Установка лазерной обработки - RU2673271C2
Код документа: RU2673271C2
Чертежи






Описание
[Область техники]
[0001] Настоящее изобретение относится к установке лазерной обработки, которая облучает лазерными пучками текстурированный лист электротехнической стали, используемый для сердечника трансформатора и т.п., с измельчением, таким образом, магнитных доменов.
[Уровень техники]
[0002] Текстурированный лист электротехнической стали легко намагничивается в направлении прокатки в ходе производства стального листа. Поэтому, текстурированный лист электротехнической стали также называют однонаправленным листом электротехнической стали. Текстурированный лист электротехнической стали используют в качестве материала для образования сердечника такого электрического устройства, как трансформатор или роторный станок.
При намагничивании текстурированного листа электротехнической стали генерируются потери энергии, такие как потери в сердечнике. За последние годы из-за развития глобального потепления во всем мире стали востребованы энергосберегающие электрические устройства. Поэтому, появилась необходимость в технологии для дальнейшего снижения потерь в сердечнике в текстурированном листе электротехнической стали.
[0003] Потери в сердечнике подразделяются на потери на вихревые токи и потери на гистерезис. Потери на вихревые токи подразделяются на классические потери на вихревые токи и аномальные потери на вихревые токи. Для снижения классических потерь на вихревые токи известен текстурированный лист электротехнической стали, который имеет пленку изоляционного покрытия, образованную на поверхности и имеет небольшую толщину листа. Например, в Патентном документе 1, упомянутом ниже, раскрыт текстурированный лист электротехнической стали, который включает в себя пленку стеклянного покрытия, образованную на поверхности базового стального материала стального листа, и пленку изоляционного покрытия, образованную на поверхности пленки стеклянного покрытия.
[0004] Например, в Патентных документах 2 и 3, упомянутых ниже, раскрыт лазерный способ контроля магнитных доменов, способный ограничивать аномальные потери на вихревые токи. В лазерном способе контроля магнитных доменов поверхность текстурированного листа электротехнической стали, на которой образована пленка изоляционного покрытия, облучают лазерным пучком, и лазерный пучок сканируют по существу вдоль направления ширины текстурированного листа электротехнической стали (то есть, вдоль направления практически перпендикулярного направлению прокатки текстурированного листа электротехнической стали). В результате вдоль направления прокатки на поверхности текстурированного листа электротехнической стали (то есть, на поверхности базового стального материала) периодически образуется множество остаточных деформаций, вследствие чего магнитные домены текстурированного листа электротехнической стали измельчаются.
Согласно лазерному способу контроля магнитных доменов в самой внешней поверхности листа электротехнической стали за счет сканирования лазерного пучка генерируется тепловая предыстория, имеющая крутой температурный градиент вдоль направления толщины. Поскольку тепловая предыстория задана, на поверхности базового стального материала текстурированного листа электротехнической стали создаются остаточные деформации, а из-за остаточных деформаций формируются циркулирующие текущие магнитные домены. Интервалы между 180-градусными доменными стенками измельчаются за счет циркулирующих текущих магнитных доменов, и в результате аномальные потери на вихревые токи в текстурированном листе электротехнической стали снижаются.
[0005] Как было описано выше, интервалы между 180-градусными доменными стенками измельчаются за счет циркулирующих текущих магнитных доменов, образованных на поверхности базового стального материала, и в результате аномальные потери на вихревые токи снижаются. Однако, циркулирующие текущие магнитные домены, образованные на поверхности базового стального материала, вызывают повышение потерь на гистерезис. Поэтому, для минимизации потерь в сердечнике, включающих в себя потери на вихревые токи и потери на гистерезис, является эффективным уменьшение ширины циркулирующих текущих магнитных доменов. Например, в Патентном документе 3 раскрыт способ, в котором сильные остаточные деформации формируются в узкой области за счет использования лазерного пучка в режиме TEM00, что способствует образованию пятна пучка с очень мелким размером за счет его исключительных характеристик фокусирования, вследствие чего получаются циркулирующие текущие магнитные домены, очень узкие и обладающие достаточной напряженностью.
[Документы согласно уровню техники]
[Патентный документ]
[0006] [Патентный документ 1] Японская нерассмотренная патентная заявка, первая публикация № 2007-119821
[Патентный документ 2] Японская нерассмотренная патентная заявка, первая публикация № S59-33802
[Патентный документ 3] Международная публикация по PCT № WO2004/083465
[Патентный документ 4] Японская нерассмотренная патентная заявка, первая публикация № S58-29592
[Патентный документ 5] Японская нерассмотренная патентная заявка, первая публикация № H2-52192
[Раскрытие изобретения]
[Проблемы, решаемые изобретением]
[0007] В лазерном способе контроля магнитного домена из уровня техники для быстрого и эффективного выполнения сканирования лазерным пучком используют оптическую систему, которая осуществляет линейное сканирование одиночным лазерным пучком от местоположения на заранее заданной высоте относительно поверхности текстурированного листа электротехнической стали по текстурированному листу электротехнической стали вдоль его направления ширины.
В случае использования этой оптической системы лазерный пучок падает перпендикулярно к поверхности текстурированного листа электротехнической стали на центральном участке ширины лазерного сканирования. То есть, в случае, когда местоположение падения лазерного пучка совпадает с центральным участком ширины лазерного сканирования, угол между направлением, перпендикулярным (направление нормали) к поверхности текстурированного листа электротехнической стали, и направлением распространения лазерного пучка (угол падения ϕ лазерного пучка) становится равным 0°. С другой стороны, поскольку местоположение падения лазерного пучка приближается к концевому участку ширины лазерного сканирования, угол падения ϕ лазерного пучка увеличивается.
В такой оптической системе, поскольку местоположение падения лазерного пучка приближается к концевому участку, за исключением центрального участка ширины лазерного сканирования (поскольку угол падения ϕ лазерного пучка увеличивается), диаметр лазерного пучка увеличивается, а плотность мощности лазерного пучка снижается.
В результате температурный градиент вдоль направления толщины, приданный концевому участку ширины лазерного сканирования, становится меньше, чем температурный градиент вдоль направления толщины, приданный центральному участку ширины лазерного сканирования, и становится сложно подходящим образом измельчать магнитные домены на концевом участке ширины лазерного сканирования.
Как было описано выше, в лазерном способе контроля магнитного домена согласно уровню техники существует проблема, состоящая в том, что эффект регулирования магнитных доменов по всей ширине лазерного сканирования (эффект снижения потерь в сердечнике) достигается в недостаточной мере.
[0008] Для решения этой проблемы можно рассматривать повышение коэффициента поглощения лазерного пучка на концевом участке ширины лазерного сканирования. Например, в Патентных документах 4 и 5, упомянутых выше, раскрыта технология, в которой угол падения лазерного пучка (линейно поляризованного света) связан с углом, близким к углу Брюстера (например, к углу 45° или выше, упомянутому в пункте 3 формулы изобретения в Патентном документе 4 и в пункте 1 формулы изобретения в Патентном документе 5), вследствие чего поверхность обрабатываемого объекта облучается лазерным пучком в состоянии, при котором коэффициент поглощения лазерного пучка всегда максимален.
Однако, хотя технология, раскрытая в Патентных документах 4 и 5, эффективна в системе, в которой угол падения лазерного пучка может быть фиксированным, представляется сложным применение этой технологии для системы, в которой лазерный пучок сканируют по обрабатываемому объекту по заранее заданной ширине лазерного сканирования, как в системе, используемой для лазерного способа контроля магнитного домена согласно уровню техники, описанной выше (иными словами, в системе, в которой угол падения лазерного пучка изменяется).
[0009] Настоящее изобретение было создано с учетом вышеуказанных обстоятельств, и его объектом является обеспечение установки лазерной обработки, пригодной для снижения потерь в сердечнике из текстурированного листа электротехнической стали по всей ширине лазерного сканирования лазерного пучка.
[Средство для решения проблемы]
[0010] Для достижения задачи посредством решения проблем в настоящем изобретении предприняты следующие меры.
(1) Аспект настоящего изобретения обеспечивает установку лазерной обработки для измельчения магнитных доменов текстурированного листа электротехнической стали путем настройки лазерного пучка, фокусируемого на текстурированный лист электротехнической стали и сканируемого в направлении сканирования, причем лазерный пучок, сфокусированный на текстурированный лист электротехнической стали, представляет собой линейно-поляризованный свет, а угол между направлением линейной поляризации и направлением сканирования равен или больше 0° и меньше 45°.
[0011] (2) В установке лазерной обработки, описанной в (1), максимальный угол падения ϕMAX лазерного пучка, падающего на текстурированный лист электротехнической стали, может удовлетворять следующему условному выражению (1).
1/cosϕMAX≤1,24 (1)
[0012] (3) В установке лазерной обработки, описанной в (1) или (2), длина волны лазерного пучка, сфокусированного на текстурированный лист электротехнической стали, может составлять 0,15 мкм или выше, и 7 мкм или ниже.
[0013] (4) установка лазерной обработки, описанная в любом из п.п. (1)-(3), может дополнительно включать в себя: лазерный генератор, который испускает лазерный пучок; и поляризатор, который преобразует лазерный пучок, испускаемый лазерным генератором, в линейно-поляризованный свет.
[0014] (5) В установке лазерной обработки, описанной в (4), лазерный генератор может представлять собой волоконный лазер или дисковый лазер.
[0015] (6) В установке лазерной обработки, описанной в любом из п.п. (1)-(5), форма лазерного пучка, сфокусированного на текстурированный лист электротехнической стали, представляет собой эллипс, и направление малой оси эллипса перпендикулярно к направлению сканирования.
[Эффекты изобретения]
[0016] Согласно аспекту потери в сердечнике из текстурированного листа электротехнической стали могут быть снижены по всей ширине лазерного сканирования лазерного пучка.
[Краткое описание чертежей]
[0017] ФИГ. 1 представляет собой поперечный разрез текстурированного листа 10 электротехнической стали согласно варианту осуществления настоящего изобретения.
ФИГ. 2 представляет собой схему последовательности операции, показывающую пример процесса изготовления текстурированного листа 10 электротехнической стали согласно варианту осуществления настоящего изобретения.
ФИГ. 3 представляет собой схематическое изображение, показывающее пример конструкции установки 100 лазерной обработки согласно варианту осуществления настоящего изобретения.
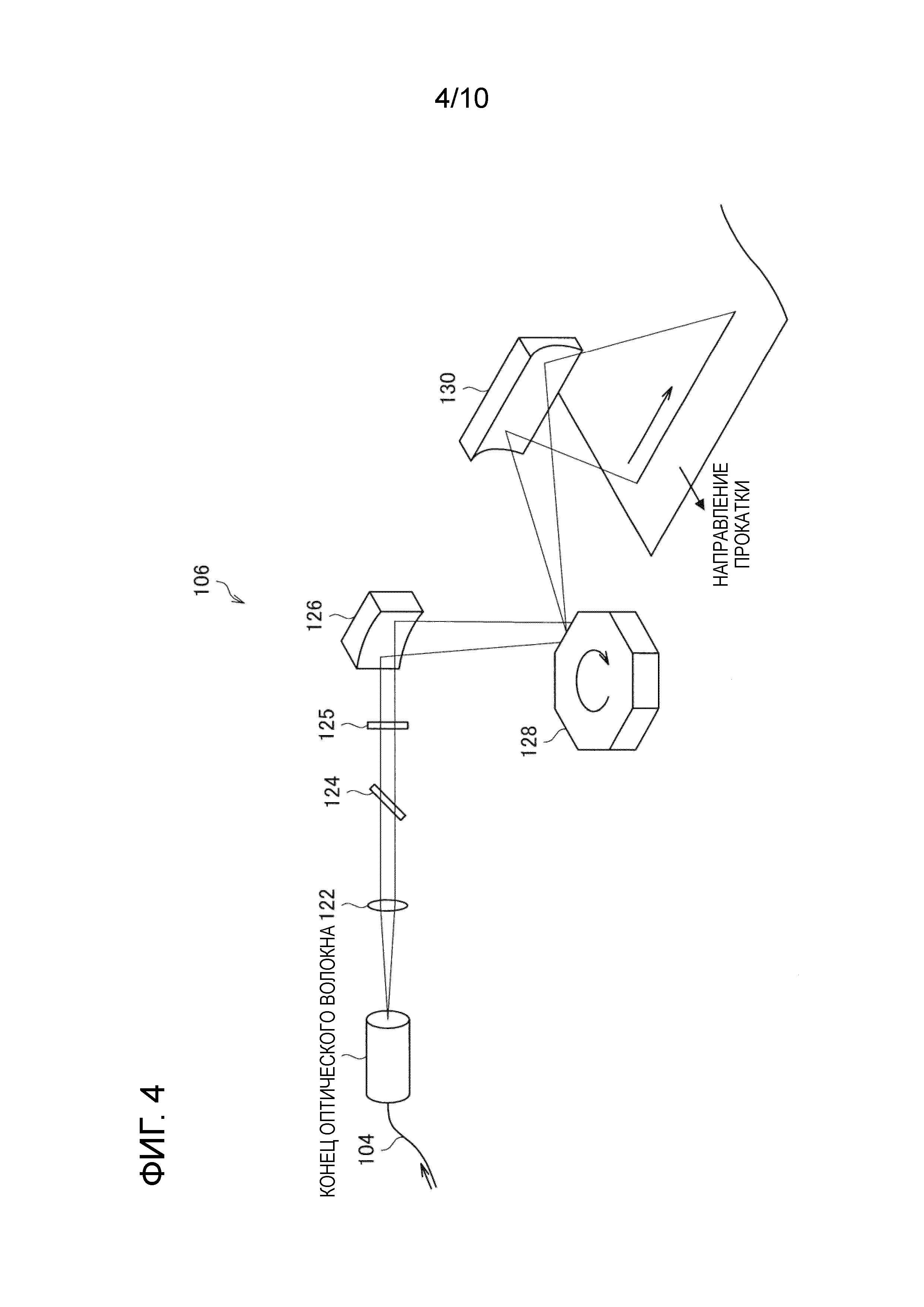
ФИГ. 4 представляет собой схематическое изображение, показывающее пример конструкции устройства 106 лазерного облучения согласно варианту осуществления настоящего изобретения.
ФИГ. 5 представляет собой изображение, показывающее форму лазерного пучка, сфокусированного на текстурированный лист 10 электротехнической стали.
ФИГ. 6 представляет собой схематическое изображение, показывающее состояние лазерного пучка, падающего на текстурированный лист 10 электротехнической стали.
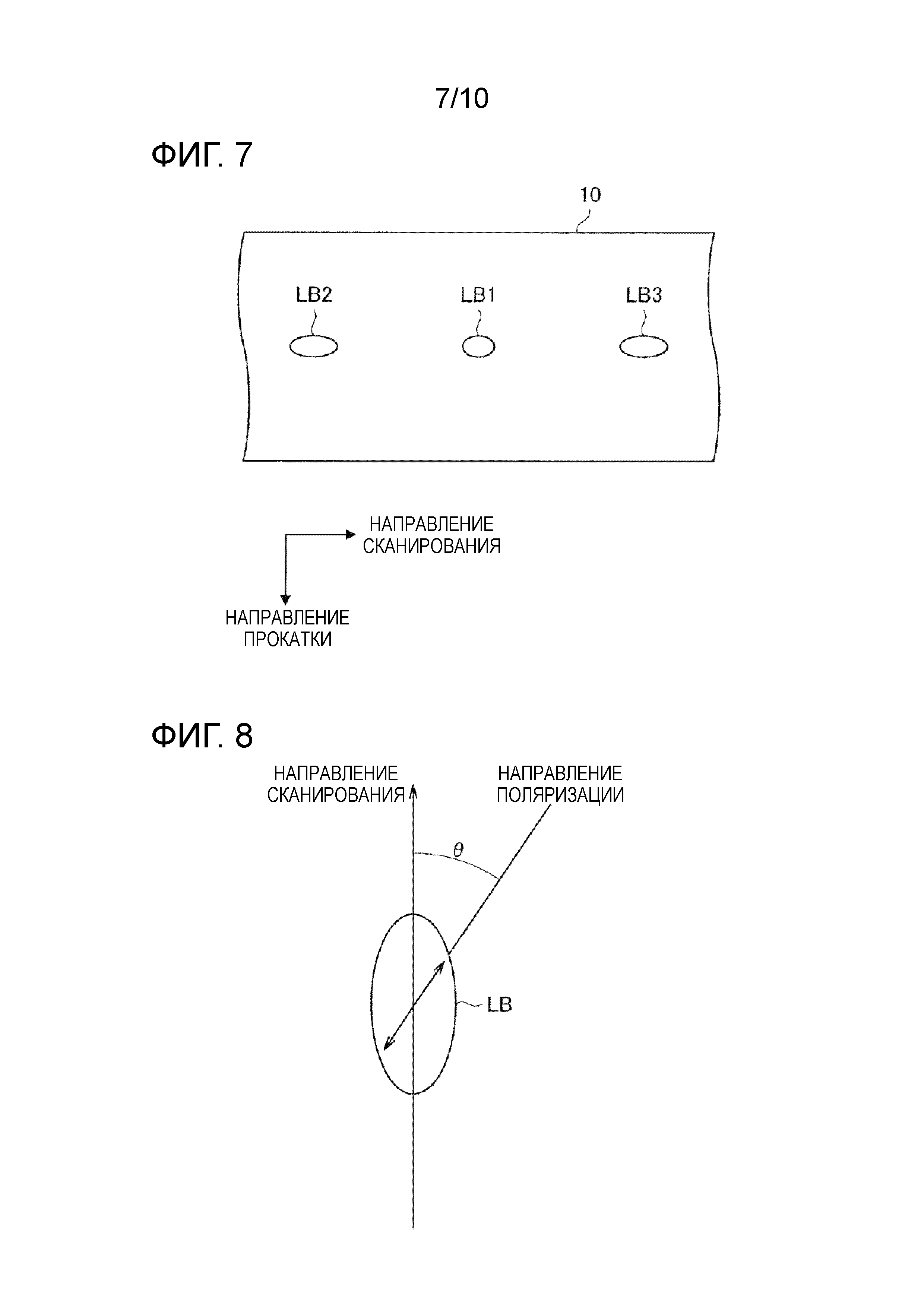
ФИГ. 7 представляет собой схематическое изображение, показывающее диаметры лазерного пучка на текстурированном листе 10 электротехнической стали.
ФИГ. 8 представляет собой схематическое изображение, показывающее соотношение между направлением линейной поляризации и направлением сканирования лазерного пучка.
ФИГ. 9A представляет собой изображение, показывающее направление колебаний электрического поля P-поляризованного света в случае, когда линейно-поляризованный свет LB падает на поверхность текстурированного листа 10 электротехнической стали под углом падения ϕ.
ФИГ. 9B представляет собой изображение, показывающее направление колебаний электрического поля S-поляризованного света в случае, когда линейно-поляризованный свет LB падает на поверхность текстурированного листа 10 электротехнической стали под углом падения ϕ.
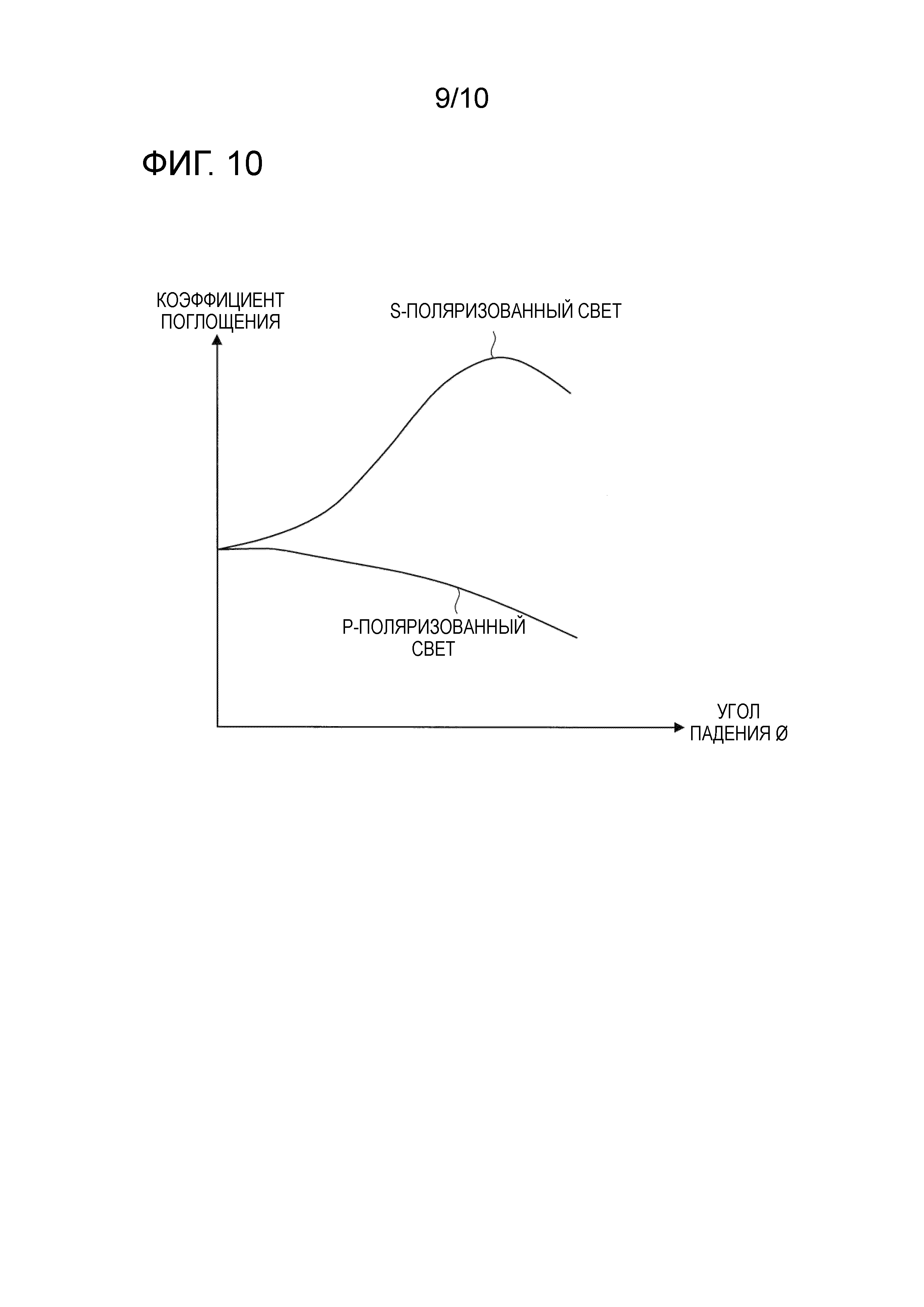
ФИГ. 10 представляет собой график, показывающий коэффициенты поглощения P-поляризованного света и S-поляризованный свет лазерного пучка на верхней поверхности базового 12 стального материала.
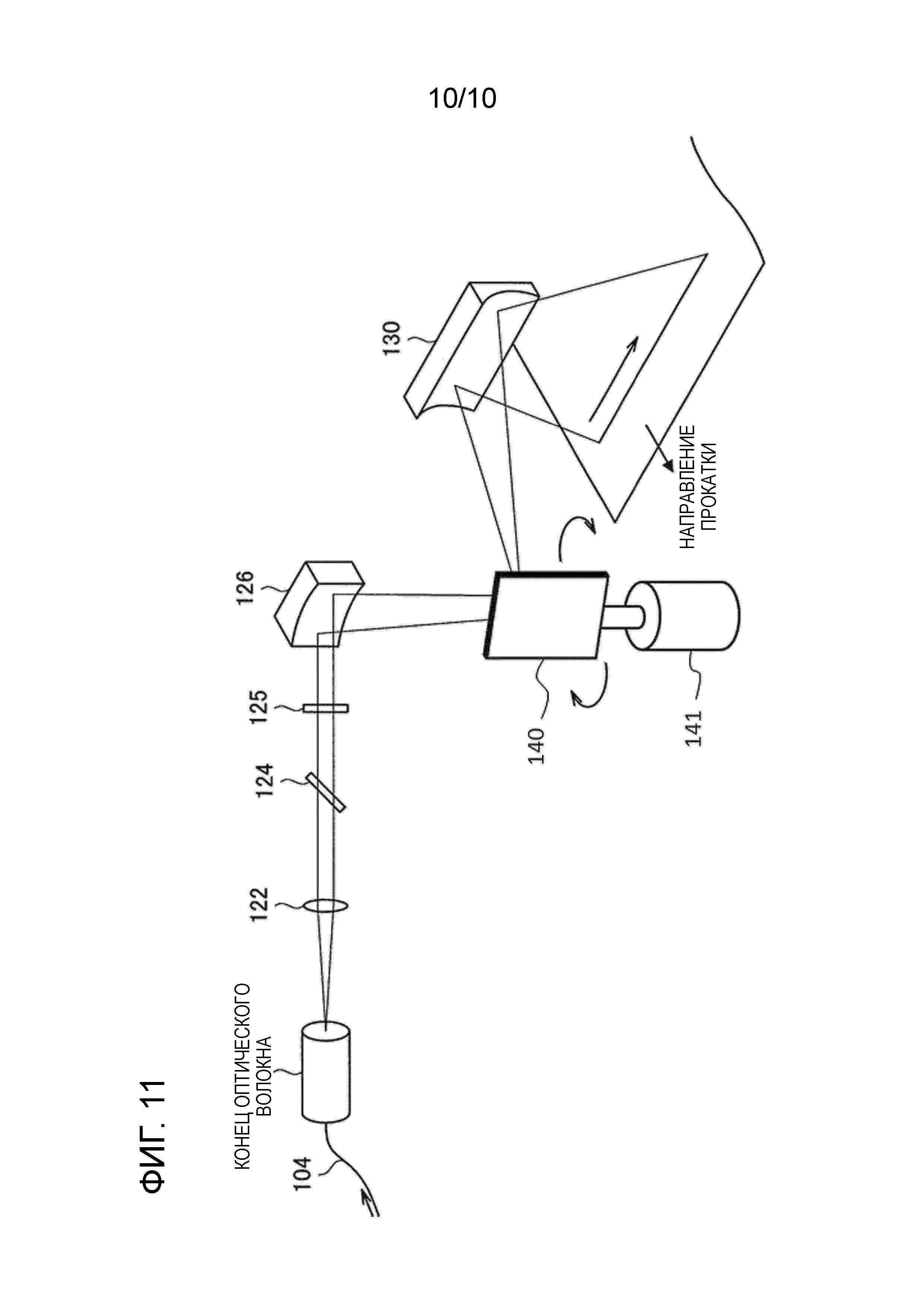
ФИГ. 11 представляет собой изображение, показывающее пример модификации устройства 106 лазерного облучения.
[Вариант осуществления изобретения]
[0018] Вариант осуществления настоящего изобретения будет описан более подробно ниже со ссылкой на прилагаемые чертежи. В описании и на чертежах элементы, которые обладают по существу одинаковой функциональной структурой, обозначены одинаковыми номерами ссылок, и поэтому соответствующие описания будут опущены.
[0019] <Сущность текстурированного листа электротехнической стали>
Текстурированный лист электротехнической стали представляет собой лист электротехнической стали, в котором ось легкого намагничивания зерен стального листа (направление <001> объемоцентрированного кубического кристалла) практически выровнено с направлением прокатки в процессе изготовления. В текстурированном листе электротехнической стали, описанном выше, расположено множество магнитных доменов, у которых направление намагниченности выровнено с направлением прокатки, и эти магнитные домены разделены доменными стенками. Текстурированный лист электротехнической стали легко намагничивается в направлении прокатки и, таким образом, подходит в качестве материал сердечника трансформатора, в котором направления линий магнитных сил практически постоянны.
Сердечники для трансформатора условно подразделяются на ленточный сердечник и наборный сердечник. В процессе изготовления ленточного сердечника стальной лист формируют в форме сердечника, при придании ему деформации изгиба, а затем на полученном изделии выполняют отжиг, для удаления остаточных деформаций, привнесенных вследствие механической деформации. Однако, в процессе отжига, как было описано выше, механические напряжения, привнесенные вследствие лазерного облучения, также удаляются и, таким образом, эффект измельчения магнитных доменов теряется. С другой стороны, в технологии изготовления наборного сердечника, процесс отжига для удаления остаточных деформаций, описанный выше, не является обязательным. Поэтому, текстурированный лист электротехнической стали согласно этому варианту осуществления является особо подходящим в качестве материала для наборных сердечников.
[0020] ФИГ. 1 представляет собой поперечный разрез текстурированного листа 10 электротехнической стали согласно этому варианту осуществления. Как показано на ФИГ. 1, текстурированный лист 10 электротехнической стали включает в себя тело 12 стального листа (базовый стальной материал), пленки 14 стеклянного покрытия, образованные на обеих поверхностях тела 12 стального листа, и пленки 16 изоляционного покрытия, образованные на пленках 14 стеклянного покрытия.
[0021] Тело 12 стального листа образовано из сплава железа, содержащего Si. Состав тела 12 стального листа включает в себя, в качестве примера, Si: 2,5 масс.% или более и 4,0 масс.% или менее, C: 0,02 масс.% или более и 0,10 масс.% или менее, Mn: 0,05 масс.% или более и 0,20 масс.% или менее, кислотно-растворимый Al: 0,020 масс.% или более и 0,040 масс.% или менее, N: 0,002 масс.% или более и 0,012 масс.% или менее, S: 0,001 масс.% или более и 0,010 масс.% или менее, P: 0,01 масс.% или более и 0,04 масс.% или менее, и Fe, а также неизбежные примеси в качестве остатка. Например, толщина тела 12 стального листа составляет 0,1 мм или больше и 0,4 мм или меньше.
[0022] Например, пленка 14 стеклянного покрытия образована из сложных оксидов, таких как форстерит (Mg2SiO4), шпинель (MgAl2O4) и кордиерит (Mg2Al4Si5O16). Например, толщина пленки 14 стеклянного покрытия составляет 1 мкм.
[0023] Например, пленка 16 изоляционного покрытия образована из покрывающей жидкости, содержащей в первую очередь коллоидный кремнезем и фосфат (фосфат магния, фосфат алюминия и т.п.), или из покрывающей жидкости, в которой между собой смешаны золь оксида алюминия и борная кислота. Например, толщина пленки 16 изоляционного покрытия составляет 2 мкм или больше и 3 мкм или меньше.
[0024] В текстурированном листе 10 электротехнической стали, обладающем вышеописанной конструкцией, лазерный пучок испускается к верхней стороне пленки 16 изоляционного покрытия таким образом, что остаточные механические напряжения придаются областям в форме линии практически перпендикулярно направлению прокатки. Области в форме линии, которым придаются остаточные механические напряжения, образуются в течение заранее заданных периодов времени в направлении прокатки. В областях, существующих между двумя областями в форме линии и намагничиваемых в направлении прокатки, ширины магнитных доменов в направлении, практически перпендикулярном к направлению прокатки, уменьшаются.
[0025] <Способ изготовления текстурированного листа электротехнической стали>
Способ изготовления текстурированного листа 10 электротехнической стали согласно этому варианту осуществления будет описан со ссылкой на ФИГ. 2. ФИГ. 2 представляет собой схему последовательности операции, показывающую пример процесса изготовления текстурированного листа 10 электротехнической стали согласно этому варианту осуществления.
[0026] Как показано на ФИГ. 2, процесс изготовления текстурированного листа 10 электротехнической стали включает в себя процесс S2 литья, процесс S4 горячей прокатки, процесс отжига S6, процесс S8 холодной прокатки, процесс S10 обезуглероживающего отжига, процесс S12 нанесения разделительного средства для отжига, процесс S14 отжига для окончательной отделки, процесс S16 формирования пленки изоляционного покрытия и процесс S18 лазерного облучения.
[0027] В процессе S2 литья расплавленную сталь, которую регулируют так, чтобы она имела заранее заданный состав, подают в машину непрерывного литья заготовок для непрерывного формирования слитка. В процессе S4 горячей прокатки горячую прокатку выполняют путем нагрева слитка до заранее заданной температуры (например, 1150°C -1400°C). Следовательно, образуется горячекатанный материал, обладающий заранее заданной толщиной (например, 1,8-3,5 мм).
[0028] В процессе отжига S6 термообработку выполняют на горячекатанном материале, например, при условии температуры нагрева 750-1200°C и времени нагрева от 30 секунд до 10 минут. В процессе S8 холодной прокатки, поверхность горячекатанного материала протравливают, а затем на нем выполняют холодную прокатку. Следовательно, образуется холоднокатанный материал, обладающий заранее заданной толщиной (например, 0,1-0,4 мм).
[0029] В процессе S10 обезуглероживающего отжига термообработку выполняют на холоднокатанном материале, например, при условии температуры нагрева 700-900°C и времени нагрева 1-3 минут с образованием, таким образом, тела 12 стального листа. Первоначально, на поверхности тела 12 стального листа формируют оксидную пленку, содержащую кремнезем (SiO2). В процессе S12 нанесения разделительного средства для отжига на оксидном слое тела 12 стального листа формируют разделительное средство для отжига, содержащее, прежде всего, магнезию (MgO).
[0030] В процессе S14 отжига для окончательной отделки тело 12 стального листа, на который нанесено разделительное средство для отжига, вставляют в камерную печь периодического действия в состоянии намотки в форме катушки и подвергают термообработке. Условия термообработки представляют собой, например, температуру нагрева 1100°C -1300°C и время нагрева 20-24 часов. В то же время происходит преимущественный рост так называемых зерен Госса, у которых ось легкого намагничивания выравнивается с направлением перемещения (направлением прокатки) тела 12 стального листа. В результате после окончательного отжига можно получить текстурированный лист электротехнической стали, который обладает высокой степенью кристаллической ориентации (ориентацией). В дополнение, в процессе S14 отжига для окончательной отделки оксидный слой и разделительное средство для отжига реагируют друг с другом и, таким образом, на поверхности тела 12 стального листа формируется пленка 14 стеклянного покрытия, образованная из форстерита (Mg2SiO4).
[0031] В процессе S16 формирования пленки изоляционного покрытия тело 12 стального листа, намотанного в форме катушки, наматывают и растягивают в форме пластины, так, чтобы ее можно было перемещать. Затем, на пленки 14 стеклянного покрытия, образованные на обеих поверхностях тела 12 стального листа, наносят изоляционный агент, и полученное изделие спекают с образованием, таким образом, пленок 16 изоляционного покрытия. Тело 12 стального листа, на котором образованы пленки 16 изоляционного покрытия, сматывают в форме катушки.
[0032] В процессе S18 лазерного облучения тело 12 стального листа, которое смотано в форме катушки, разматывают и растягивают, с образованием формы пластины, так, чтобы ее можно было перемещать. В дополнение, лазерный пучок фокусируют и облучают им одну поверхность тела 12 стального листа, посредством устройства лазерного облучения, которое будет описано ниже, а лазерный пучок сканируют по существу вдоль направления ширины листа электротехнической стали, перемещаемого в направлении прокатки (направление перемещения). Следовательно, механические напряжения в форме линии, практически перпендикулярные к направлению прокатки, образуются на поверхности тела 12 стального листа при заранее заданных интервалах в направлении прокатки. В дополнение, фокусирование и сканирование лазерным пучком также может быть выполнено на обеих поверхностях, включающих в себя переднюю поверхность и заднюю поверхность тела 12 стального листа. В дополнение, выше было описано, что тело 12 стального листа, на котором формируют пленки 16 изоляционного покрытия, сматывают в форме катушки, а затем подвергают процессу S18 лазерного облучения. Однако лазерное облучение может быть выполнено непосредственно после образования пленок изоляционного покрытия, а затем тело 12 стального листа может быть смотано в форме катушки.
[0033] В процессе изготовления, описанном выше, получают текстурированный лист 10 электротехнической стали, в котором пленки 14 стеклянного покрытия и пленки 16 изоляционного покрытия формируют на поверхности тела 12 стального листа, а магнитные домены регулируют с помощью лазерного облучения.
[0034] <Конструкция установки лазерной обработки>
Пример конструкции установки 100 лазерной обработки, которая облучает текстурированный лист 10 электротехнической стали лазерным пучком, для генерирования остаточных механических напряжений, будет описан со ссылкой на ФИГ. 3 и 4. ФИГ. 3 представляет собой схематическое изображение, показывающее пример конструкции установки 100 лазерной обработки согласно этому варианту осуществления. ФИГ. 4 представляет собой схематическое изображение, показывающее пример конструкции одиночного устройства 106 лазерного облучения.
[0035] Установка 100 лазерной обработки испускает лазерный пучок к верхней стороне пленки 16 изоляционного покрытия текстурированного листа 10 электротехнической стали, который перемещают в направлении прокатки при заранее заданной скорости, для генерирования механических напряжений в форме линии практически перпендикулярно к направлению прокатки. Как показано на ФИГ. 3, установка 100 лазерной обработки включает в себя множество лазерных генераторов 102, множество передаточных волокон 104 и множество устройств 106 лазерного облучения. На ФИГ. 3 показаны три лазерных генератора 102, три передаточных волокна 104 и три устройства 106 лазерного облучения, и конструкции всех трех одинаковы.
[0036] Например, лазерный генератор 102 испускает лазерный пучок с выходной мощностью 100 Вт или более. Например, лазерный генератор 102 испускает лазерный пучок при длине волны от 0,15 мкм или выше и 7 мкм или ниже. Передающее волокно 104 представляет собой оптическое волокно, которое передает лазерный пучок, испускаемый из лазерного генератора 102 на устройство 106 лазерного облучения.
[0037] В качестве типа лазерного генератора 102 волоконный или дисковый лазер является предпочтительным, поскольку он, делает возможным очень небольшой размер электронного пятна за счет его исключительных фокусирующих характеристик и делает возможным формирование узких циркулирующих текущих доменов. Волоконный лазер или дисковый лазер имеет длину волны в области от ближней области ультрафиолетового излучения до ближней области инфракрасного излучения (например, полоса 1 мкм) и, таким образом, может быть передан по оптическому волокну. Поскольку лазерный пучок может быть передан по оптическому волокну, может быть реализована относительно компактная установка 100 лазерной обработки. Лазерный генератор 102 может представлять собой лазер непрерывного излучения, либо импульсный лазер.
[0038] Устройство 106 лазерного облучения позволяет фокусировать лазерный пучок, передаваемый от лазерного генератора 102 к передающему волокну 104, на текстурированном листе 10 электротехнической стали таким образом, чтобы лазерный пучок проходил по текстурированному листу 10 электротехнической стали вдоль направления, практически перпендикулярного к направлению прокатки. Ширина, которая сканируется лазерным пучком одиночным устройством 106 лазерного облучения, может быть меньше, чем ширина текстурированного листа 10 электротехнической стали. Однако, как показано на ФИГ. 3, путем размещения множества устройств 106 лазерного облучения в направлении ширины листа, область всей ширины текстурированного листа 10 электротехнической стали может быть просканирована лазерными пучками.
[0039] Как показано на ФИГ. 4, устройство 106 лазерного облучения включает в себя коллиматорную линзу 122, поляризационный 124 расщепитель пучка в качестве примера поляризатора, пластину 125 λ/2, металлическое зеркало 126, многоугольное 128 зеркало и параболическое 130 зеркало.
[0040] Коллиматорная линза 122 преобразует лазерный пучок, передаваемый из передающего волокна 104, в коллимированный свет. Лазерный пучок как коллимированный свет представляет собой неполяризованный пучок в описании и падает на поляризационный 124 расщепитель пучка.
[0041] Поляризационный 124 расщепитель пучка преобразует падающий неполяризованный пучок в линейно-поляризованный свет. При обеспечении пластины 125 λ/2 за поляризационным 124 расщепителем пучка направление линейной поляризации может быть отрегулировано путем изменения угла вращения пластины 125 λ/2. В дополнение, путем расположения поляризационного 124 расщепителя пучка для вращения вокруг осевой линии лазерного пучка направление линейной поляризации света может быть отрегулировано и без пластины 125 λ/2. В качестве элемента для изменения направления поляризации вместо пластины 125 λ/2 может быть использован вращатель Фарадея и т.п. Причина, по которой лазерный пучок является линейно-поляризованным, будет описана ниже. В случае, когда используют лазерный генератор 102, который исходно генерирует линейно-поляризованный лазерный пучок (например, дисковый лазер, поддерживающий поляризацию волоконный лазер, щелевой CO2-лазер или лазеры, снабженные элементом для регулирования поляризованного света в резонаторе), например, может быть опущен оптический элемент для преобразования поляризации в линейно-поляризованный свет, такой как поляризационный 124 расщепитель пучка, показанный на ФИГ. 4. Кроме того, в случае, когда направление линейной поляризации на стальном листе следует заранее заданному направлению, который будет описан ниже, пластина 125 λ/2 может быть опущена.
Лазерный свет, имеющий компонент электрического поля (линейно-поляризованный компонент), который осциллирует только в одном направлении, является идеальным для линейно-поляризованного лазера в настоящем изобретении. Строго говоря, компонент электрического поля, перпендикулярный к линейно-поляризованному компоненту (ортогональному компоненту), присутствует очень слабо. Соотношение между мощностью линейно-поляризованного компонента и мощностью ортогонального компонента зависит от характеристик поляризационного 124 расщепителя пучка, описанного выше, и характеристик лазерного генератора 102. Когда мощность линейно-поляризованного компонента задана как PW1, мощность ортогонального компонента задана как PW2, а (PW1/(PW1+PW2)) задано как степень поляризации, линейно-поляризованный свет в настоящем изобретении имеет степень поляризации 0,9 или выше, и ниже, чем 1,0. То есть, в случае, когда был использован линейно-поляризованный лазер, обладающий степенью поляризации 0,9 или выше, и ниже, чем 1,0 (90% или выше и ниже, чем 100%), были получены результаты Примеров, которые будут описаны ниже. В дополнение, путем расщепления линейно-поляризованного света с использованием ортогональной призмы и т.п. могут быть проанализированы доли линейно-поляризованных компонентов.
[0042] Металлическое 126 зеркало представляет собой зеркало, которое сжимает и регулирует диаметр падающего лазерного пучка в направлении ширины (см. ФИГ. 5) текстурированного листа 10 электротехнической стали. В качестве металлического зеркала 126 может быть использовано, например, цилиндрическое зеркало или параболическое зеркало, обладающее кривизной в одноосевом направлении. Лазерный пучок, отраженный металлическим зеркалом 126, падает на многоугольное 128 зеркало, которое вращается при заранее заданной скорости вращения.
[0043] Многоугольное 128 зеркало представляет собой вращающийся полиэдр и сканируют лазерный пучок по текстурированному листу 10 электротехнической стали вдоль его направления ширины листа при вращении многоугольного 128 зеркала. Тогда как лазерный пучок падает на одну сторону полиэдра многоугольного 128 зеркала, одиночная область в форме линии на текстурированном листе 10 электротехнической стали вдоль направления ширины листа сканируется лазерным пучком при вращении стороны, вследствие чего в области в форме линии появляются остаточные деформации. Поскольку многоугольное зеркало вращается, сканирование лазерным пучком выполняется постоянно, а текстурированный лист 10 электротехнической стали одновременно перемещается в направлении прокатки. В результате область, имеющая остаточные деформации в форме линии, периодически образуется на текстурированном листе 10 электротехнической стали в направлении прокатки. Период образования области в форме линии вдоль направления прокатки можно регулировать посредством скорости перемещения текстурированного листа 10 электротехнической стали и скорости вращения многоугольного 128 зеркала.
[0044] Параболическое 130 зеркало представляет собой зеркало, которое сжимает и регулирует диаметр лазерного пучка, отраженного многоугольным 128 зеркалом в направлении прокатки. Лазерный пучок, отраженный параболическим 130 зеркалом, фокусируется на поверхность текстурированного листа 10 электротехнической стали.
[0045] ФИГ. 5 представляет собой изображение, показывающее форму лазерного пучка, сфокусированного на текстурированный лист 10 электротехнической стали. В этом варианте осуществления форма сфокусированного лазерного пучка представляет собой эллипс, как показано на ФИГ. 5. Направление большой оси эллипса параллельно направлению сканирования лазерного пучка, а направление малой оси эллипса перпендикулярно к направлению сканирования. Иными словами, направление малой оси эллипса параллельно направлению прокатки. При настройке формы сфокусированного лазерного пучка в виде эллипса, время на облучение одной точки на текстурированном листе 10 электротехнической стали лазерным пучком повышается. В результате температура текстурированного листа 10 электротехнической стали может повышаться в направлении углубленного местоположения внутри него, что является эффективным в снижении потерь в сердечнике. Поскольку диаметр пучка в направлении ширины листа (направление сканирования) сжимается под действием металлического 126 зеркала, а диаметр пучка в направлении прокатки сжимается под действием параболического 130 зеркала, формой сфокусированного лазерного пучка становится эллипс. В дополнение, когда форма сфокусированного лазерного пучка представляет собой эллипс, площадь поверхности сфокусированного лазерного пучка увеличивается по сравнению со случаем, когда сфокусированная форма представляет собой правильную окружность, что приводит к снижению плотности мощности. В результате предотвращается возникновение крутого температурного градиента вдоль направления толщины вблизи поверхности текстурированного листа 10 электротехнической стали, что является эффективным в подавлении образования дефектов в пленке 14 стеклянного покрытия.
[0046] В вышеприведенном описании случай, когда форма лазерного пучка, сфокусированного на текстурированный лист 10 электротехнической стали, представляет собой эллипс, является примером, но настоящее изобретение им не ограничено. Например, форма сфокусированного лазерного пучка также может представлять собой правильную окружность.
[0047] В этом варианте осуществления является предпочтительным, чтобы распределение интенсивности лазерного пучка было настроено таким образом, чтобы диаметр пучка (ширина, включающая в себя 86% от интегральной интенсивности) в направлении прокатки стал равным 200 мкм или менее. Следовательно, более узкие циркулирующие текущие магнитные домены формируются при дальнейшем ограничении распространения теплопроводности в направлении прокатки со значительным снижением, таким образом, потерь в сердечнике. Кроме того, для надежного снижения потерь в сердечнике является более предпочтительным, чтобы диаметр пучка был настроен на уровне 120 мкм или менее.
[0048] <Состояние падения лазерного пучка по ширине лазерного сканирования>
Когда устройство 106 лазерного облучения сканирует поверхность текстурированного листа 10 электротехнической стали лазерным пучком по заранее заданной ширине лазерного сканирования, состояния лазерного пучка, падающего на поверхность текстурированного листа 10 электротехнической стали на центральном участке и на концевом участке ширины лазерного сканирования, отличны друг от друга.
[0049] ФИГ. 6 представляет собой схематическое изображение, показывающее состояние лазерного пучка, падающего на текстурированный лист 10 электротехнической стали. Когда устройство 106 лазерного облучения сканирует лазерный пучок по заранее заданной ширине лазерного сканирования L в направлении сканирования, как показано на ФИГ. 6, состояние лазерного пучка, падающего на центральный участок P1 ширины лазерного сканирования L, отлично от состояния лазерного пучка, падающего на концевые участки P2 и P3 ширины лазерного сканирования L. В частности, лазерный пучок, отраженный параболическим 130 зеркалом устройства 106 лазерного облучения, падает перпендикулярно поверхности (пленки 16 изоляционного покрытия) текстурированного листа 10 электротехнической стали на центральном участке P1 ширины лазерного сканирования L. С другой стороны, лазерный пучок наклонно падает на поверхность текстурированного листа 10 электротехнической стали (падает под углом падения ϕ относительно направления, нормального к поверхности) на обоих концевых участках P2 и P3 ширины лазерного сканирования L.
То есть, в случае, когда местоположение падения лазерного пучка совпадает с центральным участком P1 ширины лазерного сканирования L, угол между направлением, перпендикулярным (направлением, нормальным) поверхности текстурированного листа 10 электротехнической стали, и направлением распространения лазерного пучка (угол падения ϕ лазерного пучка) становится равным 0°. С другой стороны, с приближением местоположения падения лазерного пучка к концевым участкам P2 или P3 ширины лазерного сканирования L угол падения ϕ лазерного пучка повышается.
[0050] ФИГ. 7 представляет собой схематическое изображение, показывающее диаметры лазерного пучка на текстурированном листе 10 электротехнической стали. На ФИГ. 7 номер ссылки LB1 означает лазерный пучок, сфокусированный на центральном участке P1 ширины лазерного сканирования L. Номер ссылки LB2 означает лазерный пучок, сфокусированный на одном концевом участке P2 ширины лазерного сканирования L. Номер ссылки LB3 означает лазерный пучок, сфокусированный на другом концевом участке P3 ширины лазерного сканирования L. Поскольку лазерные пучки падают наклонно на концевые участки P2 и P3 ширины лазерного сканирования L, диаметр лазерных пучков LB2 и LB3 в направлении сканирования (длины большой оси эллиптического пучка в направлении сканирования) будет больше, чем диаметр лазерного пучка LB1 на центральном участке P1. В дополнение, поскольку лазерные пучки падают наклонно на концевые участки P2 и P3 ширины лазерного сканирования L, расстояние от параболического 130 зеркала до точки облучения на стальном листе увеличивается. В результате диаметр лазерных пучков LB2 и LB3 в направлении прокатки (длины малой оси эллиптического пучка вдоль направления прокатки) будет больше, чем диаметр лазерного пучка LB1 на центральном участке P1.
[0051] Как было описано выше, с повышением диаметра пучка площадь, облучаемая лазерным пучком, увеличивается и, таким образом, плотность мощности лазерного пучка снижается. В результате температурный градиент вдоль направления толщины на концевых участках P2 и P3 ширины лазерного сканирования L становится меньше, чем температурный градиент на центральной участке P1 и, таким образом, магнитные домены на концевых участках P2 и P3 не могут быть подходящим образом измельчены.
[0052] В этом варианте осуществления для решения этой проблемы лазерный пучок, сфокусированный на поверхность (на пленки 16 изоляционного покрытия) текстурированного листа 10 электротехнической стали настроен таким образом, чтобы он представлял собой линейно-поляризованный свет, как показано на ФИГ. 8, а угол θ между направлением линейной поляризации и направлением сканирования лазерного пучка настроен таким образом, чтобы он был равен или больше 0° и меньше 45°. ФИГ. 8 представляет собой схематическое изображение, показывающее соотношение между направлением линейной поляризации и направлением сканирования лазерного пучка в случае, когда угол падения ϕ лазерного пучка равен 0°. Поскольку угол θ между направлением сканирования лазерного пучка и направлением линейной поляризации равен или больше 0° и меньше 45°, соотношение между направлением линейной поляризации и направлением сканирования лазерного пучка может иметь отражательную симметрию относительно ФИГ. 8.
[0053] Как и в этом варианте осуществления в случае, когда угол θ настроен равным или большим 0° и меньшим 45°, как будет описано ниже, коэффициент поглощения лазерного пучка на концевых участках P2 и P3 ширины лазерного сканирования L может быть повышен. Поэтому, даже когда диаметр лазерного пучка на концевых участках P2 и P3 увеличивается, снижение плотности мощности, поглощаемой стальным листом, может быть ограничено. Следовательно, может быть ограничено снижение температурного градиента в направлении вдоль толщины на концевых участках P2 и P3 ширины лазерного сканирования L, и может быть снижена разница в температурном градиенте от центрального участка P1. В результате потери в сердечнике могут быть равномерно снижены по всей ширине лазерного сканирования L.
[0054] <Соотношение между линейно-поляризованным светом и коэффициентом поглощения>
Здесь описан принцип, согласно которому коэффициент поглощения лазерного пучка повышается в зависимости от угла θ между направлением линейной поляризации и направлением сканирования лазерного пучка.
[0055] Часть лазерного пучка, падающего на текстурированный лист 10 электротехнической стали, отражается пленкой 16 изоляционного покрытия, а остаток падает на пленку 16 изоляционного покрытия. Часть лазерного пучка, падающего на пленку 16 изоляционного покрытия, поглощается внутри пленки 16 изоляционного покрытия, а остаток достигает верхней поверхности пленки 14 стеклянного покрытия так, что его часть отражается, а его остаток падает на пленку 14 стеклянного покрытия. Часть лазерного пучка, падающего на пленку 14 стеклянного покрытия, поглощается внутри пленки 14 стеклянного покрытия, а остаток достигает верхней поверхности тела стального листа (здесь и далее также называемой базовым стальным материалом) 12, вследствие чего его часть отражается, а его остаток поглощается поверхностью тела 12 стального листа. В дополнение, мощность лазерного пучка, передаваемого к текстурированному листу 10 электротехнической стали, зависит от коэффициента поглощения лазерного пучка, поглощенного пленкой 16 изоляционного покрытия и т.п., как было описано выше. Когда коэффициент поглощения лазерного пучка на пленке 16 изоляционного покрытия и т.п. высок, мощность лазерного пучка, передаваемого к текстурированному листу 10 электротехнической стали, повышается.
[0056] Линейно-поляризованный свет обычно включает в себя P-поляризованный свет (также называемый P-волнами) и S-поляризованный свет (также называемый S-волнами). Известно, что коэффициент поглощения P-поляризованного света и коэффициент поглощения S-поляризованного света отличны друг от друга. Поэтому, в зависимости от коэффициентов поглощения P-поляризованного света и S-поляризованного света в пленке 16 изоляционного покрытия и т.п. мощность лазерного пучка, передаваемого к текстурированному листу 10 электротехнической стали, изменяется.
[0057] ФИГ. 9A показывает направление колебаний электрического поля P-поляризованного света в случае, когда линейно-поляризованный свет LB падает на поверхность текстурированного листа 10 электротехнической стали под углом падения ϕ. ФИГ. 9B показывает направление колебаний электрического поля S-поляризованного света в случае, когда линейно-поляризованный свет LB падает на поверхность текстурированного листа 10 электротехнической стали под углом падения ϕ. Как показано на ФИГ. 9A и 9B, в случае, когда линейно-поляризованный свет LB падает на поверхность текстурированного листа 10 электротехнической стали под углом падения ϕ, направление колебаний электрического поля P-поляризованного света и направление колебаний электрического поля S-поляризованного света отличны друг от друга. В частности, в ходе сканирования линейно-поляризованным светом электрическое поле P-поляризованного света осциллирует вдоль направления двойной стрелки, показанной на ФИГ. 9A, а электрическое поле S-поляризованного света осциллирует вдоль направления, перпендикулярного к Фигуре, как показано на ФИГ. 9B.
[0058] ФИГ. 10 представляет собой график, показывающий коэффициенты поглощения P-поляризованного света и S-поляризованного света лазерного пучка на верхней поверхности базового 12 стального материала. Как показано на ФИГ. 10, коэффициент поглощения P-поляризованного света выше, чем коэффициент поглощения S-поляризованного света. В дополнение, с повышением угла падения ϕ лазерного пучка (линейно-поляризованного света) коэффициент поглощения P-поляризованного света повышается, а коэффициент поглощения S-поляризованного света понижается. ФИГ. 10 показывает коэффициенты поглощения на верхней поверхности базового 12 стального материала, который остается после удаления пленки 16 изоляционного покрытия и пленки 14 стеклянного покрытия с текстурированного листа 10 электротехнической стали. Однако коэффициент поглощения на верхней поверхности пленки 16 изоляционного покрытия и коэффициент поглощения на верхней поверхности пленки 14 стеклянного покрытия имеют ту же тенденцию, что и тенденция на ФИГ. 10.
[0059] В случае, когда угол θ между направлением линейной поляризации и направлением сканирования лазерного пучка равен 0°, на поверхность падения (поверхность текстурированного листа 10 электротехнической стали) падает только P-поляризованный свет. В случае, когда угол θ равен 45°, P-поляризованный свет и S-поляризованный свет падают на поверхность падения по половине для каждого. В случае, когда угол θ равен 90°, на поверхность падения падает только S-поляризованный свет. Поэтому, в случае, когда угол θ равен или больше 0° и ниже 45°, эффект P-поляризованного света между P-поляризованным светом и S-поляризованным светом становится преобладающим, а с повышением угла падения ϕ, коэффициент поглощения лазерного пучка повышается. С другой стороны, в случае, когда угол θ выше 45° и равен или меньше 90°, преобладающим становится эффект S-поляризованного света, а с повышением угла падения ϕ, коэффициент поглощения лазерного пучка снижается.
[0060] В этом варианте осуществления для повышения коэффициента поглощения лазерного пучка на концевых участках P2 и P3 ширины лазерного сканирования L устройства 106 лазерного облучения угол θ между направлением линейной поляризации и направлением сканирования лазерного пучка настроен равным или больше 0° и меньшим, чем 45°. Следовательно, мощность лазерного пучка, передаваемого к пленке 16 изоляционного покрытия и т.п. на концевых участках P2 и P3 ширины лазерного сканирования L, может быть повышенной. Поэтому, хотя диаметр пучка на концевых участках P2 и P3 ширины лазерного сканирования L повышается, снижение плотности мощности лазерного пучка на концевых участках P2 и P3 может быт ограничено. В результате, может быть ограничено снижение температурного градиента вдоль направления толщины на концевых участках P2 и P3 ширины лазерного сканирования L и, таким образом, может быть снижена разность в температурном градиенте от центрального участка P1.
[0061] В частности, в случае, когда угол θ между направлением линейной поляризации и направлением сканирования лазерного пучка настроен равным 0° или выше, и 20° или ниже, снижение плотности мощности лазерного пучка на концевых участках P2 и P3 ширины лазерного сканирования L может быть еще больше ограничено и, таким образом, температурный градиент вдоль направления толщины по всей ширине лазерного сканирования L можно сделать однородным.
[0062] В дополнение, в этом варианте осуществления лазерный пучок, имеющий длину волны 0,15 мкм или выше и 7 мкм или ниже, является особо эффективным. В случае, когда длина волны лазерного пучка составляет 0,15 мкм или выше и 7 мкм или ниже, пленка 16 изоляционного покрытия и пленка 14 стеклянного покрытия являются прозрачными для лазерного пучка, а лазерный пучок с меньшей вероятностью поглощается внутри пленки 16 изоляционного покрытия и пленки 14 стеклянного покрытия. В этом случае мощность лазерного пучка, передаваемую текстурированному листу 10 электротехнической стали, определяют в зависимости от коэффициента поглощения лазерного пучка на верхней поверхности пленки 16 изоляционного покрытия, коэффициента поглощения лазерного пучка на верхней поверхности пленки 14 стеклянного покрытия и коэффициента поглощения лазерного пучка на верхней поверхности базового 12 стального материала. То есть, важно произведение коэффициента поглощения лазерного пучка на верхней поверхности пленки 16 изоляционного покрытия, коэффициента поглощения лазерного пучка на верхней поверхности пленки 14 стеклянного покрытия и коэффициента поглощения лазерного пучка на верхней поверхности базового 12 стального материала. Что касается любого из трех коэффициентов поглощения, как показано на ФИГ. 10, с повышением угла θ коэффициент поглощения P-поляризованного света повышается. Вследствие мультипликативного эффекта при настройке угла θ таким образом, чтобы он был равен или больше 0° и меньше 45°, можно дополнительно усилить поглощение лазерного пучка пленкой 16 изоляционного покрытия на концевых участках P2 и P3 ширины лазерного сканирования L. В результате снижение температурного градиента на концевых участках P2 и P3 ширины лазерного сканирования L может быть ограничено и, таким образом, может дополнительно и надежно проявляться эффективность этого варианта осуществления.
[0063] В дополнение авторы изобретения раскрыли, что при увеличении диаметра пучка относительно диаметра пучка (здесь и далее, называемого эталонным диаметром пучка) в случае, когда угол падения ϕ лазерного пучка равен 0°, более 24%, как было описано выше, даже когда угол θ между направлением линейной поляризации и направлением сканирования устанавливают таким образом, чтобы он был равен или больше 0° и ниже 45°, снижение плотности мощности лазерного пучка на концевых участках P2 и P3 ширины лазерного сканирования L не может быть в достаточной мере ограничено (иными словами, показатель улучшения характеристик по потерям в сердечнике на концевых участках P2 и P3 ширины лазерного сканирования L снижается).
Предполагается, что это происходит вследствие того, что когда увеличение диаметра пучка относительно эталонного диаметра пучка составляет более 24%, величина снижения плотности мощности, вызванной повышением диаметра пучка, не может быть покрыта величиной повышения коэффициента поглощения лазерного пучка (линейно-поляризованного света).
Поэтому для равномерного и надежного снижения потерь в сердечнике по всей ширине лазерного сканирования L является предпочтительным, чтобы максимальный угол падения ϕMAX лазерного пучка был настроен, исходя из следующего условного выражения (1).
1/cosϕMAX≤1,24 (1)
[0064] В условном выражении (1) левая сторона представляет увеличение диаметра пучка (диаметр пучка при максимальном угле падения ϕMAX) относительно эталонного диаметра пучка. Поэтому при использовании условного выражения (1) можно получить максимальный угол падения ϕMAX, при котором увеличение относительно эталонного диаметра пучка составляет не более 24%. Согласно условному выражению (1) видно, что является предпочтительным, чтобы максимальный угол падения ϕMAX составлял 36° или ниже. Например, в устройстве 106 лазерного облучения, в котором использовано многоугольное 128 зеркало, показанное на ФИГ. 4, когда количество сторон многоугольного 128 зеркала задано как N, максимальный угол падения ϕMAX лазерного пучка может быть выражен как 360°/N. Поэтому является предпочтительным, чтобы в устройстве 106 лазерного облучения, показанном на ФИГ. 4, N было равно 10 или более.
Как было описано выше, в Патентных документах 4 и 5, упомянутых выше, раскрыт процесс, в котором угол падения лазерного пучка (линейно-поляризованного света) связан с углом, близким к углу Брюстера (например, с углом 45° или более), а поверхность обрабатываемого объекта облучается лазерным пучком в состоянии, при котором коэффициент поглощения лазерного пучка всегда максимален. Напротив, вариант осуществления по настоящему изобретению значительно отличается от процесса, раскрытого в Патентных документах 4 и 5, тем, что максимальный угол падения ϕMAX лазерного пучка устанавливают таким образом, чтобы он был ниже 45° (в частности 36° или ниже), а текстурированный лист 10 электротехнической стали сканируют лазерным пучком в диапазоне, в котором ϕ не превышает максимального ϕMAX (то есть, ширины лазерного сканирования L).
[0065] Как показано на ФИГ. 11, вместо многоугольного 128 зеркала может быть установлено гальваническое 140 зеркало. Гальваническое 140 зеркало приводится в движение приводным двигателем 141 для вращения в направлении стрелки на Фигуре. При вращении гальванического 140 зеркала текстурированный лист 10 электротехнической стали сканируется лазерным пучком вдоль его направления ширины листа (направления сканирования). При этой конструкции можно регулировать угол падения ϕ лазерного пучка, регулируя угол вращения гальванического 140 зеркала. Поэтому с использованием гальванического 140 зеркала можно легко настроить максимальный угол падения ϕMAX лазерного пучка на уровне подходящего значения.
[0066] Как было описано выше, угол θ между направлением линейной поляризации и направлением сканирования можно отрегулировать путем введения элемента для поворота направления линейной поляризации лазерного пучка, такого как пластина 125 λ/2 (см. ФИГ. 4). В вышеприведенном описании обеспечен поляризационный 124 расщепитель пучка (см. ФИГ. 4), который преобразует неполяризованный лазерный пучок, испускаемый из лазерного генератора 102, в линейно-поляризованный свет, но настоящее изобретение не ограничено этим. Например, когда лазер, который испускает линейно-поляризованный свет, используется в качестве лазерного генератора 102, поляризационный 124 расщепитель пучка может быть опущен. Даже в этом случае, снижение температурного градиента вдоль направления толщины на концевых участках P2 и P3 ширины лазерного сканирования L может быть ограничено. В дополнение, даже когда пластина 125 λ/2 не вставлена, в случае, когда угол θ между направлением линейной поляризации и направлением сканирования можно настроить так, чтобы он находился в предпочтительном диапазоне, пластина 125 λ/2 может быть опущена. Например, в случае, когда угол θ можно настроить так, чтобы он был равен или больше 0° и меньше 45° за счет сканирования лазерного пучка по стальному листу из лазерного генератора 102, который испускает линейно-поляризованный свет, пластина 125 λ/2 может быть опущена.
[0067] <Измельчение магнитных доменов и дефектов в пленке стеклянного покрытия>
Как было описано выше, текстурированный лист 10 электротехнической стали, в котором магнитное поле прикладывают в направлении прокатки, имеет структуру, в которой множество магнитных доменов, имеющих направление намагниченности, практически выровненное с направлением прокатки, являются структурированными. Здесь для достижения дальнейшего снижения потерь в сердечнике из текстурированного листа 10 электротехнической стали является эффективным измельчение магнитных доменов (уменьшение магнитных доменов по ширине) за счет облучения лазерным пучком. В частности, является эффективным получение циркулирующих текущих магнитных доменов, которые являются узкими и обладают достаточной напряженностью магнитного поля, за счет генерирования достаточного температурного градиента вдоль направления толщины в очень узкой области, то есть, находятся вблизи самого верхнего слоя текстурированного листа 10 электротехнической стали вдоль направления прокатки.
[0068] С другой стороны, когда температурный градиент вдоль направления толщины повышается, повышается температура поверхности текстурированного листа 10 электротехнической стали. Из-за повышения температуры могут возникнуть случаи, когда в пленке 16 изоляционного покрытия или в пленке 14 стеклянного покрытия образуются дефекты. Здесь дефекты означают повреждения пленки, такие как нежелательное отслаивание, набухание, изменение и обесцвечивание пленки 16 изоляционного покрытия и пленки 14 стеклянного покрытия. В случае, когда дефекты образуются в пленке 14 стеклянного покрытия, тело 12 стального листа обнажается наружу и возникает опасение, что может образоваться ржавчина. Поэтому в случае, когда дефекты образуются в пленке 14 стеклянного покрытия, пленку 16 изоляционного покрытия необходимо нанести снова, что вызывает добавление нового процесса и повышает производственные расходы.
[0069] В ходе процесса изготовления текстурированного листа 10 электротехнической стали выполняют несколько сеансов термообработки, а структура поверхности раздела и толщина пленки 14 стеклянного покрытия или пленки 16 изоляционного покрытия могут изменяться в направлении прокатки и в направлении ширины тела 12 стального листа. Поэтому, представляется сложным надежно ограничить генерирование дефектов в пленке 14 стеклянного покрытия по всему телу 12 стального листа, даже когда условия применения лазера отрегулированы. Поэтому, необходимо предотвращать генерирование дефектов в пленке 14 стеклянного покрытия при снижении потерь в сердечнике из текстурированного листа 10 электротехнической стали.
[0070] Согласно этому варианту осуществления по всей ширине лазерного сканирования L можно не только снизить потери в сердечнике, но также можно достигнуть эффекта подавления образования дефектов. То есть, в лазерном способе контроля магнитного домена, в котором неполяризованный лазерный пучок используется согласно уровню техники, как было описано выше, температурный градиент по ширине лазерного сканирования понижается с повышением диаметра пучка на концевых участках P2 и P3 ширины лазерного сканирования L и, таким образом, становится невозможным в достаточной мере получить снижение потерь в сердечнике. Для компенсации этого можно повысить мощность лазерного пучка. В этом случае, притом, что потери в сердечнике на концевых участках P2 и P3 можно дополнительно снизить, мощность лазерного пучка, поглощаемого центральным участком P1 ширины лазерного сканирования L, становится избыточной и возникает проблема, состоящая в том, что легко генерируются дефекты. С другой стороны, в этом варианте осуществления, как было описано выше, для повышения коэффициента поглощения лазерного пучка на концевых участках P2 и P3 ширины лазерного сканирования L, как было описано выше, текстурированный лист 10 электротехнической стали сканируют линейно-поляризованным светом, включающим в себя P-поляризованный свет, у которого коэффициент поглощения повышается с повышением угла падения ϕ. Здесь, на центральном участке P1 ширины лазерного сканирования L, поскольку линейно-поляризованный свет падает перпендикулярно поверхности текстурированного листа 10 электротехнической стали (угол падения ϕ, показанный на ФИГ. 6, 9A и 9B, мал), коэффициенты поглощения P-поляризованного света и S-поляризованного света на центральном участке P1 являются почти одинаковыми (см. ФИГ. 10). Поскольку нет никаких различий в коэффициентах поглощения между P-поляризованным светом и S-поляризованным светом, образующими неполяризованное состояние, повышение коэффициента поглощения, которое вызвано использованием P-поляризованного света, возникает редко. Поэтому в установке лазерной обработки 100 согласно этому варианту осуществления без избыточного повышения мощности лазерного пучка, передаваемого к текстурированному листу 10 электротехнической стали на центральном участке P1 ширины лазерного сканирования L, мощность лазерного пучка, поглощаемого на концевых участках P2 и P3, может быть повышена. Следовательно, снижение потерь в сердечнике и подавление образования дефектов может быть реализовано по всей ширине лазерного сканирования L.
[0071] В вышеописанном варианте осуществления, как показано на ФИГ. 1, был описан пример, в котором текстурированный лист 10 электротехнической стали образован из трехслойной структуры, включающей в себя базовый 12 стальной материал, пленку 14 стеклянного покрытия и пленку 16 изоляционного покрытия, облучаемой лазерным пучком. Однако, даже для стального листа, имеющего два слоя, включающих в себя базовый 12 стальной материал и пленку 16 изоляционного покрытия в качестве базовой структуры, без пленки 14 стеклянного покрытия, установка 100 лазерной обработки согласно этому варианту осуществления демонстрирует эффект потерь в сердечнике по ширине лазерного сканирования L. Это возникает потому, что даже когда пленка 14 стеклянного покрытия отсутствует, при использовании линейно-поляризованного света в качестве лазерного пучка и настройке угла θ таким образом, чтобы он находился в вышеописанном диапазоне, коэффициент поглощения лазерного пучка, поглощаемого верхними поверхностями пленки 16 изоляционного покрытия и базовым 12 стальным материалом на концевых участках P2 и P3 ширины лазерного сканирования L, может быть повышен. В качестве текстурированного листа электротехнической стали без пленки 14 стеклянного покрытия известен текстурированный лист электротехнической стали, в котором поверхность базового стального материала обладает небольшой шероховатостью и близка к зеркальной поверхности и, таким образом, демонстрирует характеристики сверхнизких потерь в сердечнике. В текстурированном листе электротехнической стали, обладающем такими характеристиками сверхнизких потерь в сердечнике, для предотвращения образования ржавчины, вызванной обнажением базового 12 стального материала, важно, чтобы дефекты не возникали в пленке 16 изоляционного покрытия в ходе облучения лазерным пучком. Как было описано выше, в установке лазерной обработки 100 согласно этому варианту осуществления можно получить снижение потерь в сердечнике по всей ширине лазерного сканирования L и подавление образования дефектов в пленке 16 изоляционного покрытия.
[0072] <Пример>
Для подтверждения эффективности Примеров согласно варианту осуществления, описанному выше, будет описан пример испытания на соответствие техническим условиям согласно Примерам и Сравнительным примерам.
[0073] Сначала, был приготовлен сляб, имеющий состав, включающий в себя Si: 3,0 масс.%, C: 0,05 масс.%, Mn: 0,1 масс.%, кислотно-растворимый Al: 0,02 масс.%, N: 0,01 масс.%, S: 0,01 масс.%, P: 0,02 масс.% и Fe, а также неизбежные примеси в качестве остатка. Горячая прокатка была выполнена на слябе при 1280°C с получением, таким образом, горячекатанного материала, обладающего толщиной 2,3 мм. Затем, термообработка была выполнена на горячекатанном материале при условии 1000°C × 1 минута. После термообработки на результирующем продукте была выполнена обработка травлением и холодная прокатка, с получением, таким образом, холоднокатанного материала, обладающего толщиной 0,23 мм. На холоднокатанном материале был выполнен обезуглероживающий отжиг при условии 800°C × 2 минуты. Затем, после обезуглероживающего отжига на обе поверхности холоднокатанного материала было нанесено разделительное средство для отжига, первично содержащее магнезию. В дополнение, холоднокатанный материал, на который было нанесено разделительное средство для отжига, было помещено в камерную печь периодического действия в состоянии намотки в форме катушки, и на нем был выполнен завершающий отжиг при условии 1200°C × 20 часов. Таким образом, был получен базовый стальной материал (тело стального листа) стального листа, имеющий пленки стеклянного покрытия, образованные на поверхностях. Затем, на пленки стеклянного покрытия был нанесен изоляционный материал, образованный из фосфата алюминия и был обожжен (850°C × 1 минута), с образованием, таким образом, пленки изоляционного покрытия.
[0074] Базовый стальной материал стального листа, имеющий образованные на нем пленки изоляционного покрытия и пленки стеклянного покрытия, был облучен лазерным пучком, вследствие чего поверхности стального листа были приданы остаточные деформации.
[0075] В качестве устройства лазерного облучения было использовано устройство 106 лазерного облучения, показанное на ФИГ. 4. В качестве лазерного генератора 102 был использован волоконный лазер. В Примерах неполяризованный пучок, испускаемый из коллиматорной линзы 122, был преобразован в линейно-поляризованный свет поляризационным 124 расщепителем пучка. Затем линейно-поляризованный лазерный пучок был сфокусирован и использован для сканирования текстурированного листа 10 электротехнической стали при изменении угла θ между направлением линейной поляризации и направлением сканирования путем настройки линейно-поляризованного света, проходящего через пластину 125 λ/2, и изменении его угла вращения. В Сравнительных примерах неполяризованный лазерный пучок был сфокусирован и использован для сканирования текстурированного листа 10 электротехнической стали без его пропускания через поляризационный 124 расщепитель пучка и пластину 125 λ/2. Как в Примерах, так и в Сравнительных примерах, в качестве условий облучения лазерным пучком мощность лазерного пучка, достигающего текстурированного листа 10 электротехнической стали, была установлена равной 2 кВт, диаметр его пучка в направлении сканирования был установлен равным 4 мм, диаметр его пучка в направлении прокатки был установлен равным 0,12 мм, а ширина лазерного сканирования была установлена равной 500 мм. Максимальный угол падения ϕMAX составлял 24°.
[0076] Участок стального листа, подвергаемого лазерной обработке, и участок в стальном листе из той же катушки, которая не была подвергнута лазерной обработке, были подвергнуты испытанию в тестере одиночного листа (single sheet tester, SST), и были оценены потери в сердечнике при W17/50 (Вт/кг). W17/50 представляет собой потери в сердечнике при частоте 50 Гц и максимальной магнитной индукции 1,7 Тл. В качестве образца для испытания для SST-измерения был использован прямоугольный образец, который был вырезан с размером 100 мм в длину в направлении ширины стального листа и 500 мм в длину в направлении прокатки стального листа. Позиции при резании в направлении ширины составляли 100 мм для каждого из центрального участка и концевого участка относительно 500 мм ширины лазерного сканирования. Показатель улучшения характеристик по потерям в сердечнике (%) для стального листа, подвергаемого лазерной обработке, был задан относительно потерь в сердечнике для участка в стальном листе из той же самой катушки, которая не была подвергнута лазерной обработке, для сравнения.
[0077] Результаты испытаний показаны в следующей Таблице 1. В Сравнительном примере 1, в котором был использован неполяризованный лазерный пучок, потери в сердечнике на концевом участке были ослаблены по сравнению с потерями на центральном участке. С другой стороны, в Примерах 1-4, поскольку был использован линейно-поляризованный лазерный пучок, а угол θ был настроен так, чтобы он был ниже 45°, был получен эффект улучшения состояния потерь в сердечнике на концевом участке (предел улучшения значителен, поскольку он составляет более примерно 0,5%, что обычно соответствует ошибке в оценке показателя улучшения характеристик по потерям в сердечнике). В частности, в случае, когда угол θ составлял 20° или ниже, степень ослабления потерь в сердечнике была ниже, чем 0,5%, что означает, что фактически не было никакого ослабления. С другой стороны, в Сравнительном примере 2, в котором угол θ составлял 45°, не было никакой существенной разницы в показателе улучшения характеристик по потерям в сердечнике по сравнению со случаем Сравнительного примера 1 с неполяризованным светом. Именно поэтому в случае, когда угол θ составляет 45°, P-поляризованный свет и S-поляризованный свет падают на поверхность падения в равных долях, и эффект повышения коэффициента поглощения лазерного пучка на концевом участке ширины лазерного сканирования не может быть получен. В Сравнительном примере 3, в котором угол θ составляет 60°, показатель улучшения характеристик по потерям в сердечнике был ниже, чем показатель улучшения характеристик по потерям в сердечнике согласно Сравнительному примеру 1, при наличии неполяризованного света. Именно поэтому коэффициент поглощения лазерного пучка на концевом участке ширины лазерного сканирования был наоборот понижен.
[0078] [Таблица 1]
[0079] Из вышеописанных результатов испытаний видно, что при настройке угла θ в диапазоне, где эффект P-поляризованного света из P-поляризованного света и S-поляризованного света становится преобладающим, то есть, при настройке угла θ таким образом, чтобы он был равен или больше 0° и меньше 45°, коэффициент поглощения лазерного пучка на концевом участке ширины лазерного сканирования может быть повышен по сравнению со случаем неполяризованного света, а в результате может быть повышен показатель улучшения характеристик по потерям в сердечнике на концевом участке ширины лазерного сканирования.
[0080] В дополнение, в случае, когда угол θ между направлением линейной поляризации и направлением сканирования зафиксирован на уровне 0°, а максимальный угол падения ϕMAX лазерного пучка был изменен в диапазоне 24-45°, было проверено изменение показателя улучшения характеристик по потерям в сердечнике на концевом участке ширины лазерного сканирования L. Результаты показаны в Таблице 2.
[0081] [Таблица 2]
[0082] Как показано в Таблице 2, видно, что когда максимальный угол падения ϕMAX лазерного пучка был выше, чем 36°, показатель улучшения характеристик по потерям в сердечнике на концевом участке ширины лазерного сканирования L резко ослаб. В случае, когда максимальный угол падения ϕMAX составляет 40° или выше, показатель улучшения характеристик по потерям в сердечнике на концевом участке ширины лазерного сканирования L является равным или меньшим, чем показатель улучшения характеристик по потерям в сердечнике согласно Сравнительному примеру 1 (в случае неполяризованного света), показанному в Таблице 1. Считается, что причина состоит в том, что когда максимальный угол падения ϕMAX составляет более 36°, увеличение диаметра пучка относительно эталонного диаметра пучка становится выше, чем 24%. То есть, экспериментально было подтверждено, что для равномерного и надежного снижения потерь в сердечнике по всей ширине лазерного сканирования L является предпочтительным, чтобы максимальный угол падения ϕMAX лазерного пучка был настроен исходя из вышеописанного условного выражения (1).
[0083] <Заключение>
Как было описано выше, в установке 100 лазерной обработки согласно этому варианту осуществления угол θ между направлением линейной поляризации света, сканируемого по текстурированному листу 10 электротехнической стали, и направлением сканирования устанавливают таким образом, чтобы он был равен или больше 0° и меньшим, чем 45°.
[0084] Следовательно, мощность лазерного пучка, передаваемого к телу 12 стального листа или к пленке 14 стеклянного покрытия на концевых участках P2 и P3 ширины лазерного сканирования L устройства 106 лазерного облучения, может быть повышена. Поэтому, даже когда диаметр пучка на концевых участках P2 и P3 повышается, снижение плотности мощности лазерного пучка на концевых участках P2 и P3 может быть ограничено. В результате может быть ограничено снижение температурного градиента вдоль направления толщины на концевых участках P2 и P3 ширины лазерного сканирования L, и может быть снижена разница в температурных градиентах между центральным участком P1 и концевыми участками P2 и P3 ширины лазерного сканирования L. Кроме того, как было описано выше, поскольку мощность лазерного пучка, поглощаемого на центральном участке P1, не повышается, образование дефектов на центральном участке P1 может быть подавлено. То есть, снижение потерь в сердечнике и предотвращение образования дефектов в пленке 14 стеклянного покрытия может быть реализовано одновременно по всей ширине лазерного сканирования L.
[0085] В установке 100 лазерной обработки согласно этому варианту осуществления, поскольку может быть достигнуто снижение потерь в сердечнике и ограничение числа дефектов в пленке 14 стеклянного покрытия, описанной выше, может быть получен текстурированный лист 10 электротехнической стали, который имеет меньше потерь в сердечнике, чем текстурированный лист электротехнической стали согласно уровню техники, вдоль всего направления ширины текстурированного листа 10 электротехнической стали. В результате текстурированный лист 10 электротехнической стали со сверхнизкими потерями в сердечнике может быть обеспечен при более низкой стоимости. Кроме того, с точки зрения реализации снижения энергопоребления за счет распространения текстурированного листа 10 электротехнической стали со сверхнизкими потерями в сердечнике по всему миру, достигается огромная экономическая эффективность.
[0086] Притом, что предпочтительный вариант осуществления настоящего изобретения был подробно описан применительно к прилагаемым чертежам, настоящее изобретение не ограничено Примерами. Следует отметить, что специалистами в данной области техники, к которым относится настоящее изобретение, могут быть сделаны различные изменения и модификации без отступления от технической сущности, описанной в формуле изобретения, и следует понимать, что эти изменения и модификации естественным образом принадлежат к техническому объему настоящего изобретения.
[Краткое описание номеров ссылок]
[0087] 10: ТЕКСТУРИРОВАННЫЙ ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ
12: ТЕЛО СТАЛЬНОГО ЛИСТА
14: ПЛЕНКА СТЕКЛЯННОГО ПОКРЫТИЯ
16: ПЛЕНКА ИЗОЛЯЦИОННОГО ПОКРЫТИЯ
100: УСТАНОВКА ЛАЗЕРНОЙ ОБРАБОТКИ
102: ЛАЗЕРНЫЙ ГЕНЕРАТОР
104: ПЕРЕДАЮЩЕЕ ВОЛОКНО
106: УСТРОЙСТВО ЛАЗЕРНОГО ОБЛУЧЕНИЯ
122: КОЛЛИМАТОРНАЯ ЛИНЗА
124: ПОЛЯРИЗАЦИОННЫЙ РАСЩЕПИТЕЛЬ ПУЧКА
125: ПЛАСТИНА λ/2
126: МЕТАЛЛИЧЕСКОЕ ЗЕРКАЛО
128: МНОГОУГОЛЬНОЕ ЗЕРКАЛО
130: ПАРАБОЛИЧЕСКОЕ ЗЕРКАЛО
Реферат
Изобретение относится к установке лазерной обработки для измельчения магнитных доменов текстурированного листа электротехнической стали путем настройки лазерного пучка, фокусируемого на текстурированный лист электротехнической стали и сканируемого в направлении сканирования (варианты). Установка выполнена с возможностью фокусирования линейно-поляризованного лазерного пучка на текстурированный лист электротехнической стали под уголом между направлением линейной поляризации света и направлением сканирования равным или больше 0° и меньше 45°. 2 н. и 10 з.п. ф-лы, 11 ил.
Формула
Документы, цитированные в отчёте о поиске
Лист электротехнической стали с ориентированной зеренной структурой
Способ и устройство для изготовления листа текстурированной электротехнической стали с прекрасными магнитными свойствами
Установка лазерного скрайбирования для поверхностной обработки трансформаторных листов посредством пятен эллиптической формы
Способ производства листа текстурованной электротехнической стали
Текстурованный лист электротехнической стали и способ его получения
Способ улучшения магнитных свойств листов текстурированной электротехнической кремнистой стали посредством лазерной обработки
Комментарии