приведено описание примера, в котором спеченные магниты S и металлические испаряющиеся материалы v помещают внутрь рабочей коробки 7. Однако можно создать следующую компоновку для того, чтобы обеспечить возможность нагрева спеченных магнитов S и металлических испаряющихся материалов v при различных температурах. Например, вакуумная камера снабжена внутри себя помимо рабочей камеры испарительной камерой (другой технологической камерой; не показана), а также другим нагревательным средством для нагрева этой испарительной камеры. После испарения металлических испаряющихся материалов в испарительной камере, атомы металла в атмосфере пара подаются к спеченным магнитам внутри рабочей камеры по соединительному каналу, который приводит рабочую камеру и испарительную камеру в сообщение между собой. В этом случае можно создать такую компоновку, при которой, когда металлические испаряющиеся материалы испаряются, в рабочую камеру, в которой расположены спеченные магниты, можно вводить инертный газ.
[0066] Что касается спеченных магнитов S, то чем меньше в них содержание кислорода, тем больше скорость диффузии Dy или Tb в границы зерен и/или зернограничные фазы. Поэтому, содержание кислорода в самих спеченных магнитах S может быть ниже 3000 м.д. (миллионных долей) или, предпочтительно, ниже 2000 м.д., или, еще более предпочтительно, ниже 1000 м.д..
Пример 1
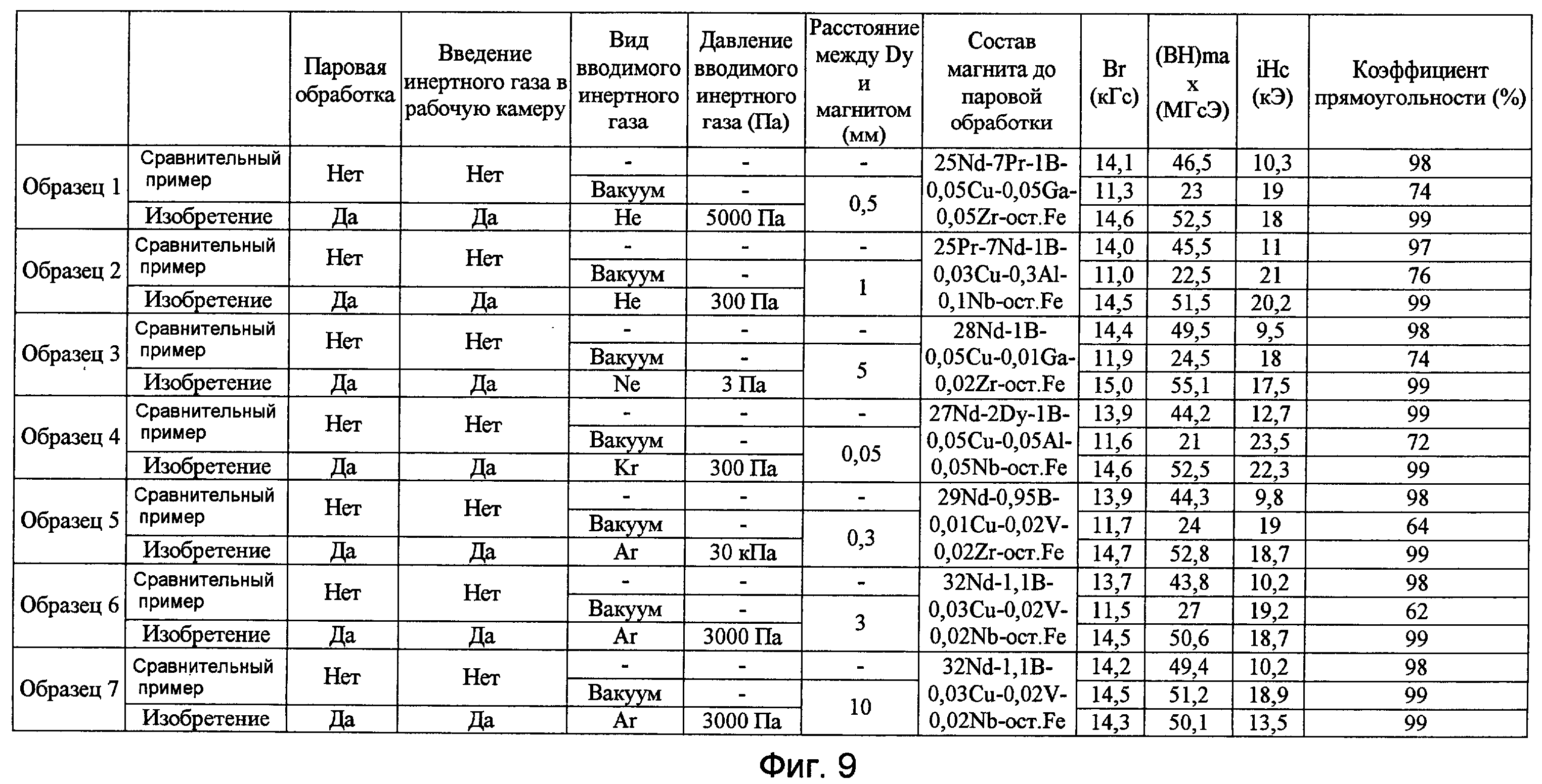
[0067] В Примере 1, используя устройство 1 вакуумно-паровой обработки, как показано на ФИГ.2, спеченные магниты S подвергали вакуумно-паровой обработке для получения тем самым постоянных магнитов M. Что касается спеченных магнитов S, то из промышленно чистого железа, металлического неодима, низкоуглеродистого ферробора, электролитического кобальта и чистой меди, взятых в качестве сырья, была приготовлена смесь с составом (мас. %): 25Nd-7Pr-1B-0,05Cu-0,05Ga-0,05Zr-ост. Fe (Образец 1), 7Nd-25Pr-1B-0,03Cu-0,3Al-0,1Nb-ост. Fe (Образец 2), 28Nd-1B-0,05Cu-0,01Ga-0,02Zr-ост. Fe (Образец 3), 27Nd-2Dy-1B-0,05Cu-0,05Al-0,05Nb-ост. Fe (Образец 4), 29Nd-0,95B-0,01Cu-0,02V-0,02Zr-ост. Fe (Образец 5), 32Nd-1,1B-0,03Cu-0,02V-0,02Nb-ост. Fe (Образец 6) и 32Nd-1,1B-0,03Cu-0,02V-0,02Nb-ост. Fe (Образец 7). Эти образцы подвергали вакуумно-индукционной плавке и методом ленточного литья получали тонкокусковые слитки толщиной примерно 0,3 мм. Затем, их сразу подвергали крупному измельчению с помощью процесса водородного размола, а затем тонкому измельчению, например, с помощью процесса тонкого размола в струйной мельнице, тем самым получив сырьевой молотый порошок сплава.
[0068] Затем, используя устройство компрессионного формования в поперечном магнитном поле, конструкция которого известна из уровня техники, получали прессовки, а затем их спекали в печи для вакуумного спекания при 1050°C в течение 2 часов, тем самым получив спеченные магниты S. Затем, способом электроэрозионного вырезания спеченные магниты разрезали до формы 2×40×40 мм, затем их подвергали чистовой обработке до шероховатости поверхности ниже 10 мкм, а затем поверхности протравливали разбавленной азотной кислотой.
[0069] Затем, используя устройство 1 вакуумно-паровой обработки, как показано на ФИГ.1, каждую группу (каждая содержит десять магнитов) спеченных магнитов S, которые были соответствующим образом изготовлены, как описано выше, подвергали вакуумно-паровой обработке. В этом случае, используя в качестве металлических испаряющихся материалов v Dy (99%), отформованный в форме пластины толщиной 0,5 мм, металлические испаряющиеся материалы v и спеченные магниты S поместили в изготовленную из W рабочую коробку 7. Затем, после того, как давление внутри вакуумной камеры 3 достигало 10-4 Па, включили нагревательное средство 4, а вышеописанную обработку осуществляли путем установления температуры внутри рабочей камеры 70 на 800-950°C и времени обработки на 3-15 часов.
[0070] На ФИГ.9 представлена таблица, показывающая магнитные свойства (измеренные прочерчивателем кривых B-H) и условия обработки наилучших значений, когда постоянные магниты получали путем варьирования: расстояния между спеченными магнитами S и металлическими испаряющимися материалами v внутри рабочей коробки 7; вида инертных газов, вводимых в ходе вакуумно-паровой обработки; и парциальных давлений инертных газов в это время, тем самым получив наиболее подходящие условия обработки. При этом коэффициент прямоугольности (%) в таблице представляет собой величину размагничивающего поля, требуемого для понижения значения намагниченности до определенной доли во втором квадранте (нижнем правом квадранте) прямоугольной кривой размагничивания. В данном примере Hk («значение Hk» здесь и далее одинаково) означает величину размагничивающего поля при уменьшении на 10% и представлено в виде процентного отношения Hk/iHc.
[0071] Согласно данной компоновке, в случае, когда расстояние между спеченными магнитами S и металлическими испаряющимися материалами v внутри рабочей коробки 7 установлено на 10 мм, можно видеть, что коэрцитивная сила (iHc) была выше, когда инертный газ не вводили. С другой стороны, если вышеописанное расстояние становилось равным 5 мм или менее, максимальное энергетическое произведение, демонстрирующее магнитные свойства, составляло примерно половину в случае, когда вакуумно-паровая обработка осуществляли без введения инертного газа, а коэффициент прямоугольности составлял 74% или менее. В противоположность этому, можно видеть, что высокий коэффициент прямоугольности более 98% был получен в случае, если соответствующим образом вводили заданный инертный газ. В результате, введение инертного газа представляется эффективным для повышения устанавливаемого количества спеченных магнитов S для повышения тем самым осуществимости массового производства.
Пример 2
[0072] В Примере 2, используя устройство 1 вакуумно-паровой обработки, как показано на ФИГ.2, спеченные магниты S, которые были изготовлены таким же образом, что и образец 6 в Примере 1, подвергали вакуумно-паровой обработке. Однако были приготовлены образцы спеченных магнитов с толщинами соответственно 1, 3, 5, 10, 15 и 20 мм. На прослойках десять спеченных магнитов и Dy (99,5%), которому была придана форма пластины толщиной 0,5 мм, укладывали стопкой в вертикальном направлении и помещали в изготовленную из W рабочую коробку 7. В то же время, на четырех углах прослоек были вертикально расположены изготовленные из Mo цилиндрические тела с тем, чтобы расстояние между металлическими испаряющимися материалами v и верхней поверхностью или нижней поверхностью спеченных магнитов S можно надлежащим образом изменять.
[0073] Затем, что касается условий во время вакуумно-паровой обработки, то после того, как давление внутри вакуумной камеры 3 достигло 10-5 Па, включили нагревательное средство 4 и установили температуру внутри рабочей камеры 70 (этап вакуумно-паровой обработки) на 900°C, а время обработки (соответствующее времени на регулирование подаваемого количества атомов Dy) - на 5-120 часов, в зависимости от толщины спеченных магнитов. При этом, когда температура внутри рабочей камеры 70 достигла 700°C, в рабочую камеру вводили газообразный Ar, и, изменения степень открытия клапана 11, парциальное давление вводимого в вакуумную камеру 3 газообразного Ar подходящим образом регулировали в диапазоне от 500 Па до 50 кПа, так чтобы вышеописанная обработка была осуществлена на каждом из спеченных магнитов S. Наконец, в качестве этапа отжига осуществляли термообработку при 510°C в течение 4 часов.
[0074] ФИГ.10(a)-10(f) показывают значения Hk (кЭ) в то время, когда постоянные магниты получали путем варьирования: расстояния между спеченными магнитами S и металлическими испаряющимися материалами v внутри рабочей коробки 7; и парциального давления газообразного Ar. На ФИГ.10(a)-10(f), отметка в виде звездочки (*) показывает, что из-за большого подаваемого количества Dy спеченные магниты и прослойки 8, на которых была проведена вакуумно-паровая обработка, сплавились и прилипли друг к другу, вследствие чего измерение было невозможным.
[0075] Согласно вышеописанному можно видеть, что при низком парциальном давлении газообразного Ar, прямолинейные свойства Dy усиливаются, а значение Hk становится низким независимо от толщины спеченных магнитов, а, следовательно, прямоугольность является плохой. Кроме того, исходя из визуального изучения постоянных магнитах после вакуумно-паровой обработки, выявлены появившиеся при обработке неравномерности.
[0076] С другой стороны, в диапазоне парциального давления газообразного Ar 1-30 кПа, подаваемое количество Dy становится избыточным, когда расстояние между спеченными магнитами и пластиноподобным Dy было 0,1 мм, и в результате, возникал недостаток, состоящий в том, что прослойки и спеченные магниты прилипали друг к другу. С другой стороны, в диапазоне 0,3-10 мм можно видеть, что Dy подавался идеальным образом, в результате чего было получено высокое значение выше 16 кЭ, с результирующей хорошей прямоугольностью. Видно, что при парциальном давлении газообразного Ar, составлявшем 50 кПа, количество испаряемого Dy было ограничено, вследствие чего атомы Dy не поступали к поверхностям спеченных магнитов. Кроме того, видно, что при времени обработки, превышающем 100 часов, было невозможно получить магниты с высокими эксплуатационными характеристиками, даже если было отрегулировано парциальное давление Ar.
Пример 3
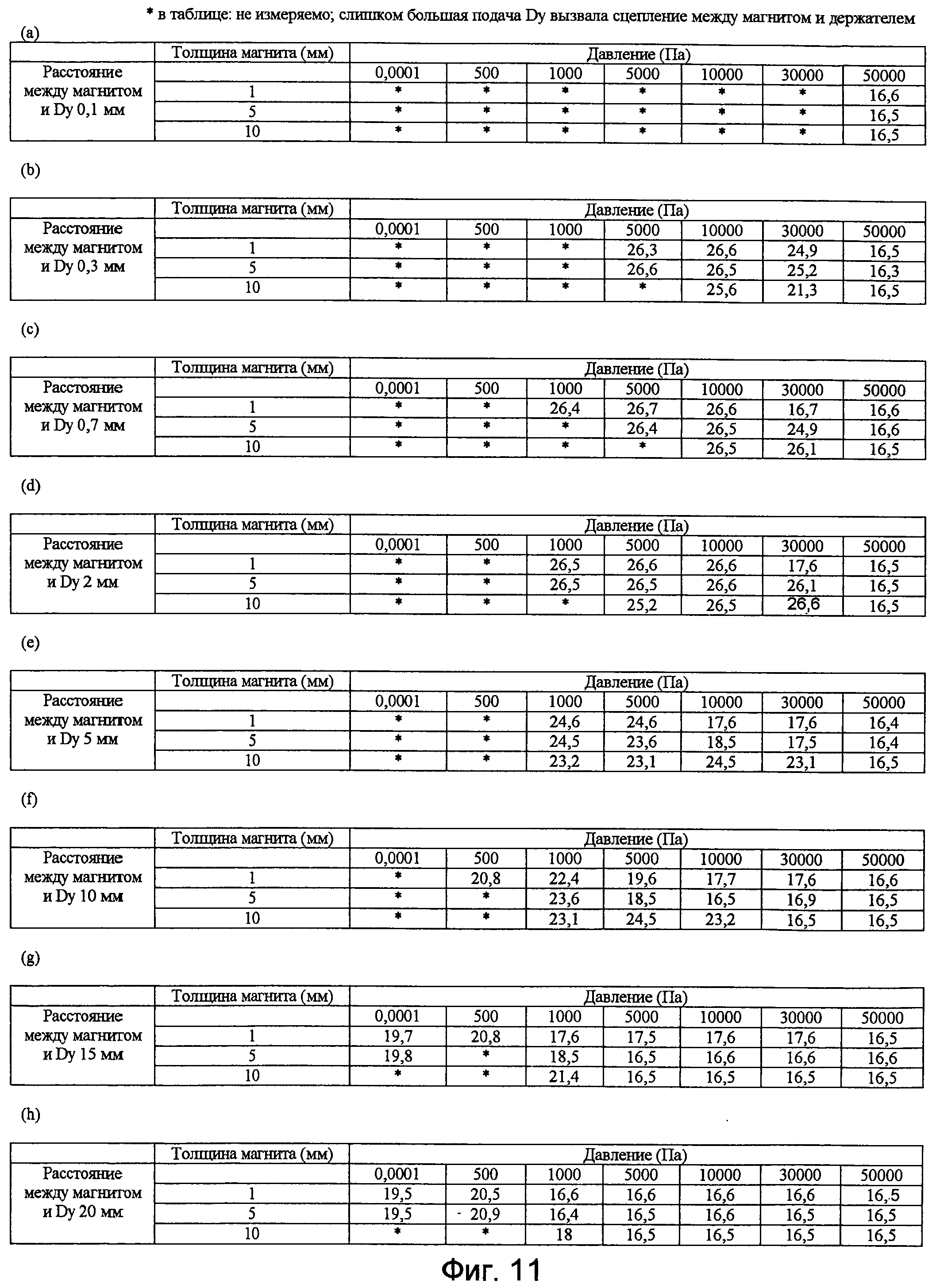
[0077] В Примере 3, используя устройство 1 вакуумно-паровой обработки, как показано на ФИГ.2, осуществляли вакуумно-паровую обработку на спеченных магнитах S. Что касается спеченных магнитов, то были приготовлены имеющиеся на рынке спеченные магниты с составом 28,5(Nd+Pr)-3Dy-0,5Co-0,02Cu-0,1Zr-0,05Ga-1,1B-ост. Fe и размерами 20×20×t мм (толщина t составляла 1,5 мм и 10 мм).
[0078] Затем, после расположения десяти спеченных магнитов на одной прослойке, другую прослойку поместили поверх вышеописанной прослойки и разместили общую массу в 5 г Dy (99,5%) в виде частиц, при этом заключив их в изготовленную из W рабочую коробку 7.
[0079] Затем, что касается условий для вакуумно-паровой обработки, то после того, как давление внутри вакуумной камеры 3 достигло 10-4 Па, включили нагревательное средство 4 и установили температуру внутри рабочей камеры 70 (этап вакуумно-паровой обработки) на 900°C. После того, как Dy начал испаряться, в вакуумную камеру 3 соответствующим образом вводили газообразный Ar. При давлении от 10-4 Па до 50 кПа каждый раз осуществляли оптимальную паровую обработку, а затем осуществляли термообработку (этап отжига) при 510°C в течение 4 часов.
[0080] ФИГ. 11(a)-11(h) показывают значения Hk (кЭ) во время, когда постоянные магниты получали путем варьирования: расстояния между спеченными магнитами S и металлическими испаряющимися материалами v внутри рабочей коробки; и парциального давления газообразного Ar, подаваемого в ходе вакуумно-паровой обработки. На ФИГ.11 отметка в виде звездочки (*) указывает на то, что из-за повышения подаваемого количества Dy спеченные магниты и прослойки 8, на которых осуществляли вакуумно-паровую обработку, сплавились и прилипли друг к другу, вследствие чего измерение было невозможным.
[0081] Согласно вышеописанному можно видеть, что в диапазоне 1-30 кПа магниты с высокими эксплуатационными характеристиками могут быть получены без снижения прямоугольности кривой размагничивания, если расстояние между спеченными магнитами S и металлическими испаряющимися материалами v находится в пределах диапазона 0,3-10 мм (см. ФИГ.11(b)-11(f)).
Пример 4
[0082] В Примере 4, используя устройство 1 вакуумно-паровой обработки, как показано на ФИГ.2, осуществляли вакуумно-паровую обработку спеченных магнитов (30×40×5мм толщиной), которые были изготовлены аналогично Образцу 6 в Примере 1. На прослойки десять спеченных магнитов и Dy (99,5%), которому была придана форма пластины толщиной 0,5 мм, сложили стопкой в вертикальном направлении и поместили в изготовленную из W рабочую коробку 7.
[0083] Затем, что касается условий во время вакуумно-паровой обработки, то после того, как давление внутри вакуумной камеры 3 достигло 10-3 Па, включили нагревательное средство 4 и установили температуру внутри рабочей камеры 70 (этап вакуумно-паровой обработки) на 875°C, а время обработки установили на 28 часов. При этом, когда температура внутри рабочей камеры 70 достигла 875°C, в рабочую камеру вводили газообразный Ar при парциальном давлении 13 кПа. После этого осуществляли термообработку при 510°C в течение 4 часов (этап отжига).
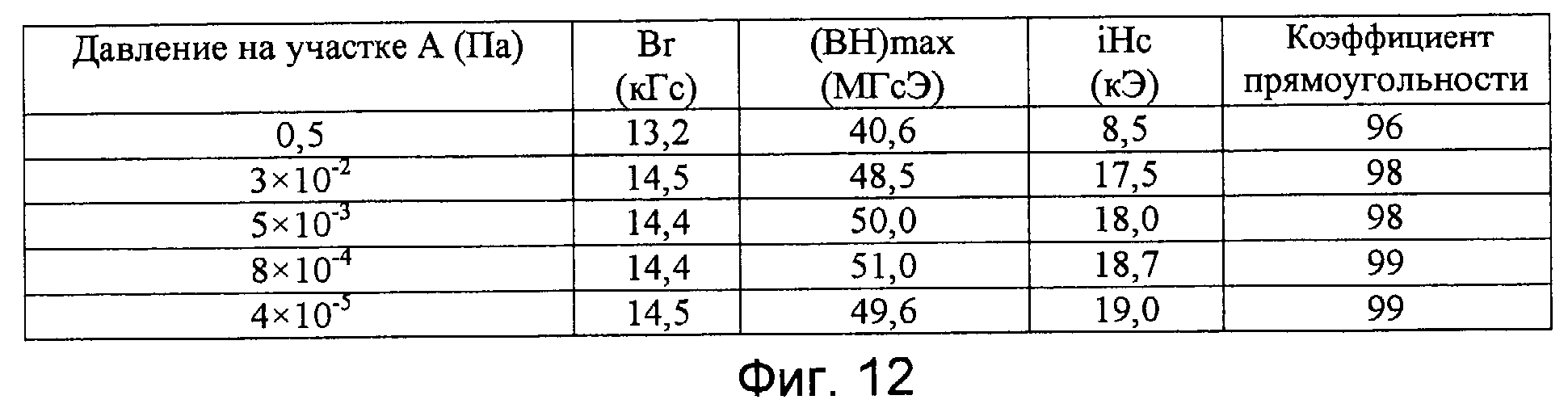
[0084] ФИГ.12 показывает средние значения магнитных свойств (измеренные прочерчивателем кривых B-H), когда давление внутри вакуумной камеры до введения газообразного Ar изменяли в диапазоне от 0,5 Па до 4×10-5 Па за счет варьирования степени открытия клапана 11. Согласно вышеописанному можно видеть, что если давление внутри вакуумной камеры до введения в нее газообразного Ar поддерживается ниже 10-2 Па, то магнитные свойства улучшаются, и что если давление поддерживается еще более низким, то можно получить постоянные магниты с еще более высокими магнитными свойствами.
Краткое описание чертежей
[0085] ФИГ.1 представляет собой вид в разрезе, схематически показывающий разрез постоянного магнита, изготовленного согласно изобретению.
ФИГ.2 представляет собой вид в разрезе, схематически показывающий устройство вакуумной обработки, предназначенное для осуществления обработки согласно изобретению.
ФИГ.3 представляет собой вид в перспективе, схематически показывающий установку в рабочую коробку спеченных магнитов и металлических испаряющихся материалов.
ФИГ.4 представляет собой график, показывающий соотношение между введением инертного газа и температурой нагрева в рабочей камере во время вакуумно-паровой обработки.
ФИГ.5(a)-5(g) представляют собой микроснимки СЭМ и микроснимки ЭЗМА вблизи поверхностей магнитов (по изобретению), которые были изготовлены путем подвергания спеченных магнитов вакуумно-паровой обработке и путем формирования слоев Ni-го покрытия на поверхностях постоянных магнитов.
ФИГ.6 представляет собой график, показывающий распределение Dy от поверхности постоянного магнита на ФИГ.4 к его центру.
ФИГ.7 представляет собой вид в перспективе, схематически показывающий установку в рабочую коробку спеченных магнитов и металлических испаряющихся материалов согласно модифицированному примеру данного изобретения.
ФИГ.8 представляет собой вид в перспективе, схематически показывающий установку в рабочую коробку спеченных магнитов и металлических испаряющихся материалов согласно другому модифицированному примеру данного изобретения.
ФИГ.9 представляет собой таблицу, показывающую магнитные свойства постоянных магнитов, изготовленных в Примере 1.
ФИГ. 10(a)-10(f) представляют собой таблицы, показывающие магнитные свойства (значения Hk) постоянных магнитов, изготовленных в Примере 2.
ФИГ. 11(a)-11(h) представляют собой таблицы, показывающие магнитные свойства (значения Hk) постоянных магнитов, изготовленных в Примере 3; и
ФИГ.12 представляет собой таблицу, показывающую магнитные свойства постоянных магнитов, изготовленных в Примере 4.
Описание ссылочных номеров и обозначений
[0086]
1 - устройство вакуумно-паровой обработки;
2 - вакуумирующее средство;
3 - вакуумная камера;
4 - нагревательное средство;
7 - рабочая коробка;
71 - коробчатая часть;
72 - крышечная часть;
8 - прослойка;
81 - проволочный материал;
9 - поддерживающая деталь;
10 - газоподводящая трубка (средство введения газа);
11 - клапан;
S - спеченный магнит;
M - постоянный магнит;
v - металлический испаряющийся материал.
Реферат
Предложенное изобретение относится к способу производства постоянного магнита, который включает в себя: помещение металлического испаряющегося материала (v), содержащего по меньшей мере один из диспрозия и тербия, и спеченного магнита (S) в коробку для обработки; помещение этой коробки для обработки в вакуумную камеру; последующее нагревание коробки для обработки до заданной температуры в разреженной атмосфере для испарения металлического испаряющегося материала и осаждения пара на спеченный магнит; и стадию диффундирования осажденных атомов металла диспрозия и/или тербия в границы кристаллических зерен и/или в пограничную фазу кристаллических зерен спеченного магнита для получения магнита с высокими эксплуатационными характеристиками. Даже когда спеченный магнит помещен вблизи металлического испаряющегося материала, предложенный способ обеспечивает повышение или восстановление силы намагничивания и коэрцитивной силы, что весьма актуально при массовом производстве постоянных магнитов. В ходе периода времени, когда металлический испаряющийся материал испаряется, в рабочую камеру (70), в которой был расположен спеченный магнит, вводят инертный газ, а до ввода инертного газа, давление в рабочей камере поддерживают около 0,1 Па или менее. 2 н. и 7 з.п. ф-лы, 12 ил.
Формула
нагревание расположенного в рабочей камере спеченного магнита на основе железа-бора-редкоземельного элемента до заданной температуры, а также испарение металлического испаряющегося материала, содержащего по меньшей мере один из Dy и Tb, причем металлический испаряющийся материал расположен в той же или другой рабочей камере;
регулирование подаваемого количества атомов испаренного таким образом металла к поверхности спеченного магнита для прилипания атомов металла к спеченному магниту, и
диффундирование прилипших атомов металла в границы зерен и/или зернограничные фазы спеченного магнита,
при этом в рабочую камеру, в которой расположен спеченный магнит, вводят инертный газ, причем инертный газ вводят, когда металлический испаряющийся материал испаряется, и
при этом на этапе нагревания спеченного магнита для достижения заданной температуры до того, как вводят инертный газ, давление в рабочей камере, в которой расположен спеченный магнит, поддерживают при 0,1 Па или менее.
Комментарии